МИНИСТЕРСТВО НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ
Всесоюзный
научно-исследовательский институт по сбору, подготовке и транспорту нефти и
нефтепродуктов
ВНИИСПТнефть
Для служебного пользования
|
СОГЛАСОВАН ГУПО МВД СССР (письмо № 7/6/3766 от 15.11.85 г.) |
УТВЕРЖДЕН Начальником Главтранснефти Миннефтепрома В.Д.Черняевым 11 декабря 1985 года |
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ
ПО ПРИВАРКЕ ЗАПЛАТ И МУФТ
НА СТЕНКИ ТРУБ НЕФТЕПРОВОДОВ ПОД
ДАВЛЕНИЕМ ПЕРЕКАЧИВАЕМОЙ НЕФТИ
ДО 2,0 МПа
РД 39-0147103-330-86
УФА
Настоящая Инструкция является первым отечественным нормативно-техническим документом, регламентирующим положения технологического процесса приварки заплат и муфт на стенки труб нефтепроводов под давлением перекачиваемой нефти до 2,0 МПа.
Инструкция составлена на основе экспериментальных и теоретических исследований, выполненных институтами электросварки им. Е.О. Патона АН УССР, прикладных проблем механики и математики АН УССР, ВНИИСПТнефть Миннефтепрома и испытательной пожарной лабораторией УПО МВД БАССР, а также на базе обобщения практического опыта управлений магистральными нефтепроводами Главтранснефти Миннефтепрома.
Инструкция предназначена для работников, занимающихся эксплуатацией и ремонтом нефтепроводов.
Ответственные исполнители: д.т.н. А.Г. Гумеров, к.т.н. Ф.Г. Хайруллин, К.X. Султанов - ВНИИСПТнефть; д.т.н. А.Е. Аснис, к.т.н., с.н.с. И.М. Савич - ИЭС им. Е.О. Патона АН УССР; д.т.н. Я.И. Бурак, к.т.н., с.н.с. Ю.Д. Зозуляк, к.ф.-м.н. С.Ф. Будэ - ИППММ АН УССР; начальник ИПЛ Ф.Н. Тимербулатов, зам. начальника ИПЛ Р.Х. Гилемьянов - УПО МВД БАССР.
Исполнителями являются: с.н.с. А.С. Собачкин, м.н.с. А.Р. Берчатова, м.н.с. К.А. Топоркова - ВНИИСПТнефть; гл. инж. В.И. Титаренко, вед. инж. В.С.Бут - ИЭС им. Е.О. Патона АН УССР; зав. группой В.Т. Новацкий, ст. математик С.Л. Ледяшов - ВЦ ИППММ АН УССР.
При разработке Инструкции принимали участие: нач. техн. отдела А.С. Джарджиманов, нач. отдела эксплуатации В.С. Гнидин, нач. службы контроля за техническим состоянием объектов нефтепроводного транспорта В.В. Косырев - Главтранснефть Миннефтепрома; нач. отдела Х.Н. Янгуров, нач. отдела В.Я. Сабитов - Управление Урало-Сибирскими магистральными нефтепроводами.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ
по
приварке заплат и муфт на стенки труб нефтепроводов под давлением перекачиваемой
нефти до 2,0 мПа
РД 39-0147103-330-86
Вводится впервые
Срок введения установлен с 01.03.86 г.
Срок действия до 01.03.89 г.
Настоящая Инструкция устанавливает основные положения технологического процесса приварки заплат и муфт на наружную стенку труб в местах коррозионного разрушения ручной электродуговой сваркой плавящимся электродом при ремонте нефтепроводов под давлением до 2,0 МПа.
Инструкция является обязательной для всех управлений магистральными нефтепроводами Главтранснефти и других сторонних организаций при капитальном ремонте нефтепроводов Министерства нефтяной промышленности.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция устанавливает основные требования по организации и производству, охране труда, технике безопасности и пожарной безопасности при приварке заплат и муфт на стенки труб при ремонте нефтепроводов под давлением.
1.2. Инструкция разработана на основании результатов теоретических и экспериментальных исследований по восстановлению несущей способности стенки трубы, пораженной одиночными и групповыми коррозионными язвами, и оценки пожарной опасности при ремонте нефтепроводов под давлением, выполненных институтами электросварки им. Е.О. Патона АН УССР, прикладных проблем механики и математики АН УССР, ВНИИСПТнефть Миннефтепрома и испытательной пожарной лабораторией УПО МВД БАССР.
Инструкция разработана с учетом требований отраслевой и общесоюзной нормативно-технической документации по охране труда и технике безопасности, пожарной безопасности и эксплуатации нефтепроводов.
1.3. Требования настоящей Инструкции распространяются на приварку заплат и муфт на трубы с толщиной стенки не менее 5 мм при ремонте нефтепроводов I-IV классов диаметром 219-1220 мм:
без остановки перекачки при внутреннем давлении нефти до 2,0 МПа;
с остановкой перекачки при гидростатическом давлении нефти до 2,0 МПа;
при линейном расположении коррозионных язв цилиндрической формы на расстоянии между соседними язвами менее 2δ (δ - толщина стенки трубы), а в остальных случаях расположения подобных язв - менее 5δ;
при линейном расположении коррозионных язв сферической формы на расстоянии между соседними язвами менее 5δ, в остальных случаях расположения подобных язв - менее 10δ;
если оставшаяся толщина трубы на месте коррозионного разрушения менее 5 мм, независимо от плотности и формы коррозионных язв, при условии отсутствия утечки нефти в местах коррозионного разрушения стенки трубы;
проложенных в равнинной и горной местностях с крутизной уклонов до 20 °;
предназначенных для перекачки нефти с подогревом до температуры 100 °С;
при сварке низкоуглеродистых и низколегированных сталей с пределом текучести свыше 210 МПа и временным сопротивлением разрыву до 560 МПа включительно;
При температуре окружающего воздуха в диапазоне не выше +40 °С и не ниже - 20 °С, если относительно температуры окружающего воздуха или стенки трубы нет других ограничений.
1.4. Требования настоящей Инструкции не распространяются на приварку заплат и муфт на стенки труб при ремонте нефтепроводов:
в районах многолетней мерзлоты;
проложенных в тоннелях, горных местностях с крутизной уклона свыше 20 °, на территориях нефтеперекачивающих станций, нефтебаз, перевалочных баз, пунктов налива, населенных пунктов;
на переходах через водные преграды (реки, озера, болота), под водой;
при величине избыточного давления ниже 200 Па.
1.5. Внутреннее давление перекачиваемой нефти на месте приварки заплат и муфт на стенки труб определяется на основании гидравлических расчетов режимов перекачки и профиля трассы участка нефтепровода, контролируется манометром класса точности не ниже 1,5 на ближайшей задвижке.
1.6. Приварка заплат и муфт на стенки труб нефтепровода ручной электродуговой сваркой должна быть прекращена по первому требованию представителей местных органов Госпожнадзора, технической инспекции профсоюза, профессиальной или ведомственной пожарной охраны, начальника добровольной пожарной дружины и работников службы техники безопасности. В этих случаях приварку заплат и муфт можно продолжить после выполнения требований представителей указанных органов с их разрешения.
2. ОРГАНИЗАЦИЯ РАБОТ ПО ПРИВАРКЕ ЗАПЛАТ И МУФТ НА СТЕНКИ ТРУБ НЕФТЕПРОВОДОВ
2.1. Приварка заплат и муфт на стенки труб при ремонте нефтепроводов под давлением относится к специальным сварочным работам и должна выполняться в общем потоке ремонтных работ на нефтепроводе. Последовательность ремонтных работ устанавливается согласно "Правилам капитального ремонта подземных трубопроводов" [1].
2.2. Технологические операции подготовки нефтепровода к сварочным работам должны выполняться согласно "Инструкции по заварке коррозионных язв металла труб нефтепроводов под давлением" [2].
2.3. Технологические операции приварки заплат и муфт должны выполняться в следующей последовательности:
осмотр и классификация коррозионных язв;
выбор заплат и муфт;
подготовка к сварке участков поверхности труб, примыкающих к кромкам заплат и муфт;
проверка состояния воздушной среды на месте проведения приварки заплат и муфт;
приварка заплат и муфт на стенки труб;
контроль качества приварки заплат и муфт.
2.4. От места производства земляных, очистных и изоляционно-укладочных работ при ремонте нефтепровода до места приварки заплат и муфт необходимо оставить технологический разрыв. Принятый технологический разрыв должен исключить возможность передачи механических колебаний от места производства очистных и изоляционно-укладочных работ, попадание паров нефти и нефтепродуктов (при нанесении грунтовки, нарушении герметичности) на место приварки заплат и муфт Величина технологического разрыва должна быть не менее 300 м.
2.5. Перечень оборудования, приборов, инструментов и материалов технологического процесса приварки заплат и муфт при ремонте нефтепровода под давлением приводится в прил. 1, а средств пожаротушения - в прил. 2.
3. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ, ПРИБОРАМ, ИНСТРУМЕНТАМ И МАТЕРИАЛАМ
3.1. Агрегат сварочный АСДП-500ГУ или типа АДД, сварочная установка СДУ, бензоэлектрический агрегат мощностью 4 кВт, машина шлифовальная электрическая ИЭ-2008, ИЭ-2009 должны удовлетворять требованиям соответствующих разделов "Правил устройства электроустановок" [3], "Правил технической эксплуатации электроустановок потребителей" и "Правил техники безопасности при эксплуатации электроустановок потребителей" [4], ГОСТа 12.1.013-78 и настоящей Инструкции.
3.2. Агрегат сварочный и сварочная установка должны иметь выносные реостаты для регулирования силы тока.
3.3. Агрегат сварочный, бензоэлектрический агрегат, электрошлифмашинка, машина сверлильная электрическая должны находиться в технически исправном состоянии, укомплектованы измерительными приборами и технической документацией (паспорт, техническое описание, инструкция по эксплуатации, ремонтный журнал).
3.4. Электрододержатели для закрепления электрода и подвода к нему тока при ручной дуговой сварке должны удовлетворять требованиям ГОСТ 14651-78E. Токоведущие части электродержателя должны быть надежно изолированы от случайного соприкосновения со стенкой трубы и руками сварщика. Рукоятка электрододержателя должна быть сделана из несгораемого диэлектрического и теплоизолирующего материала.
3.5. Сварочный ток от сварочной установки к месту приварки заплат и муфт должен передаваться по гибким проводам с резиновой изоляцией марки ПРГД по ГОСТу 6731-77Е. Сечение провода должно быть выбрано по величине сварочного тока, его изоляция - по величине рабочего напряжения. Присоединение провода к трубопроводу должно быть выполнено способом, исключающем искрение. Приспособление для присоединения провода к трубопроводу показано на рис. 1.
ПРИСПОСОБЛЕНИЕ
для присоединения провода к трубопроводу
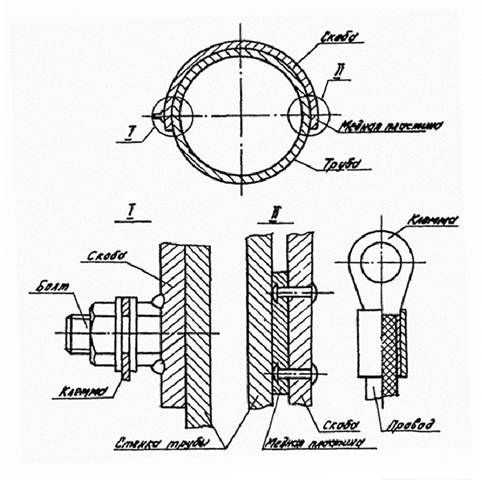
Скоба длиной 1,6 Д и шириной 50 мм изготавливается из трубы того же диаметра Д, что и ремонтируемый нефтепровод.
Медная пластина толщиной 4 мм м размером 50×50 мм присоединяется к скобе заклепками.
Болт диаметром 16 мм приваривается к скобе угловым швом.
3.6. Соединения жил сварочных проводов должны быть выполнены при помощи опрессования, сварки, пайки, специальных зажимов и надежно изолированы.
3.7. Приварку заплат и муфт на стенки труб следует выполнить электродами типа Э-42А, Э-50А с основным покрытием соответственно марок УОНИ 13/45, УОНИ 13/55. Указанные электроды должны отвечать требованиям ГОСТа 9466-75 и обеспечивать механические свойства швов по ГОСТу 9467-75. Допускается использование зарубежных электродов марок "Гарант" и ФОКС ЕВ 50, которые аналогичны электроду марки УОНИ 13/55.
3.8. Каждая партия электродов должна иметь сертификат или паспорт с указанием завода-изготовителя, типа, марки, возможности сварки в различных пространственных положениях, даты изготовления, условного обозначения легирующих компонентов сварочной проволоки и результатов испытаний данной партии.
3.9. Сварочные свойства электродов, должны удовлетворять следующим требованиям: дуга должна легко зажигаться и гореть равномерно, без чрезмерного разбрызгивания металла и шлака; покрытие должно плавиться равномерно, без отваливания кусков покрытия и без образования из него "чехла" или "козырька", препятствующих непрерывному плавлению электрода.
3.10. Электроды должны храниться при температуре не ниже +15 °С и перед приваркой заплат и муфт прокаливаться (просушиваться) в течение часа в следующих условиях:
типа Э-42А - при температуре 250-300 °С;
типа Э-50А - при температуре 300-350 °С.
3.11. Запрещается пользоваться электродами:
при отсутствии сертификата или паспорта, поступлении к месту выполнения работ россыпью;
с отсыревшим, эксцентрично нанесенным или не обеспечивающим устойчивого горения сварочной дуги покрытием;
если покрытие имеет повреждения в виде трещин, пор, отколов и вздутий.
3.12. Слесарные инструменты, которыми пользуются сварщики, а также их помощники при приварке заплат и муфт на стенки труб, должны соответствовать требованиям ГОСТ 1465-80, ГОСТ 2310-77, ГОСТ 7211-72 и находиться в исправном состоянии.
Слесарный молоток должен быть прочно и надежно насажен на деревянную ручку длиной не более 30 см из крепких пород дерева. Боек молотка должен иметь гладкую, слегка выпуклую поверхность, без выбоин, трещин, скосов и наклепов.
Слесарное зубило должно иметь длину не менее 15 см, выпуклый затылок без скошенных поверхностей и заусениц, ровный рабочий конец и заточку согласно техническим правилам.
Рукоятки напильников должны иметь металлические стяжные кольца, предохраняющие их от раскалывания.
Ручки металлических щеток должны быть изготовлены из твердых пород дерева, свободный конец иметь небольшое утолщение для устранения выскальзывания щетки из рук.
3.13. При определении толщины стенки трубы, заплаты и муфты необходимо пользоваться ультразвуковым толщиномером, штангенциркулем и металлической линейкой. Указанные измерительные инструменты должны отвечать требованиям ТУ 25-06.1872-78, ГОСТ 166-80, ГОСТ 427-75 и обеспечивать измерение толщины стенки трубы, заплаты и муфты, а также размеров и глубины коррозионных язв с точностью ± 0,1 мм.
Металлические линейки должны иметь антикоррозионное покрытие, отчетливые штрихи и цифры. На лицевой поверхности не допускаются вмятины, забоины, трещины, глубокие царапины и следы коррозии.
Штангенциркули должны иметь зажимное устройство для зажима рамки в любом положении, отчетливые штрихи и цифры. Рамка должна по штанге двигаться плавно, при этом не допускается ее перемещение под действием собственной массы, если штанга находится в вертикальном положении.
3.14. Ультразвуковые эхо-импульсные дефектоскопы должны иметь техническую документацию, укомплектованы искателями для включения их по совмещенной и раздельной схемам на рабочую частоту ультразвуковых колебаний 1,25; 2,5; 5,0 мГц и прозвучивания наплавленного металла толщиной до 20 мм. При этом должно обеспечиваться выявление трещин, пор и шлаковых включений, непроваров по вертикальной и горизонтальной кромкам сварного шва.
3.15. Передвижная магнитографическая лаборатория должна быть укомплектована магнитографическим дефектоскопом, состоящим из считывающего устройства, индикатора и иметь техническую документацию. Оптимальные режимы намагничивания сварных швов должны определяться экспериментально на специальных эталонах, имеющих недопустимые естественные или искусственные дефекты минимально допустимых размеров. Эталон должен быть из того же металла и сварен по той же технологии, что и контролируемое сварное соединение.
4. ВЫБОР ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЗАПЛАТ И МУФТ И ИХ ИЗГОТОВЛЕНИЕ
4.1. Заплата по форме должна быть всегда вытянута по окружности трубы или круглая. Радиус закруглений заплаты должен быть равен r=0,5а≤200 мм при а≤в (а - размер заплаты вдоль трубы, в - размер заплаты по окружности трубы). Данные о допустимых размерах заплат приведены в таблице.
4.2. муфты необходимо использовать в случае, если область, пораженная коррозией, больше допустимых размеров заплат. Допустимые размеры муфт приведены в таблице.
Таблица
Допустимые размеры заплат и муфт
|
Труба |
Заплата |
Муфта |
||
|
Д, мм |
а≤в, r=0,5а≤200 мм |
без колец |
с кольцами |
|
|
а, мм |
в, мм |
а, мм |
а, мм |
|
|
219 |
150 |
150 |
150÷200 |
- |
|
245 |
150 |
150 |
150÷200 |
- |
|
273 |
150 |
150 |
150÷250 |
- |
|
325 |
150÷200 |
150÷200 |
150÷300 |
- |
|
351 |
150÷200 |
150÷200 |
150÷300 |
- |
|
377 |
150÷200 |
150÷200 |
150÷300 |
- |
|
426 |
150÷250 |
150÷250 |
150÷300 |
300÷400 |
|
530 |
150÷300 |
150÷300 |
150÷300 |
300÷500 |
|
720 |
150÷400 |
150÷400 |
150÷300 |
300÷700 |
|
820 |
150÷400 |
150÷400 |
150÷300 |
300÷800 |
|
1020 |
150÷500 |
150÷500 |
150÷300 |
300÷1000 |
|
1220 |
150÷600 |
150÷600 |
150÷300 |
300÷1200 |
4.3. Длина муфты без технологических колец должна быть в пределах 150÷300 мм.
4.4. При длине муфты более 300 мм должны быть использованы технологические кольца.
4.5. Длина технологического кольца должна быть не менее 65, 80, 110, 120, 150, 180 мм соответственно для нефтепроводов диаметрами 426, 530, 720, 820, 1020, 1220 мм.
4.6. Для нефтепроводов диаметрами 219÷377 мм следует использовать муфты без технологических колец.
4.7. Заплаты, муфты и технологические кольца должны быть изготовлены из листового металла или трубы, механические свойства, химический состав и толщина стенок которых такие же, как у ремонтируемого участка нефтепровода.
4.8. Размеры заплат и муфт должны быть таковы, чтобы перекрывали место коррозионного повреждения стенки трубы не менее 40 мм по периметру.
4.9. Муфты и кольца изготавливаются из двух половин. Зазор между кромками при сборке муфты или кольца должен быть равномерным по всему продольному направлению и составлять в пределах 2÷3,5 мм.
4.10. Для получения требуемого зазора между кромками при сборке муфты или кольца допускается приварка сборочных скоб.
4.11. Продольные кромки половин муфты и колец должны быть обработаны под стандартную V-образную разделку с углом скоса кромок 30±5° и выборкой под металлическую прокладку. При выполнении сварного шва вдоль боковой образующей нефтепровода скос нижней кромки следует уменьшить до 10±2°.
4.12. Поперечные кромки муфты и технологических колец должны быть обработаны под углом 20÷25° без притупления. Кольца обрабатываются с одной стороны.
4.13. Муфта и кольца должны плотно прилегать к наружной поверхности трубы.
5. КОНТРОЛЬ ЗА СОСТОЯНИЕМ ВОЗДУШНОЙ СРЕДЫ НА МЕСТЕ ПРОВЕДЕНИЯ ПРИВАРКИ ЗАПЛАТ И МУФТ
5.1. Контроль за состоянием воздушной среды на месте проведения приварки заплат и муфт должен осуществляться согласно "Отраслевой инструкции по контролю воздушной среды на предприятиях нефтяной промышленности" ИБВТ 1-087-81 и требованиям настоящей Инструкции.
5.2. Контроль воздушной среды должен проводиться в присутствии лица, ответственного за проведение сварочных работ на нефтепроводе под давлением.
5.3. При сварочных работах воздушная среда должна контролироваться непосредственно на месте приварки заплат и муфт, а также в опасной зоне с учетом возможных источников выделения паров и газов.
непосредственно перед началом газоопасных работ;
при приварке заплат и муфт не реже чем через один час и после перерыва.
Состояние воздушной среды в опасной зоне с учетом возможных источников выделения паров и газов проверяется ежедневно перед началом работ и после перерыва.
Результаты анализа заносятся в табл. п.9. Разрешения (прил.3).
5.5. Состояние воздушной среды в траншее, независимо от установленной периодичности, необходимо проверять по первому требованию сварщика, его помощника или представителя пожарной охраны, технической инспекции профсоюза и работников службы техники безопасности, если у них возникает опасение о появлении паров нефти или газа.
5.6. Допуск работников к приварке заплат и муфт возможен, если содержание паров и газов в воздухе в зоне производства работ не выше предельно допустимой концентрации (ПДК) по санитарным нормам.
5.7. Предельно допустимая концентрация по санитарным нормам углеводородов С1-С10 в пересчете на углерод равна 300 мг/м3, а сероводорода в смеси с углеводородами С1-С5 - 3 мг/м3.
6. ПРИВАРКА ЗАПЛАТ И МУФТ НА СТЕНКИ ТРУБ НЕФТЕПРОВОДОВ
6.1. Приварка заплат и муфт на стенки труб включает в себя два этапа - подготовительный и сварочные работы.
6.2. Подготовительные работы
6.2.1. Непосредственно перед сваркой кромки заплат и муфт, прилегающие к ним внутренние и наружные поверхности на ширину не менее 10 мм должны быть очищены до металлического блеска. Участки поверхности трубы, примыкающие к кромкам заплат и муфт, шириной не менее четырех толщин стенки трубопровода также должны быть очищены до металлического блеска.
6.2.2. Участки поверхности трубы под заплатой и муфтой должна быть очищены от ржавчины, грязи, масел. Зачистка должна производиться электрошлифмашинкой и металлической щеткой или насадкой-щеткой зачисткой к сверлильной машине до полного удаления продуктов коррозионного разрушения. Места коррозионных разрушений металла труб должны быть заполнены материалом, предотвращающим дальнейшую местную коррозию.
6.2.3. Непосредственно перед сваркой по периметру шва заплаты и муфты должна быть определена толщина стенки трубы ультразвуковым толщиномером.
6.2.4. Заплату следует накладывать на поврежденный участок нефтепровода, удерживать при помощи наружного центратора или специальной струбцины и фиксировать при помощи прихваток.
6.2.5. Муфту следует собирать на поврежденном участке нефтепровода, стягивать между собой полумуфты при помощи сборочных скоб или наружного центратора до получения минимально допустимого зазора, а затем продольные кромки фиксировать прихватками. Полумуфты с приваренными сборочными скобами стягиваются болтами или шпильками, пропущенными в отверстия скоб.
6.2.6. Технологические кольца следует собирать аналогично сборке муфты.
6.2.7. По обе стороны от муфты должны быть установлены технологического кольца. Скошенная кромка кольца должна быть обращена к муфте.
6.2.8. Зазор между муфтой и технологическим кольцом должен быть в пределах 4÷6 мм.
6.2.9. Продольные швы муфты, технологического кольца и нефтепровода должны быть смещены относительно друг друга на величину не менее 100 мм.
6.2.10. Приварка продольных швов муфты и колец к стенке нефтепровода запрещена.
На месте сборки продольных швов муфты и колец должна быть подложена пластина из низкоуглеродистой (ВСт.3сп, сталь 20) или низколегированной стали (09Г2, 09Г2С) шириной в пределах 15÷20 мм и толщиной в пределах 1,5÷2 мм.
Схема монтажа и сборки муфты с технологическими кольцами показана на рис. 2.
Схема монтажа и сборки муфты с технологическими кольцами

Рис. 2.
6.2.11. Перед приваркой заплаты и муфты должны производиться выбор режимов сварки внахлест и проверка сварочных свойств электродов путем наплавки валиков на стальную пластину, химический состав и механические свойства которой такие же, что и у трубы.
6.3. Сварочные работы
6.3.1. Заплаты следует располагать на расстоянии друг от друга, от заводских и строительно-монтажных швов не менее 100 мм.
6.3.2. Расстояние между муфтой и кольцевыми стыками труб нефтепровода должно быть не менее 100 мм.
6.3.3. Приварку заплаты и муфты необходимо осуществлять по схеме выборочной приварки, приведенной на рис. 3.
Схема выборочной приварки заплаты и муфты

Рис. 3.
6.3.4. Сварные угловые швы должны иметь форму неравнобедренного треугольника с основанием до 1,5 толщины заплаты или муфты. Переход от шва к наружной поверхности трубы должен быть плавный.
6.3.5. Продольный и поперечный сварные швы муфты и технологических колец должны перекрывать основной металл в каждую сторону от шва на 2,5÷3,5 мм и иметь усиление высотой 1÷3 мм с плавным переходом к основному металлу.
6.3.6. Запрещается оставлять соединения заплаты и муфты с поверхностью трубы на прихватках или выполненных только первым слоем сварного шва.
6.3.7. Приварка заплат и муфт должна осуществляться электродами:
диаметром 3 мм при величине сварочного тока не более 120 А при наложении первого слоя шва;
диаметром 4 мм при величине сварочного тока не более 160 А при наложении последующих слоев шва.
6.3.8. После прихватки двух половин муфты и колец необходимо удалить все технологические элементы для их сборки, а также скобы, временно приваренные к сборочным элементам, и зачистить электрошлифмашинкой поверхность металла. Затем должна быть проведена сварка продольных швов полным проваром.
6.3.9. После сварки продольных швов муфты и колец должны быть заварены поперечные швы с обязательным оплавлением всех трех элементов - стенки нефтепровода, кромок муфты и колец. Необработанные поперечные кромки колец не должны завариваться.
6.3.10. Разрешается одновременная сварка двух продольных или поперечных швов двумя сварщиками.
6.3.11. С целью улучшения качества сварного шва начало и конец каждого слоя следует смешать по периметру заплаты и муфты. При толщине стенки трубы и заплаты или муфты до 12 мм сварной шов выполняется не менее чем в три слоя, при толщине более 12 мм - не менее чем в четыре сдоя, при предварительном и сопутствующем подогреве до 100÷150 °С.
6.3.12. Продолжительность непрерывного наложения шва ограничена в зависимости от толщины стенки трубы и составляет для нефтепроводов диаметром до 530 мм - 20 сек., 820 мм - 25 сек., 1220 ми - 30 сек. Перерыв сварки должен быть не менее 10 сек. При сварке углового шва кратер следует выводить на металл заплаты или муфты с последующей его заваркой и зачисткой.
Перед каждым последующим зажиганием сварочной дуги, а также наложением последующих швов необходимо удалять шлак, брызги наплавленного металла.
6.3.13. При температуре ниже -5 °С во избежание образования трещин в сварных швах необходимо:
предварительный и сопутствующий подогрев до 100÷150 °С;
тщательно очищать участки поверхности трубы, примыкающие к кромкам заплат и муфт, от снега и влаги;
после окончания сварки с целью снижения скорости охлаждения швов сварное соединение укрыть сухим асбестовым полотном шириной не менее 200 мм до полного остывания.
6.3.14. Выполнение сварочных работ при температуре окружающего воздуха ниже -20 °С не рекомендуется.
7. КОНТРОЛЬ КАЧЕСТВА ПРИВАРКИ ЗАПЛАТ И МУФТ
7.1. Контроль качества приварки заплат и муфт при ремонте нефтепроводов следует производить согласно СНиП III-42-80:
систематическим операционным контролем, осуществляемым в процессе приварки заплат и муфт:
визуальным осмотром и обмером геометрических параметров сварных швов;
проверкой сплошности наплавленного металла неразрушающим (магнитографическим или ультразвуковым) методом.
7.2. Систематическая операционная проверка должна предусматривать контроль:
правильности выбора и исправности применяемого оборудования, приборов, инструмента и качества материалов;
качества подготовки заплат и муфт к приварке;
соответствия режимов приварки заплат и муфт техническим требованиям настоящего технологического процесса.
7.3. Визуальному осмотру должны подвергаться все сварные швы заплат и муфт после их очистки от шлака, брызг наплавленного металла, при этом наплавленный металл не должен иметь трещин, подрезов глубиной более 0,5 мм, кратеров и выходящих на поверхность пор.
Наплавка металла шва должна обеспечивать плавное сопряжение его поверхности с поверхностью трубы. Не допускаются наплывы и бугристость, грубая чешуйчатость, пористость шва. Геометрические размеры шва должны отвечать требованиям настоящей Инструкции.
7.4. Систематический операционный контроль и визуальный осмотр сварных швов должны производиться специально подготовленными инженерами, результаты контроля должны фиксироваться в сварочном журнале.
7.5. Контроль качества приварки заплат и муфт неразрушающим методом должны выполнять специалисты по магнитографической или ультразвуковой дефектоскопии.
7.6. Сварные швы после устранения всех недопустимых наружных дефектов необходимо подвергать 100 % магнитографическому или ультразвуковому контролю.
7.7. При контроле магнитографическим или ультразвуковым методом сварных швов, заплат и муфт годными следует считать сварные соединения:
в которых отсутствуют трещины любой глубины и протяженности;
одиночные поры длиной не более 2,7 мм и глубиной не более 0,1δ при l≥3d (где δ - толщина стенки заплаты или муфты, l - расстояние между соседними порами, d - максимальный размер поры);
цепочка или скопление пор суммарной длиной не более 6 мм на 100 мм сварного шва и глубиной не более 0,1δ при l<3d;
одиночные шлаки глубиной не более 0,1δ и суммарной длиной не более 1/20 периметра сварного соединения;
удлиненные неметаллические включения суммарной длиной не более 10 мм на 100 мм сварного шва;
непровар в корке шва глубиной 0,1, но не более 1 мм и суммарной длиной не более 1/20 периметра сварного соединения;
непровар по кромкам суммарной длиной не более 10 мм на 100 мм сварного шва;
непровар и шлаковые включения, расположенные в одной плоскости, суммарной глубиной не более 1 мм.
7.8. Магнитографический контроль должен быть выполнен в соответствии с требованиями следующих нормативных документов:
"Методики магнитографического контроля сварных стыков трубопроводов" [5];
"Временного положения о применении магнитографической дефектоскопии для контроля качества сварных соединений" [6];
инструкции по эксплуатации передвижной магнитографической лаборатории.
7.9. Ультразвуковой контроль должен быть выполнен в соответствии с требованиями "Инструкции по ультразвуковому контролю сварных соединений трубопроводов на строительстве объектов нефтяной и газовой промышленности" [7].
7.10. Недопустимые дефекты в сварных швах необходимо ремонтировать в соответствии с требованиями настоящей Инструкции: сварной шов с дефектом должен ремонтироваться вышлифовкой или путем сверления и последующей заваркой этих участков. Повторный ремонт сварного шва не допускается, сварщик отстраняется от работы до выяснения причин дефекта.
8. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ПРИВАРКЕ ЗАПЛАТ И МУФТ
8.1. Приварку заплат и муфт при ремонте нефтепровода разрешается выполнять только при наличии письменного разрешения (прил. 3).
8.2. К выполнению работ технологического процесса приварки заплат и муфт могут быть допущены лица не моложе 18 лет, обученные и успешно прошедшие проверку знаний согласно ГОСТу 12.0.004-79 и положению о порядке обучения персонала безопасным методам работы "Единой системы работ по созданию безопасных условий труда" [8].
8.3. Все работы технологического процесса приварки заплат и муфт должны выполняться с соблюдением требований "Системы стандартов безопасности труда. Работы электросварочные. Общие требования безопасности" [9], "Типовой инструкции о порядке ведения сварочных и других огневых работ на взрывоопасных, взрывопожароопасных и пожароопасных объектах нефтяной промышленности" [10], "Отраслевой инструкции по безопасности труда при капитальном ремонте магистральных нефтепроводов" [11], "Правил техники безопасности и производственной санитарии при электросварочных работах" [12], "Правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей" [4] и "Правил безопасности при эксплуатации магистральных нефтепроводов" [13] за исключением требований, связанных с опорожнением нефтепровода.
8.4. Оперативный контроль за состоянием условий труда при выполнении работ технологического процесса должен осуществляться в соответствии с требованиями положения о ведомственном (оперативном) контроле за состоянием условий труда "Единой системы работ по созданию безопасных условий труда" [8].
8.5. Ответственными за подготовку нефтепровода к проведению сварочных работ должны быть назначены инженерно-технические работники ЛПДС и НПС, а за проведение сварочных работ на нефтепроводе - инженерно-технические работники ремонтно-строительного управления, участка или АВП.
Допускается назначение одного лица ответственным за подготовку и проведение сварочных работ на нефтепроводе из числа инженерно-технических работников ЛПДС, НПС, РСУ, знающих правила безопасного ведения сварочных работ в условиях взрывоопасного, взрывопожароопасного и пожароопасного производства.
Перечень должностных лиц, имеющих право совмещать обязанности ответственных за подготовку и проведение сварочных работ на нефтепроводах, должен быть определен приказом по УМН (РНПУ).
8.6. Ответственный за подготовку нефтепровода к проведению сварочных работ обязан:
организовать выполнение и проверку качества выполнения мероприятий по подготовке нефтепровода к проведению сварочных работ;
обеспечить такой режим перекачки, чтобы внутреннее или гидростатическое давление нефти в месте производства сварочных работ было не более 2,0 КПа;
обеспечить своевременный анализ воздушной среды на месте производства работ;
обеспечить очистку участка работы от остатков нефти, старого изоляционного покрытия и других сгораемых материалов;
определить совместно с ответственным за проведение сварочных работ, начальником НПС, ЛПДС опасную зону и обозначить ее границы предупредительными знаками и надписями в соответствии с ОСТ 39-8-9-1-72;
обеспечить место проведения сварочных работ необходимыми средствами пожаротушения и защиты;
обеспечить установку регистрирующих манометров на ближайших отсекающих задвижках для непрерывной регистрации давления перекачиваемой нефти на ремонтируемом участке нефтепровода.
8.7. Ответственный за проведение сварочных работ на нефтепроводе обязан:
организовать выполнение мероприятий, указанных в Разрешении;
провести инструктаж по технике безопасности и пожарной безопасности со всеми работниками, занятыми приваркой заплат и муфт, проверить наличие у них квалификационных удостоверений и удостоверений о проверке знаний правил техники безопасности и пожарной безопасности;
проверить исправность и комплектность оборудования, инструмента и приспособлений для выполнения приварки заплат и муфт;
обеспечить индивидуальными средствами защиты (противогазами, спасательными поясами, веревками), не допускать применения костюмов со следами масел, бензина, керосина и других горючих жидкостей;
иметь план ликвидации возможных аварий и загораний на данном участке, разрабатываемый в составе проекта производства работ при капитальном ремонте нефтепровода или самостоятельно теми, кто разрешает сварочные работы на нефтепроводе под давлением;
руководить приваркой заплат и муфт и контролировать выполнение работ;
запросить лично у диспетчера РНПУ или оператора НПС значение давления перекачиваемой нефти на ремонтируемом участке и убедиться, что оно не превышает 2,0 МПа;
записать в журнал телефонограмм извещения диспетчера РНПУ или оператора НПС об установлении соответствующего режима перекачки, а также свои извещения о начале и окончании сварочных работ на нефтепроводе;
обеспечить анализ воздушной среды в траншее и опасной зоне перед началом работ, в процессе производства работ согласно требованиям п. 5.4. настоящей Инструкции;
определить места для страхующих (не менее двух) на бровке траншеи и обеспечить непрерывную страховку электросварщика спасательной веревкой, привязанной к его предохранительному поясу с крестообразными лямками;
следить за давлением в нефтепроводе и в случае его повышения свыше 2,0 МПа немедленно принять меры к прекращению приварки заплат и муфт;
следить за состоянием воздушной среды, а в случае повышения концентрации углеводородов выше ПДК немедленно прекратить сварочные работы;
следить за тем, чтобы во время приварки заплат и муфт при отсутствии требуемого технологического разрыва (ремонт нефтепровода без его подъема) в траншее не находились люди, не связанные со сварочными работами, и были прекращены все ремонтные работы;
в случае прожога стенки трубы немедленно сообщить оператору НПС или диспетчеру РНПУ и до приезда аварийно-восстановительной бригады приступить к проведению работ по ликвидации повреждения и тушению загорания в соответствии с планом ликвидации возможных аварий и загораний;
при возобновлении сварочных работ по приварке заплат и муфт проверить место работы, исправность оборудования, инструмента и приспособлений и только при удовлетворительном по результатам анализа состояния воздушной среды разрешить продолжить работы;
сообщить лично диспетчеру РНПУ или оператору НПС об окончании сварочных работ;
проверить по окончании сварочных работ место работ на отсутствие очагов пожара;
заполнить журнал сварочных работ при капитальном ремонте нефтепровода [1].
8.8. К приварке заплат и муфт металла трубы допускаются электросварщики мужского пола не ниже 5 разряда, владеющие ручной электродуговой сваркой трубопроводов на постоянном токе во всех пространственных положениях, проведшие специальную подготовку в соответствии с требованиями "Правил аттестации сварщиков" [14], сдавшие экзамены по технике безопасности и пожарной безопасности, имеющие квалификационную группу по технике безопасности (электробезопасности) не ниже II [4], квалификационное удостоверение и удостоверение о проверке знаний с внесенными результатами проверки знаний правил техники безопасности и пожарной безопасности и выдержавшие испытания, предусмотренные СНиП III-42-80 [15].
Электросварщик, допущенный к приварке заплат и муфт на нефтепроводе, обязан:
иметь при себе квалификационное удостоверение и удостоверение о проверке знаний;
ознакомиться с объемом предстоящих работ;
получить инструктаж и расписаться в Разрешении;
надеть поверх спецодежды предохранительный пояс с крестообразными лямками и привязать к нему конец спасательной веревки, свободный конец которой должен быть у страхующих;
приступить к приварке заплат и муфт только после указания ответственного за проведение сварочных работ;
строго выполнять только ту работу, которая указана в Разрешении;
строго выполнять требования техники безопасности и пожарной безопасности, а также требования настоящей Инструкции;
уметь пользоваться первичными средствами пожаротушения и средствами индивидуальной защиты;
работать в костюме из трудно воспламеняющейся ткани, использовать в необходимых случаях диэлектрические коврики, наколенники, налокотники и наплечники при сварочных работах в потолочном положении;
прекратить сварочные работы при возникновении опасной ситуации (прожога стенки трубы) и немедленно, самостоятельно или при помощи страхующих, покинуть опасную зону;
после окончания работы проверить место работы и устранить причины, могущие привести к возникновению пожара или взрыва;
расписаться в журнале сварочных работ при капитальном ремонте нефтепровода [1].
8.9. Приварка заплат и муфт при ремонте нефтепровода должна проводиться только в светлое время суток.
При освещенности менее 150 лк на поверхности трубы на месте приварки заплат и муфт следует применять переносные взрывозащищенные светильники, рассчитанные на взрывоопасные смеси категорий П АТЗ с уровнем взрывозащиты не менее взрывобезопасного, напряжением не более 12 В.
Запрещается проводить сварочные работы во время грозы, дождя, сильном ветре.
Запрещается приварка заплат и муфт с использованием местных укрытий.
8.10. При невозможности обеспечить требуемый технологический разрыв на время приварки заплат и муфт ремонтные работы: земляные, очистные, изоляционно-укладочные - прекращаются. Ремонтные машины и механизмы, предназначенные для выполнения очистных, изоляционно-укладочных работ останавливаются и отключаются, а для выполнения земляных работ отводятся на расстояние не менее 30 м.
8.11. По всем профессиям и работам технологического процесса должны быть разработаны и утверждены главным инженером ремонтно-строительного управления инструкции и положения по технике безопасности и пожарной безопасности.
9. ТРЕБОВАНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ ПРИ ПРИВАРКЕ ЗАПЛАТ И МУФТ
9.1. Все работы технологического процесса приварки заплат и муфт должны выполняться с соблюдением требований "Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства" [16], "Правил пожарной безопасности в нефтяной промышленности" [17] и "Правил пожарной безопасности при эксплуатации магистральных нефтепроводов" [18], за исключением требований, связанных с опорожнением нефтепровода.
9.2. Согласно требованиям "Отраслевой инструкции по безопасности труда при капитальном ремонте магистральных нефтепроводов" [11] и "Правил капитального ремонта подземных трубопроводов" [1] на месте капитального ремонта нефтепроводов должны быть средства пожаротушения, указанные в прил. 2.
Все первичные средства пожаротушения должны окрашиваться в соответствии с требованиями ГОСТ 12.4.026-76.
В зимних условиях раствор пенообразователя в цистерне должен подогреваться для предотвращения его замерзания.
Перед приваркой заплат и муфт пожарная автоцистерна устанавливается на боевую позицию, развертываются пожарные рукава, производится опробование качества вырабатываемой пены и выставляется пост пожарной безопасности.
Средства пожаротушения должны передвигаться вместе с ремонтной колонной и при ремонте нефтепровода с восстановлением стенки трубы находиться на месте приварки заплат и муфт.
С целью пожаротушения должна быть предусмотрена емкость с водой объемом не менее 2,5 м3 в месте проведения сварочных работ.
Перед приваркой заплат и муфт следует сделать обваловку труб путем засыпки траншеи землей с обеих сторон места сварочных работ. Площадь траншеи между перемычками не должна превышать 120 м3.
9.3. Двигатели внутреннего сгорания машин и механизмов должны быть оборудованы глушителями-искрогасителями и полностью исключать возможность попадания искр от работающего двигателя в атмосферу.
9.4. В горной местности оборудование, машины и механизмы, используемые при приварке заплат и муфт, должны быть размещены выше места сварочных работ на расстоянии не менее 50 м.
9.5. При выполнении ремонтных работ по схеме "сверху-вниз" и обеспечении требуемого технологического разрыва пост пожарной безопасности необходимо выставлять и в зоне производства земляных работ (разработка траншей) и установить телефонную связь между постами пожарной безопасности.
9.6. Если ремонтные работы выполняются по схеме "снизу-вверх" и обеспечивается требуемый технологический разрыв, то пост пожарной безопасности необходимо выставлять на участке изоляционно-укладочных работ и установить телефонную связь между постами пожарной безопасности.
9.7. По согласованию с пожарной охраной при сварочных работах могут быть предусмотрены и другие меры пожарной безопасности, а для тушения возможных загораний - противопожарные и технические средства.
9.8. Боевой расчет пожарной автоцистерны должен знать требования инструкции по пожарной безопасности, разработанные с учетом особенностей технологического процесса и условий производства работ.
9.9. Перед началом ремонта необходимо поставить в известность местные органы Госпожнадзора о сроках проведения сварочных работ на действующем нефтепроводе.
ЛИТЕРАТУРА
2. РД 39-30-III9-84. Инструкция по заварке коррозионных язв металла труб нефтепроводов под давлением. - М.: Миннефтепром, 1984.
3. Правила устройства электроустановок. - М.: Атомиздат, 1977.
5. Методика магнитографического контроля сварных стыков трубопроводов. -М.: ВНИИСТ, 1969.
8. Единая система работ по созданию безопасных условий труда. - М.: Недра, 1978.
9. ГОСТ 12.3.003-75 "ССБТ. Работы электросварочные. Общие требования безопасности".
14. Правила аттестации сварщиков. - М.: Металлургия, 1971.
15. Магистральные трубопроводы. Правила производства и приемки работ, СНиП III-42-80. - М.: Стройиздат, 1981.
17. Правила пожарной безопасности в нефтяной промышленности. - М.: Коммунист, 1976.
ПРИЛОЖЕНИЕ 1
ПЕРЕЧЕНЬ
оборудования, приборов, инструмента и материалов технологического процесса
|
Операция технологического процесса |
Наименование |
Минимальное к-во, шт. |
Примечание |
|
1 |
2 |
3 |
4 |
|
1. Осмотр и классификация коррозионных язв |
Трубоукладчик |
2 |
|
|
Троллейная подвеска РТП |
2 |
||
|
Ультразвуковой толщиномер УТ-91П или кварц-15 |
1 |
||
|
Металлическая измерительная линейка или рулетка |
1 |
||
|
Штангенциркуль или нутромер |
1 |
||
|
Нож перочинный |
1 |
по потребности |
|
|
Клеевая краска или мел |
|||
|
2. Проверка состояния воздушной среды |
Газоанализатор универсальный УГ-2 или АУХ-2 |
1 |
|
|
3. Приварка заплат, муфт |
Машина шлифовальная электрическая |
1 |
|
|
Машина сверлильная электрическая с комплектом насадок и сверл |
1 |
||
|
Ограничитель сверления для установки на сверло |
3 |
индивидуальн. изготовление |
|
|
Бензоэлектрический агрегат мощностью 4 кВт |
2 |
||
|
Агрегат сварочный АСДП--500ГУ1 или типа АДД или сварочная установка СДУ |
2 |
||
|
Провод гибкий марки ПРГД |
по потребности |
||
|
Устройство для соединения обратного сварочного провода к трубе |
1 |
индивид. изгот. |
|
|
Изоляционный материал типа мастики, праймера или битума |
по потребности |
||
|
Специальная струбцина и наружный центратор |
2 |
||
|
Электроды типа Э-42А и Э-50А |
по потребности |
||
|
Заплаты и полумуфты |
-"- |
||
|
Радиостанция передвижная |
1 |
||
|
Слесарное зубило |
2 |
по потребности |
|
|
Слесарный молоток |
2 |
||
|
Напильники |
- |
-"- |
|
|
Металлические щетки |
- |
-"- |
|
|
Лестница передвижная |
2 |
||
|
Лопата металлическая |
2 |
||
|
4. Контроль качества приварки заплат и муфт |
Передвижная магнитографическая лаборатория или ультразвуковой дефектоскоп ДУК-66 |
1 |
ПРИМЕЧАНИЯ: 1. Необходимое количество и вид технических средств, приборов и материалов определяется исходя из предполагаемого объема, способа ремонта нефтепровода и уточняется для конкретного участка сварочных работ.
2. Слесарные инструменты: молоток и зубило должны быть изготовлены из металла, не дающего искр.
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ СРЕДСТВ ПОЖАРОТУШЕНИЯ
|
Наименование |
Кол-во, шт. |
Примечание |
|
1. Пожарная автоцистерна объемом не менее 2,0 м3 с запасом пенообразователя не менее 0,150 м3 |
1 |
Цистерна заполняется 5-6 процентным раствором пенообразователя, укомплектовывается пожарными рукавами, стволами или пеногенераторами. Техника ведомственной пожарной охраны |
|
2. Кошма войлочная или асбестовое полотно размером 2×1,5 м |
2 |
|
|
3. Огнетушители ОУ-8 или ОУБ-7 |
10 |
|
|
4. Ведра |
10 |
|
|
5. Лопаты |
5 |
|
|
6. Топоры |
5 |
|
|
7. Ломы |
5 |
ПРИЛОЖЕНИЕ 3
Титульный лист
|
(наименование территориального или районного нефтепроводного управления) Разрешение № ______ на проведение сварочных работ при ремонте нефтепровода ______________________________________ ______________________________________ без остановки перекачки 198 г. |
Первая страница
|
УТВЕРЖДАЮ Главный инженер УМН (РУМН) _____________________(Ф.И.О.) (подпись) "_______" 198 года Разрешение № _______ на проведение сварочных работ при ремонте нефтепровода ______________________________________ ______________________________________ без остановки перекачки 1. Нефтепровод ___________________________________________________________ (название участка нефтепровода, диаметр, нитка) 2. Место работы __________________________________________________________ (километр, пикетаж, общая протяженность) 3. Содержание работы _____________________________________________________ _________________________________________________________________________ ________________________________________________________________________ 4. Ответственный за подготовку нефтепровода к проведению сварочных работ______ _________________________________________________________________________ (должность, ф.и.о.) 5. Ответственный за проведение сварочных работ ______________________________ _________________________________________________________________________ (должность, ф.и.о.) |
Вторая страница
|
6. Перечень и последовательность мероприятий и мер безопасности: а) при подготовке нефтепровода к проведению сварочных работ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ |
Третья страница
|
б) при проведении сварочных работ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ ________________________________________________________________________ 7. Начальник (главный инженер) ремонтно-строительного управления _________________ (Ф.И.О.) (подпись) "_______" 198 г. |
Четвертая страница
|
8. Состав бригады и отметка о прохождении инструктажа:
|
Пятая страница
|
9. Результаты анализа воздушной среды в траншее:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Шестая страница
|
10. Мероприятия, предусмотренные в п. 6а, выполнены и рабочее место подготовлено к проведению сварочных работ:
|
Седьмая страница
|
11. Производство сварочных работ с " " 198 г. по "____" 198 г. разрешаю: Начальник (главный инженер) РСУ _______________________(Ф.И.О.) (подпись) "______" 198 г. 12. Согласовано: Представитель пожарной охраны (начальник ДПД): _______________________(Ф.И.О.) (подпись) " " 198 г. Примечания: 1. Разрешение составляется в двух экземплярах, один экземпляр передается ответственному за проведение сварочных работ, а второй - представителю пожарной охраны. 2. При проведении капитального ремонта нефтепровода разрежение оформляется на срок, предусмотренный в проекте производства работ (см. п. 11). 3. Разрешение согласовывается с пожарной охраной НПС или ЛПДС в части обеспечения мер пожарной безопасности и наличия на месте проведения работ средств пожаротушения, указанных в инструкции. При отсутствии на НПС пожарной охраны Разрешение согласовывается с начальником ДПД, а пожарная часть районного исполнительного комитета ставится в известность письменно. 4. Разрешение после окончания сварочных работ хранится в ремонтно-строительном управлении (участке) в течение года. 5. При отсутствии в составе УМН (РУМН) ремонтно-строительного управления допускается подписывать Разрешение начальнику ремонтно-строительного участка. 6. Разрешение продлевается путем ежедневного заполнения таблицы пункта 10 в пределах срока, предусмотренного в п. 11. 7. Таблица пункта 9 заполняется ежедневно в объеме, установленном в Разрешении. 8. В случае необходимости по указанию лица, выдавшего Разрешение, могут быть использованы дополнительные листы. 9. При небольшом объеме сварочных работ дополнительные листы к Разрешению не оформляются. |
Дополнительные листы
|
Разрешаю использовать дополнительный лист к Разрешению № _____ Начальник (главный инженер) РСУ ________________________(Ф.И.О.) "______" 198 г. 8. Состав бригада и отметка о прохождении инструктажа:
|
|
Разрешаю использовать дополнительный лист к Разрешению № _____ Начальник (главный инженер) РСУ ________________________(Ф.И.О.) "______" 198 г. 9. Результаты анализа воздушной среды в траншее:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Разрешаю использовать дополнительный лист к Разрешению № _____ Начальник (главный инженер) РСУ ________________________(Ф.И.О.) "______" 198 г. 10. Мероприятия, предусмотренные в п. 6а, выполнены и рабочее место подготовлено к проведению сварочных работ:
|
ПРИЛОЖЕНИЕ 4
Термины и определения, используемые в инструкции
|
Термин |
Определение |
|
1. Приварка заплаты |
Сварка плавящимся электродом накладной стальной пластины на наружную стенку трубы выполнением углового шва |
|
2. Приварка муфты без технологических колец |
Сварка плавящимся электродом накладной стальной пластины по всему периметру наружной стенки трубы выполнением углового шва |
|
3. Приварка муфты с технологическими кольцами |
Сварка плавящимся электродом накладной стальной пластины по всему периметру наружной стенки трубы выполнением стыкового шва |
|
4. Коррозионная язва сферической формы |
Коррозионная язва с условно пологими стенками (вписывается полусфера) |
|
5. Коррозионная язва цилиндрической формы |
Коррозионная язва с условно вертикальными стенками (вписывается цилиндр) |
СОДЕРЖАНИЕ