МИНИСТЕРСТВО НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ
ВСЕСОЮЗНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
РАЗРАБОТКИ И ЭКСПЛУАТАЦИИ НЕФТЕПРОМЫСЛОВЫХ ТРУБ
(ВНИИТнефть)
ТЕХНОЛОГИЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
КРЮКОБЛОКОВ И КРЮКОВ
ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ
РД 39-0147014-527-86
Куйбышев 1986
Руководящий документ разработан Всесоюзным научно-исследовательским институтом разработки и эксплуатации нефтепромысловых труб.
Директор института С. М. Данелянц.
Составители: С. Л. Добрынин, С. М. Павлова, В. Ф. Мелешин, Н. Н. Лебедева, М. П. Королев, В. Н. Альдебенев.
Согласован:
с начальником Управления главного механика Миннефтепрома Б. Н. Коломацким,
с начальником Технического управления Миннефтепрома Г. И. Григоращенко.
Утвержден первым заместителем министра нефтяной промышленности В. И. Игревским 14 марта 1986 года.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ТЕХНОЛОГИЯ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КРЮКОБЛОКОВ
И КРЮКОВ ГРУЗОПОДЪЕМНЫХ МЕХАНИЗМОВ
РД 39-0147014-527-86
Вводится впервые
Срок введения установлен с 01.04.1986 г.
Срок действия до 31.12.1989 г.
В настоящем документе излагается технология неразрушающего контроля крюкоблоков и крюков грузоподъемных механизмов с применением визуального, магнитного и акустического методов контроля при их ремонте.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Согласно «Инструкции по проведению дефектоскопии бурового, нефтепромыслового оборудования и инструмента на предприятиях и в объединениях Министерства нефтяной промышленности»* крюкоблоки и крюки должны подвергаться неразрушающему контролю (НК). Детали, подвергаемые НК, перечислены в табл. 1 и показаны на рис. 1.
*Министерство нефтяной промышленности. Инструкция по проведению дефектоскопии бурового, нефтепромыслового оборудования на предприятиях и в объединениях Министерства нефтяной промышленности: Утв. 13.12.77/ Миннефтепром. - Уфа: Б. и., 1977. - 19 с.
1.2. По настоящему документу НК крюкоблоков и крюков должен выполняться на центральных базах производственного обслуживания и на ремонтно-механических заводах В/О «Союзнефтемашремонт» при капитальном ремонте.
1.3. При НК крюкоблоков и крюков по настоящей технологии выявляются поверхностные и подповерхностные дефекты типа трещин, надрывов, раковин и другие нарушения сплошности металла.
Детали крюкоблока и крюка, подвергаемые НК
|
Метод НК |
Возможные дефекты в зонах НК |
Обозначение контролируемых деталей на рис. 1 |
|
|
Центральный рог |
Визуальный, магнитопорошковый |
Трещины любого характера и расположения |
1 |
|
Ствол |
Визуальный, ультразвуковой (УЗК), феррозондовый |
Трещины любого характера и расположения. Износ, срыв и слом витков резьбы. Износ отверстий, трещины в зоне отверстий |
4 |
|
Гайка |
УЗК, магнитопорошковый |
Трещины любого характера и расположения. Износ, срыв и слом витков резьбы |
8 |
|
Стакан |
Визуальный, магнитопорошковый |
Трещины любого характера и расположения |
7 |
|
Ось крюка |
Визуальный, УЗК, магнитопорошковый |
Износ, трещины любого характера и расположения |
3 |
|
Палец |
Визуальный, УЗК, магнитопорошковый |
Износ, трещины любого характера и расположения |
5 |
|
Штроп крюка |
УЗК, магнитопорошковый |
Трещины любого характера. Износ в зоне посадки на серьгу и в зоне отверстий |
- |
|
Ось блоков (шкивов) |
Визуальный, магнитопорошковый |
Трещины любого характера, износ, изгиб |
9 |
|
Щека правая (левая) |
УЗК, магнитопорошковый |
Усталостные трещины в зонах посадочных отверстий |
10 |
|
Корпус |
Визуальный, УЗК, магнитопорошковый |
Трещины, вмятины. Износ отверстий, трещины в зоне отверстий |
6 |
|
Боковой рог |
Визуальный, магнитопорошковый |
Трещины любого характера и расположения |
2 |
|
Шкив (блоки) |
Визуальный |
Обломы и трещины любого характера и расположения. Износ по внутренней поверхности профиля ручья (предельный износ 5 мм). Замер производится шаблоном. |
11 |
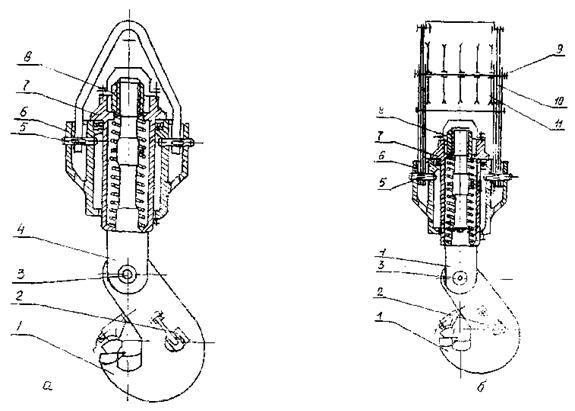
Рис. 1. Крюк (а) и крюкоблок (б):
1 - центральный рог; 2 - боковой рог; 3 - ось крюка; 4 - ствол; 5 - палец; 6 - корпус; 7 - стакан; 8 - гайка; 9 - ось блоков (шкивов); 10 - щека (правая, левая); 11 - шкив (блоки)
1.4. Периодичность контроля крюкоблоков и крюков обусловлена длительностью и структурой ремонтных циклов бурового оборудования.*
*Министерство нефтяной промышленности. Система технического обслуживания и планового ремонта бурового и нефтепромыслового оборудования в нефтяной промышленности. - 2-е изд., перераб. и доп. - М.: ВНИИОЭНГ, 1982. - 128 с.
2. АППАРАТУРА
2.2. Для проведения НК магнитным (магнитопорошковым) методом применяют дефектоскопы ПМД-70, МД-50П, МД-600 или аналогичные им.
2.3. Для проведения НК акустическим (ультразвуковым) методом применяют дефектоскопы ультразвуковые типа ДУК-66, ДУК-66ПМ, УД-10П, УД-10УА или аналогичные им, а также дефектоскопы УДМ-1М, УДМ-3.
2.4. Для контроля резьб феррозондовым методом применяют дефектоскоп МД-42К или аналогичное ему устройство.
2.5. Эксплуатация аппаратуры производится в соответствии с техническим описанием и инструкцией по эксплуатации.
2.6. Для НК оси и пальца штропа, резьбы ствола, гайки крюка и крюкоблока ультразвуковым методом применяют прямой или раздельно-совмещенный преобразователь с рабочей частотой 2,5 МГц.
2.7. Для НК в зоне отверстий в деталях крюка и крюкоблока применяют наклонный преобразователь с углом призмы 30, 40 и 50° и рабочей частотой 1,8-2,5 МГц.
2.8. Стандартный образец для настройки аппаратуры при контроле резьбы ствола (рис. 2) аналогичен стандартному образцу для контроля элеваторов (РД 39-12-960-83 «Методика неразрушающего контроля элеваторов и штропов»). Он представляет собой цилиндр диаметром 40 мм и длиной 200 мм, изготовленный из стали 40ХН, на котором имеются два контрольных дефекта - риски прямоугольного профиля глубиной 4 мм, смещенные по окружности на 180° и расположенные на расстояниях 100 и 150 мм от торца.
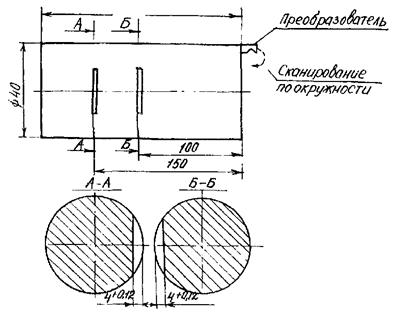
Рис. 2. Стандартный образец для контроля резьбы ствола
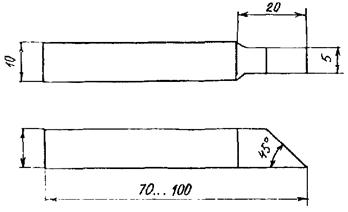
Рис. 3. Боек для изготовления искусственных дефектов типа зарубок
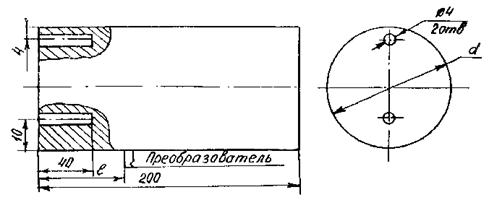
Рис. 4. Стандартный образец для контроля штропа (d - диаметр контролируемого штропа)
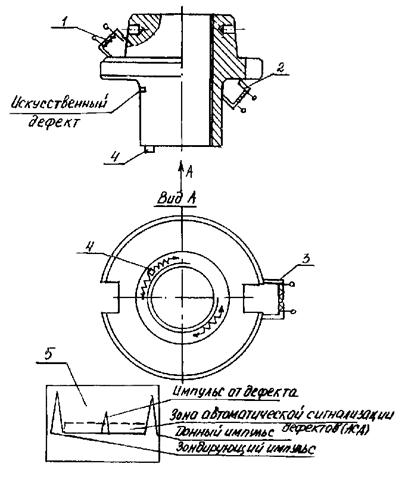
Рис. 5. Стандартный образец для контроля гайки крюка:
1, 2, 3 - П-образный электромагнит; 4 - ультразвуковой преобразователь; 5 - изображения на экране дефектоскопа
Контрольные дефекты наносятся дисковой фрезой толщиной 1 - 1,5 мм и диаметром 60 мм.
Для настройки чувствительности при контроле отверстия на стволе на части вилки списанного ствола наносят зарубку площадью 15 мм2 (3 мм ´ 5 мм). Зарубку наносят с помощью специального бойка, который показан на рис. 3.
2.9. Стандартный образец для контроля штропа (рис. 4) длиной 200 мм изготавливается из материала штропа или вырезается из струны списанного штропа. Образец имеет два контрольных дефекта (плоскодонные сверления) диаметром 4 мм и глубиной 40 мм, нанесенные с торцовой поверхности образца, как показано на рис. 4.
Контрольные дефекты наносят цилиндрической фрезой диаметром 4 мм или сверлом диаметром 3,8 мм, а затем разверткой диаметром 4 мм.
2.10. Стандартный образец для настройки аппаратуры при контроле гайки ствола (рис. 5) изготавливается из бездефектной гайки списанного крюка контролируемого типоразмера. На образец наносят искусственный дефект в виде пропила (глубина 4 мм) в зоне перехода цилиндрической части к опорной поверхности. Пропил наносят дисковой фрезой диаметром 60 мм, толщиной 1-1,5 мм.
2.11. Настройку чувствительности аппаратуры при контроле оси и пальца производят по стопорной канавке на самой контролируемой детали.
2.12. Настройку чувствительности аппаратуры при контроле корпуса крюка и крюкоблока осуществляют по зарубке площадью 15 мм2, которую наносят на части списанного корпуса.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Работы по НК крюкоблоков и крюков выполняют лаборатории или другие службы НК предприятий.
3.2. НК проводит специально обученный персонал, имеющий удостоверения установленного образца.
3.3. Крюкоблоки и крюки представляют на НК в комплекте. К комплекту обязательно прилагается паспорт. Крюкоблоки и крюки должны быть очищены от грязи, масел, ржавчины. Особенно тщательно должны быть очищены зоны, подвергаемые НК.
3.4. На месте проведения НК должны иметься:
- подводка от сети переменного тока напряжением 127/220 В. Колебания напряжения не должны превышать ± 5 %. В том случае, если колебания напряжения выше, применять стабилизатор;
- подводка шины «Земля»;
- обезжиривающие смеси и вода для промывки;
- обтирочный материал;
- набор средств для визуального контроля и измерения линейных размеров;
- аппаратура с комплектом приспособлений;
- магнитная суспензия или компоненты, необходимые для ее приготовления;
- компоненты, необходимые для приготовления контактной среды;
- набор средств для разметки и маркировки.
Подготовка к магнитопорошковому контролю
3.5. Для НК крюкоблоков и крюков магнитопорошковым методом рекомендуется переносный магнитный дефектоскоп ПМД-70 или передвижной магнитный дефектоскоп МД-50П.
3.6. Намагничивание в зонах контроля крюкоблоков и крюков производят с помощью накладных П-образных электромагнитов, входящих в комплекты магнитных дефектоскопов.
3.7. Проверку технического состояния дефектоскопа производят по контрольному образцу, прилагаемому к дефектоскопу, в соответствии с техническим описанием.
3.8. Нанесение магнитного порошка производится двумя способами: сухим и мокрым. В первом случае для обнаружения дефектов применяют сухой магнитный порошок, во втором - магнитную суспензию (взвесь магнитного порошка в дисперсионной среде).
Для контроля используется черный магнитный порошок (ТУ 6-14-1009-79), выпускаемый Кемеровским анилинокрасочным заводом, черная ЧВ-1 или красная КВ-1 водные пасты (ТУ 6-09-48-23-80), выпускаемые опытным заводом ВНИИреактивэлектрон, магнитно-люминесцентный порошок «Люмагпор-1» (ТУ 6-14-295-77), выпускаемый НПО «Краситель» (г. Рубежное Ворошиловградской обл.), магнитно-люминесцентные пасты МЛ-1, МЛ-2.
3.9. При магнитопорошковом контроле применяются суспензии следующих составов:
Состав 1
Черный магнитный порошок, г 20-30
Хромпик калиевый, г 4±1
Сода кальцинированная, г 10±1
Эмульгатор ОП-7 или ОП-10, г 5±1
Вода, мл До 1000
Состав 2
Кальций двухромовокислый, г 3,5+0,5
Сода кальцинированная, г 7±1
Смачиватель, г 1,4
Антивспениватель, г 0,179
Вода, мл 700
«Люмагпор-1», г 3,5±0,5
Состав 3
Магнитная паста ЧВ-1 или КВ-1, г 50±5
Вода, мл До 1000
3.10. Магнитную суспензию необходимо содержать в чистоте, не допуская загрязнения ее пылью, песком, волокнами от обтирочных материалов и пр.
3.11. Технология контроля магнитопорошковым методом в соответствии с ГОСТ 21105-75 состоит из следующих операций:
- подготовка изделия к контролю;
- намагничивание;
- нанесение магнитного порошка или суспензии;
- осмотр изделия;
- разбраковка;
- размагничивание.
3.12. Проверяемые поверхности крюкоблоков и крюков тщательно очищают от грязи, смазки, окалины. В случае применения сухого порошка их обезжиривают. Шероховатость поверхности должна быть не более 40 мкм.
3.13. Для лучшего распознавания дефектов на темных поверхностях проверяемые участки рекомендуется покрыть тонким слоем светлой быстро высыхающей краски. Толщина слоя краски не должна превышать 0,1 мм.
Подготовка к контролю ультразвуковым методом
3.14. Рабочая частота при ультразвуковом методе контроля, исходя из шероховатости контролируемой поверхности элементов крюкоблока и крюка, выбрана равной 2,5 МГц.
3.15. В качестве контактной среды используется солидол или технический вазелин, надежный акустический контакт обеспечивает солидол с добавлением машинного масла.
3.16. Настройку дефектоскопа на заданную чувствительность производят по образцам, которые входят в комплект дефектоскопа, а затем по стандартным образцам или по зарубке на самой детали, для чего на поверхность ввода (поверхность контролируемого объекта, через которую вводятся упругие, колебания) наносят контактную среду и устанавливают ультразвуковой преобразователь. При этом должны быть убраны мешающие шумы в зоне действия АСД потенциометром «Отсечка шумов».
3.17. После настройки дефектоскопа с помощью переключателя «Ослабление» повышают чувствительность дефектоскопа на 3-4 дБ по сравнению с чувствительностью фиксации и ведут поиск дефектов.
4. ПОРЯДОК КОНТРОЛЯ
4.1. После очистки детали крюка и крюкоблока подвергаются визуальному контролю невооруженным глазом и с помощью оптических средств, указанных в п. 2.1. При этом выявляют крупные трещины, задиры, остаточную деформацию, подрезы, следы наклепа и т.д.
4.2. При обнаружении трещин или следов заварки трещин деталь бракуется.
4.3. Контроль размеров крюка и крюкоблока производят в соответствии с технической документацией на их ремонт.
Измерительный инструмент для контроля размеров и критерии оценки годности деталей приводятся в картах контроля на ремонт.
Контроль центрального рога крюка
4.4. У центрального рога контролируется отверстие под ось и зона посадки штропа (рис. 6-8).
4.5. Контроль указанных зон ведется магнитопорошковым методом в приложенном поле с использованием приставного П-образного электромагнита. НК осуществляется по участкам. Электромагнит передвигают таким образом, чтобы в контролируемой зоне не оставалось непроверенных участков.
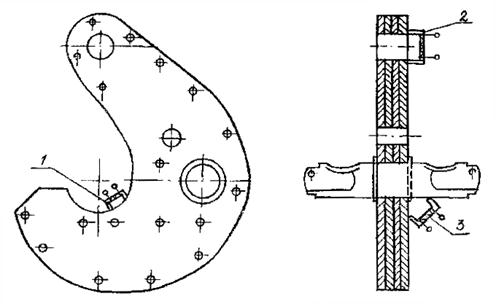
Рис. 6. Рог центральный:
1, 2, 3 - П-образный электромагнит
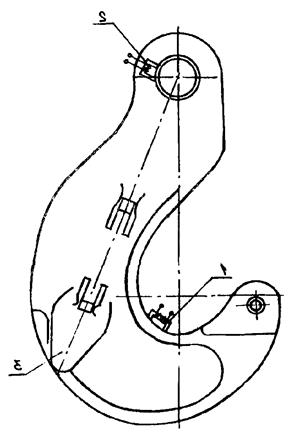
Рис. 7. Крюк литой:
1, 2 - П-образный электромагнит; 3 - боковой рог
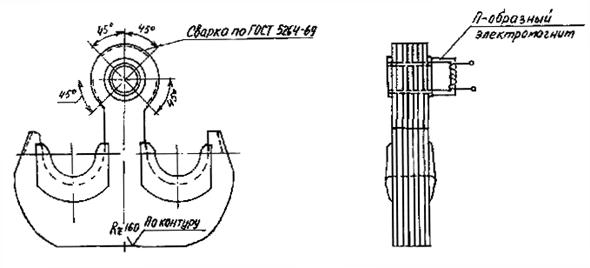
Рис. 8. Крюк двурогий
4.6. В процессе намагничивания на участок контроля (зону между полюсами электромагнита) наносят сухой магнитный порошок или водную магнитную суспензию. При этом намагничивание должно продолжаться до полного стекания суспензии, после чего производится осмотр контролируемых поверхностей.
4.7. По настоящей методике обнаруживают трещины раскрытием (шириной) более 25 мкм и глубиной около 250 мкм, что соответствует условному уровню чувствительности В по ГОСТ 21105-75.
4.8. В случае обнаружения трещин крюк бракуется.
Контроль ствола крюка
4.9. В стволе крюка (рис. 9) контролю подвергаются резьба и участки вокруг отверстий под ось.
4.10. Основными методами контроля являются визуальный, феррозондовый и ультразвуковой.
4.11. Резьба ствола перед контролем должна быть тщательно очищена и обезжирена. Торцовые поверхности должны быть гладкими, без заусенцев и задиров.
4.12. Контроль резьбы феррозондовым методом с помощью дефектоскопа МД-42К ведется в зоне последних трех витков. При этом необходимо следить за постоянством контакта преобразователя с контролируемой резьбой.
4.13. При контроле ультразвуковым методом рабочую настройку дефектоскопа проводят по стандартному образцу (п. 2.8).
Прямой ультразвуковой преобразователь с рабочей частотой 2,5 МГц прижимают к предварительно смазанному контактной средой торцу стандартного образца и, медленно перемещая его зигзагообразно по окружности торца, находят положение с максимальными амплитудами от контрольных дефектов.
4.14. Регулировкой ручек временной развертки чувствительности ВРЧ и «Ослабление» выравнивают амплитуды эхоимпульсов от контрольных дефектов и устанавливают их величину в пределах 2/3 высоты экрана дефектоскопа.
4.15. Зону автоматической сигнализации дефектоскопа устанавливают таким образом, чтобы начало зоны находилось на 2-3 мм левее эхоимпульса от ближнего дефекта, а конец на 5-8 мм правее эхоимпульса от дальнего дефекта.
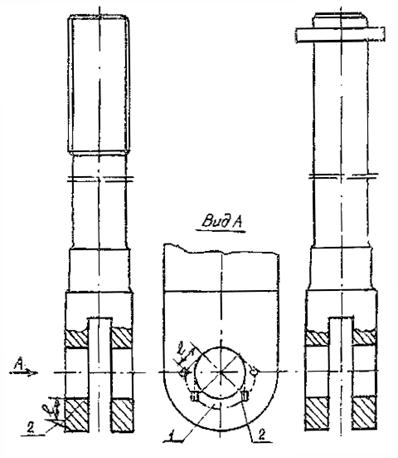
Рис. 9. Ствол крюка:
1 - линия сканирования УЗ-преобразователя; 2 - ультразвуковой преобразователь
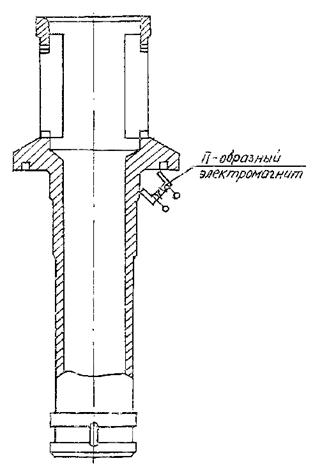
Рис. 10. Стакан
4.16. Чувствительность блока АСД регулируется так, чтобы включение его происходило при амплитуде сигнала, равной половине амплитуды эхо-сигналов от контрольных дефектов.
4.17. Перед контролем с помощью переключателя «Ослабление» повышают чувствительность дефектоскопа по сравнению с чувствительностью оценки на образце на 3-5 дБ и ведут поиск дефектов.
4.18. Контроль участков резьбы на поисковой чувствительности производят, перемещая преобразователь зигзагообразно по окружности по предварительно смазанному торцу контролируемого изделия.
4.20. Настройку дефектоскопа на заданную чувствительность осуществляют по зарубке на вилке списанного ствола контролируемого типоразмера.
4.21. Амплитуду максимального отраженного от зарубки сигнала Амакс устанавливают в пределах 2/3 экрана дефектоскопа. Уровень срабатывания АСД должен быть равен 0,5 Амакс.
4.22. Скорость развертки дефектоскопа выбирают следующим образом: устанавливают преобразователь в положение, при котором получают максимальное значение сигнала, отраженного от двугранного угла, который образован внутренней поверхностью отверстия и поверхностью изделия, противоположной поверхности ввода УЗК (см. рис. 9).
4.23. Ширину зоны АСД выбирают при перемещении преобразователя в продольном направлении в обе стороны от его положения, указанного в п. 4.22, пока амплитуда, отраженного сигнала не уменьшится до половины уровня амплитуды по п. 4.22.
4.24. Линию сканирования определяют следующим образом. Осуществляют настройку дефектоскопа на двугранный угол. При получении максимального отраженного сигнала от двугранного угла (п. 4.22) замеряют на поверхности изделия расстояние ℓ от точки ввода луча до края отверстия.
4.25. Переводят преобразователь в зону контроля усталостных трещин, располагая его боковую грань по касательной к контролируемому отверстию на расстоянии от отверстия, измеренном по п. 4.24. Направление прозвучивания совпадает с направлением касательной. При прозвучивании осуществляют поворот преобразователя вокруг его оси в пределах 5-10°.
4.26. Выявление трещин, развивающихся с внешней поверхности изделия в зоне отверстия, проводится прозвучиванием прямым лучом при установке преобразователя на противоположной стороне изделия. Порядок контроля аналогичен описанному в пп. 4.19-4.25. Сканирование осуществляют согласно п. 4.25 в зонах, указанных на рис. 9.
4.27. Появление импульсов в зоне действия АСД свидетельствует о наличии дефектов.
Контроль гайки ствола крюка
4.28. Основными методами НК гайки ствола являются визуальный, магнитопорошковый и ультразвуковой.
4.29. Контроль магнитопорошковым методом производят в приложенном поле с помощью приставного электромагнита. Пример расположения электромагнита показан на рис. 5.
Проверяют переход цилиндрической части к опорной поверхности и зоны стопорных пазов.
4.30. При контроле методом УЗК настройку дефектоскопа проводят по стандартному образцу (см. рис. 5), для чего на поверхность ввода с торца гайки наносят контактную среду и устанавливают прямой или раздельно-совмещенный преобразователь.
4.31. Перемещая преобразователь, добиваются устойчивого донного сигнала на экране дефектоскопа. Необходимо отметить возможность появления на экране дополнительного эхо-сигнала в зоне донного сигнала от отверстий для отвинчивания гайки.
4.32. Подстраивает развертку дефектоскопа таким образом, чтобы донный сигнал находился в конце экрана электронно-лучевой трубки (ЭЛТ). Зону автоматического сигнализатора дефектов устанавливают таким образом, чтобы ее начало находилось рядом с зондирующим импульсом, а конец - рядом с донным импульсом. Зондирующий и донный импульсы должны быть вне зоны действия АСД.
4.34. Уровень срабатывания АСД должен быть равен половине амплитуды от контрольного дефекта по п. 4.33.
4.35. Устанавливая преобразователь на контролируемую гайку, производят контроль на поисковой чувствительности резьбы и зоны перехода цилиндрической части к опорной поверхности, для чего преобразователь, установленный на торце, зигзагообразно перемещают по окружности.
4.36. Сканируя гайку, следят за срабатыванием АСД дефектоскопа.
Контроль стакана крюка
4.37. Основными методами НК стакана крюка являются визуальный и магнитопорошковый.
4.38. Стакан крюка подвергается визуальному контролю невооруженным глазом или с помощью оптических средств, указанных в п. 2.1.
При этом выявляют трещины любого характера и расположения, при обнаружении которых деталь бракуют.
4.39. Контроль магнитопорошковым методом производят в приложенном поле, для создания которого используют приставной П-образный электромагнит. Проверяют зону перехода цилиндрической части стакана к опорной поверхности (рис. 10).
4.40. В случае обнаружения трещин магнитопорошковым методом стакан крюка отбраковывают.
Контроль оси и пальца штропа крюка
4.41. Основными методами НК оси и пальца являются визуальный, магнитопорошковый и ультразвуковой.
4.42. Контроль элементов магнитопорошковым методом ведут в приложенном поле с помощью приставного П-образного электромагнита. Электромагнит устанавливают в зонах работы оси на срез (рис. 11, 12).
4.43. Наносят магнитный порошок или суспензию и осматривают контролируемую поверхность. Для облегчения обнаружения осевшего над дефектом валика магнитного порошка используют лупу или подсветку.
4.44. В случае обнаружения трещин детали отбраковывают.
4.45. При контроле оси и пальца штропа крюка ультразвуковым методом настройку дефектоскопа на заданную чувствительность производят по стопорной канавке на контролируемой детали, для чего на поверхность ввода с торца пальца или оси, противоположного канавке, устанавливают прямой или раздельно-совмещенный преобразователь с рабочей частотой 2,5 МГц (см. рис. 11, 12).
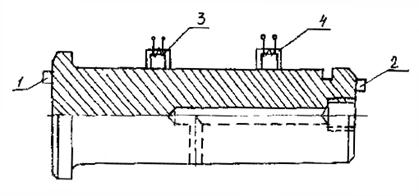
Рис. 11. Ось:
1, 2 - ультразвуковой преобразователь; 3, 4 - П-образный электромагнит
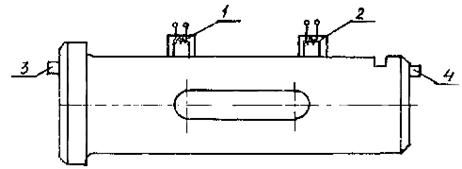
Рис. 12. Палец:
1, 2 - П-образный электромагнит; 3, 4 - ультразвуковой преобразователь
4.46. Перемещая преобразователь, добиваются устойчивого донного сигнала на экране дефектоскопа. Подстраивают развертку дефектоскопа таким образом, чтобы донный сигнал находился в конце экрана. По донному сигналу судят о наличии акустического контакта.
4.47. Устанавливают преобразователь противостопорной канавки, получают максимальную амплитуду эхо-сигнала и выставляют ее на 2/3 высоты рабочей части ЭЛТ. Донный сигнал при этом может быть полностью или частично экранирован. Необходимо отметить возможность появления на экране ЭЛТ дополнительных эхо-сигналов от смазочных каналов и стопорных канавок.
4.48. Зону автоматической сигнализации устанавливают так, чтобы начало зоны было на половине расстояния до эхоимпульса. Конец зоны устанавливают на 2-3 мм левее эхоимпульса от стопорной канавки.
4.49. Уровень срабатывания АСД должен быть равен половине амплитуды эхоимпульса от стопорной канавки по п. 4.47.
4.50. Сканирование оси и пальца осуществляют с обоих торцов по окружности.
4.51. Контроль оси и пальца осуществляют при поисковой чувствительности, которая должна быть на 3-5 дБ выше, чем установленная при настройке.
4.52. Сканируя ось и палец, следят за срабатыванием АСД дефектоскопа.
4.53. При наличии резьбы на конце оси или пальца для настройки чувствительности дефектоскопа делается контрольный дефект (риска прямоугольного профиля глубиной 4 мм) на конце сбега резьбы на стандартном образце. Контрольный дефект наносят дисковой фрезой. Порядок контроля аналогичен описанному выше.
Контроль штропа крюка
4.54. Основными методами НК штропа являются магнитопорошковый и ультразвуковой.
4.55. НК штропов магнитопорошковым методом проводят в приложенном поле с применением приставного П-образного электромагнита, места расположения которого при контроле штропа показаны на рис. 13.
4.56. Порядок контроля аналогичен описанному в пп. 4.5-4.8.
4.57. При контроле зоны перегиба штропа ультразвуковым методом настройку на заданную чувствительность производят по стандартному образцу (см. рис. 4). Наклонный преобразователь с углом призмы 40-50° и рабочей частотой 2,5 МГц устанавливают на образце вне зоны дефектов и добиваются устойчивого сигнала на экране дефектоскопа от двугранного угла, образованного основанием и боковой поверхностью стандартного образца.
Преобразователь притирают к контролируемой поверхности.
4.58. Мешающие сигналы на экране дефектоскопа убирают с помощью потенциометра «Отсечка щупов».
4.59. Перемещая преобразователь по окружности, переводят его в плоскость контрольных дефектов. Затем, перемещая его вдоль образца, находят такое положение преобразователя, при котором эхо-сигнал от первого контрольного дефекта имеет максимальную амплитуду. Далее перемещением вдоль стандартного образца преобразователя, находят такое его положение, при котором на экране ЭЛТ виден эхоимпульс от второго контрольного дефекта и амплитуда этого эхо-сигнала сравнима с амплитудой эхо-сигнала от первого контрольного дефекта. Достигается это за счет выравнивания чувствительности дефектоскопа во времени в соответствии с инструкцией на применяемый дефектоскоп.
4.61. Зону АСД устанавливают таким образом, чтобы ее начало совпадало с эхо-сигналом от первого контрольного дефекта, а конец с эхо-сигналом от второго контрольного дефекта.
4.62. Настраивают чувствительность АСД так, чтобы он срабатывал при амплитудах эхо-сигналов, равных половине амплитуд эхо-сигналов от контрольных дефектов, приведенных в п. 4.60. Таким образом устанавливают чувствительность оценки при контроле штропов.
4.63. Проводят повторный поиск контрольных дефектов на стандартном образце штропа, отмечают путь сканирования (разность между ближней и дальней точками положения преобразователя) и при нормальном выявлении дефектов переходят к контролю.
4.64. При контроле штропов преобразователь устанавливают в зоне перегиба на расстоянии до 150 мм от начала перегиба.
4.65. Шаг сканирования должен быть не более 1/2 ширины преобразователя. Зона перемещения преобразователя берется в соответствии с настройкой по стандартному образцу.
4.66. Контроль участков в зоне отверстий под ось в штропе ультразвуковым методом проводят так же, как контроль отверстий в стволе (пп. 4.19-4.27).
4.67. Заключение о наличии дефекта оператор-дефектоскопист дает после того, как предполагаемый дефект будет прозвучен во всех возможных направлениях.
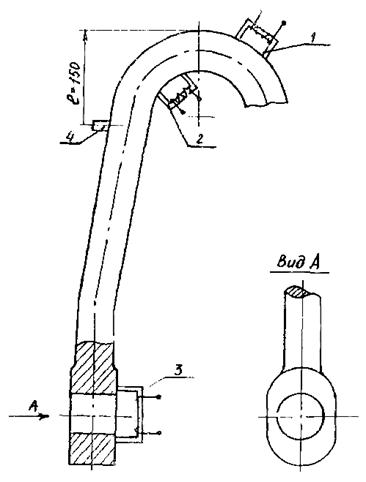
Рис. 13. Штроп крюка:
1, 2, 3 - П-образный электромагнит; 4 - ультразвуковой преобразователь
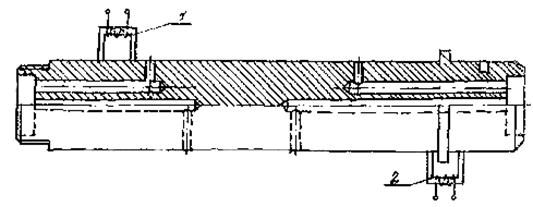
Рис. 14. Ось блоков:
1, 2 - П-образный электромагнит
Контроль оси блоков (шкивов) и бокового рога крюка
4.68. Контроль оси блоков (рис. 14) и бокового рога (см. рис. 6, 7) крюка производят магнитопорошковым методом в приложенном поле с применением приставного П-образного электромагнита. Порядок контроля аналогичен описанному в пп. 4.5-4.8.
Контроль корпуса крюка
4.69. Корпус подвергают тщательному визуальному контролю невооруженным глазом и с помощью оптических средств, перечисленных в п. 2.1.
4.70. Карманы корпуса в зоне отверстий контролируют магнитопорошковым и ультразвуковым методами.
4.71. Контроль зоны отверстий корпуса магнитопорошковым методом ведут в приложенном ноле с помощью приставного П-образного электромагнита (рис. 15, а). Контроль производят согласно пп. 4.5-4.8.
4.72. При контроле участков в зоне отверстий в корпусе ультразвуковым методом для настройки дефектоскопа на части списанного корпуса с внутренней стороны наносят зарубки площадью 15 мм2.
4.73. Контроль ведется преобразователем с углом призмы 40-50° и рабочей частотой 2,5 МГц.
4.74. Порядок контроля аналогичен описанному в пп. 4.19-4.27 (контроль отверстий в стволе крюка).
Контроль шкивов крюкоблока
4.75. Шкивы крюкоблока подвергают тщательному визуальному контролю невооруженным глазом. Выявляют обломы и трещины любого характера и расположения.
4.76. В шкивах также замеряют шаблоном износ по внутренней поверхности профиля ручья.
Предельный износ составляет 5 мм.
Контроль щеки крюкоблока
4.77. В щеке крюкоблока контролю подвергаются участки в зонах отверстий под оси (рис. 15, б).
4.78. Контроль ведут магнитопорошковым методом в приложенном поле с помощью приставного П-образного электромагнита. Порядок контроля аналогичен описанному в пп. 4.5-4.8.
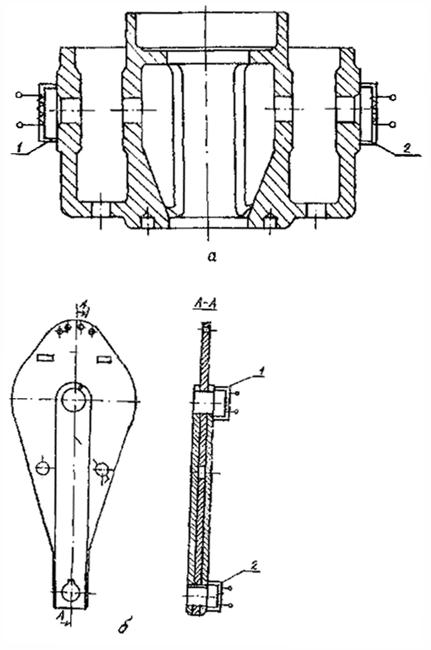
Рис. 15. Корпус (а) и щека (б):
1, 2 - П-образный электромагнит
5. ОЦЕНКА РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. При контроле детали крюкоблока и крюка бракуются, если обнаружены трещины любой протяженности.
5.2. Необходимо учитывать, что при магнитопорошковом контроле оседание порошка происходит также в местах, где имеются грубые царапины, местный наклеп, границы раздела двух структур, различающихся магнитными свойствами.
Поэтому сомнительные места зачищают надфилем или тонким шлифовальным кругом и повторно проверяют с помощью магнитного порошка.
Если при повторном контроле наличие трещины подтверждается, изделие должно быть отбраковано.
- местонахождение дефекта;
- максимальную амплитуду эхо-сигнала;
- длину пути, пройденного преобразователем при включенном АСД (условную протяженность дефекта).
5.4. Окончательное заключение о наличии дефекта оператор-дефектоскопист дает после того, как предполагаемый дефект будет прозвучен во всех возможных направлениях и исследован в соответствии с п. 5.3.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
По результатам неразрушающего контроля составляется акт (см. приложение) в двух экземплярах, один из которых прилагается к паспорту на крюкоблок или крюк. В паспорте записывается номер акта и дата проведения контроля. Второй экземпляр акта хранится службой неразрушающего контроля.
7. ТЕХНИКА БЕЗОПАСНОСТИ
7.1. Дефектоскопия деталей должна производиться специально обученным персоналом, имеющим соответствующие удостоверения.
7.2. При проведении работ по неразрушающему контролю дефектоскопист должен руководствоваться действующими «Правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей», утвержденными Госэнергонадзором 12 апреля 1969 г. и согласованными с ВЦСПС 9 апреля 1969 г., с дополнениями от 16 декабря 1971 г.
Дефектоскописты должны иметь квалификационную группу по электробезопасности не ниже второй.
7.3. Запрещается применять керосино-масляную суспензию при контроле в приложенном магнитном поле.
7.4. В соответствии с ГОСТ 21105-75 контролеры должны работать в хлопчатобумажных халатах, кожаной спецобуви, непромокаемых фартуках, нарукавниках. Контролеры должны быть обеспечены мазями, предохраняющими кожу от раздражения.
Приложение
|
АКТ Регистрационный № « » 198 г. г.
(наименование предприятия, на котором проводилась проверка) Настоящий акт составлен о проверке
(наименование оборудования, узла, детали) в условиях (указывается место проверки: буровая, мастерская, трубная база и т.д.) Метод дефектоскопии Тип прибора № прибора Оператор-дефектоскопист Удостоверение № (инициалы, фамилия) Заводской инвентарный номер проверяемого оборудования Результаты проверки Место эскиза Начальник службы неразрушающего контроля (подпись) (инициалы, фамилия) Оператор-дефектоскопист (подпись) (инициалы, фамилия) Копию акта получил (подпись) (инициалы, фамилия) |
СОДЕРЖАНИЕ