
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФТОРОПЛАСТ-3
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 13744-87
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Технические условия Fluoroplast-3. Specifications |
ГОСТ |
Срок действия с 01.01.99
до 01.01.94
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на фторопласт-3, представляющий собой продукт полимеризации трифторхлорэтилена.
Фторопласт-3 предназначается для изготовления диффузионно- и агрессивностойких, тропикоустойчивых изделий методами прессования, литья под давлением и экструзии; для получения коррозионностойких покрытий из суспензий и методом порошкового напыления; для получения масел и смазок путем пиролиза и для получения композиций специального назначения.
Температурный диапазон эксплуатации изделий из фторопласта-3 от минус 195 до плюс 125 °С.
Показатели технического уровня, установленные настоящим стандартом для марки В, предусмотрены для высшей категории качества.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Фторопласт-3 должен изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.2. В зависимости от назначения фторопласт-3 должен изготовляться марок А, Б и В:
А - для получения композиций специального назначения;
Б - для получения масел и смазок, суспензий, композиций специального назначения, изделий, изготовляемых методами экструзии, прессования, литья под давлением и для порошкового напыления;
В - для получения изделий специального назначения методом прессования и композиций специального назначения.
Пример условного обозначения фторопласта-3 марки В:
Фторопласт-3 В ГОСТ 13744-87
1.3. Характеристики
1.3.1. Фторопласт-3 по показателям качества должен соответствовать требованиям и нормам, указанным в табл. 1.
1.3.2. Справочные показатели качества фторопласта-3 приведены в приложении.
|
Норма для марки |
Метод испытания |
|||
|
А |
Б |
в |
||
|
окп 22 1311 0101 |
окп 22 1311 0102 |
Высшая категория ОКП 22 1311 0103 |
||
|
1. Внешний вид |
Однородный порошок белого цвета без видимых посторонних включений |
По п. 3.2 |
||
|
2. Внешний вид пластины |
По п. 3.5 |
|||
|
цвет |
- |
От светло-желтого до темно-желтого в соответствии с образцом, утвержденным в установленном порядке |
Светло-желтый в соответствии с образцом, утвержденным в установленном порядке |
|
|
чистота |
- |
Должна соответствовать образцу, утвержденному в установленном порядке. Не допускается наличие песка, металла и других посторонних включений |
||
|
3. Остаток после просева на сите с сеткой № 05 К, %, не более |
2,5 |
2,5 |
1 |
По п. 3.6 |
|
4. Насыпная плотность, кг/м3 |
500 ± 70 |
500 + 70 |
520 ± 50 |
|
|
5. Массовая доля влаги, %, не более |
0,15 |
0,05 |
0,05 |
По ГОСТ 11736-78 или п. 3.7.2 настоящего стандарта |
|
6. Термостабильность, %, не более |
0,30 |
0,09 |
0,12 |
По п. 3.8 |
|
7. Температура потери прочности, °С |
- |
240 - 265 |
265 - 285 |
По п. 3.9 |
|
8. Предел текучести при растяжении, МПа (кгс/см2), не менее |
- |
37,3 (380) |
37,3 (380) |
По ГОСТ 11262-80 и п. 3.10 настоящего стандарта |
|
9. Прочность при разрыве, МПа (кгс/см2), не менее |
- |
- |
30,0 (305) |
То же |
|
10. Относительное удлинение при разрыве, %, не менее |
- |
70 |
75 |
|
1.3.3. Требования безопасности
1.3.3.1. Фторопласт-3 и изделия из него при комнатной температуре невзрывоопасны, при непосредственном контакте не оказывают влияния на организм человека.
Фторопласт-3 относится к группе горючих материалов по ГОСТ 12.1.044-84. Температура самовоспламенения не менее 500 °С. Проверка показателей пожароопасности должна проводиться один раз в пять лет и при изменении технологии производства.
1.3.3.2. При нагревании фторопласта-3 до температуры 260 °С и выше выделяются летучие продукты термоокислительной деструкции, предельно допустимая концентрация которых в воздухе рабочей зоны производственных помещений согласно требованиям ГОСТ 12.1.005-76 приведена в табл. 2.
|
Предельно допустимая концентрация, мг/м3 |
Класс опасности |
|
|
Водород фтористый |
0,05 |
1 |
|
Фторфосген (по фосгену) |
0,50 |
2 |
|
Водород хлористый |
5,00 |
2 |
|
Пыль фторопласта* |
10,00 |
3 |
|
Углерода оксид |
20,00 |
4 |
* Приведенные нормы установлены по аналогии с фторопластом-4, не связаны с нагреванием полимера.
Фтористый водород, выделяющийся при разложении фторопласта-3, обладает способностью к кумуляции.
1.3.3.3. Работа с фторопластом-3 должна проводиться в производственных помещениях, оборудованных приточно-вытяжной вентиляцией. Оборудование должно иметь местную вытяжную вентиляцию.
1.3.3.4. Включение открытых нагревательных приборов (электроплиток, термошкафов) или приборов с поверхностями, нагретыми до температуры выше 260 °С, разрешается только в вытяжных шкафах при включенной местной вытяжной вентиляции.
1.3.3.5. В производственных помещениях должен быть вывешен знак «Запрещается курение» по ГОСТ 12.4.026-76.
1.3.3.6. Работу в аварийных случаях (перегрев печей, нагревательных приборов, пожар и т.д.) следует проводить в противогазах марок ПШ-1, ПШ-2, ИП-46, ИП-48, ИП-4.
При загорании фторопласта-3 применяются средства пожаротушения: распыленная вода, двуокись углерода, пена, песок, асбестовое одеяло, огнетушитель ОУ-2.
1.3.3.7. Периодичность санитарно-химического контроля воздуха рабочей зоны устанавливается органами санитарного надзора с учетом требований ГОСТ 12.1.005-76.
1.3.3.8. Все работы с фторопластом-3 необходимо проводить в специальной одежде: хлопчатобумажном костюме по ГОСТ 12.4.109-82 или халате по ГОСТ 12.4.131-83, берете или косынке, кожаных тапочках, ботинках по ГОСТ 12.4.137-84, или резиновых сапогах по ГОСТ 12.4.072-79, хлопчатобумажных перчатках, асбестовых рукавицах по ГОСТ 12.4.010-75 в зависимости от характера работы. Работу, связанную с упаковыванием, рыхлением и рассевом фторопласта-3, следует проводить в респираторе типа «Лепесток» одноразового использования по ГОСТ 12.4.028-76.
1.3.3.9. Отходы фторопласта-3 подлежат вторичной переработке.
1.3.3.10. При работе с фторопластом-3 следует предотвращать попадание порошка полимера в окружающую среду, предельно допустимая концентрация пыли фторопласта в воздухе рабочей зоны приведена в табл. 2.
1.4. Маркировка
1.4.1. На каждый мешок наклеивают этикетку или прикрепляют ярлык с указанием:
наименования или товарного знака предприятия-изготовителя;
наименования продукции и марки;
номера партии;
массы брутто и нетто;
даты изготовления;
обозначения настоящего стандарта.
1.4.2. Транспортная маркировка - по ГОСТ 14192-77 с нанесением основных, информационных, дополнительных надписей и манипуляционного знака «Боится сырости», а также классификационного шифра 921 и знака опасности «!» по ГОСТ 19433-81.
1.4.3. На таре в свободном от транспортной маркировки месте указывают данные:
наименование продукции и марку;
номер партии;
обозначение настоящего стандарта.
1.5. Упаковка
1.5.1. Фторопласт-3 упаковывают в полиэтиленовые мешки по ГОСТ 17811-78, завязывают шпагатом по ГОСТ 16266-70 или ГОСТ 17308-85 или кордовой нитью, затем полиэтиленовые мешки вкладывают в трехслойные бумажные мешки марки НМ по ГОСТ 2226-75.
1.5.2. При иногородних малых отправках бумажные мешки с полимером упаковывают в деревянные плотные ящики по ГОСТ 18573-86.
1.5.3. Масса нетто единицы продукции бумажного мешка не должна превышать 18 кг. Масса брутто деревянного ящика не должна превышать 80 кг.
1.5.4. Фторопласт-3 для районов Крайнего Севера и труднодоступных районов упаковывают в соответствии с ГОСТ 15846-79 и по пп. 1.5.1, 1.5.2 и 1.5.5.3 настоящего стандарта.
1.5.5. В зависимости от условий транспортирования фторопласт-3, упакованный в бумажные мешки, формируют в транспортные пакеты или загружают в контейнеры. Деревянные ящики формируют в транспортные пакеты.
Масса брутто пакетов - не более 1 т.
1.5.5.1. Формирование транспортных пакетов из мешков осуществляют по ГОСТ 19848-74 на ящичных поддонах с крышками по ГОСТ 9570-84.
1.5.5.2. При упаковывании фторопласта-3 в деревянные ящики транспортные пакеты формируют по ГОСТ 21929-76 на плоских поддонах по ГОСТ 9557-87.
Пакеты скрепляют в двух местах обвязками разового пользования по ГОСТ 21650-76: стальной упаковочной лентой по ГОСТ 3560-73 толщиной не менее 0,5 мм или стальной проволокой диаметром 4 - 6 мм по ГОСТ 3282-74.
Обвязки из проволоки должны состоять из двух нитей проволоки диаметром 6 мм или трех нитей проволоки диаметром 5 мм, или пяти нитей проволоки диаметром 4 мм.
1.5.5.3. Фторопласт-3, упакованный в мешки, загружают в контейнеры по ГОСТ 20435-75, ГОСТ 15102-75 или в мягкие специализированные контейнеры по нормативно-технической документации при транспортировании открытыми транспортными средствами.
2. ПРИЕМКА
2.1. Фторопласт-3 принимают партиями. За партию принимают количество фторопласта-3 одной марки не менее 100 кг, полученного от одного процесса полимеризации, сопровождаемого одним документом о качестве.
По согласованию с потребителем масса партии может быть изменена.
Документ о качестве должен содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
наименование продукции и марку;
номер партии, количество единиц продукции в партии;
дату изготовления;
массу нетто;
результаты проведенных испытаний;
температуру изготовления пластины из фторопласта-3 марки В для контроля внешнего вида;
обозначение настоящего стандарта.
2.2. Для проверки качества фторопласта-3 отбирают 20 % единиц продукции каждой партии, но не менее трех.
2.3. Для фторопласта-3 марки Б, предназначенного для получения масел и смазок, определяют внешний вид порошка, массовую долю влаги и термостабильность.
Для фторопласта-3 марок Б и В, предназначенных для получения композиций специального назначения, определяют внешний вид порошка, остаток после просева на сите, насыпную плотность, массовую долю влаги и термостабильность.
2.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания удвоенного количества единиц продукции той же партии. Результаты повторных испытаний распространяются на всю партию.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Отбор проб
3.1.1. Точечные пробы фторопласта-3 отбирают совком, соединяют вместе, тщательно перемешивают и отбирают объединенную пробу массой (500 ± 50) г, помещают в мешок размером (250 ± 10)×(300 ± 10) мм, изготовленный из полиэтиленовой пленки по ГОСТ 10354-82.
На полиэтиленовый мешок с пробой наклеивают этикетку или прикрепляют ярлык с указанием:
наименования предприятия-изготовителя;
наименования продукта и марки;
номера партии;
даты отбора пробы.
Из объединенной пробы отбирают навески полимера для изготовления образцов и проведения испытаний.
3.2. Определение внешнего вида
Внешний вид фторопласта-3 определяют визуально без применения увеличительных приборов осмотром объединенной пробы в отраженном свете при дневном освещении или при освещении лампой мощностью 100 Вт, находящейся на расстоянии 40 - 60 см от пробы.
3.3. Изготовление образцов
3.3.1. Аппаратура, материалы
Весы лабораторные общего назначения 4-го класса точности по ГОСТ 24104-80 с наибольшим пределом взвешивания 500 г.
Пресс гидравлический усилием 618 - 981 кН (63 - 100 тс.).
Ограничители пресс-формы 130×130 мм и более высотой (2,0 ± 0,2) мм и 130×100 мм высотой (1,5 ± 0,2) мм.
Пластины из никелированной или хромированной стали, имеющие одну зеркальную поверхность.
Преобразователь термоэлектрический ТХК по ГОСТ 6616-86 для измерения температуры от 0 до 400 °С в комплекте с регулирующим прибором класса точности 0,5.
Часы с погрешностью измерения ±1 мин в сутки.
Термометр ТЛ-2 1-А 2 ГОСТ 215-73.
Ванна с водой, имеющей температуру не выше 25 °С.
Термостат с обогревом до температуры 200 °С с погрешностью регулирования температуры ±2 °С.
Нож штанцевый для вырубки образцов типа 1 по ГОСТ 11262-80.
Нож штанцевый для вырубки образцов для определения температуры потери прочности. Режущий край ножа должен быть острым и не иметь зазубрин. Ширину шейки образца и ножа необходимо проверять после каждой заточки. Режущие кромки ножа в области шейки изготовляют по 6 - 7 квалитетам точности.
Линейка-300 ГОСТ 427-75 или линейка ЛП-300 ГОСТ 17435-72.
Прокладки из алюминиевой фольги по ГОСТ 618-73.
3.3.2. Для определения внешнего вида пластины, физико-механических показателей и температуры потери прочности изготовляют пластины по режиму, указанному в табл. 3.
3.3.3. Навеску полимера (X) в граммах вычисляют по формуле
X = K ∙ V ∙ γ,
где К - коэффициент избытка полимера, равный 1,1;
V - объем спрессованной пластины, см3;
γ - плотность фторопласта-3, г/см3.
3.3.4. Навеску полимера взвешивают и результат записывают с точностью до первого десятичного знака, высыпают в ограничитель, установленный на зеркальную поверхность пластины из никелированной или хромированной стали, равномерно распределяют деревянной или металлической линейкой по всей площади ограничителя и накрывают зеркальной поверхностью другой такой же пластины.
|
Размер ограничителя, мм |
Режим прессования |
||||
|
Температура прессования, °С |
Выдержка перед созданием давления, мин |
Удельное давление, МПа (кгс/см2) |
Температура, при которой снимается давление с пресс-формы, °С |
||
|
1. Внешний вид и физико-механические свойства для марок |
|||||
|
Б |
130×130 и более высота |
240 - 270 |
7 - 10 |
29,43 ± 2,45 (300 ± 25) |
210 - 220 |
|
В |
2,0 ± 0,2 |
240 - 285 |
|||
|
2. Температура потери прочности для марок |
|||||
|
Б |
130×100 высота |
240 - 270 |
7 - 10 |
29,43 ± 2,45 (300 ± 25) |
210 - 220 |
|
В |
1,5 ± 0,2 |
240 - 285 |
|||
При прессовании используют прокладки из алюминиевой фольги.
Пресс-форму с навеской полимера помещают на плиту пресса, нагретую до температуры, указанной в табл. 3, и выдерживают при этой температуре до полного расплавления полимера в течение времени, указанного в табл. 3. После этого создают давление в пресс-форме, указанное в табл. 3. Затем отключают обогрев и выдерживают под давлением при естественном охлаждении до температуры 210 - 220 °С, снимают давление, пресс-форму с пластиной быстро опускают в ванну с проточной водой и распрессовывают вручную.
Температуру плит пресса измеряют термоэлектрическим преобразователем.
3.3.5. Перед вырубкой образцов пластину предварительно прогревают в термостате при температуре (100 ± 5) °С в течение (15 ± 3) мин.
Из пластин вырубают штанцевыми ножами образцы для физико-механических испытаний и для определения температуры потери прочности.
3.4. Перед проведением физико-механических испытаний образцы кондиционируют по ГОСТ 12423-66 не менее 1 ч на воздухе при температуре (23 ± 2) °С и ненормированной влажности.
3.5. Определение внешнего вида пластины
Цвет пластины из фторопласта-3 определяют в отраженном свете сравнением с пластиной-образцом, согласованным с потребителем и утвержденным в установленном порядке. Пластины при испытании помещают на лист белой бумаги.
Чистоту пластины сравнивают с образцом, согласованным с потребителем и утвержденным в установленном порядке. Испытание проводят в проходящем свете, создаваемом лампой мощностью 100 Вт или с помощью лампового дефектоскопа.
Образец помещают по отношению к источнику света по схеме, указанной на черт. 1.
Определение внешнего вида пластины проводят на одной пластине перед вырубкой из нее образцов для физико-механических испытаний.
За результат определения принимают оценку соответствия цвета и чистоты пластины, указанным в табл. 1, подпункт 2.
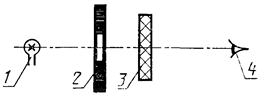
1 - источник света, 2 - непрозрачный экран с отверстием, 3 - образец, 4 - глаз контролера.
3.6. Определение остатка после просева на сите с сеткой № 05К
3.6.1. Аппаратура
Весы лабораторные общего назначения 4-го класса точности по ГОСТ 24104-80 с наибольшим пределом взвешивания 500 г.
Сито с сеткой № 05К по ГОСТ 6613-86.
3.6.2. Проведение испытания
(100 ± 1) г фторопласта-3 и сито взвешивают отдельно и результат взвешивания записывают с точностью до первого десятичного знака.
Порошок просеивают через сито, встряхивая и протирая. Затем сито с остатком порошка взвешивают и результат записывают с той же точностью.
3.6.3. Обработка результатов
Остаток после просева на сите (X1) в процентах вычисляют по формуле
![]()
где m1 - масса навески после просева, г;
m - масса навески до просева, г.
За результат испытания принимают среднее арифметическое результатов двух параллельных определений, допускаемое расхождение между которыми не должно превышать 0,2 %.
3.7. Определение массовой доли влаги
3.7.1. Массовую долю влаги определяют экспресс-методом по ГОСТ 11736-78 или методом высушивания под инфракрасной лампой.
3.7.2. Метод высушивания под инфракрасной лампой
3.7.2.1. Аппаратура, посуда, материалы
Лампа инфракрасного излучения ИКЗ 215-225-500 по ГОСТ 13874-83.
Весы лабораторные общего назначения 2-го класса точности по ГОСТ 24104-80 с наибольшим пределом взвешивания 200 г.
Линейка-300 ГОСТ 427-75.
Часы с погрешностью измерения ±1 мин в сутки.
Термометр ТЛ-2 1-А 4 по ГОСТ 215-73.
Ограждение металлическое.
Стаканчик СН 34/12, СН 45/13 и СН 60/14 по ГОСТ 25336-82.
Эксикатор по ГОСТ 25336-82.
Полотно асбестовое.
3.7.2.2. Проведение испытания
В стаканчике, высушенном до постоянной массы, взвешивают (3,0 ± 0,1) г фторопласта-3. Результат взвешивания в граммах записывают с точностью до четвертого десятичного знака.
Лампу устанавливают вертикально под тягой.
Расстояние между нижней точкой лампы и поверхностью стола должно быть (65 ± 5) мм. Для уменьшения потерь тепла вокруг лампы устанавливают металлическое ограждение, обтянутое асбестовым полотном.
Для прогрева лампу включают за 5 мин до начала испытания. Стаканчик с навеской полимера помещают на площади светового круга на 30 мин. Температура воздуха на площади светового круга должна быть (110 ± 10) °С. Затем стаканчик с полимером охлаждают не менее 30 мин в эксикаторе до комнатной температуры, взвешивают и снова помещают под лампу на 10 мин. Прогрев в течение 10 мин, охлаждение не менее 30 мин до комнатной температуры и взвешивание повторяют до получения постоянной массы. Результат взвешивания в граммах записывают с точностью до четвертого десятичного знака.
3.7.2.3. Обработка результатов
Массовую долю влаги (Х2) в процентах вычисляют по формуле
![]()
где m - масса навески до сушки, г;
m1 - масса навески после сушки, г.
За результат испытания принимают среднее арифметическое результатов двух параллельных определений, допускаемое расхождение между которыми не должно превышать 0,02 %.
3.7.3. При возникновении разногласий массовую долю влаги определяют по ГОСТ 11736-78 экспресс-методом.
3.8. Определение термостабильности
3.8.1. Аппаратура, посуда
Пресс гидравлический ручной усилием 38,84 кН (3,96 тс).
Пресс-форма с диаметром пуансона (25 ± 1) мм.
Термостат с обогревом до температуры (200 ± 2) и (300 ± 2) °С с автоматической регулировкой температуры с погрешностью ±2 °С.
Весы лабораторные общего назначения 4-го класса точности по ГОСТ 24104-80 с наибольшим пределом взвешивания 500 г и 2-го класса точности с наибольшим пределом взвешивания 200 г.
Часы с погрешностью измерения ±1 мин в сутки.
Термометр ТЛ-2 1-А 5 по ГОСТ 215-73.
Щипцы лабораторные.
Эксикатор по ГОСТ 25336-82.
Стаканчик из алюминиевой фольги толщиной 0,1 мм по ГОСТ 618-73 диаметром 30 - 35 мм, высотой 30 - 40 мм или стакан по ГОСТ 25336-82 вместимостью 25 см3 из термически стойкого стекла группы ТС.
3.8.2. Проведение испытания
Взвешивают (2,0 ± 0,2) г фторопласта-3, результат взвешивания записывают с точностью до первого десятичного знака, прессуют таблетку диаметром (25 ± 1) мм при давлении (19,62 ± 2,45) МПа (200 ± 25) кгс/см2. Таблетку помещают в прокаленный при температуре (270 ± 2) °С до постоянной массы стаканчик и снова взвешивают. Результат взвешивания в граммах записывают с точностью до четвертого десятичного знака.
Затем стаканчик с таблеткой помещают в термостат, нагретый до температуры (110 ± 10) °С, выдерживают при этой температуре (2,0 ± 0,2) ч, охлаждают в эксикаторе и взвешивают. Результат взвешивания в граммах записывают с точностью до четвертого десятичного знака. После этого стаканчик закрывают крышкой с отверстиями, помещают в термостат, нагретый до температуры (270 ± 2) °С, выдерживают (5,0 ± 0,2) ч, затем охлаждают в эксикаторе и взвешивают. Результат взвешивания записывают с точностью до четвертого десятичного знака.
3.8.3. Обработка результатов
Термостабильность (Х3) в процентах вычисляют по формуле
![]()
где т - масса стаканчика с таблеткой после прогрева при температуре (110 ± 10) °С, г;
m1 - масса стаканчика с таблеткой после прогрева при температуре (270 ± 2) °С, г;
m2 - масса пустого стаканчика, г.
За результат испытания принимают среднее арифметическое результатов двух параллельных определений, допускаемое расхождение между которыми не должно превышать 0,04 %.
3.9. Определение температуры потери прочности
3.9.1. Аппаратура, материалы
Весы лабораторные общего назначения 2-го класса точности по ГОСТ 24104-80 с наибольшим пределом взвешивания 200 г.
Микрометр МК 25-1 ГОСТ 6507-78.
Шило диаметром 1 мм.
Ножницы.
Зажимы.
Термостат с обогревом до температуры 300 °С, имеющий смотровое стекло и прибор с программным регулированием температуры, обеспечивающий подъем температуры 1,5 - 2,0 °С в минуту.
Термометр ТЛ-2 1-А 5 ГОСТ 215-73.
Термометр сопротивления ТСП по ГОСТ 6651-84 с диапазоном измерения температуры от минус 200 до плюс 300 °С в комплекте с регулирующим прибором класса точности 0,5.
Фольга алюминиевая толщиной 0,1 - 0,2 мм по ГОСТ 618-73.
Проволока нихромовая диаметром 0,2 - 0,3 мм по ГОСТ 8803-77.
3.9.2. Проведение испытания
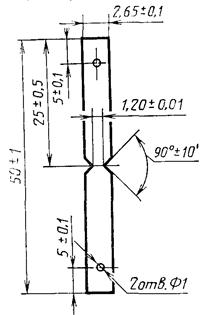
Испытания проводят на трех образцах (черт. 2), вырубленных из пластины, изготовленной как указано в п. 3.3.2.
На каждом образце делают шилом два отверстия диаметром 1 мм на расстоянии 5 мм от краев образца для подвешивания образца и груза.
Массу груза (т) в граммах вычисляют по формуле
![]()
где S - площадь сечения шейки образца, мм2;
0,242 - нагрузка на 1 мм2 площади сечения;
m1 - масса образца, г.
Образец и груз (алюминиевая фольга с нихромовой проволокой) взвешивают, результат взвешивания записывают с точностью до четвертого десятичного знака.
Каждый образец с грузом, алюминиевой фольгой, подвешенной через нижнее отверстие образца на нихромовой проволоке, закрепляют зажимом или с помощью нихромовой проволоки через верхнее отверстие образца подвешивают в вертикальном положении в термостате при температуре не выше 40 °С и нагревают термостат со скоростью 1,5 - 2,0 °С в минуту.
За образцами наблюдают через смотровое стекло и фиксируют температуру, при которой каждый из образцов разрывается по шейке на две части. Образцы, разорвавшиеся не по шейке, не учитывают.
За результат испытания принимают среднее арифметическое результатов трех параллельных определений, допускаемые расхождения между которыми не должны превышать 3 °С.
3.10. Определение предела текучести при растяжении, прочности при разрыве и относительного удлинения при разрыве
3.10.1. Оборудование
Машина разрывная со скоростью раздвижения зажимов (100 ± 10) мм/мин.
Линейка-300 ГОСТ 427-75.
3.10.2. Проведение испытания
Испытания проводят по ГОСТ 11262-80 при температуре (23 ± 2) °С на пяти образцах типа 1, изготовленных в соответствии с требованиями пп. 3.3.2 - 3.4.
За результат испытания принимают среднее арифметическое результатов пяти параллельных определений. Допускаемые отклонения от среднего значения предела текучести при растяжении не должны быть более 1,47 МПа (15 кгс/см2), прочности при разрыве - более 1,96 МПа (20 кгс/см2), относительного удлинения при разрыве - более 40 %.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Фторопласт-3 транспортируют любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
4.1.1. Фторопласт-3, упакованный в мешки и ящики, транспортируют в крытых транспортных средствах, при загрузке в контейнеры транспортируют в любых транспортных средствах.
4.1.2. Транспортирование пакетов на ящичных и плоских поддонах осуществляется по ГОСТ 21929-76 и ГОСТ 19848-74 в крытых транспортных средствах.
4.2. Фторопласт-3 хранят в упакованном виде в чистых сухих складских помещениях на расстоянии не менее 1 м от отопительных систем.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие фторопласта-3 требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
5.2. Гарантийный срок хранения фторопласта-3 - один год со дня изготовления.
ПРИЛОЖЕНИЕ
ТАБЛИЦА ПОКАЗАТЕЛЕЙ КАЧЕСТВА ФТОРОПЛАСТА-3
|
Норма |
|
|
Плотность, г/см3 |
2,09 - 2,16 |
|
Температура плавления кристаллитов, °С |
210 - 215 |
|
Максимальная рабочая температура при эксплуатации, °С |
125 |
|
Максимальная рабочая температура при эксплуатации, °С при отсутствии необходимости сохранения эластичности |
170 - 190 |
|
Минимальная рабочая температура при эксплуатации, °С |
Минус 195 |
|
Теплостойкость по Мартенсу, °С |
70 |
|
Теплостойкость по Вика, °С |
130 |
|
Удельная теплоемкость, Дж/кг ∙ К |
3,37 |
|
Водопоглощение за 24 ч, % |
0,00 |
|
Разрушающее напряжение при изгибе, Па (кгс/см2) |
(588,4 - 784,5) ∙ 105 (600 - 800) |
|
Модуль упругости при изгибе, Па (кгс/см2) |
|
|
при плюс 20 °С |
(11375,8 - 14219,7) ∙ 105 (11600 - 14500) |
|
при минус 60 °С |
25497,4 ∙ 105 (26000) |
|
Разрушающее напряжение при сжатии, Па (кгс/см2) |
|
|
до начала деформации |
(490,3 - 588,4) ∙ 105 (500 - 600) |
|
до разрушения |
(1471,5 - 1962) ∙ 105 (1500 - 2000) |
|
Предел текучести при сжатии, МПа |
18 |
|
Прочность при сжатии, МПа |
12 |
|
Ударная вязкость, Дж/м2 (кгс ∙ см/см2) в зависимости от закалки |
(19,6 - 156) ∙ 103 (20 - 160) |
|
Твердость по Бринеллю, Па (кгс/мм2) |
(9,81 - 12,7) ∙ 107 (10 - 13) |
|
Удельное поверхностное электрическое сопротивление, Ом |
1016 |
|
Удельное объемное электрическое сопротивление, Ом ∙ см, не менее |
1016 |
|
Диэлектрическая проницаемость при частоте: |
|
|
60 Гц |
3,0 |
|
103 Гц |
2,8 |
|
106 Гц |
2,3 - 2,8 |
|
Тангенс угла диэлектрических потерь при частоте: |
|
|
60 Гц |
0,015 |
|
103 Гц |
0,024 |
|
106 Гц |
0,01 |
|
Электрическая прочность при переменном напряжении, кВ/мм, не менее |
15 |
|
Стойкость к ионизирующей радиации, МГр |
0,24 |
|
Дугостойкость, с, не менее |
360 |
|
Температура начала разложения, °С, не ниже |
315 |
|
Кислородный индекс, % |
100 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР
ИСПОЛНИТЕЛИ
В.М. Южин, Г.А. Балаев, А.И. Андреева, Н.Ю. Андреева, Ф.М. Жукова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.10.87 № 4059
3. ВЗАМЕН ГОСТ 13744-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта |
|
|
ГОСТ 12.4.109-82 |
|
|
ГОСТ 215-73 |
|
|
ГОСТ 2226-75 |
|
|
ГОСТ 6507-78 |
|
|
ГОСТ 6616-86 |
|
|
ГОСТ 6651-84 |
|
|
ГОСТ 8803-77 |
|
|
ГОСТ 13874-83 |
|
|
ГОСТ 16266-70 |
|
|
ГОСТ 17308-85 |
|
|
ГОСТ 19433-81 |
|
|
ГОСТ 21239-77 |
|
|
ГОСТ 21929-76 |
|
|
ГОСТ 24104-80 |
|
5. ПЕРЕИЗДАНИЕ. Июль 1988 г.
СОДЕРЖАНИЕ