ГОСТ 1284.2-89
(ИСО 1081-95)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕМНИ ПРИВОДНЫЕ КЛИНОВЫЕ
НОРМАЛЬНЫХ СЕЧЕНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕМНИ ПРИВОДНЫЕ КЛИНОВЫЕ НОРМАЛЬНЫХ СЕЧЕНИЙ Технические условия V-belts of
standard cross-sections. |
ГОСТ (ИСО 1081-95) |
Дата введения 01.01.91
Настоящий стандарт распространяется на бесконечные резинотканевые (кордшнуровые и кордтканевые) приводные клиновые ремни нормальных сечений с размерами и температурным интервалом работоспособности по ГОСТ 1284.1, предназначенные для приводов станков, промышленных установок и сельскохозяйственных машин в условиях умеренного, тропического, а также холодного и очень холодного климата.
(Измененная редакция, Изм. № 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Ремни должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.2. Характеристики
1.2.1. В зависимости от применяемых материалов и технологии изготовления ремни выпускают пяти классов.
(Измененная редакция, Изм. № 1).
1.2.2. Ремни должны состоять из несущего слоя на основе материалов из химических волокон (кордшнур или кордная ткань), резины и оберточной ткани, свулканизованных в одно изделие.
Ремни всех сечений с расчетной длиной до 8,0 м должны иметь в несущем слое кордшнур. Ремни свыше 1,6 м допускается изготовлять с кордтканью в несущем слое.
1.2.3. Ремни должны изготовляться с плотно и гладко заделанным швом оберточной ткани.
1.2.4. Боковые (рабочие) поверхности ремней должны быть без складок, трещин, выпуклостей, торчащих нитей и тканевых заусенцев.
При диафрагменном способе вулканизации с применением складных пресс-форм допускаются на ремнях всех сечений от стыка сегментов барабанных форм:
на боковых поверхностях выступы высотой не более 0,2 мм;
на нижнем основании выступы высотой не более 0,5 мм;
для ремней сечений Z(O), А на боковых поверхностях и нижнем основании выпрессовки шириной не более 0,3 мм и высотой не более 0,7 мм, для ремней сечений В(Б), С(В), D(I) - шириной не более 0,5 мм и высотой не более 1,0 мм.
Не допускается применять ремни с выступами на рабочих поверхностях и нижнем основании ремней, применяемых в металлорежущих станках классов точности В, А и С.
1.2.5. Большее основание сечения ремня должно быть прямолинейным и выпуклым, меньшее - прямолинейным или вогнутым.
Выпуклость или вогнутость для ремней сечений Z(O), А, В(Б), С(В) должна быть не более 1,0 мм, для ремней сечений D(I), Е(Д), EО(Е), 40´20 - не более 2,0 мм.
1.2.6. Допускаемые отклонения по внешнему виду ремней, не влияющие на их эксплуатационные свойства, приведены в приложении 1.
1.2.7. Ремни, предназначенные для работы в районах с тропическим климатом, должны соответствовать требованиям ГОСТ 15152.
Допускается изготовлять ремни, предназначенные для районов с умеренным климатом, в тропическом исполнении.
1.2.8. Температурный предел хрупкости резин для ремней, предназначенных для районов с холодным и очень холодным климатом, должен быть не выше минус 60 °С.
1.2.9. Наработка Nц и удлинение ремней всех сечений, проверяемых на стендах с передачей мощности, должны соответствовать указанным в табл. 1.
Таблица 1
|
Наработка Nц, млн. циклов, на стенде с передачей мощности |
Удлинение ремней при заданной наработке, %, не более |
|
|
0 |
0,7 |
2,5 |
|
I |
1,5 |
2,5 |
|
II |
2,0 |
2,0 |
|
III |
2,5 |
1,5 |
|
IV |
3,0 |
1,5 |
(Измененная редакция, Изм. № 1, 2, 3).
1.2.10. (Исключен, Изм. № 3).
1.2.11. Наработку ремней Nч в часах вычисляют по формуле
где Nц - наработка ремня, циклы;
Lp - расчетная длина ремня, мм;
dp - расчетный диаметр шкива, мм;
п - частота вращения ведущего шкива, мин-1.
Наработки ремней различных сечений и длин приведены в приложении 2.
Примечание. Наработка ремней класса 0 составляет 47 % от наработки ремней класса I.
(Измененная редакция, Изм. № 3).
1.2.12. После достижения нормативной наработки при стендовых испытаниях на ремнях не должно быть признаков предельного состояния - обрывов, продольного расслоения более чем на 1/3 длины, поперечных трещин глубиной до несущего слоя со сколами резины слоя сжатия.
1.2.13. Средний ресурс ремней приведен в приложении 3.
1.3. Комплектность
1.3.1. Ремни комплектуют по требованию потребителя. Комплектом считают два или более ремней, предназначенных для одновременной работы в групповом приводе. В комплект входят ремни одного класса, одного сечения, одной группы и одного сорта в соответствии с приложением 4.
1.4. Маркировка
1.4.1. На каждом ремне на одном или обоих основаниях должны быть четко указаны рельефно или несмываемой краской:
товарный знак и (или) условное наименование предприятия-изготовителя;
обозначение сечения, номинальной расчетной или внутренней длины;
дата изготовления (квартал, год);
обозначение настоящего стандарта;
обозначение класса ремня;
назначение ремня.
Примеры маркировки ремня:
![]() ЛРТИ С(В)
- 2500 I
89 ГОСТ 1284.2-89 IV кл.,
ЛРТИ С(В)
- 2500 I
89 ГОСТ 1284.2-89 IV кл.,
где ![]() - товарный знак
предприятия-изготовителя;
- товарный знак
предприятия-изготовителя;
ЛРТИ - обозначение предприятия-изготовителя;
С(В) - 2500 - сечение и номинальная расчетная длина ремня;
I 89 - квартал и год изготовления;
IV кл. - класс ремня;
СХ - для движущихся сельскохозяйственных машин (при комплектации по ГОСТ 1284.1).
По согласованию изготовителя с потребителем для ремней длиной до 2000 мм допускается класс и назначение ремня указывать на ярлыке.
Последовательность и расположение маркировки определяет изготовитель.
На ремнях допускаются следы старой маркировки.
(Измененная редакция, Изм. № 1, 3).
1.4.2. Изделия для районов Крайнего Севера должны иметь дополнительную маркировку в виде точки или линии несмываемой зеленой краской.
1.4.3. Все обозначения должны сохраняться до достижения гарантийной наработки ремней.
1.5. Упаковка
1.5.1. Ремни одного сечения, длины, группы и класса упаковывают в связки, перевязывая каждую связку в одном - трех местах материалами, обеспечивающими целостность упаковки при транспортировании. Масса связки ремней должна быть не более 50 кг.
По требованию потребителя ремни одной группы должны комплектоваться и упаковываться в связки с определенным числом кратности (по количеству).
К каждой связке ремней прикрепляют тканевый, фанерный или картонный ярлык с указанием:
товарного знака и (или) наименования предприятия-изготовителя;
количества ремней в связке (или количества комплектов);
обозначения сечения, номинальной расчетной или внутренней длины ремня;
обозначения группы ремня в соответствии с приложением 4 (при комплектации ремней);
даты изготовления (квартал, год);
обозначения настоящего стандарта;
класса ремня;
сорта;
штампа отдела технического контроля.
(Измененная редакция, Изм. № 3).
1.5.2. Ремни, изготовляемые для районов с холодным и очень холодным климатом, должны упаковываться в соответствии с ГОСТ 15846.
1.5.3. Транспортная маркировка - по ГОСТ 14192 на ярлыках с указанием манипуляционного знака «Крюками не брать».
(Измененная редакция, Изм. № 3).
2. ПРИЕМКА
2.1. Ремни принимают партиями. Партией считают не более 10000 шт. ремней одного сечения и одного класса, изготовленных из одних и тех же материалов и свулканизованных на однотипном оборудовании, сопровождаемых документом о качестве, содержащим:
товарный знак и (или) наименование предприятия-изготовителя;
количество ремней в связке или количество комплектов;
обозначение сечения, номинальной расчетной или внутренней длины ремня;
обозначение группы (при комплектации ремней);
дату изготовления (квартал, год);
обозначение настоящего стандарта;
класс ремня;
сорт;
назначение ремня;
штамп отдела технического контроля.
(Измененная редакция, Изм. № 1).
2.2. Приемосдаточные испытания проводят по показателям и в объеме, указанным в табл. 3.
Таблица 3*
|
Объем выборки от партии |
|
|
1. Внешний вид: |
|
|
100 % |
|
|
по п. 9 приложения 1 |
0,3 %, но не менее трех ремней |
|
2. Размеры сечения и длина ремней, подлежащих комплектованию по длине |
100 % |
|
3. Размеры сечения и длина ремней, не подлежащих комплектованию по длине: |
|
|
при вулканизации на барабанных формах |
0,3 %, но не менее трех ремней |
|
при других способах вулканизации |
100 % |
* Табл. 2. (Исключена, Изм. № 3).
2.3. Периодические испытания проводит изготовитель по показателям и в объеме, указанным в табл. 4.
Таблица 4
|
Объем выборки и периодичность испытания |
|
|
Температурный предел хрупкости резины по п. 1.2.8 |
Одна закладка резиновой смеси не реже одного раза в месяц |
|
Наработка и удлинение ремней |
Три ремня каждого сечения не реже одного раза в квартал |
(Измененная редакция, Изм. № 3).
2.4. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном объеме выборки, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
При неудовлетворительных результатах испытаний у изготовителя допускается проводить сплошной контроль ремней.
2.5. При получении неудовлетворительных результатов периодических испытаний по температурному пределу хрупкости резины проводят повторные испытания на удвоенном объеме выборки, взятой от той же закладки резиновой смеси.
При получении неудовлетворительных результатов повторных испытаний проводят испытания по этому показателю до получения положительных результатов не менее чем на пяти закладках подряд.
2.6. При получении неудовлетворительных результатов периодических испытаний по наработке и удлинению ремней на стенде проводят повторные испытания на трех ремнях того же сечения и длины от той же партии. При неудовлетворительных результатах повторных испытаний их переводят в приемосдаточные до получения положительных результатов испытаний не менее чем на трех партиях подряд, испытывая по три ремня от каждой партии.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Контроль ремней проводят при температуре (23 ± 5) °С и влажности не более 85 % не ранее чем через 8 ч с момента их изготовления.
3.2. Внешний вид боковых поверхностей и большого основания ремней проверяют визуально или сравнением с контрольными образцами. Отклонения по внешнему виду (кроме показателей пп. 2 - 4 приложения 1) проверяют любым измерительным инструментом с погрешностью измерения не более 0,1 мм.
Радиусы закругления углов при основаниях ремня проверяют радиусными шаблонами по ТУ 2-034-228 или другими измерительными инструментами с погрешностью измерения не более 0,1 мм.
3.3. Температурный предел хрупкости резины определяют по ГОСТ 7912.
3.4. Наработку и удлинение ремней определяют на стенде с передачей мощности, состоящем из двух одноручьевых шкивов одного диаметра. Ведущий шкив закрепляют жестко, а ведомый перемещают под действием груза, соответствующего заданному натяжению ремня.
Условия испытания приведены в табл. 7.
Таблица 7*
Размеры, мм
|
Lp |
dp |
Натяжение F (2F0), Н (кгс) |
Мощность, передаваемая ремнем, Р, кВт |
Частота вращения ведущего шкива, мин-1 |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
Z(O) |
1320 |
63 |
264,6 (27) |
±2,9 (±0,3) |
1,2 |
±0,1 |
2800 |
±100 |
|
А |
1700 |
85 |
441,0 (45) |
±5,9 (±0,6) |
3,0 |
±0,2 |
2800 |
±100 |
|
В(Б) |
2240 |
112 |
803,6 (82) |
±6,9 (±0,7) |
6,0 |
±0,5 |
2800 |
±100 |
|
С(В) |
3750 |
140 |
1332,8 (136) |
±9,8 (±1,0) |
8,0 |
±0,6 |
1450 |
±50 |
|
D(Г) |
6000 |
250 |
2584,0 (263) |
±19,6 (±2,0) |
20,0 |
±1,6 |
1450 |
±50 |
|
Е(Д) |
7100 |
300 |
3430,0 (350) |
±29,4 (±3,0) |
25,0 |
±2,0 |
1450 |
±50 |
|
ЕО(Е) |
8500 |
350 |
3724,0 (380) |
±29,4 (±3,0) |
32,0 |
±2,6 |
1450 |
±50 |
|
40´20 |
8000 |
250 |
1078 (110) |
±19,6 (±2,0) |
20,0 |
±1,6 |
1450 |
±50 |
Примечание. Для других длин ремней при установлении натяжения F (2F0), мощности необходимо учитывать коэффициент длины ремня СL, по ГОСТ 1284.3 до 01.01.2007.
* Табл. 5, 6. (Исключены, Изм. № 3).
3.3, 3.4. (Измененная редакция, Изм. № 3).
3.4.1. Форма и размеры шкивов для стендовых испытаний должны соответствовать черт. 1, табл. 8 и требованиям ГОСТ 20889.
На шкивы наносят маркировку сечения ремня.

Таблица 8
Размеры, мм
|
dp |
dc |
2f |
W0 |
Wp |
H, не менее |
a |
d |
2х |
K = dp + 2x |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
Z(O) |
63 |
70 |
-0,19 |
16 |
10,6 |
8,5 |
10,0 |
34° |
± 15 |
9,0 |
-0,009 |
12,0 |
75,0 |
-0,19 |
|
А |
85 |
95 |
-0,22 |
20 |
14,1 |
11,0 |
12,5 |
34° |
±15 |
11,6 |
-0,011 |
15,3 |
100,3 |
-0,22 |
|
В(Б) |
112 |
124 |
-0,25 |
25 |
17,7 |
14,0 |
16,0 |
34° |
±15 |
14,7 |
-0,011 |
19,2 |
131,2 |
-0,22 |
|
С(В) |
140 |
155 |
-0,25 |
32 |
23,6 |
19,0 |
21,0 |
34° |
±15 |
20,0 |
-0,013 |
26,3 |
166,3 |
-0,25 |
|
D(Г) |
250 |
270 |
-0,32 |
45 |
33,1 |
27,0 |
28,5 |
34° |
±15 |
28,5 |
-0,013 |
37,7 |
287,7 |
-0,32 |
|
Е(Д) |
300 |
320 |
-0,36 |
55 |
38,1 |
32,0 |
34,0 |
34° |
±15 |
33,8 |
-0,016 |
44,7 |
344,7 |
-0,32 |
|
ЕО(Е) |
350 |
378 |
-0,36 |
70 |
50,6 |
42,0 |
42,0 |
34° |
±15 |
44,5 |
-0,016 |
59,3 |
409,3 |
-0,36 |
|
40´20 |
250 |
268 |
-0,32 |
50 |
40,5 |
35,0 |
30,0 |
34° |
±15 |
36,7 |
-0,016 |
47,7 |
297,7 |
-0,32 |
Примечания:
1. Неуказанные предельные отклонения
размеров обрабатываемых поверхностей: отверстий - по H14, валов - по h14,
остальных - по ![]()
2. Предельные отклонения на размер распространяются и на расчетный диаметр dp.
3. Шероховатость рабочих поверхностей канавок шкивов и паза Ra по ГОСТ 2789 не должна превышать 2,5 мкм.
(Измененная редакция, Изм. № 1, 3).
3.4.2. Натяжение создают набором грузов, массу которых проверяют взвешиванием на весах для статического взвешивания по ГОСТ 29329.
3.4.3. Для определения удлинения ремней на стендах измеряют длину ремня по большему основанию металлической рулеткой ГОСТ 7502 с ценой деления 1 мм. Удлинение ремней e в процентах вычисляют по формуле
![]()
где Lк - длина ремня после испытаний, мм;
Lн - длина ремня до пуска стенда, измеренная под натяжением, мм.
3.4.2, 3.4.3. (Измененная редакция, Изм. № 3).
3.5, 3.5.1. (Исключены, Изм. № 3).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ремни перевозят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
4.2. При железнодорожном сообщении ремни транспортируют в контейнерах или повагонными отправками в одном направлении с однородными грузами (резиновыми техническими изделиями).
Водным сообщением ремни транспортируют в контейнерах.
4.3. Ремни следует хранить в закрытых помещениях на полках, стеллажах, поддонах или вешалках при температуре от 0 до 30 °С и относительной влажности не более 85 % на расстоянии не менее 1 м от нагревательных приборов. У потребителя ремни должны храниться в расправленном виде.
При хранении ремни не должны подвергаться воздействию масел, бензина и других веществ, разрушающих резину и ткань.
Допускается хранить и транспортировать ремни при минусовой температуре, при этом ремни не должны подвергаться ударным нагрузкам и деформации.
(Измененная редакция, № 3).
5. ПРАВИЛА ЭКСПЛУАТАЦИИ
5.1. Передачу осуществляют одним или несколькими клиновыми ремнями, работающими на шкивах с канавками. Профили ремней и канавок шкивов имеют контакт только между боковыми (рабочими) поверхностями ремней и боковыми гранями канавок шкивов.
5.2. После транспортирования и хранения ремней при минусовой температуре монтаж проводят после выдержки их не менее 2 ч при температуре от 15 до 25 °С.
5.3. Ремни устанавливают на шкивы с соответствующим профилем канавок в ненапряженном состоянии, без применения каких-либо инструментов.
Требования к шкивам приведены в приложении 5.
5.4. Натяжение ремней в эксплуатации необходимо периодически контролировать и регулировать, особенно в первые 48 ч работы.
5.4.1, 5.4.2. (Исключены, Изм. № 1).
5.5. При работе ремней комплектами в случае отказа одного из ремней снимают весь комплект. Комплектация новых ремней с ремнями, бывшими в употреблении, не допускается. Ремни, бывшие в употреблении, подбирают отдельными комплектами.
Критериями отказа и предельного состояния ремней следует считать обрыв, трещины глубиной до несущего слоя, расслоение более чем на 1/3 длины и невозможность компенсации удлинения в приводе машины.
5.6. Не рекомендуется оставлять ремни в натянутом положении в станках, сельскохозяйственных машинах и промышленных установках при транспортировании и хранении.
При длительном хранении станков, машин и другого оборудования в зимний период при минусовых температурах ремни следует снимать со шкивов и хранить в соответствии с п. 4.3.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие ремней требованиям настоящего стандарта при соблюдении условий хранения, транспортировании и эксплуатации.
6.2. Гарантийная наработка ремней соответствует табл. 11.
Таблица 11*
|
Гарантийная наработка, ч, по классам ремней |
|||||
|
0 |
I |
II |
III |
IV |
|
|
На промышленном оборудовании: |
|
|
|
|
|
|
легкий и средний |
250 |
500 |
550 |
600 |
700 |
|
тяжелый и очень тяжелый |
125 |
250 |
300 |
400 |
500 |
|
На самоходных и прицепных сельскохозяйственных машинах: |
|
|
|
|
|
|
в простых контурах |
100 |
200 |
250 |
300 |
400 |
|
в сложных контурах |
50 |
110 |
140 |
160 |
200 |
(Измененная редакция, Изм. № 2).
* Табл. 9, 10. (Исключены, Изм. № 1).
6.3. Гарантийный срок хранения ремней - три года со дня их изготовления.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ ПО ВНЕШНЕМУ ВИДУ НА ОСНОВАНИЯХ РЕМНЕЙ, НЕ ВЛИЯЮЩИЕ НА ИХ ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
Таблица 12
|
Значение для ремней |
||
|
1-го сорта |
2-го сорта |
|
|
1. Складки |
Допускаются длиной не более 30 мм в количестве не более двух на 1 м ремня и не более четырех на всю длину ремня |
Допускаются длиной не более 50 мм в количестве не более двух на 1 м ремня и не более шести на всю длину ремня |
|
2. Углубления |
Допускаются не более 1 мм; углубления более 1 мм допускаются на участках не более 3 % поверхности без повреждения оберточного тканевого слоя |
|
|
3. Возвышения, отпечатки от включений |
Допускаются высотой и глубиной не более 1 мм; возвышения и отпечатки более 1 мм допускаются на участках не более 6 % поверхности |
|
|
4. Отпечатки от концов плит |
Допускаются высотой или глубиной не более 1 мм |
|
|
5. Тканевые выпрессовки или неровности от их обрезки (не более одного слоя оберточной ткани) |
Допускаются толщиной не более 1 мм; на участке не более 6 % от длины ремня допускаются толщиной от 1 до 2 мм |
|
|
6. Сдир фрикции на поверхности ремня |
Допускается не более чем на 10 % поверхности ремня |
|
|
7. Следы ремонта слоя оберточной ткани ремня |
Не допускаются |
Допускаются не более чем на 10 % поверхности ремня в количестве не более одной починки на ремне |
|
8. Расхождение продольного стыка слоя оберточной ткани ремней сечений Z(O), А, В(Б), С(В); сечений D(Г), Е(Д), ЕО(Е), 40´20 |
Не допускается |
Допускается на участках не более 5 % от расчетной длины ремня по ширине не более 3 мм |
|
Допускается по ширине не более 5 мм, на длине не более 40 мм в количестве не более двух на ремень длиной до 8000 мм и не более трех - длиной свыше 8000 мм |
||
|
9. Радиусы закругления углов при основании ремня сечения: |
|
|
|
Z(O), А, В(Б) |
не более 1,0 мм |
|
|
С(В), D(Г) |
не более 1,6 мм у большого основания и не более 1,0 мм у меньшего основания |
|
|
Е(Д) |
не более 2,5 мм у большого основания и не более 2,0 мм у меньшего основания |
|
|
ЕО(Е), 40´20 |
не более 4,0 мм у большого основания и не более 2, 5 мм у меньшего основания |
|
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязательное
НАРАБОТКА ПРИ ИСПЫТАНИЯХ РЕМНЕЙ РАЗЛИЧНЫХ СЕЧЕНИЙ И ДЛИН НА СТЕНДАХ С ПЕРЕДАЧЕЙ МОЩНОСТИ
Таблица 13
|
Lp, мм |
Наработка (Nч), ч, для сечений |
|||||||||||||||||||||||||||||||
|
Z(О) |
А |
В(Б) |
С(В) |
D(Г) |
Е(Д) |
ЕО(Е) |
40´20 |
|||||||||||||||||||||||||
|
Класс ремня |
||||||||||||||||||||||||||||||||
|
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
|
|
400 |
18 |
24 |
30 |
36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(425) |
19 |
26 |
32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
450 |
20 |
27 |
34 |
41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(475) |
21 |
29 |
36 |
43 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
23 |
30 |
38 |
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(530) |
24 |
32 |
40 |
48 |
18 |
24 |
30 |
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
560 |
25 |
34 |
42 |
51 |
19 |
25 |
31 |
37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(600) |
27 |
36 |
45 |
54 |
20 |
27 |
33 |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
630 |
28 |
38 |
47 |
57 |
21 |
28 |
35 |
42 |
16 |
21 |
27 |
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(670) |
30 |
40 |
50 |
60 |
22 |
30 |
37 |
45 |
17 |
23 |
28 |
34 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
710 |
32 |
43 |
53 |
64 |
24 |
32 |
40 |
47 |
18 |
24 |
30 |
36 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(750) |
34 |
45 |
56 |
68 |
25 |
34 |
42 |
50 |
19 |
25 |
32 |
38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
800 |
36 |
48 |
60 |
72 |
27 |
36 |
45 |
54 |
20 |
27 |
34 |
41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(850) |
38 |
51 |
64 |
77 |
28 |
38 |
47 |
57 |
22 |
29 |
36 |
43 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
900 |
41 |
54 |
68 |
81 |
30 |
40 |
50 |
60 |
23 |
30 |
38 |
46 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(950) |
43 |
57 |
71 |
86 |
32 |
42 |
53 |
64 |
24 |
32 |
40 |
48 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1000 |
45 |
60 |
75 |
90 |
33 |
45 |
56 |
67 |
25 |
34 |
42 |
51 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1060) |
48 |
64 |
80 |
96 |
35 |
47 |
59 |
71 |
27 |
36 |
45 |
54 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1120 |
51 |
67 |
84 |
101 |
37 |
50 |
62 |
75 |
28 |
38 |
47 |
57 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1180) |
53 |
71 |
89 |
107 |
39 |
53 |
66 |
79 |
30 |
40 |
50 |
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1250 |
56 |
75 |
94 |
113 |
42 |
56 |
70 |
84 |
32 |
42 |
53 |
64 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1320) |
60 |
79 |
99 |
119 |
44 |
59 |
74 |
88 |
34 |
45 |
56 |
67 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1400 |
63 |
84 |
105 |
126 |
47 |
62 |
78 |
94 |
36 |
47 |
59 |
71 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1500) |
68 |
90 |
113 |
135 |
50 |
67 |
84 |
100 |
38 |
51 |
63 |
76 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1600 |
72 |
96 |
120 |
145 |
53 |
71 |
89 |
107 |
41 |
54 |
68 |
81 |
|
|
|
|
35 |
47 |
59 |
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(1700) |
77 |
102 |
128 |
154 |
57 |
76 |
95 |
114 |
43 |
57 |
72 |
86 |
67 |
89 |
111 |
133 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1800 |
81 |
108 |
135 |
163 |
60 |
80 |
100 |
120 |
46 |
61 |
76 |
91 |
71 |
94 |
118 |
141 |
40 |
53 |
66 |
79 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(1900) |
86 |
114 |
143 |
172 |
63 |
85 |
106 |
127 |
48 |
64 |
80 |
97 |
74 |
99 |
124 |
149 |
42 |
56 |
70 |
83 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1950 |
|
|
|
|
|
|
|
|
|
|
|
|
76 |
102 |
128 |
153 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2000 |
90 |
120 |
150 |
181 |
67 |
89 |
112 |
134 |
51 |
68 |
85 |
102 |
78 |
105 |
131 |
157 |
44 |
59 |
73 |
88 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(2120) |
96 |
128 |
159 |
191 |
71 |
95 |
118 |
142 |
54 |
72 |
90 |
108 |
83 |
111 |
139 |
166 |
47 |
62 |
76 |
93 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2240 |
101 |
135 |
168 |
202 |
75 |
100 |
125 |
150 |
57 |
76 |
95 |
114 |
88 |
117 |
146 |
176 |
49 |
66 |
82 |
98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(2360) |
106 |
142 |
177 |
213 |
79 |
105 |
132 |
158 |
60 |
80 |
100 |
120 |
92 |
123 |
154 |
185 |
52 |
69 |
86 |
104 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2500 |
113 |
151 |
188 |
226 |
84 |
112 |
140 |
167 |
64 |
85 |
106 |
127 |
98 |
131 |
164 |
196 |
55 |
73 |
92 |
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
(2650) |
120 |
160 |
199 |
239 |
89 |
118 |
148 |
177 |
68 |
90 |
112 |
135 |
104 |
139 |
173 |
208 |
58 |
78 |
97 |
116 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2800 |
126 |
169 |
211 |
253 |
94 |
125 |
156 |
187 |
71 |
95 |
118 |
142 |
110 |
146 |
183 |
219 |
62 |
82 |
102 |
123 |
|
|
|
|
|
|
|
|
62 |
82 |
102 |
123 |
|
(3000) |
135 |
181 |
226 |
271 |
100 |
134 |
167 |
201 |
76 |
101 |
127 |
152 |
118 |
157 |
196 |
235 |
66 |
88 |
110 |
132 |
|
|
|
|
|
|
|
|
66 |
88 |
110 |
132 |
|
3120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
69 |
91 |
114 |
137 |
|
3150 |
142 |
190 |
237 |
284 |
105 |
140 |
176 |
211 |
80 |
106 |
133 |
160 |
|
|
|
|
69 |
92 |
115 |
138 |
|
|
|
|
|
|
|
|
69 |
92 |
115 |
138 |
|
3200 |
|
|
|
|
|
|
|
|
|
|
|
|
125 |
167 |
209 |
251 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3255 |
|
|
|
|
|
|
|
|
|
|
|
|
128 |
170 |
213 |
255 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3285 |
|
|
|
|
|
|
|
|
|
|
|
|
129 |
172 |
215 |
258 |
|
|
|
|
|
|
|
|
|
|
|
|
72 |
96 |
120 |
144 |
|
3325 |
|
|
|
|
|
|
|
|
|
|
|
|
130 |
174 |
217 |
261 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3350 |
|
|
|
|
112 |
149 |
187 |
224 |
85 |
113 |
142 |
170 |
131 |
175 |
219 |
263 |
74 |
98 |
123 |
147 |
|
|
|
|
|
|
|
|
74 |
98 |
123 |
147 |
|
3475 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
76 |
102 |
127 |
153 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3550 |
|
|
|
|
119 |
158 |
198 |
237 |
90 |
120 |
150 |
180 |
139 |
186 |
232 |
278 |
78 |
104 |
130 |
156 |
|
|
|
|
|
|
|
|
78 |
104 |
130 |
156 |
|
3585 |
|
|
|
|
|
|
|
|
|
|
|
|
141 |
187 |
234 |
281 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(3750) |
|
|
|
|
125 |
167 |
209 |
251 |
95 |
127 |
159 |
191 |
147 |
196 |
245 |
294 |
83 |
110 |
137 |
165 |
|
|
|
|
|
|
|
|
83 |
110 |
137 |
165 |
|
3865 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
85 |
113 |
141 |
170 |
|
4000 |
|
|
|
|
134 |
178 |
223 |
268 |
102 |
135 |
169 |
203 |
157 |
209 |
262 |
314 |
88 |
117 |
146 |
176 |
73 |
98 |
122 |
146 |
|
|
|
|
88 |
117 |
146 |
176 |
|
4065 |
|
|
|
|
|
|
|
|
|
|
|
|
159 |
213 |
266 |
319 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4070 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
90 |
119 |
149 |
179 |
|
|
|
|
|
|
|
|
|
|
|
|
|
4155 |
|
|
|
|
|
|
|
|
|
|
|
|
163 |
217 |
272 |
326 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(4250) |
|
|
|
|
142 |
190 |
237 |
284 |
108 |
144 |
180 |
216 |
167 |
222 |
278 |
333 |
94 |
125 |
156 |
187 |
78 |
104 |
130 |
156 |
|
|
|
|
94 |
125 |
156 |
187 |
|
4350 |
|
|
|
|
|
|
|
|
|
|
|
|
171 |
228 |
284 |
341 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4500 |
|
|
|
|
150 |
201 |
251 |
301 |
114 |
152 |
190 |
229 |
176 |
235 |
294 |
353 |
99 |
132 |
165 |
198 |
82 |
110 |
137 |
165 |
|
|
|
|
99 |
132 |
165 |
198 |
|
(4750) |
|
|
|
|
|
|
|
|
121 |
161 |
201 |
241 |
186 |
248 |
311 |
377 |
105 |
139 |
174 |
209 |
87 |
116 |
145 |
174 |
|
|
|
|
105 |
139 |
174 |
209 |
|
5000 |
|
|
|
|
|
|
|
|
127 |
169 |
212 |
254 |
198 |
262 |
327 |
392 |
110 |
147 |
183 |
220 |
92 |
122 |
153 |
183 |
|
|
|
|
110 |
147 |
183 |
220 |
|
(5300) |
|
|
|
|
|
|
|
|
135 |
179 |
224 |
269 |
208 |
277 |
347 |
416 |
117 |
155 |
194 |
233 |
97 |
129 |
162 |
194 |
|
|
|
|
117 |
155 |
194 |
233 |
|
5600 |
|
|
|
|
|
|
|
|
142 |
189 |
237 |
284 |
220 |
293 |
366 |
439 |
123 |
164 |
205 |
246 |
102 |
137 |
171 |
205 |
|
|
|
|
123 |
164 |
205 |
246 |
|
(6000) |
|
|
|
|
|
|
|
|
152 |
203 |
254 |
305 |
235 |
314 |
392 |
470 |
132 |
176 |
220 |
263 |
110 |
146 |
183 |
220 |
|
|
|
|
132 |
176 |
220 |
263 |
|
6300 |
|
|
|
|
|
|
|
|
160 |
213 |
266 |
320 |
247 |
329 |
412 |
494 |
139 |
185 |
231 |
277 |
115 |
154 |
192 |
231 |
99 |
132 |
164 |
198 |
|
|
|
|
|
(6700) |
|
|
|
|
|
|
|
|
170 |
226 |
283 |
340 |
263 |
350 |
438 |
525 |
147 |
196 |
245 |
294 |
123 |
163 |
204 |
245 |
105 |
140 |
175 |
210 |
147 |
196 |
245 |
294 |
|
7100 |
|
|
|
|
|
|
|
|
|
|
|
|
278 |
371 |
464 |
557 |
156 |
208 |
260 |
312 |
130 |
173 |
217 |
260 |
111 |
148 |
185 |
223 |
156 |
208 |
260 |
312 |
|
(7500) |
|
|
|
|
|
|
|
|
|
|
|
|
294 |
392 |
491 |
588 |
165 |
220 |
275 |
329 |
137 |
183 |
229 |
275 |
118 |
157 |
196 |
236 |
165 |
220 |
275 |
329 |
|
8000 |
|
|
|
|
|
|
|
|
|
|
|
|
314 |
418 |
523 |
627 |
176 |
234 |
293 |
351 |
146 |
195 |
244 |
293 |
126 |
167 |
209 |
251 |
176 |
234 |
293 |
351 |
|
(8500) |
|
|
|
|
|
|
|
|
|
|
|
|
333 |
445 |
556 |
666 |
187 |
249 |
311 |
373 |
156 |
207 |
259 |
311 |
133 |
178 |
222 |
267 |
|
|
|
|
|
9000 |
|
|
|
|
|
|
|
|
|
|
|
|
353 |
471 |
589 |
706 |
198 |
264 |
329 |
395 |
165 |
220 |
275 |
329 |
141 |
188 |
235 |
283 |
|
|
|
|
|
(9500) |
|
|
|
|
|
|
|
|
|
|
|
|
372 |
497 |
621 |
745 |
209 |
278 |
348 |
417 |
174 |
232 |
290 |
348 |
149 |
199 |
248 |
298 |
|
|
|
|
|
10000 |
|
|
|
|
|
|
|
|
|
|
|
|
392 |
523 |
654 |
784 |
220 |
293 |
366 |
439 |
183 |
244 |
305 |
366 |
157 |
209 |
261 |
314 |
|
|
|
|
|
(10600) |
|
|
|
|
|
|
|
|
|
|
|
|
416 |
554 |
693 |
831 |
233 |
311 |
388 |
465 |
184 |
259 |
323 |
388 |
166 |
221 |
277 |
333 |
|
|
|
|
|
11200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
246 |
328 |
410 |
492 |
205 |
273 |
342 |
410 |
176 |
234 |
292 |
352 |
|
|
|
|
|
(11800) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
260 |
346 |
432 |
518 |
216 |
288 |
360 |
432 |
185 |
246 |
308 |
371 |
|
|
|
|
|
12500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
275 |
366 |
458 |
549 |
229 |
305 |
381 |
458 |
196 |
261 |
326 |
393 |
|
|
|
|
|
(13200) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
290 |
387 |
483 |
579 |
242 |
322 |
403 |
483 |
207 |
276 |
345 |
414 |
|
|
|
|
|
14000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
308 |
410 |
512 |
615 |
256 |
342 |
427 |
512 |
223 |
293 |
365 |
440 |
|
|
|
|
|
(15000) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
330 |
440 |
549 |
659 |
275 |
366 |
458 |
549 |
236 |
293 |
392 |
471 |
|
|
|
|
|
16000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
293 |
390 |
488 |
586 |
251 |
334 |
418 |
502 |
|
|
|
|
|
(17000) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
311 |
415 |
519 |
622 |
267 |
355 |
444 |
534 |
|
|
|
|
|
18000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
329 |
439 |
549 |
659 |
283 |
376 |
470 |
565 |
|
|
|
|
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 3
Справочное
РЕСУРС РЕМНЕЙ В ЭКСПЛУАТАЦИИ
Таблица 15*
|
Ресурс ремней, ч, для классов |
||||
|
I |
II |
III |
IV |
|
|
Для самоходных и прицепных сельхозмашин, Tр, не менее: |
|
|
|
|
|
в простых контурах; |
800 |
850 |
1500 |
1700 |
|
в сложных контурах |
450 |
500 |
750 |
800 |
|
Для промышленного оборудования и стационарных сельхозмашин в среднем режиме работы, Tp(ср) |
2000 |
2500 |
2700 |
3700 |
* Табл. 14. (Исключена, Изм. № 3).
При легких, тяжелых и очень тяжелых режимах работы на промышленном оборудовании и стационарных сельхозмашинах средний ресурс ремней Тр вычисляют по формуле
Tp = Тp(cp) × К1 × К2,
где K1 - коэффициент режима работы, равный:
2,5 - для легкого режима работы;
0,5 - для тяжелого режима работы и стационарных сельскохозяйственных машин со шкивами (см. приложение 5, п. 4);
0,25 - для очень тяжелого режима работы, перекрестных и полуперекрестных передач и двух шкивных передач с натяжным роликом вне контура;
K2 - коэффициент, учитывающий климатические условия эксплуатации, равный:
1 - для центральных и других зон, кроме районов с холодным и очень холодным климатом;
0,75 - для районов с холодным и очень холодным климатом.
Режим работы для конкретных машин и число ремней в передаче устанавливают по ГОСТ 1284.3.
Ресурс ремней класса 0 установлен по результатам эксплуатационных испытаний.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. № 1, 2, 3).
ПРИЛОЖЕНИЕ 4
Обязательное
ГРУППЫ КОМПЛЕКТУЕМЫХ РЕМНЕЙ ПО ДЛИНАМ
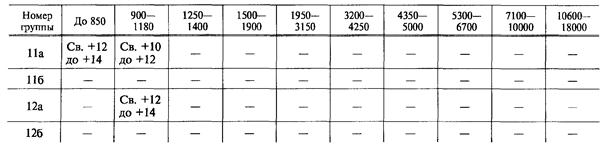
Группы комплектуемых ремней для передач повышенной точности
Таблица 16

Группы комплектуемых ремней для передач общего применения
Таблица 17
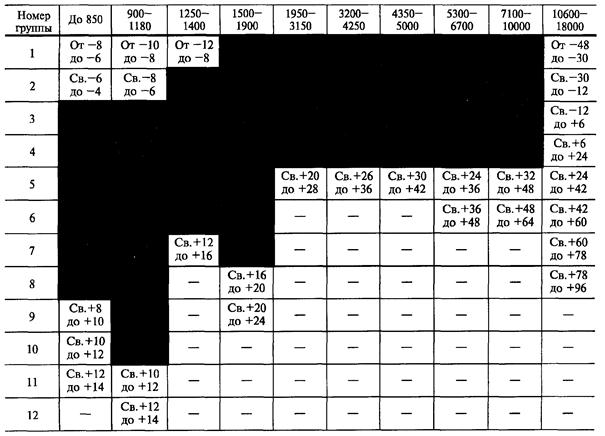
![]() для ремней движущихся
сельхозмашин [сечения А, В(Б), С(В), D(Г)]
для ремней движущихся
сельхозмашин [сечения А, В(Б), С(В), D(Г)]
Примечание. При контрольной проверке длин ремней после хранения или транспортирования допускается несоответствие ремней группе, указанной в маркировке, при условии соблюдения разницы между длинами комплектуемых ремней по табл. 3 ГОСТ 1284.1.
ПРИЛОЖЕНИЕ 5
Обязательное
ОСНОВНЫЕ ТРЕБОВАНИЯ К ШКИВАМ
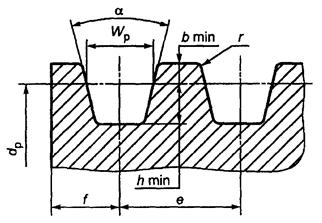
1. Размеры профиля канавок шкивов при эксплуатации ремней нормальных сечений в приводах станков, промышленных установок и сельскохозяйственных машин должны соответствовать чертежу 3 и табл. 18.
* Черт. 2. (Исключен, Изм. № 1).
Таблица 18
Размеры, мм
|
Wp |
b min |
h min |
е |
f |
r |
dp для угла канавки, a |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
34° |
36° |
38° |
|||||
|
не более |
не менее |
||||||||||
|
Z(О) |
8,5 |
2,5 |
7,0 |
12,0 |
±0,3 |
8,0 |
±1,0 |
0,5 |
80 |
- |
80 |
|
A |
11,0 |
3,3 |
8,7 |
15,0 |
±0,3 |
10,0 |
+2,0 -1,0 |
1,0 |
118 |
- |
118 |
|
В(Б) |
14,0 |
4,2 |
10,8 |
19,0 |
±0,4 |
12,5 |
+2,0 -1,0 |
1,0 |
190 |
- |
190 |
|
С(В) |
19,0 |
5,7 |
14,3 |
25,5 |
±0,5 |
17,0 |
+2,0 -1,0 |
1,5 |
315 |
- |
315 |
|
D(Г) |
27,0 |
8,1 |
19,9 |
37,0 |
±0,6 |
24,0 |
+3,0 -1,0 |
2,0 |
- |
475 |
475 |
|
E(Д) |
32,0 |
9,6 |
23,4 |
44,5 |
±0,7 |
29,0 |
+4,0 -1,0 |
2,0 |
- |
600 |
600 |
|
ЕО(Е) |
42,0 |
12,5 |
30,5 |
58,0 |
±0,8 |
38,0 |
+5,0 -1,0 |
2,5 |
- |
- |
800 |
Примечание. Для ремней, находящихся в эксплуатации на действующем оборудовании, допускается применение шкивов по ГОСТ 20889.
2. Размеры профиля канавок шкивов и их предельные отклонения для перекрестных и полуперекрестных передач должны соответствовать табл. 19.
Таблица 19
мм
|
Размеры профиля канавок шкивов для перекрестных и полуперекрестных передач |
||||||||
|
Wp |
h min |
b min |
е |
f |
r |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Z(О) |
8,5 |
7,0 |
5,5 |
15,0 |
±0,3 |
9 |
±1 |
1,0 |
|
A |
11,0 |
8,7 |
7,0 |
19,0 |
±0,4 |
11 |
+2 -1 |
1,0 |
|
В(Б) |
14,0 |
10,8 |
9,0 |
22,5 |
±0,5 |
14 |
+2 -1 |
1,0 |
|
С(В) |
19,0 |
14,3 |
12,0 |
32,0 |
±0,6 |
20 |
+3 -1 |
1,5 |
|
D(Г) |
27,0 |
19,9 |
17,5 |
44,5 |
±0,7 |
27 |
+3 -1 |
2,0 |
|
E(Д) |
32,0 |
23,4 |
21,0 |
52,5 |
±0,8 |
33 |
+5 -1 |
2,0 |
|
40´20 |
35,0 |
23,0 |
20,0 |
52,5 |
±0,8 |
33 |
+5 -1 |
2,0 |
3. Минимальные расчетные диаметры шкивов в передачах должны соответствовать требованиям ГОСТ 20889.
4. Для сельхозмашин, находящихся в эксплуатации, допускается применять шкивы с минимальными расчетными диаметрами и разностью (d DD) расчетных диаметров многоканавочного шкива в соответствии с табл. 20.
Таблица 20
мм
|
Минимальный расчетный диаметр шкива |
d DD |
||
|
ремни кордтканевой конструкции |
ремни кордшнуровой конструкции |
||
|
A |
90 |
80 |
0,4 |
|
В(Б) |
112 |
90 |
0,4 |
|
С(В) |
180 |
140 |
0,6 |
|
D(Г) |
300 |
20 |
1,0 |
|
E(Д) |
500 |
- |
1,2 |
|
40´20 |
315 |
280 |
1,1 |
5. Диаметры натяжных шкивов, расположенных внутри контура клиноременной передачи, должны быть не менее минимально допустимых диаметров шкивов. Диаметры натяжных роликов, расположенных вне контура, должны превышать минимально допустимые диаметры шкивов не менее чем в 1,5 раза.
6. Ширина канавки плоского натяжного ролика должна быть не менее чем ширина шкива с канавками.
7. Шкивы не должны иметь пористости, пузырей, царапин и вмятин на боковых поверхностях канавок.
8. Валы шкивов передачи должны быть расположены параллельно, а канавки шкивов - друг против друга. Допуск параллельности осей шкивов должен составлять 1 мм на 100 мм длины. Допуск соосности канавок шкивов должен составлять 2 мм на 1 м межосевого расстояния и увеличиваться не более чем на 0,2 мм на каждые 100 мм межосевого расстояния свыше 1 м.
9. Рабочие поверхности канавок шкивов перед началом эксплуатации должны быть очищены от краски и других загрязнений. Должна быть исключена возможность попадания смазок, растворителей и других веществ в канавки шкивов.
10. Остальные требования к шкивам должны соответствовать ГОСТ 20889.
ПРИЛОЖЕНИЯ 4, 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.12.89 № 4114
Изменение № 2 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 15 от 28 мая 1999 г.)
За принятие изменения проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
Изменение № 3 принято Евразийским советом по стандартизации, метрологии и сертификации по переписке (протокол № 8 от 3 декабря 2002 г.)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, AM, BY, KZ, KG, MD, RU, TJ, TM, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
3. Стандарт полностью соответствует СТ СЭВ 5859-87
4. Стандарт полностью соответствует международному стандарту ИСО 1081-95
5. ВЗАМЕН ГОСТ 1284.2-80, ГОСТ 10286-75 в части технических требований
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, приложения |
|
|
ТУ 2-034-228-88 |
7. Ограничение срока действия снято Постановлением Госстандарта СССР от 20.12.91 № 2030
8. ИЗДАНИЕ (август 2004 г.) с Изменениями № 1, 2, 3, утвержденными в декабре 1991 г., сентябре 1999 г., июле 2003 г. (ИУС 4-92, 12-99, 10-2003)
СОДЕРЖАНИЕ
|
4. Транспортирование и хранение. 6 Приложение 3 Ресурс ремней в эксплуатации. 12 |