МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ
Заместитель министра монтажных
и специальных строительных работ
СССР
К. К. Липодат
15 июня 1983 г
ИНСТРУКЦИЯ
ПО МОНТАЖУ ТЕХНОЛОГИЧЕСКИХ
ТРУБОПРОВОДОВ ИЗ ПЛАСТМАССОВЫХ ТРУБ
ВСН 440-83
ММСС СССР
СОГЛАСОВАНО ГОССТРОЕМ
СССР (письмо Госстроя СССР
от 31 марта 1983 г.
№ ДП-1726-1)
ЦЕНТРАЛЬНОЕ БЮРО
НАУЧНО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ
Москва - 1984
Инструкция по монтажу технологических трубопроводов из пластмассовых труб ВСН 440-83 содержит требования к обработке, сварке и монтажу технологических трубопроводов из пластмассовых труб наружным диаметром до 1200 мм, предназначенных для транспортирования жидких и газообразных веществ с различными физико-химическими свойствами, к которым материал труб химически стоек или относительно стоек. Предназначена для инженерно-технических работников проектных и монтажных организаций.
Инструкция разработана ВНИИмонтажспецстроем Минмонтажспецстроя СССР с участием Гипронефтеспецмонтажа и Гипрохиммонтажа Минмонтажспецстроя СССР, НПО «Пластик» Минхимпрома СССР, ВНИИСТ Миннефтегазстроя СССР и СКТБ Энергопромполимер.
В разработке инструкции принимали участие:
от Киевского филиала
ВНИИмонтажспецстроя Обвинцев В. И., Лысюк Г. Н., Бондарь В. X., Овсянников Ю. Д., Новиченко Н. Г., Бурбело Ю. С., Котенко Э. В., Цецюра Н. А., Сидоренко А. В.
от ВНИИмонтажспецстроя Тавастшерна Р. И., Борисенко Э. Д.
от Гипронефтеспецмонтажа Гольденберг И. С., Урицкий М. И., Скороспелов В. В.
от Гипрохиммонтажа Погорельский Л. Г., Родин И. 3.
от НПО «Пластик» Шапиро Г. И., Ехлаков С. В., Давыдов Ю. С., Локшин Р. Ф.
от ВНИИСТ Зайцев К. И., Виндт Б. Ф.
от СКБ Энергопромполимер Глезер А. Л., Герасимов С. Б.
|
Министерство монтажных и специальных строительных работ СССР |
Ведомственные строительные нормы |
ВСН 440-83 |
|
Инструкция по монтажу технологических трубопроводов из пластмассовых труб |
Введены впервые |
Настоящая инструкция разработана в развитие главы СНиП 3.05.05 «Технологическое оборудование и технологические трубопроводы».
Требования инструкции распространяются на монтаж технологических трубопроводов из пластмассовых труб наружным диаметром до 1200 мм из полиэтилена низкого давления (ПНД), полиэтилена высокого давления (ПВД), полипропилена (ПП) и непластифицированного поливинилхлорида (ПВХ), прокладываемых наземно, надземно и подземно вне зданий и в помещениях и предназначенных для транспортирования жидких и газообразных веществ с различными физико-химическими свойствами, к которым материал труб химически стоек или относительно стоек.
Рабочие параметры, категорию и способы прокладки трубопроводов из полимерных труб необходимо указывать в проекте в соответствии с требованиями инструкции по проектированию технологических трубопроводов из пластмассовых труб, утвержденной Госстроем СССР.
Настоящая инструкция не распространяется на строительство трубопроводов электростанций и шахт, а также трубопроводов, подверженных динамическим нагрузкам, предназначенных для пневмотранспорта и газоснабжения городов и промышленных предприятий, специального назначения (атомных, передвижных, судовых и других агрегатов) и подконтрольных органам Госгортехнадзора СССР.
При строительстве трубопроводов из пластмассовых труб кроме настоящей инструкции следует руководствоваться соответствующими главами СНиП 3.05.05 по монтажу технологического оборудования и технологических трубопроводов, СНиП III-4-80 по технике безопасности в строительстве и другими нормативными документами, утвержденными в установленном порядке.
|
Внесены ВНИИмонтажспецстроем |
Утверждены Минмонтажспецстроем СССР |
Срок введения в действие |
1. ПОСТАВКА, ПРИЕМКА И СДАЧА ТРУБ, ДЕТАЛЕЙ, УЗЛОВ,
АРМАТУРЫ, ИЗДЕЛИЙ И МАТЕРИАЛОВ В МОНТАЖ
1.1. При приемке труб от поставщика необходимо проверять наличие маркировки предприятия-изготовителя: товарный знак или наименование предприятия-изготовителя, условное обозначение трубы и для труб из полиэтилена - обозначение стандарта. Трубы диаметром 20 мм и менее можно маркировать общим ярлыком на связке труб. Соединительные детали должны иметь маркировку, содержащую указание материала, размера и типа изделия.
1.2. Для изготовления и монтажа трубопроводов не допускается использовать трубы, на поверхности которых имеются надрезы и царапины в осевом направлении глубиной более 3% и в кольцевом более 5% от толщины стенки трубы.
Трубы, имеющие на поверхности и торцах дефекты, превышающие вышеуказанные размеры, а также трещины, подлежат отбраковке. Если у отбракованных труб недопустимые дефекты имеются на отдельных участках, то после удаления этих участков отрезки труб допускается использовать для монтажа или изготовления узлов и соединительных деталей.
1.3. Работы, связанные с транспортировкой, погрузкой и разгрузкой труб, соединительных деталей и узлов трубопроводов из ПВД и ПНД, следует производить при температуре не ниже минус 20°С, а из ПВХ и ПП - не ниже минус 15°С; при этом необходимо принимать меры, исключающие возможность их механического повреждения и недопустимых деформаций, приводящих к их разрушению, в особенности при низких температурах. Запрещаются сбрасывание труб, узлов и деталей трубопровода с транспортных средств и перемещение их волоком.
Погрузку и разгрузку пластмассовых труб и соединительных деталей необходимо производить в упаковке и таре предприятия-изготовителя, а при их отсутствии - с использованием мягких захватов, капроновых и пеньковых канатов, обрезиненных стропов. Не допускается производить строповку стальными канатами («удавками») пластмассовых труб и деталей при непосредственном контакте канатов с поверхностью труб или деталей.
При перевозке труб их следует укладывать на ровную поверхность транспортных средств, предохраняя от выступающих острых металлических частей деревянными прокладками. Длина свешивающихся с кузова автомобиля или прицепа концов труб не должна превышать: для труб диаметром до 110 мм - 1,0 м, диаметром свыше 110 мм - 1,5 м.
2. ХРАНЕНИЕ ТРУБ, УЗЛОВ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ
2.1. Трубы, узлы и детали трубопроводов, арматуру (пластмассовую и футерованную пластмассой), сварочные прутки и резиновые соединительные кольца следует хранить в закрытых помещениях (в период монтажа - на специально отведенных участках, имеющих спланированное основание), упакованными в тару предприятия-изготовителя или без упаковки на стеллажах, в местах, защищенных от прямого попадания солнечных лучей, на расстоянии не менее 1 м от нагревательных приборов, легковоспламеняющихся, взрывоопасных и горюче-смазочных материалов, а также веществ, к которым материал полимерных труб химически нестоек и контакт с которыми приводит к повреждению труб. При хранении труб в штабелях их необходимо укладывать на специальные подкладки из дерева с последующим закреплением подкладок боковыми опорными стойками. Допустимая высота штабеля труб диаметром до 315 мм не должна превышать указанной в табл. 1. Для труб диаметром свыше 315 мм допустимая высота штабеля должна быть уменьшена вдвое. Типы труб приняты по ГОСТ 18599-73* и ТУ 6-19-213-83.
Таблица 1
|
Допустимая высота штабеля труб в зависимости от типа, м |
||||
|
Т |
С |
СЛ |
Л |
|
|
ПВД |
2,5 |
2,5 |
2,5 |
1,5 |
|
ПНД |
3,0 |
2,8 |
2,5 |
2,0 |
|
ПВХ |
2,6 |
2,5 |
2,5 |
1,7 |
|
ПП |
2,8 |
2,5 |
2,5 |
2,0 |
2.2. Трубы из ПНД типов Л и СЛ наружным диаметром 900 - 1200 мм следует складировать в один ряд.
2.3. В пределах участка хранения материалов, а также за его пределами на расстоянии менее 5 м, запрещается проведение газоэлектросварочных и других огневых работ, во избежание воспламенения или повреждения труб, узлов и соединительных деталей.
3. СОЕДИНЕНИЕ ТРУБОПРОВОДОВ
3.1. Для соединения труб из ПНД, ПВД, ПП и ПВХ необходимо, как правило, использовать детали заводского изготовления из того же материала, указанные в справочных приложениях 1-5.
3.2. Соединения труб, деталей и узлов пластмассовых трубопроводов могут быть разъемными или неразъемными. Способ соединения труб следует указывать в проекте. При отсутствии таких указаний способ соединения выбирает монтажная организация в зависимости от материала и типоразмера труб, рабочих параметров эксплуатации, условий строительства и монтажа, сортамента выпускаемых соединительных деталей.
3.3. Неразъемные соединения труб и соединительных деталей из ПНД, ПВД и ПП с толщиной стенки более 3 мм следует выполнять контактной сваркой встык в соответствии с требованиями пунктов 5.11-5.18.
3.4. Неразъемные соединения труб из ПВД с раструбными соединительными деталями следует выполнять контактной раструбной и контактной раструбно-стыковой сваркой, производимой в соответствии с требованиями раздела 5.
Контактную раструбную сварку труб из ПВД следует применять с соединительными деталями на тип выше*, чем тип соединяемых труб, а контактную раструбно-стыковую - с деталями того же типа, что и соединяемые трубы.
* Расшифровка типов труб дана в ГОСТ 18599-73*.
3.5. Для безнапорных трубопроводов допускаются соединения труб, выполненные контактной раструбной сваркой с использованием раструбов, предварительно отформованных на концах труб из ПНД, ПВД и ПП.
3.6. Неразъемные соединения труб из ПВХ с раструбами и раструбными соединительными деталями следует выполнять склеиванием в соответствии с требованиями раздела 5. При отсутствии раструбов на трубах и деталях разрешается их формовать в соответствии с требованиями раздела 4.
3.7. Соединения труб из ПВХ, имеющие гладкий конец и раструб с канавкой под уплотнение, следует выполнять с помощью резиновых уплотнительных колец и раструбных соединительных деталей из ПВХ и чугуна.
3.8. При отсутствии на трубах из ПВХ с толщиной стенки более 3 мм раструбов под резиновое уплотнительное кольцо или под склеивание, а также соединительных деталей, допускается для безнапорных трубопроводов применять неразъемные соединения, выполненные контактной сваркой встык, а в качестве соединительных деталей использовать сварные детали из ПВХ.
3.9. Неразъемные соединения труб и деталей из ПНД, ПВД, ПП и ПВХ допускается выполнять газовой прутковой сваркой для трубопроводов не выше III категории в случае невозможности применения других видов сварки.
3.10. Разъемные соединения пластмассовых труб должны выполняться на свободных металлических фланцах, которые устанавливаются на соединительных деталях - втулках под фланцы.
Втулки под фланец из ПНД приваривают к концам труб контактной стыковой сваркой; из ПВД - контактной раструбной сваркой (в случаях, когда втулка из ПВД на тип выше, чем тип трубы, согласно п. 3.4) и раструбной стыковой сваркой (когда втулка и труба из ПВД одного и того же типа); из ПВХ - склеивают с концами труб враструб.
Разъемные соединения трубопроводов из ПВХ, соединяемые на резиновых уплотнительных кольцах, необходимо выполнять с применением чугунных соединительных деталей: патрубок фланец - гладкий конец и патрубок фланец - раструб.
3.11. Допускается применять втулки под фланец, изготавливаемые методом формования (в соответствии с требованиями раздела 4) и соединяемые с трубами из ПНД, ПВД и ПП контактной сваркой встык.
Для труб из ПВХ разъемные соединения, при отсутствии втулок под фланец, выполняют на свободных металлических фланцах, устанавливаемых на отбортованных втулках, изготовленных в соответствии с требованиями раздела 4 и соединяемых с трубами склейкой враструб или контактной сваркой встык.
3.12. При отсутствии централизованно поставляемых соединительных деталей допускается изготовление деталей сваркой, гибкой и формованием (в соответствии с разделом 4). При этом для изготовления контактной сваркой встык прямых тройников необходимо использовать трубы на один тип выше, чем тип соединяемых труб, а для косых и неравнопроходных тройников - на два типа выше, чем тип соединяемых труб.
3.13. Соединительные детали трубопроводов, изготовленные из труб с применением газовой прутковой сварки, допускается применять для безнапорных трубопроводов.
3.14. Соединения трубопроводов из пластмассовых труб со стальными трубами, арматурой, аппаратами, сосудами, насосами и т.п. следует выполнять, как правило, разъемными на фланцах.
Для пластмассовой арматуры, имеющей присоединительные концы под сварку и склеивание, соединения следует выполнять неразъемными (в соответствии с требованиями раздела 5).
4. ТРУБОЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ
Разметка труб
4.2. При разметке труб под контактную сварку к проектному размеру заготовки следует прибавлять припуск на последующую обработку в соответствии с табл. 2.
4.3. Для разметки необходимо применять следующие средства измерений: линейки П53 и Т25 (ГОСТ 427-75), рулетки Л42 (ГОСТ 7502-80, ГОСТ 11900-66*), угольники поверочные УП 90° (ГОСТ 3749-77*), штангенциркули ШЦ-I и ШЦ-II (ГОСТ 166-80), угломеры (ГОСТ 5378-66*), циркули (ГОСТ 24472-80Е) и -шаблоны.
Таблица 2
|
Припуск, мм, в зависимости от наружного диаметра труб, мм |
|||
|
до 110 |
до 225 |
до 400 |
|
|
Маятниковые пилы, механические ножовки, трубоотрезные станки, стационарные механизмы |
1 |
2 |
3 |
|
Механизированный ручной инструмент |
2 |
4 |
6 |
|
Ручные ножовки, поперечные пилы |
3 |
5 |
8 |
Механическая обработка труб
4.4. Резку пластмассовых труб следует производить с помощью устройств, у которых режущим инструментом являются:
стальные дисковые пилы А, профиль I в соответствии с ГОСТ 980-80, толщиной 1,5-4,2 мм, с шагом зубьев 3-10 мм и разводкой зубьев 0,5-0,6 мм;
ленточные пилы (ГОСТ 6854-77) с толщиной полотна 0,8-1,5 мм, шириной полотна 15-20 мм, шагом зубьев 2-6 мм и разводкой зубьев 0,5-0,7 мм;
резцы (ГОСТ 10047-62*, ГОСТ 18869-73* и ГОСТ 18874-73*) или фрезы (ГОСТ 21423-75*, ГОСТ 20325-74* и ГОСТ 20329-74*);
абразивные армированные круги (ТУ 2-036-761-78), предпочтительно с шероховатыми боковыми поверхностями;
режущие металлические полотна (ГОСТ 6645-68*) толщиной 1,5 мм, длиной 350-600 мм, высотой зубьев 1,6-4 мм и разводкой зубьев 0,5-0,7 мм.
4.5. В стационарных условиях следует применять маятниковые пилы, распиловочные станки по дереву типов ЦИЭ и Ц6 (ГОСТ 18479-73*), токарные и фрезерные станки, ручные электрические дисковые пилы (ГОСТ 11094-80), а также специальные механизированные и ручные устройства, работающие по принципу обегания режущего инструмента вокруг разрезаемой трубы.
В монтажных условиях допускается применение ручных ножовок по металлу, столярных ножовок, лучковых и поперечных двуручных пил (ГОСТ 979-70).
4.6. Сверлить отверстия в трубах из ПВД, ПНД, ПП и ПВХ следует электроприводными устройствами. В качестве режущего инструмента для отверстий диаметром до 50 мм необходимо применять перовые и спиральные сверла (ГОСТ 866-77, ГОСТ 2092-77, ГОСТ 4010-77, ГОСТ 10902-77, ГОСТ 10903-77 и ГОСТ 22057-76), а для отверстий диаметром свыше 50 мм - циркулярные резцы и специальные трубные сверла.
Taблица 3
|
Режимы резания для различных видов обработки |
||||||||
|
Резка |
Сверление |
Точение |
Фрезерование |
|||||
|
Скорость резания, м/с |
Подача, м/с |
Скорость резания, м/с |
Подача, мм/об |
Скорость резания, м/с |
Подача, мм/об |
Скорость резания, м/с |
Подача, мм/зуб |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
пнд, пвд |
33-41 (стальными дисками) |
0,05-0,07 |
0,83-1,8 |
0,1-0,4 |
1,5-2,25 |
0,04-0,1 |
7,5-8,3 |
0,03-0,04 |
|
50-65 (абразивными армированными кругами) |
0,01-0,02 |
- |
- |
- |
- |
- |
- |
|
|
пп |
33-41 (стальными дисками) |
0,05-0,07 |
0,83-1,8 |
0,1-0,4 |
1,7-6,6 |
0,05-0,4 |
7,5-8,3 |
0,03-0,04 |
|
50-65 (абразивными армированными кругами) |
0,01-0,02 |
- |
- |
- |
- |
- |
- |
|
|
пвх |
33-41 (стальными дисками) |
0,05-0,07 |
0,2-0,6 |
0,5-1,0 |
5,0-16,0 |
0,1-0,2 |
10,0-12,0 |
0,02-0,04 |
|
50-65 (абразивными армированными кругами) |
0,01-0,02 |
- |
- |
- |
- |
- |
- |
|
При сверлении труб из ПВХ необходимо:
глубоко кернить центр отверстия;
применять сверла с углом заточки вершины 110-130° и притупленными режущими кромками;
процесс сверления вести при повторяющихся с небольшими интервалами выводах сверла из отверстия, а для отверстий диаметром свыше 15 мм проводить предварительное сверление меньшим диаметром сверла.
Снимать фаски на концах труб необходимо с применением механизированных устройств. В монтажных условиях допускается применение ручных приспособлений, драчевых или плоских напильников (ГОСТ 1465-80).
4.8. Механическую обработку полимерных труб следует производить с соблюдением режимов резания, приведенных в табл. 3. Охлаждать режущий инструмент при обработке труб из ПВХ следует сжатым воздухом.
4.9. При механической обработке труб необходимо следить, чтобы на обработанных поверхностях не было трещин и надрывов. Шероховатость поверхностей торцов, предназначенных под сварку, не должна превышать Ra = 20 по ГОСТ 2789-73*.
Проверять перпендикулярность торцов труб и угол разделки кромок после механической обработки следует угломером. Допускается на монтаже проверять перпендикулярность торцов труб. угольником, а углы разделки кромок - специальными шаблонами. Отклонение от перпендикулярности торцов труб в зависимости от их DП мм, не должно превышать, мм:
до 110................................................. 0,5
125-200............................................... 1,0
225-400............................................... 2,0
свыше 450.......................................... 4,0
Обработка труб формованием
4.10. Изготовление на трубах или заготовках отбортовок, втулок под фланец, раструбов и переходов, а также вытяжку горловин, калибровку и гибку труб необходимо производить методом формования участка трубы или заготовки, нагретого до температур, указанных в табл. 4.
Таблица 4
|
Температура теплоносителя при отбортовке, изготовлении раструбов, калибровке, гибке труб и вытяжке горловин (без формования стенки трубы), °С |
Температура теплоносителя (воздуха) при изготовлении втулок под фланец, переходов и вытяжке горловин (с формованием стенки трубы), °С |
||
|
Глицерин |
Воздух |
||
|
ПНД |
135±5 |
150±10 |
240±10 |
|
ПВД |
105±5 |
135±10 |
220±10 |
|
ПП |
- |
185±10 |
280±10 |
|
ПВХ |
135±5 |
160±10 |
- |
4.11. Нагревать трубы или заготовки под формование необходимо в термошкафах или в кольцевых печах, в которых в качестве теплоносителя используют воздух, а также в нагревательных устройствах с инфракрасными излучателями. При изготовлении отбортовок и раструбов, калибровке и гибке труб допускается нагрев в ваннах с жидкими теплоносителями (глицерин ГОСТ 6259-75, гликоль и др.). На монтаже для нагрева следует применять воздуходувки или беспламенные горелки.
4.12. Нагревать трубы (заготовки) следует, как правило, одновременно с внутренней и наружной сторон (двухсторонний нагрев). При изготовлении раструбов, калибровке и гибке труб с толщиной стенки до 5,0 мм допускается односторонний нагрев.
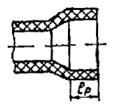
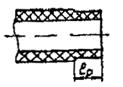
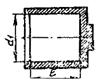
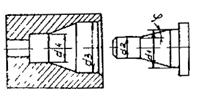
4.14. Формованные изделия (в зависимости от материала и способа соединения) следует выбирать в соответствии с табл. 5. Сортамент и конструктивные размеры формованных соединительных деталей (втулок под фланец и переходов) необходимо выбирать в соответствии с требованиями отраслевых нормативных документов, указанных в справочном приложении 9, а отбортовок, раструбов и калибруемых концов труб - по табл. 5 и 6.
4.15. При формовании отбортовки длину трубной заготовки необходимо выбирать больше длины готового изделия на величину lо, а при формовании втулок под фланец - на величину lФ в соответствии с табл. 7 и 8.
Таблица 5
|
Схема изделия |
Назначение |
|
|
Отбортовка |
|
Для разъемных соединений трубопроводов из ПВД, ПНД, ПП и ПВХ с применением свободных металлических фланцев |
|
Втулка формованная под фланец |
|
Для разъемных соединений трубопроводов из ПВД, ПНД и ПП с применением свободных металлических фланцев |
|
Раструб |
|
Для неразъемных свариваемых враструб соединений трубопроводов из ПВД, ПНД и ПП и склеиваемых из ПВХ |
|
Калиброванный конец трубы |
|
Для неразъемных клеевых соединений трубопроводов из ПВХ |
|
Переход |
|
Для неразъемных соединений различных диаметров труб из ПВД, ПНД и ПП |
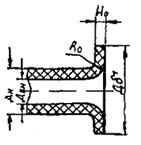
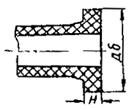
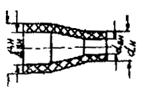
Примечание. Величину Н принимают в соответствии с ОСТ 36-55-81.
4.16. Формование концов труб и изготовление переходов необходимо производить, соблюдая такую последовательность операций:
разогрев концов труб или заготовок; при этом длина нагреваемого участка трубы должна быть в 1,5 раза больше длины lр (табл. 6) и в 1,2 больше длины lо (табл. 7) и lф (табл. 8);
установка и закрепление труб или заготовок;
формование разогретого конца или заготовки трубы;
охлаждение готового изделия;
извлечение готового изделия;
контроль качества.
Таблица 6
|
Размеры деталей, мм, в зависимости от наружного диаметра труб, Dн, мм |
|||||||||||||||||
|
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
125 |
140 |
160 |
180 |
200 |
225 |
250 |
280 |
315 |
|
|
Наружный диаметр отбортовки, Dd |
51 |
63 |
74 |
86 |
94 |
116 |
130 |
150 |
170 |
178 |
205 |
225 |
232 |
265 |
282 |
312 |
365 |
|
Радиус отбортовки, Ro |
7 |
8 |
8 |
9 |
10 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
16 |
17 |
18 |
19 |
20 |
|
Толщина отбортовки, Но |
Не менее толщины стенки трубы |
||||||||||||||||
|
Длина цилиндрической части раструба или калиброванного конца трубы, 1р |
19 |
22 |
26 |
31 |
38 |
44 |
51 |
61 |
69 |
76 |
88 |
96 |
106 |
119 |
- |
- |
- |
Примечания: 1. Допускаемые отклонения
размеров должны соответствовать ± ![]() по СТ СЭВ 145-75 и СТ СЭВ 177-75.
по СТ СЭВ 145-75 и СТ СЭВ 177-75.
2. Обозначения Dd, Ro, Но, 1р те же, что и в табл. 5
Таблица 7
|
Dн, мм |
Длина 1о в зависимости от материала и типа труб, мм |
||||||||||||
|
ПНД |
ПВД |
ПВХ |
|||||||||||
|
Л |
СЛ |
С |
Т |
Л |
СЛ |
С |
Т |
Л |
СЛ |
С |
Т |
ОТ |
|
|
25 |
- |
- |
23 |
24 |
- |
23 |
24 |
28 |
- |
- |
- |
23 |
23 |
|
32 |
- |
- |
27 |
29 |
27 |
27 |
29 |
33 |
- |
- |
- |
26 |
27 |
|
40 |
- |
28 |
28 |
30 |
28 |
29 |
31 |
36 |
- |
- |
27 |
27 |
29 |
|
50 |
- |
28 |
29 |
31 |
23 |
30 |
33 |
38 |
- |
- |
27 |
28 |
30 |
|
63 |
22 |
23 |
24 |
27 |
23 |
26 |
28 |
34 |
- |
- |
22 |
23 |
26 |
|
75 |
29 |
30 |
32 |
36 |
31 |
34 |
37 |
44 |
- |
29 |
29 |
31 |
34 |
|
90 |
27 |
29 |
31 |
35 |
30 |
33 |
37 |
44 |
- |
27 |
28 |
30 |
33 |
|
110 |
27 |
29 |
20 |
36 |
30 |
34 |
38 |
47 |
26 |
26 |
28 |
30 |
34 |
|
125 |
30 |
32 |
35 |
41 |
34 |
38 |
43 |
53 |
29 |
30 |
31 |
34 |
38 |
|
140 |
26 |
28 |
30 |
37 |
29 |
34 |
- |
- |
24 |
25 |
26 |
29 |
34 |
|
160 |
30 |
33 |
36 |
43 |
35 |
40 |
- |
- |
28 |
29 |
31 |
35 |
40 |
|
180 |
30 |
33 |
37 |
44 |
- |
- |
- |
- |
27 |
29 |
31 |
35 |
44 |
|
200 |
23 |
26 |
30 |
37 |
- |
- |
- |
- |
19 |
22 |
24 |
28 |
34 |
|
225 |
28 |
31 |
36 |
45 |
- |
- |
- |
- |
24 |
27 |
29 |
34 |
40 |
|
250 |
24 |
27 |
32 |
42 |
- |
- |
- |
- |
19 |
22 |
25 |
30 |
37 |
|
280 |
24 |
28 |
34 |
44 |
- |
- |
- |
- |
19 |
23 |
26 |
31 |
39 |
|
315 |
35 |
40 |
47 |
- |
- |
- |
- |
- |
30 |
34 |
37 |
43 |
53 |
Таблица 8
|
Dн, мм |
Длина 1ф в зависимости от материала и типа труб, мм |
|||
|
ПНД, ПП |
ПНД |
ПВД |
||
|
С |
Т |
С |
Т |
|
|
25 |
56 |
75 |
64 |
64 |
|
32 |
111 |
93 |
72 |
60 |
|
40 |
117 |
91 |
70 |
83 |
|
50 |
123 |
100 |
73 |
93 |
|
63 |
96 |
79 |
71 |
62 |
|
75 |
116 |
94 |
84 |
72 |
|
90 |
117 |
103 |
79 |
71 |
|
110 |
75 |
99 |
86 |
70 |
|
125 |
119 |
98 |
97 |
85 |
|
140 |
98 |
87 |
82 |
- |
|
160 |
120 |
99 |
100 |
- |
|
180 |
122 |
97 |
- |
- |
|
200 |
94 |
86 |
- |
- |
|
225 |
118 |
104 |
- |
- |
4.17. Цилиндрический раструб должен формоваться пуансоном, вдвигаемым в размягченную трубу, а калибровка осуществляется гильзой, надвигаемой на ее конец. Для труб из ПВХ допускается формование раструба посредством вдвигания холодной трубы со снятой фаской на конце в разогретый конец другой трубы.
Отбортовку на концах труб (заготовок) следует выполнять пуансоном и прижимным фланцем, оформляющим наружную поверхность отбортовки. Для формования буртов и переходов надлежит использовать пресс-формы. Конструкция и основные размеры формующего инструмента приведены в табл. 9.
Шероховатость рабочих поверхностей формовочных инструментов не должна превышать Ra = l,25 по ГОСТ 2789-73* и ГОСТ 2.309-73.
4.18. Для формования следует применять устройства с ручным или механизированным приводом, обеспечивающие давление на площадь опорной поверхности, равное 0,8 МПа (при отбортовке) и 2,5 МПа (при изготовлении втулок под фланец).
4.19. Отформованную деталь следует охлаждать совместно с формовочным инструментом до температуры 35°С и ниже. Допускается принудительное охлаждение отформованных деталей и пресс-форм водой или сжатым воздухом. На время хранения в раструбы на трубах из полиэтилена, подготовленные под контактную сварку враструб, необходимо устанавливать деревянные катушки.
Таблица 9
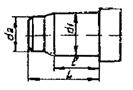
|
Вид выполняемой операции |
Основные размерные зависимости, мм |
|
|
|
Отбортовка |
d1 = Dвн d2 = Dвн - (3¸5) d3 = Dd r = Ro, l = 2Но C = Но, L = 1,3l |
|
|
Изготовление раструбов |
d1 = Dн d2 = Dвн - (1¸2) l = lp, L = 2l |
|
|
Изготовление втулок под фланец |
d1 = Dвн d2 = Dвн - (3¸5) d3 = Dн d4 = Dd l = 2Н, C = 2Н, L = 1,3l |
|
|
Калибровка концов труб |
d1 = 1,015Dн l = lp |
|
|
Формование переходов |
d1 = Dвн d2 = dвн d3 = 1,015Dн d4 = 1,015dн j = 15° |
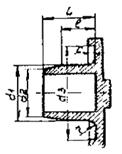
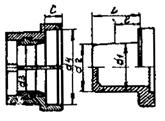
Примечание. Обозначения Нo, H, Ro, Dd, lp те же, что и в табл. 5.
Разнотолщинность цилиндрических участков отформованных деталей не должна превышать допуски на толщину стенки трубы.
4.21. Контролировать качество формованных изделий следует в соответствии с пунктом 4.20, а также отраслевыми нормативными документами, утвержденными в установленном порядке.
Гибка труб
4.22. Гибку труб следует производить на специальных
трубогибочных станках при соотношении ![]() обкаткой роликом вокруг шаблона без
применения наполнителя (рис. 1, а) и при соотношении
обкаткой роликом вокруг шаблона без
применения наполнителя (рис. 1, а) и при соотношении ![]() наматыванием на шаблон
с внутренней оправкой-дорном (рис. 1, 6).
наматыванием на шаблон
с внутренней оправкой-дорном (рис. 1, 6).
Радиус изгиба по оси трубы принимают в соответствии с указаниями в проекте, а при отсутствии таких указаний - равным 4 Dн.
4.23. При гибке труб на трубогибочных станках следует соблюдать такую последовательность операций:
разметка и резка труб на заготовки;
нагрев труб;
гибка труб;
охлаждение гнутых участков;
торцовка концов гнутых деталей.
4.24. Длину заготовки (рис. 2) следует определять по формуле
![]()
где L - длина заготовки, мм;
l - прямой участок, необходимый для крепления труб при гибке и сварке (l = 2Dн), мм;
R - радиус изгиба по оси трубы, мм;
a - угол изгиба, град.
Величину угла изгиба в связи с наличием упругой деформации разгиба после снятия изделия с шаблона следует увеличивать в 1,065 раза при изгибе труб из ПВД и в 1,11 раза при изгибе труб из ПНД и ПП. Трубы из ПВХ упругой деформации разгиба не имеют.
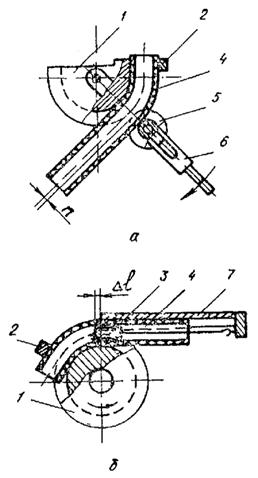
Рис. 1. Схема гибки труб:
а - способом обкатки роликом вокруг шаблона; б - способом
наматывания на шаблон с внутренней оправкой; 1 - гибочный шаблон; 2
- зажим; 3 - оправка; 4 - труба; 5 - ролик; 6
- рычаг; 7 - прижимная планка
Длины заготовок при изгибе их на угол 30°, 45°, 60° и 90° при R = 4 Dн приведены в табл. 10.
4.25. Перед гибкой трубу (заготовку) нагревают в жидкостных ваннах, электропечах и т.д. в соответствии с пп. 4.10-4.13.
В случаях, когда размеры нагревательного устройства не позволяют нагревать трубу на необходимую длину, гибку труб производят в несколько приемов, оставляя между гнутыми участками прямые участки с тем, чтобы не допустить повторного нагрева согнутого участка.
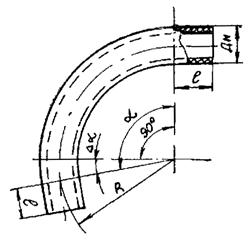
Рис. 2. Схема гибки труб на угол 90°
Таблица 10
|
Длина заготовок L в зависимости от диаметра труб, мм |
|||||||||||
|
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
125 |
140 |
160 |
|
|
30 |
252 |
268 |
284 |
305 |
381 |
457 |
548 |
670 |
762 |
853 |
975 |
|
45 |
279 |
302 |
326 |
375 |
446 |
536 |
643 |
786 |
839 |
1000 |
1143 |
|
60 |
305 |
336 |
368 |
409 |
512 |
614 |
737 |
901 |
1023 |
1146 |
1310 |
|
90 |
357 |
404 |
451 |
514 |
643 |
771 |
925 |
1131 |
1285 |
1439 |
1645 |
При нагреве в вертикальных жидкостных ваннах труба должна быть погружена в ванну так, чтобы конец ее длиной не менее 2Dн выступал над уровнем жидкости и оставался холодным.
4.26. Время между окончанием нагрева и гибкой следует выбирать минимально возможным, но не более 40 с (при диаметре труб до 90 мм) и 60 с (при диаметре труб до 160 мм).
4.27. Для гибки холодный конец трубы следует закреплять в зажиме гибочного шаблона таким образом, чтобы нагретый участок трубы соприкасался с торцом зажимного устройства. Зажимное устройство трубогиба должно обеспечивать надежное фиксирование конца трубы с целью исключения проскальзывания трубы в процессе гибки.
4.28. При гибке труб обкаткой роликом вокруг шаблона обкатывающий ролик должен свободно вращаться вокруг своей оси. При этом зазор п (рис. 1, а) между гибочным шаблоном и обкатывающим роликом не должен превышать 10% наружного диаметра изгибаемой трубы.
4.29. При гибке наматыванием на шаблон наружный диаметр формующей оправки должен быть на 3% меньше внутреннего диаметра изгибаемой трубы. Опережение дорна Dl (рис. 1, б) относительно оси гибочного шаблона следует определять по формуле:
![]()
где R - радиус гиба;
d - фактический зазор между дорном и трубой.
4.30. Диаметр ручьев гибочного шаблона и обкатывающего ролика должен быть равен номинальному наружному диаметру изгибаемой трубы. Ручьи не должны иметь заусенцев, острых кромок и других дефектов, способных повредить поверхность трубы при гибке.
4.31. Скорость гибки должна быть в пределах от 2 до 4 об/мин. Гибку труб следует выполнять плавно, без рывков.
4.32. Согнутые заготовки, закрепленные на трубогибе, следует охлаждать до температуры не более 35°С в естественных условиях или используя воду либо сжатый воздух.
4.33. При длительном хранении согнутые и снятые с трубогиба трубы следует устанавливать в специальный кондуктор, предотвращающий их разгибание.
4.34. При отсутствии трубогибочного оборудования допускается гибка труб с помощью шаблона. В этом случае во избежание сжатия стенок трубы следует применить наполнители, помещаемые в трубу до ее нагрева. В качестве наполнителей следует использовать резиновый жгут или резиновый шланг, набитый песком. Наружный диаметр жгута или шланга должен быть на 1-2 мм меньше внутреннего диаметра изгибаемой трубы. Допускается в качестве наполнителя использовать чистый сухой песок, нагретый до температуры 100°С. Концы труб после заполнения песком следует заглушить пробками.
4.35. Отклонение угла изгиба согнутой трубы от заданного проектом не должно превышать ±3°.
4.36. Поверхность изогнутых труб должна быть ровной и гладкой, трещины не допускаются. Допускаются вмятины от формующего инструмента в пределах допускаемых отклонений, указанных в нормативной документации на трубы.
4.37. Овальность труб в местах изгиба, вычисленная по формуле:
![]()
где Dмакс, Dмин, Dном - соответственно максимальный, минимальный и номинальный наружные диаметры труб после гибки, не должна превышать 8%.
4.38. Толщина стенки изделия на изогнутом участке должна быть не менее 95% номинальной толщины стенки трубы. Толщину стенки трубы при гибке должны обеспечивать соблюдение технологического процесса и настройка оборудования. При отработке технологического процесса и настройке оборудования толщину стенки гнутых участков труб следует измерять на пробных образцах, вырезанных перпендикулярно оси трубы.
Вытяжка горловин
4.39. Переходные ответвления в трубопроводах из полиэтилена и ПП следует изготавливать способом вытяжки горловин в трубе при соотношении наружных диаметров горловины и трубы не более 0,7 (рис. 3).
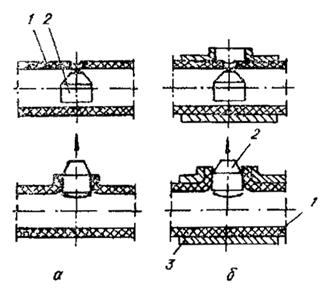
Рис. 3. Схема процесса вытяжки горловин в трубах:
а - при помощи пуансона (без формования толщины стенок
горловины); б - при помощи пуансона и матрицы (с формованием толщины
стенок горловины); 1 - труба с отверстием; 2 - пуансон; 3
- матрица
4.40. Последовательность операций технологического процесса вытяжки горловины: вырезка отверстий в трубе в месте вытяжки горловины, нагрев участка трубы вокруг отверстия, ввод пуансона внутрь трубы и центровка его по отверстию для вытяжки горловины, вытяжка горловины, охлаждение горловины, извлечение пуансона из горловины, торцовка горловины.
4.41. Вырезать отверстия в трубе следует механическим способом (фрезерованием, сверлением и т.п.) в соответствии с требованиями п. 4.6. Размеры отверстий под вытяжку горловины в зависимости от диаметра трубы и горловины необходимо выбирать в соответствии с рис. 4 и табл. 11. Основные размеры оснастки для вытяжки горловины следует выбирать в соответствии с рис. 5 и табл. 12.
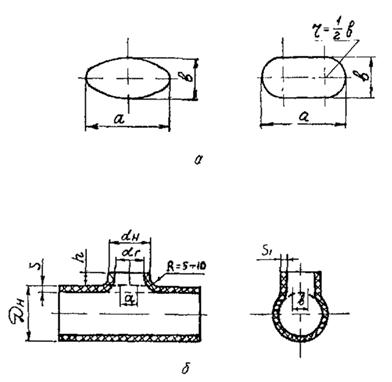
Рис. 4. Форма и основные размеры отверстий и вытянутой
горловины:
а - отверстия, вырезаемые в трубе под вытяжку горловины; б
- отверстия в трубной заготовке
4.42. Перед вытяжкой горловины стенка трубы вокруг отверстия подлежит одновременному нагреву с внутренней и наружной стороны в соответствии с требованиями пп. 4.10-4.13. Длина нагреваемого участка должна быть больше наружного диаметра горловины на 30±10 мм. Допускается нагрев всей заготовки в жидкостных (глицериновых) ваннах.
4.43. Устройство для вытяжки горловин должно обеспечивать совпадение осей пуансона, отверстия в матрице и отверстия в трубе. Скорость движения пуансона при вытяжке горловины должна составлять 0,8-1,0 м/мин. После выхода цилиндрической части пуансона из образовавшейся горловины, его необходимо зафиксировать в таком положении до охлаждения трубы.
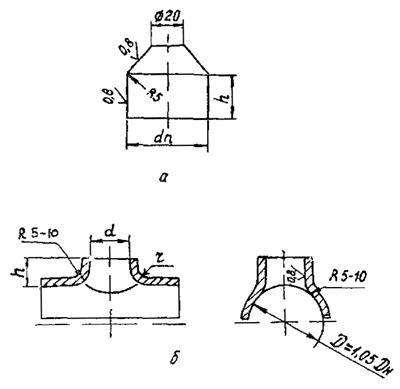
Рис. 5. Основные размеры оснастки для вытяжки
горловин:
а - пуансон; б - матрица
Таблица 11
|
Размер отверстия вдоль оси трубы (а), мм |
Высота горловины (h), не менее, мм |
Размер отверстия перпендикулярно оси трубы в, мм |
|||||||
|
Наружный диаметр трубы Dн, мм |
|||||||||
|
225 |
200 |
180 |
160 |
140 |
125 |
110 |
|||
|
50 |
31 |
8 |
24 |
20 |
20 |
18 |
18 |
18 |
18 |
|
63 |
42 |
10 |
28 |
28 |
28 |
28 |
23 |
18 |
18 |
|
75 |
47 |
12 |
32 |
32 |
32 |
32 |
27 |
22 |
22 |
|
90 |
56 |
14 |
40 |
38 |
38 |
34 |
28 |
24 |
- |
|
110 |
70 |
15 |
42 |
40 |
40 |
38 |
32 |
- |
- |
|
125 |
82 |
16 |
50 |
46 |
46 |
40 |
- |
- |
- |
|
140 |
95 |
16 |
56 |
52 |
50 |
- |
- |
- |
- |
|
160 |
110 |
18 |
58 |
56 |
- |
- |
- |
- |
- |
Охлаждать горловину (до температуры не выше 35°С) следует, как правило, в естественных условиях; допускается принудительное охлаждение горловины (водой или сжатым воздухом).
4.44. После извлечения пуансона горловину подвергают торцовке. Высота горловины после торцовки (h) указана в табл. 11.
Таблица 12
|
Наружный диаметр ответвления dн, мм |
Диаметр отверстия в матрице d, мм |
Высота цилиндрической части пуансона и матрицы h1, не менее, мм |
Диаметр цилиндрической части пуансона dп для труб в зависимости от материала, мм |
|||||
|
ПВД |
ПНД |
ПП |
||||||
|
С |
Т |
С |
Т |
С |
Т |
|||
|
50 |
51,6 |
10 |
38,3 |
31,3 |
44,4 |
40,4 |
45,3 |
41,6 |
|
63 |
65,0 |
12 |
48,5 |
39,5 |
55,8 |
50,8 |
57,2 |
52,4 |
|
75 |
77,5 |
14 |
57,9 |
47,3 |
66,9 |
60,7 |
68,2 |
62,7 |
|
90 |
92,8 |
16 |
69,3 |
57,0 |
80,2 |
72,8 |
70,6 |
75,0 |
|
110 |
114,0 |
17 |
- |
- |
98,8 |
89,6 |
100,5 |
93,5 |
|
125 |
129,0 |
18 |
- |
- |
111,6 |
101,6 |
113,8 |
104,4 |
|
140 |
144,3 |
18 |
- |
- |
124,9 |
113,5 |
127,2 |
116,9 |
|
160 |
164,8 |
20 |
- |
- |
142,6 |
129,8 |
145,3 |
133,8 |
4.45. Поверхность отформованной горловины должна быть ровной и гладкой. Допускаются вмятины от формующего инструмента, не выводящие толщину стенки горловины за пределы номинальной толщины стенки привариваемого ответвления.
5. СВАРКА И СКЛЕИВАНИЕ ТРУБОПРОВОДОВ
Общие положения
5.1. Сварку (склеивание) пластмассовых трубопроводов можно осуществлять любыми методами, обеспечивающими качество соединений в соответствии с требованиями нормативных документов, утвержденных в установленном порядке. Способ сварки, если он не указан в проекте, выбирает монтажная организация.
5.2. Концы труб, предназначенные для сварки и склеивания, не должны иметь усадочного конуса и овальности, при которых наружный диаметр выходит за предельные размеры, указанные в стандартах и технических условиях на трубы. В случаях превышения этих допусков должна быть произведена калибровка концов труб (в соответствии с разделом 4).
Трубы и соединительные детали следует подготавливать к сварке (склеиванию) непосредственно перед началом работ, но не более, чем за 8 ч.
Непосредственно перед сваркой (склеиванием) следует очистить поверхность концов труб от загрязнений (пыли, песка, сажи и др.) на участке, длина которого превышает длину зоны соединения не менее чем на 30 мм. Поверхности труб из ПВХ, подлежащие склеиванию, следует обезжиривать растворителями (ацетоном, метиленхлоридом) на участке, длина которого превышает длину зоны соединения не менее, чем на 30 мм.
Разделку кромок труб перед сваркой (склеиванием), а также удаление окисленного слоя материала необходимо выполнять, используя фрезы, торцовки, рубанки, напильники, цикли или другие инструменты, которые не должны загрязнять обрабатываемые поверхности маслами, частицами металла, абразива и т.п.
5.3. К работам по сварке (склеиванию) следует допускать рабочих, прошедших подготовку по утвержденным в установленном порядке программам, сдавших пробные испытания и имеющих удостоверение о допуске к сварке (склеиванию) пластмассовых трубопроводов.
5.4. Для сварки (склеивания) пластмассовых труб необходимо использовать устройства и инструменты, обеспечивающие технологические режимы в соответствии с настоящими правилами и механизацию основных операций технологических процессов (зажима, перемещения, обработки кромок, создания требуемых усилий).
Корпуса нагревательных инструментов, применяемых для контактной сварки встык и враструб, рекомендуется изготавливать из алюминиевых сплавов, нержавеющей стали, нихрома. Использование меди и ее сплавов не допускается.
Для нагрева инструментов необходимо, как правило, использовать электронагревательные элементы (ТЭНы, нихромовые спирали и др.). Допускается использование газового нагрева при обеспечении контроля требуемой температуры нагревательного инструмента.
5.5. Перед сваркой рабочие поверхности нагревательных устройств и инструментов должны быть очищены от расплавленного материала, налипшего после предыдущей сварки, и от других загрязнений. Для очистки следует использовать чистую льняную ветошь по ГОСТ 5355-77 и неворсистую бумагу. Допускается использование алюминиевых скребков для очистки нагревательных инструментов без антиадгезионного покрытия.
5.6. Перед началом работ с новой партией труб и соединительных деталей для проверки и корректировки режимов необходимо произвести ускоренную проверку качества сварных (склеенных) соединений и определить соответствие качества соединений требованиям пп. 7.9-7.15.
5.7. Охлаждать сварные соединения следует в естественных условиях.
5.8. Удаление валика сварного шва (внутреннего и наружного валиков вытесненного расплава), как правило, не допускается. В случаях, предусмотренных в нормативных документах, утвержденных в установленном порядке, удалять валик необходимо механическим способом.
5.9. Сварку (склеивание) следует производить при температуре окружающего воздуха не ниже указанной в табл. 13.
Таблица 13
|
Допустимый нижний предел температуры окружающего воздуха в зависимости от материала труб, °С |
||||
|
ПНД |
ПВД |
ПП |
ПВХ |
|
|
Контактная сварка встык и враструб |
-5 |
-5 |
+5 |
+5 |
|
Газовая прутковая сварка |
+10 |
+5 |
+5 |
+15 |
|
Склеивание |
- |
- |
- |
+5 |
При более низких температурах окружающего воздуха сварку (склеивание) необходимо осуществлять в утепленных укрытиях.
При работе на открытом воздухе место сварки (склеивания) необходимо защищать от атмосферных осадков, прямых солнечных лучей и ветра.
5.10. Технологические указания по осуществлению сварки (склеиванию) пластмассовых труб приведены в пп. 5.11-5.49.
Контактная сварка встык
5.11. Контактную сварку встык (рис. 6) следует осуществлять с соблюдением такой последовательности операций: подготовка заготовок к сварке (очистка, сборка, центровка), обработка торцов, оплавление торцов, удаление нагревательного инструмента (технологическая пауза), осадка стыка, охлаждение сварного соединения.
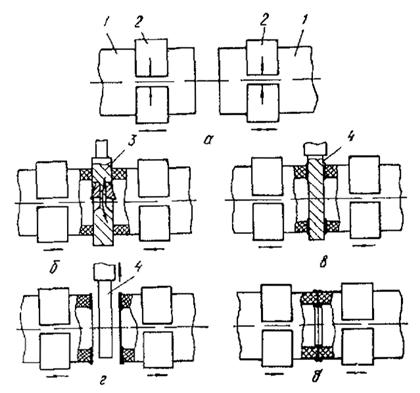
Рис. 6. Схема контактной сварки встык:
а - сборка труб под сварку; б - обработка торцов труб; в
- оплавлепие торцов труб; г - технологическая пауза для удаления
нагревательного инструмента; д - осадка труб и охлаждение сварного
соединения; 1 - свариваемые заготовки; 2 - сварочное устройство; 3
- устройство для торцовки; 4 - нагревательный инструмент
5.12. Используемые для сварки устройства должны содержать механизмы для центровки свариваемых заготовок относительно их осей, обеспечения правильного взаимного расположения заготовок и их фиксации, сближения заготовок, создания необходимого давления при оплавлении и осадке.
Смещение соединяемых концов труб, зажатых в сварочном устройстве, по наружному периметру торцов не должно превышать 10% номинальной толщины их стенок.
5.13. Механическую обработку кромок при сварке встык следует производить с использованием торцовочных устройств (инструментов) непосредственно перед сваркой после зажатия труб в сварочном устройстве. Между торцами труб, приведенных в соприкосновение под давлением осадки, не должно быть зазоров, превышающих: 0,3 мм для диаметров до 63 мм, 0,5 мм для диаметров свыше 63 до 110 мм, 0,7 мм для диаметров свыше 110 до 400 мм, 1,0 мм для диаметров свыше 400 мм.
С целью обеспечения равнотолщинности у торцов при сварке труб и соединительных деталей с разной толщиной стенки на трубе (соединительной детали), имеющей большую толщину стенки, следует снимать внутреннюю фаску под углом 15° к оси трубы (в соответствии с требованиями п. 4.7).
5.14. Рабочие поверхности нагревательного инструмента, как правило, должны иметь антиадгезионное покрытие из лакоткани или эмульсии на основе фторопласта (Ф-4Д). Допускается использование других антиадгезионных покрытий, а также нагревательных инструментов без антиадгезионного покрытия, имеющих шероховатость рабочих поверхностей не более Rа = 1,25 по ГОСТ 2789-73 и ГОСТ 2.309.73. Нагревательные инструменты с антиадгезионным покрытием из фторопласта (Ф-4Д) следует применять при сварке труб из ПВХ с толщиной стенки не более 6 мм.
Непараллельность рабочих поверхностей нагревательного инструмента должна соответствовать 7-му классу точности.
Температура рабочих поверхностей нагревательного инструмента при температуре окружающего воздуха от 10 до 30°С и скорости воздушного потока не более 2 м/с, как правило, должна составлять 200±10°С для ПВД, 220±10°С для ПНД (при толщине стенки труб до 20 мм), 240±10°С для ПП, 225±5°С для ПВХ. Допускается температуру нагревательного инструмента для ПНД (при толщине стенки труб более 20 мм) при условии автоматического контроля и стабилизации температуры инструмента снижать до 200±10°С. При температуре окружающего воздуха выше 30°С или ниже 10°С температуру нагревательного инструмента следует соответственно понижать или повышать на 10°С.
Таблица 14
|
Высота валика в конце первого этапа оплавления, мм, не более |
Время второго этапа оплавления, с, в зависимости от материала труб |
Технологическая пауза, с, не более |
Время подъема давления осадки, с, не более |
Время охлаждения, мин, в зависимости от материала труб |
|||||
|
ПВД |
ПНД, ПП |
ПВХ |
ПВД |
ПНД, ПП |
ПВХ |
||||
|
Св. 2 до 4 вкл. |
0,3 |
30±5 |
35±5 |
30±5 |
3 |
3 |
4±1 |
5±1 |
6±1 |
|
» 4 » 7 » |
0,5 |
45±10 |
55±10 |
50±10 |
4 |
4 |
6±2 |
8±2 |
9±1 |
|
» 7 » 12 » |
1,0 |
80±15 |
110±25 |
100±15 |
5 |
6 |
10±3 |
13±3 |
15±3 |
|
» 12 » 18 » |
1,0 |
120±15 |
150±25 |
140±20 |
6 |
8 |
16±3 |
20±4 |
22±3 |
|
» 18 » 26 » |
1,5 |
170±15 |
190±25 |
180±25 |
7 |
10 |
22±3 |
28±4 |
30±4 |
|
» 26 » 32 » |
1,5 |
- |
280±30 |
260±30 |
9 |
12 |
- |
35±5 |
40±5 |
|
» 32 » 40 » |
2,0 |
- |
360±40 |
- |
12 |
15 |
- |
40±5 |
- |
|
» 40 » 50 » |
3,0 |
- |
420±50 |
- |
15 |
20 |
- |
45±5 |
- |
Оплавление заготовок необходимо, как правило, осуществлять в два этапа. На первом этапе оплавление следует производить при давлении 0,1±0,02 МПа для ПВД, 0,2±0,04 МПа для ПНД и ПП и 0,5±0,05 МПа для ПВХ до образования по периметру заготовок валика расплавленного материала, высота которого указана в табл. 14. На втором этапе оплавления давление необходимо снизить до 0,02±0,01 МПа для ПВД, 0,04±0,015 МПа для ПНД и ПП и 0,1±0,02 МПа для ПВХ, а время прогрева заготовок при этом давлении задавать в соответствии с табл. 14.
Для трубопроводов III и IV категорий* допускается оплавление заготовок в один этап при постоянном давлении, равном 0,05±0,025 МПа для ПВД, 0,075±0,025 для ПНД и ПП и 0,1±0,02 МПа для ПВХ; при этом длительность оплавления следует принимать по табл. 15.
* Категории трубопроводов указаны в «Инструкции на проектирование технологических трубопроводов из пластмассовых труб» СН 550-82, М., Стройиздат, 1983.
Таблица 15
|
Время оплавления в режиме постоянного давления, с, в зависимости от материала труб |
|||
|
ПВД |
ПНД, ПП |
ПВХ |
|
|
Св. 2 до 4 вкл. |
45±10 |
50±10 |
50±10 |
|
» 4 » 7 » |
60±15 |
75±15 |
70±15 |
|
» 7 » 12 » |
100±20 |
130±20 |
120±15 |
|
» 12 » 18 » |
150±20 |
200±30 |
170±20 |
|
» 18 » 26 » |
200±30 |
250±30 |
220±25 |
|
» 26 » 32 » |
- |
350±30 |
300±30 |
|
» 32 » 40 » |
- |
450±40 |
- |
|
» 40 » 50 » |
- |
500±50 |
- |
5.16. Отводить заготовки от нагревательного инструмента по окончании оплавления следует в направлении, перпендикулярном оплавленной поверхности. Продолжительность технологической паузы с момента отвода заготовок от нагревательного инструмента и удаления инструмента до момента стыковки торцов заготовок при их сварке не должна превышать значений, указанных в табл. 14.
5.17. Давление осадки заготовок при сварке должно быть:
0,1±0,025 МПа для ПВД; 0,2±0,05 МПа для ПНД и ПП и 0,5±0,05 МПа для ПВХ. Время подъема давления осадки до заданного уровня должно соответствовать величинам, указанным в табл. 14.
5.18. Охлаждать сварной шов следует под давлением осадки в течение времени, указанного в табл. 14. При температуре окружающего воздуха выше 25°С время охлаждения необходимо увеличивать на 10-12%.
Контактная сварка враструб
5.19. Контактную сварку враструб и контактную раструбно-стыковую сварку следует осуществлять с соблюдением такой последовательности операций (рис. 7): подготовка заготовок к сварке (обрезка конца трубы, снятие на ней фаски, установка ограничительного хомута), надвигание раструба соединительной детали на дорн нагревательного инструмента, вдвигание конца трубы в гильзу нагревательного инструмента, оплавление свариваемых поверхностей, удаление нагревательного инструмента (технологическая пауза), соединение свариваемых заготовок, охлаждение сварного соединения.
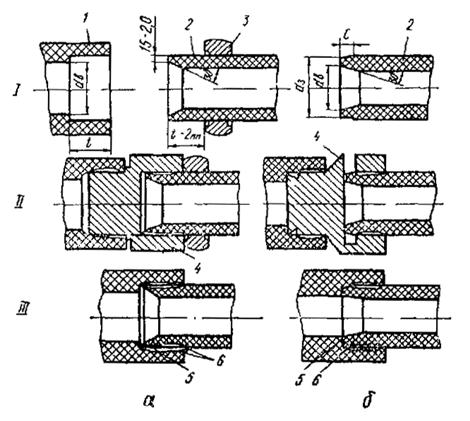
Рис. 7. Последовательность процесса контактной сварки
труб:
а - раструбной; б - раструбно-стыковой; I - подготовка труб и деталей к сварке; II - нагрев и охлаждение труб и деталей; III - соединение труб и деталей; 1 - раструб
соединительной детали; 2 - конец трубы; 3 - ограничительный
хомут; 4 - нагревательный инструмент; 5 - сварной шов; 6 -
зона оплавленного материала
5.20. При контактной сварке враструб ограничительный хомут следует устанавливать на трубу таким образом, чтобы расстояние от торца трубы было на 2 мм меньше длины раструба. При контактной раструбно-стыковой сварке ограничительный хомут для придания круглой формы трубам, имеющим эллиптическое сечение, устанавливают на расстоянии от торца трубы, на 2-3 мм превышающем длину раструба.
Таблица 16
|
Номинальный наружный диаметр труб, мм |
Размеры гильзы и дорна, мм |
||||||||||||
|
Вариант I |
Вариант II |
D2 |
d2 |
d3 |
R |
С |
|||||||
|
из стали 45 |
из алюминия Д16 |
из стали 45 |
из алюминия Д16 |
||||||||||
|
D1 |
d1 |
D1 |
d1 |
D1 |
d1 |
D1 |
d1 |
||||||
|
16 |
16,0 |
15,8 |
15,9 |
15,7 |
16,0 |
15,6 |
15,9 |
15,5 |
30 |
18 |
14,5 |
1 |
3 |
|
20 |
20,0 |
19,8 |
19,9 |
19,7 |
20,0 |
19,6 |
19,9 |
19,5 |
36 |
22 |
18,5 |
1 |
3 |
|
25 |
24,9 |
24,7 |
24,8 |
24,6 |
24,95 |
24,4 |
24,75 |
24,3 |
41 |
27 |
23,5 |
1,5 |
3 |
|
32 |
31,9 |
31,6 |
31,8 |
31,5 |
31,85 |
31,4 |
31,75 |
31,3 |
52 |
34 |
30,5 |
1,5 |
4 |
|
40 |
39,8 |
39,5 |
39,7 |
39,4 |
39,7 |
39,2 |
39,6 |
30,1 |
60 |
42 |
38 |
2 |
4 |
|
50 |
49,8 |
49,5 |
49,7 |
49,4 |
49,7 |
49,2 |
49,6 |
49,1 |
68 |
52 |
48 |
2 |
4 |
|
63 |
62,8 |
62,5 |
62,6 |
62,3 |
62,75 |
61,0 |
62,35 |
61,8 |
85 |
65 |
60,5 |
2,5 |
4 |
|
75 |
74,8 |
74,4 |
74,5 |
74,1 |
74,55 |
73,9 |
74,25 |
73,6 |
104 |
78 |
72 |
2,5 |
5 |
|
90 |
89,7 |
80,3 |
89,4 |
89,0 |
89,45 |
88,8 |
89,15 |
88,5 |
126 |
93 |
87 |
2,5 |
5 |
|
110 |
109,7 |
109,2 |
109,3 |
108,8 |
109,0 |
108,3 |
109,0 |
108,3 |
154 |
113 |
106,5 |
2,5 |
5 |
|
140 |
139,6 |
139,1 |
139,2 |
138,7 |
- |
- |
- |
- |
196 |
145 |
136 |
3 |
6 |
Примечание: 1. Вариант I - для деталей из ПВД диаметром от 16 до 63 мм типа С, диаметром от 76 до 110 мм типа СЛ и диаметром 140 мм типа Л; вариант II - для деталей диаметром от 16 до 63 мм типа Т и диаметром от 75 до 110 мм типа С.
2. Размеры D1 и d1 следует выполнять по 3 классу точности.
5.21. Оплавление свариваемых поверхностей следует производить с помощью нагревательного инструмента. Для облегчения контроля за оплавлением торца трубы при раструбно-стыковой сварке допускается использование нагревательного инструмента, гильза которого имеет смотровой зазор величиной 3-6 мм (рис. 8, зазор «С»). Шероховатость рабочих поверхностей инструмента не должна превышать Rа = 0,8 по ГОСТ 2789-73 и ГОСТ 2.309-73. Основные размеры инструмента должны соответствовать данным, приведенным на рис. 8 и в табл. 16.
5.22. Вылет концов труб из зажимов сварочного оборудования должен составлять не более 1,5 длины раструба.
5.23. Режимы сварки должны соответствовать табл. 17.
5.24. При сварке враструб вдвигать трубу в раструб следует до упора ограничительного хомута в торец раструба. При раструбно-стыковой сварке вдвигать трубу необходимо до упора ее торца в торец внутреннего выступа соединительной детали. При этом оплавление должно производиться в один этап, а давление оплавления и осадки должно соответствовать величинам, приведенным в пп. 5.15-5.18.
Таблица 17
|
Величина параметров для материала |
|||
|
ПВД |
ПНД |
ПП |
|
|
Температура нагревательного инструмента, °С |
250±10 |
260±10 |
270±10 |
|
Время оплавления, с, при толщине стенки, мм: |
|||
|
св. 2,0 до 2,5 |
4±1 |
- |
- |
|
» 2,5 » 3 |
5±2 |
8±2 |
9±2 |
|
» 3 » 4 |
7±2 |
12±3 |
15±5 |
|
» 4 » 6 |
8±3 |
15±5 |
25±5 |
|
» 6 » 8 |
9±3 |
- |
- |
|
» 8 » 12 |
15±5 |
- |
- |
|
Время между окончанием оплавления и соединения труб, не более, с, для диаметров, мм: |
|||
|
до 50 |
2 |
2 |
2 |
|
св. 50 |
4 |
4 |
4 |
|
Время выдержки под осевой нагрузкой, с |
30±10 |
40±10 |
40±10 |
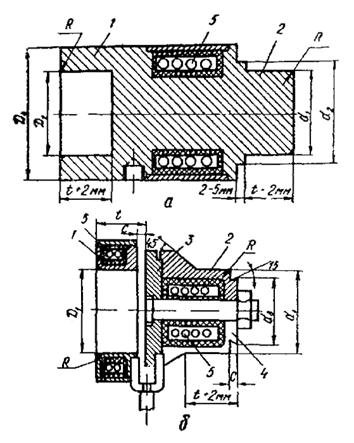
Рис. 8. Инструмент для раструбной (а) и
раструбно-стыковой (б) сварки:
1 - гильза; 2 - дорн; 3 - поверхность для
оплавления торца трубы; 4 - поверхность для оплавления внутренней полки
соединительной детали; 5 - электроспираль
Газовая прутковая сварка
5.25. Для газовой прутковой сварки следует применять (в зависимости от толщины свариваемых деталей и используемого оборудования) присадочные материалы в виде круглых прутков диаметром от 2 до 4 мм или прутков с другой формой поперечного сечения, изготовленных методом экструзии из материала, аналогичного материалу свариваемых труб и соответствующих требованиям нормативных документов, утвержденных в установленном порядке.
5.26. В качестве газа-теплоносителя следует применять, как правило, сжатый воздух, очищенный от влаги и масел и соответствующий классам загрязненности не выше IV по ГОСТ 17433-80, или газовоздушную смесь продуктов сгорания пропан-бутана. Для сварки ответственных конструкций рекомендуется использовать инертные газы (азот, аргон и др.).
5.27. Прутковую сварку необходимо производить вручную электрическими или газовыми горелками в обычном или скоростном режиме в соответствии с рис. 9. Площадь выходного канала наконечника горелки (рис. 9, а, поз. 4) должна на 10-15% превышать площадь поперечного сечения прутка. При сварке в скоростном режиме наконечник горелки (рис. 9, б) должен иметь дополнительные каналы для предварительного подогрева прутка (поз. 6) и кромок свариваемых заготовок (поз. 5), расположенные под углом 45° к оси выходного канала и имеющие общую площадь поперечного сечения, равную площади выходного канала. Наконечник должен быть снабжен направляющей для прутка и направляющим клином, расположенным в плоскости осей каналов.
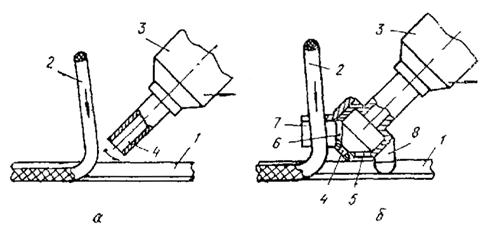
Рис. 9. Схема газовой прутковой сварки:
а - обычная сварка; б - скоростная сварка (сварка с
предварительным подогревом прутка); 1 - свариваемые заготовки; 2
- присадочный пруток; 3 - сварочная горелка; 4 - выходной канал
наконечника; 5 - канал предварительного подогрева свариваемых заготовок;
6 - канал предварительного подогрева прутка; 7 - направляющая для
прутка; 8 - направляющий клин
5.28. Необходимо осуществлять V-образную разделку кромок труб с углом раскрытия 60°±10% для толщин стенок трубы до 6 мм и 80°±10° для толщин свыше 6 мм.
5.29. Зазор в стыке собранных и неподвижно зафиксированных перед сваркой заготовок должен быть 1,0±0,5 мм.
5.30. Перед началом сварки конец сварочного прутка должен быть срезан под углом 40°±10° к его оси.
5.31. При сварке необходимо выдерживать следующие параметры:
расстояние от наконечника горелки до свариваемых поверхностей 5±2 мм;
угол наклона прутка к поверхности сварочного шва 90° (для труб из ПНД, ПП и ВХ) и 120° (для труб из ПВД);
угол подвода наконечника горелки относительно поверхности сварного шва - 30° (при толщине стенки до 5 мм) и 40° (при толщине стенки свыше 5 мм).
При сварке без предварительного подогрева прутка газовую струю следует направлять колебательными (веерообразными) движениями наконечника горелки на сварочный пруток и кромки деталей.
Таблица 18
|
Величина параметра для труб из материала |
||||
|
ПНД |
ПВД |
ПП |
ПВХ |
|
|
Температура теплоносителя, °С |
250±15 |
240±15 |
260±15 |
230±15 |
|
Усилие вдавливания прутка в шов, приходящееся на 1 мм2 площади сечения прутка, Н |
3±1 |
2±1 |
3±1 |
4±1 |
5.32. Температура теплоносителя и усилие вдавливания прутка при сварке должны соответствовать значениям, указанным в табл. 18. Температура теплоносителя должна быть увеличена на 10°С при температуре окружающего воздуха ниже 15°С (для труб из ПП и ПВХ), 10°С (для труб из ПНД) и 5°С (для труб из ПВД).
5.33. Расход теплоносителя следует задавать из расчета 0,3±0,1 м3/ч на 1 мм2 площади сечения сопла.
5.34. Скорость укладки прутков в шов при сварке должна быть не ниже 10 м/ч (при сварке прутком площадью сечения до 8 мм2) и 7 м/ч (при сварке прутком сечением свыше 8 мм2).
5.35. Укладывать прутки в шов необходимо в последовательности, указанной на рис. 10. При смене или обрыве прутка в процессе сварки, оставшийся в шве конец прутка необходимо срезать под углом 40° к оси шва. Расстояние между стыками прутков, расположенных вдоль сварного соединения и последовательно укладываемых один над другим, должно быть не менее 10 мм.
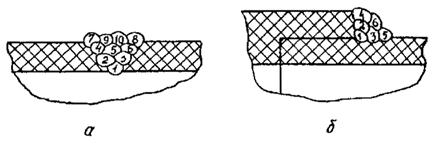
Рис. 10. Схема укладки прутков в шов:
а - в стыковом соединении; б - в нахлесточном соединении
В сварном шве прутки не должны перекручиваться и переплетаться друг с другом.
5.36. При многорядной укладке прутков в сварной шов каждый последующий пруток следует укладывать после охлаждения предыдущего до температуры 40°С и ниже.
Склеивание трубопроводов из непластифицированного поливинилхлорида (ПВХ)
При отсутствии раструбов на концах труб допускается их изготовление методом формования в соответствии с пп. 4.10-4.21.
5.38. Склеивание труб и соединительных деталей из ПВХ следует производить в такой последовательности: подготовка концов труб и соединительных деталей под склеивание, контрольная сборка, нанесение клея на соединяемые поверхности, сборка соединений и их выдержка.
5.39. Вязкость клея, применяемого для изготовления соединений, должна находиться в пределах 0,15-0,4 Па. Загустевшие клеи следует разбавлять до необходимой консистенции трехкомпонентным растворителем, состоящим из диметилформамида, циклогексана и тетрагидрофурана, взятых в соотношении 1:1: 2,5. Эту операцию следует выполнять непосредственно перед использованием клеев.
5.40. Для определения вязкости клея следует использовать вискозиметры ВЗ-1, ВЗ-4, ВЗ-6 и ВК-2 по ГОСТ 8420-74*. При отсутствии необходимых приборов для замера вязкости допускается применение на монтаже упрощенного метода. Для этого банку, наполненную клеем до половины ее объема, следует наклонить. При нормальной вязкости поверхность клея должна при наклоне банки сохранять горизонтальное положение.
5.41. При контрольной сборке раструбного соединения следует проверить зазор между склеиваемыми поверхностями и установить длину калиброванного участка трубы, вставляемого в раструб.
5.42. В соединениях с зазором до 0,4 мм клей необходимо наносить в один слой, более 0,4 мм - в два слоя. Нанесение второго слоя клея следует производить после минутной выдержки первого.
5.43. Клей следует наносить тонким равномерным слоем в продольном направлении на всю длину склеиваемой части трубы и раструба с применением кистей:
для труб до Dн 25 мм - круглой (диаметром 8 мм);
» Dн 32 мм - плоской (25´3 мм);
» Dн 63 мм - плоской (50´5 мм);
» Dн 225 мм - плоской (65´5 мм).
5.44. Собирать соединения необходимо в течение 1-2 мин после нанесения клея. При выполнении соединений не допускается вращение одной детали по отношению к другой. Излишек клея на трубе после выполнения соединения должен быть сразу удален.
5.45. Нормы расхода растворителя на обезжиривание и нормы расхода клея на 100 соединений приведены в табл. 19.
Таблица 19
|
Наружный диаметр трубы, Dн, мм |
Масса растворителя, кг |
Масса клея, кг |
|
16 |
0,2 |
0,3 |
|
20 |
0,3 |
0,4 |
|
25 |
0,4 |
0,5 |
|
32 |
0,5 |
0,6 |
|
40 |
0,7 |
1,0 |
|
50 |
1,0 |
1,5 |
|
63 |
1,2 |
2,0 |
|
75 |
1,5 |
3,0 |
|
90 |
1,6 |
4,0 |
|
110 |
2,0 |
6,0 |
|
140 |
2,5 |
8,0 |
|
160 |
3,5 |
10,0 |
|
180 |
4,5 |
11,0 |
|
200 |
5,5 |
12,0 |
|
225 |
6,5 |
13,0 |
5.46. Клеевое соединение труб наружным диаметром 90 мм и более необходимо выполнять с применением устройств, обеспечивающих зажим, центровку и перемещение склеиваемых изделий. Для труб наружным диаметром до 90 мм допускается склеивать соединения вручную.
5.47. Склеенные стыки необходимо выдерживать в неподвижном состоянии в течение 5 мин и не подвергать механическим нагрузкам в течение 2 ч.
5.48. При склеивании не допускается попадание влаги на склеиваемые поверхности труб.
6. ИЗГОТОВЛЕНИЕ СВАРНЫХ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ТРУБ, УЗЛОВ ТРУБОПРОВОДОВ И БЛОКОВ
6.1. Размеры сварных соединительных деталей, изготавливаемых из труб из ПНД, ПВД и ПП при помощи контактно-стыковой сварки, следует принимать в соответствии с отраслевыми нормативными документами, утвержденными в установленном порядке.
6.2. Технологический процесс изготовления сварных соединительных деталей (отводов, равнопроходных тройников и крестовин) при помощи контактно-стыковой сварки должен выполняться в соответствии со схемой, приведенной на рис. 11, и включать следующие операции: разметку и резку труб на заготовки в соответствии с указаниями, приведенными в пп. 4.1-4.9 настоящей инструкции; установку, зажим, подгонку, торцовку и сварку заготовок в соответствии с требованиями раздела 5 настоящей инструкции; отрезку вершины сваренных угольников (для тройников и крестовин), как показано на рис. 11.
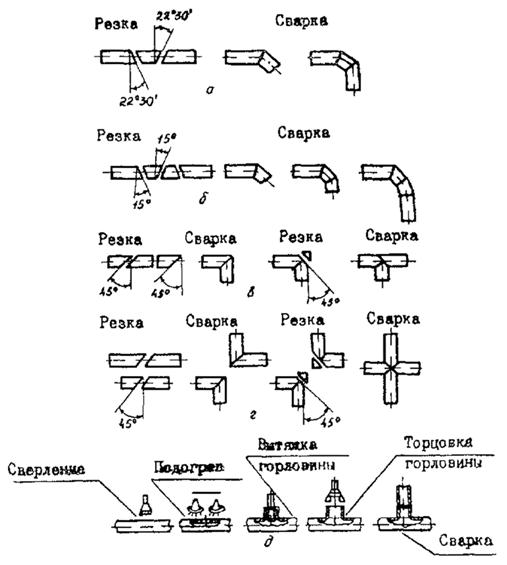
Рис. 11. Схема процесса изготовления соединительных
деталей при помощи контактно-стыковой сварки:
а - односекторных отводов; б - двухсекторных отводов, в
- тройников равнопроходных; г - крестовин; д - тройников
переходных
6.3. Переходные тройники следует изготавливать из трубных заготовок с отформованной (вытянутой), в соответствии с указаниями, приведенными в пп. 4.39-4.46, горловиной путем приварки к ней контактной стыковой сваркой патрубка. Приварку следует производить не раньше, чем через 8 ч после формования горловины.
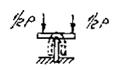
6.4. При сварке соединительных деталей из труб диаметром до 50 мм допускается сжатие свариваемых заготовок вручную. При этом на свариваемые под углом заготовки после подгонки их друг к другу необходимо нанести мелом не менее двух контрольных рисок с каждой стороны (рис. 12), по которым по окончании процесса оплавления совмещают свариваемые торцы.
6.5. При изготовлении тройников и крестовин линию отрезки вершины угольника (рис. 13) необходимо смещать от точки пересечения осей в сторону вершины угольника на величину 2-2,5 мм, предназначенную для оплавления и осадки труб при сварке.

Рис. 12. Расположение контрольных рисок на трубах при ручной сварке
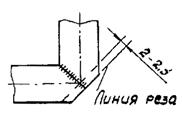
Рис. 13. Отрезка вершины угольника при изготовлении тройников и крестовин
6.6. Контроль качества трубозаготовительных и сварочных операций при изготовлении сварных соединительных деталей следует осуществлять в соответствии с требованиями раздела 7 настоящей инструкции.
6.7. Процесс изготовления узлов трубопроводов должен включать изготовление трубных элементов, сборку и сварку их в плоские узлы и, при необходимости, их последующую сварку и сборку на монтаже в пространственные узлы.
6.8. Изготовлять элементы и узлы трубопроводов необходимо в трубозаготовительных цехах или на участках, применяя приспособления для закрепления и фиксации труб, соединительных деталей и элементов (с последующей их подготовкой под сварку и сборку).
6.9. Механическую обработку, сборку и сварку, а также контроль качества выполняемых операций при изготовлении узлов трубопроводов следует осуществлять в соответствии с разделами 4, 5 и 7 настоящей инструкции.
6.10. Допускаемые отклонения линейных размеров каждого узла трубопровода от размеров, указанных в проекте, должны быть не более ±5 мм на 1 м, но не более ±15 мм на всю длину. Длина свободных прямых концов, предназначенных под сварку, должна быть не менее 200 мм.
6.11. Испытывать изготавливаемые узлы трубопроводов следует в составе смонтированного трубопровода (в соответствии с требованиями раздела 9 настоящей инструкции). В случае поставки монтажным организациям узлов сторонними организациями необходимость их предварительных испытаний устанавливается соглашением сторон.
6.12. На готовые узлы следует нанести маркировку, содержащую номер заказа или числовой индекс установки, номер блока, номер линии и номер узла. Маркировку необходимо наносить цветной водостойкой краской на расстоянии 200-300 мм от края узла. Для маркировки допускается применение бирок из фанеры или пластмассы.
6.13. Изготовлять блоки следует по проектам, разработанным в соответствии с ЕСКД или стандартами СПДС. Блоки следует собирать на опорных конструкциях и закреплять в проектном положении. Опорные конструкции должны обеспечивать сохранность трубопроводов в блоке при его транспортировке и монтаже.
7. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ И КЛЕЕВЫХ СОЕДИНЕНИЙ
7.1. Контроль качества сварных и клеевых соединений должен включать: входной контроль качества материалов и изделий, операционный контроль, внешний осмотр и измерения, ускоренную проверку качества сварных соединений, механические испытания сварных соединений.
7.2. Испытание сварных и клеевых соединений в составе смонтированного трубопровода на прочность и плотность необходимо выполнять в соответствии с требованиями СНиП 3.05.05 по монтажу технологического оборудования и трубопроводов и раздела 9 настоящей инструкции.
7.3. При входном контроле сварных и клеевых соединений проверяют качество материалов и изделий на соответствие требованиям стандартов и нормативных документов, утвержденных в установленном порядке, а также квалификацию рабочих в соответствии с требованиями СНиП 3.05.05 по монтажу технологического оборудования и трубопроводов.
7.4. Операционный контроль сварных соединений должен включать проверку качества сборки под сварку, качества поверхностей концов труб после их обработки и чистоты рабочих поверхностей нагревательного инструмента, а также контроль параметров режима сварки.
Операционный контроль клеевых соединений должен включать проверку выполнения требований к качеству подготовки поверхностей под склеивание, к величине зазора при сборке и соблюдению режимов технологического процесса, изложенных в пп. 5.37-5.49.
7.5. Внешнему осмотру и измерению подлежат все сварные (склеенные) швы трубопроводов. Внешний вид швов должен соответствовать следующим требованиям:
валик сварного шва, полученный в результате контактной сварки встык, должен быть симметричным и равномерно распределенным по ширине и всему периметру стыка;
высота валика, в зависимости от толщины стенки, должна быть в пределах: 2±1 мм при толщине стенки до 7 мм;
3±1 мм при толщине стенки от 7 до 18 мм; 4±1 мм при толщине стенки труб от 18 до 26 мм;
6±2 мм; 8±2 мм и 10±3 мм при толщине стенки соответственно от 26 до 32 мм, от 32 до 40 мм и от 40 до 50 мм;
ширина валика должна быть в пределах 1,8-2,3 его высоты;
валики шва не должны иметь резкой разграничительной линии, их поверхность должна быть гладкой;
в шве не должно быть трещин, газовых пузырей и инородных включений;
при сварке враструб валик должен быть равномерно распределен по торцу раструба;
при газовой прутковой сварке поливинилхлоридных труб не должно быть пустот между прутками, пережога материала изделий и сварочных прутков, неравномерного усиления шва по его ширине и высоте;
поверхность шва должна быть выпуклой и иметь плавное примыкание к основному материалу;
при склеивании зазор должен быть заполнен клеевой пленкой, равномерно выступающей по периметру стыка.
Стыки, не соответствующие перечисленным требованиям, бракуют.
7.6. При контактной сварке, в случае обнаружения в стыках дефектов, дефектные стыки вырезают и вваривают «катушки» длиной не менее 200 мм. При прутковой сварке швы могут быть исправлены без вырезания.
7.7. Ускоренную проверку качества сварных соединений выполняют для настройки сварочного оборудования и внесения коррективов в сварочный режим при получении новой партии труб. При этом применяют испытания на растяжение, статический загиб и отдир (табл. 20).
Таблица 20
|
Способ испытания |
Схема испытания |
Условия применения испытания |
|
|
Стыковое |
Растяжение |
|
Dн£50 мм |
|
|
Dн>50 мм S>10 мм |
||
|
Статический загиб |
|
Dн>50 мм S£10 мм |
|
|
Раструбное |
Растяжение |
|
Dн£50 мм |
|
Отдир |
|
Dн>50 мм |
|
|
Раструбно-стыковое |
Растяжение |
|
Dн£50 мм |
|
Отдир |
|
Dн>50 мм |


7.8. Испытание на растяжение выполняют на трубных образцах (при Dн до 50 мм) и линейных образцах (при Dн более 50 мм и толщине стенки более 10 мм).
Испытание на статический загиб применяют при Dн более 50 мм и толщине стенки до 10 мм, испытание на отдир - при Dн более 50 мм.
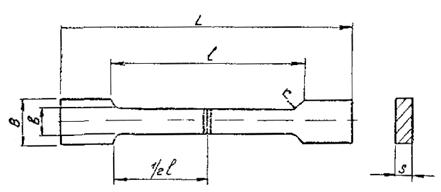
Рис. 14. Образец для испытания стыковых соединений на растяжение
Должно быть наготовлено и испытано не менее трех стыков труб, сваренных на одном режиме. При испытании линейных образцов из каждого стыка должно быть изготовлено не менее трех образцов.
7.9. Изготовление и испытание образцов сварных соединений пластмассовых труб необходимо осуществлять в соответствии с указаниями, приведенными в пп. 7.10-7.24.
7.10. Форма линейных сварных образцов для испытаний на растяжение и их размеры приведены на рис. 14 и в табл. 21.
Таблица 21
|
Размеры, мм |
|||||
|
В |
b |
L |
l |
r |
|
|
От 10 до 20 |
40±0,5 |
20±0,1 |
170 |
115 |
60 |
|
От 20 до 40 |
60±0,5 |
40±0,1 |
300 |
200 |
60 |
|
Более 40 |
80±0,5 |
60±0,1 |
300 |
200 |
60 |
Длина трубных образцов должна составлять:
при испытаниях стыковых соединений........................... 235±1 мм;
при испытании раструбных соединений......................... (235+l), мм;
где l - длина раструба;
при испытании раструбно-стыковых соединений.......... (235+L), мм;
где L - длина муфты.
Размеры образцов для испытания на статический загиб и отдир приведены в табл. 22.
Таблица 22
|
Способ испытания |
||||
|
Статический загиб |
Отдир |
|||
|
Размеры образцов, мм |
||||
|
ширина В |
длина l |
ширина В |
длина L |
|
|
До 10 вкл. |
10 |
40S+100, но не менее 250 и не более 400 |
10 |
40S+200, но не более 600 |
|
Св. 10 |
- |
- |
15 |
600 |
Сварные соединения должны располагаться посредине длины образца, валики сварных швов на образцах не снимают.
7.12. Испытание на статический загиб следует осуществлять плавным деформированием образца в течение 3-5 с с приложением нагрузки согласно рис. 15.
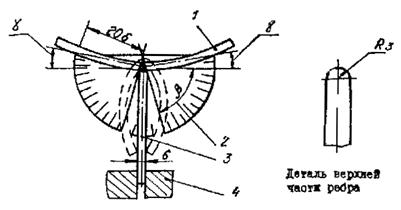
Рис. 15. Схема испытания образцов на статический
загиб:
1 - сварной образец; 2 - шкала угломера; 3 -
деревянное ребро; 4 - зажимное устройство
Удовлетворительными считаются результаты испытания, если не менее 80% образцов выдержало загиб на угол a = (2b+2g) = 180° при отсутствии разрушений, обнаруживаемых без увеличительных приборов.
7.13. Испытание на отдир выполняют изгибом свободной части образца, защемленного на половину длины сварного шва l (рис. 16). При этом необходимо проводить испытания на отдир трубы от раструба фасонной части и на отдир раструба фасонной части от трубы.
При удовлетворительном качестве соединения разрушение должно происходить по целому материалу или частично по шву и частично по целому материалу.
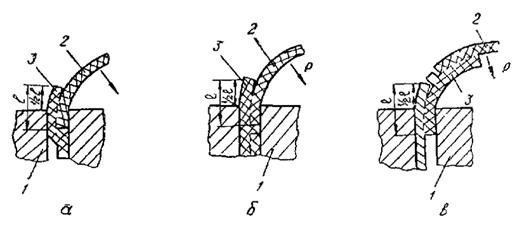
Рис. 16. Схема испытания сварных соединений на отдир:
а - раструбное соединение; б, в -
раструбно-стыковое соединение; 1 - зажимное устройство; 2 -
деталь трубы; 3 - деталь раструба или муфты
Скорость перемещения зажимов разрывной машины должна составлять 25 мм/мин (при испытаниях образцов из ПВХ), 50 мм/мин (при испытаниях образцов из ПНД) и 100 мм/мин (при испытании образцов из ПВД).
7.16. Признаками удовлетворительного качества стыка при испытании образцов на растяжение являются разрушение образцов вне плоскости сварки и пластичный характер разрушения (образование «шейки») или соответствие величины коэффициента прочности соединения (Кс.вр) значениям, приведенным в табл. 23.
Таблица 23
|
Значения коэффициента прочности соединения Кс.вр при кратковременных испытаниях для материалов труб, не менее |
|||
|
ПНД, ПВД |
ПП |
ПВХ |
|
|
Контактная сварка встык |
0,95 |
0,95 |
0,7 |
|
Контактная сварка враструб |
1 |
1 |
- |
|
Газовая прутковая сварка встык (V-образная разделка кромок) |
0,5 |
0,5 |
0,5 |
Коэффициент прочности соединения определяется из соотношений:

![]()
![]()
где
![]() -
прочность при разрыве сварного образца, МПа;
-
прочность при разрыве сварного образца, МПа;
![]() - предел текучести материала трубы, МПа;
- предел текучести материала трубы, МПа;
![]() - нагрузка, при которой разрушился сварной образец,
Н;
- нагрузка, при которой разрушился сварной образец,
Н;
![]() - растягивающая нагрузка при достижении предела
текучести, Н;
- растягивающая нагрузка при достижении предела
текучести, Н;
![]() - начальное поперечное сечение образца, мм2.
- начальное поперечное сечение образца, мм2.
7.17. Механическим испытаниям на растяжение и сдвиг подвергают сварные соединения трубопроводов II и III категорий*.
* Категории трубопроводов указаны в «Инструкции на проектирование технологических трубопроводов из пластмассовых труб» СН 550-82, М., Стройиздат, 1983.
Контролю подлежит 0,5% общего количества стыков, сваренных на одном объекте (в том числе не менее одного стыка, выполненного каждым сварщиком). Отбираемые для контроля стыки должны быть прямолинейными. Сварное соединение должно быть расположено в центре вырезанного участка. Длина вырезаемых участков не должна превышать 400 мм.
7.18. При механических испытаниях стыковых соединений необходимо определять величину разрушающего напряжения и предел текучести материала при растяжении, а при испытании раструбных и раструбных стыковых соединений - величину разрушающего напряжения при сдвиге.
7.19. Изготовление образцов и их испытание на растяжение следует выполнять в соответствии с требованиями ГОСТ 11262-80 и пп. 7.10, 7.11, 7.14-7.16 настоящей инструкции.
При удовлетворительном качестве шва коэффициент прочности соединения (Кс.вр) должен соответствовать требованиям табл. 23.
7.20. Для испытания на сдвиг из середины раструба вырезают образцы в виде кольца, высота которых равна половине глубины раструба. В расчет необходимо принимать минимальную высоту кольца, измеренную с точностью до 0,1 мм.
7.21. Между сваркой и испытанием образцов на растяжение и сдвиг должно пройти не менее 24 ч.
7.22. Испытание на сдвиг следует выполнять по схеме, приведенной на рис. 17, с определением разрушающего напряжения по формуле
![]()
где Рр - нагрузка при разрушении сварного шва, Н;
D - среднеарифметическое значение диаметра гильзы и дорна сварочного приспособления, мм;
Н - высота кольца, мм.
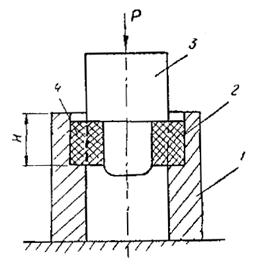
Рис. 17. Схема испытания раструбного и
раструбно-стыкового сварного соединения на сдвиг:
1 - полая металлическая форма; 2 - кольцевой образец; 3
- металлический пуансон; 4 - сварной шов
7.23. Качество раструбного и раструбного стыкового соединений считается удовлетворительным, если при испытании образцов на сдвиг разрушающее напряжение составляет не менее 8 МПа (для ПВД), 15 МПа (для ПНД) и 16 МПа (для ПП).
8. МОНТАЖ ТРУБОПРОВОДОВ
8.1. Отклонение от прямолинейности сваренного (склеенного) трубопровода, измеренное по образующей, не должно превышать 2,0 мм на расстоянии 200 мм от сварного шва. Отклонение от прямолинейности сваренных пластмассовых трубопроводов разрешается устранять путем их подогрева горячим воздухом.
8.2. Работы по монтажу технологических трубопроводов из пластмассовых труб следует выполнять в соответствии с технологическими указаниями, приведенными в проекте производства работ (ППР).
8.3. До начала монтажа трубопроводов из пластмассовых труб монтажная организация должна выполнить следующие подготовительные работы:
комплектацию материалов и изделий по номенклатуре, указанной в проекте, и в соответствии с ППР. Все материалы и изделия должны иметь документы, удостоверяющие их качество;
подготовку крытых площадок под складирование труб, соединительных деталей, узлов трубопроводов и других материалов и изделий из расчета обеспечения не менее двухсменной потребности;
комплектацию сварочного и монтажного оборудования, устройств и инструментов и выполнение их наладки;
изучение линейными ИТР и бригадирами (звеньевыми) ППР, рабочей и нормативной документации.
8.4. До начала монтажа трубопроводов из пластмассовых труб должны быть закончены все строительные, электро- и газосварочные работы, работы по монтажу технологического оборудования и трубопроводов (стальных, из чугуна, цветных металлов и сплавов, трубопроводов с покрытиями), а также работы по теплоизоляции этих трубопроводов.
В местах, указанных в проекте (в стенках зданий и каналов, перекрытиях, покрытиях и на колоннах), должны быть установлены закладные детали под опорные конструкции трубопроводов, а в местах проходов трубопроводов через фундаменты, стены, перегородки и перекрытия зданий - футляры. Закладные детали и футляры должны соответствовать рабочим чертежам проекта и устанавливаться в отверстие с плотным прилеганием опорных поверхностей к строительным конструкциям и с последующим замоноличиванием бетоном.
Футляры необходимо изготавливать из негорючих материалов;
зазор между пластмассовой трубой и футляром тщательно уплотняют асбестом или другим несгораемым материалом.
Для арматуры и узлов трубопровода должны быть установлены опорные конструкции.
8.5. Прокладывать трубопроводы следует в соответствии с проектом на отдельных опорах, подвесках или на сплошном основании.
8.6. Установка под трубопроводы опор, подвесок и опорных конструкций должна обеспечивать заданные проектом трассировку и уклон трубопровода. Отклонение положения опор и опорных конструкций от проектного не должно превышать в плане ±5 мм (для трубопроводов, прокладываемых внутри помещения) и ±10 мм (для наружных трубопроводов); уклон в обоих случаях не должен превышать +0,001. Для обеспечения проектного уклона трубопровода допускается под подошвами опор или на опорных конструкциях устанавливать прокладки. Уклон трубопровода необходимо проверять приборами или специальными приспособлениями.
8.7. Конструкции опор, подвесок или сплошных оснований должны быть приведены в проекте. В качестве отдельных опор и подвесок допускается применять крепления, используемые для металлических трубопроводов. При этом в местах соприкосновения полимерных труб с металлическими частями на них не должно быть острых кромок и заусенцев, а между трубой и хомутом или трубой, скобой и опорой должна быть уложена прокладка из пластичного материала (резины, полиэтилена, войлока и т.д.).
8.8. Конструкция сплошного основания не должна препятствовать самокомпенсации трубопровода, особенно в местах его поворотов. Сплошное основание необходимо изготавливать из несгораемых материалов.
При прокладке трубопроводов с разъемными соединениями на свободных фланцах в местах их расположения в сплошном основании должны быть предусмотрены разрывы («окна») для их установки. Величина разрывов должна обеспечивать свободные перемещения фланцев, движущихся совместно с трубопроводом в процессе компенсации температурных деформаций.
8.9. Стальную и стальную футерованную арматуру следует закреплять на отдельных опорах или строительных конструкциях на хомутах или скобах. Арматуру из пластмассовых материалов необходимо прикреплять к строительным конструкциям или сплошному основанию хомутами или скобами.
8.10. Монтировать компенсаторы необходимо согласно указаниям, приведенным в проекте.
8.11. Подвижные крепления, допускающие осевое перемещение трубопроводов, выполняют с помощью хомутов или скоб, изготовленных из пластмассы или металла.
При креплении трубопроводов с помощью металлических хомутов и скоб между трубой и хомутом должна быть установлена прокладка из эластичного материала; ширина прокладки должна на 10 мм превышать ширину хомута или скобы, либо хомут и скоба должны иметь отбортовки, фаски или закругленные края, исключающие повреждение труб при продольном движении трубопровода.
8.12. Неподвижные крепления трубопроводов следует выполнять с помощью приваренных (приклеенных) к телу упорных кольцевых накладок, изготовленных из материала труб. Накладки должны быть установлены по обе стороны от неподвижно закрепленного хомута (полухомута) или скобы и охватывать не менее 3/4 диаметра трубы за исключением мест ее контакта с опорой. В случаях, когда перемещение трубопровода необходимо обеспечить только в одном направлении, накладки устанавливают с одной стороны.
8.13. Закреплять вертикальные участки трубопроводов следует, как правило, под раструбом или фланцевым соединением, а на гладких участках труб - под приваренными или приклеенными к трубе кольцевыми накладками из материала закрепляемых труб.
8.14. Трубопроводы, прокладываемые на сплошном основании, необходимо крепить к нему с помощью хомутов или скоб, устанавливаемых для горизонтальных участков через каждые 1 м (для труб Dн до 63 мм), 1,5 м (для труб Dн от 63 до 160 мм) и 2,0 м (для труб Dн свыше 160 мм), а для вертикальных и наклонных участков - через каждые 1,5 м (для труб Dн до 63 мм) и 2,0 м (для труб Dн свыше 63 мм).
Длина участков трубопроводов, не опирающихся на сплошное основание в местах поворотов и присоединения их к аппаратам, оборудованию, арматуре и фланцам, не должна превышать 0,5 м (для труб Dн до 63 мм) и 1,0 м (для труб Dн свыше 63 мм).
8.15. В процессе монтажа прямые участки трубопроводов необходимо укладывать не менее чем на две опоры, а узлы и блоки закреплять так, чтобы они не могли смещаться и деформироваться под действием собственной массы.
8.16. При подземной прокладке трубопроводов допускается на поворотах прокладывать трубы по пологой кривой в соответствии с требованиями СНиП по производству и приемке работ при сооружении наружных сетей и сооружений водоснабжения, канализации и теплоснабжения. При температуре окружающего воздуха 20°С для труб наружным диаметром до 315 мм радиус кривизны рекомендуется принимать: 30 Dн (для труб из ПВД), 120 Dн (для труб из ПНД), 200 Dн (для труб из ПП) и 300 Dн (для труб из ПВХ). Радиус кривизны на поворотах трубопроводов из ПНД наружным диаметром свыше 315 мм, прокладываемых по пологой кривой, следует принимать: для труб типа Л - не менее 50 Dн, типа СЛ - не менее 40 Dн, типа С - не менее 20 Dн. При температуре воздуха 10°С радиус должен быть увеличен в 1,5 раза, а при температуре 0°С - в 3 раза. При отрицательных температурах окружающего воздуха прокладка трубопроводов по пологой кривой запрещается.
8.17. При бесканальной прокладке трубопроводов земляные работы необходимо производить в соответствии с требованиями СНиП III-8-76 по производству работ при возведении земляных сооружений.
8.18. Доставлять пластмассовые трубы с места хранения на монтаж и раскладывать их вдоль траншеи или канала необходимо непосредственно перед производством монтажных работ.
8.19. При бесканальной прокладке или прокладке в каналах трубопроводы протяженностью 100 м и более следует монтировать, как правило, готовыми сваренными (склеенными) секциями, которые затем развозят и раскладывают вдоль трассы.
8.20. Укладывать в траншею сваренные и склеенные на бровке трубопроводы допускается не ранее, чем через 24 ч после сварки и склеивания последнего стыка.
8.21. В случае укладки трубопроводов в траншею при температуре окружающей среды свыше 10°С (кроме труб из ПВХ, соединяемых враструб на резиновых кольцах) необходимы мероприятия для снижения температурных напряжений: укладка трубопроводов «змейкой», заполнение трубопровода холодной водой перед засыпкой, засыпка трубопровода в наиболее холодное время суток.
8.22. Монтировать трубы из ПВХ, соединяемые враструб на резиновых кольцах, следует только в траншеях. При этом температура воздуха не должна быть ниже минус 10°С.
При соединении труб враструб на резиновых кольцах необходимо соблюдать следующий порядок операций: очистка внутренней поверхности раструба, гладкого конца трубы и поверхности кольца, установка резинового кольца в паз раструба, нанесение монтажной метки на гладкий конец трубы, смазка гладкого конца трубы для облегчения монтажа труб, вдвигание гладкого конца трубы в раструб до монтажной метки.
8.23. При установке резинового кольца в паз раструба необходимо следить, чтобы оно плотно прилегало к поверхности паза по всей окружности.
Для обеспечения необходимого зазора между торцом гладкого конца одной трубы и внутренней поверхностью раструба другой трубы на гладкой поверхности трубы должна быть снята фаска под углом 15° к оси трубы и нанесена несмываемой краской или другим методом монтажная метка, определяющая глубину вдвигания гладкого конца трубы в раструб. Длина фаски на гладком конце трубы и глубина его вдвигания в раструб должны соответствовать табл. 24.
Таблица 24
|
Длина фаски, мм |
Глубина вдвигания гладкого конца трубы, мм |
|
|
63 |
6 |
95 |
|
75 |
7 |
100 |
|
90 |
8 |
105 |
|
110 |
10 |
115 |
|
140 |
12 |
125 |
|
160 |
14 |
135 |
|
225 |
20 |
160 |
|
280 |
24 |
180 |
|
315 |
26 |
190 |
8.24. Для облегчения монтажа труб на резиновых кольцах допускается применять смазки (жидкое мыло, мыльный раствор, глицерин и др.), не разрушающие материал трубы и кольца. Смазка труб маслами, солидолом и другими аналогичными смазочными материалами запрещается. Для монтажа труб на резиновых кольцах необходимо применять, как правило, стяжные устройства. Трубы наружным диаметром до 160 мм допускается собирать вручную с применением различных рычагов; при этом должны быть приняты меры, предотвращающие повреждение поверхности труб.
Таблица 25
|
Величина усилия на опоре, кН |
Величина усилия на опоре, кН, при угле поворота, град |
|||||
|
11° |
22° |
30° |
45° |
90° |
||
|
63 |
46,7 |
9,0 |
18,0 |
24,0 |
36,0 |
66,0 |
|
75 |
66,2 |
12,5 |
25,5 |
34,5 |
50,5 |
94,0 |
|
90 |
95,5 |
18,0 |
36,5 |
49,5 |
73,5 |
135,0 |
|
110 |
142,5 |
27,5 |
55,0 |
74,0 |
110,0 |
202,0 |
|
140 |
231,0 |
44,5 |
88,5 |
120,0 |
178,0 |
326,0 |
|
160 |
301,0 |
58,0 |
115,0 |
157,0 |
231,0 |
426,0 |
|
225 |
596,0 |
114,0 |
228,0 |
309,0 |
456,0 |
840,0 |
|
280 |
923,0 |
177,0 |
353,0 |
479,0 |
710,0 |
1010,0 |
|
315 |
1168,0 |
224,0 |
446,0 |
606,0 |
895,0 |
1660,0 |
8.25. При прокладке труб из ПВХ с раструбными соединениями на резиновых кольцах в местах поворотов, ответвлений и тупиковых участков следует предусматривать устройство опор. Площадь опор должна воспринимать величины усилий, возникающих при испытании трубопроводов, приведенные в табл. 25.
8.26. Собирать разъемные фланцевые соединения трубопроводов из пластмассовых труб следует, как правило, при положительной температуре. Затяжку фланцевого соединения необходимо производить равномерным поперечным (крест-накрест) подтягиванием гаек. Усилие затяжки фланцевого соединения, собираемого с применением резиновой уплотнительной прокладки, должно обеспечивать деформацию прокладки, не превышающую 0,2-0,4 ее толщины; для прокладок из других материалов усилие затяжки подбирают опытным путем из условия обеспечения прочности и плотности соединения.
Защитные кожухи, предусматриваемые проектом на разъемных фланцевых соединениях трубопроводов, транспортирующих кислоты и щелочи, необходимо устанавливать после проведения испытания трубопроводов.
8.27. Тепловую изоляцию следует монтировать после проведения испытаний трубопровода с соблюдением предотвращающих его повреждение мер (в том числе с установкой под бандажами и проволочными стяжками прокладок из брезента, асбестовой ткани или нескольких слоев стеклоткани).
9. ИСПЫТАНИЯ ТРУБОПРОВОДОВ
Общие положения
9.1. Испытания следует производить при температуре окружающего воздуха не ниже минус 15°С (для трубопроводов из ПВД и ПНД) и не ниже 0°С (для трубопроводов из ПП и ПВХ).
9.2. Метод испытания трубопроводов должен быть указан в проекте. В случае отсутствия таких указаний испытывать трубопроводы из пластмассовых труб, как правило, следует гидравлическим способом. Пневматические испытания допускаются только для трубопроводов из ПНД и ПВД в технически обоснованных случаях (в частности, если опорные конструкции не рассчитаны на массу трубопровода с водой).
9.3. Испытанию должны подвергаться трубопроводы, монтаж которых полностью закончен (включая контроль качества сварных и клеевых соединений).
9.4. Перед испытанием трубопроводов производят их осмотр; при этом должен быть обеспечен свободный доступ ко всем соединениям, деталям и арматуре трубопровода. До начала испытаний все временные, поддерживающие и закрепляющие приспособления должны быть удалены; следует проверить легкость открывания и закрывания запорных устройств и арматуры, возможность свободного удаления воздуха и опорожнения трубопровода, возможность его перемещения под действием температуры и давления, наличие заглушек. Трубопроводная арматура во время испытания должна находиться в открытом состоянии.
Испытание трубопроводов с изолирующими покрытиями не допускается.
9.5. Испытываемый участок трубопровода необходимо отключить от оборудования и других трубопроводов плоскими заглушками, размеры которых (в зависимости от диаметра трубопроводов и испытательного давления) приведены в табл. 26. Использовать запорную арматуру для отключения испытываемого участка трубопровода не разрешается.
Таблица 26
|
Dн, мм |
Диаметр заглушки, мм |
Толщина стенки заглушек, мм, при испытательном давлении, МПа |
|
|
до 1,0 |
1,0-2,0 |
||
|
25 |
51 |
3 |
5 |
|
32 |
63 |
3 |
5 |
|
40 |
74 |
3 |
5 |
|
50 |
86 |
3 |
5 |
|
63 |
94 |
4 |
6 |
|
75 |
116 |
4 |
6 |
|
90 |
130 |
6 |
8 |
|
110 |
150 |
6 |
8 |
|
125 |
170 |
6 |
9 |
|
140 |
178 |
7 |
10 |
|
160 |
205 |
7 |
10 |
|
180 |
225 |
10 |
14 |
|
200 |
232 |
10 |
14 |
|
225 |
265 |
12 |
18 |
9.6. Присоединение испытываемого трубопровода к опрессовочному агрегату (насосу, компрессору), водопроводу или воздухопроводу, осуществляется временным трубопроводом через два предварительно проверенных запорных вентиля или крана.
Трубы, трубопроводные детали и арматура, применяемые для временного трубопровода, должны быть надежно закреплены и по прочности соответствовать параметрам испытания. Трассы прокладки временных трубопроводов выбирают по месту мастер или производитель работ.
9.7. Испытание трубопроводов на прочность и плотность следует производить не ранее, чем через 24 ч после сварки или склеивания соединений трубопровода. Если склеивание осуществляли при температуре окружающего воздуха ниже +15°С, испытания следует производить не ранее, чем через 48 ч.
Величина давления при испытании на прочность указана в проекте, а при отсутствии таких указаний должна составлять 1,25 Рраб, но не менее 0,2 МПа.
Величина давления при испытании на плотность должна соответствовать рабочему давлению.
9.8. Измерение давления при испытаниях трубопроводов следует производить с помощью двух проверенных манометров, один из которых должен быть контрольным. При испытании трубопровода применяют манометры класса точности не ниже 1,6 по ГОСТ 8625-77* с диаметром корпуса не менее 160 мм и шкалой на номинальное давление около 4/3 измеряемого давления. Их необходимо устанавливать в начале и конце испытываемого трубопровода. Манометры подлежат ежегодной поверке.
9.9. Сварные швы, в которых при испытании трубопровода обнаружены дефекты, должны быть вырезаны, а вместо них должны быть вставлены катушки длиной не менее 200 мм.
9.10. При групповой прокладке трубопроводов на общих опорных конструкциях или эстакадах возможность их одновременного гидравлического испытания должен определять проект.
9.11. При испытании трубопроводов для установки манометров и термометров следует пользоваться штуцерами и гильзами, предусмотренными в проекте. При необходимости установки дополнительных штуцеров и гильз следует использовать вмонтированные в трубопровод временные стальные катушки, снабженные штуцерами и гильзами. Врезка дополнительных штуцеров и гильз в полимерные трубопроводы не допускается.
9.12. Испытания трубопроводов необходимо проводить под непосредственным руководством производителя работ или мастера в соответствии с требованиями СНиП III-4-80 по технике безопасности в строительстве и настоящей инструкции.
Гидравлические испытания трубопроводов
9.13. До начала испытаний следует проверить наличие в высших точках трассы воздушников, а в низших - дренажных штуцеров. Во время заполнения трубопроводов водой воздушники должны быть открыты до появления в них воды, после чего их закрывают.
9.14. Заполнять трубопровод водой необходимо с помощью трубопровода или насоса; при этом давление воды не должно превышать испытательного давления. В случае появления течи во фланцевых соединениях или в сальниках арматуры следует прекратить подачу воды и устранить течь. Для устранения дефектов трубопровод должен быть опорожнен и после ликвидации дефектов испытание должно быть повторено.
9.15. В случае применения для прогрева и испытания трубопроводов в осенне-зимний период горячей воды, температура ее не должна превышать 40°С (для трубопроводов из ПВД и ПВХ) и 60°С (для трубопроводов из ПНД и ПП). Все дренажные штуцеры и спускные линии должны быть утеплены. Прогрев трубопровода паром не допускается.
Пневматические испытания трубопроводов
9.16. Пневматические испытания трубопроводов на прочность и плотность производят воздухом или инертным газом. Испытания на плотность следует производить только после предварительного испытания трубопроводов на прочность.
9.17. Испытательное давление при пневматическом испытании на прочность и длина испытываемого участка трубопровода не должны превышать величин, указанных в табл. 27.
Таблица 27
|
Dн, мм |
Предельное испытательное давление, МПа |
Наибольшая длина участка трубопровода, м |
|
|
внутри помещения |
вне помещения |
||
|
До 225 |
1,25 |
100 |
250 |
|
225-500 |
1,2 |
75 |
200 |
|
Свыше 500 |
0,6 |
50 |
150 |
9.18. Выявлять дефекты можно по звуку (шипение воздуха в местах неплотностей), обмазкой мыльным раствором (эмульсией) сварных и фланцевых соединений трубопроводов и сальников арматуры, галоидными течеискателями.
9.19. Мыльную эмульсию приготавливают, растворяя мыло в воде (в соотношении 40 г мыла на 2 л воды) и добавляя несколько капель глицерина. На сварные стыки и разъемные соединения трубопроводов, находящихся под избыточным давлением, мыльный раствор следует наносить с помощью распылителя. Появление пузырей свидетельствует о неплотности стыка. Для наблюдения за соединениями, недоступными для прямого визуального осмотра, могут быть использованы зеркала.
9.20. При испытании трубопроводов в зимнее время (при температуре окружающего воздуха до минус 15°С) мыльный раствор следует приготавливать на техническом глицерине (из расчета 0,450 кг технического глицерина, 0,515 кг воды и 0,035 кг мыльного порошка).
9.21. Испытание трубопроводов с помощью галоидосодержащих газов и обнаружение с их помощью дефектов в трубопроводах следует выполнять в соответствии с инструкциями, приложенными к галоидным течеискателям и дозирующим устройствам.
9.22. Замеры давления в трубопроводе при его испытании следует начинать после выравнивания температуры в трубопроводе. Температуру следует контролировать по термометрам, установленным в начале и конце испытываемого участка. О проведении испытаний трубопроводов на прочность и плотность необходимо составить акт согласно обязательному приложению 6.
9.23. По окончании испытаний на прочность и плотность трубопроводы передают для выполнения пусконаладочных работ, включая испытания совместно с оборудованием, пневматические испытания трубопроводов на падение давления, специальные промывки и продувки, предусмотренные проектом, согласно справочным приложениям 7 и 8.
ПРИЛОЖЕНИЕ 1
СПРАВОЧНОЕ
СОРТАМЕНТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ПНД ДЛЯ СВАРКИ ВСТЫК ПО ТУ 6-19-213-83
|
Наименование соединительных деталей |
Тип деталей |
Наружный диаметр соединяемых труб, мм |
|
Тройник |
С и Т |
63, 110, 160, 225 |
|
Угольник |
Т |
75 |
|
Угольник 45° |
С и Т |
63, 110, 160, 225 |
|
Втулка под фланец |
Л |
900, 1000, 1200 |
|
СЛ |
710, 800, 900, 1000, 1200 |
|
|
С |
63, 110, 160, 225, 315, 400, 500, 630, 710, 800 |
|
|
Т |
63, 75, 110, 160, 225, 315, 400, 500 |
|
|
Переход |
С и Т |
110/63, 160/110, 225/160, 315/225, 400/315, 500/315, 500/400 |
|
Т |
75/63 |
|
|
С |
630/400, 630/500 |
СОРТАМЕНТ СВАРНЫХ И ГНУТЫХ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ПНД ДЛЯ СВАРКИ ВСТЫК ПО ТУ 6-19-218-83
|
Наименование соединительных деталей |
Тип деталей |
Наружный диаметр соединяемых труб, мм |
|
Отвод сварной 90°, 60°, 45°, 30° |
С и Т |
315, 400, 500 |
|
С |
630 |
|
|
СЛ и С |
710, 800 |
|
|
О |
900, 1000, 1200 |
|
|
Тройник сварной 90° |
С |
315, 400, 500 |
|
О |
630, 710, 800, 900, 1000, 1200 |
|
|
Тройник сварной с усилением стеклопластиком |
Т |
315, 400, 500 |
|
С |
630, 710, 800 |
|
|
Тройник сварной 60° |
О |
710, 800, 900, 1000, 1200 |
|
Тройник неравнопроходный сварной |
С |
110/63, 160/63, 160/110, 225/63, 225/110, 225/160, 315/63, 315/110, 315/160, 315/225, 400/110, 400/160, 400/225, 500/110, 500/225, 500/315 |
|
О |
630/315, 630/400, 630/500, 710/315, 710/400, 710/500, 710/630, 800/400, 800/500, 800/630, 800/710, 900/400, 900/500, 900/630, 900/710, 900/800, 1000/400, 1000/500, 1000/630, 1000/710, 1000/800, 1000/900, 1200/500, 1200/630, 1200/710, 1200/800, 1200/900, 1200/1000 |
|
|
Тройник неравнопроходный сварной с усилением стеклопластиком |
Т |
315/63, 315/110, 315/160, 315/225, 400/110, 400/160, 400/225, 500/110, 500/160, 500/225, 500/315 |
|
С |
630/315, 630/400, 630/500 |
|
|
СЛ и С |
710/315, 710/400, 710/500, 710/630, 800/400, 800/500, 800/630, 800/710 |
|
|
Отвод гнутый |
С и Т |
63, 110, 160, 225, 315, 400, 500 |
ПРИЛОЖЕНИЕ 2
СПРАВОЧНОЕ
СОРТАМЕНТ РАСТРУБНЫХ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ПВД ПО ОСТ 6-05-367-74
|
Наименование |
Тип |
Наружный диаметр соединяемых труб, мм |
|
Муфта, угольник, тройник |
С и Т |
16-63 |
|
Тройник |
СЛ и С |
75-110 |
|
Л |
140 |
|
|
Переход |
С и Т |
20/16, 25/16, 25/20, 32/25, 40/25, 40/32, 50/32, 50/40, 63/32, 63/40, 63/50 |
|
СЛ и С |
75/50, 75/63, 90/63, 90/75, 110/50, 110/63, 110/90 |
|
|
Л |
140/110 |
|
|
Тройник переходный |
С |
20/16, 25/16, 25/20, 32/16, 32/20, 32/25, 40/16, 40/20, 40/25, 40/32, 50/16, 50/20, 50/25, 50/32, 50/40, 63/16, 63/20, 63/25, 63/32, 63/40, 63/50 |
|
СЛ |
75/63, 90/63, 90/75, 110/63, 110/75, 110/90 |
|
|
Л |
140/110 |
|
|
Втулка под фланец |
С и Т |
20-63 |
|
СЛ и С |
75-110 |
|
|
Л |
140 |
ПРИЛОЖЕНИЕ 3
СПРАВОЧНОЕ
СОРТАМЕНТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ ПВХ ДЛЯ КЛЕЕВЫХ СОЕДИНЕНИИ ПО ТУ 6-19-222-83
|
Наименование соединительных деталей |
Тип труб |
Наружный диаметр соединяемых труб, мм |
|
Муфта, угольник, тройник, втулка под фланец |
Т |
16, 20, 25, 32, 40, 50, 63, 110, 160 |
|
Переход |
Т |
20/16, 25/20, 32/25, 40/32, 50/40, 63/50, 110/50, 160/110 |
|
Отвод гнутый |
Т |
63, 110, 160, 225 |
ПРИЛОЖЕНИЕ 4
СПРАВОЧНОЕ
СОРТАМЕНТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СОЕДИНЕНИЙ С ПОМОЩЬЮ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ К РАСТРУБНЫМ ПОЛИВИНИЛХЛОРИДНЫМ ТРУБАМ ПО ТУ 6-19-231-83
|
Наименование соединительных деталей |
Тип труб |
Материал |
Наружный диаметр соединяемых труб, мм |
|
Тройник с раструб-фланцем |
Т |
Чугун |
225, 280, 315 |
|
Тройник раструбный |
Т |
ПВХ |
63, 75, 90, 110, 160, 110/63 |
|
Чугун |
110, 140, 160, 225, 140/110, 160/110, 225/110, 160/140, 225/140, 225/160 |
||
|
Патрубок фланец - гладкий конец и фланец - раструб |
Т |
Чугун |
110, 140, 160, 225, 280, 315 |
|
Переход раструб - гладкий конец |
Т |
ПВХ |
75/63, 90/63, 110/63, 160/63, 160/110 |
|
Переход раструбный |
Т |
Чугун |
160/110 |
|
Отвод 45° и 90° раструб - гладкий конец |
Т |
ПВХ |
63, 75, 90, 110, 160, 225, 280, 315 |
|
Муфта надвижная |
Т |
ПВХ |
63 |
Примечание. Соединительные детали комплектуются резиновыми уплотнительными кольцами по ТУ 38-105-895-75 и ТУ 38-105-376-72.
ПРИЛОЖЕНИЕ 5
СПРАВОЧНОЕ
СОРТАМЕНТ СОЕДИНИТЕЛЬНЫХ
ДЕТАЛЕЙ
ИЗ ПНД, ПВД И ПП ПО ОСТ 36-55-81
|
Наименование |
Материал детали |
Тип детали |
Наружный диаметр соединяемых труб, мм |
|
|
Отвод гнутый 30°, 45°, 60° и 90° |
ПВД |
С и Т |
25-125 |
|
|
ПНД |
С и Т |
25-160 |
||
|
ПП |
С |
50-160 |
||
|
Т |
32-160 |
|||
|
Отвод сварной 30°, 45°, 60° и 90° |
ПВД |
С и Т |
25-125 |
|
|
ПНД |
С и Т |
25-225 |
||
|
ПП |
С |
50-225 |
||
|
Т |
32-200 |
|||
|
Тройник равпопроходный сварной |
ПВД |
С |
25-125 |
|
|
ПНД |
С |
25-225 |
||
|
ПП |
С |
32-200 |
||
|
Тройник переходный сварной |
ПВД |
С |
110/50, 110/63, 110/75, 125/63, 125/75, 125/90 |
|
|
ПНД |
С |
110/50, 110/63, 110/75, 125/63, 125/75, 125/90, 140/75, 140/90, 140/110, 160/90, 160/110, 160/125 180/110, 180/125, 180/140, 200/110, 200/125, 200/140, 200/160, 225/110, 225/125, 225/140, 225/160 |
||
|
ПП |
С |
110/50, 110/63, 110/75, 125/63, 125/75, 125/90, 140/75, 140/90, 140/110, 160/90, 160/110, 160/125, 180/110, 180/125, 180/140, 200/110, 200/125, 200/140, 200/160 |
||
|
Втулка под фланец формованная |
ПВД |
С и Т |
25-125 |
|
|
ПНД |
С и Т |
25-225 |
||
|
ПП |
С |
50-225 |
||
|
Т |
32-200 |
|||
|
Переход формованный |
ПВД |
С и Т |
32/25, 40/25, 40/32, 50/32, 50/40, 63/40, 63/50, 75/50, 75/63, 90/63, 90/75, 110/63, 110/75, 110/90, 125/90, 125/110 |
|
|
ПНД |
С и Т |
32/25, 40/25, 40/32, 50/32, 50/40, 63/40, 63/50, 75/50, 75/63, 90/63, 90/75, 110/63, 110/75, 110/90, 125/90, 125/110, 140/110, 140/125, 160/110, 160/125, 160/140, 180/140, 180/160, 200/160, 200/180, 225/160, 225/180, 225/200 |
||
|
ПП |
С |
63/40, 63/50, 75/50, 75/63, 90/63, 90/75, 110/63, 110/75, 110/90, 125/90, 125/110, 140/125, 160/110, 160/125, 160/140, 180/140, 180/160, 200/160, 200/180, 225/160, 225/180, 225/200, 140/110 |
||
|
Т |
40/25, 40/32, 50/32, 50/40, 63/40, 63/50, 75/50, 75/63, 90/63, 90/75, 110/63, 110/75, 110/90, 125/90, 125/110, 140/110, 140/125, 160/110, 160/125, 160/140, 180/140, 180/160, 200/160, 200/180 |
|||
ПРИЛОЖЕНИЕ 6
ОБЯЗАТЕЛЬНОЕ
АКТ №_______
ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
НА ПРОЧНОСТЬ И ПЛОТНОСТЬ
|
Город_______________________________________«_____»______________19____г. Предприятие_____________________________________________________________ (наименование) Цех (объект)________________________________________________________________ Мы, нижеподписавшиеся, представитель технадзора заказчика ___________________________________________________________________________ (должность, фамилия, имя и отчество) и представитель монтирующей организации_____________________________________ ___________________________________________________________________________ (наименование организации) (должность, фамилия, имя и отчество) составили настоящий акт в том, что произведено_________________________________ (вид испытания) испытание трубопроводов: ___________________________________________________________________________ (наименование линий и их границы) ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ Рабочее давление трубопроводов________________________________МПа (кгс/см2) Испытание произведено в соответствии со СНиП: на прочность давлением_____________________________МПа (кгс/см2) (избыточных), на плотность давлением_____________________________МПа (кгс/см2) (избыточных). Во время испытания никаких дефектов или течи в трубах не обнаружено. Трубопроводы, перечисленные в настоящем акте, считать выдержавшими испытание. Представители: технадзора заказчика_________________________________________________________ (подпись) монтирующей организации____________________________________________________ (подпись) |
ПРИЛОЖЕНИЕ 7
СПРАВОЧНОЕ
ПНЕВМАТИЧЕСКИЕ ИСПЫТАНИЯ НА ПЛОТНОСТЬ С ОПРЕДЕЛЕНИЕМ ПАДЕНИЯ ДАВЛЕНИЯ
1. Пневматические испытания трубопроводов с определением падения давления в них осуществляют в период пусконаладочных работ после завершения всех монтажных работ, обычных обязательных испытаний трубопроводов на прочность и плотность, промывки или продувки,
2. Испытания трубопроводов на плотность с определением падения давления за время испытания, величина испытательного давления и длительность испытания должны соответствовать указаниям, приведенным в проекте.
При отсутствии указаний в проекте организация, производящая испытания, определяет продолжительность испытания трубопроводов, расположенных вне зданий, но она должна составлять не менее 12 ч.
3. Падение давления в трубопроводе за время испытания определяют по формуле
где Р - величина давления, % испытательного давления;
Рн - сумма манометрического и барометрического давлений в начале испытания, МПа;
Рк - то же, в конце испытания, МПа;
Тн - абсолютная температура воздуха или газа в начале испытания, К;
Тк - то же, в конце испытания, К.
Давление и температуру воздуха или газа в трубопроводе определяют, как среднее арифметическое показаний всех манометров и термометров, установленных на трубопроводе во время испытания.
Для определения барометрического давления следует пользоваться метеорологическим барометром (ГОСТ 23696-79) или данными метеорологических станций
4. Допустимое падение давления для трубопроводов Dвн до 250 мм включительно, расположенных вне зданий, не должно превышать 0,1 %/ч от испытательного давления для трубопроводов, транспортирующих вредные вещества 2 и 3 классов опасности, и 0,2 %/ч от испытательного давления для трубопроводов, транспортирующих другие вещества.
Для трубопроводов Dвн более 250 мм величину допустимого падения давления (%) следует умножить на коэффициент (К), вычисляемый по формуле:
![]()
где Dвн - внутренний диаметр испытываемого трубопровода, мм.
Если испытываемый трубопровод состоит из участков различных диаметров, средний внутренний диаметр трубопровода определяют по формуле:
![]()
где D1, D2 ... Dn - внутренние диаметры участков трубопроводов, мм;
L1, L2, ... Ln - длины участков трубопроводов, соответствующие указанным диаметрам, м.
5. Результаты испытаний трубопроводов с определением падения давления в них должны быть оформлены актом.
АКТ
ПНЕВМАТИЧЕСКОГО ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ
МЕЖЦЕХОВЫХ ТРУБОПРОВОДОВ НА ПЛОТНОСТЬ
С ОПРЕДЕЛЕНИЕМ ПАДЕНИЯ ДАВЛЕНИЯ ЗА ВРЕМЯ ИСПЫТАНИЯ
|
«_____»_______________19____г. Город____________________________________________________________________ Предприятие (завод-изготовитель)___________________________________________ (наименование) Цех (объект)______________________________________________________________ Мы, нижеподписавшиеся, представитель заказчика ___________________________________________________________________________ (должность, фамилия, имя и отчество) Представитель генподрядчика_______________________________________________ (наименование организации) ___________________________________________________________________________ (должность, фамилия, имя и отчество) и представитель монтирующей организации_____________________________________ ___________________________________________________________________________ (должность, фамилия, имя и отчество) составили настоящий акт в том, что произведено пневматическое испытание трубопроводов: ___________________________________________________________________________ (наименование линий и их границы) ___________________________________________________________________________ ___________________________________________________________________________ Рабочее давление трубопроводов________________________________________МПа. Испытание произведено при избыточном давлении________________________МПа. Трубопроводы выдержаны при испытательном давлении. Падение давления, подсчитанное в соответствии с настоящими правилами, составило_________%/ч. Допускаемая величина падения давления для трубопроводов_________%/ч. Трубопроводы, перечисленные в настоящем акте, считать выдержавшими дополнительное пневматическое испытание на плотность. Представители: заказчика.__________________________________________________________________ (подпись) генподрядчика______________________________________________________________ (подпись) монтирующей организации___________________________________________________ (подпись) |
ПРИЛОЖЕНИЕ 8
СПРАВОЧНОЕ
ПРОМЫВКА И ПРОДУВКА
1. Промывку или продувку трубопроводов при наличии указаний в проекте производят по окончании монтажа и испытания трубопроводов на прочность и плотность и выполняют в период пусконаладочных работ.
2. Если в проекте нет других указаний, промывку трубопроводов следует производить водой, а продувку - сжатым воздухом или инертным газом.
3. Промывку трубопроводов следует производить при скорости воды в трубопроводе 1-1,5 м/с до устойчивого появления чистой воды из выходного патрубка или спускного устройства трубопровода, диаметр которого должен составлять не менее половины диаметра промываемого трубопровода. Во время промывки вся запорная арматура на трубопроводах должна быть полностью открыта, а регулирующие и обратные клапаны сняты. Температура воды не должна превышать предельные положительные температуры, допустимые для материала трубопровода.
4. По окончании промывки трубопроводы должны быть полностью опорожнены и продуты сжатым воздухом. Продувку трубопроводов следует производить при давлении, равном рабочему, не допуская снижения давления в конце трубопровода более чем на 0,01 МПа. Продувку необходимо выполнять не менее 10 мин при температуре сжатого воздуха не выше 30°С. Продувка паром не разрешается.
5. После промывки и продувки трубопроводов арматура, установленная на спускных линиях, и спуски трубопроводов должны быть осмотрены и очищены; отключающие заглушки сняты; монтажные шайбы, установленные вместо измерительных диафрагм, должны быть заменены рабочими диафрагмами. О проведении промывки и продувки необходимо составить акт.
АКТ
ПРОМЫВКИ И ПРОДУВКИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
|
«_____»_______________19____г. Город____________________________________________________________________ Предприятие (завод-изготовитель)___________________________________________ Цех (объект)______________________________________________________________ Мы, нижеподписавшиеся, представитель заказчика_____________________________ ___________________________________________________________________________ (должность, фамилия, имя и отчество) представитель генподрядчика__________________________________________________ (наименование организации) ___________________________________________________________________________ (должность, фамилия, имя и отчество) и представитель монтирующей организации ___________________________________________________________________________ (наименование организации) ___________________________________________________________________________ (должность, фамилия, имя и отчество) составили настоящий акт в том, что произведена _________________________________ ___________________________________________________________________________ (продувка или промывка) следующих трубопроводов____________________________________________________ ___________________________________________________________________________ (наименование линий и их границы) Представители: заказчика.__________________________________________________________________ (подпись) генподрядчика______________________________________________________________ (подпись) монтирующей организации___________________________________________________ (подпись) |
ПРИЛОЖЕНИЕ 9
СПРАВОЧНОЕ
НОРМАТИВНАЯ ДОКУМЕНТАЦИЯ НА ТРУБЫ, СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ, МАТЕРИАЛЫ И ИЗДЕЛИЯ
|
Шифр, номер |
Наименование |
|
ГОСТ 18599-73* |
Трубы напорные из полиэтилена |
|
ТУ 6-19-214-83 |
Трубы напорные из полиэтилена больших диаметров |
|
ТУ 38-102-100-76 |
Трубы напорные из ПП |
|
ТУ 6-19-231-83 |
Трубы напорные из непластифицированного ПВХ |
|
ТУ 6-19-213-83 |
Детали соединительные из ПНД для напорных труб |
|
ТУ 6-19-218-83 |
Детали соединительные из ПНД сварные и гнутые для напорных труб |
|
ТУ 6-19-222-83 |
Детали соединительные из ПВХ для клеевых соединений |
|
ТУ 6-19-051-275-80 |
Детали соединительные из непластифицированного ПВХ для соединений с помощью резиновых колец |
|
ТУ 6-19-051-276-80 |
Отводы из непластифицированного ПВХ |
|
ТУ 6-05-251-95-75 |
Клей для соединения труб из непластифицированного поливинилхлорида |
|
ОСТ 6-05-367-74 |
Трубопроводы пластмассовые. Детали соединительные из ПВД для напорных труб |
|
ОСТ 36-55-81 |
Трубопроводы пластмассовые. Детали соединительные сварные и формованные из полиэтиленовых и полипропиленовых труб для напорных трубопроводов. Типы и основные размеры |
|
ОСТ 36-56-81 |
Трубопроводы пластмассовые. Детали соединительные сварные и формованные из полиэтиленовых и полипропиленовых труб для напорных трубопроводов. Технические требования |
|
ОСТ 36-16-77 |
Опоры и подвески пластмассовых трубопроводов. Технические требования |
|
ОСТ 36-17-77 |
Опоры и подвески пластмассовых трубопроводов. Типы и основные размеры |
|
ОСТ 95-761-79 |
Опорные конструкции пластмассовых трубопроводов. Конструкция и размеры |
СОДЕРЖАНИЕ