ГОСТ 11706-78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ
МЕТОД НА РАЗДАЧУ КОЛЬЦА КОНУСОМ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Метод испытания на раздачу кольца конусом Tubes. Method the tensile test of ring by cone |
ГОСТ Взамен ГОСТ 11706-66 |
Издание (сентябрь 2010 г.) с Изменением № 1, утвержденным в апреле 1980 г. (ИУС 5-80).
Постановлением Государственного комитета стандартов Совета Министров СССР от 24.02.78 № 553 дата введения установлена
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий
стандарт распространяется на металлические трубы круглого сечения с толщиной
стенки от 2 до 8 мм включительно и диаметром от 18 до 150 мм и устанавливает
метод статических испытаний на раздачу кольца конической оправкой при
температуре ![]() °С.
°С.
Стандарт полностью соответствует рекомендации СЭВ PC 68-63 и рекомендации ИСО Р 166.
Стандарт полностью соответствует СТ СЭВ 480-77 в части испытания на раздачу кольца конусом.
(Измененная редакция, Изм. № 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Для испытания на раздачу от конца трубы отрезают образцы в виде кольца высотой от 10 до 16 мм.
1.2. Плоскость реза должна быть перпендикулярна к продольной оси кольца. Острые кромки на торцах образцов должны быть закруглены и заусенцы удалены.
1.3. Образцы перед испытанием должны быть покрыты любой консистентной смазкой.
2. АППАРАТУРА
Испытание проводят на универсальных испытательных машинах или на другом прессовом оборудовании, обеспечивающем скорость продвижения оправки при испытании не более 30 мм/с.
Схема устройства для проведения испытания приведена в приложении (черт. 1 и 2).
Применяемые оправки для испытания на раздачу должны соответствовать следующим требованиям:
- рабочая поверхность оправки должна иметь твердость HRC не менее 50;
- параметр шероховатости поверхности RZ оправки должен быть не более 20 мкм по ГОСТ 2789-73;
- оправка перед испытанием должна быть покрыта консистентной смазкой.
Для испытаний применяют оправки с конусностью 1:10 или 1:5.
Допускается применять оправку с конусностью 1:4 и конусом оправки с углом a, равным 30°.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Испытание проводят путем плавной раздачи образца конической оправкой или оправкой с цилиндрической частью по ГОСТ 8694-75 до разрыва или до заданного процента раздачи. Схема испытания на раздачу кольца конусом приведена на черт. 3 и 4 приложения.
3.2. Испытание на раздачу кольца проводят:
- до разрыва;
- до определенной величины раздачи (X, в процентах).
Вид испытания указывают в нормативно-технической документации на трубы.
3.3. На оправке с цилиндрической частью допускается одновременно испытывать не более пяти колец.
3.4. При испытании кольца до заданной величины раздачи наибольший наружный диаметр кольца (Dн) после испытания вычисляют по формуле
Dн = D (1 + 0,01 X),
где D - наружный диаметр кольца до испытания, мм.
(Измененная редакция, Изм. № 1).
3.5. Наибольший наружный диаметр кольца после испытаний измеряют у торца со стороны входа конусной оправки с погрешностью до 0,1 мм.
3.6. Признаком того, что образец выдержал испытание, является раздача его на заданную величину и отсутствие на внешней и внутренней поверхностях после испытания трещин или надрывов с металлическим блеском.
При испытании кольца до разрыва оценка производится также и по виду поверхности излома (отсутствие в изломе плен, трещин, надрывов, закатов и расслоений).
3.7. Контроль поверхности образца или его излома производится визуально без применения увеличительных средств, если в нормативно-технической документации на трубы нет других указаний.
4. ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания указывают:
- материал и размеры трубы;
- полученные результаты.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
Схема устройства для проведения испытания

1 - коническая оправка; 2 - кольцевые образцы; 3 - разрезная втулка; 4 - стягивающие пружины

1 - коническая оправка; 2 - кольцевые образцы; 3 - стойки; 4 - основание
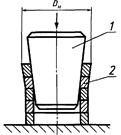
1 - коническая оправка; 2 - кольцевые образцы

1 - оправка с цилиндрической частью; 2 - кольцевые образцы
СОДЕРЖАНИЕ