Министерство монтажных и
специальных
строительных работ СССР
Главэлектромонтаж
Утверждена Министерством
монтажных и специальных
строительных работ СССР
17 ноября 1976 г.
ИНСТРУКЦИЯ
ПО СВАРКЕ ЦВЕТНЫХ МЕТАЛЛОВ
В ЭЛЕКТРОМОНТАЖНОМ ПРОИЗВОДСТВЕ
ВСН 369-76
ММСС СССР
Москва «Энергия» 1978
Разработчик: Всесоюзный государственный научно-исследовательский и проектный институт ВНИИпроектэлектромонтаж.
Инструкция содержит указания по сварке шин, профилей и изделий из меди, алюминия и его сплавов, а также изделий из разнородных металлов: алюминия со сталью и меди со сталью.
С введением в действие настоящей Инструкции подлежат отмене следующие нормативные документы:
«Инструкция по термитной сварке проводов воздушных линий электропередачи». М.- Л., Госэнергоиздат, 1961.
«Инструкция по сварке симметричных токопроводов
наружной установки»![]() .
М., 1965 (ГПИ Тяжпромэлектропроект).
.
М., 1965 (ГПИ Тяжпромэлектропроект).
«Инструкция по электродуговой сварке шин из меди,
алюминия и его сплавов» ![]() . М., «Энергия» 1968.
. М., «Энергия» 1968.
«Инструкция по электрошлаковой сварке тяжелых
алюминиевых шин» ![]() . М., 1970
(ВНИИПЭМ).
. М., 1970
(ВНИИПЭМ).
«Инструкция по полуавтоматической сварке узким соплом
тяжелых шин без разделки кромок» ![]() . М., 1970 (ВНИИПЭМ).
. М., 1970 (ВНИИПЭМ).
«Инструкция по применению пропан-бутана в
электромонтажном производстве» ![]() М., 1970. (ВНИИПЭМ).
М., 1970. (ВНИИПЭМ).
«Инструкция по полуавтоматической сварке медных шин в
защитном газе» ![]() М., 1972
(ВНИИПЭМ).
М., 1972
(ВНИИПЭМ).
«Инструктивные указания по термитной сварке изолированных проводов и кабелей с алюминиевыми жилами». М., Энергия, 1964.
«Дополнения к «Инструктивным указаниям по термитной сварке изолированных проводов и кабелей с алюминиевыми жилами». М., 1971 (ВНИИПЭМ).
«Инструктивные указания по соединению, ответвлению и оконцеванию гибкого токопровода (кабеля) сечением 1000 и 1500 мм2». М., 1971 (Главэлектромонтаж).
Техциркуляр Главэлектромонтажа № 9-2-94/70 от 28/IX 1970 г. «Об электродной проволоке для сварки алюминиевого сплава АД31Т1».
|
Минмонтажспецстрой СССР |
Ведомственные строительные нормы |
ВСН 369-76 ММСС СССР |
|
Инструкция по сварке цветных металлов в электромонтажном производстве |
Взамен: |
ОБЩИЕ ПОЛОЖЕНИЯ
Первая часть Инструкции распространяется на сварку шин, профилей и изделий из меди, алюминия и его сплавов, сварку изделий из разнородных металлов: алюминия с медью, алюминия со сталью и меди со сталью, а также сварку шин с жилами проводов.
Во второй части описаны способы соединения ответвлений жил и оконцевания изолированных проводов и кабелей, выполняемых сваркой.
Сварка для соединения шин должна применяться повсеместно, в том числе для присоединения к выводам электротехнических устройств, за исключением мест, где по требованиям эксплуатирующих или проектных организаций должны быть разъемные соединения.
|
Внесены Всесоюзным государственным научно-исследовательским и проектным институтом ВНИИпроектэлектромонтаж |
Утверждены Минмонтажспецстроем СССР |
Срок введения 1 января 1978 г. |
Соединять алюминий и его сплавы следует аргонодуговой сваркой. Использование других видов сварки, требующих применения флюсов, допускается, если возможны удаление остатков флюса после сварки и консервация соединений путем покрытия специальными защитными красками, эмалями.
Алюминиевый сплав АД 31 следует соединять только аргонодуговой сваркой.
При выборе вида сварки следует отдавать предпочтение механизированным: полуавтоматической и электрошлаковой.
Возможно больший объем сварочных работ следует переносить на заводы или в мастерские, где имеется возможность механизации вспомогательных операций (подготовки кромок, кантовки изделий, зачистки после сварки), а также автоматизации процессов сварки.
Непосредственно в монтажной зоне следует сваривать только укрупненные труднотранспортируемые блоки.
Для сварки следует широко использовать монтажно-сборочные приспособления: кантователи, шаблоны, специальные сварочные столы и др.
Для зачистки швов, удаления шлака, соединения сварочных проводов и т.п. следует использовать комплекты инструментов электросварщиков КИ-125, КИ-300 или КИ-500.
Для механизации работ по зачистке швов и обработке свариваемых кромок рекомендуется использовать пневматические или электрические шлифовальные машины.
В сварочной цепи должны применяться медные гибкие специальные кабели для электрической дуговой сварки ПРГД или ПРГДО. Длина проводов не должна превышать 30 м во избежание больших потерь электроэнергии. Сечения проводов в зависимости от значения сварочного тока рекомендуются следующие:
Сварочный ток, А... 200 300 400 600 800 1000
Одинарный провод, мм... 35 50 70 95 120 150
Двойной провод, мм... 2 х 10 2 х 16 2 х 25 2 х 35 2 х 50 2 х 70
Сварные соединения жил проводов и кабелей должны выдерживать статические осевые нагрузки на растяжение не менее 30 % временного сопротивления разрыву целой жилы.
Электрическое сопротивление сварного соединения не должно превышать сопротивления целого равновеликого участка шины или жилы провода или кабеля.
Нагрев сварных соединений шин, профилей, а также жил проводов и кабелей не контролируют.
Сваривать соединения должен специально обученный персонал. Подготовка персонала, выполняющего сварку, проверяется не реже 1 раза в 3 года.
Часть I. СВАРКА ШИН И ЭЛЕКТРОМОНТАЖНЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ, ЕГО СПЛАВОВ И МЕДИ
I.1. Сварка шин и электромонтажных изделий из алюминия и его сплавов
Ручная аргонодуговая сварка вольфрамовым электродом
I.1.3. При отсутствии указанных установок сварочный пост может быть собран по схеме, приведенной на рис. I.1, из оборудования, указанного в табл. I.1.
При выборе оборудования по пп. I.1.2 и I.1.3 следует иметь в виду, что для нормальной работы установок УДАР и УДГ, а также сварочных горелок ЭЗР-4 и РГА-400 требуется охлаждающая вода.
I.1.4. Перечень материалов, необходимых для выполнения ручной аргонодуговой сварки вольфрамовым электродом, приведен в табл. I.2.
I.1.5. Подготовка шин и профилей к сварке, кроме рихтовки и резки по размеру, должна включать:
а) обработку свариваемых кромок в зависимости от толщины материала для обеспечения необходимых размеров разделки по ГОСТ 14806-69 "Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные элементы";
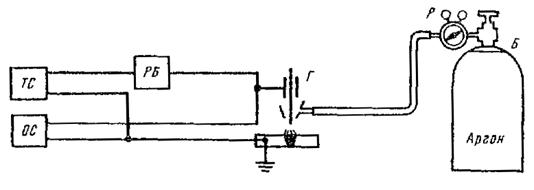
Рис. I.1. Схема поста для ручной аргонодуговой сварки переменным током:
ОС - осциллятор; ТС - трансформатор сварочный; РБ - реостат балластный; Г - горелка сварочная; Р - редуктор; Б - баллон
б) просушку свариваемых кромок, если они покрыты влагой;
в) зачистку свариваемых кромок после сборки стальной проволочной щеткой и обезжиривание их растворителем-бензином, ацетоном или уайт-спиртом;
г) подогрев свариваемых кромок до 100 - 250°С, если сварка выполняется при температуре окружающей среды ниже 0°С.
Для просушки, а также для подогрева кромок прямоугольных шин могут быть использованы горелки пропан-воздушные малолитражные ГПВМ-0,1 и ГПВМ-0,5.
Для подогрева кромок профилей трубчатого, коробчатого и "двойное Т" следует использовать многопламенные насадки, навинчиваемые на сопло горелки ГПВМ-0,5.
I.1.6. Подготовка сварочной проволоки должна включать:
а) химическую обработку (приложение 1);
б) нарезку на прутки длиной от 0,5 до 1 м.
I.1.7. При выполнении сварки необходимо соблюдать следующие требования:
вольфрамовый электрод не должен выступать из сопла горелки более чем на 7 мм;
начиная сварку, возбудить дугу на угольной пластинке и разогреть вольфрамовый электрод;
не касаться вольфрамовым электродом металла изделия, так как это приводит к нарушению режима сварки, загрязнению шва и увеличению расхода электрода;
поддерживать дугу длиной не более 10 мм;
заканчивая сварку, после обрыва дуги несколько секунд не отводить горелку от конца шва, защищая струей аргона остывающий металл;
при сварке на открытом воздухе защищать рабочее место сварщика от ветра щитами, ширмами, тентами и т.п. При необходимости следует увеличить расход аргона настолько, чтобы на поверхности шва не появилось черного налета.
Таблица I.1
|
Назначение |
|
|
Трансформатор сварочный: ТС-300; ТД-300; ТС-500; ТД-500 |
Источник питания сварочной дуги |
|
Осциллятор: СТШ-500; ОСПЗ-2М; ОСПЗ-2М-1 |
Стабилизация сварочной дуги |
|
Реостат балластный: РБ-200; РБ-300; РБ-500 |
Регулирование сварочного тока |
|
Горелка сварочная: ЭЗР-3-58; ЭЗР-3-66; ЭЗР-4; РГА-150; РГА-400 |
Подведение сварочного тока к электроду; подведение защитного газа |
|
Баллон стальной (для аргона) 40 - 150 |
Транспортировка и хранение аргона |
|
Редуктор: КБД-60
|
Регулирование давления аргона |
* Можно использовать любой из указанных типов.
Таблица I.2
|
Назначение |
|
|
1. Проволока сварочная СвАК5 диаметром 3, 4 и 5 мм |
Присадка для заполнения сварочной ванны при сварке алюминия |
|
2. Проволока сварочная СвАМг6 |
Присадка для заполнения сварочной ванны при сварке алюминиевого сплава АД 31 или сплава АД 31 с алюминием |
|
3. Аргон чистый газообразный |
Защитный газ |
|
4. Прутки вольфрамовые лантанированные ВЛ или иттрированные ВИ |
Неплавящийся электрод |
|
5. Бензин Б 70 или ацетон |
Промывка и обезжиривание свариваемых кромок |
|
6. Ветошь обтирочная |
Протирка кромок растворителем |
|
7. Отходы графитированные анодов, блоков или электродов |
Изготовление формующих подкладок |
I.1.8. Начиная сварку, следует подогреть свариваемые кромки путем медленного перемещения сварочной дуги вдоль них, затем сконцентрировать дугу в начале шва до образования сварочной ванны. Перемещение дуги вдоль стыка выполнять со скоростью плавления кромок на всю толщину. Присадку следует равномерно вводить в передний край сварочной ванны. Схема сварки показана на рис. I.2.
Режимы и ориентировочный расход материалов при сварке в нижнем положении приведены в табл. I.3.
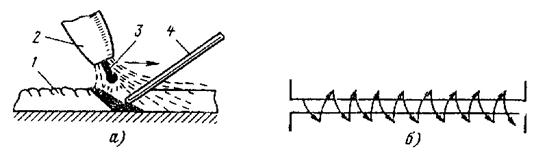
Рис. I.2. Ручная аргонодуговая сварка вольфрамовым электродом:
а - схема сварки; 1 - сварной шов; 2 - горелка; 3 - электрод; 4 - присадочный пруток; б - схема движения электрода при сварке
уменьшать силу сварочного тока (на 10 - 20 %) и увеличивать расход аргона (до 30 %) против их значений, указанных в табл. I.3;
сварку выполнять валиками небольшого сечения короткой дугой;
сварочную горелку при сварке в вертикальном и горизонтальном положениях располагать так, чтобы дуга была снизу.
Полуавтоматическая импульсно-дуговая сварка в аргоне
I.1.10. Этот вид сварки следует использовать для соединения шин из алюминия и его сплавов толщиной 6 мм и более.
I.1.11. Для полуавтоматической импульсно-дуговой сварки в аргоне следует собрать сварочный пост по одной из схем, приведенных на рис. I.3 а - в, из оборудования, указанного в табл. I.4.
При сварке в мастерской электромонтажных заготовок (МЭЗ), где возможен подвод охлаждающей воды, следует применять специализированные комплектные полуавтоматы ПДГИ-301, выпускаемые серийно.
I.1.12. Для полуавтоматической импульсно-дуговой сварки в аргоне кроме материалов, перечисленных в табл. I.2 (поз. 3, 5, 6, 7) настоящей Инструкции, необходима сварочная проволока диаметром 2 мм:
СвА5С или СвАКЗ для сварки шин из алюминия;
СвАК5 для сварки шин из алюминиевого сплава АД31.
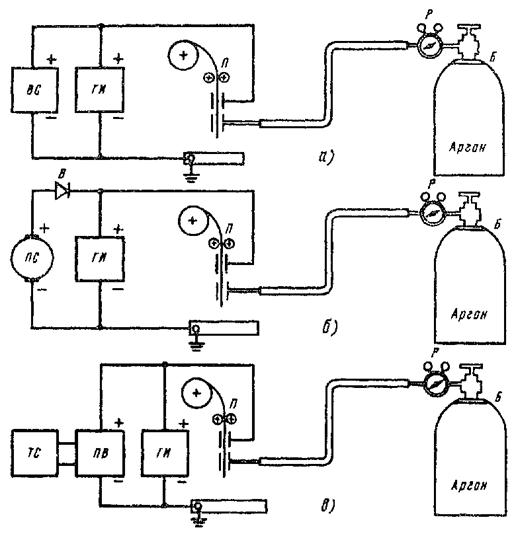
Рис. I.3. Схемы постов для полуавтоматической импульсно-дуговой сварки в аргоне постоянным током:
ВС - выпрямитель сварочный; ГИ - генератор импульсов; П - полуавтомат; Р - редуктор; Б - баллон; ПС - преобразователь сварочный; В - вентиль; ТС - трансформатор сварочный; ПВ - приставка выпрямительная
I.1.13. Подготовить шины, профили и электродную проволоку следует в соответствии с пп. I.1.5 и I.1.6 а настоящей Инструкции. Очищенную проволоку необходимо намотать на кассету (барабан) полуавтомата.
Таблица I.3
|
Сварочный ток *, А |
Диаметр электрода, мм |
Технологический зазор между кромками шин, мм |
Диаметр присадочного прутка, мм |
Расход на 100 мм шва |
||
|
аргона, л |
присадки, г |
|||||
|
3 |
140 |
3 |
1 |
3 |
9 |
5,6 |
|
4 |
160 |
3 |
1 |
3 |
10 |
6 |
|
5 |
180 |
3 |
1 |
3 |
10 |
6,8 |
|
6 |
200 |
4 |
2 |
3 |
11,5 |
8,5 |
|
8 |
225 |
5 |
2 |
4 |
12 |
11 - 20 |
|
10 |
250 |
5 |
3 |
5 |
14 |
35 |
|
12 |
300 |
6 |
3 |
5 |
16 |
45 |
* Переменный ток.
Таблица I.4
|
Применяется в схеме рис. I.3 |
Примечание |
|||
|
а |
б |
в |
||
|
Генератор импульсов: ГИ-ИДС-2; ГИД-1 |
+ |
+ |
+ |
Источник питания сварочной дуги |
|
Выпрямитель сварочный: ВДГ-301; ВС-300; ВС-600; ВДУ-504 |
+ |
- |
- |
То же |
|
Преобразователь сварочный: ПСГ-500; ПСУ-500 |
- |
+ |
- |
" " |
|
Трансформатор сварочный СТЭ-34 ** |
- |
- |
+ |
" " |
|
Приставка выпрямительная ПВ-400 |
- |
+ |
Выпрямление сварочного тока при питании от трансформатора |
|
|
Полуавтомат сварочный: ПРМ-2; ПРМ-4 |
+ |
+ |
+ |
Выполнение сварочного шва |
|
Редуктор КБД-25 |
+ |
+ |
+ |
Регулирование давления аргона |
|
Баллон 40 - 150 |
+ |
+ |
+ |
Транспортировка и хранение аргона |
|
Вентиль полупроводниковый ВК-200 |
- |
+ |
- |
Защита преобразователя |
* Можно использовать любой из указанных типов.
** Для регулировки тока от вторичной обмотки необходимо сделать отпайки.
I.1.14. При сварке необходимо соблюдать следующие требования:
вылет электродной проволоки (длина конца электродной проволоки, выступающей из мундштука) должен быть 10 - 15, а длина дуги 4 - 7 мм;
начиная сварку, следует обеспечить предварительную продувку аргоном газового тракта полуавтомата и зоны сварки;
заканчивая сварку, после обрыва дуги несколько секунд не отводить горелку от конца шва, защищая струей аргона остывающий металл;
при сварке на открытом воздухе защищать рабочее место сварщика от ветра щитами, ширмами, тентами и т.п.;
при сварке многослойных швов в случае появления темного налета последующие швы выполнять только после зачистки предыдущих. Зачистка необходима также при случайных обрывах дуги и коротких замыканиях.
I.1.15. Начиная сварку, необходимо сконцентрировать дугу в начале шва. При перемещении горелки вдоль свариваемых кромок следить за правильным формированием сварочного шва и равномерным проплавлением кромок на всю толщину. При необходимости получить большую ширину шва следует выполнять горелкой поперечные колебания.
Схемы выполнения сварки показаны на рис. I.4. Режимы и ориентировочный расход материалов при сварке в нижнем положении приведены в табл. I.5.
I.1.16. При сварке в вертикальном, горизонтальном и потолочном положениях необходимо соблюдать рекомендации п. I.1.9 настоящей Инструкции. При выполнении многослойных швов во избежание перегрева и отекания металла следует делать кратковременные перерывы для охлаждения металла.
I.1.17. Полуавтоматическую аргонодуговую сварку можно выполнять и без применения импульсного генератора. Но в этом случае несколько снижается производительность и ухудшается формирование шва при выполнении сварки в вертикальном и потолочном положениях. Рекомендуемые режимы и ориентировочный расход материалов при полуавтоматической сварке в нижнем положении приведены в табл. I.6. Техника и технология этого вида сварки не отличаются от указанных в пп. I.1.11 - I.1.16 настоящей Инструкции.
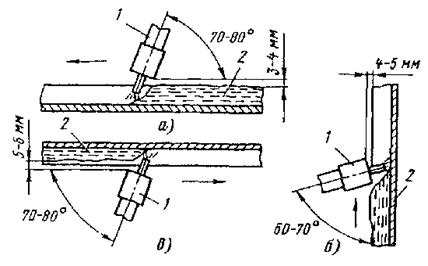
Рис. I.4. Полуавтоматическая сварка в различных пространственных положениях:
а - нижнее; б - вертикальное; в - горизонтальное; 1 - сварочная горелка; 2 - сварной шов
Таблица I.5.
|
Сварочный* ток, А |
Напряжение на дуге, В |
Параметры импульсов |
Скорость подачи электродной проволоки, м/мин |
Расход на 100 мм шва |
|
|||
|
Амплитуда тока, А |
Длительность, мс |
|||||||
|
аргона, л |
проволоки (диаметром 2 мм), г |
|
||||||
|
6 - 8 |
180 - 200 |
18 - 20 |
450 - 630 |
1,5 |
3,9 |
8 - 10 |
7 - 10 |
|
|
10 |
220 - 250 |
20 - 24 |
480 - 700 |
1,6 |
4,5 |
15 - 20 |
13 - 18 |
|
|
12 |
240 - 260 |
24 - 26 |
580 - 820 |
1,6 |
5,4 |
20 - 40 |
16 - 22 |
|
|
15 |
240 - 260 |
24 - 26 |
580 - 820 |
1,6 - 1,8 |
5,4 |
30 - 50 |
75 |
|
|
20 |
240 - 260 |
24 - 26 |
580 - 820 |
1,6 - 1,8 |
5,4 |
50 - 70 |
100 |
|
|
30 |
240 - 260 |
24 - 26 |
580 - 820 |
1,6 - 1,8 |
5,4 |
80 - 100 |
160 |
|
* Постоянный ток обратной полярности.
Таблица I.6
|
Сварочный ток *, А |
Напряжение на дуге, В |
Число проходов |
Скорость подачи электродной проволоки, м/мин |
Расход на 100 мм шва |
||
|
аргона, л |
проволоки (диаметром 2 мм), г |
|||||
|
6-8 |
180 - 200 |
22 |
1 |
3,9 |
10 |
9 |
|
10 |
240 |
24 |
1 |
4,5 |
15 |
15 |
|
12 |
250 |
25 |
1 - 2 |
5,4 |
20 |
20 |
|
15 |
260 |
26 |
2 - 3 |
5,6 |
50 |
75 |
|
20 |
260 |
26 |
4 - 5 |
5,6 |
70 |
100 |
|
30 |
260 |
26 |
8 - 10 |
5,6 |
100 |
160 |
* Постоянный ток обратной полярности.
I.1.18. Вертикальные стыки шин толщиной свыше 20 мм допускается сваривать без скоса кромок при зазоре 15 - 20 мм полуавтоматической сварочной горелкой с удлиненным мундштуком и узким соплом (приложение 2). Сваривают, последовательно наплавляя швы между соединяемыми кромками, как показано на рис. I.5. Во избежание отекания наплавляемого металла наклон поверхности наплавки к горизонтали не должен превышать 30°.
Для сохранения постоянным зазора между кромками шин в верхнюю его часть вставляют вкладыш, который удаляют после того, как будет сварено более двух третей шва.
Сваривать следует на режимах, соответствующих режимам сварки шин толщиной 6 - 10 мм (см. табл. I.5 и I.6).
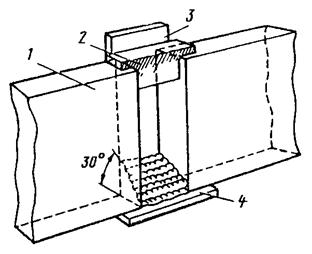
Рис. I.5. Полуавтоматическая сварка вертикальных стыков тяжелых алюминиевых шин без разделки кромок:
1 - свариваемые шины; 2 - стальной вкладыш; 3 - задняя формующая подкладка; 4 - алюминиевая подкладка
Ручная дуговая сварка угольным электродом
I.1.19. Этот вид сварки допускается применять для соединения шин из алюминия толщиной 30 мм и более при нижнем положении шва. Для соединения шин меньшей толщины этот вид сварки допускается применять при невозможности выполнения аргонодуговой сварки.
Запрещается применять дуговую сварку угольным электродом для соединения шин из алюминиевого сплава АД31.
I.1.20. Для ручной дуговой сварки угольным электродом следует собрать сварочный пост по схеме, показанной на рис. I.6, из оборудования, указанного в табл. I.7.
I.1.21. При сварке необходимы материалы, указанные в табл. I.8.
I.1.22. Шины и профили необходимо подготавливать в соответствии с п. I.1.5 б, в, г настоящей Инструкции. Скос кромок допускается не делать, но обязательно следует применять приспособления с формующими подкладками из графитированного угля, препятствующими вытеканию расплавленного металла из сварочной ванны.
I.1.23. Подготовка присадочного материала к сварке должна выполняться в соответствии с требованиями п. I.1.6 настоящей Инструкции или путем обезжиривания предварительно заготовленных присадочных прутков растворителем с последующей зачисткой стальной щеткой.
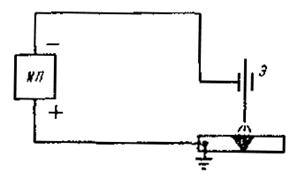
Рис. I.6. Схема поста для ручной сварки угольным электродом на постоянном токе:
ИП - источник сварочного тока; Э - электрододержатель
I.1.24. Начиная сварку, следует подогреть свариваемые кромки путем перемещения растянутой сварочной дуги вдоль них, затем сконцентрировать ее в начале шва до образования сварочной ванны и начать перемещение дуги вдоль соединяемых кромок со скоростью их плавления. В задний край сварочной ванны вводят присадочный пруток, которым плавно и равномерно перемешивают сварочную ванну для удаления окислов и шлаков. Вводят флюс в сварочную ванну также присадочным прутком, разогретый конец которого время от времени погружают во флюс.
Таблица I.7
|
Номинальный сварочный ток, А, до |
|
|
Источники питания: ПС-300; ПСО-300, ВД-301 |
300 |
|
ПС-500; ПСО-500; ПСУ-500; ВДУ-504 |
500 |
|
ПСМ-1000; ВКСМ-1000 |
1000 |
|
ВДМ-1601 |
1600 |
|
ВДМ-3001 |
3000 |
|
Электрододержатель** (приложение 3) |
- |
* Можно использовать любой из указанных типов.
** Для подведения сварочного тока к угольному электроду.
Таблица I.8
|
Назначение |
|
|
Прутки из алюминия *: АД 00; АД 0 |
Присадочный материал |
|
Угли сварочные ** |
Сварочные неплавящиеся электроды |
|
Флюс для сварки алюминия ВАМИ (см. приложение 5) |
Раскисление свариваемого металла |
|
Бензин, ацетон |
Обезжиривание кромок свариваемых шин |
|
Ветошь обтирочная |
Протирка кромок растворителем |
|
Отходы графитированных анодов, катодных блоков, электродов дуговых печей |
Изготовление формующих подкладок и брусков |
* Допускается изготовление прутков рубкой из свариваемых шин либо отливкой из металла шин.
** Допускается изготовление из электродов (отходов) дуговых электропечей (приложение 4).
I.1.25. При выполнении многослойных швов перед каждым последующим проходом следует зачистить ранее наложенный валик от шлаков.
I.1.26. По окончании сварки необходимо дать металлу затвердеть, а в случае образования усадочной раковины возбудить дугу вновь и заплавить кратер.
I.1.27. По окончании сварки угольным электродом швы должны быть тщательно очищены от остатков флюса.
Схема выполнения сварки показана на рис. I.7.
Рекомендуемые режимы и ориентировочный расход материалов при сварке приведены в табл. I.9.
Электрошлаковая сварка (ЭШС)
I.1.28. Этот вид сварки следует применять для соединения шин из алюминия толщиной 60 мм и более в условиях завода или мастерских.
I.1.29. Для ЭШС необходимы следующие оборудование, инструменты и приспособления:
сварочная установка А-550;
трансформатор ТШС-3000-1, или ТШС-3000-3, или ТШП-10-1;
приспособление с пневмоприводом для сборки шин под сварку и принудительного формирования шва (приложение 6);
шаблон для установки зазора между шинами (приложение 7).
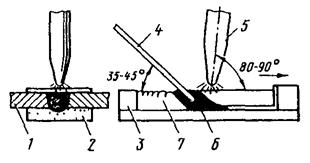
Рис. I.7. Сварка угольным электродом:
1 - шина; 2 - графитовая подкладка; 3 - графитовый брусок для формовки торца шва; 4 - присадочный пруток; 5 - угольный электрод, 6 - сварочная ванна; 7 - шов
I.1.30. Материалы, необходимые для ЭШС, приведены в табл. I.10.
Таблица I.9
|
Сварочный ток *, А |
Технологический зазор между кромками шин, мм |
Диаметр присадочного прутка, мм |
Расход на 100 мм шва, г |
||
|
присадки |
флюса ВАМИ |
||||
|
3 |
150 |
- |
5 |
9 |
1 - 2 |
|
4 |
200 |
- |
5 |
10 |
2 - 3 |
|
5 |
200 |
- |
5 |
18 |
3 - 5 |
|
6 |
250 |
- |
8 |
25 |
4 - 6 |
|
8 |
300 |
- |
10 |
35 |
5 - 8 |
|
10 |
350 |
- |
12 |
46 |
7 - 10 |
|
12 |
400 |
- |
12 |
57 |
9 - 12 |
|
20 |
600 |
10 |
15 |
120 |
11 - 13 |
|
29 |
800 |
18 |
18 |
280 |
12 - 16 |
|
35 |
900 |
20 |
20 |
330 |
15 - 20 |
|
50 |
1300 - 1700 |
25 |
23 |
480 |
25 - 30 |
|
60 |
1500 - 2000 |
28 |
25 |
600 |
40 - 50 |
|
70 |
1900 - 2100 |
32 - 35 |
30 |
700 |
50 - 60 |
* Ток постоянный, полярность прямая.
** Прутки, нарезанные из шин или листов, должны иметь квадратное сечение со стороной квадрата, равной диаметру круглого прутка, указанному в таблице. У прутков, отливаемых в уголок и имеющих в поперечнике форму треугольника, размер стороны должен быть равен 1,5 диаметра круглого прутка.
Таблица I.10
|
Назначение |
|
|
Пластинчатые электроды П4 |
Подведение тока к шлаковой ванне; заполнение шва |
|
Флюс АН-А302, АН-А303 для электрошлаковой сварки |
Образование шлаковой ванны; раскисление и защита металла от воздуха |
|
Асбест шнуровой, картон асбестовый |
Уплотнение соединения |
|
Бензин, ацетон |
Обезжиривание свариваемых кромок |
|
Ветошь обтирочная |
Протирка кромок растворителем |
I.1.31. Электрошлаковую сварку необходимо выполнять в следующем порядке:
обрезать шины под прямым углом, зачистить свариваемые торцы металлической щеткой и удалить с них влагу. Установить шины "на ребро" на поддон формующего приспособления, обеспечив необходимый зазор специальным шаблоном. Свариваемые кромки при этом должны симметрично выступать примерно на 5 мм в пределы канавок на боковых накладках, усиливающих шов;
на верх свариваемых кромок установить вставки для вывода шлаковой ванны и кратера за пределы шин. Высота выводных вставок должна быть не менее 80 мм. Вставки могут быть из графитированного угля, стали или меди;
после установки вставок свариваемый стык сжать и в зазор между шинами установить пластинчатый электрод, слегка зажатый винтом электрододержателя. С помощью механизмов корректировки и подачи электрод установите в центре зазора между свариваемыми кромками, опустить до упора на поддон и зажать окончательно. Для лучшего наведения электрошлаковой ванны конец электрода должен быть заострен на длине 200 - 300 мм. Электроды на сварку должны поступать очищенными и обезжиренными;
насыпать в зазор между кромками сварочный флюс, который предварительно, но не более чем за 1 ч до сварки должен быть просушен при температуре 200 - 300 °С. Сначала засыпают примерно 1/3 необходимого количества флюса, а затем, по мере стабилизации электрошлакового процесса, высыпают остальную часть флюса;
сварку начать одновременным нажатием кнопок "Пуск" и "Вниз" на пульте управления, включающих сварочный трансформатор и механизм подачи электрода. Сначала под действием небольшого сварочного тока (около 1000 А) возникает дуга, расплавляющая нижние кромки шин и флюс. В течение первых 30 - 40 с при помощи регулятора скорости подачи электрода необходимо равномерно увеличивать сварочный ток до оптимального значения. В это же время в зазор высыпать оставшийся флюс. По достижении оптимального значения сварочного тока переключатель режима работ поставить в положение, при котором происходит автоматическое регулирование процесса;
в процессе сварки следить за положением электрода, который должен располагаться точно по середине зазора, а при отклонениях подправлять его механизмами продольной и поперечной корректировки;
когда шлаковая ванна достигнет выводных вставок, переключатель режимов работы поставить в положение "Ручное", снизить ток до 2500 - 1500 А и затем отключить его нажатием кнопки "Стоп 1", не прекращая подачи электрода (для заполнения усадочной раковины). В течение 15 - 20 с электрод оплавляется за счет тепла шлаковой ванны и заполняет усадочную раковину. Для прекращения сварки нажать кнопки "Стоп 2" и "Верх", вывести электрод из шлаковой ванны и отключить питание аппаратуры. Во время сварки могут быть выплески шлака, в этом случае необходимо добавить флюс для поддержания требуемой глубины шлаковой ванны;
после застывания шлаковой ванны раскрыть формирующее приспособление, освободить сварное соединение, закрыть вентиль водяной магистрали и произвести очистку шва от шлака.
Рекомендуемые режимы и ориентировочный расход материалов при ЭШС приведены в табл. I.11.
Особенности технологии сварки алюминиевых токопроводов различных профилей
I.1.32. При выполнении сварки токопроводов из прямоугольных плоских шин необходимо руководствоваться следующими указаниями:
а) при сварке токопроводов из одиночных шин следует выполнять стыковые соединения, а при сварке токопроводов из шин, собранных в пакеты, - нахлесточные.
Характерные типы соединений прямоугольных шин показаны на рис. I.8;
б) в зависимости от того, где выполняется сварка - в мастерской (на заводе) или в монтажной зоне, используют различные приспособления.
При сварке в мастерских (на заводе) следует применять сварочные столы с упорами (приложение 8). Приварку шин под углом также следует производить на плитах сварочных столов; при этом упоры для шин нужно располагать под углом.
При сварке в монтажной зоне следует применять переносные сборные приспособления (рис. I.9);
в) при приварке ответвительных шин внахлестку необходимо следить, чтобы расплавление кромок ответвительной шины происходило после расплавления поверхности сборной шины; в противном случае натек металла на сборную шину вызовет непровар;
г) для соединения секций шин, расположенных на ребро (например, монтажные стыки шинопроводов ШМА), а также для приварки ответвлений к смонтированным таким образом шинам выполняют нахлесточные соединения, свариваемые по верхним кромкам (рис. I.10).
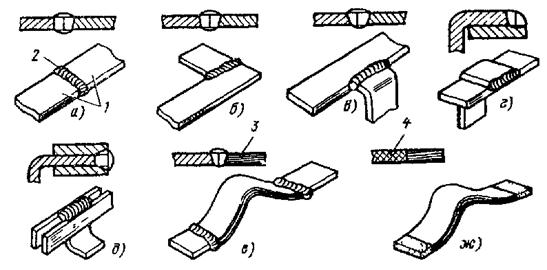
Рис. I.8. Основные сварочные соединения прямоугольных шин:
а - соединение шин встык; б - соединение под углом; в - приварка ответвления к шине, расположенной плашмя; г - приварка ответвления к шине внахлестку; д - сварка шин по верхним кромкам; е - приварка компенсатора к шинам; ж - компенсатор со сплавленными в монолит торцами; 1 - шина; 2 - сварной шов; 3 - пакет гибких лент; 4 - монолит
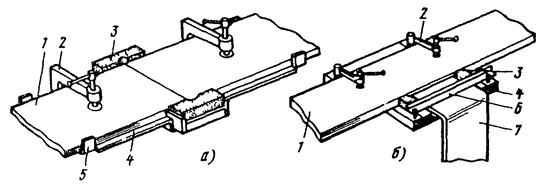
Рис. I.9. Переносные сборные приспособления для сварки шин на монтаже:
а - для сварки встык; б - для приварки ответвлений; 1 - шина; 2 - зажим; 3 - графитовый брусок; 4 - основание приспособлений; 5 - упор; 6 - откидной зажим; 7 - ответвление
Этот способ следует применять для приварки ответвлений как к однополосным, так и многополосным сборным шинам. При этом ответвления могут быть также многополосными и иметь как меньшую, так и равную толщину. При приварке шин меньшей толщины получающийся зазор должен уплотняться вставкой из шины соответствующей толщины.
Таблица I.11
|
Сварочный ток, А |
Рабочее напряжение, В |
Скорость сварки, м/ч |
Скорость подачи электрода, м/ч |
Технологический зазор между кромками шин, мм |
Размеры электрода *, мм |
Расход на стык, кг |
||
|
электродов |
флюса |
|||||||
|
60 х 430 |
4000 |
27,5 |
7,5 |
25 - 28 |
50 |
20 х 50 х 2200 |
4,9 |
0,5 |
|
70 х 515 |
5000 |
28 |
7,2 |
22 - 25 |
60 |
20 х 60 х 2200 |
7,5 |
0,6 |
|
120 х 430 |
5500 |
28,5 |
6,5 |
21 - 23 |
50 |
20 х 110 х 2200 |
9,1 |
0,9 |
|
150 х 430 |
6500 |
29 |
6 |
20 - 22 |
50 |
20 х 140 х 2200 |
11,2 |
1,1 |
|
200 х 430 |
8000 |
28 - 30 |
6 |
18 - 20 |
50 |
20 х 190 х 2200 |
14,7 |
1,4 |
* При сварке по трехфазной схеме применяют два электрода, суммарное сечение которых примерно равно сечению электрода, указанному в таблице.
Приваривать следует в специальном приспособлении, устраняющем опасность вытекания алюминия и обеспечивающем возможность наплавления слоя металла, достаточного для получения сварного шва необходимого сечения.
Сваривать необходимо так, чтобы сечение шва было не меньше сечения ответвительной шины. Для этого целесообразно кромки свариваемых шин сместить, как показано на рис. I.11, а в тех случаях, когда это невозможно, выполнить наплавку слоя металла требуемой толщины;
д) сваривать секции шинопроводов ШМА необходимо с применением специального приспособления (приложение 9);
е) для сварки пакетов тяжелых шин торцы привариваемых шин следует сместить вниз на половину их толщины. Узел скрепить и заформовать целиком (рис. I.11).
Сначала следует дугой разогреть и расплавить кромки свариваемых шин, после чего ввести в сварочную ванну присадочный пруток и начать процесс формирования шва, наплавляя металл в зазор между шинами до полного его заполнения.
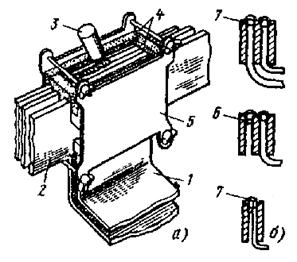
Рис. I.10. Сварка шин по верхним кромкам (а) и поперечные разрезы соединений (б):
1 - ответвление; 2 - сборная шина; 3 - горелка полуавтомата; 4 - графитовые вкладыши; 5 - сжимная пластина; 6 - алюминиевый вкладыш; 7 - сварной шов
Режимы сварки шин по верхним кромкам должны соответствовать режимам, приведенным в табл. I.3, I.5, I.6 и I.9 настоящей Инструкции.
Если ответвление идет вверх и приварка его к сборным шинам встык невозможна, то к ответвительным шинам следует приваривать предварительно под углом обрезки шин, которые затем служат для приварки к сборным шинам по верхним кромкам.
I.1.33. При выполнении сварки коробчатых токопроводов и токопроводов из профиля "двойное Т" необходимо руководствоваться следующим:
а) коробчатые шины изготавливают сваркой двух корытных профилей, собранных полками внутрь.
Характерные типы сварных соединений указанных токопроводов показаны на рис. I.12;
б) организация сварочных работ различна в зависимости от того, изготавливают секции и узлы коробчатых токопроводов на заводе и в МЭЗ или сваривают на монтажной площадке.
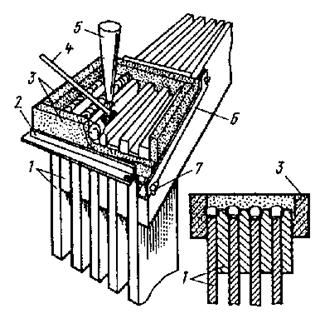
Рис. I.11. Сварка пакетов тяжелых шин по верхним кромкам:
1 - шины; 2 - каркас приспособления; 3 - угольные формующие вкладыши; 4 - присадка; 5 - электрод; 6 - откидная планка; 7 - барашек
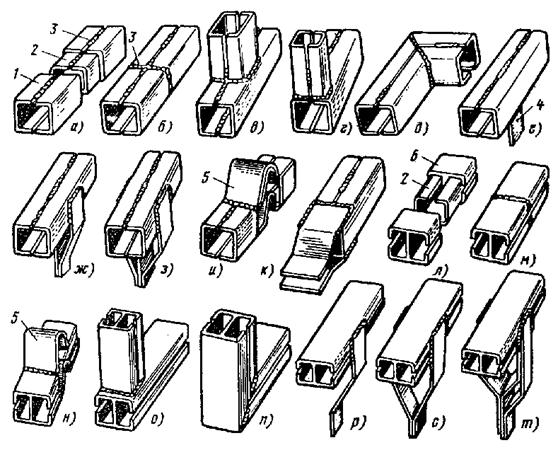
Рис. I.12. Сварное соединение коробчатого профиля и профиля "двойное Т":
а, л - секция токопровода с приваренным вкладышем; б, м - соединение встык; в, г, о - соединение впритык; д, п - угловые секции; р, с, т, е, ж, з - ответвление плоскими шинами; и, н - компенсаторы; к - оконцевание короба плоскими шинами; 1 - профиль корытный; 2 - вкладыш; 3 - шов; 4 - плоская шина; 5 - компенсатор; 6 - профиль "двойное Т"
В первом случае возможна кантовка сварных узлов, например, в кантователе, разработанном трестом Севзапэлектромонтаж (приложение 10).
Во втором случае в ряде мест при сварке неповоротных стыков смонтированных коробчатых токопроводов следует выполнить кроме нижних горизонтальные и вертикальные швы. Узлы коробчатых токопроводов конструируют таким образом, чтобы сварка в потолочном положении исключалась или сводилась к минимуму;
в) при изготовлении коробчатых токопроводов необходимо выполнять следующие работы: сварку коробов из двух шин корытного профиля; приварку вкладышей на концах прямолинейных секций для стыкования их и формирования шва при сварке на монтаже; сварку угловых секций; приварку температурных компенсаторов; оконцевание коробов плоскими шинами сваркой для подключения к выводам аппаратов; приварку к коробам дополнительных косынок и планок для исключения на монтаже сварки в потолочном положении;
г) при заготовке секций коробчатого токопровода сначала необходимо корытный профиль собрать в короб при помощи скоб, устанавливаемых на расстоянии 2 - 3 м одна от другой (рис. I.13). Зазор между полками профилей устанавливают с помощью поворотных фиксаторов. Сваривать профили следует прерывистым швом на специальной формующей лопатке, которую вставляют в зазор между полками профилей и плотно прижимают к нижней плоскости полок противовесом на конце рукоятки.
Режимы сварки такие же, как при нижней сварке шин. Длина шва около 100 мм.
Вкладыш (рис. I.12) приваривают с одной стороны каждой секции коробчатого токопровода через верхний и нижний зазоры между полками корытных профилей.
Угловые секции сваривают в соответствующих шаблонах с формовкой корня шва подкладками необходимой формы. Температурные компенсаторы следует сваривать, как указано в п. I.1.35;
д) профиль "двойное Т" сваривают в МЭЗ при изготовлении укрупненных секций и отдельных узлов токопроводов. Режимы и технология сварки аналогичны сварке коробчатых токопроводов. Сварной шов накладывают только по внешнему периметру профиля. Внутренние перемычки между собой не сваривают ввиду недоступности. Допустимость соединения профилей "двойное Т" только внешними швами подтверждается результатами испытаний.
При стыковке профиля "двойное Т" (рис. I.14) с одного торца профиля необходимо вварить вкладыши, которые облегчают сборку и служат для формирования внутренней стороны шва при сварке.
Максимально возможное количество швов следует сваривать в нижнем положении. С этой целью прямолинейные участки токопроводов сваривают в секции возможно большей длины. Сваривать удобнее в кондукторах, обеспечивающих кантовку секций на 180°;
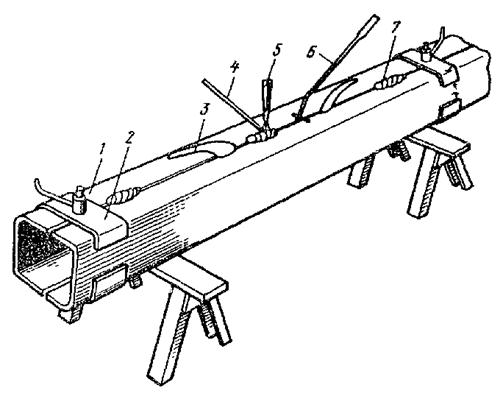
Рис. I.13. Сварка короба из корытного профиля:
1 - корытный профиль; 2 - скоба; 3 - поворотный фиксатор зазора; 4 - присадка; 5 - электрод; 6 - формующая лопатка; 7 - перемычка - соединительный шов
е) при сварке между собой установленных на изоляторы секций токопроводов на монтаже могут встретиться два случая: стык доступен для сварки с двух сторон и стык доступен для сварки только с одной стороны (например, если шина расположена близко к стене.
В первом случае (рис. I.14 а, в) к одному концу каждой из соединяемых секций следует заблаговременно приварить алюминиевые вставки и планки, а в монтажной зоне выполнить один шов в нижнем положении, два - в вертикальном и угловой шов - в нижнем положении.
Во втором случае (рис. I.14 б, г, д) коробчатый токопровод и шины профиля "двойное Т" в месте стыка должны иметь вырез, через который выполняют швы в нижнем и вертикальном положениях. После этого вырез необходимо закрыть изготовленной заранее вставкой с приваренными к ее нижним полкам планками. Вставку приваривают двумя стыковыми и двумя угловыми швами.
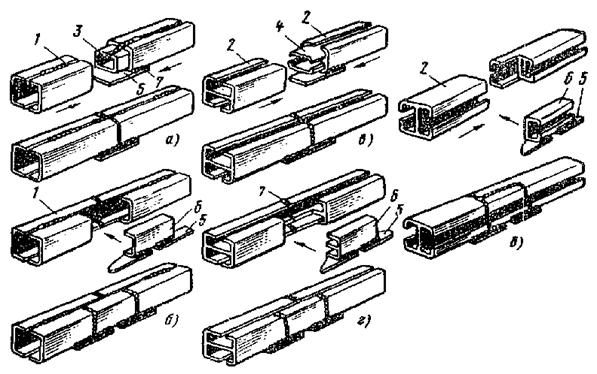
Рис. I.14. Сварка неповоротных стыков коробов и профиля "двойное Т":
1 - короб; 2 - профиль "двойное Т"; 3, 4 - вкладыш; 5 - планка; 6 - вставка; 7 - сварной шов
При использовании полуавтоматической импульсно-дуговой сварки отпадает необходимость в дополнительных планках, так как может быть выполнен потолочный шов;
ж) ответвления от коробчатых шин и шин "двойное Т" выполняют как шинами такого же профиля (рис. I.15), так и прямоугольными (рис. I.16).
Для приварки ответвлений к коробчатым шинам следует ответвительную шину прямоугольного профиля пропустить в зазоры между полками короба и приварить сверху по торцевой кромке. Для формирования швов используют подкладки с прорезью для пропускания шины. Если зазор между полками больше, чем толщина шины ответвления, в остающийся промежуток необходимо вложить отрезок алюминиевой шины. Ответвления от профиля "двойное Т" прямоугольными шинами также целесообразно выполнять сваркой по верхней кромке шины с наружной стороны профиля;
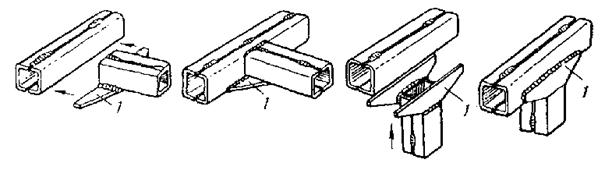
Рис. I.15. Сварка коробчатых шин:
1 - планки, привариваемые при заготовке секций
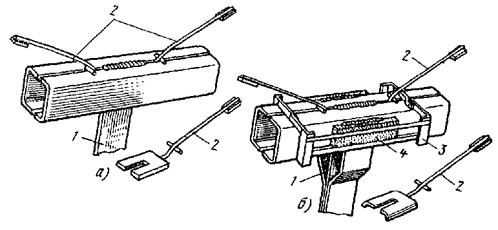
Рис. I.16. Приварка прямоугольных шин к коробам:
а - одна плоская шина; б - три плоские шины; 1 - ответвительная шина; 2 - формующие лопатки; 3 - шарнирная рамка; 4 - графитовый вкладыш
з) для температурной компенсации к смонтированным шинам приваривают два компенсатора (сначала нижний, а затем верхний). Суммарное сечение компенсаторов должно быть равно сечению профиля (рис. I.17). Так как толщина компенсатора больше толщины полок коробов, к последним с наружной стороны до монтажа должны быть приварены планки такой толщины, чтобы общая толщина планки и полки короба равнялась толщине компенсатора;
и) при сооружении трехфазных симметричных токопроводов кроме вышеописанных работ требуется сваривать угловые секции, приваривать переходные детали и сваривать стыки секций.
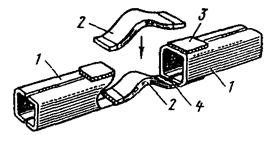
Рис. I.17. Приварка компенсаторов к коробам:
1 - секции коробов; 2 - компенсаторы; 3 - планки; 4 - сварной шов
Переходные детали применяют при сварке угольным электродом, они служат для облегчения сварочных работ в монтажной зоне. Их применение обусловлено невозможностью выполнения сварки угольным электродом в вертикальном и потолочном положениях.
При полуавтоматической импульсно-дуговой сварке переходные детали не нужны;
к) наиболее целесообразной длиной заготовляемых в МЭЗ секций токопровода является длина, равная расстоянию между компенсаторами (25 - 45 м). Если по условиям транспортировки невозможна заготовка секций такой длины, стыковка и сварка между собой коротких секций в зоне монтажа может производиться с помощью специальных кантователей на земле, после чего секция поднимается и устанавливается на проектной отметке.
Сварка токопроводов из профиля "труба круглая"
I.1.34. При сварке токопроводов из профиля "труба круглая" необходимо руководствоваться следующими указаниями:
а) сваривают секции в МЭЗ, где может быть обеспечена кантовка узлов для выполнения швов в нижнем положении. Характерные узлы соединений шин из профиля "труба круглая" приведены на рис. I.18.
Прямолинейные секции токопроводов собирают и сваривают на стендах. Простейшим стендом могут служить две параллельно уложенные трубы. Центровка трубчатых шин достигается самой укладкой их на стенд. Кантовка свариваемых секций на таком стенде затруднена ввиду возникающего при этом значительного трения. С этой точки зрения лучшими являются роликовые стенды.
При малых объемах работ кантовать свариваемые секции можно вручную, а при больших необходимо применять механические кантователи.
Собирают секции в монтажной зоне с помощью центраторов (приложение 11) с эксцентриковыми или винтовыми зажимами, обеспечивающих совпадение осей свариваемых труб;
б) сваривать соединения труб необходимо так, как указано в пп. I.1.1 - I.1.18 настоящей Инструкции. Для формовки шва с внутренней стороны применяют подкладные кольца, изготовленные из листового алюминия толщиной 3 - 5 мм;
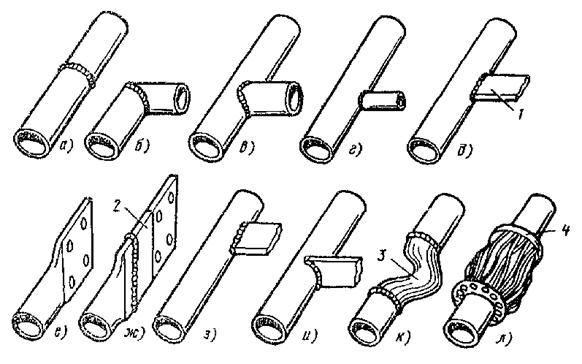
Рис. I.18. Сварные соединения шин из профиля "труба круглая":
а - соединение встык; б - соединение под углом; в, г - ответвления трубчатым профилем; д - ответвление плоской шиной; е - наконечник, выполненный сплющиванием конца трубы; ж - наконечник с приваренной медно-алюминиевой пластиной; з - поворот плоской шиной; и - ответвление от трубы плоской шиной при расположении ее на ребро; к - компенсатор, приваренный непосредственно к трубе; л - компенсатор, приваренный к фланцам; 1 - прямоугольная шина; 2 - пластина медно-алюминиевая; 3 - компенсатор; 4 - фланец
в) компенсаторы для трубчатых токопроводов изготавливают из многопроволочных алюминиевых голых проводов. Для этого в зависимости от диаметра трубы нужно нарезать куски проводов длиной 300 - 450 мм. Концы проводов длиной 25 - 30 мм следует распушить и очистить, как указано в приложении 1 к настоящей Инструкции.
Обработанные провода собирают в приспособление (рис. I.19), состоящее из внутренней графитовой оправки и наружного зажимного кольца, в котором производят оплавление проводов в кольцевой монолит.
К монолитной части компенсатора с обеих сторон приваривают отрезки труб (наконечники).
После сварки компенсатор следует изогнуть, придав ему требуемую форму. Если компенсатор предназначен для использования в водоохлаждаемых токопроводах, то перед изгибанием на него необходимо надеть резиновый рукав и стянуть зажимными хомутами. В этом случае длина жесткой трубчатой части компенсатора (наконечника) должна быть такой, чтобы обеспечить возможность его приварки без повреждения (поджога) резинового рукава. На не охлаждаемых водой токопроводах устанавливают компенсаторы из алюминиевых лент. При этом концы труб, к которым приваривается плоский компенсатор, необходимо сплющить. Сварку вести на режимах, соответствующих режимам сварки прямоугольных шин;
г) сварка угловых секций и приварка ответвлений должны выполняться без применения каких-либо переходных деталей, так как рекомендуемые способы сварки позволяют выполнять швы в любом пространственном положении.
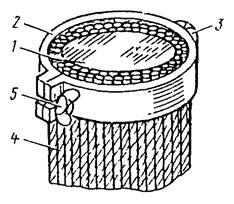
Рис. I.19. Приспособление для сплавления алюминиевых проводов в монолит:
1 - внутренняя графитовая оправка; 2 - наружное зажимное кольцо; 3 - шарнир; 4 - алюминиевые провода; 5 - барашек
Для приварки ответвления из трубчатого профиля его торец необходимо обработать, так, чтобы он сопрягался с поверхностью основной трубы, или в основной трубе высверлить отверстие, равное внешнему диаметру ответвительной трубы. Собранный узел сваривают по периметру сопряжения труб. Режимы сварки должны соответствовать режимам сварки труб с меньшей толщиной стенки.
При приварке ответвления следует применять специальные приспособления, фиксирующие положение труб при сварке.
Ответвления от трубчатого токопровода шинами прямоугольного профиля, выполняемые в монтажной зоне, приваривают после установки труб на изоляторы и окончательного закрепления их в шинодержателях. При сварке шины прижимают к трубе струбцинами.
Особенности сварки компенсаторов и приварки проводов к шинам
а) компенсаторы следует изготовлять оплавлением концов пакетов лент в монолит при помощи аргонодуговой сварки плавящимся или неплавящимся, а также угольным электродами. Компенсаторы для сырых помещений и наружных установок сваривают только аргонодуговой сваркой.
Сборка компенсатора в приспособлении для замоноличивания показана на рис. I.20.
Режимы и технология сварки компенсаторов толщиной 8, 10 и 12 мм при замоноличивании и приварке к шинам аналогичны режимам сварки шин соответствующей толщины (см. табл. I.5, I.6 и I.9);
б) при сварке лент в монолит угольным электродом сначала следует предварительно подогреть торец пакета растянутой дугой при движении ее "на себя" со скоростью, при которой не наступало бы еще интенсивного плавления металла, но появились бы отдельные его капли. При последующем движении короткой дуги в направлении "от себя" торцы лент расплавляются на необходимую глубину и в сварочную ванну сплавляется присадочный материал.
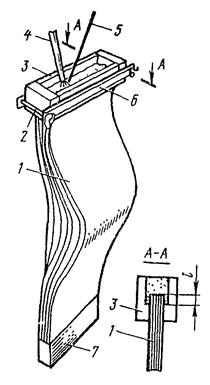
Рис. I.20. Сборка компенсатора в приспособлении для замоноличивания:
l - выступающая часть ленты для оплавления; 1 - пакет лент; 2 - зажимный винт; 3 - графитовый вкладыш; 4 - электрод; 5 - присадка; 6 - приспособление для сварки; 7 - сварной монолит
Для качественного сплавления лент необходимо перемешивать плавку присадочным прутком. В процессе сварки форму следует доверху заполнить алюминием.
Заблаговременно до сборки компенсатора алюминиевые ленты должны быть протравлены в 5 %-ном растворе каустической соды при температуре 60 - 70 °С в течение 2 - 3 мин, тщательно промыты водой и просушены;
в) сваривать анодные стояки ошиновки электролизеров угольным электродом необходимо на специальных столах (приложение 12). Режимы сварки аналогичны приведенным в табл. I.9. Для защиты верхней ленты от прожога при сварке на пакет лент на расстоянии 15 - 20 мм от свариваемой кромки следует накладывать теплоотводящую медную пластину, по ширине равную ширине пакета лент;
г) после сварки угольным электродом место сварки необходимо тщательно зачистить от шлака и остатков флюса.
I.1.36. При приварке алюминиевых проводов к шинам и оконцевании шин медно-алюминиевыми пластинами необходимо руководствоваться следующими указаниями:
а) приваривать провода к шинам можно как угольным электродом, так и аргонодуговой сваркой. Сварные соединения проводов с шинами показаны на рис. I.21;
б) сваривать провода с алюминиевыми шинами необходимо в следующем порядке:
с проводов удалить изоляцию на длине 60 мм;
при необходимости концы проводов обезжирить ацетоном или бензином;
шину и жилы проводов зачистить стальной проволочной щеткой;
с помощью приспособлений (рис. I.22, I.23) собрать свариваемый узел;
произвести сварку: при сечении жил проводов от 16 до 95 мм2 током 80 - 100 А; при сечении проводов от 120 до 240 мм2 - 120 - 150 А; технология сварки та же, что при сварке шин;
после сварки угольным электродом место сварки тщательно зачистить стальной щеткой от шлака и остатков флюса;
в) при оконцевании алюминиевых шин переходными пластинами МА следует сваривать алюминиевую часть пластины с шиной.
Режимы сварки пластин МА с шинами толщиной до 12 мм аналогичны приведенным в табл. I.3, I.5, I.6, I.9. Охлаждения шва, выполненного контактной сваркой, при этом не требуется;
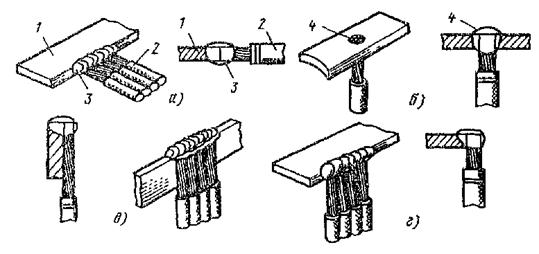
Рис. I.21. Сварные соединения проводов с шинами:
а - встык при горизонтальном расположении шины; б - электрозаклепкой; в - внахлестку при вертикальном расположении шины; г - угловое; 1 - шина; 2 - провод; 3 - сварной шов; 4 - электрозаклепка
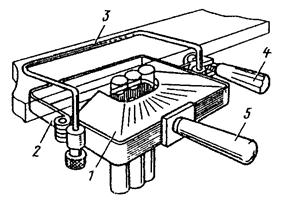
Рис. I.22. Приспособление для сварки проводов с шиной, расположенной на плоскости:
1 - медный вкладыш; 2 - шарнирная рамка; 3 - скоба; 4 - ручка зажима; 5 - ручка для переноски
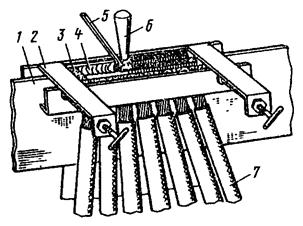
Рис. I.23. Приспособление для сварки проводов с шиной, установленной на ребро:
1 - шина; 2 - приспособление; 3 - графитовый вкладыш; 4 - сварной шов; 5 - присадка; 6 - электрод; 7 - провода
г) при сварке пакетов переходных медно-алюминиевых пластин с шинами большой толщины (рис. I.24) вследствие большого сварочного тока имеется опасность перегрева шва контрактной сварки (свыше 300 °С), что приводит к резкому росту хрупких интерметаллидов в шве медь - алюминий и разрушению пластин. Поэтому контактный шов охлаждают водой. Пакет пластин МА с шинами толщиной 29, 35, 50 мм и более собирают с водяными охладителями. Режимы сварки пакетов соответствуют режимам сварки шин (табл. I.9, табл. I.14).
I.2. Сварка шин и электромонтажных изделий из меди
Ручная дуговая сварка угольным электродом
I.2.2. Для ручной дуговой сварки угольным электродом следует применять оборудование, указанное в табл. I.7 настоящей Инструкции.
I.2.3. Для сварки необходимы материалы, указанные в табл. I.12.
I.2.4. При сварке шин и электромонтажных изделий из меди надо использовать такие же приспособления и инструменты, как при сварке из алюминия и его сплавов.
I.2.5. Подготовка шин к сварке кроме рихтовки и резки по размеру должна включать: обработку свариваемых кромок в зависимости от толщины материала в соответствии с табл. I.13; зачистку свариваемых кромок на участке не менее 30 мм от их торцов.
I.2.7. Установить шины в приспособлении и насыпать на свариваемые кромки полосу флюса шириной 10 - 20 мм.
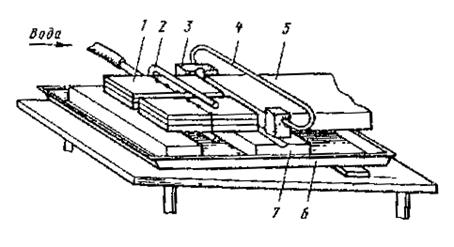
Рис. I.24. Сварка пакета медно-алюминиевых пластин с шинами большой толщины:
1 - пакет медно-алюминиевых пластин; 2 - трубчатый охладитель; 3 - угольный брусок; 4 - стальная скоба; 5 - шина; 6 - ванна для сбора воды; 7 - подкладка
Таблица I.12
|
Назначение |
|
|
1. Проволока медная круглая электротехническая или катанка медная М0, M1 |
Присадка для заполнения сварного шва |
|
2. Угли сварочные; допускается изготовление из электродов (отходов) дуговых электропечей (см. приложение 4) |
Сварочные неплавящиеся электроды |
|
3. Флюс для сварки меди "борный шлак" (состав см. в приложении 5) |
Раскиление свариваемого металла |
|
4. Бензин или ацетон |
Обезжиривание кромок свариваемых шин |
|
5. Ветошь обтирочная |
Протирка кромок шин |
Присадочный пруток используют одновременно для перемешивания сварочной ванны с целью ее дегазации и удаления шлаков. Погружая время от времени разогретый конец прутка во флюс, вносят флюс в сварочную ванну.
Сварку шин толщиной до 12 мм выполняют за один проход.
I.2.9. При сварке шин толщиной 30 мм и более необходим предварительный подогрев кромок пропано-кислородным или ацетилено-кислородным пламенем. Шины укладывают таким образом, чтобы сварка велась в сторону подъема (уклон 3 - 4°) и расплавленная медь не затекала вперед дуги, препятствуя проплавлению корня шва.
Сваривать следует в три прохода:
первый проход - расплавление корня шва. Перемещая дугу вдоль стыка, попеременно направляют ее на кромки обеих шин. При этом необходимо следить за тем, чтобы кромки шин в корне плавились равномерно. Присадочный металл при этом не вводят;
второй проход - интенсивное плавление кромок шин и присадочного металла. Во время прохода заполняют металлом основную часть шва;
третий проход - завершение формирования шва. Дугу равномерно перемещают вдоль шва, расплавляя ранее наплавленный металл. Присадочным прутком ритмично перемешивают сварочную ванну для придания шву равномерно-чешуйчатой формы.
Режимы сварки и ориентировочный расход материалов приведены в табл. I.14.
I.2.10. Медные шины следует соединять внахлестку так же, как алюминиевые.
При сварке кромки шин по возможности следует располагать "лодочкой" (рис. I.25, а), так как это способствует качественному провару кромок и получению швов нужного сечения.
При невозможности сварки "лодочкой" необходимо применять формующий угольный брусок (рис. I.25, б).
При толщине сборной шины свыше 6 мм необходим предварительный подогрев кромок дугой, как при сварке шин встык. Сваривать следует за один проход. Плавить кромки шины ответвления можно только после расплавления сборной шины во избежание непровара.
Режимы сварки шин внахлестку должны соответствовать приведенным в табл. I.14.
I.2.11. Немедленно после окончания сварки шов следует охладить водой для снятия внутренних напряжений.
Полуавтоматическая дуговая сварка под флюсом
I.2.12. Этот вид сварки следует применять для соединения шин из меди толщиной 4 - 14 мм в нижнем положении.
I.2.13. Для полуавтоматической сварки под флюсом следует собрать сварочный пост по схеме, показанной на рис. I.26, из оборудования, указанного в табл. I.15.
I.2.14. При сварке рекомендуется использовать материалы, приведенные в табл. I.16.
I.2.15. Шины следует подготавливать к сварке согласно требованиям п. I.2.5 настоящей Инструкции.
При сварке шин разной толщины (например, при приварке ответвлений) на более толстых шинах также снять фаску под углом 45° (рис. I.27). Подкладка под стыком в этом случае должна иметь уступ, высота которого равна разности толщин шин.
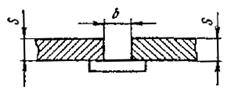
|
Способ сварки* |
||
|
подготовленных кромок |
шва сварного соединения |
|
|
|
|
РУ-Ф РУ-Ф РУ-Ф П-3 П-Ф |
|
|
|
РУ-Ф РУ-Ф РУ-Ф П-Ф |
|
|
|
РУ-Ф |
|
|
|
РУ-Ф |
|
|
|
РУ-Ф |
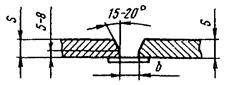
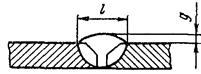
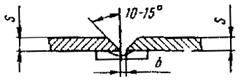
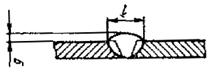
* РУ-Ф - ручная угольным электродом с добавкой флюса; П-3 - полуавтоматическая в защитных газах; П-Ф - полуавтоматическая под флюсом.
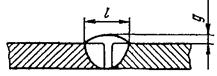
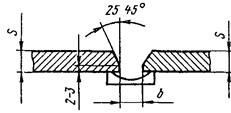
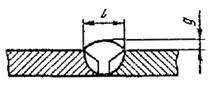
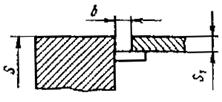
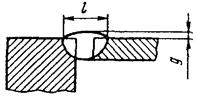
Примечание. Размеры S, b, l, g даны в миллиметрах.
Таблица I.13
|
b |
l |
g |
||||
|
номинальное |
предельное отклонение |
номинальное |
предельное отклонение |
номинальное |
предельное отклонение |
|
|
3 - 6 |
2 |
+2 |
15 |
±2,5 |
1,5 |
±0,8 |
|
6 - 12 |
4 |
+2 |
20 |
|||
|
3 - 8 |
2 |
+2 |
15 |
|||
|
8 - 10 |
4 |
+2 |
20 |
|||
|
3 - 6 |
2 |
+2 |
13 |
|||
|
12 - 16 |
3 |
+2 |
27 |
±3,5 |
2,0 |
±1,0 |
|
16 - 22 |
+2 |
30 |
2,5 |
|||
|
22 - 30 |
+2 |
40 |
±4,0 |
3,0 |
||
|
8 - 14 |
+1 |
24 |
±3,0 |
2,0 |
||
|
30 и более |
4 |
+2,5 |
45 |
±4,5 |
3,5 |
+1,0 |
|
Блюмсы 50 х 50 и более |
4 |
+3,0 |
50 |
±5,0 |
4,5 |
±1,0 |
|
Блюмс 30 и более S1 - ответвление 10 и менее |
6 |
+3,0 |
25 |
±2,5 |
2,0 |
±1,0 |
Таблица I.14
|
Сварочный ток, А |
Диаметр угольного электрода, мм |
Диаметр присадочного прутка, мм |
Расход на 100 мм шва, г |
||
|
присадки |
флюса |
||||
|
3 |
150 |
12 |
4 |
29 |
1 |
|
4 |
180 |
12 |
4 |
35 |
2 |
|
5 |
220 |
12 |
6 |
65 |
3 |
|
6 |
260 |
15 |
6 |
105 |
4 |
|
8 |
320 |
15 |
8 |
150 |
5 |
|
10 |
400 |
20 |
8 |
210 |
7 |
|
12 |
500 |
20 |
10 |
290 |
9 |
|
20 |
1000 |
30 |
15 |
450 |
12 |
|
30 |
1500 |
35 |
20 |
620 |
13 |
* Прямая полярность.
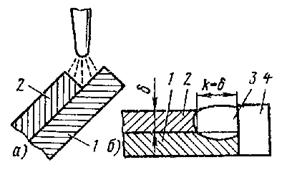
Рис. I.25. Сварка медных шин внахлестку:
1, 2 - шины; 3 - сварной шов; 4 - угольный брусок
I.2.17. Далее необходимо установить шины в приспособлении и начать сварку (рис. I.28). Сварочную головку необходимо поддерживать на высоте 10 - 12 мм от поверхности шин. Угол наклона головки в сторону сварки не должен превышать 15° к вертикали.
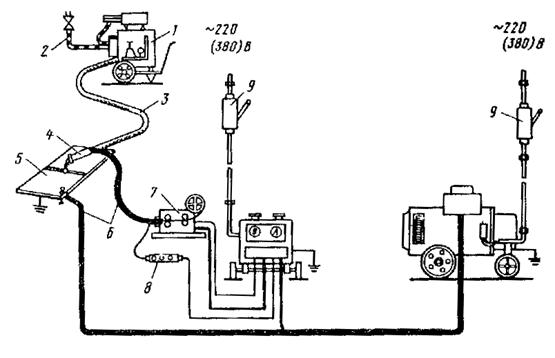
Рис. I.26. Сварочный пост для полуавтоматической сварки под флюсом (полуавтомат ПДШМ-500):
1 - флюсоаппарат; 2 - магистраль сжатого воздуха; 3 - шланг подачи флюса; 4 - сварочная головка; 5 - изделие; 6 - сварочные провода; 7 - механизм подачи проволоки; 8 - выносной пульт управления; 9 - рубильник
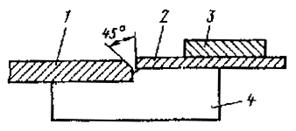
Рис. I.27. Сборка медных шин различной толщины под сварку:
1, 2 - медные шины; 3 - теплоотводящая медная пластина; 4 - угольная подкладка
При сварке шин толщиной до 6 мм головку перемещают без поперечных колебаний; при сварке более толстых шин ей сообщают поперечные колебания с амплитудой 2 - 3 мм.
Перед сваркой шин толщиной более 10 мм необходим их предварительный подогрев до 700 - 750 °С. После подогрева стык шин посыпают флюсом "борный шлак".
Таблица I.15
|
Назначение |
|
|
Сварочный преобразователь: ПСО-500; ПСУ-500 |
Источник сварочного тока |
|
Сварочный выпрямитель ВДУ-504 |
" " " |
|
Сварочный полуавтомат: ПДШМ-500; ПДШР-500; ПШ-5; ПШ-54 |
Подача электродной проволоки и флюса; регулирование процесса сварки |
* Можно использовать любой из указанных типов.
Особое внимание следует уделять качественному провару начала шва, а также правильному направлению движения головки вдоль стыка.
I.2.18. В конце шва следует вывести дугу на угольный брусок, формирующий шов, нажатием кнопки на головке выключить сварочный ток и подачу электродной проволоки и перекрыть подачу флюса; неиспользованный флюс собрать для повторного применения.
I.2.19. Немедленно после сварки необходимо охладить стык водой и удалить шлаковую корку.
I.2.20. Режимы сварки и ориентировочный расход материалов приведены в табл. I.17.
Режимы полуавтоматической сварки шин внахлестку, а также сварки компенсаторов аналогичны приведенным в табл. I.17.
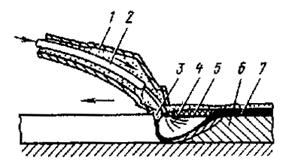
Рис. I.28. Сварка меди под флюсом:
1 - сварочная головка; 2 - электродная проволока; 3 - флюс; 4 - дуга, 5 - газовый пузырь; 6 - сварной шов; 7 - шлак
Таблица I.16
|
Материал |
Назначение |
|
Проволока медная сварочная: МО, M1 |
Электродная проволока, присадочный материал |
|
Флюсы плавленые сварочные: АН-348А, АН-26, ОСЦ-45 |
Защита дуги и сварочной ванны от кислорода воздуха |
|
Отходы графитированных углей |
Изготовление формующих подкладок |
|
Бензин, ацетон |
Обезжиривание свариваемых кромок |
|
Ветошь обтирочная |
Протирка кромок шин |
Таблица I.17
|
Сварочный ток *, А |
Напряжение на дуге, В |
Скорость подачи электродной проволоки, м/мин |
Время, с |
Расход на один стык, г |
|
|||
|
подогрева |
сварки |
|||||||
|
электродной проволоки |
флюса |
|
||||||
|
40 х 4 |
250 |
28 - 30 |
3,3 |
- |
10 |
14 |
50 |
|
|
50 х 5 |
270 |
29 - 31 |
3,4 |
- |
12 |
17 |
70 |
|
|
60 х 6 |
320 |
31 - 32 |
3,9 |
- |
15 |
27 |
100 |
|
|
80 х 8 |
350 |
33 - 34 |
4,2 |
- |
22 |
48 |
120 |
|
|
100 х 10 |
400 |
35 - 37 |
4,7 |
- |
30 |
66 |
150 |
|
|
120 х 14 |
500 |
40 - 42 |
5,6 |
30 |
60 |
230 |
300 |
|
|
300 х 12 |
500 |
40 - 42 |
5,6 |
40 |
75 |
400 |
500 |
|
*Постоянный ток, полярность обратная.
Полуавтоматическая дуговая сварка в защитных газах
I.2.21. Этим видом сварки следует соединять шины из меди толщиной 3 - 12 мм.
I.2.22. Для полуавтоматической сварки в защитном газе следует собрать сварочный пост в соответствии с требованиями п. I.1.11, но без импульсного генератора.
I.2.23. При сварке нужно использовать материалы, приведенные в табл. I.16, кроме флюсов.
I.2.24. При подготовке шин к сварке следует руководствоваться пп. I.2.5 и I.2.15 настоящей Инструкции.
I.2.25. Электродную проволоку необходимо подготовить согласно требованиям п. I.2.16 настоящей Инструкции.
I.2.26. Далее следует установить шины в приспособлении и начать сварку. Сваривать "углом назад" (рис. I.29), совершая круговые движения концом электрода.
Перед сваркой шин толщиной более 10 мм необходимо предварительно подогреть кромки до 800 - 850 °С. Для подогрева рекомендуется использовать пропано-кислородное или ацетилено-кислородное пламя.
Для подогрева шин толщиной 6 - 10 мм достаточно после возбуждения сварочной дуги переместить ее туда и обратно вдоль всего стыка и сразу же после этого начать сварку.
Зажигать дугу и прекращать сварку следует на подкладке из графитированного угля.
Немедленно после окончания сварки соединение необходимо охладить водой.
Режимы сварки и ориентировочный расход материалов приведены в табл. I.18.
I.2.27. Сварка одиночных шин в вертикальном и горизонтальном положениях допускается при использовании медной проволоки диаметром 1, 2 мм. В этом случае кроме оборудования, указанного в п. I.1.11 настоящей Инструкции, требуется приспособление для фиксации и подогрева шин (приложение 13).
Шины толщиной до 4 мм собирают под сварку без разделки кромок; при толщине 5 мм и более необходим односторонний скос кромок под углом 30° с притуплением около 2 мм. Зазор между кромками не должен превышать 3 мм. Шины перед сваркой подогревают. Первый проход выполняют "ниточным" швом снизу вверх. Последующие проходы также выполняют снизу вверх, но с поперечными колебаниями электродной проволоки. Облицовочный шов выполняют сверху вниз.
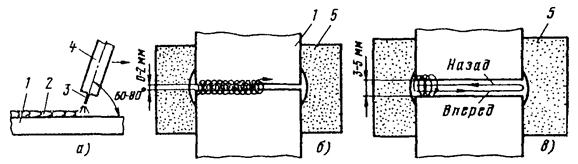
Рис. I.29. Полуавтоматическая сварка медных шин в защитном газе:
а - положение горелки при сварке; б - движение горелки при сварке шин толщиной до 6 мм; в - то же при толщине шин 6 - 10 мм; 1 - шина; 2 - шов; 3 - сварочная проволока; 4 - сопло; 5 - уплотнительные бруски
Таблица I.18
|
Сварочный ток *, А |
Напряжение на дуге, В |
Скорость подачи электродной проволоки, м/мин |
Расход на 100 мм шва |
||
|
электродной проволоки, г |
аргона, л |
||||
|
3 |
240 - 280 |
37 - 39 |
3,5 - 4,5 |
12 |
50 |
|
4 |
280 - 320 |
38 - 40 |
4,5 - 5,0 |
22 |
55 |
|
5 |
320 - 360 |
39 - 41 |
4,5 - 5,5 |
33 |
60 |
|
6 |
360 - 400 |
40 - 42 |
5,0 - 6,0 |
47 |
65 |
|
7 |
400 - 440 |
41 - 43 |
5,5 - 6,5 |
64 |
70 |
|
8 |
440 - 480 |
42 - 44 |
6,0 - 7,6 |
84 |
75 |
|
9 |
480 - 520 |
43 - 45 |
6,5 - 7,5 |
106 |
80 |
|
10 |
520 - 560 |
44 - 46 |
7,0 |
130 |
85 |
* Постоянный ток, полярность обратная.
Режимы сварки приведены в табл. I.19.
Шов после сварки охлаждают водой.
Плазменная сварка
I.2.28. Сваркой этого вида следует соединять шины из меди толщиной до 12,5 мм при нижнем положении шва.
I.2.29. Для плазменной сварки следует собрать сварочный пост по схеме рис. I.30 из оборудования, указанного в табл. I.20.
I.2.30. При сварке используют материалы, приведенные в табл. I.12 (поз. 1, 2, 4) настоящей Инструкции.
I.2.31. Далее необходимо подготовить шины к сварке согласно требованиям пп. I.2.5 и I.2.15.
I.2.32. Подготовить сварочную проволоку согласно требованиям п. I.2.6.
I.2.33. Собрать шины в приспособлении без зазора и начать сварку. Подогреть шины, расплавить кромки и ввести присадку в соответствии с требованиями п. I.2.8 настоящей Инструкции.
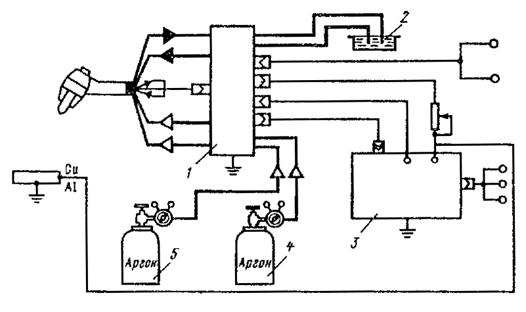
Рис. I.30. Пост для плазменной сварки:
1 - пульт управления; 2 - установка для водяного охлаждения; 3 - преобразователь сварочный; 4 - баллон с плазмообразующим газом; 5 - баллон с защитным газом
Режимы плазменной сварки приведены в табл. I.21. Схема питания сжатой дуги дана на рис. I.31, а схема сварки - на рис. I.32.
Таблица I.19
|
Сварочный ток *, А |
Напряжение на дуге, В |
Скорость подачи электродной проволоки, м/мин |
Параметры импульса |
||
|
Амплитуда, А |
Длительность, мс |
||||
|
1-й |
130 - 140 |
26 - 27 |
5,5 - 6,5 |
400 - 500 |
1,8 - 2,2 |
|
2-й и последующие |
120 - 130 |
24 - 26 |
4,5 - 5,5 |
400 - 500 |
1,8 - 2,2 |
* Постоянный ток, полярность обратная.
Таблица I.20
|
Назначение |
|
|
Преобразователь: ПСО-500; ПСУ-500 |
Источник сварочного тока |
|
Выпрямитель сварочный: ВДУ-504; ВКС-500 |
То же |
|
Установка для плазменной сварки УРПС-3М |
Ручная сварка в нижнем положении |
|
Установка водяного охлаждения УВ-2 |
Охлаждение плазмотрона |
|
Реостат балластный: РБ-300; РБ-200 |
Ограничение тока вспомогательной дуги |
|
Баллоны стальные для сжатых газов 40 - 150 |
Хранение и транспортировка плазмообразующего и защитного газов |
|
Редуктор КБД-25 |
Регулировка рабочего давления газов |
* Можно использовать любой из указанных типов.
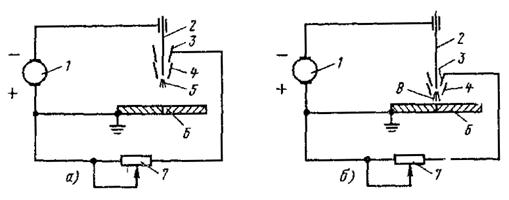
Рис. I.31. Схема питания сжатой дуги:
а - возбуждена вспомогательная дуга; б - возбуждена основная дуга; 1 - источник сварочного тока; 2 - электрод; 3 - внутреннее сопло горелки; 4 - наружное сопло горелки; 5 - вспомогательная дуга; 6 - свариваемые шины; 7 - балластный реостат; 8 - основная дуга
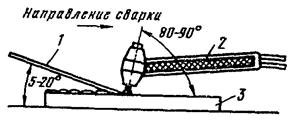
Рис. I.32. Ручная плазменная сварка:
1 - присадочный пруток; 2 - плазменная горелка; 3 - свариваемые шины
Таблица I.21
|
Сварочный ток, А |
Напряжение на дуге, В |
Диаметр вольфрамового электрода, мм |
Диаметр сопла, мм |
Длина канала сопла, мм |
Расход плазмообразующего газа, л/мин |
|
|
4 |
350 - 400 |
37 - 40 |
4 |
5 |
5 |
0,8 - 1 |
|
6 |
380 - 440 |
37 - 40 |
6 |
7 |
7 |
1 - 2 |
|
10 |
440 - 450 |
40 - 45 |
6 |
7 |
7 |
2 - 3 |
|
12,5 |
450 - 500 |
40 - 45 |
8 |
9 |
9 |
2,5 - 3,5 |
Примечания: 1. Расстояние от сопла до изделия 8 мм.
2. Расход защитного газа 5 - 10 л/мин.
Автоматическая дуговая сварка под флюсом
I.2.34. Сваркой данного вида следует соединять медные шины толщиной 20 мм и более протяженными швами в нижнем положении.
I.2.35. Для автоматической сварки применяют комплектные сварочные автоматы АДС-1000 или ТС-17.
I.2.36. При сварке используют материалы в соответствии с требованиями п. I.2.14 настоящей Инструкции.
I.2.37. Подготовку шин к сварке выполняют согласно требованиям п. I.2.5 настоящей Инструкции.
I.2.38. При подготовке электродной проволоки ее очищают от грязи, жира и наматывают на кассету (барабан) автомата.
I.2.39. Технология сварки рассмотрена ниже на примере сварки шин размером 50 х 250 мм с блюмсом размером 50 х 60 мм швом длиной 5 м (рис. I.33):
наплавить для подогрева шины в непосредственной близости от места сварки (10 - 15 мм) валик;
повернуть соединение в кондукторе на 45° "в лодочку" и наложить первый основной шов;
повернуть узел в обратную сторону на 90° и наложить второй основной шов с другой стороны блюмса. При этом подогревающий валик наплавлять не требуется, так как шины достаточно нагреты выполненной сваркой.
Режим сварки рассмотренного узла следующий: диаметр электродной проволоки 2,9 мм, скорость подачи проволоки 2 м/мин, сварочный ток 900 А, скорость сварки 0,5 м/мин.
Особенности сварки компенсаторов и токоведущих блюмсов
I.2.40. При сварке компенсаторов с шинами необходимо руководствоваться следующими указаниями:
а) сваривать в приспособлениях для сварки шин на подкладке с канавкой. Разделывать кромки шин не требуется. Ленты гибкого пакета следует укладывать ступенчато. Под нижнюю и на верхнюю ленты нужно положить полоски шириной 30 мм из той же ленты для защиты от подплавления крайних лент компенсатора;
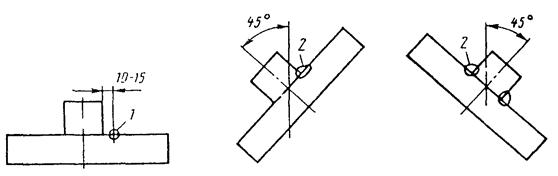
Рис. I.33. Схема автоматической сварки под флюсом медной шины:
1 - валик, наплавленный для подогрева; 2 - основной шов
б) для защиты лент от перегрева на их верхнюю поверхность на расстоянии 10 мм от кромки следует наложить медные теплоотводящие пластины толщиной 8 - 10 мм;
в) для сварки угольным электродом режимы выбирают по табл. I.14, но сварочный, ток устанавливают на 50 А меньше. Сваривают аналогично сварке шин встык с той лишь разницей, что дугу направляют преимущественно на шину.
I.2.41. При сварке и резке токоведущих блюмсов необходимо руководствоваться следующими указаниями:
а) токоведущие блюмсы сваривать встык угольным электродом (при монтаже электролизеров) в следующем порядке: сделать скос торцов блюмсов под углом 10 - 15° нагреть концы блюмсов до 800 - 850 °С; место сварки тщательно заформовать брусками из графитированного угля.
Режимы сварки приведены в табл. I.22.
Во время сварки производится интенсивное расплавление свариваемых кромок и присадки и непрерывное заполнение шва металлом;
б) приваривать ответвительные шины размером 100 х 10 мм к шинам толщиной 30 мм и к блюмсам надо при обязательном предварительном подогреве последних до 800 - 850 °С. При сварке применять приспособления, показанные на рис. I.34. Устанавливать приспособления после нагрева шины или блюмсов. Ответвления приваривать встык к верхним кромкам шин и блюмсов.
Для сварки установить зазор 6 - 8 мм. Сила тока при сварке 700 - 800 А. Дугу направлять преимущественно на блюмс или толстую шину. Техника сварки та же, что указана в пп. I.2.1 - I.2.11 настоящей Инструкции;
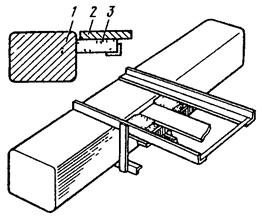
Рис. I.34. Приспособление для приварки ответвлений к блюмсу:
1 - блюмс; 2 - ответвление; 3 - угольная подкладка
в) в процессе работ по заготовке ошиновки нередко возникает необходимость в резке блюмсов. При отсутствии требуемого механического оборудования резку допускается производить дугой угольного электрода. Блюмс в месте реза должен быть нагрет до 800 °С. Сила тока при резке блюмсов такая же, как и при сварке. Резка ведется последовательным выплавлением слоев металла по вертикальной пинии. Дуговую резку угольным электродом допускается использовать как один из способов подготовки кромок блюмсов под сварку; при этом после дуговой резки блюмсов механическую обработку не производят.
Таблица I.22
|
Сварочный ток, А |
Технологический зазор между кромками, мм |
Диаметр угольного электрода, мм |
Сечение присадочного прутка, мм2 |
|
|
50 х 50 |
900 |
10 |
25 |
200 |
|
60 х 60 |
1100 |
10 |
30 |
200 |
|
90 х 90 |
1500 |
15 |
35 |
350 |
|
100 х 100 |
1700 |
15 |
35 |
350 |
* Постоянный ток, полярность прямая.
I.3. Сварка электромонтажных изделий из разнородных металлов
Сварка меди со сталью и с алюминием
I.3.1. Медь со сталью сваривают при изготовлении катодных узлов электролизеров алюминия (рис. I.35) угольным электродом (см. пп. I.1.19 - I.1.27 и I.2.1 - I.2.11) постоянным током 800 - 900 А с применением формующих приспособлений. В качестве присадки используют медные прутки сечением 150 -200 мм2.
Перед сваркой концы стальных стержней необходимо очистить от окалины стальной щеткой или пескоструйным аппаратом, а кромки медных пластин - стальной щеткой. В качестве флюса следует применять "борный шлак", которым посыпают кромки пластин и стальной блюмс.
Шов сваривают за один проход. Перед сваркой необходимо предварительно подогреть кромки растянутой дугой, которую следует направлять преимущественно на стальной стержень. После разогрева дугу концентрируют в начале шва до образования сварочной ванны и начинают сварку. Присадочным прутком, перемещаемым вслед за дугой, необходимо перемешивать расплавленные объемы меди и стали.
I.3.2. Медь с алюминием сваривают при изготовлении переходных пластин МА и наконечников ТАМ и ШП; соединяют стыковой контактной сваркой оплавлением с ударной осадкой на переоборудованных машинах МСМУ-150 и специальных машинах МС-2006.
Сварка алюминия со сталью
I.3.3. Алюминий сваривают со сталью при изготовлении сталеалюминиевых планок аргонодуговой сваркой вольфрамовым или угольным электродом.
I.3.4. Стальные пластины перед сваркой следует алитировать по следующей технологии:
зачистить пластины до металлического блеска (лучше наждачным кругом), покрыть разведенным водой флюсом ВАМИ слоем толщиной около 0,5 мм и тщательно просушить;
погрузить пластину на 2 - 5 мин в расплавленный и нагретый до 750 - 800 °С алюминий; вынутая из расплава пластина должна быть хорошо смочена сплошным, ровным, тонким слоем алюминия. Наличие мест, не покрытых алюминием, не допускается. Пластины с дефектным покрытием после остывания подвергнуть повторной зачистке и алитированию.
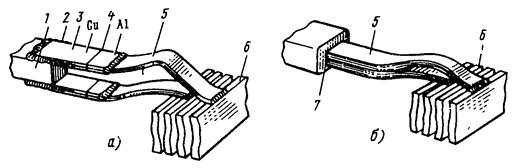
Рис. I.35. Катодный узел электролизера алюминия:
а - медно-алюминиевый гибкий спуск; б - алюминиевый гибкий спуск; 1 - катодный стальной блюмс; 2 - сварной шов медь-сталь; 3 - медно-алюминиевая пластина; 4 - стыковой сварной шов медь-алюминий; 5 - пакет алюминиевых гибких лент; 6 - алюминиевая катодная шина; 7 - стыковой сварной шов сталь-алюминий
I.3.5. Дуговую сварку стальных алитированных пластин с алюминиевыми (рис. I.36) следует выполнять на режимах, приведенных в табл. I.23 настоящей Инструкции, с соблюдением следующих требований:
а) алитированную стальную и алюминиевую пластины с тщательно зачищенными кромками укладывают в приспособлении;
б) на кромки пластин наносят флюс ВАМИ;
в) в процессе сварки дугу направляют на кромку алюминиевой пластины, осуществляя нагрев стальной натекающим на нее расплавом алюминия и не допуская плавления стали.
I.3.6. Сталеалюминиевые планки допускается изготовлять ручной аргонодуговой сваркой вольфрамовым электродом (режимы см. в табл. I.3). Сварку ведут согласно требованиям п. I.3.5 а, в настоящей Инструкции.
I.3.7. Важным условием получения механически прочного соединения является наплавка алюминия на сталь шириной не менее 15 мм как с лицевой, так и с обратной стороны.
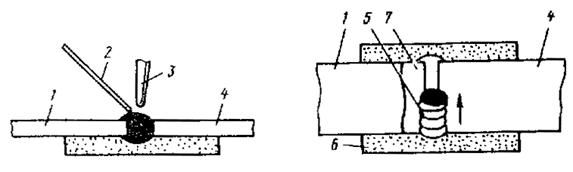
Рис. I.36. Сварка стальных алитированных пластин с алюминиевыми:
1 - стальная пластина; 2 - присадка; 3 - электрод; 4 - алюминиевая пластина; 5 - сварной шов; 6 - угольная подкладка; 7 - слой алитирования
Усиление шва (с обеих сторон) делается примерно равным толщине шины.
I.3.8. При приварке алюминиевых проводов к стальным шинам сначала следует сваривать провода с алюминиевой частью сталеалюминиевого перехода (планки), после чего приварить стальную часть перехода к шине обычными стальными электродами.
I.3.9. Алюминий сваривают со сталью также при изготовлении катодных спусков электролизеров алюминия (рис. I.33, б). Соединяют пакет алюминиевых лент со стальным стержнем стыковой контактной сваркой оплавлением с ударной осадкой на специальной машине МС-3201 или переоборудованной машине МСГА-500.
I.4. Защита сварных соединений от коррозии
I.4.1. Не удаленные после сварки остатки флюса и шлака при наличии влаги с течением времени могут вызвать коррозию алюминия и привести к частичному или полному разрушению сварных соединений лент температурных компенсаторов и шин.
Следует учитывать, что в условиях электромонтажного производства полное удаление остатков флюса возможно только из стыковых соединений плоских шин. В остальных случаях, особенно при выполнении нахлесточных соединений, соединений сваркой по торцевым и боковым кромкам и в температурных компенсаторах, флюс остается между плоскостями шин или лент.
Таблица I.23
|
Сварочный ток *, А |
Зазор между кромками, мм |
Диаметр электрода, мм |
Диаметр присадочного прутка, мм |
Количество проходов |
Размеры канавки в подкладке, мм |
||
|
Ширина |
Глубина |
||||||
|
30 х 3 |
150 |
- |
15 |
5 |
1 |
15 |
3 |
|
40 х 4 |
200 |
- |
15 |
5 |
1 |
20 |
3 |
|
50 х 5 |
200 |
- |
18 |
5 |
1 |
25 |
3,5 |
|
60 х 6 |
250 |
- |
18 |
8 |
1 |
30 |
6 |
|
80 х 8 |
300 |
2 |
18 |
10 |
1 |
35 |
7 |
|
100 х 10 |
350 |
3 |
20 |
12 |
2 |
40 |
8 |
|
100 х 12 |
350 |
3 |
20 |
12 |
2 |
40 |
8 |
* Постоянный ток, полярность прямая.
I.4.2. Для обеспечения достаточной коррозионной стойкости соединений необходимо флюс наносить на свариваемые кромки тонким слоем, без излишков (особенно при сварке компенсаторов), тщательно удалять после сварки остатки флюса.
I.4.3. Все сварные соединения, выполненные с применением флюса, должны окрашиваться:
в токопроводах, находящихся в сухих помещениях, теми же красителями, что и шины;
в токопроводах, эксплуатируемых на открытом воздухе, в помещениях с влажностью свыше 80 % или с химически активной средой, пентафталевой эмалью ПФ-133 или эпоксидными эмалями ЭП4171 или ЭП4173, применяемыми с отвердителем № 1 (раствор гексаметилендиамина в этиловом спирте в массовых соотношениях 1:1). Отвердитель добавляют в количестве 5 % общего количества эмали непосредственно перед окрашиванием.
I.5. Контроль качества сварных соединений
I.5.1. Качество сварных соединений зависит от качества исходных материалов, точности подготовки и сборки узлов, правильности режима сварки, а также от квалификации сварщика.
I.5.2. К работам по сварке шин допускаются сварщики не ниже третьего разряда, прошедшие специальное обучение, сдавшие технологическую пробу и аттестованные в соответствии с "Положением об обучении и проверке знаний сварщиков", утвержденным Главэлектромонтажем 30 июня 1965 г.
Технологическая проба сдается сварщиком также в случае перерыва в выполнении им сварочных работ более 6 мес. Сварщикам выдают индивидуальные клейма, которыми они отмечают каждое выполненное ими сварное соединение.
I.5.3. Контроль качества на заводах осуществляет ОТК, а на монтаже - прораб или мастер.
Во всех случаях основным методом контроля является внешний осмотр соединений, который производят после удаления шлака, брызг металла и остатков флюса.
Сварные швы должны иметь равномерно-чешуйчатую поверхность без наплывов и плавный переход к основному металлу. Швы не должны иметь трещин, прожогов, непроваров длиной более 10 % длины шва, но не более 30 мм, незаплавленных кратеров и подрезов глубиной более 0,1 толщины шины, но не более 3 мм. Сварные соединения компенсаторов также не должны иметь подрезов и непроваров на лентах основного пакета.
I.5.4. Дефекты сварки шин из алюминия и сплава АД31 устраняют подваркой. Дефектные соединения медных шин разрезают и заваривают вновь.
Если качество швов вызывает сомнение или же к швам предъявляются повышенные требования в отношении механических свойств, сваривают образцы-свидетели на тех же режимах и в тех же условиях, при которых сваривают токопроводы, для проведения механических испытаний. В особых случаях для испытаний вырезают образцы из готовых соединений. После исправления дефектов соединения повторно принимает мастер.
I.6. Техника безопасности
I.6.1. К электросварочным работам допускаются электросварщики, достигшие 18-летнего возраста, имеющие не ниже второй квалификационной группы по технике безопасности.
Все электросварщики цветных металлов при поступлении на работу и ежегодно должны проходить медицинский осмотр.
I.6.2. Сварочные установки следует располагать и устанавливать в соответствии с ПУЭ, гл. VII-6 (М., "Энергия" 1966).
При обслуживании электросварочных установок помимо указаний настоящего раздела следует выполнять указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции завода-изготовителя.
I.6.3. Все виды постоянных работ по электросварке в зданиях должны производиться в специально для этого отведенных вентилируемых помещениях, площадь и кубатура которых удовлетворяют требованиям СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
Ручная дуговая сварка или сварка в защитном газе, выполняемые систематически, должны производиться в специальных хорошо вентилируемых кабинах со светонепроницаемыми стенками из несгораемого материала. Те же виды сварки, выполняемые несистематически, а также на крупногабаритных изделиях, должны производиться при ограждении мест работы светонепроницаемыми щитами или занавесами из несгораемого материала.
I.6.4. В помещениях для сварки запрещается хранить легковоспламеняющиеся вещества и материалы.
В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах и доставке изделий к месту сварки.
I.6.5. Многопостовые агрегаты и установки из нескольких сварочных агрегатов должны располагаться в отдельном помещении или в части общего производственного помещения, отделенной постоянными перегородками, решетками, сетками и т.п. высотой не менее 1,7 м.
I.6.6. В сварочной цепи для подвода тока к электроду следует применять гибкий шланговый кабель (провод). Изоляция проводов должна быть защищена от механических повреждений. Запрещается применять сварочные провода с нарушенной изоляцией и оплеткой. При повреждении оплетки сварочные провода необходимо заключать в резиновый шланг.
I.6.7. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить гибкие провода. Использование в качестве обратного провода сети заземления, металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Следует тщательно соединять между собой отдельные элементы, используемые в качестве обратного провода (сваркой или с помощью болтов, струбцин или зажимов).
I.6.8. Сварочные установки должны быть защищены со стороны питающей сети предохранителями или автоматами. Многопостовые сварочные агрегаты, кроме того, должны иметь автомат с максимальной защитой в общем проводе сварочной цепи и предохранители на каждом проводе к сварочному посту.
I.6.9. Подсоединять сварочные посты к многопостовому агрегату можно только при отключенном от сети агрегате.
Передвижные сварочные установки на время их передвижения необходимо отсоединять от сети.
I.6.10. Подсоединять к сети и отключать электросварочные установки на монтажном объекте, а также наблюдать за их состоянием в процессе эксплуатации должен обученный персонал.
I.6.11. Корпуса сварочных агрегатов, сварочные столы, плиты и т.п., а также обратные провода источников питания следует заземлять.
I.6.12. При одновременной работе сварщиков на различных высотах по одной вертикали должны быть предусмотрены надежные средства для защиты работающих от брызг металла и возможного падения огарков электродов и других предметов.
I.6.13. Спецодежда электросварщика должна состоять из брезентовых или суконных брюк и куртки, ботинок с глухим верхом, рукавиц, фартука с нагрудником и головного убора. При потолочной сварке необходимо пользоваться асбестовыми или брезентовыми нарукавниками. При сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, необходимо пользоваться фильтрующим респиратором.
I.6.14. При ручной сварке угольным электродом тяжелых алюминиевых и медных шин и при электрошлаковой сварке должен быть предусмотрен отсос газов непосредственно из зоны сварки. При ручной сварке рекомендуется, кроме того, подача воздуха непосредственно под щиток сварщика. В случае необходимости следует работать в шланговом противогазе.
I.6.15. Для защиты рук сварщика от ожогов излучением дуги на электрододержателе следует укрепить металлический экран. Электрододержатель должен прочно удерживать электрод. Рукоятку электрододержателя рекомендуется изготовлять из диэлектрического и теплоизолирующего материалов; металлическая рукоятка должна быть надежно изолирована.
I.6.16. Для защиты глаз и лица от лучей дуги и брызг металла сварщик должен пользоваться маской, снабженной темными светозащитными и предохранительными стеклами (табл. I.24).
Таблица I.24
|
Обозначение маски |
Классификационный номер |
Марка стекла |
|
|
Сварочные работы током, А: |
|||
|
30 - 75 |
Э - 1 |
9 |
ТС3 |
|
75 - 200 |
Э - 2 |
10 |
ТС3 |
|
200 - 400 |
Э - 3 |
11 |
ТС3 |
|
более 400 |
Э - 4 |
12 |
ТС3 |
|
Работа на открытых площадках при ярком солнечном свете и вспомогательные работы при электросварке в цехах |
В-1 |
2; 4 |
ТС2 |
|
Вспомогательные работы при электросварке в цехах |
В-2 |
3 |
ТС2 |
|
Вспомогательные работы при электросварке на открытых площадках; для газосварщиков и газорезчиков |
В-3; Г-1 |
4 |
ТС2 |
I.6.17. При сварке в защитных газах баллоны с газом должны быть установлены в стойках в вертикальном положении и прочно прикреплены хомутами или цепями.
Баллоны должны находиться от горелки на расстоянии не менее 5 м, а от отопительных батарей и электропроводки - не менее 1 м.
Часть II. СОЕДИНЕНИЕ, ОКОНЦЕВАНИЕ И ОТВЕТВЛЕНИЕ АЛЮМИНИЕВЫХ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ СВАРКОЙ
II.1. Пропано-воздушная сварка
Соединение однопроволочных алюминиевых жил суммарным сечением до 20 мм2 в скрутке на монтаже сети освещения
II.1.1. Для выполнения соединений необходимы следующие инструменты: набор ОГК-19, плоскогубцы универсальные электромонтажные (в дальнейшем плоскогубцы), кисточка для нанесения флюса, стальная щетка.
II.1.2. Для выполнения соединений необходимы следующие материалы:
пропан (горючий газ), флюсы АФ4А, ВАМИ, ветошь обтирочная.
II.1.3. При подготовке к сварке необходимо снять с концов свариваемых жил изоляцию на длине 30 - 40 мм, зачистить стальной щеткой и скрутить их между собой.
II.1.4. Далее следует покрыть при помощи кисточки конец скрутки тонким слоем флюса АФ4А, предварительно разведенного водой до пастообразного состояния. При сварке в сырых помещениях вместо флюса АФ4А должен применяться флюс ВАМИ.
II.1.5. Взять из набора ОГК-19 горелку с остронаправленным пламенем, присоединить рукавом к баллону с жидким газом, после чего открыть регулятор на 1/3 оборота и поднести пламя спички к горелочному соплу. После воспламенения установить с помощью регулятора необходимую интенсивность пламени.
II.1.6. Подвести жало пламени к концу скрутки (рис. II.1) и нагреть скрутку до расплавления. Появление жидкой капли металла (шарика) на конце скрутки свидетельствует о том, что провода сварились.
II.1.7. Погасить горелку, закрыв регулятор.
II.1.8. Удалить остатки флюса стальной щеткой. Протереть соединение чистой ветошью и изолировать.
II.2. Пропано-кислородная сварка
Соединение жил сечением 16 - 240 мм2
II.2.1. Для выполнения соединений необходимы следующее оборудование и инструмент:
а) набор НСПК-1;
б) механизмы и инструмент для округления секторных комбинированных и однопроволочных жил;
в) пресс-клещи ПК-1М со специальными губками для откусывания литниковой прибыли или рамка ножовочная ручная с полотном ножовочным для металла;
г) напильник плоский длиной 200 мм с насечкой № 2;
д) молоток массой 0,4 - 0,5 кг;
е) плоскогубцы;
ж) щетка стальная;
з) кисточка для нанесения флюса.
Для зарядки малолитражных баллонов сжатым кислородом применяется пункт наполнения с компрессором КН-4, выпускаемый Московским опытным заводом электромонтажной технологии, или кислородный дожимающий компрессор КД-4-250.
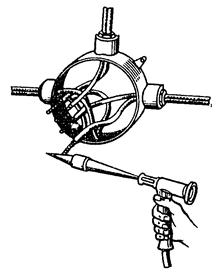
Рис. II.1. Пропано-воздушная сварка проводов в ответвительной коробке
II.2.2. Для выполнения соединений требуются материалы, приведенные в табл. II.1.
II.2.3. В зависимости от сечения необходимо снять г жил изоляцию на следующей длине*:
Сечение жилы, мм2 ... 16 - 50 70; 95 120; 150 185; 240
Снятая изоляция, мм ... 45 50 55 60
* Здесь и далее при сварке жил сечением до 240 мм2 длина снимаемой изоляции указана для случая использования охладителей с укороченными вкладышами (20 мм).
II.2.5. Стянуть конец многопроволочной жилы бандажом из алюминиевой проволоки. При соединении секторных однопроволочных и комбинированных жил необходимо скруглить их по длине снятой изоляции. При этом не следует добиваться точной цилиндрической формы жилы, необходимо лишь, чтобы сварочная форма охватывала жилу без зазора в местах разъема.
II.2.6. Подобрать вкладыши, соответствующие сечению соединяемых жил, установить их в охладители и закрепить.
II.2.7. Выбрать сварочную форму по сечению соединяемых жил. Покрыть внутреннюю поверхность формы мелом, разведенным водой до состояния густой пасты.
II.2.8. Поставить на концы свариваемых жил 1 (рис. II.2) полуформы 2 таким образом, чтобы стык жил находился в середине литникового отверстия. Прижать полуформы струбциной 3 одну к другой и в направляющие вставить клинья 4. Легким постукиванием молотка по клиньям плотно (без зазоров) прижать поверхности полуформ друг к другу. При сварке секторных однопроволочных жил наложить на них вплотную к торцам формы уплотнение - два-три слоя асбестового шнура на длине 6 - 7 мм.
II.2.9. Наложить на оголенные участки жил 3 охладители 1 (рис. II.3), установленные на соединительной планке.
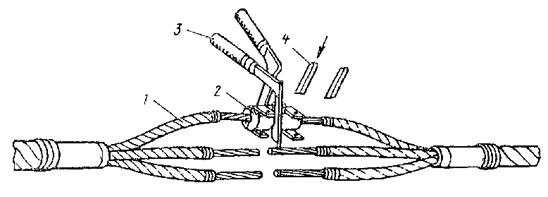
Рис. II.2. Установка сварочных форм на жилу кабеля
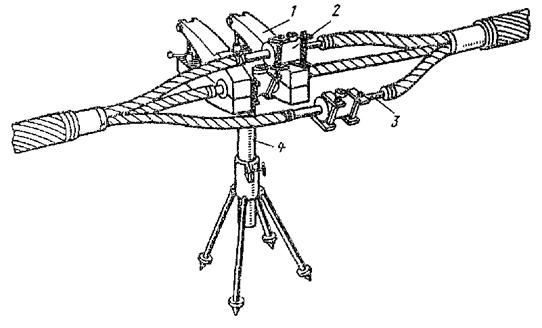
Рис. II.3. Установка и закрепление охладителей:
1 - охладители; 2 - сварочная форма; 3 - оголенные участки жил; 4 - опорная стойка
Подвести под охладители опорную стойку 4* и закрепить ее.
* При соединении проводов допускается охладители, закрепленные на соединительной планке, не крепить на стойке. В этом случае охладители кладут на какую-нибудь огнестойкую подкладку (кирпичи, асбоцемент, асбест и т.п.).
II.2.10. Поставить между охладителем и формой тепловой экран из асбестового картона толщиной не менее 4 мм.
Экраны должны быть установлены вплотную к охладителю и выступать за его края не менее чем на 10 мм. У охладителей клещевого типа экраны должны закрывать шарнир, соединяющий половинки охладителя.
Таблица II.1
|
Назначение |
|
|
1. Сварочная проволока* СвА5С или СвАК5 диаметром, мм: |
Присадочный металл при сварке жил сечением, мм2: |
|
2 |
16 - 50 |
|
4 |
70 - 240 |
|
2. Шнур асбестовый диаметром 2 - 4 мм |
Выполнение требуемых уплотнений |
|
3. Картон асбестовый толщиной 2 - 4 мм |
Защита охладителей и изоляции от пламени горелки |
|
4. Бензин или ацетон |
Промывка жил и готового соединения |
|
5. Мел электродный |
Покрытие внутренних поверхностей сварочной формы |
|
6. Шкурка шлифовальная № 8 |
Зачистка присадки и монолита соединения |
|
7. Ветошь обтирочная |
Протирка присадки и соединения |
|
8. Лента изоляционная прорезиненная |
Наложение бандажей на изоляцию кабеля у среза |
|
9. Кислород газообразный сжатый |
Сжигание пропана |
|
10. Пропан |
Горючий газ |
|
11. Флюс АФ4А |
Растворение пленки окиси алюминия при сварке жил кабелей, соединяемых в герметичных муфтах |
|
12. Флюс ВАМИ |
Растворение пленки окиси алюминия при сварке жил проводов |
* При отсутствии сварочной проволоки указанных марок допускается использовать проволоку из повивов жил.
Установить наконечник в ствол горелки (рукоятки); при этом инжектор должен упираться в седло ствола. Закрепить наконечник накидной гайкой. Присоединить кислородный шланг к рукоятке и закрыть на ней кислородный вентиль и вентиль для пропана.
II.2.13. Перед присоединением к рукоятке шланга для пропана проверить наличие инжекции (подсоса) в каналах для пропана, которая необходима для устойчивого горения пламени, для чего следует установить по манометру редуктора рабочее давление кислорода 0,15 МПа (1,5 кгс/см2); открыть на рукоятке горелки вентили для кислорода и пропана; приблизить палец к штуцеру для пропана на рукоятке горелки (ощущение притяжения пальца к штуцеру свидетельствует о наличии инжекции пропана струей кислорода и правильности сборки горелки).
При отсутствии подсоса пытаться зажигать горелку категорически запрещается.
Для создания подсоса следует плотно прижать инжектор к седлу рукоятки горелки и при необходимости прочистить каналы тонкой медной проволокой. При наличии инжекции присоединить шланг для пропана к штуцеру на стволе горелки и закрепить накидной гайкой, имеющей левую резьбу.
Обжать и закрепить шланги на штуцерах хомутами.
II.2.14. Проверить все соединения на плотность следующим образом: открыть вентиль на баллоне с пропаном; поворотом винта редуктора по часовой стрелке установить давление после редуктора 0,3 МПа (3 кгс/см); все соединения, в том числе и резьбовые, покрыть мыльной эмульсией. Отсутствие пузырьков свидетельствует об исправности соединений. Таким же образом необходимо проверить плотность соединений кислородного шланга при давлении кислорода 0,6 МПа (6 кгс/см2).
При проверке на плотность вентили для кислорода и пропана на стволе горелки должны быть закрыты.
II.2.15. Нарезать сварочную проволоку для присадки на отрезки длиной 0,5 м.
Протереть отрезки чистой ветошью, смоченной в бензине или ацетоне, после чего зачистить шлифовальной шкуркой и вновь протереть сухой ветошью. Покрыть присадку тонким слоем флюса, предварительно разведенного водой до пастообразного состояния.
Вместо присадочных прутков из проволоки диаметром 4 мм и более могут быть использованы присадочные прутки, изготовленные из скрученных вместе проволок меньшего диаметра.
II.2.17. Открыть вентиль на баллоне с кислородом и установить рабочее давление кислорода 0,15 МПа (1,5 кгс/см2).
II.2.18. Повернуть вентиль пропана на стволе горелки на 1/4 оборота (на вентиле надпись "ацетилен") и зажечь горелку пламенем спички.
II.2.19. Повернуть вентиль кислорода на стволе горелки на 1/4 оборота. Чередованием поворотов (на открывание) вентилей пропана и кислорода довести пропано-кислородное пламя до нормального, после чего приступить к сварке.
II.2.20. Сначала сваривать жилы, расположенные внизу, а затем верхние.
После нагрева формы до красного цвета ввести покрытую флюсом присадку через литниковое отверстие и расплавить ее до заполнения литника расплавом алюминия.
II.2.22. Перемешать расплав алюминия мешалкой, не прекращая нагрева сварочной формы до полного расплавления проволок жилы в объеме сварочной ванны. Чередовать перемешивание с добавлением присадки.
Аналогично соединяют остальные жилы кабеля.
После того как пламя горелки погаснет, перекрыть вентили на рукоятке горелки.
II.2.26. При соединении четырехжильных кабелей с нулевой жилой сечением 10 мм2 последнюю следует припаивать в медной гильзе припоем А.
II.2.27. Выбить клинья из сварочных форм легким постукиванием молотка и отделить полуформы.
II.2.28. Произвести осмотр соединений. При наличии одной-двух неприваренных проволок припаять их к монолиту припоем А. При большем количестве неприваренных проволок повторить сварку.
II.2.29. Снять защитный экран и охладитель с жилы кабеля и асбест с изоляции.
II.2.30. Удалить клещами ПК-1 со специальными губками или спилить ножовкой литниковую прибыль.
II.2.31. Зачистить напильником острые края и неровности в месте основания литниковой прибыли и на концах монолитной цилиндрической части сварного соединения.
II.2.32. Зачистить место соединения стальной щеткой, протереть тканью, смоченной в бензине или ацетоне, до полного удаления шлака и опилок. При сварке проводов место соединения покрыть асфальтовым или другим влагостойким лаком и изолировать обычным способом.
Соединение жил сечением 300 - 1500 мм2
II.2.33. Для выполнения соединений необходимы:
а) набор НСПК-2;
б) сварочная форма ФС-500, ФС-800, ФС-1000, ФС-1500;
в) баллон 40 - 150 для сжатого кислорода;
г) баллон 3 - 50 для пропана;
д) редуктор для пропана ПБО-5![]() ;
;
е) кислородный редуктор КБД-60![]() ;
;
ж) охладители (приложение 14);
з) вкладыши к охладителям (приложение 15) по 2 шт. на охладитель для каждого сечения;
и) ручная ножовочная рамка с ножовочным полотном для металла;
к) плоский напильник длиной 200 мм с насечкой № 2;
л) молоток массой 0,4 - 0,5 кг;
м) стальная щетка;
н) кисточка для нанесения флюса.
II.2.34. Кроме материалов, указанных в табл. II.1 (поз. 2 - 10 и 12), необходима сварочная проволока СвА5С или СвАК5 диаметром 8 мм*.
* При отсутствии сварочной проволоки указанных марок допускается использовать проволоку из повивов жил.
II.2.35. В зависимости от сечения необходимо снять с жил изоляцию на следующей длине:
Сечение жилы, мм2... 300 400 500 625 800 1000; 1500
Снятая изоляция, мм ... 80 85 100 110 120 175
II.2.37. Пропустить между прядями жилы кабелей АсВВ вплотную к срезу изоляции асбестовый шнур диаметром 4 мм, как показано на рис. II.4.
У кабелей АСБ-1к и АСБ-2к отогнуть контрольные жилы 2 (рис. II.5). Радиус изгиба контрольной жилы должен быть не меньше ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы кабеля 1, оставшиеся после отгибания контрольных жил, заполнить шнуровым асбестом или отрезками алюминиевой проволоки 3. Концы отрезков, обращенные к отогнутым контрольным жилам, следует спилить напильником под углом 60°.
II.2.38. Установить и закрепить в охладителях вкладыши, соответствующие сечению соединяемых жил.
II.2.39. Выбрать сварочную форму в зависимости от сечения соединяемых жил:
мм2
300 - 500 ФС-500
625; 800 ФС-800
1000 ФС-1000
1500 ФС-1500
В сварочные формы ФС-500 и ФС-800 при необходимости установить разъемные стальные вкладыши, соответствующие сечению соединяемых жил.
II.2.40. Покрыть с помощью кисточки внутренние поверхности формы мелом, разведенным водой до пастообразного состояния.
II.2.41. Поставить на концы соединяемых жил сварочные полуформы так, чтобы стык жил находился в середине литникового отверстия. Прижать полуформы одну к другой и в направляющие вставить клинья. Легким постукиванием по клиньям молотком плотно прижать поверхности полуформ друг к другу. Уплотнить линию разъема в нижней части формы асбестом.
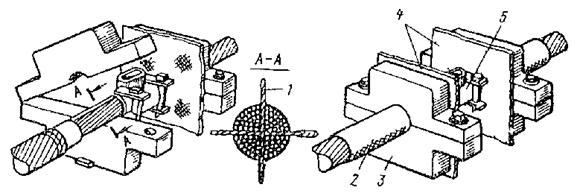
Рис. II.4. Соединение жил кабеля АсВВ, собранное под сварку:
1 - асбестовый шнур, пропущенный между прядями жилы; 2 - жила, обернутая асбестом; 3 - охладитель; 4 - экран из листового асбеста; 5 - сварочная форма с клиновыми сжимами
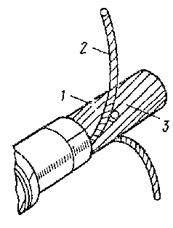
Рис. II.5. Подготовка кабеля АСБ-2к к пропано-кислородной сварке
На жилах с пластмассовой изоляцией на изоляцию за охладителями на длине 100 - 120 мм наложить слой размоченного в воде асбеста толщиной не менее 10 мм.
II.2.44. Поставить между охладителями и формой (вплотную к охладителю) экраны из асбестового картона толщиной не менее 4 мм (рис. II.4).
II.2.45. Проверить газоаппаратуру согласно требованиям пп. II.2.12 - II.2.14, при этом при проверке наличия разрежения в каналах горелки для пропана установить по манометру рабочее давление кислорода равным 0,5 МПа (5 кгс/см2).
II.2.46. Подготовить присадку согласно требованиям п. II.2.15, разрезав ее предварительно на отрезки длиной 1 м.
II.2.47. Установить рабочее давление пропана 0,15 МПа (1,5 кгс/см2), а кислорода 0,5 МПа (5 кгс/см2) и приступить к сварке. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19.
II.2.48. При сварке пламя боковых мундштуков направлять на стенки сварочной формы, а среднего мундштука - через литниковое отверстие - непосредственно на свариваемые жилы кабеля. Горелка должна равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте.
После нагрева формы до красного цвета начать вводить присадку через литниковое отверстие. Присадку следует подавать до заполнения литника расплавом алюминия. Перемешать расплав алюминия мешалкой, не прекращая нагрева. Убедившись в полном расплавлении проволок жил в объеме сварочной ванны, уменьшить пламя горелки и продолжать подогрев верхней части формы, вводя одновременно присадку для заполнения усадочной раковины.
II.2.49. По окончании сварки, а также в конце смены и при перерывах действовать согласно требованиям пп. II.2.24 и II.2.25 настоящей Инструкции.
II.2.50. Выполнить операции по разборке и очистке соединений согласно требованиям пп. II.2.27 - II.2.32.
II.2.51. Соединить контрольные жилы кабеля АСБ-800-2к пайкой припоем ПОС-40.
Соединение и ответвление жил проводов сечением 32 - 240 мм2 сплавлением по торцам в общий монолитный стержень
II.2.52. Для выполнения соединений необходимы:
а) формы (приложение 16);
б) горелка, рукава для газа, редукторы для кислорода и пропана и охладители с вкладышами из набора НСПК-1;
в) баллоны для кислорода и пропана согласно требованиям п. II.2.33 в, г настоящей Инструкции;
г) инструмент согласно требованиям п. II.2.1 г - з;
д) опорная стойка (приложение 17);
е) материалы согласно табл. II.1 поз. 1 - 10 и 12.
II.2.53. В зависимости от суммарного сечения необходимо снять с жил изоляцию на следующей длине:
Сечение жилы, мм2 ... До 32 95 240
Снятая изоляция, мм... 80 85 90
II.2.54. Подобрать форму по суммарному сечению соединяемых жил проводов 3 (рис. II.6). Форма берется для ближайшего большего сечения. Покрыть внутренние поверхности формы мелом, разведенным водой до состояния густой пасты.
II.2.55. Подобрать вкладыши 1, соответствующие суммарному сечению соединяемых жил, установить их в охладители 7 и закрепить.
II.2.56. Вставить концы жил в стальную форму 2 и уплотнить ее нижнюю часть шнуровым асбестом 5. Надеть охладитель, положить его на опорную стойку и защитить асбестовым картоном 6. При необходимости в месте установки охладителя на жилу намотать уплотнение из медной фольги.
II.2.57. Подготовить газоаппаратуру и присадку 4 согласно требованиям пп. II.2.12 - II.2.15.
II.2.58. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19 и приступить к сварке.
II.2.59. В процессе сварки действовать согласно требованиям пп. II.2.21 - II.2.23.
II.2.60. Погасить горелку согласно требованиям пп. II.2.24, II.2.25.
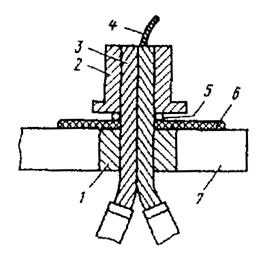
Рис. II.6. Подготовка соединения к сварке
II.2.61. По окончании сварки снять охладитель, форму и зачистить поверхность монолитного соединения.
Стержневое оконцевание жил проводов сечением 16 - 240 мм2 сплавлением в монолит с добавкой легирующих присадок
II.2.62. Для стержневого оконцевания необходимы:
а) формы (приложение 16);
б) горелка, рукава для газа, редукторы для кислорода и пропана и охладители с вкладышами из набора НСПК-1;
в) баллоны для кислорода и пропана согласно требованиям п. II.2.33 в, г;
г) инструмент согласно требованиям п. II.2.1 г - з;
д) опорная стойка (приложение 17);
е) материалы согласно требованиям табл. II.1 (поз. 2 - 10, 12), а также проволока диаметром 2 - 4 мм из алюминиевого сплава марки СвАМг5, СвАК5 или АД35, используемая в качестве легирующей присадки для повышения твердости стержня при оконцевании.
II.2.63. В зависимости от сечения жил необходимо снять изоляцию на следующей длине:
Сечение жилы, мм2..... 16 - 35 50 - 95 120 - 240
Снятая изоляция, мм ... 70 75 80
II.2.64. Подобрать форму 1 (рис. II.7) по сечению оконцовываемой в монолит жилы 2. Покрыть внутреннюю поверхность формы мелом, разведенным водой до состояния густой пасты.
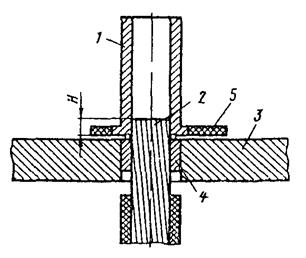
Рис. II.7. Подготовка жилы к оконцеванию
II.2.65. Подобрать вкладыши 4, соответствующие сечению жилы, установить их в охладители 3 и закрепить.
II.2.66. Вставить конец жилы в форму на длину Н в зависимости от сечения жилы:
Сечение жилы, мм2 ... 16 - 35 50 - 95 120 - 240
Н, мм ... 20 25 30
II.2.67. Надеть охладитель, положить его на опорную стойку и защитить асбестовым картоном 5.
II.2.68. Подготовить газоаппаратуру и присадку согласно требованиям пп. II.2.12 - II.2.15.
II.2.69. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19 и приступить к сварке.
II.2.70. В процессе сварки действовать согласно требованиям пп. II.2.21 - II.2.23, обращая внимание на разогрев в первую очередь нижней части формы, где находится жила.
II.2.71. Погасить горелку согласно требованиям пп. II.2.24, II.2.25.
II.2.72. По окончании сварки снять охладитель, форму и зачистить поверхность сплавленного стержня.
Оконцевание жил сечением 50 - 240 мм2 пластинами из алюминиевого сплава АД31Т1
II.2.73. Для оконцевания необходимы:
а) набор НСПК-1, за исключением сварочных форм и контейнера с баллонами;
б) оборудование и инструмент согласно требованиям пп. II.2.1 б и II.2.33 в, г;
в) формы ФО-95 и ФО-240;
г) материалы согласно табл. II.1 (поз. 1 - 10 и 12), а также пластины из алюминиевого сплава размером 6 х 25 х 50 мм для оконцевания жил сечением 50, 70 и 95 мм2 и размером 8 х 40 х 75 мм для оконцевания жил сечением 120, 150, 185 и 240 мм2.
II.2.74. Снять с концов жил изоляцию на длине 65 мм для жил сечением 50 - 95 мм2 и 70 мм для жил сечением 120 - 240 мм2.
II.2.75. Подготовить жилы и принадлежности согласно требованиям пп. II.2.4 - II.2.7, имея в виду, что для оконцевания жил сечением 50, 70 и 95 мм2 применяется форма ФО-95, а жил сечением 120, 150, 185 и 240 мм2 - форма ФО-240 с использованием при необходимости соответствующих стальных разъемных вкладышей.
II.2.76. Просверлить отверстия в пластине в соответствии с отверстиями на выводах подключаемого электрооборудования и зачистить пластину стальной щеткой.
II.2.77. Вставить конец жилы и пластину в сварочную форму таким образом, чтобы стык между ними находился в середине литникового отверстия. Прижать полуформы струбциной одну к другой и в направляющие вставить клинья. Легким постукиванием молотка по клиньям плотно (без зазоров) прижать поверхности полуформ одну к другой. При оконцевании секторных однопроволочных жил наложить на жилу вплотную к торцу формы уплотнение - два-три слоя асбестового шнура на длине 6 - 7 мм.
II.2.78. Наложить на оголенный участок жилы охладитель. Расположить жилу горизонтально, закрепить на ней охладитель. Поставить между охладителем и формой (вплотную к охладителю) тепловой экран из асбестового картона.
II.2.79. Дальнейшие операции по подготовке к оконцеванию, сварку и разборку соединения выполнять согласно требованиям пп. II.2.11 - II.2.32.
Оконцевание жил кабелей сечением 70 - 240 мм2 наконечниками ЛАШт
II.2.80. Для оконцевания необходимы:
а) набор НСПК-1, за исключением сварочных форм и контейнера с баллонами;
б) оборудование и инструмент согласно требованиям пп. II.2.1 и II.2.33 в, г;
в) материалы согласно табл. II.1 (поз. 1 - 10, 12), а также наконечники ЛАШт;
г) формы (приложение 18).
II.2.81. Удалить с концов жил изоляцию на длине на 5 мм больше суммарной длины гильзы наконечника и втулки охладителя.
II.2.82. Удалить маслоканифолевый состав тканью, смоченной бензином или ацетоном.
II.2.83. Скруглить конец жилы и насадить на нее соответствующий наконечник ЛАШт. На верхний цилиндр наконечника (трубку) надеть соответствующую форму, предварительно покрытую раствором мела. Защитить асбестовым картоном контактную часть наконечника и укрепить жилу в вертикальном положении. Установить на жилу охладитель. Покрыть торец свариваемой жилы флюсом ВАМИ.
II.2.84. Подготовить горелку и присадку согласно пп. II.2.12 - II.2.15.
II.2.85. Зажечь горелку согласно требованиям пп. II.2.16 - II.2.19 и приступить к сварке.
II.2.86. В процессе сварки действовать согласно требованиям пп. II.2.21 - II.2.23, обращая внимание на разогрев в первую очередь средней части формы.
II.2.87. Прекратить работу горелки согласно требованиям пп. II.2.24, II.2.25.
II.2.88. Снять сварочную форму, тепловой экран и охладитель. Зачистить место соединения стальной щеткой, протереть тканью, смоченной бензином, и покрыть соединения защитным лаком.
Оконцевание жил сечением 300 - 1500 мм2 наконечниками ЛАС
II.2.89. Поскольку технология оконцевания жил сечением 300 - 1500 мм2 наконечниками ЛАС не отличается от технологии соединения этих жил, то при выборе оборудования, инструмента и материалов, а также при подготовке к оконцеванию, сварке и разборке следует руководствоваться требованиями пп. II.2.33 - II.2.51.
Оконцевание жил сечением 300 - 1500 мм2 пластинами из алюминиевого сплава АД31Т1
II.2.90. Для выполнения оконцеваний необходимы:
а) набор НСПК-2, за исключением сварочных форм;
б) оборудование и инструмент согласно требованиям п. II.2.33 в - н;
в) формы сварочные ФО-500, ФО-800, ФО-1000, ФО-1500, ФОФ-1000 и ФОФ-1500;
г) материалы согласно табл. II.1 (поз. 2 - 10, 12) и п. II.2.34, а также указанные в табл. II.2.
II.2.91. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 300; 400;500 625; 800 1000; 1500
Снятая изоляция, мм 160 170 145/200*
* В числителе указана длина снимаемой изоляции для кабелей на напряжение 10 кВ, в знаменателе - на напряжение до 1 кВ.
II.2.92. Выполнить подготовительные операции согласно требованиям пп. II.2.36 - II.2.38.
II.2.93. Выбрать сварочную форму:
ФО-500 - для жил сечением 300 - 500 мм2;
ФО-800 - для жил сечением 625 и 800 мм2;
ФО-1000 и ФО-1500 - для продольного оконцевания жил сечением 1000 и 1500 мм2;
ФОФ-1000 и ФОФ-1500 - для флажкового оконцевания жил сечением 1000 и 1500 мм2.
В сварочные формы ФО-500 и ФО-800 при оконцевании жил сечением 300, 400 и 625 мм2 установить разъемные стальные вкладыши, соответствующие сечению оконцовываемых жил.
II.2.94. Покрыть при помощи кисточки внутренние поверхности формы мелом, разведенным водой до пастообразного состояния.
II.2.95. При продольном оконцевании вставить конец жилы и пластину в форму таким образом, чтобы стык между ними находился в середине литникового отверстия. Прижать полуформы одну к другой и в направляющие вставить клинья. Постукиванием по клиньям молотком плотно прижать поверхности полуформ одну к другой. Уплотнить линию разъема в нижней части формы асбестом.
Таблица II.2
|
Назначение |
|
|
Пластины из алюминиевого сплава АД31Т1 размером 10 х 50 х 100 мм |
Оконцевание жил сечением 300, 400 и 500 мм2 |
|
Пластины из алюминиевого сплава: |
Оконцевание жил сечением, мм2: |
|
АД31Т1-1П |
625 и 800 |
|
АД31Т1-2ПФ |
1000 |
|
АД31Т1-3ПФ |
1500 |
II.2.96. При флажковом оконцевании вставить конец жилы в цилиндрическую часть формы, в плоскую ее часть вставить пластину вплотную к поверхности жилы. Прижать полуформы одну к другой и в направляющие вставить клинья. Постукиванием по клиньям молотком плотно прижать поверхности полуформ одну к другой.
II.2.97. Дальнейшие операции выполнять согласно требованиям пп. II.2.42 - II.2.50. Рабочий момент сварки показан на рис. II.8.
Ответвление от гибкой ошиновки алюминиевых и сталеалюминиевых проводов сечением 95 - 600 мм2 в ОРУ
II.2.98. Для выполнения ответвлений алюминиевых и сталеалюминиевых проводов в ОРУ пропано-кислородной сваркой необходимы:
а) набор НГО;
б) баллон 40 - 150 для сжатого кислорода;
в) баллон 3 - 50 для пропана;
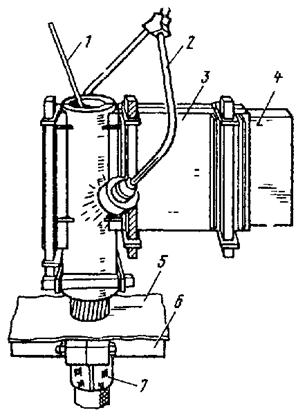
Рис. II.8. Оконцевание жилы кабеля:
1 - присадка; 2 - пропано-кислородная горелка; 3 - сварочная форма; 4 - пластина; 5 - защитный асбестовый экран; 6 - охладитель; 7 - жила кабеля, защищенная асбестом
г) редуктор кислородный КБД-60 ![]() ;
;
д)
редуктор для пропана ПБО-5 ![]() ;
;
е) щетка стальная;
ж) плоскогубцы;
з) кисточка для нанесения флюса;
и) напильник плоский длиной 200 мм с насечкой № 2.
II.2.99. Для выполнения ответвлений от гибкой ошиновки алюминиевых и сталеалюминиевых проводов сечением 95 - 600 мм2 в ОРУ пропано-кислородной сваркой кроме материалов, приведенных в табл. II.1 (поз. 2 - 7, 9 и 10), требуется сварочная проволока диаметром 8 мм марки СвА5С или СвАК5, используемая в качестве присадки.
II.2.100. Зачистить стальной щеткой до блеска конец ответвляемого провода на длине 100 - 130 мм и на той же длине место ответвления на проводе сборной шины.
II.2.101. Закрепить провод сборной шины в стойке так, чтобы место зачистки находилось по центру между зажимами стойки.
II.2.102. Пропустить конец присоединяемого провода (ответвления) в стойку до упора в наружные повивы провода сборной шины и в таком положении закрепить.
II.2.103. Нарезать алюминиевую проволоку диаметром 8 мм на отрезки длиной 1 м для присадки (из расчета 1/4 отрезка на одно ответвление), протереть их чистой ветошью, смоченной в бензине, после чего зачистить наждачной бумагой и протереть сухой чистой ветошью.
II.2.104. Подмотать на длине 20 - 25 мм асбестовый шнур на провода для уплотнения в местах сжатия их сварочной формой.
II.2.105. Покрыть внутренние поверхности сварочной тройниковой формы мелом, разведенным водой до состояния густой пасты. Просушить, надеть и закрепить формы на свариваемых проводах.
II.2.106. Уплотнить тройниковую форму в местах разъема размоченным в воде асбестом.
II.2.107. Проверку газоаппаратуры производить, как указано в п. II.2.45.
II.2.108. Зажигание горелки и регулировку пламени производить, как указано в п. II.2.47.
II.2.109. Приступить к сварке, выполняя при этом указания пп. II.2.21 - II.2.23.
При соблюдении указанной технологической последовательности сварки (рис. II.9) стальные проволоки жил не должны и не могут расплавиться, так как на протяжении всего процесса сварки они будут находиться под слоем расплавленного алюминия.
II.2.110. После окончания сварки погасить пламя горелки (см. пп. II.2.24, II.2.25) и снять сварочную форму. Зачистить соединение стальной щеткой. Острые кромки спилить напильником.
II.2.111. Осмотреть соединение и освободить провод ошиновки и ответвления от стойки.
Ответвление от жил сечением 800 - 1500 мм2
II.2.112. Для выполнения ответвления необходимы:
а) набор НСПК-2, за исключением сварочных форм;
б) оборудование и инструмент согласно требованиям п. II.2.33 в - е, и - н;
в) формы сварочные ФАк-1000, ФАк-1500, ФАп-1000 и ФАп-1500;
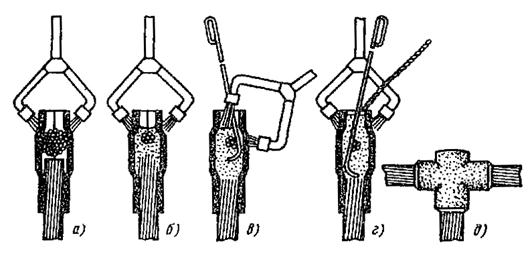
Рис. II.9. Технологическая последовательность операций при сварке ответвления:
а - начало разогрева; б - образование жидкой ванны; в - направление пламени в литник и замер глубины ванны; г - подача присадки и перемешивание расплава; д - готовое ответвление
г) материалы согласно табл. II.1 (поз. 2 - 10, 12) и п. II.2.34, а в случае выполнения ответвления от кабеля пластиной - пластины АД31Т1-1П размером 10 х 80 х 150 и АД31Т1-2ПФ размером 10 х 100 х 170 мм.
II.2.113. Снять изоляцию на длине по 120 мм от середины ответвления для жил сечением 800 и 1000 мм2 и по 160 мм2 для жил сечением 1500 мм2.
Удалить с оголенных участков жил с бумажной изоляцией маслоканифолевый состав тканью, смоченной бензином или ацетоном.
II.2.114. При ответвлении от жил кабеля марки АсВВ пропустить между прядями жилы крест-накрест асбестовый шнур диаметром 4 мм и прижать его вплотную к срезу изоляции по обе стороны от места ответвления.
II.2.115. Установить и закрепить в охладителях вкладыши, соответствующие сечению жил.
II.2.116. Взять сварочную форму соответствующего размера в зависимости от сечения основного и ответвляемого кабелей (табл. II.3).
При ответвлении от кабеля сечением 1000 мм2 кабелем сечением 800 мм2 и от кабеля сечением 1500 мм2 и кабелем сечением 1000 мм2 в сварочные формы ФАк-1000 и ФАк-1500 установить разъемные стальные вкладыши.
Таблица II.3
|
Сварочные формы, применяемые при основном кабеле сечением, мм2 |
|||
|
800 |
1000 |
1500 |
|
|
Кабелем сечением, мм2: |
|||
|
800 |
ФАк-1000 |
ФАк-1000 |
- |
|
1000 |
- |
ФАк-1000 |
ФАк-1500 |
|
1500 |
- |
- |
ФАк-1500 |
|
Пластиной: |
|||
|
АД31Т1-1П |
- |
ФАп-1000 |
- |
|
АД31Т1-2ПФ |
- |
- |
ФАп-1500 |
II.2.117. Покрыть кисточкой внутренние поверхности форм мелом, разведенным водой до пастообразного состояния.
II.2.118. Надеть форму на жилу так, чтобы середина литникового отверстия формы совпадала с серединой ответвления. Ответвляемый кабель или пластину вставить в форму вплотную к повивам жилы кабеля, от которого выполняется ответвление. Прижать полуформы одну к другой и в направляющие вставить клинья. Легким постукиванием по клиньям молотком плотно прижать поверхности полуформ одну к другой.
II.2.119. Установить охладители на оголенный участок жилы на расстоянии 5 - 7 мм от конца формы и плотно стянуть их на жиле болтами.
II.2.120. Защитить изоляцию кабеля от нагрева (п. II.2.43), подготовить газоаппаратуру и присадку согласно требованиям пп. II.2.12 - II.2.15.
II.2.121. Зажигать горелку и регулировать пламя согласно требованиям п. II.2.47.
II.2.122. Процесс сварки, прекращение сварки и разборку выполнять согласно требованиям пп. II.2.23 - II.2.25, II.2.27 - II.2.32.
II.3. Термитная сварка
Соединение жил сечением 16 - 240 мм2
II.3.1. Для выполнения соединений необходимы:
а) набор НТС-2М;
б) пресс-клещи ПК-1М или рамка ножовочная ручная с полотном ножовочным для металла;
в) зубило слесарное длиной 125 мм с шириной лезвия 10 мм;
г) отвертка длиной 200 мм с шириной лезвия 9 мм;
д) конопатка с полукруглым лезвием шириной 8 мм;
е) напильник плоский длиной 200 мм с насечкой № 2;
ж) молоток массой 0,4 - 0,5 кг;
з) плоскогубцы.
II.3.2. Для соединений требуются материалы, приведенные в табл. II.4.
II.3.3. До начала сварки выполнить следующие подготовительные операции *:
подобрать термитные патроны в зависимости от сечения свариваемых жил;
покрыть внутреннюю поверхность кокиля термитного патрона слоем мела, предварительно разведенного водой до пастообразного состояния.
Слой мела высушить до начала сварки. При жировых загрязнениях кокили протереть тканью, смоченной бензином или ацетоном;
собрать термитные патроны, для чего ввести кокиль с двумя алюминиевыми колпачками в муфель таким образом, чтобы литниковые отверстия кокиля и муфеля располагались соосно.
* Указанные операции рекомендуется выполнять заблаговременно в условиях мастерской.
II.3.4. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 16 - 50 70 - 95 120 - 150 185 - 240
Снятая изоляция, мм... 45 50 55 60
Таблица II.4
|
Назначение |
|
|
1. Патроны термитные ПА |
Нагрев и расплавление жил |
|
2. Втулки секторные А |
Соединение однопроволочных секторных жил |
|
3. Сварочная проволока СвА5С или СвАК5 диаметром 2 мм или проволока из повивов многопроволочных жил |
Присадочный металл при сварке |
|
4. Шнур асбестовый диаметром 2 - 4 мм |
Выполнение требуемых уплотнений |
|
5. Картон асбестовый толщиной 2 - 4 мм |
Защита охладителей и изоляции от нагрева и искр |
|
6. Бензин или ацетон |
Промывка жил и готового соединения |
|
7. Шкурка шлифовальная |
Зачистка присадки и монолита соединения |
|
8. Ветошь обтирочная |
Протирка присадки и соединения |
|
9. Мел для электродных покрытий |
Покрытие внутренних поверхностей кокилей термитных патронов |
|
10. Флюс АФ4А |
Растворение пленки окиси алюминия только при сварке жил кабелей, соединяемых в герметических кабельных муфтах |
|
11. Флюс ВАМИ |
Растворение пленки окиси алюминия при сварке жил проводов |
|
12. Термитные спички |
Поджигание термитного патрона |
II.3.9. Комбинированные и многопроволочные секторные жилы предварительно скруглить плоскогубцами.
При соединении секторных однопроволочных жил вместо алюминиевых колпачков применить секторные втулки А (табл. II.4, поз. 2).
При отсутствии секторных втулок допускается использовать колпачки, входящие в комплект термитных патронов, при этом секторные жилы на участке насадки колпачка следует запилить напильником, так, чтобы они свободно входили в колпачок.
II.3.10. Заполнить свободное пространство между стенками колпачка и жилой отрезками присадки.
II.3.11. Нарезать сварочную проволоку для присадки на отрезки длиной 0,5 - 1 м.
Протереть отрезки чистой ветошью, смоченной в бензине или ацетоне, зачистить щеткой из кардоленты или шлифовальной шкуркой и вновь протереть чистой сухой ветошью.
При сварке жил сечением до 50 мм2 включительно применяют присадочный пруток из одной проволоки диаметром 2 мм, при большем сечении предварительно свивают вместе две-четыре проволоки.
Покрыть присадку тонким слоем флюса, предварительно разведенного водой до пастообразного состояния.
II.3.12. При установке патрона надеть его на слегка отогнутую в сторону жилу и сдвинуть на расстояние, равное длине патрона, свести вместе торцы соединяемых жил и сдвинуть патрон обратно таким образом, чтобы стык жил находился в центре литникового отверстия. Жилы, как правило, следует устанавливать в патроне без зазора, однако зазор в 2 - 3 мм допускается.
Патроны установить на всех соединяемых жилах кабеля.
II.3.13. Уплотнить зазор между жилой и кокилем термитного патрона асбестовым шнуром.
II.3.14. Подобрать вкладыши, соответствующие сечению жил, установить их в охладители и закрепить.
II.3.15. Установить и закрепить охладители на соединительной планке.
II.3.16. Наложить охладители на оголенные участки жил, подвести под соединительную планку стойку и закрепить ее*, после чего закрепить охладители на жилах, следя за тем, чтобы жилы были плотно зажаты.
При сварке однопроволочных секторных жил рекомендуется вместо установки вкладышей в охладители вначале закрепить их на жилах, а затем на них установить и закрепить охладители.
* При соединении проводов допускается охладители, закрепленные на соединительной планке, не крепить на стойке. В этом случае охладители кладут на какую-нибудь огнестойкую подкладку (кирпичи, асбоцемент, асбест и т.п.).
II.3.18. Защитить жилы, не участвующие в сварке, от нагрева и искр асбестовым картоном.
II.3.21. Поджечь муфель термитного патрона термитной спичкой, поднеся ее к торцу муфеля (рис. II.10, а).
Сварку рекомендуется начинать с жилы, расположенной вверху разделки.
II.3.22. После окончания горения муфеля ввести в литниковое отверстие мешалку (рис. II.10, б) и перемешать расплавленный металл сварочной ванны для удаления газов и шлака (рис. II.10, в).
В процессе выполнения этой операции осуществляется контроль за расплавлением жил: при расплавлении жил по всему сечению мешалка свободно проходит до дна кокиля.
II.3.23. После застывания металла в литниковом отверстии сколоть муфель зубилом (рис. II.10, г) и удалить кокиль путем отгибания в стороны его краев отверткой, конец которой вставляется в зазор между кромками кокиля (рис. II.10, д).
II.3.24. Удалить клещами ПК-1М со специальными губками или спилить ножовкой литниковую прибыль (рис. II.10, е). При использовании клещей для жил сечением до 70 мм2 (включительно) литниковую прибыль целиком захватить режущими губками и откусить за один прием. Для жил сечением 95 мм2 и более откусить литниковую прибыль в два приема таким образом, чтобы за каждый прием перекусывалась половина сечения прибыли. При втором надкусе после полного сведения рукояток клещей повернуть их, что облегчит удаление прибыли.
II.3.26. Зачистить соединение щеткой из кардоленты и протереть тканью, смоченной в бензине или ацетоне, для полного удаления шлаков и опилок (рис. II.10, ж). При сварке проводов место соединения покрыть асфальтовым или другим влагостойким лаком и изолировать обычным способом.
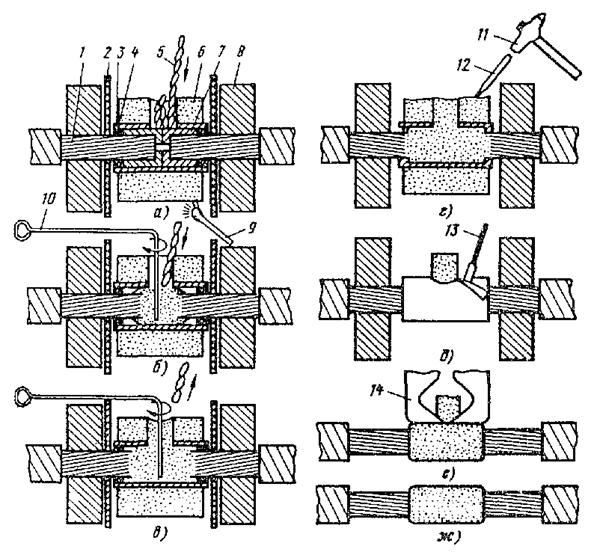
Рис. II.10. Последовательность термитной сварки алюминиевых жил:
1 - жила кабеля; 2 - экран асбестовый; 3 - кокиль; 4 - шнур асбестовый; 5 - пруток присадочный; 6 - муфель; 7 - колпачок; 8 - охладитель; 9 - спичка термитная; 10 - мешалка; 11 - молоток; 12 - зубило; 13 - отвертка; 14 - клещи
Соединение жил кабелей на напряжение 20 и 35 кВ сечением 25 - 185 мм2
II.3.27. Для выполнения соединений необходимы:
а) принадлежности и инструмент согласно требованиям п. II.3.1 настоящей Инструкции;
б) материалы согласно табл. II.4;
в) специальные соединительные гильзы (приложение 19), используемые взамен алюминиевых колпачков, входящих в комплект термитных патронов.
II.3.28. Снять с концов изоляцию на длине 70 мм у жил, соединяемых в муфтах СЛО и СЭО.
II.3.29. Остальные операции по подготовке, сварке и разборке выполнить согласно требованиям пп. II.3.3, II.3.5 - II.3.26.
Уплотнить кокиль намоткой шнурового асбеста на выступающие концы кокиля, гильзы и жилу.
Подготовка соединения к сварке показана на рис. II.11.
Соединение и ответвление жил проводов суммарным сечением 70 - 240 мм2 сваркой по торцам
II.3.30. Для выполнения соединений и ответвлений необходимы:
а) принадлежности и инструмент согласно требованиям п. II.3.1 а, в - з;
б) материалы согласно табл. II.3 (поз. 3 - 9, 11) настоящей Инструкции и термитные патроны ПАТ.
При выборе термитных патронов учесть, что цифра в их маркировке соответствует максимальному суммарному сечению свариваемых проводов.
II.3.31. Выполнить подготовительные операции согласно требованиям п. II.3.3 настоящей Инструкции и в зависимости от суммарного сечения снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 70 95 - 120 150 - 185 240
Снятая изоляция, мм... 80 90 95 100
II.3.32. Зачистить жилы согласно требованиям п. II.3.6 настоящей Инструкции.
II.3.33. Сложить концы соединяемых жил в общий пучок и плотно связать у обреза изоляции временным бандажом из двух-трех витков стальной проволоки. Плоскогубцами придать концам всех сложенных вместе жил круглую форму.
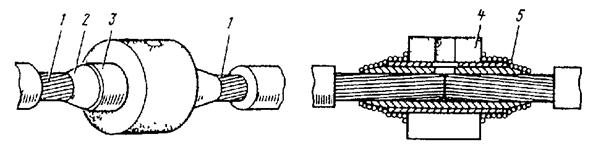
Рис. II.11. Подготовка к термитной сварке алюминиевых жил кабелей на напряжение 20 и 35 кВ:
1 - жила кабеля; 2 - гильза алюминиевая; 3 - кокиль; 4 - муфель термитный; 5 - шнур асбестовый
II.3.34. Покрыть жилы флюсом, подготовить и насадить на жилы втулки согласно требованиям пп. II.3.7, II.3.8, II.3.10.
II.3.35. Подготовить присадку согласно требованиям п. II.3.11 настоящей Инструкции.
II.3.36. Надеть термитный патрон на жилы, оконцованные алюминиевыми втулками так, чтобы кокиль в нижней части выступал от втулки не менее чем на 7 мм (рис. II.12). Уплотнить кокиль, для чего сделать подмотку жил асбестовым шнуром и сдвинуть эту подмотку в зазор между жилами и кокилем.
II.3.37. Надеть охладитель на сложенные вместе жилы, предварительно удалив временный бандаж. Втулки охладителя подобрать по суммарному сечению соединенных жил. Если втулки не плотно охватывают жилы, последние обмотать медной фольгой.
II.3.38. Поджечь муфель термитной спичкой; одновременно с началом горения муфеля в кокиль патрона сплавить присадочный пруток. После расплавления концов жил произвести плавное перемешивание сварочной ванны мешалкой и добавить присадку до заполнения кокиля.
II.3.39. После застывания металла сколоть муфель, снять кокиль и зачистить соединение согласно требованиям пп. II.3.25, II.3.26.
Соединение жил сечением 300 - 800 мм2
II.3.40. Для выполнения соединений необходимы:
а) стойка с соединительной планкой из набора НСПК-2;
б) рамка ножовочная ручная с полотном ножовочным для металла;
в) охладители (приложение 14);
г) вкладыши (приложение 15) к охладителям по 2 шт. на охладитель для каждого сечения жил;
д) щетка из кардоленты или стальная;
е) банка с крышкой и кисточка для нанесения флюса;
ж) инструмент согласно требованиям п. II.3.1 в - з настоящей Инструкции;
з) материалы согласно табл. II.4 (поз. 1, 3 - 11).
II.3.41. Выполнить подготовительные операции согласно требованиям п. II.3.3 и в зависимости от сечения снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 300 400 500 625 800
Снятая изоляция, мм... 80 85 100 110 120
II.3.42. Выполнить подготовительные операции согласно требованиям пп. II.3.5 - II.3.8, II.3.11 - II.3.13 настоящей Инструкции, а также установить и закрепить нижние половинки охладителя на соединительной планке, скрепленной со стойкой.
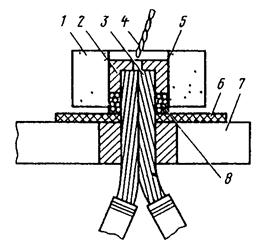
Рис. II.12. Подготовка к термитной сварке по торцам алюминиевых проводов:
1 - термитный патрон; 2 - алюминиевая втулка; 3 - провод; 4 - пруток присадочный; 5 - кокиль; 6 - подкладка асбестовая; 7 - охладитель (клещи); 8 - шнур асбестовый
Закрепить охладители на жилах, следя за тем, чтобы жилы были плотно зажаты.
II.3.44. У кабелей с контрольными жилами отогнуть последние, как показано на рис. II.5, и соединить пайкой после сварки основной жилы.
II.3.45. Выполнить операции по сварке и разборке согласно требованиям пп. II.3.20 - II.3.26.
Оконцевание жил кабелей сечением 70 - 240 мм2 наконечниками ЛАШт
II.3.46. Для выполнения оконцеваний необходимы:
а) принадлежности и инструмент согласно требованиям п. II.3.1 а, в - з настоящей Инструкции;
б) материалы согласно табл. II.4 (поз. 3 - 10, 12);
в) наконечники ЛАШт;
г) термитные патроны ПАН.
II.3.4.7. Выполнить подготовительные операции согласно требованиям п. II.3.3 а, б. Подготовить сварочную проволоку для присадки, как указано в приложении 1 настоящей Инструкции, и нарубить ее на кусочки (отрезки) длиной 3 - 5 мм.
II.3.48. Удалить с концов жил изоляцию на длине, на 5 мм большей суммарной длины гильзы наконечника и втулки охладителя.
II.3.49. Выполнить подготовительные операции согласно требованиям пп. II.3.5, II.3.6, II.3.13.
II.3.50. Наложить и закрепить охладители на оголенных участках жил.
II.3.51. Установить и закрепить жилу в вертикальном положении.
II.3.52. Однопроволочные секторные жилы на участке введения в наконечник спилить на 1 - 2 мм по большой оси сектора.
II.3.53. Насадить на жилу кабеля наконечник так, чтобы жила выступала на 5 - 8 мм из гильзы. Защитить наконечник экранами из асбестового картона, надеть на гильзу наконечник и термитный патрон (рис. II.13). Насыпать на торцы жил кабеля и наконечника тонкий слой порошкообразного флюса ВАМИ. В кокиль термитного патрона до его верхних кромок засыпать присадку (кусочки) и поверх нее небольшое количество флюса ВАМИ.
II.3.54. При сварке наконечников ЛАШт-150, ЛАШт-185 и ЛАШт-240 кокиль патрона прикрыть кусочком листового асбеста, который снять перед началом перемешивания плавки.
II.3.55. Поджечь термоспичкой муфель термитного патрона в верхней его части (рис. II.13, а). Через 20 - 25 с после окончания горения термитного патрона произвести перемешивание плавки (рис. II.13, б).
II.3.56. После затвердения металла в кокиле сколоть с помощью зубила и молотка термитный патрон, удалить кокиль и асбестовый экран. Неровности в верхней части наплыва запилить напильником; место сварки зачистить стальной щеткой и протереть тряпкой, смоченной в бензине или ацетоне (рис. II.13, в).
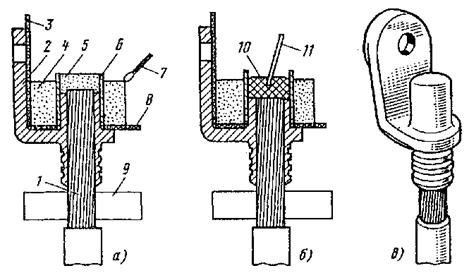
Рис. II.13. Термитная сварка наконечника ЛАШт с жилой:
1 - алюминиевая жила; 2 - наконечник; 3 - защитный экран; 4 - муфель; 5 - присадка (кусочки); 6 - кокиль; 7 - термитная спичка; 8 - защитный экран; 9 - охладитель; 10 - сварочная ванна; 11 - проволочная мешалка
Оконцевание жил сечением 300 - 800 мм2 наконечниками ЛАС
II.3.57. Для выполнения оконцеваний необходимы:
а) принадлежности и инструмент согласно требованиям пп. II.3.1 в - з, II.3.40 а - е;
б) материалы согласно табл. II.4 (поз. 1, 3 - 10, 12);
в) наконечники ЛАС.
II.3.58. Выполнить подготовительные операции согласно требованиям пп. II.3.3, II.3.5 - II.3.8, II.3.11, II.3.41 настоящей Инструкции.
Зачистить до блеска стержневую часть наконечника, покрыть ее тонким слоем флюса, предварительно разведенного водой до пастообразного состояния, и насадить на нее алюминиевую втулку термитного патрона.
II.3.59. Установить термитный патрон на жилу и стержневую часть наконечника таким образом, чтобы их стык находился в центре литникового отверстия.
II.3.60. Уплотнить кокиль термитного патрона согласно требованиям п. II.3.13.
II.3.61. Подобрать и установить вкладыши в охладителях и закрепить нижние половинки охладителей на соединительной планке.
II.3.62. Закрепить жилу и наконечник в охладителе, при этом под контактную часть наконечника, закрепляемую в охладителе, следует подложить алюминиевую пластину, по толщине равную половине толщины контактной части наконечника.
II.3.63. Выполнить операции согласно требованиям пп. II.3.17, II.3.19, II.3.43.
II.3.64. Выполнить операции по сварке и разборке согласно требованиям пп. II.3.20 - II.3.26.
II.4. Дуговая сварка
Оконцевание жил сечением 16 - 240 мм2 наконечниками ШАС
II.4.1. Наконечники ШАС предназначены для оконцевания жил проводов и кабелей с пластмассовой или резиновой изоляцией сечением 16 - 240 мм2 при помощи аргонодуговой сварки полуавтоматом или неплавящимся вольфрамовым электродом.
а) полуавтомат ПРМ-2 или ПРМ-4 с однопостовым источником питания ПСГ-500, ВДГ-301 или другим источником постоянного тока с жесткой внешней характеристикой;
б) оснастка для оконцевания (сопла с ловителем и охладителями);
в) приставка к полуавтомату ПРМ для регулирования цикла сварки;
г) напильник плоский длиной 200 мм с насечкой № 2;
д) плоскогубцы;
е) щетка стальная;
ж) баллон 40 - 150 для сжатого аргона.
II.4.3. Для оконцевания требуются следующие материалы:
а) сварочная проволока СвАК5 диаметром 2 мм;
б) аргон газообразный;
в) бензин Б-70 или ацетон;
г) ветошь обтирочная;
д) наконечники ШАС (приложение 20).
II.4.4. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 16 - 25 35 - 50 70 - 95 120 - 150 185 - 240
Снятая изоляция, мм... 25 30 35 40 45
II.4.5. Зачистить жилы и сварочную проволоку (приложение 1).
II.4.6. Включить полуавтомат ПРМ и приставку в электросеть и привести их в рабочее состояние.
II.4.7. Присоединить обратный сварочный провод (минус) источника питания к контактной лапке охладителя.
II.4.8. Установить режим сварки по табл. II.5 в соответствии с сечением оконцовываемой жилы. Правильность выбора режима проверить на отдельных образцах.
II.4.9. Надеть на оконцовываемую жилу наконечник и закрепить их в охладителе в вертикальном положении.
II.4.10. Установить горелку полуавтомата с помощью скобы, имеющейся на специальном сопле, в охладитель таким образом, чтобы сопло находилось над закрепленной жилой кабеля (рис. II.14)
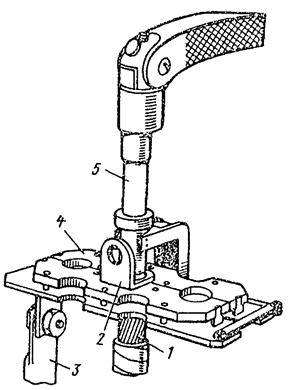
Рис. II.14. Приварка наконечника к жиле полуавтоматом ПРМ:
1 - жила; 2 - наконечник; 3 - провод сварочный; 4 - охладитель; 5 - горелка
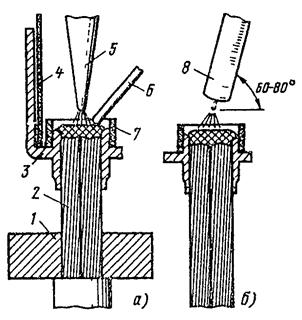
Рис. II.15. Приварка наконечника ЛА к жиле кабеля:
1 - охладитель; 2 - жила; 3 - наконечник; 4 - асбестовый экран; 5 - угольный электрод; 6 - присадочный пруток; 7 - угольная формующая втулка; 8 - горелка полуавтомата
II.4.11. Нажать пусковую кнопку на рукоятке сварочной горелки. После окончания цикла сварки отпустить кнопку, снять сварочную горелку, раскрыть охладитель и освободить жилу с приваренным наконечником.
При правильно выбранном режиме сварки зачищать оконцевание после сварки не требуется.
Приваривать наконечник ШАС к жиле можно полуавтоматической сваркой без регулятора цикла, а также ручной аргонодуговой сваркой вольфрамовым электродом. В этом случае сваривают на пониженных режимах, которые подбирают на пробных образцах.
Таблица II.5
|
Напряжение, В |
Время сварки, с |
Скорость подачи проволоки, см/с |
|
|
16 |
23 |
0,5 |
7,0 |
|
25 |
25 |
0,5 |
8,3 |
|
35 |
26 |
0,5 |
9,3 |
|
50 |
28 |
0,6 |
10,7 |
|
70 |
29 |
0,8 |
11,8 |
|
95 |
30 |
1,3 |
13,0 |
|
120 |
31 |
1,8 |
14,0 |
|
150 |
35 |
2,5 |
15,0 |
|
185 |
40 |
3,5 |
16,0 |
|
240 |
40 |
4,5 |
17,0 |
Сварочный ток к наконечнику подводят электрододержателем.
Оконцевание кабелей сечением 300 - 1500 мм2 наконечниками ЛА
II.4.12. Приваривать наконечники ЛА можно как дуговой сваркой неплавящимся угольным электродом (рис. II.15, а), так и полуавтоматической аргонодуговой сваркой (рис. II.15, б).
II.4.13. Для оконцевания с помощью дуговой сварки неплавящимся угольным электродом необходимо следующее оборудование:
а) однопостовый источник питания постоянного сварочного тока с падающей внешней характеристикой, например, сварочный преобразователь ПСО-300, ПСО-500 или сварочный выпрямитель ВД-301, ВД-302;
б) электрододержатель (приложение 3);
в) формующее приспособление (приложение 21);
г) напильник, плоскогубцы, щетка стальная;
д) охладители и вкладыши из набора НСПК-2 и указанные в приложениях 14 и 15.
II.4.14. Для оконцевания требуются следующие материалы:
а) сварочная проволока СвАК5 диаметром 4 мм для оконцевания жил сечением 300 - 500 мм2 и диаметром 8 мм для жил сечением 625 - 1500 мм2;
б) сварочные угли или электроды, изготовленные из отходов графитированных анодов (приложение 3);
в) флюс ВАМИ;
г) картон асбестовый толщиной 2 - 4 мм;
д) шнур асбестовый диаметром 2 и 4 мм;
е) материалы согласно требованиям п. II.4.3 в, г;
ж) наконечники ЛА.
II.4.15. В зависимости от сечения необходимо снять с концов жил изоляцию на следующей длине:
Сечение жилы, мм2... 300 - 400 500 - 800 1000 - 1500
Снятая изоляция, мм... 125 135 155
II.4.17. Выполнить операции согласно требованиям пп. II.2.38, II.2.42, II.2.43, II.2.46.
II.4.19. Подсоединить к охладителю сварочный провод от зажима "плюс" источника питания.
II.4.20. Сваривать при силе тока 150 - 200 А. Дугу возбуждать на торце жилы и медленно перемещать по спирали к центру жилы, расплавляя ее проволочки и гильзу наконечника до образования монолита. Перемешивать сварочную ванну и очищать ее от шлака присадочным прутком в процессе его подачи. При сварке направлять дугу на расплавленный металл, не поджигая проволочек жилы.
II.4.21. После остывания металла удалить формующее приспособление и охладитель, зачистить сварное соединение стальной щеткой, протереть ветошью, смоченной в бензине или ацетоне, и спилить неровности шва напильником.
II.4.22. Для оконцевания полуавтоматической аргонодуговой сваркой необходимы оборудование, приспособления, инструмент и материалы согласно требованиям пп. II.4.2 а, г - ж, II.4.3 а - г.
II.4.23. Выполнить подготовительные операции согласно требованиям пп. II.2.38, II.2.42, II.4.5, II.4.15, II.4.16, II.4.18.
II.4.24. Подсоединить к охладителю сварочный провод от зажима "минус" источника питания.
II.4.25. Сваривать при силе тока 150 - 180 А (скорость подачи электродной проволоки 3 - 4 м/мин), напряжении на дуге 17 - 19 В и расходе аргона 12 - 15 л/мин.
Сварочную дугу перемещать по спирали от наружной окружности жилы к центру, следя за правильным формированием сварного шва и плавлением проволочек жилы. Сварку закончить в центре сварного соединения.
II.4.26. После остывания металла удалить формующее приспособление, зачистить при необходимости соединение стальной щеткой и запилить неровности шва напильником.
II.5. Сварка контактным разогревом
Соединение и ответвление однопроволочных жил проводов в скрутке при стендовой заготовке проводов суммарным сечением до 12,5 мм2
II.5.1. Соединение при стендовой заготовке электропроводок сетей освещения для жилых и общественно-бытовых зданий можно выполнять сваркой контактным разогревом аппаратами ВКЗ-1 (пистолет) (рис. II.16) и АСАП-20М с источниками питания. Сварочный ток аппарата 280 А при напряжении 2 - 4 В.
II.5.2. Снять с концов жил изоляцию на длине 35 - 40 мм и зачистить их до металлического блеска (щеткой из кардоленты или наждачной бумагой). Скрутить жилы.
II.5.3. Отвести назад угольный электрод у аппарата ВКЗ-1 и зажать скрученные жилы губками держателя так, чтобы их торцы упирались в лунку электрода. Нажать на спусковой рычаг аппарата ВКЗ-1.
После срабатывания спускового механизма подается напряжение и угольный электрод, продвигаясь вперед, начинает сваривать. Сварка производится автоматически и прекращается в момент оплавления жил на заданную длину.
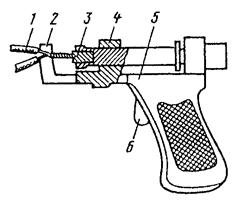
Рис. II.16. Сварка алюминиевых жил аппаратом ВКЗ-1:
1 - свариваемые провода; 2 - губка подвижная; 3 - сварочный электрод; 4 - губка неподвижная; 5 - пистолет сварочный; 6 - спусковой рычаг
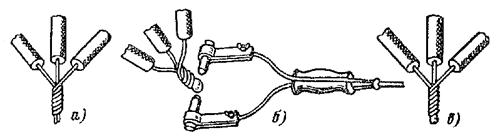
Рис. II.17. Сварка жил в клещах с двумя угольными электродами
II.5.4. Провода суммарным сечением по 12,5 мм2 в монтажной зоне соединяют сваркой контактным разогревом с применением клещей с угольными электродами (рис. II.17), подключенных к источнику питания 0,5 кВ . А при напряжении 9 - 12 В.
II.5.5. Для соединения и ответвления жилы зачистить, скрутить и покрыть тонким слоем флюса ВАМИ на длине 5 - 6 мм.
II.5.6. Скрутку жил расположить вертикально вниз (рис. II.17, а). Перед сваркой угольные электроды клещей должны быть замкнуты и раскалены. Электроды прижать к торцам жил и держать их в этом положении до образования шарика расплавленного металла. Отвести электроды от скрутки (рис. II.17, б). После остывания место сварки зачистить от шлака, остатков флюса; покрыть изоляционным лаком и заизолировать лентой или полиэтиленовым колпачком (рис. II.17, в).
Расход материалов при пропано-кислородной, термитной и электродуговой сварке приведен в приложении 22.
II.6. Контроль качества сварных соединений, оконцеваний, ответвлений жил
II.6.1. Основным методом контроля является внешний осмотр мест сварки, который производится после удаления со шва шлака, брызг металла и остатков флюса.
II.6.2. Поверхность сварных соединений (наплавки) не должна иметь заметных трещин, прожогов, непроваров и надрезов.
II.6.3. Если качество швов вызывает сомнение, сваривают образцы-свидетели на тех же режимах и испытывают их.
II.6.4. Сварные соединения при испытании должны обеспечивать: механическую прочность не ниже прочности отожженного металла; электропроводность не ниже проводимости целой жилы.
II.7. Техника безопасности
II.7.1. При соединении, ответвлении и оконцевании жил проводов и кабелей необходимо строго выполнять требования общих и специальных разделов "Правил техники безопасности при электромонтажных и наладочных работах" (М., "Энергия", 1973), а также "Правил безопасности в газовом хозяйстве" (М., "Недра", 1970).
II.7.2. Кроме перечисленных требований при термитной сварке необходимо строго соблюдать следующее:
производить сварку в рукавицах, кожаных ботинках и в головном уборе. Следить за тем, чтобы пряди волос не выпадали из-под головного убора;
не наклоняться над горящим патроном и вводить присадку в патрон вытянутой рукой. При сварке проводов воздушных линий электропередачи на горящий патрон обязательно должен быть опущен защитный кожух приспособления для сварки;
помнить, что термитные спички не гаснут даже на ветру и в воде и что температура горения термитного патрона и термитной смеси более 2500 °С, а спичек 1500 °С, поэтому неосторожное обращение с ними может привести к тяжелым ожогам. Зажигать спичку разрешается только после закрепления ее в специальном держателе или плоскогубцах.
II.7.3. Запрещается пользоваться увлажненными патронами и работать под открытым небом во время дождя. Попадание воды на горящий патрон может вызвать взрыв и тяжелые ожоги.
ПРИЛОЖЕНИЕ 1
Химическая обработка сварочной проволоки из алюминия и алюминиевых сплавов
Для обезжиривания и удаления окисной пленки проволоку поместить на 1,5 - 2 мин для травления в ванну с 5 %-ным раствором едкого натра NaOH технического марки А по ГОСТ 2263-71. Температура раствора 60 -70 °С.
После травления проволоку промыть в горячей проточной воде в течение 30 - 40 с. Промытую проволоку осветлить погружением на 30 - 40 с в 15 %-ный раствор азотной кислоты марки "чистая" или ЧДА (ГОСТ 701-68) при комнатной температуре (16 - 25 °С).
Осветленную проволоку промыть в проточной воде в течение 30 - 40 с и просушить в шкафу при температуре 100 -150 °С.
Обработанную проволоку хранить в герметически закрытой таре в сухом месте. Срок хранения не более 15 дней.
ПРИЛОЖЕНИЕ 2
Наконечник (а) и сопло (б) к полуавтомату ПРМ-2
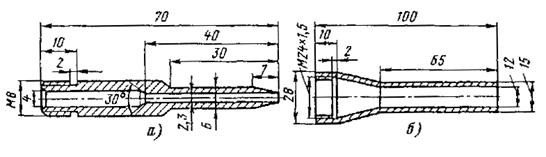
ПРИЛОЖЕНИЕ 3
Электрододержатели
а - с воздушным охлаждением на ток свыше 800 А для сварки тяжелых шин; б - без охлаждения на ток до 800 А
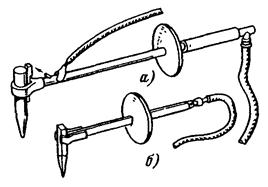
ПРИЛОЖЕНИЕ 4
Электроды из графитированного угля
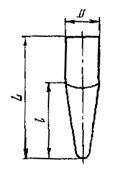
|
Сварочный ток, А |
Размеры электрода, мм |
||
|
D |
L |
l |
|
|
100 - 200 |
12 |
200 |
80 |
|
180 - 350 |
15 |
200 |
80 |
|
300 - 600 |
20 |
250 |
100 |
|
500 - 1000 |
25 |
300 |
100 |
|
800 - 1500 |
30 |
350 |
100 |
|
1000 - 1900 |
35 |
350 |
150 |
|
1500 - 3000 |
40 |
350 |
150 |
ПРИЛОЖЕНИЕ 5
Флюсы
|
Химический состав |
Содержание, % |
Примечание |
|
ВАМИ: |
||
|
хлористый калий |
50 |
Применяют в виде пасты или порошка |
|
хлористый натрий |
30 |
|
|
криолит |
20 |
|
|
Борный шлак: |
||
|
переплавленная бура |
95 |
Приготовление: прокалить буру в тигле, смешать с порошком металлического магния, расплавить, остывший шлак размолоть и просеять через сито. Применяют в виде порошка. Перед применением просушить |
|
металлический магний |
5 |
|
|
АН-А302: |
||
|
хлористый калий |
40 |
|
|
хлористый натрий |
30 |
|
|
хлористый литий |
20 |
|
|
криолит |
10 |
|
|
АН-А303: |
||
|
хлористый калий |
45 - 55 |
|
|
хлористый натрий |
35 - 45 |
|
|
криолит |
5 - 10 |
ПРИЛОЖЕНИЕ 6
Приспособление для механизированной сборки шин под сварку
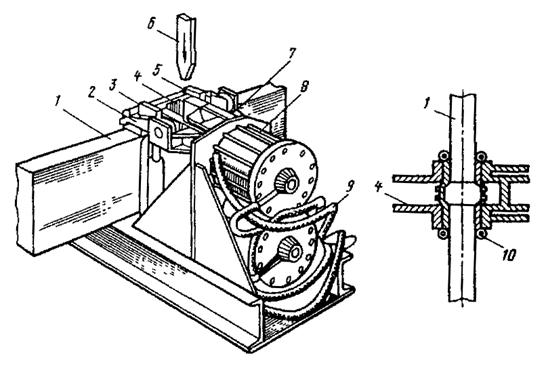
1 - шина; 2 - механизм вертикального поджима; 3 - выводные колодки; 4 - охладитель; 5 - откидывающаяся щека; 6 - электрод; 7 - подвижная щека; 8 - пневмоцилиндр; 9 - воздушный шланг; 10 - уплотнение
ПРИЛОЖЕНИЕ 7
Шаблон для установки зазора между шинами
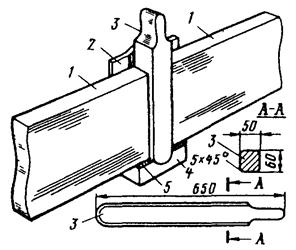
1 - собираемые, шины; 2 - формующая накладка; 3 - шаблон; 4 - поддон; 5 - уплотнение
ПРИЛОЖЕНИЕ 8
Сварочные столы
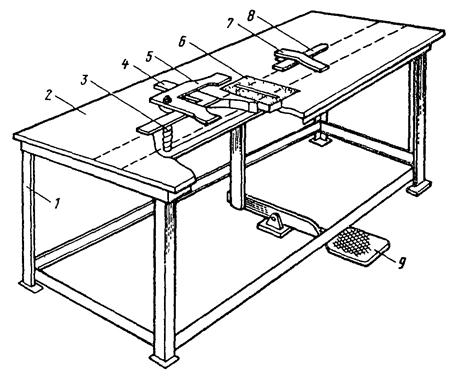
Рис. 1. Стол с пружинным зажимом для сварки шин толщиной до 12 мм:
1 - каркас стола; 2 - плита; 3 - пружина зажима; 4, 8 - упор; 5, 7 - зажим; 6 - угольная прокладка; 9 - педаль
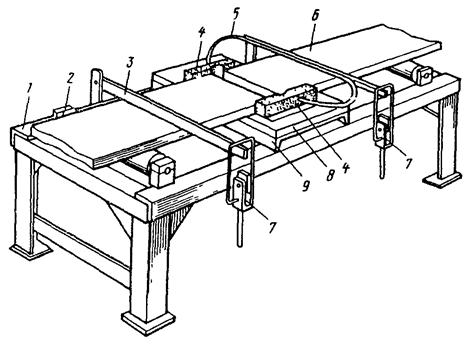
Рис. 2. Стол для сварки тяжелых шин, встроенный в технологическую линию заготовки ошиновки:
1 - станина; 2 - ролик; 3 - прижимная штанга; 4 - графитовый брусок; 5 - пружинный зажим; 6 - свариваемые шины; 7 - замок; 8 - подкладная плита; 9 - швеллер
ПРИЛОЖЕНИЕ 9
Приспособление для сварки секций шинопроводов ШМА
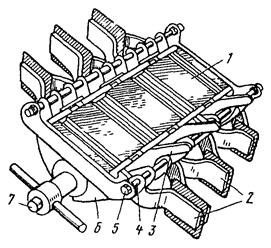
1 - графитовый блок; 2 - свариваемые шины; 3 - откидная распорка; 4 - распорная втулка; 5 - шпилька; 6 - стальная щека; 7 - стяжной винт
ПРИЛОЖЕНИЕ 10
Кантователь трехфазных секций коробчатого токопровода
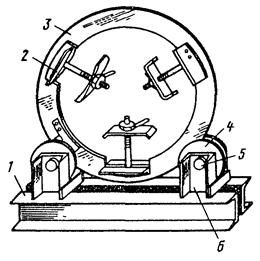
1 - основание; 2 - полки с зажимами; 3 - разъемный обод; 4 - ролики; 5 - оси роликов; 6 - стойки
ПРИЛОЖЕНИЕ 11
Центратор труб
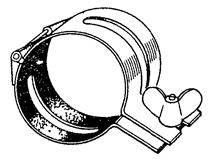
ПРИЛОЖЕНИЕ 12
Стол для сварки тяжелых шин с пакетом лент
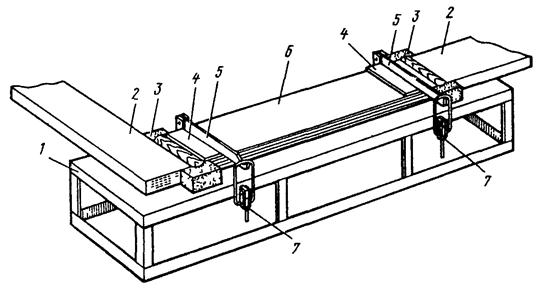
1 - каркас стола; 2 - шина; 3 - графитовый брусок; 4 - медная пластина; 5 - прижим; 6 - пакет лент; 7 - замок
ПРИЛОЖЕНИЕ 13
Приспособление для фиксации и подогрева шин
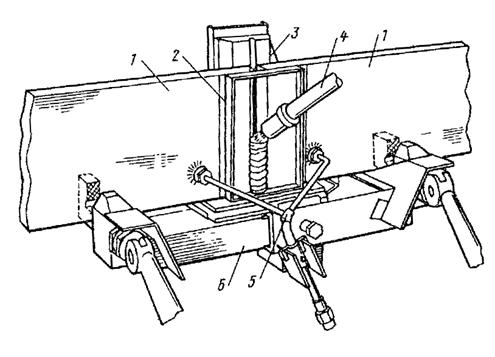
1 - свариваемые шины; 2 - газоотражатель; 3 - подкладка угольно-графитовая; 4 - горелка сварочная; 5 - горелка пропано-кислородная; 6 - основание
ПРИЛОЖЕНИЕ 14
Охладитель
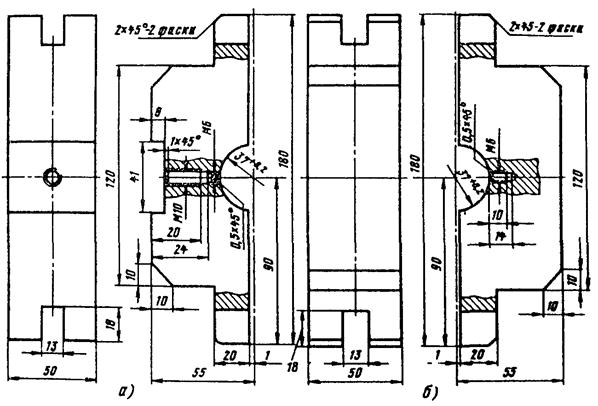
а - нижняя часть; б - верхняя часть
ПРИЛОЖЕНИЕ 15
Вкладыш медный к охладителям
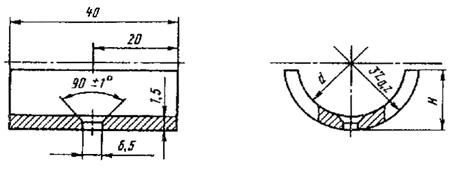
|
Сечение жил, мм2 |
Размеры вкладыша, мм |
|
|
d |
H |
|
|
300 |
22,5 |
10 |
|
400 |
25,8 |
12 |
|
500 |
29,5 |
13,5 |
|
625 |
32,7 |
15 |
ПРИЛОЖЕНИЕ 16
Формы для пропано-кислородной сварки соединений, ответвлений и оконцеваний алюминиевых жил
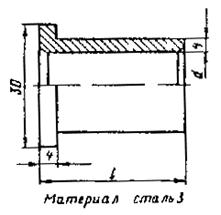
Таблица 1
Стержневое оконцевание жил
|
Сечение жил, мм2 |
Размеры сварочной формы, мм |
|
|
l |
d |
|
|
16 |
35 |
8 |
|
25 |
35 |
8 |
|
35 |
35 |
8 |
|
50 |
40 |
12 |
|
70 |
40 |
12 |
|
95 |
45 |
16 |
|
120 |
45 |
16 |
|
150 |
55 |
18 |
|
185 |
55 |
18 |
|
240 |
55 |
22 |
Таблица 2
Соединение и ответвление жил сваркой по торцам
|
Суммарное сечение, мм2 |
Размеры сварочной формы, мм |
|
|
l |
d |
|
|
32 |
25 |
8 |
|
50 |
30 |
12 |
|
70 |
30 |
12 |
|
95 |
30 |
16 |
|
120 |
35 |
16 |
|
150 |
35 |
18 |
|
185 |
35 |
20 |
|
240 |
35 |
22 |
ПРИЛОЖЕНИЕ 17
Опорная стойка для оконцевания жил пропано-кислородной сваркой
ПРИЛОЖЕНИЕ 18
Формы для пропано-кислородной сварки оконцеваний алюминиевых жил наконечниками ЛАШт
|
Сечение жилы, мм2 |
Наконечник |
Размер формы *, мм |
|
|
Внутренний диаметр |
Длина |
||
|
70 |
ЛАШт-70 |
18 |
25 |
|
95 |
ЛАШт-95 |
22 |
30 |
|
120 |
ЛАШт-120 |
22 |
30 |
|
150 |
ЛАШт-150 |
24 |
30 |
|
185 |
ЛАШт-185 |
26 |
30 |
|
240 |
ЛАШт-240 |
30 |
30 |
* Толщина стенки у всех форм 4 мм.
ПРИЛОЖЕНИЕ 19
Гильза алюминиевая к термитному патрону для сварки кабелей на напряжение 20 и 35 кВ
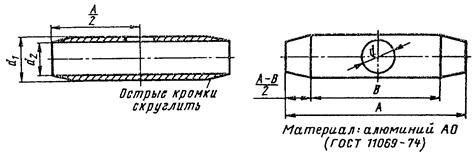
|
Сечение жил, мм2 |
Размеры гильз, мм |
||||
|
А |
В |
d |
d1 |
d2 |
|
|
25 |
47 |
33 |
5,0 |
9,9 |
6,7 |
|
35 |
48 |
34 |
5,5 |
11,1 |
7,9 |
|
50 |
52 |
38 |
8,0 |
12,8 |
9,5 |
|
70 |
58 |
44 |
10,0 |
14,5 |
11,3 |
|
95 |
66 |
50 |
12,0 |
17,5 |
13,3 |
|
120 |
74 |
54 |
13,0 |
19,2 |
14,8 |
|
150 |
74 |
54 |
14,0 |
21,0 |
16,3 |
|
185 |
76 |
58 |
16,0 |
22,9 |
18,3 |
Примечание. Размер d1 имеет допуск - 0,2 мм; размер d2 - +0,24 мм.
ПРИЛОЖЕНИЕ 20
Наконечники ШАС из алюминиевого сплава
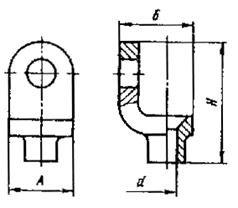
|
Сечение жил, мм2 |
Размеры наконечника, мм |
|||
|
А |
Б |
Н |
d |
|
|
16 |
20 |
19 |
24 |
5,4 |
|
25 |
20 |
20 |
29 |
7 |
|
35 |
24 |
25 |
44 |
8 |
|
50 |
24 |
29 |
47 |
9 |
|
70 |
28 |
32 |
54 |
12 |
|
95 |
28 |
34 |
59 |
13 |
|
120 |
34 |
40 |
63 |
16 |
|
150 |
34 |
42 |
70 |
17 |
|
185 |
40 |
45 |
74 |
19 |
|
240 |
40 |
50 |
80 |
21 |
ПРИЛОЖЕНИЕ 21
Формующее приспособление для оконцевания
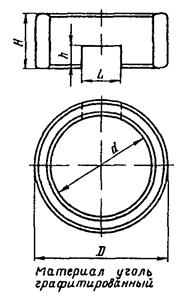
|
Сечение кабеля, мм2 |
Размеры приспособления, мм |
||||
|
Н |
h |
L |
D |
d |
|
|
300 |
10 |
6 |
29 |
42 |
34 |
|
400 |
10 |
6 |
31 |
46 |
38 |
|
500 |
15 |
9 |
36 |
49 |
41 |
|
625 |
15 |
9 |
36 |
54 |
46 |
|
800 |
15 |
9 |
39 |
60 |
52 |
|
1000 |
20 |
10 |
45 |
68 |
57 |
|
1500 |
20 |
10 |
56 |
80 |
69 |
ПРИЛОЖЕНИЕ 22
Расход сварочных материалов
Таблица 1
Расход материалов (г) при соединении алюминиевых жил (10 соединений)
|
Материал |
Сечение соединяемых жил, мм2 |
||||||||
|
16 |
25 |
35 |
50 |
70 |
95 |
120 |
150 |
185 |
|
|
Пропано-кислородная сварка |
|||||||||
|
Пропан |
300 |
320 |
340 |
360 |
390 |
430 |
470 |
520 |
600 |
|
Кислород, л |
310 |
330 |
360 |
380 |
410 |
450 |
500 |
530 |
640 |
|
Присадка |
50 |
55 |
60 |
70 |
90 |
100 |
130 |
150 |
190 |
|
Асбест |
10 |
10 |
15 |
20 |
30 |
30 |
40 |
50 |
60 |
|
Флюс |
1 |
1 |
2 |
2 |
3 |
4 |
4 |
6 |
7 |
|
Термитная сварка |
|||||||||
|
Присадка |
50 |
55 |
60 |
70 |
90 |
110 |
130 |
150 |
190 |
|
Асбест |
10 |
10 |
15 |
20 |
30 |
30 |
40 |
50 |
60 |
|
Флюс |
1 |
1 |
2 |
2 |
3 |
4 |
4 |
6 |
7 |
Продолжение табл. 1
|
Материал |
Сечение соединяемых жил, мм2 |
|||||||
|
240 |
300 |
400 |
500 |
625 |
800 |
1000 |
1500 |
|
|
Пропано-кислородная сварка |
||||||||
|
Пропан |
720 |
800 |
970 |
1150 |
1400 |
1700 |
2100 |
3000 |
|
Кислород, л |
740 |
820 |
1000 |
1200 |
1450 |
1760 |
2170 |
3100 |
|
Присадка |
240 |
280 |
360 |
440 |
530 |
670 |
820 |
1200 |
|
Асбест |
70 |
80 |
120 |
140 |
180 |
220 |
280 |
400 |
|
Флюс |
8 |
10 |
15 |
20 |
25 |
30 |
35 |
50 |
|
Термитная сварка |
||||||||
|
Присадка |
240 |
280 |
360 |
440 |
530 |
670 |
- |
- |
|
Асбест |
70 |
80 |
120 |
140 |
180 |
220 |
- |
- |
|
8 |
10 |
15 |
20 |
25 |
30 |
- |
- |
|
Таблица 2
Расход материалов (г) при оконцевании алюминиевых жил пластинами из сплава АД31Т1 пропано-кислородной сваркой (10 оконцеваний)
|
Материал |
Сечение оконцовываемых жил, мм2 |
|||||||||||||
|
50 |
70 |
95 |
120 |
150 |
185 |
240 |
300 |
400 |
500 |
625 |
800 |
1000 |
1500 |
|
|
Пропан |
640 |
690 |
760 |
830 |
920 |
1060 |
1270 |
1410 |
1710 |
2030 |
2470 |
3000 |
3700 |
5300 |
|
Кислород, л |
680 |
730 |
800 |
890 |
940 |
1130 |
1310 |
1460 |
1770 |
2130 |
2570 |
3120 |
3840 |
5500 |
|
Присадка |
150 |
190 |
230 |
270 |
310 |
400 |
500 |
580 |
750 |
920 |
1100 |
1400 |
1710 |
2500 |
|
Асбест |
10 |
15 |
15 |
20 |
25 |
30 |
35 |
40 |
60 |
70 |
90 |
110 |
140 |
200 |
|
Флюс |
3 |
5 |
5 |
7 |
8 |
10 |
15 |
15 |
20 |
25 |
30 |
40 |
50 |
75 |
Таблица 3
Расход материалов (г) при соединении и ответвлении алюминиевых жил сплавлением по торцам в общий монолитный стержень (10 соединений)
|
Материал |
Суммарное сечение жил, мм2 |
|||||||
|
32 |
50 |
70 |
95 |
120 |
150 |
185 |
240 |
|
|
Пропано-кислородная сварка |
||||||||
|
Пропан |
340 |
360 |
390 |
430 |
470 |
520 |
600 |
720 |
|
Кислород, л |
360 |
380 |
410 |
450 |
500 |
530 |
640 |
720 |
|
Присадка |
15 |
50 |
35 |
85 |
50 |
100 |
120 |
130 |
|
Асбест |
7 |
10 |
15 |
15 |
20 |
25 |
30 |
35 |
|
Флюс |
2 |
2 |
3 |
4 |
4 |
6 |
7 |
8 |
|
Термитная сварка |
||||||||
|
Присадка |
- |
- |
10 |
20 |
15 |
20 |
25 |
30 |
|
Асбест |
- |
- |
15 |
15 |
20 |
25 |
30 |
35 |
|
Флюс |
- |
- |
3 |
4 |
4 |
6 |
7 |
8 |
Таблица 4
Расход материалов (г) при стержневом оконцевании алюминиевых жил пропано-кислородной сваркой (10 оконцеваний)
|
Материал |
Сечение оконцовываемых жил, мм2 |
|||||||||
|
16 |
25 |
35 |
50 |
70 |
95 |
120 |
150 |
185 |
240 |
|
|
Пропан |
300 |
320 |
340 |
360 |
390 |
430 |
470 |
520 |
600 |
720 |
|
Кислород, л |
310 |
330 |
360 |
380 |
410 |
450 |
500 |
530 |
640 |
720 |
|
Присадка |
55 |
50 |
45 |
95 |
75 |
180 |
150 |
260 |
230 |
360 |
|
Асбест |
5 |
6 |
7 |
10 |
15 |
15 |
20 |
25 |
30 |
35 |
|
Флюс |
1 |
1 |
2 |
2 |
3 |
4 |
4 |
6 |
7 |
8 |
Таблица 5
Расход материалов (г) при оконцевании алюминиевых жил наконечниками ЛАШт (10 оконцеваний)
|
Материал |
Сечение жил, мм2 |
|||||
|
70 |
95 |
120 |
150 |
185 |
240 |
|
|
Пропано-кислородная сварка |
||||||
|
Пропан |
390 |
430 |
470 |
520 |
600 |
720 |
|
Кислород, л |
410 |
450 |
500 |
530 |
640 |
740 |
|
Присадка |
60 |
80 |
75 |
95 |
105 |
155 |
|
Асбест |
6 |
7 |
10 |
10 |
15 |
20 |
|
Флюс |
3 |
4 |
4 |
6 |
7 |
8 |
|
Термитная сварка |
||||||
|
Присадка |
60 |
80 |
75 |
95 |
105 |
155 |
|
Асбест |
6 |
7 |
10 |
10 |
15 |
20 |
|
Флюс |
3 |
4 |
4 |
6 |
7 |
8 |
Таблица 6
Расход материалов (г) при ответвлении алюминиевых жил пропано-кислородной сваркой в стальных формах (одно ответвление)
|
Материал |
Сечение магистрального кабеля, мм2 |
||||
|
800 |
1000 |
1000 |
1500 |
1500 |
|
|
Сечение ответвляемого кабеля или пластины, мм2 |
|||||
|
800 |
800 |
1000 |
1000 |
1500 |
|
|
Пропан |
260 |
300 |
320 |
410 |
450 |
|
Кислород, л |
270 |
310 |
330 |
420 |
470 |
|
Присадка |
100 |
115 |
125 |
160 |
180 |
|
Асбест |
15 |
20 |
20 |
30 |
30 |
|
Флюс |
4 |
5 |
6 |
7 |
8 |
Таблица 7
Расход материалов при оконцевании алюминиевых жил проводов и кабелей наконечниками ШАС полуавтоматической сваркой (одно оконцевание)
|
Материал |
Сечение жил, мм2 |
|||||||||
|
16 |
25 |
35 |
50 |
70 |
95 |
120 |
150 |
185 |
240 |
|
|
Электродная проволока, г |
0,30 |
0,35 |
0,40 |
0,50 |
0,75 |
1,45 |
2,15 |
3,20 |
4,80 |
6,50 |
|
Аргон, л |
0,40 |
0,40 |
0,50 |
0,60 |
0,70 |
0,80 |
1,00 |
1,50 |
1,80 |
2,20 |
Таблица 8
Расход материалов (г) при соединении алюминиевых жил пропано-воздушной сваркой остронаправленным пламенем (10 соединений)
|
Материал |
Суммарное сечение жил, мм2 |
||||||
|
5 |
7,5 |
10 |
12 |
15 |
18 |
20 |
|
|
Пропан |
5,0 |
8,0 |
10,0 |
12,0 |
15,0 |
17,0 |
19,0 |
|
Флюс |
0,6 |
0,6 |
0,8 |
0,8 |
1,0 |
1,0 |
1,0 |
Таблица 9
Расход материалов (г) при оконцевании алюминиевых жил наконечниками ЛАС (10 оконцеваний)
|
Материал |
Сечение оконцовываемых жил, мм2 |
||||||
|
300 |
400 |
500 |
625 |
800 |
1000 |
1500 |
|
|
Пропано-кислородная сварка |
|||||||
|
Пропан |
800 |
970 |
1150 |
1400 |
1700 |
2100 |
3000 |
|
Кислород, л |
820 |
1000 |
1200 |
1450 |
1760 |
2170 |
3100 |
|
Присадка |
280 |
360 |
440 |
530 |
670 |
820 |
1200 |
|
Асбест |
40 |
60 |
70 |
90 |
110 |
140 |
200 |
|
Флюс |
10 |
15 |
20 |
25 |
30 |
35 |
50 |
|
Термитная сварка |
|||||||
|
Присадка |
280 |
360 |
440 |
530 |
670 |
- |
- |
|
Асбест |
40 |
60 |
70 |
90 |
110 |
- |
- |
|
Флюс |
10 |
15 |
20 |
25 |
30 |
- |
- |
Таблица 10
Расход материалов при оконцевании алюминиевых жил наконечниками ЛА электродуговой сваркой (10 оконцеваний)
|
Материал |
Сечение оконцовываемых жил, мм2 |
||||||
|
300 |
400 |
500 |
625 |
800 |
1000 |
1500 |
|
|
Присадка (электродная проволока), г |
90 |
110 |
150 |
200 |
220 |
270 |
400 |
|
Аргон, л |
70 |
110 |
150 |
210 |
280 |
370 |
600 |
ПРИЛОЖЕНИЕ 23
Перечень
ГОСТ и ТУ на оборудование, инструменты и материалы, приведенные в Инструкции
|
Оборудование |
|
|
Преобразователи сварочные для дуговой электросварки с генератором постоянного тока |
ГОСТ 7237-70 |
|
Горелки ручные для аргоно-дуговой сварки типов РГА-150 и РГА-400 |
ГОСТ 5.917-71 |
|
Трансформаторы однофазные однопостовые для ручной электродуговой сварки |
ГОСТ 95-69 |
|
Редукторы для газопламенной обработки. Типы и основные параметры |
ГОСТ 6268-68 |
|
Трансформаторы сварочные ТШС |
ТУ 16-517.084-71 |
|
Выпрямители электросварочные многопостовые ВДМ1601 и ВДМ3001 на полупроводниковых вентилях |
ТУ 16.10-539.392-71 |
|
Полуавтоматы для дуговой сварки ПДШМ-500 и ПДШР-500 |
ТУ 16-539.216-69 |
|
Насадки к ПВ горелке |
ТУ 829-73 |
|
Генератор импульсов ГИ-ИДС-2 |
ТУ 36-1498-75 |
|
Баллоны стальные сварные для сжиженных газов на давление до 6 кгс/см2 |
ГОСТ 15860-70 |
|
Баллоны стальные малого и среднего объема для газов на Рр > 20 МПа (200 кгс/см2) |
ГОСТ 949-73 |
|
Щитки и маски для защиты электросварщика. Основные параметры и технические требования |
ГОСТ 1361-69 |
|
Выпрямители сварочные однопостовые полупроводниковые с крутопадающими внешними характеристиками для дуговой сварки. Основные параметры и технические требования |
ГОСТ 13821-68 |
|
Вентили силовые полупроводниковые кремниевые неуправляемые. Общие технические условия |
ГОСТ 10662-73 |
|
Выпрямитель электросварочный многопостовой ВКСМ-1000-1 на полупроводниковых кремниевых вентилях. Требования к качеству аттестованной продукции |
ГОСТ 5.153-72 |
|
Выпрямитель сварочный однопостовой ВДГ-301 |
ТУ 16-539-093-67 |
|
Генераторы постоянного тока для электродуговой сварки |
ГОСТ 304-69 |
|
Установка для ручной дуговой сварки в аргоне (УДГ) |
ТУ 16-539-073-67 |
|
Электрододержатель газодуговой ЭЗР-4-68 |
ТУ 26-05-57-67 |
|
Генератор для импульсно-дуговой сварки ГИД-1 |
ТУ 16-539-223-69 |
|
Полуавтомат ранцевый ПРМ |
ТУ МО.005.000 |
|
Пресс-клещи ПК-1М |
ТУ 36-930-67 |
|
Горелки газовоздушные ГПВМ-1, ГПВМ-0,1 |
ТУ 36-667-70 |
|
Осциллятор ОСПЗ-2М-1 |
ТУ-1-612-68 |
|
Инструменты |
|
|
Плоскогубцы комбинированные |
ГОСТ 5547-75 |
|
Напильники |
ГОСТ 1465-69 |
|
Набор приспособлений для сварки соединений гибкой ошиновки НГО |
ТУ 36-845-75 |
|
Набор инструментов для округления секторных однопроволочных алюминиевых жил кабелей |
ТУ 36-1541-71 |
|
Зубила слесарные |
ГОСТ 7211-72 |
|
Молотки слесарные стальные |
ГОСТ 2310-70 |
|
Отвертки слесарно-монтажные |
ГОСТ 17199-71 |
|
Набор принадлежностей для пропано-кислородной сварки алюминиевых жил проводов и кабелей сечением 16 - 240 мм2 |
ТУ 36-1732-74 |
|
Набор приспособлений НСО для стержневых оконцеваний проводов и кабелей |
ТУ 36-1673-73 |
|
Набор принадлежностей для ПВС алюминиевых проводов ОГК |
ТУ 36-1544-71 |
|
Материалы |
|
|
Проволока сварочная из алюминия и алюминиевых сплавов |
ГОСТ 7871-75 |
|
Проволока и прутки из меди и сплавов на медной основе сварочные |
ГОСТ 16130-72 |
|
Аргон газообразный и жидкий |
ГОСТ 10157-73 |
|
Бензины авиационные |
ГОСТ 1012-72 |
|
Мел для электродных покрытий |
ГОСТ 4415-75 |
|
Ветошь обтирочная (сортировочная) |
ГОСТ 5354-74 |
|
Электроды и ниппели графитированные |
ГОСТ 4426-71 |
|
Кабели для электрической дуговой сварки |
ГОСТ 6731-68 |
|
Прутки прессованные из алюминия и алюминиевых сплавов |
ГОСТ 21488-76 |
|
Профили прессованные из алюминия и алюминиевых сплавов. Полоса заготовочная П4. Сортамент |
ГОСТ 13616-68 |
|
Профили прессованные из алюминия и алюминиевых сплавов |
ГОСТ 8617-75 |
|
Проволока медная круглая электротехническая |
ГОСТ 2112-71 |
|
Катанка медная |
ГОСТ 13842-74 |
|
Проволока алюминиевая круглая электротехническая |
ГОСТ 6132-71 |
|
Проволока вольфрамовая. Сортамент |
ГОСТ 18903-73 |
|
Флюсы сварочные плавленые |
ГОСТ 9087-69 |
|
Угли сварочные |
ТУ 11-12-74 |
|
Пластины из алюминиевого сплава АД31Т1 |
ТУ 36-1740-74 |
|
Иттрированные вольфрамовые прутки |
ТУ 48-42-73-71 |
|
Патроны термитные ПАН и ПАТ для сварки |
ТУ 84-442-74 |
|
Патроны термитные ПА |
ТУ 84-447-74 |
|
Вольфрам лантанированный в виде прутков |
ТУ 48-19-27-72 |
|
Шнуры асбестовые |
ГОСТ 1779-72 |
|
Картон асбестовый |
ГОСТ 2850-75 |
|
Шкурка шлифовальная тканевая |
ГОСТ 5009-75 |
|
Светофильтры стеклянные для защиты глаз от вредных излучений на производстве |
ГОСТ 9497-60 |
|
Аноды графитированные |
ГОСТ 11256-73 |
|
Эмали марок ГФ-92 |
ГОСТ 9151-75 |
|
Газы углеводородные сжиженные топливные |
ГОСТ 10196-62 |
|
Термитные спички |
МРТУ 84-3-68 |
|
Ацетон |
ГОСТ 2603-71 |
СОДЕРЖАНИЕ