ГОСТ 3.1401-85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ
ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ЛИТЬЯ
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
МОСКВА
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ Unified system of technological
documentation. |
ГОСТ
|
Дата введения 01.07.86
Настоящий стандарт устанавливает виды, комплектность, формы и правила оформления следующих технологических документов, разрабатываемых различными методами на технологические процессы, специализированные по основным способам литья, включая процессы изготовления стержней и обработки отливок:
- карты технологической информации (КТИ) к процессу литья в песчаные формы;
- ведомости стержней (ВСТ);
- КТИ к процессу изготовления стержней;
- КТИ к процессу литья в оболочковые формы;
- КТИ к процессу литья в кокиль;
- КТИ к процессу литья по выплавляемым моделям;
- КТИ к процессу литья под давлением;
- КТИ к процессу электрошлакового литья;
- КТИ к процессу (операции) обработки отливок;
- операционная карта (универсальная) - ОК.
1. ВИДЫ И КОМПЛЕКТНОСТЬ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
1.1. Виды и назначение технологических документов (далее - документов), разрабатываемых различными методами на технологические процессы (далее - ТП), специализированные по основным способам литья, включая процессы изготовления стержней, обработки отливок, приведены в табл. 1.
Таблица 1
|
Обозначение формы |
Применение документа на стадии разработки технологических процессов |
Назначение документа |
|||
|
предварительного проекта |
опытного образца (опытной партии) |
серийного пр-ва |
|||
|
КТИ к процессу литья в песчаные формы |
Форма 1 |
|
|
|
Применяется для литья отливок из чугуна |
|
Форма 1а |
|
|
|
Применяется для указания перечня жеребеек и холодильников совместно с основными формами КТИ |
|
|
Ведомость стержней |
Форма 1б |
|
|
|
Применяется для указания информации, необходимой при изготовлении стержней |
|
КТИ к процессу литья в песчаные формы |
Форма 2 |
|
|
|
Применяется для литья отливок из чугуна |
|
Форма 3 |
|
|
|
Применяется для литья стальных отливок и отливок из специальных и цветных сплавов. Допускается применение КТИ форм 1 и 2 |
|
|
Форма 3а |
|
|
|
Применяется для указания дополнительной информации по элементам изготовления литейной формы или стержней совместно с КТИ формы 3 (формы 4) |
|
|
КТИ к процессу изготовления стержней |
Форма 4 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП изготовления стержней, имеющих одно назначение. При необходимости указания дополнительной информации следует применять совместно с КТИ формы 3а |
|
КТИ к процессу литья в оболочковые формы |
Форма 5 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП литья в оболочковые формы, для отливок, имеющих одно обозначение |
|
КТИ к процессу литья в кокиль |
Форма 6 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП литья в кокиль, для отливок, имеющих одно обозначение |
|
КТИ к процессу литья по выплавляемым моделям |
Форма 7 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП литья по выплавляемым моделям, для отливок, имеющих одно обозначение |
|
КТИ к процессу литья под давлением |
Форма 8 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП литья под давлением, для отливок, имеющих одно обозначение |
|
КТИ к процессу электрошлакового литья |
Форма 9 |
|
|
|
Применяется для указания информации, необходимой для выполнения ТП электрошлакового литья, для отливок, имеющих одно обозначение |
|
КТИ к процессу (операции) обработки отливок |
Форма 10 |
|
|
|
Рекомендуется для указания информации, необходимой для выполнения ТП и операции обработки отливок, имеющих одно обозначение, например удаления элементов литниковой системы, зачистки отливок и т.п. |
|
Операционная карта (универсальная) |
Форма 11 |
|
|
|
Рекомендуется для описания отдельных операций литья или соответствующих им работ с описанием действий по переходам, указанием необходимых данных по режимам, технологической оснастке и материалам |
|
Форма 11a |
|
|
|
Применяется взамен МК формы 1б по ГОСТ 3.1118 |
|
|
Маршрутная карта (МК) по ГОСТ 3.1118 (форма 1б или 3б) |
|
|
|
Применяется совместно с формами КТИ настоящего стандарта в качестве последующих листов для разработки операций литья и сопутствующих им работ с описанием действий в технологической последовательности и указания данных по средствам технологического оснащения (СТО), материальным и трудовым затратам. Допускается применять для указания только трудовых и (или) материальных затрат на группу отливок, имеющих одно обозначение, при условии описания содержания операций на формах ТИ |
|
|
Технологическая инструкция (ТИ) по ГОСТ 3.1105 (формы 5 и 5а) |
|
|
|
Применяется совместно с формами КТИ настоящего стандарта для описания операций литья и сопутствующих им работ с указанием необходимой информации по СТО и другим данным |
|
|
Карта эскизов (КЭ) по ГОСТ 3.1105 (формы 6 и 6а, 7 и 7а, 8 и 8а) |
|
|
|
Применяется для указания графических иллюстраций к документам, раскрывающим содержание операций |
|
|
Титульный лист (ТЛ) по ГОСТ 3.1105 (формы 1, 2 или 4) |
|
|
|
||
|
Ведомость технологических документов (ВТД) по ГОСТ 3.1122 (формы 4 и 4а, 5 и 5а) |
|
|
|
Документ предназначен для указания полного состава документов, необходимых для изготовления отливок, имеющих одно обозначение |
|
Примечания:
1. ![]() - документ обязательный.
- документ обязательный.
2. ![]() - документ, применяемый по усмотрению разработчика.
- документ, применяемый по усмотрению разработчика.
1.2. Комплектность документов устанавливается разработчиком в зависимости от типа производства, разрабатываемых видов ТП по их организации, применяемых способов и сопутствующих работ при выполнении ТП литья по табл. 2.
Таблица 2
|
Наименование способов и сопутствующих работ, применяемых при выполнении ТП литья |
Тип производства |
Вид ТП по его организации |
Номер варианта |
Условное обозначение видов документов, входящих в комплект документов на ТП литья и сопутствующих работ, в порядке их расположения |
|
Подготовка шихты и плавка металла; приготовление формовочных смесей (красок, эмульсий и т.п.); изготовление моделей (жеребеек, холодильников и т.д.); формовка; заливка; очистка |
Все типы производства |
ЕТП |
1 |
ТЛ; МК; КЭ |
|
2 |
ТЛ; ТИ; КЭ |
|||
|
ТТП (ГТП) |
3 |
ТЛ; МК; КЭ; ВТД; ВТП или МК; КЭ |
||
|
4 |
ТЛ; ТИ; КЭ; ВТД; ВТП или МК; КЭ |
|||
|
Литье в песчаные формы: - чугуна |
Единичное, мелкосерийное |
ЕТП |
5 |
|
|
6 |
||||
|
ТТП (ГТП) |
7 |
ТЛ; МК, формы 2 и 1б; КЭ; ВТД; КТИ, формы 1 и 1а; ВС, форма 1б; ВТП или МК; КЭ |
||
|
8 |
ТЛ; ТИ; КЭ; ВТД; КТИ, формы 1 и 1а; ВС, форма 1б; ВТП или МК; КЭ |
|||
|
ЕТП |
9 |
ТЛ; КТИ, формы 2 и 3а; КТИ, форма 1а; ВС, форма 1б; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Среднесерийное, крупносерийное |
ТТП, ГТП |
10 |
ТЛ; МК, формы 2 и 1а; КЭ; ВТД; КТИ, формы 2 и 3а (КТИ, форма 1а; ВС, форма 1б; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
|
|
- стальных, специальных и цветных сплавов |
Все типы производства |
ЕТП |
11 |
ТЛ; КТИ, формы 3 и 3а; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
|
ТТП, ГТП |
12 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, формы 3 и 3а; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Изготовление стержней |
Единичное, мелкосерийное |
ЕТП |
13 |
|
|
14 |
ТЛ; ТИ; ВС, форма 1б; КЭ |
|||
|
ТТП, ГТП |
15 |
|||
|
16 |
ТЛ; ТИ; ВТД; МК; ВС, форма 1б; КЭ |
|||
|
Среднесерийное, крупносерийное |
ЕТП |
17 |
||
|
ТТП, ГТП |
18 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, формы 4 и 3а; МК, форма 1б; КЭ |
||
|
Литье в оболочковые формы |
Все типы производства |
ЕТП |
19 |
|
|
ТТП, ГТП |
20 |
ТЛ; МК, формы 2 и 1б; КЭ; ВТД; КТИ, форма 5; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Литье в кокиль |
То же |
ЕТП |
21 |
|
|
ТТП, ГТП |
22 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, форма 6; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Литье по выплавляемым моделям |
» |
ЕТП |
23 |
|
|
ТТП, ГТП |
24 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, форма 7; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Литье под давлением |
» |
ЕТП |
25 |
|
|
ТТП, ГТП |
26 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, форма 8; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Электрошлаковое литье |
» |
ЕТП |
27 |
|
|
ТТП, ГТП |
28 |
ТЛ; МК, формы 2 и 1б; ВТД; КТИ, форма 9; МК, форма 1б (ОК, формы 11 и 11a); КЭ |
||
|
Обработка отливок |
Единичное, мелкосерийное |
ЕТП |
29 |
|
|
ТТП, ГТП |
30 |
|||
|
Среднесерийное, крупносерийное |
ЕТП |
31 |
||
|
ТТП, ГТП |
32 |
ТЛ; МК, формы 2 и 1б; КЭ; ВТД; КТИ, форма 9; МК, форма 1б; КЭ |
Примечания:
1. Условные обозначения видов документов, набранные полужирным шрифтом, при разработке ТТП и ГТП несут переменную информацию для группы отливок, имеющих одно обозначение.
2. Условные обозначения видов документов, заключенные в скобки, могут быть применены взамен соответствующего вида документа, условное обозначение которого указано перед скобкой.
1.3. Комплектность документов на процессы литья следует устанавливать применительно к условиям каждого предприятия (организации).
При выборе ограничительного комплекта документов следует исходить из условий оптимизации документооборота предприятия (организации) в целом, решения необходимого комплекса соответствующих инженерно-технических задач и удобства применения документов на рабочих местах.
2. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
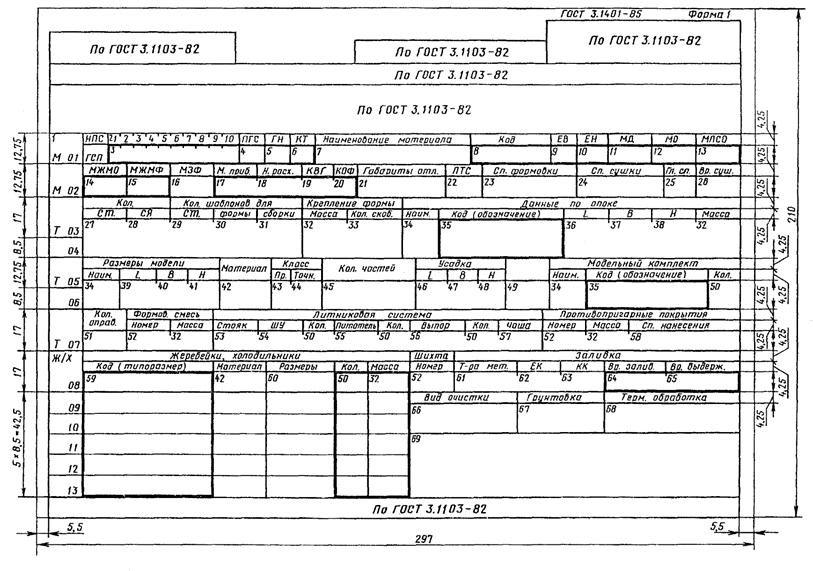
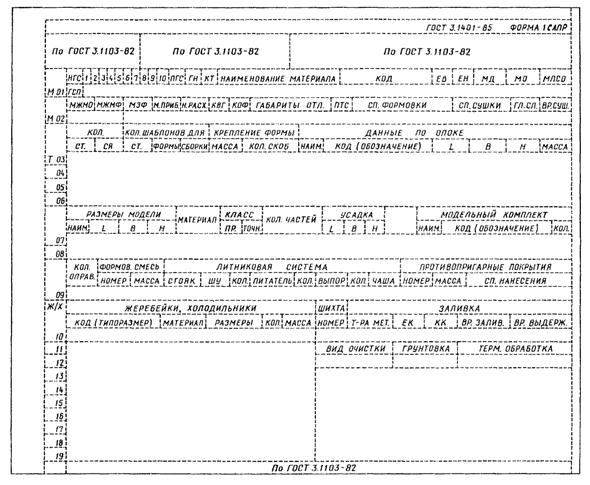
2.1. Заполнение граф форм 1 и 1а КТИ литья в песчаные формы для единичного и мелкосерийного производства отливок из чугуна следует выполнять в соответствии с табл. 3.
Таблица 3
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 |
- |
Обозначение служебного символа и номер строки. Запись выполняют на уровне одной строки, например МО2 |
|
2 |
НПС |
Номер признака сложности по Прейскуранту № 25-01 |
|
3 |
ГСП |
Группа сложности отливки по данному (каждому из 10) признаку сложности |
|
4 |
ПГС |
Принятая группа сложности отливки |
|
5 |
ГН |
Группа сложности отливки по назначению, ответственности и предъявляемым требованиям |
|
6 |
КТ |
Класс точности чугунных и стальных отливок по ГОСТ 26645 или другим классификаторам для цветного литья |
|
7 |
Наименование материала |
Наименование материала (сплава) в соответствии с государственными стандартами или техническими условиями |
|
8 |
Код |
Код (обозначение) материала (сплава) по классификатору. Допускается графу не заполнять |
|
9 |
ЕВ |
Код единицы величины (массы) детали, отливки и т.п. по классификатору СОЕИ. Допускается указывать обозначение единицы величины, массы |
|
10 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала, например: 1; 10; 100 |
|
11 |
МД |
Масса детали по конструкторскому документу |
|
12 |
МО |
Масса отливки |
|
13 |
МЛСО |
Масса литниковой системы на отливку |
|
14 |
МЖМО |
Масса жидкого металла на отливку |
|
15 |
МЖМФ |
Масса жидкого металла на форму |
|
16 |
МЗФ |
Масса залитой формы |
|
17 |
М. приб. |
Масса прибыли на отливку |
|
18 |
Н. расх. |
Норма расхода металлической шихты на одну тонну годных отливок |
|
19 |
KBГ |
Коэффициент выхода годного от металлозавалки |
|
20 |
КОФ |
Количество отливок в форме |
|
21 |
Габариты отл. |
Габаритные размеры отливки |
|
22 |
ПТС |
Преобладающая толщина стенки отливки |
|
23 |
Сп. формовки |
Способ формовки (ручная, машинная) |
|
24 |
Сп. сушки |
Способ сушки (подсушки) формы |
|
25 |
Гл. сл. |
Глубина высушенного слоя |
|
26 |
Вр. суш. |
Время сушки (подсушки) формы |
|
27 |
Кол. ст. |
Количество стержней на отливку |
|
28 |
Кол. СЯ |
Количество стержневых ящиков на отливку |
|
29 |
Кол. шаблонов для ст. |
Количество шаблонов для контроля стержней |
|
30 |
Кол. шаблонов для формы |
Количество шаблонов для изготовления формы |
|
31 |
Кол. шаблонов для сборки |
Количество шаблонов для сборки формы |
|
32 |
Масса |
Масса формы в сборе; опоки; формовочной смеси; противопригарного покрытия; жеребейки; холодильника |
|
33 |
Кол. скоб |
Количество скоб или болтов для крепления формы |
|
34 |
Наим. |
Наименование опоки; модели; модельного комплекта (верх, низ); информацию по модельному комплекту допускается не указывать. |
|
35 |
Код (обозначение) |
Код (обозначение): опоки; элементов модельного комплекта (информацию по модельному комплекту допускается не указывать); модельной плиты; модели и т.п. |
|
36 |
L |
Длина опоки в свету |
|
37 |
В |
Ширина опоки в свету |
|
38 |
H |
Высота опоки в свету |
|
39 |
L |
Длина модели |
|
40 |
В |
Ширина модели |
|
41 |
H |
Высота модели |
|
42 |
Материалы |
Код или краткое обозначение материала модели; жеребейки; холодильника |
|
43 |
Класс пр. |
Класс прочности деревомодельного комплекта |
|
44 |
Класс точн. |
Класс точности деревомодельного комплекта |
|
45 |
Кол. частей |
Количество частей элементов модельного комплекта. Допускается указывать количество отъемных частей по каждому элементу модельного комплекта |
|
46 |
Усадка по L |
Процент усадки металла по длине отливки |
|
47 |
Усадка по В |
Процент усадки металла по ширине отливки |
|
48 |
Усадка по H |
Процент усадки металла по высоте отливки |
|
49 |
- |
Резервная графа |
|
50 |
Кол. |
Количество элементов модельного комплекта; литниковой системы; жеребеек; холодильников |
|
51 |
Кол. оправ. |
Количество оправок |
|
52 |
Номер |
Номер или наименование формовочной смеси; противопригарного покрытия; шихты |
|
53 |
Стояк |
Диаметр стояка или площадь сечения |
|
54 |
ШУ |
Размеры шлакоуловителя или площадь сечения |
|
55 |
Питатель |
Размеры питателя или площадь сечения |
|
56 |
Выпор |
Размеры выпора |
|
57 |
Чаша |
Размеры литниковой чаши |
|
58 |
Сп. нанесения |
Способ нанесения противопригарного покрытия |
|
59 |
Код (типоразмер) |
Код (типоразмер) или обозначение жеребейки, холодильника. Информацию по жеребейкам следует указывать с привязкой к служебному символу Ж, по холодильникам - к X |
|
60 |
Размеры |
Габаритные размеры жеребейки; холодильника |
|
61 |
Т-ра мет. |
Температура металла при заливке в форму |
|
62 |
ЕК |
Емкость ковша |
|
63 |
КК |
Количество ковшей |
|
64 |
Вр. залив. |
Время заполнения формы |
|
65 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
66 |
Вид очистки |
Вид очистки отливки |
|
67 |
Грунтовка |
Грунтовка отливки. При необходимости указывают марку грунтовки |
|
68 |
Терм, обработка |
Термическая обработка отливки. Указывают необходимость термической обработки |
|
69 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
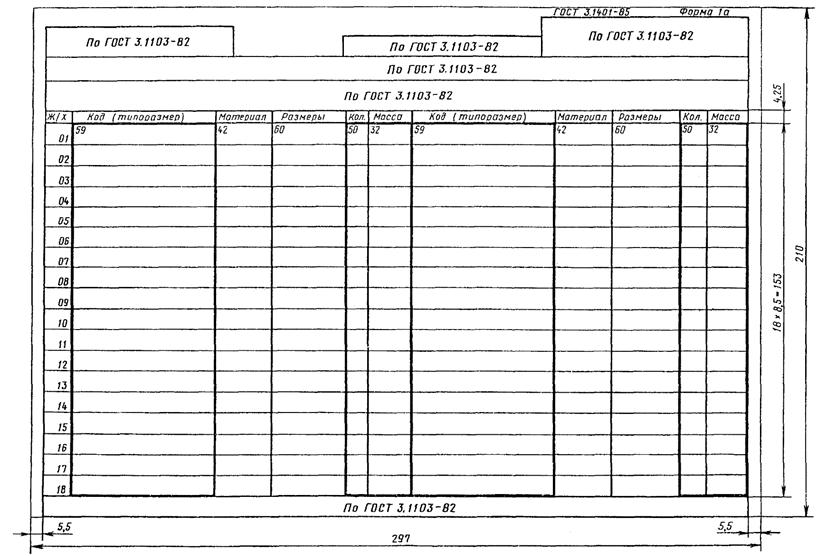
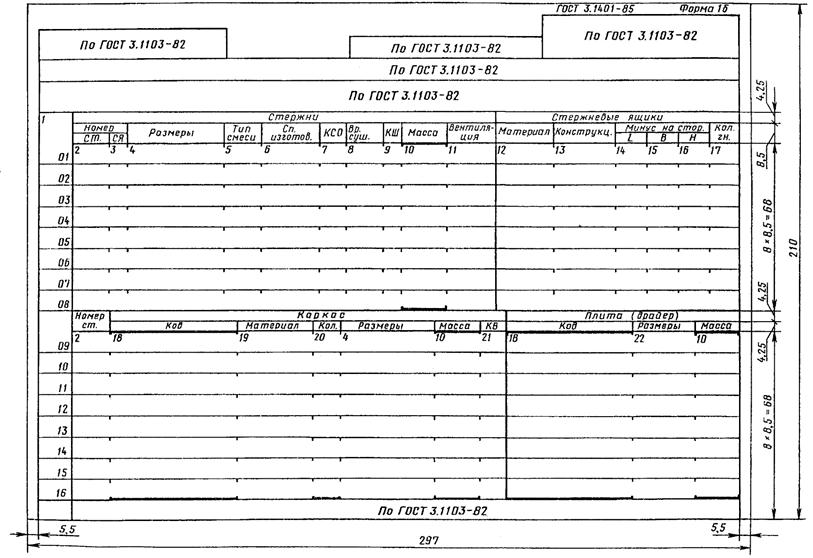
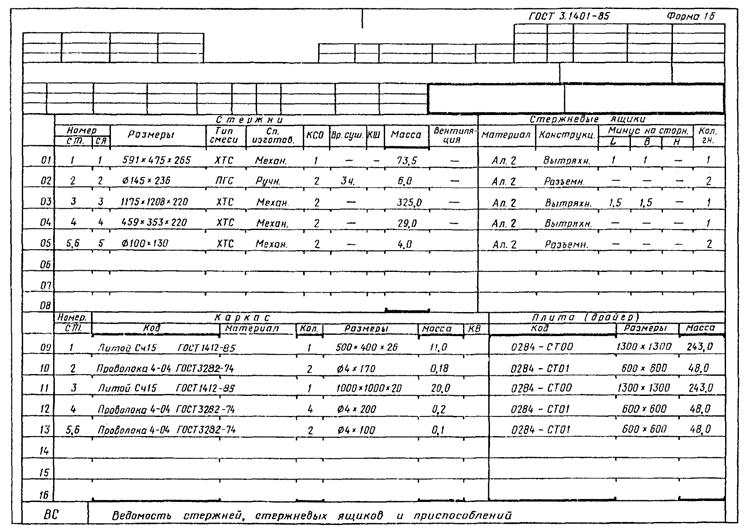
2.2. Заполнение граф формы 1б ВСТ для единичного и мелкосерийного производств различных способов литья следует выполнять в соответствии с табл. 4.
Таблица 4
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 |
- |
Обозначение служебного символа и номер строки. Запись выполняют на уровне одной строки, например МО2. |
|
2 |
Номер ст. |
Номер стержня. Данные проставляют в соответствии с обозначениями, принятыми на предприятии (организации) |
|
3 |
Номер СЯ |
Номер стержневого ящика. Данные проставляют в соответствии с обозначениями, принятыми на предприятии (организации) |
|
4 |
Размеры |
Размеры стержня; каркаса |
|
5 |
Тип смеси |
Номер (обозначение или наименование) смеси, применяемой при изготовлении стержня |
|
6 |
Сп. изготов. |
Применяемый способ изготовления стержня |
|
7 |
КСО |
Количество слоев окраски |
|
8 |
Вр. суш. |
Время сушки стержня |
|
9 |
КШ |
Количество шаблонов для контроля стержней |
|
10 |
Масса |
Масса стержня; каркаса; плиты |
|
11 |
Вентиляция |
Способ вентиляции стержня (наколами и т.д.) |
|
12 |
Материал |
Краткое наименование (обозначение) материала стержневого ящика |
|
13 |
Конструкция |
Конструкция (тип) стержневого ящика |
|
14 |
Минус на сторону по L |
Величина уменьшения длины стержня на толщину слоя краски |
|
15 |
Минус на сторону по В |
Величина уменьшения ширины стержня на толщину слоя краски |
|
16 |
Минус на сторону по Н |
Величина уменьшения высоты стержня на толщину слоя краски |
|
17 |
Кол. гн. |
Количество гнезд в стержневом ящике |
|
18 |
Код |
Код (обозначение) каркаса; плиты |
|
19 |
Материал |
Краткое наименование (обозначение) материала каркаса |
|
20 |
Кол. |
Количество каркасов на стержень |
|
21 |
KB |
Количество весок (подъемов), необходимых для транспортирования готовых каркасов |
|
22 |
Размеры |
Размеры плиты (драйера) |
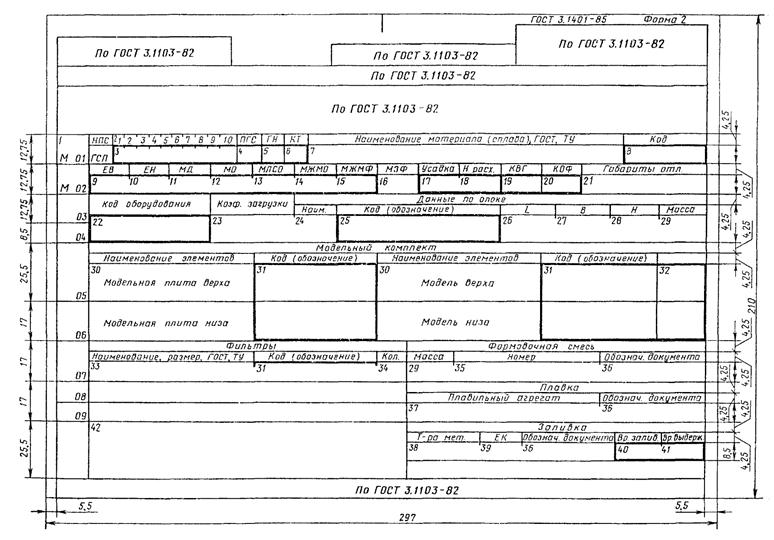
2.3. Заполнение граф формы 2 КТИ литья в песчаные формы для серийного, массового производства отливок из чугуна следует выполнять в соответствии с табл. 5.
Таблица 5
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 16 |
- |
В соответствии с табл. 3 |
|
17 |
Усадка |
Величина усадки металла в процентах |
|
18 |
Н. расх. |
Норма расхода металлической шихты на одну тонну годных отливок |
|
19 |
КВГ |
Коэффициент выхода годного от металлозавалки |
|
20 |
КОФ |
Количество отливок в одной форме |
|
21 |
Габариты отл. |
Габаритные размеры отливки |
|
22 |
Код оборудования |
Код оборудования по классификатору или модель (марка), краткое наименование оборудования |
|
23 |
Коэф. загрузки |
Коэффициент загрузки оборудования |
|
24 |
Наим. |
Краткое наименование опоки (верх, низ) |
|
25 |
Код (обозначение) |
Код (обозначение) опоки |
|
26 |
L |
Длина опоки в свету |
|
27 |
В |
Ширина опоки в свету |
|
28 |
Н |
Высота опоки в свету |
|
29 |
Масса |
Масса опоки; формовочной смеси |
|
30 |
Наименование элементов |
Наименование элементов модельного комплекта: модельной плиты (верха, низа); модели (верха, низа) |
|
31 |
Код (обозначение) |
Код (обозначение) модельных плит, моделей; фильтров |
|
32 |
- |
Резервная графа |
|
33 |
Наименование, размеры, ГОСТ, ТУ |
Наименование, размеры, ГОСТ, ТУ на фильтры |
|
34 |
Кол. |
Количество фильтров |
|
35 |
Номер |
Номер или наименование формовочной смеси |
|
36 |
Обознач. документа |
Обозначение документа по ГОСТ 3.1201, например технологической инструкции по приготовлению формовочной смеси; инструкции на процесс плавки |
|
37 |
Плавильный агрегат |
Тип, модель плавильного агрегата |
|
38 |
Т-ра мет. |
Температура металла при заливке в форму |
|
39 |
ЕК |
Емкость ковша |
|
40 |
Вр. залив. |
Время заполнения формы |
|
41 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
42 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
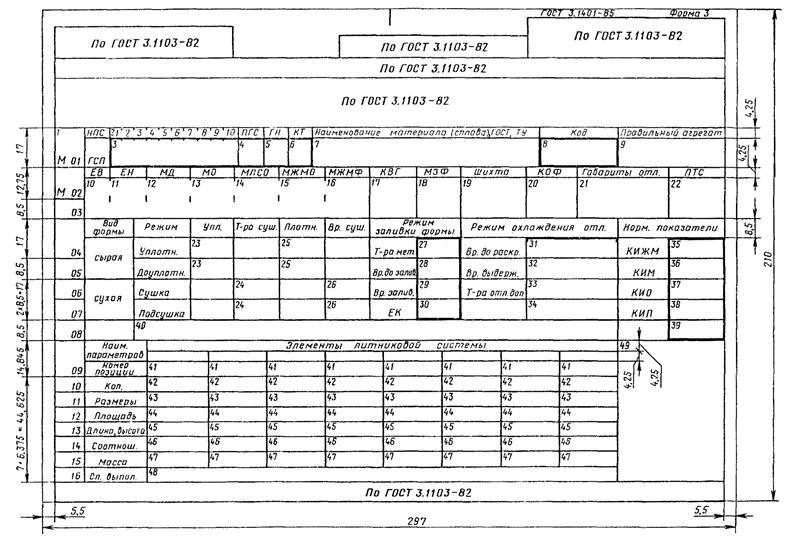
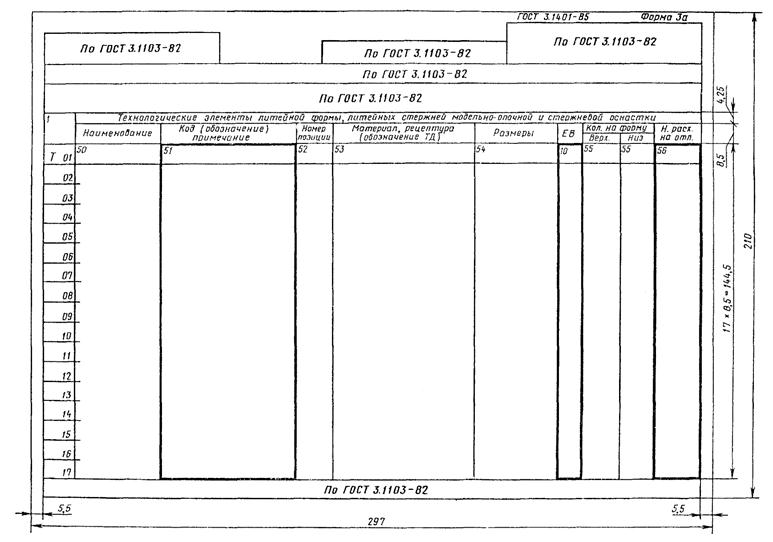
2.4. Заполнение граф форм 3 и 3а КТИ литья в песчаные формы для различных типов производств стальных отливок, а также отливок из специальных и цветных сплавов следует выполнять в соответствии с табл. 6.
Таблица 6
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 8 |
- |
В соответствии с табл. 3 |
|
9 |
Плавильный агрегат |
Тип, модель плавильного агрегата |
|
10 |
ЕВ |
Код единицы величины (массы) детали, отливки и т.п. по классификатору СОЕИ. Допускается указывать обозначение единицы величины, массы |
|
11 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала, например 1; 10; 100 |
|
12 |
МД |
Масса детали по конструкторскому документу |
|
13 |
МО |
Масса отливки |
|
14 |
МЛСО |
Масса литниковой системы на отливку |
|
15 |
МЖМО |
Масса жидкого металла на отливку |
|
16 |
МЖМФ |
Масса жидкого металла на форму |
|
17 |
КВГ |
Коэффициент выхода годного от металлозавалки |
|
18 |
МЗФ |
Масса залитой формы |
|
19 |
Шихта |
Номер шихты |
|
20 |
КОФ |
Количество отливок в форме |
|
21 |
Габариты отл. |
Габаритные размеры отливки |
|
22 |
ПТС |
Преобладающая толщина стенки отливки |
|
23 |
Упл. |
Режим уплотнения и доуплотнения формы (количество ударов при встряхивании или усилие прессования) |
|
24 |
Т-ра суш. |
Температура сушки, подсушки формы |
|
25 |
Плотн. |
Плотность набивки формы |
|
26 |
Вр. суш. |
Время сушки, подсушки формы |
|
27 |
Т-ра мет. |
Температура металла при заливке в форму |
|
28 |
Вр. до залив. |
Время выдержки (провяливания) формы до заливки |
|
29 |
Вр. залив. |
Время заполнения формы |
|
30 |
ЕК |
Емкость ковша |
|
31 |
Вр. до раскр. |
Время выдержки формы после заливки в скрепленном состоянии (до расчеканки или снятия груза) |
|
32 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
33 |
Т-ра отл. доп. |
Допускаемая температура отливки при выбивке |
|
34 |
- |
Резервная графа |
|
35 |
КИЖМ |
Коэффициент использования жидкого металла (отношение массы отливки к массе жидкого металла на отливку) |
|
36 |
КИМ |
Коэффициент использования металла (отношение массы детали к массе отливки) |
|
37 |
КИО |
Коэффициент использования объема опоки |
|
38 |
КИП |
Коэффициент использования полезной площади опоки |
|
39 |
- |
Резервная графа |
|
40 |
- |
Резервная графа |
|
41 |
Номер позиции |
Номер позиции при установке в форму элементов литниковой системы |
|
42 |
Кол. |
Количество элементов литниковой системы |
|
43 |
Размеры |
Размеры элементов литниковой системы |
|
44 |
Площадь |
Площадь сечения элементов литниковой системы |
|
45 |
Длина, высота |
Длина, высота элементов литниковой системы |
|
46 |
Соотнош. |
Соотношение сечений элементов литниковой системы к сечению стояка |
|
47 |
Масса |
Масса элементов литниковой системы |
|
48 |
Сп. выпол. |
Способ выполнения элементов литниковой системы |
|
49 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
|
50 |
Наименование |
Наименование технологических элементов, литейной формы, модельно-опочной оснастки, приспособлений и инструмента, применяемых по технологии для данной отливки |
|
51 |
Код (обозначение), примечание |
Код элементов литейной формы (материалов), изделий, модельно-опочной оснастки, приспособлений и инструмента |
|
52 |
Номер позиции |
Номер позиции при установке в форму |
|
53 |
Материал, рецептура (обозначение ТД) |
Материал, из которого изготавливается данный элемент литейной формы, или индекс технологической рецептуры для многокомпонентных материалов |
|
54 |
Размеры |
Размеры материала, имеющего линейные измерения, или площадь обработки формы, или толщина наносимого слоя |
|
55 |
Кол. на форму Верх Низ |
Количество (в соответствующих единицах) материала на форму (а именно - на полуформу верха или низа), требуемое по технологии |
|
56 |
Н. расх. на отл. |
Количественная норма расхода на одну отливку или на количество отливок в форме |
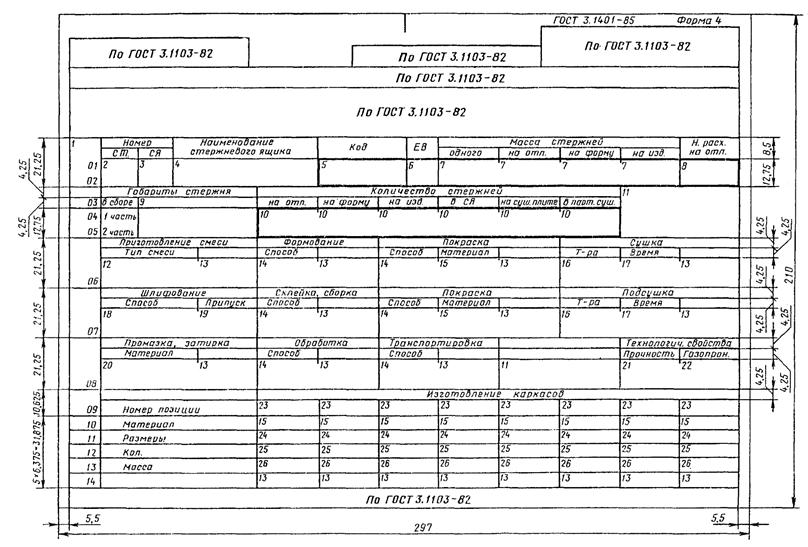
2.5. Заполнение граф формы 4 КТИ изготовления стержней для серийного и массового производства следует выполнять в соответствии с табл. 7.
Таблица 7
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 |
- |
Обозначение служебного символа и номер строки. Запись выполняют на уровне одной строки, например М02 |
|
2 |
Номер ст. |
Номер стержня. Данные проставляют в соответствии с обозначениями, принятыми на предприятии (организации) |
|
3 |
Номер СЯ |
Номер стержневого ящика. Данные проставляют в соответствии с обозначениями, принятыми на предприятии (организации) |
|
4 |
Наименование стержневого ящика |
Наименование стержневого ящика |
|
5 |
Код |
Код стержневой смеси |
|
6 |
ЕВ |
Код единицы величины (массы) стержня, стержневой смеси |
|
7 |
Масса стержней |
Масса стержней: одного; комплекта на одну отливку (данного наименования); на форму - в зависимости от количества отливок в форме; на изделие |
|
8 |
Н. расх. на отл. |
Масса расхода стержневой смеси на одну отливку |
|
9 |
Габариты стержня (1 часть, 2 часть, в сборе) |
Габаритные размеры стержня; отдельных (двух) кусков; в сборе (например, после склейки) |
|
10 |
Количество стержней |
Количество стержней по технологии на одну отливку; на форму, в зависимости от количества отливок в форме; на изделие; в одном стержневом ящике; в одной сушильной плите; в партии сушки |
|
11 |
- |
Резервная графа |
|
12 |
Тип смеси |
Номер (обозначение) или наименование смеси, применяемой при изготовлении стержня |
|
13 |
- |
Резервная графа |
|
14 |
Способ |
Способ формования; покраски; склейки; сборки; обработки; перемещения |
|
15 |
Материал |
Краткое наименование (обозначение) материала краски |
|
16 |
Т-ра |
Температура сушки (подсушки) партии стержней |
|
17 |
Время |
Время сушки (подсушки) партии стержней, время цикла |
|
18 |
Способ |
Способ (оборудование) шлифования стержней по плоскости склейки |
|
19 |
Припуск |
Величина (толщина) слоя припуска для снятия шлифованием под склейку |
|
20 |
Материал |
Материал, применяемый для промазки стыков, затирки сколов, выломов |
|
21 |
Прочность |
Качественная характеристика стержневой смеси - прочность |
|
22 |
Газопрон. |
Газопроницаемость стержневой смеси |
|
23 |
Номер позиции |
Номер позиции (индекс) каркаса в порядке его установки (заформования в стержень) |
|
24 |
Размеры |
Размеры каркаса |
|
25 |
Кол. |
Количество каркасов |
|
26 |
Масса |
Масса каркаса |
2.6. Заполнение граф формы 5 КТИ литья в оболочковые формы для различных типов производств следует выполнять в соответствии с табл. 8.
Таблица 8
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 16 |
В соответствии с табл. 3 |
|
|
17 |
Усадка |
Величина усадки металла в процентах |
|
18 |
Н. расх. |
Норма расхода металлической шихты на 1 т годных отливок |
|
19 |
КВГ |
Коэффициент выхода годного от металлозавалки |
|
20 |
КОФ |
Количество отливок в одной форме |
|
21 |
Габариты отл. |
Габаритные размеры отливки |
|
22 |
Код (обозначение) |
Код (обозначение) формы по классификатору |
|
23 |
Размеры |
Размеры модели |
|
24 |
Кол. |
Количество моделей в форме; питателей; прибылей |
|
25 |
Масса |
Масса формы; разделительного покрытия; формовочной смеси; прибыли |
|
26 |
Способ |
Способ нагрева формы |
|
27 |
Т-ра |
Температура спекания формы |
|
28 |
Время |
Время спекания оболочки формы |
|
29 |
Номер |
Номер или наименование разделительного покрытия; формовочной смеси |
|
30 |
Сп. нанесения |
Способ нанесения разделительного покрытия; формовочной смеси |
|
31 |
Чаша |
Диаметр литниковой чаши |
|
32 |
Стояк |
Диаметр стояка или площадь сечения |
|
33 |
Литн. ход |
Площадь сечения литникового хода |
|
34 |
Питатель |
Размеры питателя |
|
35 |
Прибыль |
Размеры прибыли |
|
36 |
Сп. крепления |
Способ крепления формы |
|
37 |
Номер |
Номер (обозначение) шихты |
|
38 |
Т-ра мет. |
Температура металла при заливке в форму |
|
39 |
ЕК |
Емкость ковша |
|
40 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
41 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
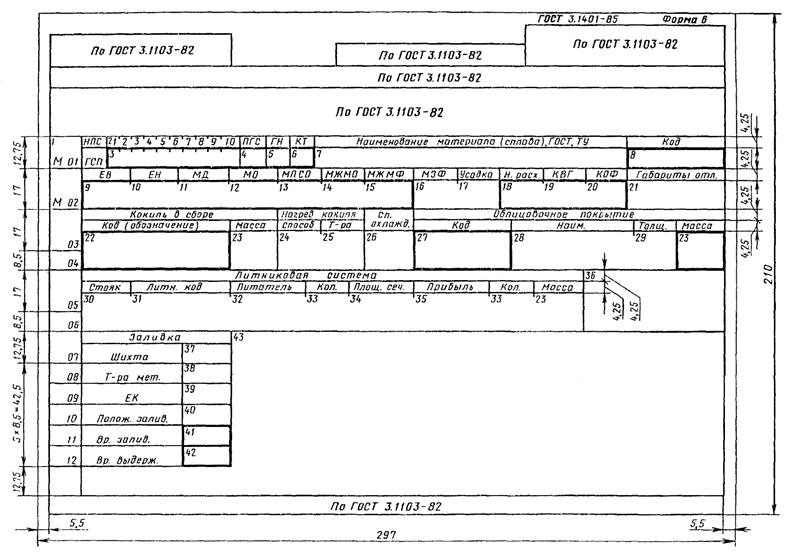
2.7. Заполнение граф 6 КТИ литья в кокиль для различных типов производств следует выполнять в соответствии с табл. 9.
Таблица 9
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 16 |
В соответствии с табл. 3 |
|
|
17 |
Усадка |
Величина усадки металла в процентах |
|
18 |
Н. расх. |
Норма расхода металлической шихты на 1 т годных отливок |
|
19 |
КВГ |
Коэффициент выхода годного от металлозавалки |
|
20 |
КОФ |
Количество отливок в форме (кокиле) |
|
21 |
Габариты отл. |
Габаритные размеры отливки |
|
22 |
Код (обозначение) |
Код (обозначение) кокиля по классификатору |
|
23 |
Масса |
Масса кокиля; облицовочного покрытия; питателя |
|
24 |
Способ |
Способ нагрева кокиля |
|
25 |
Т-ра |
Температура нагрева кокиля |
|
26 |
Сп. охлажд. |
Способ охлаждения кокиля |
|
27 |
Код |
Код (обозначение) облицовочного покрытия |
|
28 |
Наим. |
Наименование материала облицовочного покрытия |
|
29 |
Толщ. |
Толщина слоя облицовочного покрытия |
|
30 |
Стояк |
Диаметр стояка или площадь сечения |
|
31 |
Литн. ход |
Площадь сечения литникового хода |
|
32 |
Питатель |
Размеры питателя |
|
33 |
Кол. |
Количество питателей; прибылей |
|
34 |
Площ. сеч. |
Площадь сечения питателя |
|
35 |
Прибыль |
Размеры прибыли |
|
36 |
- |
Резервная графа |
|
37 |
Шихта |
Номер (обозначение) шихты |
|
38 |
Т-ра мет. |
Температура металла при заливке в кокиль |
|
39 |
ЕК |
Емкость ковша |
|
40 |
Полож. залив. |
Положение кокиля при заливке металла (горизонтальное, вертикальное) |
|
41 |
Вр. залив. |
Время заполнения формы |
|
42 |
Вр. выдерж. |
Время выдержки отливки в кокиле |
|
43 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
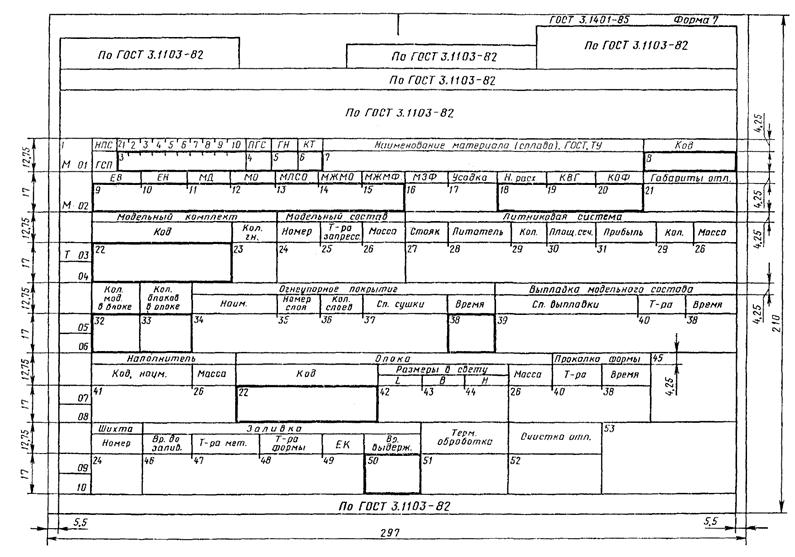
2.8. Заполнение граф формы 7 КТИ литья по выплавляемым моделям для различных типов производств следует выполнять в соответствии с табл. 10.
Таблица 10
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 21 |
В соответствии с табл. 9. |
|
|
22 |
Код |
Код или обозначение модельного комплекта; опоки |
|
23 |
Кол. гн. |
Количество гнезд в звене |
|
24 |
Номер |
Номер или наименование модельного состава; шихты |
|
25 |
Т-ра запресс. |
Температура запрессовки модельного состава |
|
26 |
Масса |
Масса опоки; модельного состава; прибыли; наполнителя |
|
27 |
Стояк |
Диаметр стояка или площадь сечения |
|
28 |
Питатель |
Размеры питателя |
|
29 |
Кол. |
Количество питателей; прибылей |
|
30 |
Площ. сеч. |
Площадь сечения питателя |
|
31 |
Прибыль |
Размеры прибыли |
|
32 |
Кол. мод. в блоке |
Количество моделей в блоке |
|
33 |
Кол. блоков в опоке |
Количество блоков в опоке |
|
34 |
Наим. |
Наименование огнеупорного покрытия. Допускается указывать материал обсыпки или его фракцию |
|
35 |
Номер слоя |
Номер слоя огнеупорного покрытия |
|
36 |
Кол. слоев |
Количество слоев |
|
37 |
Сп. сушки |
Способ сушки слоя |
|
38 |
Время |
Время сушки каждого слоя; выплавки модельного состава; прокалки формы |
|
39 |
Сп. выплавки |
Способ выплавки модельного состава |
|
40 |
Т-ра |
Температура выплавки модельного состава; прокалки формы |
|
41 |
Код, наим. |
Код, наименование наполнителя |
|
42 |
L |
Длина опоки в свету |
|
43 |
В |
Ширина опоки в свету |
|
44 |
Н |
Высота опоки в свету |
|
45 |
- |
Резервная графа |
|
46 |
Вр. до залив. |
Время выдержки формы до заливки |
|
47 |
Т-ра мет. |
Температура металла при заливке в форму |
|
48 |
Т-ра формы |
Температура формы при заливке |
|
49 |
ЕК |
Емкость ковша |
|
50 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
51 |
Терм. обработка |
Термическая обработка отливок. Указывают необходимость термообработки |
|
52 |
Очистка отл. |
Очистка отливок. Указывают необходимость очистки |
|
53 |
- |
Резервная графа |
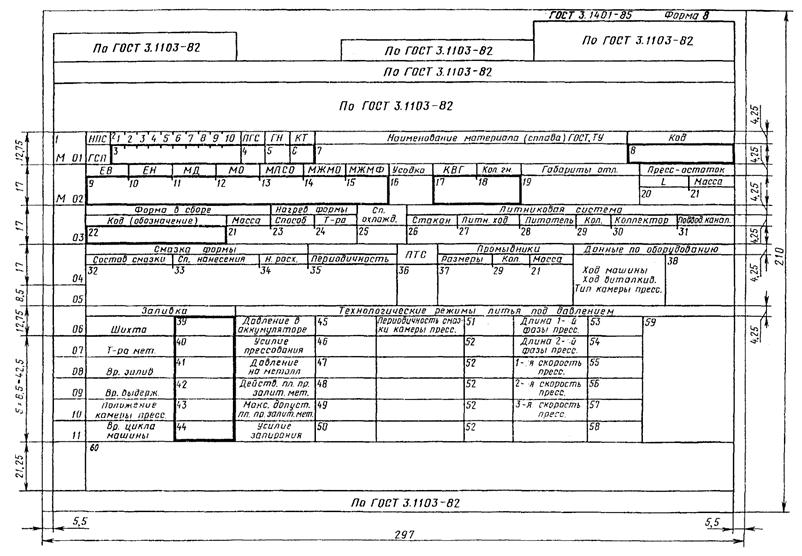
2.9. Заполнение граф формы 8 КТИ литья под давлением для различных типов производств следует выполнять в соответствии с табл. 11.
Таблица 11
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 17 |
В соответствии с табл. 9 |
|
|
18 |
Кол. гн. |
Количество гнезд в пресс-форме |
|
19 |
Габариты отл. |
Габаритные размеры отливки |
|
20 |
L |
Длина пресс-остатка |
|
21 |
Масса |
Масса пресс-остатка; пресс-формы в сборе; промывников |
|
22 |
Код (обозначение) |
Код (обозначение) формы в сборе |
|
23 |
Способ |
Способ нагрева формы |
|
24 |
Т-ра |
Температура нагрева формы |
|
25 |
Сп. охлажд. |
Способ охлаждения формы |
|
26 |
Стакан |
Диаметр стакана |
|
27 |
Литн. ход |
Площадь сечения литникового хода |
|
28 |
Сеч. питателя |
Площадь сечения питателя |
|
29 |
Кол. |
Количество питателей; промывников |
|
30 |
Коллектор |
Площадь сечения коллектора |
|
31 |
Подвод. канал |
Подводящий канал к коллектору |
|
32 |
Состав смазки |
Состав смазки |
|
33 |
Сп. нанесения |
Способ нанесения смазки |
|
34 |
Н. расх. |
Норма расхода смазки |
|
35 |
Периодичность |
Периодичность нанесения смазки |
|
36 |
ПТС |
Преобладающая толщина стенки отливки |
|
37 |
Размеры |
Размеры промывников |
|
38 |
Данные по оборудованию |
Данные по оборудованию (ход машины, ход выталкивателя, тип камеры прессования) |
|
39 |
Шихта |
Номер шихты |
|
40 |
Т-ра мет. |
Температура металла при заливки в форму |
|
41 |
Вр. залив. |
Время заполнения формы |
|
42 |
Вр. выдерж. |
Время выдержки отливки в форме |
|
43 |
Положение камеры пресс. |
Положение камеры прессования (вертикальное, горизонтальное) |
|
44 |
Вр. цикла машины |
Время цикла литейной машины |
|
45 |
Давление в аккумуляторе |
Давление в аккумуляторе |
|
46 |
Усилие прессования |
Усилие прессования |
|
47 |
Давление на металл |
Давление на металл |
|
48 |
Дейст. пл. пр. залит. мет. |
Действительная площадь проекции залитого металла |
|
49 |
Макс. допуст. пл. пр. залит. мет. |
Максимальная допустимая площадь проекции залитого металла |
|
50 |
Усилие запирания |
Усилие запирания |
|
51 |
Периодичность смазки камеры пресс. |
Периодичность смазки камеры прессования |
|
52 |
- |
Резервная графа |
|
53 |
Длина 1-й фазы пресс. |
Длина первой фазы прессования |
|
54 |
Длина 2-й фазы пресс. |
Длина второй фазы прессования |
|
55 |
1-я скорость пресс. |
Первая скорость прессования |
|
56 |
2-я скорость пресс. |
Вторая скорость прессования |
|
57 |
3-я скорость пресс. |
Третья скорость прессования |
|
58 |
- |
Резервная графа |
|
59 |
- |
Резервная графа |
|
60 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
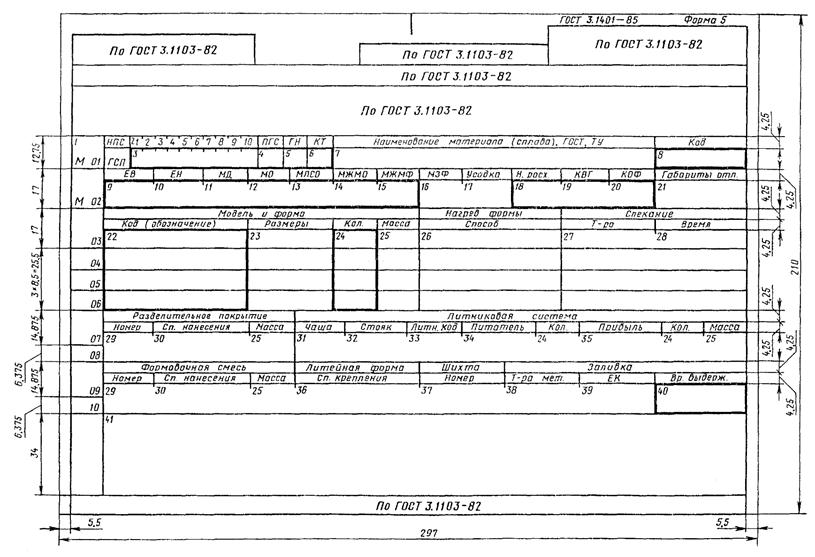
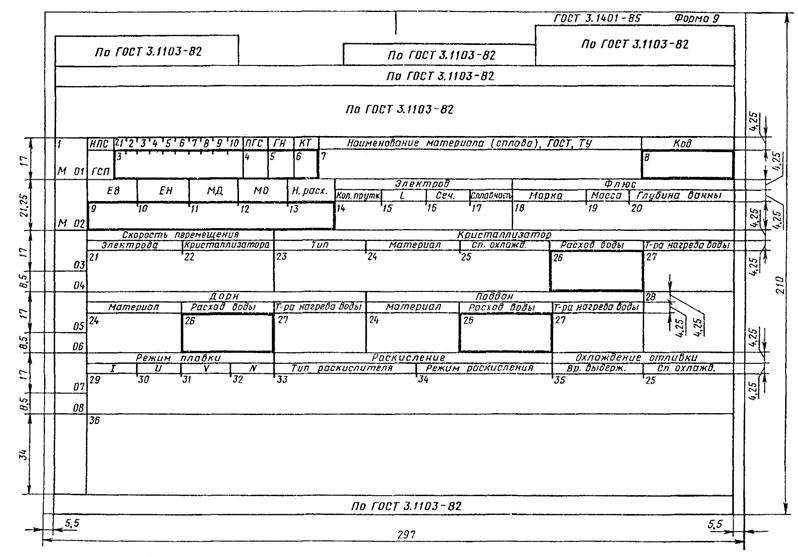
2.10. Заполнение граф формы 9 КТИ электрошлакового литья для различных типов производств следует выполнять в соответствии с табл. 12.
Таблица 12
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 - 12 |
В соответствии с табл. 3 |
|
|
13 |
Н. расх. |
Норма расхода материала электрода |
|
14 |
Кол. прутк. |
Количество элементов, составляющих электрод |
|
15 |
L |
Длина электрода |
|
16 |
Сеч. |
Сечение одного электрода |
|
17 |
Сплав. часть |
Длина сплавляемой части электрода |
|
18 |
Марка |
Марка флюса |
|
19 |
Масса |
Масса флюса (сухого) |
|
20 |
Глубина ванны |
Глубина шлаковой ванны (расчетная) |
|
21 |
Скорость перемещения электрода |
Скорость перемещения электрода |
|
22 |
Скорость перемещения кристаллизатора |
Скорость перемещения кристаллизатора |
|
23 |
Тип |
Тип кристаллизатора (подвижный, стационарный) |
|
24 |
Материал |
Материал рабочей поверхности кристаллизатора; дорна; поддона |
|
25 |
Сп. охлажд. |
Способ охлаждения кристаллизатора; отливки |
|
26 |
Расход воды |
Расход воды в кристаллизаторе; в дорне; в поддоне |
|
27 |
Т-ра нагрева воды |
Температура нагрева воды на выходе из кристаллизатора; дорна; поддона |
|
28 |
- |
Резервная графа |
|
29 |
I |
Рабочий ток |
|
30 |
U |
Рабочее напряжение |
|
31 |
v |
Скорость плавки - производительность |
|
32 |
N |
Мощность процесса (расчетная) |
|
33 |
Тип раскислителя |
Наименование и марка раскислителя, ГОСТ, ТУ |
|
34 |
Режим раскисления |
Режим раскисления |
|
35 |
Вр. выдерж. |
Время выдержки отливки в кристаллизаторе до полной кристаллизации |
|
36 |
- |
Графа предназначена для особых указаний и внесения дополнительных граф |
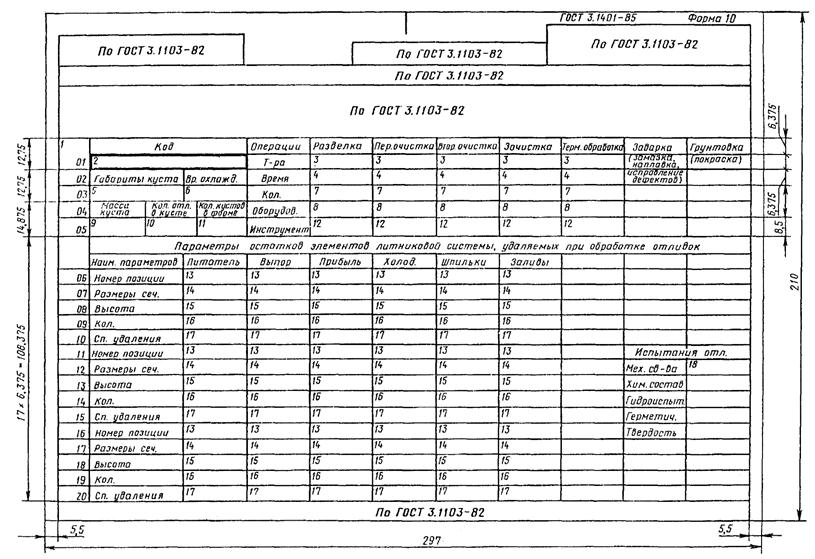
2.11. Заполнение граф формы 10 КТИ обработки (зачистки) отливок следует выполнять в соответствии с табл. 13.
Таблица 13
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 |
Обозначение служебного символа и номер строки. Запись выполняют на уровне одной строки. |
|
|
2 |
Код |
Код куста отливок (может совпадать с кодом отливки) |
|
3 |
Т-ра |
Температурный режим: температура куста отливок при разделке, первичной очистке, зачистке; температура нагрева отливок при термической обработке |
|
4 |
Время |
Время нагрева отливки при термической обработке |
|
5 |
Габариты куста |
Габаритные размеры куста (наибольшие) |
|
6 |
Вр. охлажд. |
Время охлаждения отливок после выбивки для охлаждения до требуемой для дальнейшей обработки температуры |
|
7 |
Кол. |
Количество (масса) расходного материала, применяемого при выполнении технологических операций на единицу или партию изделий-отливок |
|
8 |
Оборудование |
Оборудование (тип, модель), применяемое при выполнении операции |
|
9 |
Масса куста |
Масса куста |
|
10 |
Кол. отл. в кусте |
Количество отливок в кусте |
|
11 |
Кол. кустов в форме |
Количество кустов в форме |
|
12 |
Инструмент |
Инструмент, применяемый при выполнении операции |
|
13 |
Номер позиции |
Номер позиции удаляемых элементов литниковой системы и других элементов (из металла отливки), а также элементов, внесенных в форму (холодильники, шпильки и другие) |
|
14 |
Размеры сеч. |
Размеры сечения остатков элемента литниковой системы и других (после разделки куста), требующего зачистки или удаления |
|
15 |
Высота |
Высота остатка, требующего удаления |
|
16 |
Кол. |
Количество однотипных одноименных элементов |
|
17 |
Сп. удаления |
Способ удаления (снятия) остатка |
|
18 |
Испытания отл. |
Испытания отливок на соответствующие требования (ТУ и т.д.). Виды испытаний приведены примерно |
2.12. Заполнение граф форм 11 и 11a ОК следует выполнять в соответствии с табл. 14.
Таблица 14
|
Наименование (условное обозначение) графы |
Содержание информации, вносимой в графу |
|
|
1 |
Наименование операции |
Наименование операции |
|
2 |
Наименование оборудования |
Краткое наименование оборудования, тип, модель |
|
3 |
Код оборудования |
Код оборудования по классификатору |
|
4 |
Наименование материала |
Наименование материала |
|
5 |
МО |
Масса отливки |
|
6 |
То |
Суммарное основное время на операцию (переход) |
|
7 |
Тв |
Суммарное вспомогательное время на операцию (переход) |
|
8 |
Тп.з. |
Норма подготовительно-заключительного времени на операцию |
|
9 |
Тшт. |
Норма штучного времени на операцию |
|
10 |
Тц |
Время цикла |
|
11 |
Обозначение ИОТ |
Обозначение (номер) инструкции по охране труда |
|
12 |
- |
Обозначение служебного символа и номер строки. Запись следует выполнять в одну строку. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак Æ, например МÆ2 |
|
13 |
Пер. |
Номер перехода в технологической последовательности |
|
14 |
Содержание операции (перехода) |
Наименование и содержание операции (перехода) |
|
15 |
То |
Основное время на операцию (переход) |
|
16 |
Тв |
Вспомогательное время на операцию (переход) |
|
17 |
Поз. |
Номер позиции технологической оснастки, материала |
|
18 |
Наименование технологической оснастки, материала |
Наименование технологической оснастки, материала |
|
19 |
Код (обозначение) |
Код (обозначение) технологической оснастки, материала по классификатору |
|
20 |
ЕВ |
Код единицы величины (массы) детали, отливки по классификатору СОЕИ |
|
21 |
Н. расх. |
Норма расхода материала или количество применяемой оснастки |
2.13. Размеры граф форм документов следует выбирать в соответствии с табл. 15, исходя из шага печатающих устройств 2,6 мм.
Для этих же целей допускается использовать свободную графу 23 блока Б5 по ГОСТ 3.1103.
2.15. При необходимости указания кода отливки данную информацию следует записывать в графе 2 основной надписи по ГОСТ 3.1103 в две строки: в верхней части - обозначение детали по конструкторскому документу, в нижней части - код отливки по классификатору.
Для указания кода отливки допускается использовать свободную графу 23 блока Б5 по ГОСТ 3.1103.
2.16. При оформлении комплектов документов на технологические процессы следует руководствоваться:
- для ЕТП - по ГОСТ 3.1119;
- для ТТП, ГТП - по ГОСТ 3.1121.
2.17. При автоматизированном проектировании документов с использованием максимальной значности печатаемых символов (до 128 символов) алфавитно-цифровых печатающих устройств ЭВМ (АЦПУ ЭВМ)) допускается изменение ширины формата документов до 325,12 мм или 332,8 мм (при шаге печатающих устройств соответственно 2,54 или 2,6 мм).
Изменение ширины формата документов следует производить кратно размерам соответствующих граф в строке, без изменения порядка их расположения.
Таблица 15
|
Размеры граф в формах документов |
||||||||||||||||||||||||
|
Форма 1б |
Форма 2 |
Форма 4 |
Форма 5 |
Форма 6 |
Форма 7 |
Форма 8 |
Форма 9 |
Форма 10 |
||||||||||||||||
|
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
мм |
кол. знаков |
|
|
1 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
98,8 |
38 |
|
2 |
54,6 |
21 |
15,6 |
6 |
54,6 |
21 |
54,6 |
21 |
15,6 |
6 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
65,0 |
25 |
67,6 |
26 |
|
3 |
54,6 |
21 |
7,8 |
3 |
54,6 |
21 |
54,6 |
21 |
15,6 |
6 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
54,6 |
21 |
26,0 |
10 |
59,8 |
23 |
|
4 |
10,4 |
4 |
39,0 |
15 |
10,4 |
4 |
10,4 |
4 |
59,8 |
23 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
26,0 |
10 |
78,0 |
30 |
|
5 |
10,4 |
4 |
15,6 |
6 |
10,4 |
4 |
10,4 |
4 |
39,0 |
15 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
39,0 |
15 |
20,8 |
8 |
|
6 |
10,4 |
4 |
23,4 |
9 |
10,4 |
4 |
10,4 |
4 |
13,0 |
5 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
26,0 |
10 |
20,8 |
8 |
|
7 |
62,4 |
24 |
10,4 |
4 |
137,8 |
53 |
96,2 |
37 |
26,0 |
10 |
137,8 |
53 |
137,8 |
53 |
137,8 |
53 |
137,8 |
53 |
137,8 |
53 |
26,0 |
10 |
18,2 |
7 |
|
8 |
33,8 |
13 |
15,6 |
6 |
39,0 |
15 |
33,8 |
13 |
26,0 |
10 |
39,0 |
15 |
39,0 |
15 |
39,0 |
15 |
39,0 |
15 |
39,0 |
15 |
26,0 |
10 |
18,2 |
7 |
|
9 |
10,4 |
4 |
7,8 |
3 |
18,2 |
7 |
46,8 |
18 |
49,4 |
19 |
20,8 |
8 |
20,8 |
8 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
23,4 |
9 |
20,8 |
8 |
|
10 |
13,0 |
5 |
18,2 |
7 |
18,2 |
7 |
10,4 |
4 |
26,0 |
10 |
20,8 |
8 |
20,8 |
8 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
20,8 |
8 |
20,8 |
8 |
|
11 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
15,6 |
6 |
52,0 |
20 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
20,8 |
8 |
67,6 |
26 |
|
12 |
18,2 |
7 |
23,4 |
9 |
18,2 |
7 |
18,2 |
7 |
39,0 |
15 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
13,0 |
5 |
|
13 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
13,0 |
5 |
|
14 |
18,2 |
7 |
13,0 |
5 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
26,0 |
10 |
241,8 |
93 |
|
15 |
18,2 |
7 |
13,0 |
5 |
18,2 |
7 |
20,8 |
8 |
26,0 |
10 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
|
16 |
18,2 |
7 |
13,0 |
5 |
18,2 |
7 |
20,8 |
8 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
|
17 |
18,2 |
7 |
10,4 |
4 |
18,2 |
7 |
20,8 |
8 |
26,0 |
10 |
20,8 |
8 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
31,2 |
12 |
26,0 |
10 |
13,0 |
5 |
|
18 |
18,2 |
7 |
52,0 |
20 |
18,2 |
7 |
18,2 |
7 |
39,0 |
15 |
20,8 |
8 |
18,2 |
7 |
20,8 |
8 |
18,2 |
7 |
31,2 |
12 |
26,0 |
10 |
171,6 |
66 |
|
19 |
13,0 |
5 |
31,2 |
12 |
18,2 |
7 |
28,6 |
11 |
26,0 |
10 |
20,8 |
8 |
18,2 |
7 |
20,8 |
8 |
52,0 |
20 |
18,2 |
7 |
- |
- |
59,8 |
23 |
|
20 |
10,4 |
4 |
10,4 |
4 |
18,2 |
7 |
20,8 |
8 |
39,0 |
15 |
20,8 |
8 |
18,2 |
7 |
20,8 |
8 |
20,8 |
8 |
39,0 |
15 |
- |
- |
10,4 |
4 |
|
21 |
36,4 |
14 |
10,4 |
4 |
54,6 |
21 |
39,0 |
15 |
26,0 |
10 |
39,0 |
15 |
39,0 |
15 |
39,0 |
15 |
18,2 |
7 |
39,0 |
15 |
- |
- |
18,2 |
7 |
|
22 |
15,6 |
6 |
26,0 |
10 |
54,6 |
21 |
23,4 |
9 |
26,0 |
10 |
59,8 |
23 |
62,4 |
24 |
59,8 |
23 |
59,8 |
23 |
39,0 |
15 |
- |
- |
- |
- |
|
23 |
39,0 |
15 |
- |
- |
36,4 |
14 |
18,2 |
7 |
26,0 |
10 |
36,4 |
14 |
20,8 |
8 |
18,2 |
7 |
18,2 |
7 |
39,0 |
15 |
- |
- |
- |
- |
|
24 |
36,4 |
14 |
- |
- |
18,2 |
7 |
18,2 |
7 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
39,0 |
15 |
- |
- |
- |
- |
|
25 |
13,0 |
5 |
- |
- |
72,8 |
28 |
20,8 |
8 |
26,0 |
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
20,8 |
8 |
39,0 |
15 |
- |
- |
- |
- |
|
26 |
18,2 |
7 |
- |
- |
23,4 |
9 |
20,8 |
8 |
26,0 |
10 |
59,8 |
23 |
20,8 |
8 |
18,2 |
7 |
20,8 |
8 |
39,0 |
15 |
- |
- |
- |
- |
|
27 |
18,2 |
7 |
- |
- |
23,4 |
9 |
18,2 |
7 |
- |
- |
41,6 |
16 |
41,6 |
16 |
18,2 |
7 |
26,0 |
10 |
39,0 |
15 |
- |
- |
- |
- |
|
28 |
18,2 |
7 |
- |
- |
23,4 |
9 |
18,2 |
7 |
- |
- |
39,0 |
15 |
52,0 |
20 |
26,0 |
10 |
23,4 |
9 |
39,0 |
15 |
- |
- |
- |
- |
|
29 |
18,2 |
7 |
- |
- |
20,8 |
8 |
18,2 |
7 |
- |
- |
20,8 |
8 |
18,2 |
7 |
15,6 |
6 |
15,6 |
6 |
20,8 |
8 |
- |
- |
- |
- |
|
30 |
18,2 |
7 |
- |
- |
72,8 |
28 |
18,2 |
7 |
- |
- |
39,0 |
15 |
20,8 |
8 |
20,8 |
8 |
28,6 |
11 |
18,2 |
7 |
- |
- |
- |
- |
|
31 |
18,2 |
7 |
- |
- |
54,6 |
21 |
36,4 |
14 |
- |
- |
23,4 |
9 |
41,6 |
16 |
26,0 |
10 |
23,4 |
9 |
20,8 |
8 |
- |
- |
- |
- |
|
32 |
18,2 |
7 |
- |
- |
18,2 |
7 |
36,4 |
14 |
- |
- |
26,0 |
10 |
31,2 |
12 |
20,8 |
8 |
36,4 |
14 |
18,2 |
7 |
- |
- |
- |
- |
|
33 |
23,4 |
9 |
- |
- |
72,8 |
28 |
36,4 |
14 |
- |
- |
23,4 |
9 |
18,2 |
7 |
20,8 |
8 |
36,4 |
14 |
59,8 |
23 |
- |
- |
- |
- |
|
34 |
15,6 |
6 |
- |
- |
13,0 |
5 |
36,4 |
14 |
- |
- |
31,2 |
12 |
28,6 |
11 |
36,4 |
14 |
20,8 |
8 |
57,2 |
22 |
- |
- |
- |
- |
|
35 |
52,0 |
20 |
- |
- |
65,0 |
25 |
23,4 |
9 |
- |
- |
36,4 |
14 |
31,2 |
12 |
18,2 |
7 |
36,4 |
14 |
39,0 |
15 |
- |
- |
- |
- |
|
36 |
18,2 |
7 |
- |
- |
46,4 |
14 |
23,4 |
9 |
- |
- |
54,6 |
21 |
59,8 |
23 |
18,2 |
7 |
18,2 |
7 |
273,0 |
105 |
- |
- |
- |
- |
|
37 |
18,2 |
7 |
- |
- |
85,8 |
33 |
23,4 |
9 |
- |
- |
36,4 |
14 |
20,8 |
8 |
36,4 |
14 |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
38 |
18,2 |
7 |
- |
- |
31,2 |
12 |
23,4 |
9 |
- |
- |
31,2 |
12 |
20,8 |
8 |
20,8 |
8 |
28,6 |
11 |
- |
- |
- |
- |
- |
- |
|
39 |
15,6 |
6 |
- |
- |
18,2 |
7 |
23,4 |
9 |
- |
- |
33,8 |
13 |
20,8 |
8 |
62,4 |
24 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
40 |
13,0 |
5 |
- |
- |
20,8 |
8 |
205,4 |
79 |
- |
- |
39,0 |
15 |
20,8 |
8 |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
41 |
13,0 |
5 |
- |
- |
20,8 |
8 |
26,0 |
10 |
- |
- |
273,0 |
105 |
20,8 |
8 |
41,6 |
16 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
42 |
20,8 |
8 |
- |
- |
140,4 |
54 |
26,0 |
10 |
- |
- |
- |
- |
20,8 |
8 |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
43 |
7,8 |
3 |
- |
- |
- |
- |
26,0 |
10 |
- |
- |
- |
- |
210,6 |
81 |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
44 |
13,0 |
5 |
- |
- |
- |
- |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
45 |
39,0 |
15 |
- |
- |
- |
- |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
39,0 |
15 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
46 |
13,0 |
5 |
- |
- |
- |
- |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
47 |
13,0 |
5 |
- |
- |
- |
- |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
36,4 |
14 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
48 |
13,0 |
5 |
- |
- |
- |
- |
208,0 |
80 |
- |
- |
- |
- |
- |
- |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
49 |
18,2 |
7 |
- |
- |
- |
- |
39,0 |
15 |
- |
- |
- |
- |
- |
- |
18,2 |
7 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
50 |
13,0 |
5 |
- |
- |
- |
- |
36,4 |
14 |
- |
- |
- |
- |
- |
- |
26,0 |
10 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
|
51 |
18,2 |
7 |
- |
- |
- |
- |
59,8 |
23 |
- |
- |
- |
- |
- |
- |
36,4 |
14 |
20,8 |
8 |
- |
- |
- |
- |
- |
- |
|
52 |
18,2 |
7 |
- |
- |
- |
- |
15,6 |
6 |
- |
- |
- |
- |
- |
- |
36,4 |
14 |
20,8 |
8 |
- |
- |
- |
- |
- |
- |
|
53 |
18,2 |
7 |
- |
- |
- |
- |
62,4 |
24 |
- |
- |
- |
- |
- |
- |
59,8 |
23 |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
54 |
18,2 |
7 |
- |
- |
- |
- |
36,4 |
14 |
- |
- |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
55 |
18,2 |
7 |
- |
- |
- |
- |
15,6 |
6 |
- |
- |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
56 |
23,4 |
9 |
- |
- |
- |
- |
20,8 |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
57 |
18,2 |
7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
58 |
46,8 |
18 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- |
- |
- |
- |
- |
|
59 |
54,6 |
21 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
39,0 |
15 |
- |
- |
- |
- |
- |
- |
|
60 |
28,6 |
11 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
273,0 |
105 |
- |
- |
- |
- |
- |
- |
|
61 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
62 |
18,2 |
7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
63 |
18,2 |
7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
64 |
26,0 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
31,2 |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
66 |
44,2 |
17 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
67 |
36,4 |
14 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
68 |
57,2 |
22 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
69 |
137,8 |
53 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Примечания:
1. Возможное количество знаков вносимой информации в графу на один знак меньше соответствующего размера ширины графы, указанного в таблице.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3. В целях повышения объема размещаемой информации в формах документов допускается высоту строки изменять с 8,5 мм на 6,38 мм.
Карта технологической информации к ЕТП (ТТП, ГТП)
литья в песчаные формы для единичного
и мелкосерийного производства отливок из чугуна
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) литья различных способов и типов производств
(последующие лист или листы)
Ведомость стержней к КТИ на процессы для единичного и мелкосерийного производств различных способов литья
(последующий лист или листы)
Карта технологической информации к ЕТП (ТТП, ГТП)
литья в песчаные формы для серийного,
массового производства отливок из чугуна
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП)
литья в песчаные формы для различных
типов производств стальных отливок, а
также отливок из специальных и цветных сплавов
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП)
литья в песчаные формы для различных
типов производств стальных отливок, отливок из специальных и цветных сплавов, а
также изготовления
литейных стержней
(последующие листы)
Карта технологической информации к ЕТП (ТТП, ГТП) для серийного (массового) производства литейных стержней
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) литья в оболочковые формы для различных типов производств
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) литья в кокиль для различных типов производств
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) литья по выплавляемым моделям для различных типов производств
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) литья под давлением для различных типов производств
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) электрошлакового литья для различных типов производств
(первый или заглавный лист)
Карта технологической информации к ЕТП (ТТП, ГТП) обработки (зачистки) отливок
(первый или заглавный лист)
Операционная карта (универсальная) для серийного и массового производств
(первый или заглавный лист)
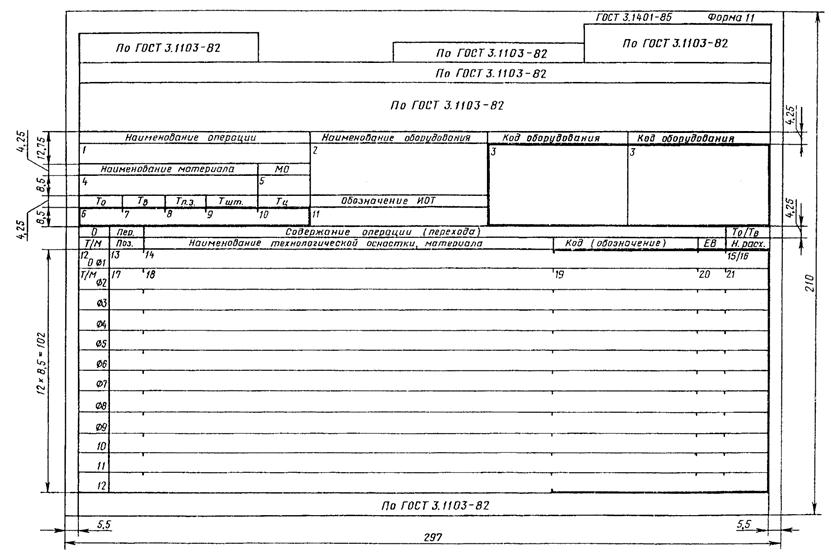
Операционная карта (универсальная) для серийного и массового производств
(последующие листы)

При автоматизированном проектировании допускается в формах документов не указывать вертикальные разделительные линии, ограничивающие ширину формата. В этом случае допускается увеличение ширины одной из граф строки на два знака.
Формам документов, предназначенным для автоматизированного проектирования с максимальной значностью АЦПУ ЭВМ, следует присваивать обозначение тех форм по настоящему стандарту, на основе которых вносились соответствующие изменения.
В целях различия бланков для форм документов, применяемых в условиях САПР, следует добавлять дополнительно слово «САПР», например «Форма I САПР».
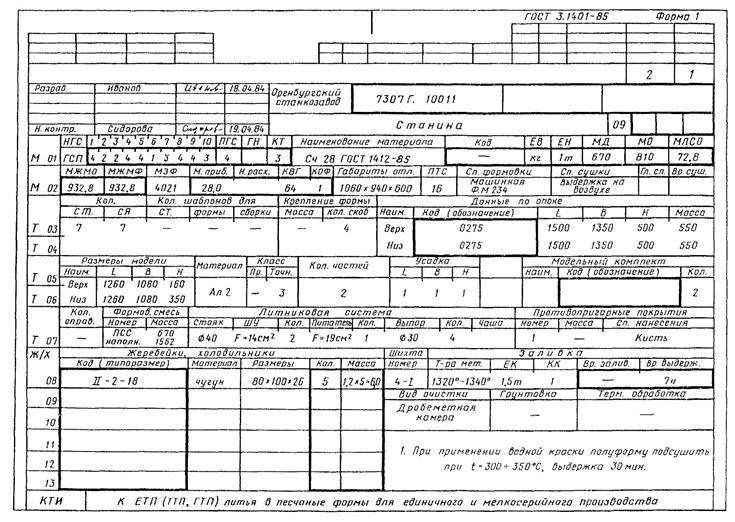
В приложении 1 приведен пример построения КТИ (форма 1).
2.18. Для описания данных в формах документов к некоторым типам строк указывают конкретный служебный символ.
Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Служебные символы в графах форм документов рекомендуется выполнять типографским или другим способом, применяемым при размножении бланков.
2.19. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464.
Допускается разделение графы сплошной вертикальной линией.
2.20. Пример оформления комплекта документов на ЕТП литья в песчаные формы приведен в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
(первый или заглавный лист)
ПРИЛОЖЕНИЕ 2
(Рекомендуемое)
Пример оформления комплекта документов на ЕТП литья отливок из чугуна в песчаные формы
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Министерством станкостроительной и инструментальной промышленности, Министерством тракторного и сельскохозяйственного машиностроения
2. ВНЕСЕН Государственным комитетом СССР по стандартам
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 мая 1985 г. № 1514
3. ВЗАМЕН ГОСТ 3.1401-74, ГОСТ 3.1425-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ПЕРЕИЗДАНИЕ. Апрель 20063 г.
СОДЕРЖАНИЕ