ГОСТ 13083-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ ИЗ НИКЕЛЯ
И КРЕМНИСТОГО НИКЕЛЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
Изменение № 2 ГОСТ 13083-77 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 26.04.95)
Зарегистрировано Техническим секретариатом МГС № 1621
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Беларусь |
Госстандарт Беларуси |
|
Российская Федерация |
Госстандарт России |
|
Украина |
Госстандарт Украины |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРУТКИ ИЗ НИКЕЛЯ И КРЕМНИСТОГО НИКЕЛЯ Технические условия Rods of nickel and nickel-silicon alloys. |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 15.05.77. № 949 дата введения установлена
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на тянутые и горячекатаные круглые прутки из никеля и кремнистого никеля.
1. СОРТАМЕНТ
1.1. Диаметры тянутых прутков и предельные отклонения по ним должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
Предельное отклонение по диаметру прутков |
|||
|
высокой точности |
повышенной точности |
нормальной точности |
|
|
5,0 5,5 6,0 |
-0,05 |
-0,08 |
-0,16 |
|
6,5 7,0 7,5 |
-0,06 |
-0,10 |
-0,20 |
|
8,0 8,5 9,0 9,5 10,0 |
-0,06 |
-0,10 |
-0,20 |
|
11,0 12,0 13,0 14,0 15,0 16,0 17,0 18,0 |
- |
-0,12 |
-0,24 |
|
19 20 21 22 23 24 25 26 27 28 30 |
- |
-0,14 |
-0,28 |
|
32 34 36 38 40 |
- |
-0,17 |
-0,34 |
1.2. Диаметры горячекатаных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 2.
Таблица 2
мм
|
Предельное отклонение по диаметру прутков |
|
|
42 45 48 50 |
-1,6 |
|
55 60 70 80 |
-1,9 |
|
90 |
-2,2 |
Примечание. Теоретическая масса 1 м тянутых и горячекатаных прутков приведена в приложении 1.
1.3. Овальность прутков не должна выводить их размеры за предельные отклонения по диаметру.
1.4. По длине прутки должны изготовляться:
- немерной длины:
тянутые - от 1,5 до 4 м;
катаные диаметром до 60 мм - от 1,0 до 3,0 м,
диаметром св. 60 мм - от 0,7 до 1,4 м;
- мерной длины или кратной мерной - в пределах немерной длины с предельным отклонением +15 мм.
В партии прутков немерной длины допускаются укороченные прутки в количестве не более 15 % от сдаваемой партии (по массе): тянутые прутки должны быть длиной не менее 1 м, катаные прутки диаметром до 60 мм - не менее 0,7 м, диаметром св. 60 мм - не менее 0,5 м.
По согласованию изготовителя с потребителем тянутые прутки диаметром менее 14 мм допускается поставлять в бухтах. Длина прутков в бухтах должна быть не менее 4 м.
По согласованию изготовителя с потребителем допускается поставлять прутки другой длины.
Условные обозначения прутков проставляют по следующей схеме
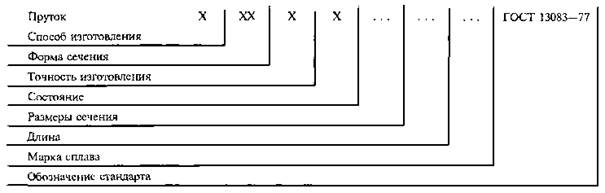
При следующих сокращениях:
Способ изготовления: холоднодеформированные - Д;
горячедеформированные - Г;
Форма сечения: круглые - КР;
Точность изготовления: нормальная - Н;
повышенная - П;
высокая - В;
Состояние: мягкое - М;
твердое - Т;
Длина: немерная - НД;
кратная мерной - КД;
мерная - МД.
Примечание. Знак «´» ставят вместо отсутствующих данных.
Примеры условных обозначений
Пруток тянутый, круглый, нормальной точности изготовления, мягкий, диаметром 10 мм, длиной 3 м, из никеля марки НП2:
Пруток ДКРНМ 10´3 НП2 ГОСТ 13083-77
То же, тянутый, круглый, повышенной точности изготовления, твердый, диаметром 16 мм, длиной кратной 1 м, из никеля марки НП3:
Пруток ДКРПТ16 КД1 НП3 ГОСТ 13083-77
То же, катаный, круглый, диаметром 60 мм, немерной длины, из кремнистого никеля марки НК0,2:
Пруток ГКРХХ 60НД НК0,2 ГОСТ 13083-77
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 1).
2.1.1. Прутки изготовляют из никеля марок НП2, НП3 и из кремнистого никеля марки НК0,2 с химическим составом по ГОСТ 492-73.
(Введен дополнительно, Изм. № 1).
2.2. Прутки изготовляют горячекатаными и тянутыми. По состоянию материала тянутые прутки изготовляют мягкими (М) и твердыми (Т).
2.3. Поверхность прутков должна быть чистой и гладкой и не иметь плен, раковин, трещин и расслоений.
На поверхности допускаются местные поверхностные дефекты глубиной не более предельного отклонения по диаметру.
Допускаются потемнения, цвета побежалости и следы контрольной зачистки. (Измененная редакция, Изм. № 1, 2).
2.4. В изломе прутки не должны иметь инородных включений, расслоений и пустот.
2.5. Прутки должны быть ровно обрезаны с торцов. Допускается изготовлять прутки диаметром 35 мм и менее с обрубленными торцами.
(Измененная редакция, Изм. № 2).
2.6. Прутки должны быть прямыми. Кривизна прутков, поставляемых в отрезках, не должна превышать величин, указанных в табл. 3.
Таблица 3
мм
|
Предельная кривизна прутков на 1 м длины |
||
|
тянутых твердых |
катаных |
|
|
От 5 до 18 |
2,0 |
- |
|
Св. 18 » 40 |
1,5 |
- |
|
» 42 » 60 |
- |
6 |
|
» 60 » 90 |
- |
8 |
Общая кривизна прутков не должна превышать произведения местной кривизны 1 м на длину прутка в метрах.
2.7. Механические свойства прутков должны соответствовать требованиям, указанным в табл. 4.
Таблица 4
|
Состояние материала |
Диаметр прутков, мм |
Временное сопротивление σв, МПа (кгс/мм2), не менее |
Относительное удлинение, %, не менее |
||
|
δ10 |
δ5 |
||||
|
Тянутые |
Мягкий |
От 5 до 40 |
370 (38) |
26 |
30 |
|
Твердый |
» 5 » 40 |
540 (55) |
3 |
5 |
|
|
Горячекатаные |
- |
» 42 » 60 |
440 (45) |
8 |
10 |
|
- |
» 70 » 90 |
440 (45) |
8 |
10 |
|
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Прутки принимают партиями. Партия должна состоять из прутков одной марки никеля, одного размера, одинаковой точности, способа изготовления и состояния материала и оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- марку никеля;
- размер прутков;
- точность изготовления;
- способ изготовления;
- состояние материала;
- массу партии;
- номер партии;
- обозначение настоящего стандарта.
Масса партии не должна превышать 1000 кг.
(Измененная редакция, Изм. № 1).
3.2. Осмотру поверхности и проверке размеров подвергают каждый пруток партии.
3.3 Для проверки излома и испытания прутков на растяжение отбирают два прутка, два пучка или две бухты от партии.
(Измененная редакция, Изм. № 1).
3.4. Кривизну тянутых мягких прутков не определяют.
3.5. Для проверки химического состава отбирают: два прутка, два пучка или две бухты от партии. Допускается изготовителям проверку химического состава производить на пробах, отобранных от расплавленного металла каждой партии.
3.6. При получении неудовлетворительных результатов хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке прутков, отобранных от той же партии.
Результаты повторного испытания распространяются на всю партию.
3.5, 3.6. (Измененная редакция, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Поверхность прутков осматривают без применения увеличительных приборов.
4.2. Контроль диаметров тянутых прутков производят микрометром с ценой деления шкалы 0,01 мм по ГОСТ 6507-90, диаметров горячекатаных прутков - штангенциркулем с ценой деления шкалы 0,1 мм по ГОСТ 166-89.
Длину прутков измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-89.
4.3. Кривизну прутков проверяют следующим методом: пруток помещают на плите, к проверяемому прутку прикладывают поверочную линейку по ГОСТ 8026-92 и с помощью щупов по НТД измеряют максимальное расстояние между линейкой и прутком.
4.4. Контроль металла на излом проводят на двух прутках. От каждого пучка или бухты отбирают по одному прутку. Отобранные прутки надрезают с одной или двух сторон, после чего их ломают. Надрез должен быть сделан таким образом, чтобы излом проходил через центральную часть прутка и имел ширину, не менее:
60 % от диаметра - для прутков диаметром до 16 мм включ.;
10 мм - для прутков диаметром более 16 мм.
Обломанный конец прутка при отправке потребителю не обрезают.
Излом осматривают без применения увеличительных приборов. По соглашению изготовителя с потребителем контроль качества прутков допускается производить неразрушающими методами контроля.
4.5. Испытание на растяжение прутков проводят по ГОСТ 1497-84 со следующим дополнением: образцы для испытаний изготовляют в зависимости от размеров испытуемого прутка диаметром 5, 8, 10, 12, 15 мм (ближайшего меньшего диаметра).
Испытание на растяжение проводят на двух прутках. От каждого пучка или бухты отбирают по одному прутку. От каждого прутка берут один образец.
Место отбора проб в зависимости от сечения указано в приложении 2.
4.6. Химический состав прутков определяют по ГОСТ 6689.1-92 - ГОСТ 6689.22-92 и ГОСТ 6012-78.
Допускается определять химический состав прутков другими методами, не уступающими по точности ГОСТ 6689.1-92 - ГОСТ 6689.22-92 и ГОСТ 6012-78.
Контроль химического состава проводят на двух прутках. От каждого пучка или бухты отбирают по одному прутку. Отбор проб для анализа химического состава проводят по ГОСТ 24231-80.
4.4 - 4.6. (Измененная редакция, Изм. № 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Прутки диаметром до 38 мм должны быть связаны в пучки или бухты массой не более 80 кг. Каждый пучок должен состоять не менее, чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 2 мм по ГОСТ 3282-74, упаковочной лентой по ГОСТ 3560-73 или другим материалом по нормативно-технической документации не менее чем в двух местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучке. Концы проволоки соединяются скруткой не менее 5 витков, ленты - в замок.
Прутки нормальной точности транспортируют без упаковки.
Габаритные размеры пучков должны быть не более 180´150´4000 мм.
Концы прутков в бухтах должны быть заправлены внутрь и каждая бухта должна быть перевязана проволокой по ГОСТ 3282-74, упаковочной лентой по ГОСТ 3560-73 или другим материалом по нормативно-технической документации не менее, чем в трех местах, равномерно по окружности бухты.
Прутки повышенной точности диаметром до 10 мм дополнительно упаковывают в синтетическую ткань или нетканые материалы по нормативно-технической документации.
Допускается транспортирование прутков повышенной точности диаметром свыше 10 мм и нормальной точности в пакетах без увязки в пучки при отсутствии перегрузки в пути.
Прутки высокой точности диаметром до 10 мм включительно обертывают в водонепроницаемую бумагу по ГОСТ 8828-89, парафинированную бумагу по НТД и упаковывают в деревянные ящики типа I, II-1, III-1 по ГОСТ 2991-85 или специализированные контейнеры. Размеры ящиков - по ГОСТ 21140-88 или нормативно-технической документации. Максимально допустимая масса брутто прутков в ящиках типа I - не более 40 кг, типа II-1 - не более 120 кг, типа III-1 - не более 210 кг.
Допускается применение других ящиков и других перевязочных и упаковочных материалов, по прочности не уступающих перечисленным выше и обеспечивающих сохранность качества продукции.
По требованию потребителя прутки транспортируют в специализированных контейнерах потребителя по нормативно-технической документации. При этом прутки нормальной и повышенной точности всех размеров отгружают без дополнительной упаковки.
При механизированной погрузке и выгрузке производят укрупнение грузовых мест в транспортные пакеты массой до 1250 кг в соответствии с ГОСТ 24597-81 с габаритными размерами по НТД.
Пакетирование пучков и отдельных прутков, не связанных в пучки, производят на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282-74 или лентой размерами не менее 0,3´30 мм по ГОСТ 3560-73, или с использованием пакетируемых строп из проволоки по ГОСТ 3282-74 диаметром не менее 5 мм со скруткой не менее трех витков.
Допускается ручной способ пакетирования.
(Измененная редакция, Изм. № 1, 2).
5.2. К каждому пучку или бухте должен быть прикреплен металлический или фанерный ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- марки никеля;
- размера и способа изготовления прутков;
- состояния материала;
- номера партии;
- обозначения настоящего стандарта;
- клейма отдела технического контроля.
5.3. На торцах прутков диаметром более 38 мм должны быть выбиты товарный знак предприятия-изготовителя, номер партии и марка никеля.
5.4. Перевозку прутков производят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для грузов длиной более 3 м транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
5.2 - 5.4. (Измененная редакция, Изм. № 1).
5.5. Транспортная маркировка грузовых мест - по ГОСТ 14192-96 с нанесением манипуляционного знака «Беречь от влаги» и дополнительной надписи номера партии.
Транспортную маркировку наносят любыми способами, предусмотренными ГОСТ 14192-96.
(Измененная редакция, Изм. № 1, 2).
5.6. Прутки должны храниться в крытом помещении или под навесом. При хранении прутки должны быть защищены от механических повреждений, действия влаги и активных химических веществ.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ И ТЕОРЕТИЧЕСКАЯ МАССА 1 м ТЯНУТЫХ И ГОРЯЧЕКАТАНЫХ ПРУТКОВ
|
Площадь поперечного сечения, мм2 |
Теоретическая масса 1 м прутков (при плотности никеля 8,9 г/см3), кг |
|
|
5,0 |
19,6 |
0,17 |
|
5,5 |
23,8 |
0,21 |
|
6,0 |
28,3 |
0,25 |
|
6,5 |
33,2 |
0,29 |
|
7,0 |
38,5 |
0,34 |
|
7,5 |
44,2 |
0,39 |
|
8,0 |
50,3 |
0,45 |
|
8,5 |
56,7 |
0,50 |
|
9,0 |
63,6 |
0,57 |
|
9,5 |
70,9 |
0,63 |
|
10 |
78,5 |
0,70 |
|
11 |
95,0 |
0,85 |
|
12 |
113,1 |
1,01 |
|
13 |
132,7 |
1,18 |
|
14 |
153,9 |
1,37 |
|
15 |
176,7 |
1,57 |
|
16 |
201,1 |
1,79 |
|
17 |
227,0 |
2,02 |
|
18 |
254,5 |
2,27 |
|
19 |
283,5 |
2,52 |
|
20 |
314,2 |
2,80 |
|
21 |
346,4 |
3,08 |
|
22 |
380,1 |
3,38 |
|
23 |
415,3 |
3,70 |
|
24 |
452,4 |
4,02 |
|
25 |
490,9 |
4,37 |
|
26 |
530,7 |
4,72 |
|
27 |
572,6 |
5,09 |
|
28 |
615,8 |
5,48 |
|
30 |
706,9 |
6,29 |
|
32 |
804,2 |
7,15 |
|
34 |
907,9 |
8,08 |
|
36 |
1017,9 |
9,06 |
|
38 |
1134,1 |
10,09 |
|
40 |
1256,6 |
11,18 |
|
42 |
1385,4 |
12,32 |
|
45 |
1590,4 |
14,16 |
|
48 |
1809,6 |
16,10 |
|
50 |
1963,5 |
17,48 |
|
55 |
2375,8 |
21,15 |
|
60 |
2827,4 |
25,16 |
|
70 |
3848,5 |
34,25 |
|
80 |
5026,5 |
44,74 |
|
90 |
6361,7 |
56,60 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОТБОР ПРОБ ДЛЯ ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
|
Наименование полуфабриката |
Место дня отбора проб относительно |
||
|
направления деформации |
длины полуфабриката |
поперечного сечения полуфабриката |
|
|
Прутки |
Вдоль |
Любое |
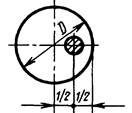
При сечении до 80 мм2 отбирают пробу в виде полного сечения. При сечении свыше 80 до 700 мм2 ось образца должна совпадать с осью прутка. При сечении свыше 700 до 2000 мм2 ось образца должна проходить на расстоянии 0,5 радиуса от поверхности прутка (черт. 1)
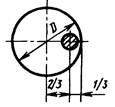
Черт. 1 При сечении свыше 2000 мм2 ось образца должна проходить на расстоянии 0,33 радиуса от поверхности (черт. 2)
Черт. 2 |
Примечание. Допускается изготовлять цилиндрические образцы из прутков сечением 40 - 80 мм2.
СОДЕРЖАНИЕ