|
МИНИСТЕРСТВО ХИМИЧЕСКОГО И НЕФТЯНОГО МАШИНОСТРОЕНИЯ ГЛАВНОЕ НАУЧНО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ 129833. Москва, И-110. Безбожный пер., 25 15 декабря № 1-23-8/54 На № _______________________________ ┌ ┐ О
введении в действие руководящего документа единичного и мелкосерийного производства». |
┌ ┐ Руководителям НПО, ПО, |

Министерством утвержден руководящий документ РД 26-11-20-88 «Надежность изделий химического и нефтяного машиностроения. Система контроля и оценки надежности машин в эксплуатации. Контроль нормированных показателей надежности изделий единичного и мелкосерийного производства.» со сроком введения в действие с 01.04.89 г.
Прошу:
1. Генерального директора НПО «НИИхиммаш» т. Самсонова Н.М. в срок до 15 января 1989 года обеспечить заинтересованные организации и предприятия необходимым количеством экземпляров руководящего документа.
2. Руководителей НПО, ПО, предприятий и организаций отрасли обеспечить внедрение РД 26-11-20-88 с 01.04.89 в соответствии с РД 26-2-86.
3. Генерального директора НПО «НИИхиммаш» т. Самсонова Н.М., директора ВНИИхолодмаша т. Быкова А.В., г директора ВНИИнефтемаша т. Уманчика Н.П. оказать организациям и предприятиям научно-техническую и организационно-методическую помощь при внедрении.
|
Заместитель начальника Управления |
В.Н. Бондарев |
|
УТВЕРЖДАЮ Заместитель начальника _____________ В.Н. Бондарев «15» декабря 1988 г. |
ЛИСТ УТВЕРЖДЕНИЯ.
Надежность
изделий химического и нефтяного машиностроения.
Система контроля и оценки надежности машин в эксплуатации.
Контроль нормированных показателей надежности изделий
единичного и мелкосерийного производства.
РД 26-11-20-88
|
Заместитель директора НИИхиммаша |
_______________________ (подпись) |
В.В. Грязнов |
|
Начальник НИООС |
_______________________ (подпись) |
Ю.Б. Якимович |
|
Начальник отдела № 17 |
_______________________ (подпись) |
Е.Н. Гальперин |
|
Руководитель темы |
_______________________ (подпись) |
Р.Г. Маннапов |
|
Исполнители: |
|
|
|
Научный сотрудник |
_______________________ (подпись) |
О.В. Ткачева |
|
Научный сотрудник |
_______________________ (подпись) |
Н.Г. Иванова |
|
Соисполнители: |
|
|
|
Заместитель директора ВНИИхолодмаша |
_______________________ (подпись) |
И.М. Калнинь |
|
Начальник отдела № 14 |
_______________________ (подпись) |
Э.М. Бежанишвили |
|
Руководитель темы |
_______________________ (подпись) |
В.И. Смыслов |
|
Старший инженер |
_______________________ (подпись) |
Т.П. Кирилина |
|
Заместитель директора ВНИИнефтемаша |
_______________________ (подпись) |
С.В. Ловчев |
|
Начальник отдела № 11 |
_______________________ (подпись) |
Е.Н. Луговой |
|
Заведующий лабораторией |
_______________________ (подпись) |
В.А. Котов |
|
Научный сотрудник |
_______________________ (подпись) |
И.С. Калмыков |
РУКОВОДЯЩИЙ ДОКУМЕНТ
Надежность
изделий химического и нефтяного машиностроения.
Система контроля и оценки надежности машин в эксплуатация
КОНТРОЛЬ
НОРМИРОВАННЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
ИЗДЕЛИЙ ЕДИНИЧНОГО И МЕЛКОСЕРИЙНОГО ПРОИЗВОДСТВА
РД 26-11-20-88
Москва
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
Надежность
изделий химического КОНТРОЛЬ
НОРМИРОВАННЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ |
РД 26-11-20-88 |
Дата введения 01.04.89
Настоящий документ устанавливает основные методические положения контроля нормируемых показателей надежности изделий химического и нефтяного машиностроения единичного и мелкосерийного производства на этапе их эксплуатации, при которой осуществляется оценка соответствия изделий требованиям нормативно-технических конструкторских документов, технического задания и т.п.*)
________
*далее нормативно-технические документы
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Контроль нормируемых показателей надежности изделий химического и нефтяного машиностроения (в дальнейшем - изделий) единичного и мелкосерийного производства на этапе эксплуатации является составной частью работ по оценке и повышению надежности выпускаемых изделий.
Контроль показателей этих изделий производится., как правило, в условиях дефицита экспериментальных данных - числа эксплуатируемых изделий и величины наработки каждого из них, что делает необходимым использование методов контроля, отличных от методов, опирающихся на большой объем статистики. Это в равной мере относится как к этапам приемочных испытаний, так и к этапам начальной эксплуатации.
1.2. Результаты контроля показателей надежности, проводимого в соответствии с настоящим документом, предназначены для оценки надежности при проведении:
государственных и межведомственных приемочных испытаний;
аттестации качества;
проведении периодических испытаний;
проведении типовых испытаний.
1.3. Контроль показателей надежности предусматривает выполнение двух групп работ:
организационные, связанные с организацией получения необходимой экспериментальной информации;
методические, связанные с обработкой статистической информации и последующим использованием результатов этой обработки для оценки соответствия фактического уровня показателей надежности требованиям нормативно-технических документов.
Организационные работы направлены на обеспечение получения достоверной статистической информации о надежности исследуемых изделий с мест их эксплуатации.
Методические работы предусматривают:
планирование объемов наблюдений с целью получения необходимого объема экспериментальных данных при проведении эксплуатационных испытаний» или подконтрольной эксплуатации;
анализ результатов контрольных испытаний;
предварительную и окончательную обработку исходных данных с целью получения количественных оценок показателей надежности, в том числе с использованием дополнительной информации;
сопоставление достигнутого уровня надежности с требованиями нормативно-технических документов;
принятие решения о соответствии или несоответствии фактического уровня показателей предъявляемым требования по надежности.
1.4. Результаты проведенного контроля показателей надежности, представляемые при аттестации качества изделий, распространяются на генеральную совокупность, которой является объем изделий, выпущенных по соответствующим техническим условиям за период, лежащий между предыдущей модернизацией (совершенствованием) в части надежности, предшествующей моменту контроля показателей, и сроком очередной аттестации качества.
Результаты контроля показателей надежности на этапе межведомственных испытаний распространяются на опытные образцы изделий и подлежат уточнению к последующей аттестации качества. Эти результаты действуют до проведения оценки (контроля) показателей надежности к первой аттестации качества и распространяются на объем изделий, выпущенных за этот период.
1.5. Номенклатура нормируемых показателей надежности, подлежащих контролю в соответствии с методическими положениями настоящего документа, охватывает три основных составляющих свойства надежности: безотказность, долговечность и ремонтопригодность, соответствует РД РТМ 26-332-79 и охватывает показатели, указанные в соответствующих разделах.
1.6. При проведении контроля показателей надежности, составлении планов и программ эксплуатационных наблюдений (испытаний) предполагается, что все исследуемые изделия эксплуатируются в условиях действия планово-предупредительной системы технического обслуживания и ремонта (ППР), реализующей принцип регламентированного ремонта по ГОСТ 18322-78, либо другую стратегию технического обслуживания, указанную в эксплуатационной документации на исследуемое изделие.
1.7. При необходимости проведения одновременного контроля показателей, характеризующих различные свойства надежности объем испытаний (наблюдений) определяется как наибольший из объемов, требующихся для контроля отдельных показателей.
1.8. Выбор метода для контроля показателей надежности исследуемых изделий определяется разработчиком (изготовителем) в зависимости от конкретных технических и экономических условий.
2. ОРГАНИЗАЦИЯ ПОЛУЧЕНИЯ ЭКСПЛУАТАЦИОННОЙ ИНФОРМАЦИИ
2.1. Методы получения информации
Основными методами получения эксплуатационной информации для контроля показателей надежности являются: подконтрольная эксплуатация и проведение эксплуатационных испытаний. Основой обоих этих методов является организация баз подконтрольной эксплуатации.
2.2. Организация баз подконтрольной эксплуатации
2.2.1. Организация баз подконтрольной эксплуатации исследуемого изделия производится для:
проведения приемочных испытаний опытных образцов изделий при невозможности их проведения на предприятии-изготовителе;
получения в течение длительного периода времени систематизированной информации об эксплуатационной надежности исследуемого изделия;
повышения существующего и обеспечения требуемого уровня технического обслуживания и ремонтов исследуемого изделия;
широкого проведения эксплуатационных испытаний изделий, сборочных единиц, деталей и материалов повышенного качества и надежности.
2.2.2. Базой подконтрольной эксплуатации может являться предприятие-потребитель исследуемого изделия, отвечающее следующим требованиям:
наличие необходимого количества единиц исследуемого изделия;
наличие системы планово-предупредительного ремонта изделия, либо другой системы технического обслуживания, указанной в документации на изделие;
четкое ведение учетной эксплуатационной и ремонтной документации;
применение исследуемого изделия в типовых условиях по прямому назначению в режимах, оговоренных технической документацией.
Соответствие организуемой базы подконтрольной эксплуатации предъявляемым требованиям устанавливается при проведении первичного обследования предприятия-потребителя холода по специальной программе и в соответствии с изложенными ниже требованиями.
2.2.3. Взаимоотношения между базой подконтрольной эксплуатации и организацией, собирающей эксплуатационную статистику, как правило, основываются на договоре о научно-техническом сотрудничестве, либо на хозяйственном договоре.
При проведении работ на основе договора о научно-техническом сотрудничестве предусматриваются взаимные обязательства сторон, в том числе следующие:
со стороны организации, проводящей сбор эксплуатационной информации:
1) оказание методической и консультационной помощи по совершенствованию эксплуатации, технического обслуживания и ремонтов эксплуатируемого изделия;
2) первоочередную установку экспериментальных сборочных единиц, деталей и материалов повышенного качества и надежности;
3) выезд по запросам базы на проведение микрометража и оценку состояния изделия при проведении технического обслуживания и ремонтов;
4) проведение исследований отказавших и преждевременно изношенных деталей с целью установления причин их выхода из строя;
со стороны базы подконтрольной эксплуатации:
1) тщательное ведение журнала учета наработки и ремонтной документации, в том числе хронометража ремонтных работ;
2) предоставление возможности испытаний экспериментальных сборочных единиц, деталей и материалов повышенной надежности и ведение (при необходимости) дополнительной учетной документации по этим объектам испытаний;
3) своевременное сообщение о проводимых ревизиях и ремонтах изделия;
4) передача организации, Проводящей сбор эксплуатационной статистики, отказавших и изношенных деталей для проведения их лабораторного исследования.
2.3. Порядок обследования предприятий-потребителей
2.3.1. Обследование предприятия-потребителя производится с целью:
1) определения по результатам анализа условий эксплуатации, состояния изделия, качества ведения эксплуатационной и ремонтной документации, целесообразности организации на данном предприятии базы подконтрольной эксплуатации;
2) получения первоначального объема статистических данных на базе подконтрольной эксплуатации.
2.3.2. Обследование предприятия-потребителя производится комплексной бригадой, в состав которой должны входить: специалист по исследуемому изделию, представитель, службы надежности, специалист-измеритель для проведения микрометражных работ.
Бригада при выезде должна иметь:
1) комплект сводных карт статистических данных на обследуемое изделие;
2) комплект мерительного инструмента для проведения микрометража;
3) комплект карт микрометража;
4) рабочий журнал произвольной формы.
2.3.3. Обследование предприятия-потребителя производится в следующем порядке.
1) Фиксируются общие данные исследуемого изделия, в том числе:
общая производительность в кВт, тоннах, м3/ч и т.д.;
номер, год выпуска изделия, назначение и способ применения;
состав изделия;
режим работы.
2) Оценивается уровень эксплуатации изделия, в том числе:
соответствие фактических режимов работы паспортным данным;
наличие и частота отклонений от режимов эксплуатации и их причины;
наличие контрольно-измерительных приборов, их исправность и наличие пломб госповерителя;
выполнение других требований инструкций по эксплуатации изделии;
наличие системы планово-предупредительного ремонта изделий;
3) Оценивается состояние эксплуатационной, ремонтной и другой учетной документации, в том числе:
наличие и качество заполнения суточных журналов учета наработки, отказов и повреждений в части фиксирования наработки, режимов работы, отказов, дат проведения технических обслуживаний и ремонтов, замечаний и указаний начальника цеха и т.д.;
наличие и качество заполнения ремонтных журналов в части указания длительности ремонтных работ, сложности проводимых ремонтов, перечня заменяемых деталей и т.д.;
бухгалтерский учет затрат, связанных с эксплуатацией установки в части затрат на электроэнергию, ремонты, приобретение ЗИПа, смазочного масла, зарплату машинистов и ремонтников и др.
4) Определяется обеспеченность изделия обслуживающим персоналом, в том числе:
число и квалификация машинистов;
число и квалификация ремонтников, в том числе по специальностям (слесари, специалисты по КИП и др.).
По результатам проведенного обследования Принимается решение о целесообразности использования данного предприятия в качестве базы подконтрольной эксплуатации исследуемого оборудования.
2.4. Остальные методические положения организации получения эксплуатационной информации по РД 50-204-87 и РД 26-11-04-85.
3. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ
3.1. Методы контроля показателей
3.1.1. Контроль показателей безотказности предусматривает проведение экспериментальных исследований, позволявших определить соответствие фактического уровня показателей требованиям нормативно-технической документации и может быть выполнен методами, относящимися к двум группам:
экспериментальным и расчетно-экспериментальным.
К группе экспериментальных методов относятся:
методы, основанные на проведении испытаний по специальным планам и принятии решения о соответствии контролируемых показателей установленным требованиям в зависимости от полученных в процессе испытаний объемов наработки и числа отказов и сравнении их с контрольным нормативом (метод Последовательных испытаний, метод однократной выборки);
методы, предусматривавшие определение значений контролируемых показателей с заданной точностью и достоверностью и последующее их сравнение с нормированной величиной с целью установления их соответствия (методы, основанные на обработке полных, однократно и многократно цензурированных выборок, метод доверительных границ).
К расчетно-экспериментальным методам относятся методы контроля показателей надежности основанные на сравнении с установленным нормативом численных значений, рассчитанных по исходным данным, полученным экспериментальными методами с использованием дополнительной информации.
Применяемость методов контроля по ГОСТ 27.410-87 либо по нормативной документации на конкретные типы изделий.
Методы определения показателей надежности по полным, однократно и многократно цензурированным выборкам по РД 26-11-21-88.
3.1.2. При планировании контроля показателей безотказности по эксплуатационным данным необходимо в общем случае решить две основные задачи:
на основании предварительной информации выбрать вид испытаний и тип плана;
для выбранного типа плана испытаний установить его параметры, обеспечивающие получение необходимого качества контроля показателей.
При выборе вида испытаний необходимо иметь ввиду, что метод последовательных контрольных испытаний дает примерно на 30 % меньший объем испытаний, чем метод однократной выборки, но имеет недостаток, заключающийся в неопределенности момента окончания испытаний и его зависимости от промежуточных результатов (величины наработки, числа отказов).
При ориентации на проведение испытаний (наблюдений) методом однократной выборки с последующим использованием дополнительной информации необходимо определить ее объем и качество, а также иметь ввиду, что наличие отказов в экспериментальных данных испытаний возможно компенсировать только большим объемом положительной априорной статистики.
Одноступенчатым методом контроля целесообразно пользоваться при жестком ограничении времени контроля, а последовательным методом - при ограничении числа испытываемых объектов. Учитывая, что для изделий мелкосерийного и индивидуального производства при проведении испытаний, особенно для подготовки оценки надежности к МВК и первой аттестации качества имеются, как правило, ограничения по обоим критериям, планирование испытаний должно проводиться одновременно с подготовкой дополнительной информации.
3.1.3 Испытания последовательным методом, методом однократной выборки проводятся по определенному плану, определяющему:
количество испытываемых образцов;
стратегию проведения испытаний (с восстановлением, заменой отказавших изделий или без этих операций);
правило прекращения испытаний (по достижении планируемой наработки или числа отказов);
количество независимых наблюдений и числа отказов, позволяющих принять решение о прекращении испытаний и оценить их результаты.
При испытаниях на безотказность наблюдаемыми величинами являются число отказов и наработка испытываемых изделий.
Основанием для выбора плана испытаний являются: риск поставщика a, риск потребителя β, приемочное значение показателя, например, Ta, и браковочное значение показателя Тβ. При этом вероятность приемки изделий с приемочным уровнем безотказности Ta равна 1 - a , а вероятность приемки изделий с браковочным уровнем показателя Тβ равна β.
При определении объема испытаний и выбора по этому критерию характеристик плана испытаний большое значение имеет размещение интервала [Тβ; Тa] относительно нормы показателей типа Т. При равенстве Тβ = Т имеем при прочих равных условиях наибольший объем испытаний. Для планирования контрольных испытаний для показателей, ограниченных снизу (типа Т, Т0, Р) рекомендуется располагать в интервал [Тβ; Тa] таким образом, чтобы норматив показателя находился в верхней половине интервала; для показателей, ограниченных сверху (типа λ; ω; Tg) - в нижней половине интервала.
В экономически обоснованных случаях допускается размещать интервалы /Pβ; Pa/и /Tβ; Ta/ таким образом, чтобы обеспечить равенство потерь изготовителя и потребителя от неправильных результатов испытаний, например, симметрично относительно величин Р и Т.
3.1.4. Учет отказов исследуемых изделий производится, исходя из следующих положений:
одна неисправность учитывается как один отказ;
несколько одинаковых неисправностей учитываются как соответствующее количество отказов;
две или несколько возникающих одновременно, неисправностей, не связанных между собой, учитываются как соответствующее количество отказов;
из нескольких отказов, взаимосвязанных между собой, учету подлежат только первичные отказы;
Не подлежат учету отказы, возникающие по следующим причинам:
нарушение технологии восстановительных работ и работ технического обслуживания;
ошибки обслуживающего персонала;
нарушения режима испытаний, при которых возникают нагрузки и режимы работы компрессоров, не соответствующие указанным в НТД.
При оценке достигнутого уровня надежности изделий не подлежат также учету отказы по причинам, устраненным вследствие внедрения мероприятий по доработке конструкции и технологии изготовления, эффективность которых очевидна и подтверждена последующей эксплуатацией.
3.1.5. При анализе отказов с целью разработки мероприятий по их предотвращению необходимо провести их классификацию на конструкционные, производственные, эксплуатационные и деградационные (вызванные естесственным протеканием процессов старения изделий).
3.2. Метод последовательных испытаний
3.2.1. Общий принцип испытаний.
Последовательные испытания основаны на проведении эксплуатационных испытаний (наблюдений) за выборкой испытываемых изделий с вынесением периодического решения об окончании испытаний или их продолжении в соответствии с имеющимися на момент принятия решения экспериментальными данными.
Планирование испытаний проводится для контроля показателей безотказности типа Т, Т0, Р, и зависит от вида распределения наработки на отказ (до отказа).
Значения величин риска поставщика a и риска потребителя β выбираются в зависимости от конкретных условий испытаний (наблюдений) в интервале от 0,10 до 0,20. Соотношения приемочного и браковочного уровня контролируемых показателей приведены в приложении 7 ГОСТ 27.410-87.
При определении числа испытываемых (наблюдаемых) изделий исходим из того, что для невосстанавливаемых изделий оно должно быть не менее числа отказов при усечении плана испытаний, а для восстанавливаемых изделий определяется, исходя из условий организации наблюдений, зависит от вида распределения и теоретически может быть равно одному при сохранении независимости каждого наблюдения.
В целях ограничения длительности испытаний производится
процедура их «усечения» при числе отрицательных исходов ryc
по суммарной наработке ![]() или числу циклов испытаний nус. Графическое представление плана проведения
последовательных испытаний приведено на рис. 1,
2.
или числу циклов испытаний nус. Графическое представление плана проведения
последовательных испытаний приведено на рис. 1,
2.
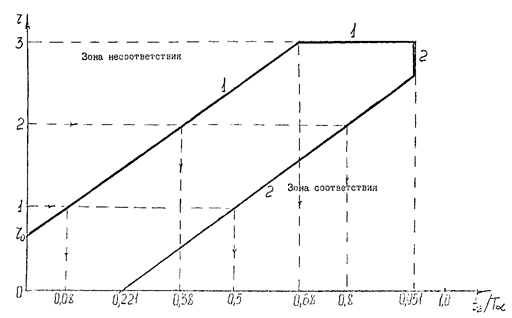
3.2.2. Планирование испытаний для контроля показателей типа Т.
Планирование испытаний предусматривает расчет и построение графика испытаний (см. рис. 1) в зависимости от принятых характеристик плана и вида распределения контролируемого показателя типа Т (наработка на отказ, наработка до отказа).
Экспоненциальное распределение.
Порядок графического представления выбранного плана последовательных испытаний на безотказность следующий;
по данным табл. 1, в прямоугольной системе координат r tΣ/Тα через точки с координатами r = 0; tΣ/Тα = a и r = r0; tΣ/Тa = 0 проводится прямая линия несоответствия безотказности изделий установленным требованиям (линия 1);
через точку с координатами r = r0, tΣ/Тa = t0/ Тα параллельно линии несоответствия изделий установленным требованиям проводится линия соответствия изделий установленным требованиям (линия 2);
через точку с координатами r = ryceч; ТΣ/Тα = 0 параллельно оси tΣ/Тα проводится линия усечения по числу отказов (линия 1ʹ);
через точку с координатами r = r0; tΣ/Тα = ТΣусеч/Тα параллельно оси r проводится линия усечения по суммарной наработке (линия 2ʹ).
ГРАФИК ПОСЛЕДОВАТЕЛЬНЫХ ИСПЫТАНИЙ КОНТРОЛЯ ВЕЛИЧИНЫ Т
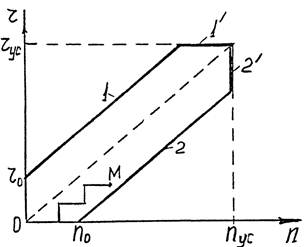
1, 1ʹ - линия несоответствия; 2, 2ʹ - линия соответствия
ГРАФИК ПОСЛЕДОВАТЕЛЬНЫХ ИСПЫТАНИЙ КОНТРОЛЯ ВЕЛИЧИНЫ Р
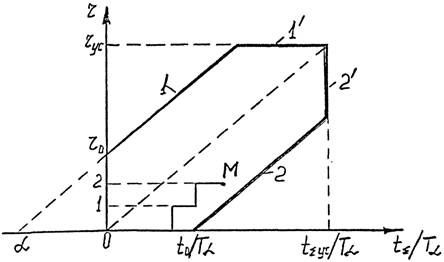
1, 1ʹ - линия несоответствия; 2, 2ʹ - линия соответствия
Линии 1ʹ и 2ʹ являются соответственно линиями несоответствия и линиями соответствия при усечении испытаний.
Уравнения линий 1 и 2 имеют вид:
линия 1 (несоответствия)
|
|
(1) |
линия 2 (соответствия)
|
|
(2) |
Распределение Вейбулла
Планирование производится при известном параметре формы
распределения «b» и соответствует планированию
для экспоненциального распределения, но вместо относительной суммарной
наработки tΣ/Tα используется сумма отношений ![]()
Уравнения прямых соответствия и несоответствия тлеют вид:
линия 1 (несоответствия)
|
|
(3) |
линия 2 (соответствия)
|
|
(4) |
Значения a,
r0, rусеч.
и ![]() принимают по табл. 1, используя вместо Tα/Тβ
величину (Tα/Тβ)b
принимают по табл. 1, используя вместо Tα/Тβ
величину (Tα/Тβ)b
Значения параметра формы распределения Вейбулла для некоторых элементов изделий химического и нефтяного машиностроения приведены в справочном приложении 2.
При неизвестном параметре формы распределения «b» и рекомендуется применять методику проведения испытаний, указанную в п. 1.2.3 приложения 7 ГОСТ 27.410-87.
Нормальное распределение (усечение слова).
Уравнения прямых соответствия и несоответствия имеют вид:
линия 1 (несоответствия)
|
|
(5) |
линия 2 (соответствия)
|
|
(6) |
|
|
(7) |
|
|
(8) |
|
|
(9) |
|
|
(10) |
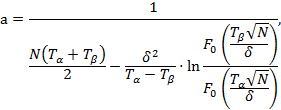
Для проведения планирования необходимы объем выборки величины параметров распределения а и δ и общие характеристики плана контроля.
При отсутствии этих данных рекомендуется принимать величину параметра «a» равной норме контролируемого показателя, а величину параметра δ в интервале от 0,2 до 0,3.
Логарифмически нормальное распределение.
Планирование ведется по предыдущему пункту с заменой наработки на логарифм наработки.
Рекомендуемые планы контрольных испытаний последовательным методом показателей типа Т для экспоненциального распределения
|
Tα/Tβ |
а |
r0 |
rус |
t0/Tα |
tΣус/Tα |
|
a = β = 0,10 |
|||||
|
21,70 |
6,74 |
0,713 |
1 |
0,106 |
0,0995 |
|
7,30 |
3,17 |
1,110 |
2 |
0,349 |
0,408 |
|
5,00 |
2,49 |
1,370 |
3 |
0,549 |
0,735 |
|
4,83 |
2,43 |
1,400 |
3 |
0,574 |
0,780 |
|
4,00 |
2,16 |
1,590 |
4 |
0,732 |
1,090 |
|
3,83 |
2,11 |
1,640 |
4 |
0,776 |
1,180 |
|
a = β = 0,20 |
|||||
|
7,25 |
3,15 |
0,700 |
|
0,222 |
0,195 |
|
5,00 |
2,49 |
0,712 |
1 |
0,347 |
0,348 |
|
4,00 |
2,16 |
1,000 |
2 |
0,462 |
0,515 |
|
3,64 |
2,04 |
1,070 |
2 |
0,526 |
0,613 |
|
3,50 |
2,00 |
1,110 |
2 |
0,555 |
0,667 |
|
3,00 |
1,82 |
1,260 |
2 |
0,693 |
0,923 |
|
2,79 |
1,74 |
1,350 |
3 |
0,777 |
1,090 |
|
2,50 |
1,64 |
1,510 |
4 |
0,924 |
1,420 |
|
2,40 |
1,60 |
1,580 |
4 |
0,987 |
1,580 |
3.2.3. Планирование испытаний для контроля показателей типа Р.
Планирование контроля показателей типа Р (вероятность безотказной работы) проводится аналогично изложенному в п. 3.2.2, при этом линии соответствия и несоответствия описываются следующими уравнениями независимо от вида распределения (рис. 2)
|
|
(11) |
|
|
(12) |
Исходные данные для построения графика испытаний принимаются по табл. 2, исходя из величин a, β, Pa и Pβ.
Усечение испытаний по числу отрицательных исходов следует производить при rус по числу наблюдений, исходя из nус.
Планы контроля показателей типа Р по последовательному методу
|
Pa |
Pβ |
a |
r0 |
rус |
n0 |
nʹус |
|||
|
a = β = 0,10 |
|||||||||
|
0,990 |
0,960 |
0,0217 |
1,55 |
5 |
71,60 |
106 |
|||
|
0,950 |
0,0250 |
1,33 |
3 |
53,30 |
71,20 |
||||
|
0,980 |
0,920 |
0,0436 |
1,52 |
4 |
34,80 |
51,50 |
|||
|
0,900 |
0,0502 |
1,30 |
3 |
25,80 |
34,30 |
||||
|
0,950 |
0,800 |
0,1100 |
1,41 |
4 |
12,80 |
18,70 |
|||
|
0,750 |
0,1280 |
1,19 |
3 |
9,33 |
11,20 |
||||
|
0,900 |
0,700 |
0,1860 |
1,63 |
5 |
8,74 |
15,30 |
|||
|
0,600 |
0,2260 |
1,23 |
3 |
5,41 |
7,76 |
||||
|
0,500 |
0,2680 |
1,00 |
2 |
3,74 |
4,78 |
||||
|
0,850 |
0,550 |
0,2840 |
1,43 |
4 |
5,08 |
8,56 |
|||
|
0,400 |
0,3520 |
1,03 |
3 |
2,92 |
4,06 |
||||
|
0,250 |
0,4320 |
0,78 |
2 |
1,80 |
2,20 |
||||
|
a = β = 0,20 |
|||||||||
|
0,990 |
0,970 |
0,0132 |
1,23 |
2 |
67,80 |
90,20 |
|||
|
0,980 |
0,0217 |
0,98 |
2 |
43,20 |
50,10 |
||||
|
0,950 |
0,0250 |
0,31 |
1 |
33,40 |
33,60 |
||||
|
0,980 |
0,940 |
0,0365 |
1,22 |
3 |
33,40 |
44,10 |
|||
|
0,920 |
0,0436 |
0,96 |
2 |
22,10 |
24,30 |
||||
|
0,900 |
0,0502 |
0,82 |
1 |
16,50 |
16,20 |
||||
|
0,950 |
0,850 |
0,0919 |
1,15 |
2 |
12,40 |
16,40 |
|||
|
0,800 |
0,110 |
0,89 |
2 |
8,05 |
8,86 |
||||
|
0,750 |
0,128 |
0,75 |
1 |
5,39 |
5,77 |
||||
|
0,900 |
0,700 |
0,186 |
1,03 |
2 |
5,51 |
7,15 |
|||
|
0,600 |
0,226 |
0,77 |
1 |
3,41 |
3,68 |
||||
|
0,500 |
0,268 |
0,63 |
1 |
2,36 |
2,26 |
||||
|
0,850 |
0,550 |
0,284 |
0,90 |
2 |
3,18 |
4,05 |
|||
|
0,400 |
0,352 |
0,65 |
1 |
1,84 |
1,92 |
||||
|
0,250 |
0,432 |
0,49 |
1 |
1,13 |
1,04 |
||||
3.2.4. Оценка результатов испытаний.
В процессе проведения испытаний периодически рассматриваются
их результаты и принимается одно из трех решений, содержание которых
определяется положением точки М с координатами «число отказов» (r) и «относительная суммарная наработка» ![]() при контроле показателей типа Т, и
координатами «число отказов (r)» и «число циклов
испытаний (n)» и при контроле показателей типа Р, на
графике плана испытаний.
при контроле показателей типа Т, и
координатами «число отказов (r)» и «число циклов
испытаний (n)» и при контроле показателей типа Р, на
графике плана испытаний.
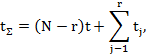
При испытаниях с восстановлением или заменой отказавших изделий суммарная наработка рассчитывается по формуле:
|
|
(13) |

где ti - наработка каждого из N испытываемых образцов.
При испытаниях без замены или восстановления суммарная наработка в момент t равна
|
|
(14) |
где tj - наработка до отказа j-го из r отказавших образцов.
N - число испытываемых изделий.
Решение о соответствии изделий требованиям НТД по безотказности принимается в случае нахождения точки М в зоне или на линии соответствия (линии 2 и 2ʹ).
Решение о несоответствии изделий предъявляемым требованиям по безотказности принимается в случае нахождения точки М в зоне, или на линии несоответствия (линии 1 и 1ʹ).
В случае нахождения точки М между линиями соответствия и несоответствия испытания продолжаются.
Решение принимается:
в случае появления каждого отказа на испытаниях;
в случае достижения испытываемыми изделиями величин наработок, соответствующих расположению точки М на линии соответствия при имеющемся числе отказов r.
Пример принятия решений приведен в приложении 3.
3.3. Метод однократной выборки
3.3.1. Общий принцип испытаний.
Контролю методом однократной выборки подвергаются показателя безотказности - вероятность безотказной работы Р; наработка на отказ Т, наработка до отказа Т0 и показатели, однозначно с ними связанные для конкретных условий исследований и конкретных изделий.
Исходными данными для планирования наблюдений являются: риск изготовителя α, риск потребителя β, приемочное
значение контролируемого показателя Pa и Тa и браковочное значение контролируемого показателя Pβ и Тa.
Основа метода контроля показателей безотказности одноступенчатым методом заключается в одновременном проведении независимых испытаний, наблюдений N изделий в течение расчетной наработки t и принятии решения о соответствии изделий требованиям по безотказности на основании числа полученных отказов и суммарной наработки. Метод может быть реализован при проведении эксплуатационных испытаний и при организации эксплуатационных наблюдений.
3.3.2. Планирование испытаний для контроля показателей типа Т.
Контроль показателей типа наработки на отказ Т и наработки до отказа Т0 планируется в зависимости от вида распределения наработки до отказа (между отказами).
Планируемыми величинами, определяющими объем испытаний, являются максимальная суммарная наработка испытываемых (наблюдаемых) изделий t и максимальное допустимое число отказов rпр.
Экспоненциальное распределение
Характеристики рекомендуемых планов контроля приведены в табл. 3.
При испытаниях без восстановления и замены отказавших изделий объем выборки должен быть не менее предельного числа отрицательных исходов rпр.
Распределение Вейбулла
Планирование контроля производится аналогично предыдущему пункту, но вместо относительной суммарной наработки фиксируется сумма
|
|
(15) |

а вместо ![]() используется выражение
используется выражение ![]()
Для проведения планирования необходимо знать коэффициент формы распределения b.
Нормальное распределение (усечение слева)
План контроля строится в соответствии с п. 3.3.1.3 после пересчета контролируемого показателя на вероятность безотказной работы с использованием соотношения
|
|
(16) |
если нормируется Tср, а продолжительность испытаний tu
|
|
(17) |
если нормируется Тγ, a tu = Тγ,
|
|
(18) |
если нормируется Тγ, и tu ≠ Тγ.
При расчете принять F0 (Uγ) = γ/100.
Логарифмически-нормальное распределение
Используются зависимости предыдущего пункта с заменой наработки на логарифм наработки.
Планы контроля показателей типа Т по одноступенчатому методу для экспоненциального распределения
|
a |
Tα/Tβ при β |
rпр |
|
|
|
0,10 |
0,20 |
|||
|
0,10 |
21,740 |
15,380 |
1 |
0,105 |
|
7,299 |
5,650 |
2 |
0,532 |
|
|
4,831 |
3,891 |
3 |
1,102 |
|
|
3,831 |
3,164 |
4 |
1,745 |
|
|
3,289 |
2,762 |
5 |
2,432 |
|
|
0,20 |
10,310 |
7,246 |
1 |
0,223 |
|
4,717 |
3,636 |
2 |
0,824 |
|
|
3,472 |
2,785 |
3 |
1,535 |
|
|
2,907 |
2,404 |
4 |
2,297 |
|
|
2,590 |
2,174 |
5 |
3,089 |
|
3.3.3. Планирование испытаний для контроля показателей типа Р.
Характеристики рекомендуемых планов контроля приведены в табл. 4. Для проведения контроля показателей организуется «n» независимых наблюдений, длительность каждого из которых равна наработке, за которую задана вероятность безотказной работы независимо от вида распределения.
В случае необходимости принятия других характеристик плана испытаний можно пользоваться таблицами 34, 35 приложения 7 ГОСТ 27.410-87.
Характеристика плана контроля показателей типа Р одноступенчатым методом
|
Pa |
Pβ |
Ca |
n |
|
a = β = 0,10 |
|||
|
0,950 |
0,600 |
0 |
5 |
|
0,550 |
0 |
4 |
|
|
0,500 |
0 |
4 |
|
|
0,940 |
0,500 |
0 |
4 |
|
0,400 |
0 |
3 |
|
|
0,930 |
0,500 |
0 |
4 |
|
0,400 |
0 |
3 |
|
|
0,300 |
0 |
2 |
|
|
0,920 |
0,400 |
0 |
3 |
|
0,300 |
0 |
2 |
|
|
0,910 |
0,400 |
0 |
3 |
|
0,300 |
0 |
2 |
|
|
0,900 |
0,400 |
1 |
5 |
|
0,300 |
0 |
2 |
|
|
0,850 |
0,300 |
1 |
4 |
|
0,800 |
0,300 |
2 |
6 |
|
a = β = 0,20 |
|||
|
0,950 |
0,700 |
0 |
5 |
|
0,600 |
0 |
4 |
|
|
0,940 |
0,700 |
0 |
5 |
|
0,650 |
0 |
4 |
|
|
0,930 |
0,700 |
0 |
5 |
|
0,650 |
0 |
4 |
|
|
0,600 |
0 |
3 |
|
|
0,920 |
0,650 |
0 |
4 |
|
0,600 |
0 |
3 |
|
|
0,550 |
0 |
3 |
|
|
0,910 |
0,600 |
0 |
3 |
|
0,550 |
0 |
3 |
|
|
0,500 |
0 |
2 |
|
|
0,900 |
0,550 |
0 |
3 |
|
0,600 |
0 |
2 |
|
|
0,850 |
0,500 |
1 |
5 |
|
0,400 |
0 |
2 |
|
|
0,300 |
0 |
2 |
|
|
0,800 |
0,400 |
1 |
4 |
|
0,300 |
1 |
3 |
|
3.3.4. Оценка результатов испытаний.
В ходе испытаний (наблюдений) фиксируется число отказов r и суммарная наработка t или n.
При испытаниях без замены и восстановления изделий:
|
|
(19) |
где tj - наработка j-го из r отказавших изделий.
При испытаниях с заменой
|
|
(20) |

Если первым достигается предельное число отказов rпр то результаты испытаний отрицательны, если tΣ ≠ tmax при r ˂ rпр то Результаты испытаний положительны.
При контроле показателей типа Р после n-го наблюдения принимается решение о соответствии безотказности установленным требованиям, если число отказов не больше приемочного числа отказов Са. Решение о несоответствии принимается при достижении числа отказов больше приемочного, при этом испытания могут быть прекращены.
3.4. Метод доверительных границ
При использовании метода доверительных границ решение о соответствии фактического уровня надежности изделия установленному в НТД принимается на основании сравнения нижней или верхней доверительной границы контролируемого показателя надежности, рассчитанной по результатам испытаний, с его браковочным уровнем (или, что то же самое, с заданным в НТД значением, так как принимаем Rβ = Rтр.)
Порядок контроля показателей надежности методом доверительных границ следующий:
по результатам проведенного испытания (определительного или контрольного или другим методом) или накопленным статистическим данным рассчитывают точечную оценку показателя надежности R (среднюю наработку до отказа Т0, наработку на отказ Т, среднее время восстановления Тв), задаются значением доверительной вероятности γ (или принимают γ = 1 - β, если было задано Rβ);
рассчитывают одностороннюю доверительную границу - нижнюю Rγ (для показателей безотказности, ограниченных снизу) или верхнюю границу для показателей, ограниченных сверху;
сравнивают вычисленное значение доверительной границы с заданным в НТД. Условие положительного результата контроля для показателей безотказности, долговечности является:
|
|
(21) |
при ограничении показателей снизу и
|
|
(22) |
при ограничений показателей сверху.
Формулы для расчета показателей надежности для конкретных планов определительных испытаний приведены в РД 26-11-21-88.
Применение метода доверительных границ при предварительном планировании испытаний (наблюдений) по ГОСТ 27.410-87.
3.5. Контроль показателей с использованием дополнительной информации
Использование дополнительной информации при контроле показателей безотказности допускается в следующих случаях:
тлеющийся объем экспериментальных данных по контролируемому изделию (результатов эксплуатационных испытаний и наблюдений) недостаточен для подтверждения соответствия фактического уровня показателей требованиям нормативно-технической документации (мала наработка при отсутствии отказов» недостаточно число объектов);
полученные характеристики точности и достоверности оценки показателей безотказности хуже допустимых.
Экспериментальные данные по эксплуатационным испытаниям и наблюдениям непосредственно по контролируемому изделию являются основной информацией. Эта информация представляется в виде точечной оценки показателей безотказности и ее дисперсии для изделия в целом либо его составных частей, либо в виде характеристики и результатов испытаний (наблюдений).
В качестве дополнительной информации при оценке показателей безотказности по результатам эксплуатационных испытаний и наблюдений допускается использовать:
результаты всех видов предыдущих испытаний исследуемых изделий;
результаты всех видов предыдущих испытаний сборочных единиц и элементов исследуемых изделий;
результаты предыдущих эксплуатационных наблюдений за исследуемыми изделиями;
результаты эксплуатационных наблюдений за изделиями-аналогами, имеющими в своем составе сборочные единицы и элементы исследуемых изделий.
Оценка показателей безотказности неосновной и дополнительной информации выполняется в соответствии с РД 26-11-21-88.
Возможность использования дополнительной информации при оценке показателей безотказности определяется следующими условиями:
идентичностью конструкции, назначения и способа испытаний сборочных единиц и элементов исследуемых изделий, испытываемых в составе изделий-аналогов;
отклонением режимов испытаний, создающим основные нагрузки в исследуемых изделиях, сборочных единицах и элементах не более, чем на 30 % от среднестатистических режимов нагружения;
использованием в изделиях, сборочных единицах и элементах, дающих дополнительную информацию аналогичных (или худших) конструкционных материалов, методов упрочнения, смазочных и других материалов, определяющих условия нагружения и сопротивляемость процессам потери работоспособности.
3.5.2. Методы оценивания показателей.
Основными методами оценивания показателей безотказности с использованием дополнительной информации являются линейные методы, основанные на использовании априорных оценок этих показателей для изделий и их составных частей.
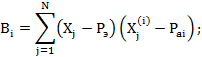
Применяемость методов зависит от исходных данных, структуры изделий и ее влияния на взаимосвязь показателей безотказности изделия и его частей. В табл. 5 приведены основные расчетные формулы и условия применимости отдельных методов.
ЛИНЕЙНЫЕ МЕТОДЫ ОЦЕНИВАНИЯ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ И УСЛОВИЯ ИХ ПРИМЕНЕНИЯ
|
Основная информация |
Характеристики метода |
Дополнительная информация |
||
|
Априорные оценки показателей Ra и их дисперсии D(Ra) |
Априорные оценки показателей составных частей Rai и их дисперсии D(Rai) |
Оценки Pai составных частей за время ta число составных частей на испытаниях Ni |
||
|
Экспериментальная оценка показателя Uэ и ее дисперсии D(Uэ) |
Расчетные формулы |
Метод Л1
|
Метод Л2
|
|
|
Условия применения без ограничения |
без ограничений |
|
|
|
|
Номенклатура показателей |
|
|
|
|
|
Экспериментальная оценка показателя составных частей Uэi. и их дисперсий D(Uэi) |
Расчетные формулы |
Метод Л3
|
Метод Л4
|
|
|
Условия применения без ограничения |
|
|
|
|
|
Номенклатура показателей |
ω; λ, T1); T01) |
ω; λ, T1); T01) |
|
|
|
Моменты отказов изделия в
целом ti; |
Расчетные формулы |
|
|
Метод Л5
|
|
Условия применения без ограничения |
|
|
без ограничений |
|
ПРИМЕЧАНИЕ. Показатели оцениваются при наличии простейшего
потока отказов через соотношения ![]() и
и ![]()
Выполнение условия ![]() определяет линейность соотношения между
показателем надежности изделия R и показателями
надежности его составных частей Ri. Такое
условие выполняется, например, для таких показателей, как параметр потока
отказов ω, интенсивность отказов λ. При наличии простейшего потока
отказов этими методами можно пользоваться для показателей наработки на отказ Т
и средней наработки до отказа То, используя соотношения
определяет линейность соотношения между
показателем надежности изделия R и показателями
надежности его составных частей Ri. Такое
условие выполняется, например, для таких показателей, как параметр потока
отказов ω, интенсивность отказов λ. При наличии простейшего потока
отказов этими методами можно пользоваться для показателей наработки на отказ Т
и средней наработки до отказа То, используя соотношения ![]() и
и ![]() (для неремонтируемых изделий).
(для неремонтируемых изделий).
С конструктивной точки зрения предпосылками для существования линейности показателей является отсутствие структурного резервирования в исследуемых изделиях.
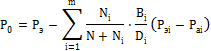
При использовании метода Л5 по табл. 5 применяются следующие вспомогательные величины:
Рэ - экспериментальная оценка вероятности безотказной работы изделия;
Рэi, Pai - экспериментальная И априорная оценки вероятности безотказной работы составных частей.
|
|
(23) |
|
|
(24) |
|
|
(25) |
|
|
(26) |
|
|
(27) |
Примеры применения линейного метода оценивания показателей безотказности приведены в приложении 4.
Для оценки показателя вероятности безотказной работы о
использованием дополнительной информации могут быть использованы нелинейные
методы оценивания, при которых существование выражения ![]() необязательно.
необязательно.
Методы предусматривают использование априорных оценок показателей в качестве дополнительной информации и используются для определения точечной и интервальной оценки вероятности безотказной работы.
Расчетные формулы и необходимый табличный материал приведены в разделе 3.2 ГОСТ 27.201-81.
При наличии достоверной информации об априорном распределении определяемых показателей безотказности и достаточной статистики для проверки справедливости распространения этого закона на экспериментальную информацию могут быть применены байесовские методы оценивания показателей безотказности.
Эти методы основаны на использовании априорных распределений показателей надежности.
Математический аппарат и справочные таблицы приведены в разделах 3.3 и 3.4 ГОСТ 27.201-81.
3.5.3. Оценка результатов контроля.
Оценка результатов контроля с использованием дополнительной информации оценивается путем сопоставления полученных значений показателей с нормами, указанными в нормативной документации. Решающие правила для оценки результатов контроля при разных вариантах определения показателей и задания норм показателей' приведены в табл. 6.
3.6. Контроль индивидуальных показателей безотказности
Основным индивидуальным показателем безотказности, применяемым в отрасли химического и нефтяного машиностроения, является установленная безотказная наработка, трактуемая в соответствии с разъяснениями ГОССТАНДАРТА СССР как γ - % наработка до отказа. Исходя из указанного документа величина У принимается для изделий индивидуального и мелкосерийного производства равной γ = 90 %.
При известном виде распределения наработка до отказа и его параметрах величина Ту контролируется как гамма-процентная наработка до отказа в порядке, изложенном в предыдущих пунктах настоящего раздела.
При отсутствии информации о виде распределения контроль проводится по экспериментальным данным в следующем порядке.
Для каждого наблюдаемого объекта составляем вариационный ряд, состоящий из наработок до первого отказа данного объекта. Для каждой наработки вариационного ряда определяем величину А:
|
|
(28) |
где ti - наработка до первого отказа i-ого изделия;
n(ti) - количество членов вариационного ряда, предшествующее i-ому изделию;
N - количество объектов наблюдений.
Установленная безотказная наработка соответствует наибольшей наработке до первого отказа, для которой выполняется условие:
|
|
(29) |
Решающие правила для контроля показателей безотказности
|
Метод сопоставления |
Изделия соответствуют установленным требованиям при условии |
Изделия не соответствуют установленным требованиям при условии |
Для принятия необходимы дополнительная информация или продолжение испытания |
|
Метод односторонних доверительных интервалов |
Rн ≥ Rтр или Rb ≤ Rтр |
Rн < Rтр или Rb > Rтр |
|
|
Метод двухсторонних доверительных интервалов |
Rн ≥ Rβ; Rb > Ra или Rb ≤ Rβ; Rн < Ra |
Rb ≤ Rα; Rн < Rβ; или Rн ≥ Ra; Rb > Rβ |
Rн < Rβ; Rb > Ra или Rн < Ra; Rb > Rβ |
|
Метод сравнения точечных оценок и дисперсий |
или
|
или
|
или
|
Примечание. Условия соответствия, несоответствия или неопределенности, указанное вторым, относится к показателям, увеличение которых означает снижение уровня надежности, например, и интенсивность отказов или среднее время восстановления.
В случае, если выборка N недостаточна для определения величины. Ту, за ее оценку принимается наименьшая величина в вариационном ряду с соответствующей корректировкой величины γ и последующим уточнением на основе использования дополнительного объема информации.
Пример определения Ту приведен в приложении 5.
4. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ ДОЛГОВЕЧНОСТИ
4.1. Методы контроля
Контроль показателей долговечности типа средних, гамма-процентных и назначенных ресурсов проводится на основе использования трех групп методов.
Первая группа основывается на получении и обработке экспериментальных данных с целью оценки величины контролируемых показателей долговечности в «натуральную величину», при этом они рассматриваются как случайные величины, представляющую выборку из некоторой генеральной совокупности.
Вторая группа объединяет методы, основанные на получении оценок показателей долговечности по результатам сокращенных испытаний в номинальных режимах и по результатам форсированных испытаний.
Третья группа методов основана на оценке параметрической долговечности изделий по результатам наблюдения за изменениями основных внешних характеристик при относительно небольшой наработке.
Методы первой группы аналогичны методам контроля показателей безотказности вида Т и аналогичны изложенным в разделе 3 настоящей методики.
Методы второй и третьей групп излагаются ниже.
4.2. Методы сокращенных испытаний (наблюдений)
4.2.1. Методы сокращенных испытаний на долговечность в зависимости от режимов нагружения - ускоренные испытания в номинальном режиме нагружения и форсированные испытания с применением нагружений выше номинальных.
При проведении контроля показателей по результатам эксплуатационных испытаний (наблюдений) наиболее целесообразным является метод ускорения на основе экстраполяции величин износов основных деталей и узлов по наработке, как не требующий изменения режимов эксплуатации исследуемых изделий. Исследуется и фиксируется потеря работоспособности основных деталей или узлов оборудования, ресурсы которых определяют периодичность проведения ремонтов i-го вида.
Сокращенные испытания для контроля показателей долговечности с использованием метода экстраполяции проводятся в следующем порядке.
1) В течение испытаний (эксплуатационных наблюдений) проводится периодический микрометраж деталей пар трения.
2) Обрабатываются результаты микрометража деталей и пар трения и по ним рассчитываются их скорости изнашивания.
3) Определяются закономерности изнашивания деталей - приработочный и установившийся периоды изнашивания и наиболее изнашивающиеся сечения и плоскости.
4) Проводится статистическая обработка скоростей изнашивания с целью оценки вида распределения скоростей средних значений и дисперсий.
5) Рассчитываются гамма-процентные либо средние скорости изнашивания.
6) Рассчитываются гамма-процентные либо средние ресурсы деталей и пар трения по формулам:
где δ0 - начальный зазор в сопряжении;
Тр - ресурс пары трения;
δпр - предельно допустимый зазор в сопряжении;
С1уст; С2уст - скорости изнашивания в установившийся период изнашивания 1-ой и 2-ой деталей.
Величины а и b определяются по формулам:
|
|
(31) |
|
|
(32) |
где C1пр, С2пр - скорости изнашивания в период приработки 1-ой и 2-ой деталей;
t1, t2 - длительность приработки 1-ой и 2-ой деталей.
В случае, если выделить период приработки не представляется возможным, формула (30) принимает вид:
|
|
(33) |
где C1 и С2 - скорости изнашивания за весь период наработки 1-ой и 2-ой деталей.
При расчете ресурса пары трения, в которой средние установившиеся скорости изнашивания деталей имеют существенное различие (в 2,5 и более раз), ресурс, определяемый по формуле (30), является ресурсом пар трения и менее износостойкой детали пары. Ресурс более износостойкой детали определяют с учетом возможности восстановления работоспособности пары трения путем замены только менее долговечной детали.
На основе этих данных оцениваются показатели долговечности о необходимой статистической характеристикой (средние, гамма-процентные с соответствующими доверительными границами, точечные значения с дисперсией и т.д.).
В тех случаях, когда отсутствует необходимая выборка экспериментальных данных, контроль показателей долговечности допускается проводить по сопоставлению графиков изнашивания деталей исследуемых изделий с графиками изнашивания аналогичных элементов изделий-аналогов, работающих в идентичных условиях и имеющих известные ресурсы деталей.
Пример такого сопоставления приведен в приложении 6.
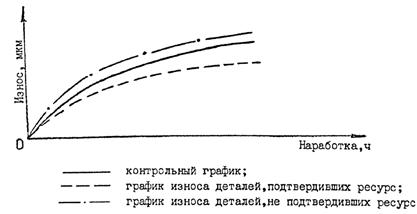
Величина ресурса детали подтверждается при выполнении следующих условии:
график средней величины накопленного износа проходит ниже контрольного графика (см. приложение 6)
средняя величина износа за наработку на контрольных испытаниях меньше средней величины износа на ресурсных испытаниях за ту же наработку.
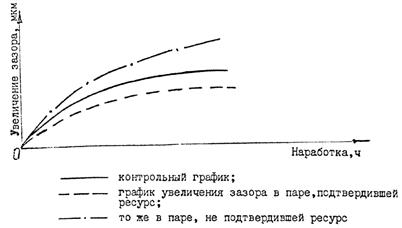
Величина ресурса пары трения подтверждается при выполнении следующих условий:
график увеличения среднего зазора в паре проходит ниже контрольного графика (см. приложение 6);
средняя величина прироста зазора на контрольных испытаниях меньше средней величины прироста зазора на ресурсных испытаниях.
4.2.3. Контроль показателей долговечности методом сокращенных форсированных испытаний требует интенсификации деградационных процессов в изделии и, соответственно, форсирования режимов эксплуатации. Наиболее предпочтительным для условий эксплуатационных испытаний является «метод запросов» по ГОСТ 23.205-79, как не требующий предварительного определения коэффициентов пересчета от форсированного режима к номинальному.
Метод испытаний по принципу «запросов» основан на испытании компрессоров при ступенчатом чередовании нагрузки, когда в начале испытаний прикладывается в течение некоторого времени номинальная нагрузка, затем форсированная, затем снова номинальная - «запрос» - снова форсированная и так далее. В соответствии с различной нагрузкой величина суммарного износа на участках с форсированной нагрузкой больше, чем на участках с номинальной нагрузкой той же длительности, и за счет этого ресурс сопряжения вырабатывается быстрее, чем при работе с номинальной нагрузкой.
Ускорение процесса происходит за счет ускоренного перехода от одного состояния испытываемого компрессора к другому. Для каждого из этих состояний производится «запрос» - наработке на номинальном режиме, в процессе которой определяется средняя скорость изнашивания, соответствующая этому состоянию изделия.
Результатом проведенных таким образом испытаний является ряд экспериментальных значений величин скорости изнашивания в функции от величины зазора в парах трения (или от величины износа деталей), обработка которых позволяет получить график изменения величин зазоров.
График изменения режимов нагружения и интенсивности изнашивания приведен на черт. 3.
ИЗМЕНЕНИЕ
НАГРУЗКИ Р И СКОРОСТИ ИЗНАШИВАНИЯ ![]() ПРИ ИСПЫТАНИЯХ ПО ПРИНЦИПУ
«ЗАПРОСОВ»
ПРИ ИСПЫТАНИЯХ ПО ПРИНЦИПУ
«ЗАПРОСОВ»
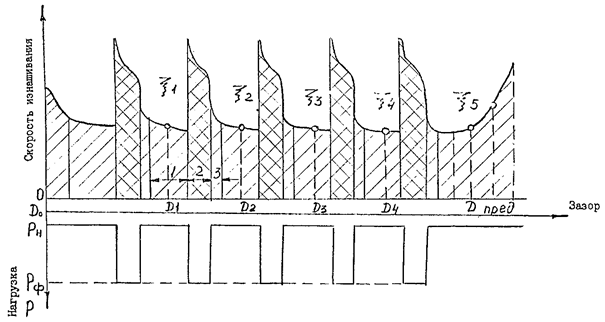
1 - интервал «запроса»; 2 - интервал форсированного нагружения; 3 - интервал вторичной приработки
4.3. Метод параметрического контроля показателей долговечности
Метод основан на оценке показателей долговечности на основе анализа и прогнозирования изменения основного параметра (параметров) исследуемого изделия при использовании необходимого объема реализации этого процесса, полученных за относительно короткий период эксплуатационных испытаний (наблюдений).
Анализируемыми параметрами могут быть производительность, потребляемая мощность, уровни вибрации и другие внешние параметры, достаточно просто фиксируемые в условиях эксплуатации. Для контроля показателей долговечности необходимо наличие предельного значения этого параметра, достижение которого определяет момент проведения ремонта i-го наименования, либо достижение окончательного предельного состояния изделия.
Зависимость изменения контролируемого параметра от наработки (времени) эксплуатации представляется как случайная функция типа:
|
|
(34) |
где Q0 - начальное значение исследуемого параметра;
η(t) - функция изменения параметра по мере наработки;
x(t) - флуктуация основного параметра - гармонические колебания, вызванные взаимодействием элементов изделия.
На основе статистического анализа i-ых реализаций случайной функции Ri устанавливаются параметры случайных функций η(t) и x(t) и производится прогнозирование динамики зависимости Пi вплоть до достижения предельной величины Пiпред.
Интервал наработки Ti, на котором достигается величина Ппред., и является оценкой соответствующего показателя долговечности и рассчитывается с использованием необходимых статистических характеристик.
5. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ РЕМОНТОПРИГОДНОСТИ
5.1. Номенклатура показателей и методы контроля
5.1.1. Методы контроля распространяются на «разовые» показатели типа среднее время восстановления Тb, трудоемкость (длительность, стоимость и т.д.) i-го вида ремонта и технического обслуживания Spi и на удельные показатели ремонтопригодности типа объединенная удельная оперативная (полная) трудоемкость (длительность, стоимость и т.д.) технических обслуживания и ремонтов - S.
Имеется ввиду, что удельные показатели связаны с разовыми соответствующими зависимостями, например:
объединенная удельная оперативная трудоемкость технических обслуживания и ремонтов S определяется для первого ремонтного цикла и рассчитывается по формуле:
5.1.2. Контроль показателей ремонтопригодности производится двумя основными методами:
по результатам специальных испытаний на ремонтопригодность, проводимых в эксплуатационных условиях;
по результатам сбора и обработки эксплуатационной информации.
В обоих методах, рекомендуется использовать дополнительную информацию ремонтопригодности с целью повышения достоверности и точности оценки показателей исследуемого изделия, в том числе - результаты нормирования технологических процессов проведения ремонтных и восстановительных работ.
По результатам обоих методов определяются средние значения показателей ремонтопригодности и их дисперсия.
Оценка результатов производится в соответствии с зависимостями, приведенными в табл. 6.
Метод эксплуатационных испытаний является предпочтительным при ограничении периода оценки показателей по времени, но уступает по достоверности результатов методу оценки по данным эксплуатационной информации.
5.2. Контроль показателей методом эксплуатационных испытаний
5.2.1. Испытания на ремонтопригодность основаны на методе условной необходимости проведения работ. Метод испытаний с условной необходимостью в проведении технического обслуживания и ремонта изделий заключается в том, что выполнение операций технического обслуживания и ремонта имитируется на образцах изделий в соответствии с программой испытаний.
Испытания проводятся на одном или нескольких объектах эксплуатации, отвечающих требованиям, изложенным в разделе 2.
Исходными данными для определения показателей ремонтопригодности являются трудоемкости технического обслуживания и ремонтов, устанавливаемые на основе карт хронометража, заполняемых во время испытаний. Формы карт хронометража приведены в приложениях 7, 8 настоящей методики.
На основании данных карт хронометража рассчитываются средние значения оперативных трудоемкостей всех видов технического обслуживания и ремонтов, входящих в структуру ремонтного цикла исследуемого изделия, указанную в ТУ.
5.2.2. Перечень технологических операций, являющихся содержанием каждого вида технического обслуживания и ремонта, должен соответствовать ремонтной документации на исследуемое изделие, разрабатываемой в соответствии с ГОСТ 2.602-68.
В случае отсутствия ремонтной документации содержание различных видов технического обслуживания и ремонтов принимается по аналогам, либо по результатам проектной оценки ресурсов деталей и содержания ремонтных работ каждого вида.
5.2.3. Необходимое количество хронометражных наблюдений по каждой операции (ремонта) изделия определяется, исходя из условий относительной ошибки не хуже δ = 20 % и доверительной вероятности γ = 0,80 в предположении нормального закона распределения времени выполнения операций.
Необходимая статистика может быть также набрана путем увеличения числа испытываемых изделий.
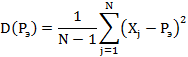
5.2.4. Расчет показателей ремонтопригодности по результатам испытаний проводится по следующим формулам.
Средняя оперативная трудоемкость ремонта i-ого вида:
где Spij - j-ое значение трудоемкости ремонта i-го вида;
![]() - среднее значение трудоемкости ремонта i-го вида;
- среднее значение трудоемкости ремонта i-го вида;
N - количество значений трудоемкости ремонта, используемых для расчета;
δSpi - среднее квадратическое отклонение величины
Среднее время восстановления Тbср.
|
|
(38) |
|
|
(39) |
где Tbcpi - i-oe значение среднего времени восстановления;
Tbcp - среднее значение среднего времени восстановления;
N - количество значений времени восстановления, используемое для расчета;
δTbcp -
среднее квадратическое отклонение величины ![]() Объединенная удельная оперативная
трудоемкость технических обслуживания и ремонтов S определяется для периода
работы до капитального ремонта и рассчитывается по формуле (35), в которой величины Sтo, Sрт,
Spc, Sрк рассчитываются по формуле (36).
Объединенная удельная оперативная
трудоемкость технических обслуживания и ремонтов S определяется для периода
работы до капитального ремонта и рассчитывается по формуле (35), в которой величины Sтo, Sрт,
Spc, Sрк рассчитываются по формуле (36).
Среднее квадратическое отклонение показателя «объединенная удельная оперативная трудоемкость технических обслуживаний и ремонтов» рассчитывается по формуле:
|
|
(40) |
где Sтo, Sрт, Spc, Sрк - среднее квадратическое отклонение Si, определенное по формуле
5.3. Контроль показателей методом сбора эксплуатационной информации
Исходными данными для оценки показателей ремонтопригодности являются данные по оперативкой трудоемкости плановых и неплановых ремонтных работ и операции технического обслуживания, принимаемые до хронокартам и картам-накопителям сведений о техническом обслуживании и ремонтах (приложение 9).
Методика обработки исходных данных и методика хронометража аналогична оценке показателей ремонтопригодности методом эксплуатационных испытаний.
5.4. Порядок оценки результатов контроля показателей
5.4.1. Показатели ремонтопригодности, определенные по результатам расчета и испытаний, считаются соответствующими требованиям ТУ и ТЗ, если их средние значения равны, либо меньше значений, указанных в ТУ или ТЗ.
5.4.2. Показатели ремонтопригодности, определенные по результатам сбора и обработки эксплуатационной информации, считаются соответствующими требованиям ТУ, если выполняется условие:
|
|
(41) |
|
|
(42) |
|
|
(43) |
ПРИЛОЖЕНИЕ 1
Справочное
ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ В ДОКУМЕНТЕ
R - требуемое значение показателя надежности
Rн - нижняя граница доверительного интервала
Rв - верхняя граница доверительного интервала
Rα - приёмочный уровень показателя надёжности
Rβ - браковочный уровень показателя надёжности
α - риск поставщика (изготовителя)
β - риск потребителя (заказчика)
Т - наработка на отказ
Т0 - средняя наработка до отказа
Тα - приёмочное значение наработки на отказ
Тβ - браковочное значение наработки на отказ
Тр - ресурс
Тв - среднее время восстановления
Р - вероятность безотказной работы
Рα - приёмочное значение вероятности безотказной работы
Рβ - браковочное значение вероятности безотказной работы
λ - интенсивность отказов
ω - параметр потока отказов
n - число независимых наблюдений
N - объём выборки
tyc - наработка при усечении последовательных испытаний
nyc - предельное число независимых наблюдений при усечённом последовательном контроле
ryc - предельное число отказов при усечённом последовательном контроле
rпр - предельное число отказов или отказавших изделий при контроле методом однократной выборки
r - число отказов или отказавших изделий
n0; t0 - точка пересечения линии соответствия с осью абсцисс графика плана последовательного контроля
tΣ - суммарная наработка контролируемых изделий
Uγ - квантиль нормированного нормального распределения, соответствующая заданной доверительной вероятности
Y - односторонняя доверительная вероятность параметр нормального распределения
a1 - параметр нормального распределения
δ - среднее квадратическое отклонение исследуемых показателей
B - параметр формы распределения Вейбулла
Ca - приёмочное число отказов на испытаниях методом однократной выборки
S - объединённая удельная оперативная трудоёмкость технических обслуживании и ремонтов
Sто - оперативная трудоёмкость технического обслуживания
Sрт - оперативная трудоёмкость текущего ремонта
Sрс - оперативная трудоёмкость среднего ремонта
Sрк - оперативная трудоёмкость капитального ремонта
nто - число технических обслуживании за ремонтный цикл
nрт - число текущих ремонтов за ремонтный цикл
nрс - число средних ремонтов за ремонтный цикл
δ - относительная точность оценки показателя
Тγ - гамма-процентная наработка на отказ
ПРИЛОЖЕНИЕ 2
Справочное
ПАРАМЕТР ФОРМЫ РАСПРЕДЕЛЕНИЯ ВЕЙБУЛЛА
|
Наименование элементов |
Параметр формы |
|
1. Компрессор поршневой газовый |
|
|
1.1. Цилиндр |
1,8 |
|
1.2. Газовые коммуникации |
1,6 |
|
1.3. Система автоматики |
1,0 |
|
1.4. Система смазки |
1,4 |
|
2. Турбокомпрессорные машины газовые |
|
|
2.1. Рабочее колесо ротора |
2,8 |
|
2.2. Система смазки |
1,0 |
|
2.3. Блок маслонасосов |
1,0 |
|
2.4. Электродвигатель |
1,0 |
|
2.5. Система автоматики |
1,0 |
|
3. Компрессоры мембранные |
|
|
3.1. Мембранный блок |
1,4 |
|
3.2. Механизм движения |
1,0 |
|
3.3. Насос подпитки |
1,6 |
|
3.4. Система автоматики |
1,0 |
|
3.5. Электродвигатель |
1,0 |
|
4. Компрессоры холодильные поршневые |
|
|
4.1. Клапанная группа |
1,2 |
|
4.2. Механизм движения |
2,4 |
|
4.3. Электродвигатель |
1,0 |
ПРИЛОЖЕНИЕ 3
Справочное
ПРИНЯТИЕ РЕШЕНИЙ ПРИ ПРОВЕДЕНИИ ПОСЛЕДОВАТЕЛЬНЫХ ИСПЫТАНИЙ
Контролю подлежит величина показателя безотказности герметичного холодильного компрессора - наработка до первого отказа Т0 = 9000 ч. Распределение наработки до первого отказа предполагается экспоненциальным.
Контроль показателя производится последовательным методом
при следующих характеристиках плана испытаний a
= β = 0,10; ![]() ryc =
3.
ryc =
3.
Норматив показателя Т0 размещен симметрично в интервале /Т0a; Т0/, тогда T0a = 15000 ч, T0β = 3000 ч. График плана последовательных испытаний приведен на
Минимальное число испытываемых компрессоров 3 шт., так как изделия являются невосстанавливаемыми.
Исходя из величины T0α и графика плана испытаний, в процессе испытаний принимаются следующие решения.
1. Компрессоры считаются соответствующими требованиям по безотказности, если достигнута суммарная наработка tΣ испытываемых компрессоров при следующих значениях m общего числа отказов:
|
|
2. Компрессоры считаются не соответствующими требованиям по безотказности, если:
|
|
ГРАФИК ПОСЛЕДОВАТЕЛЬНЫХ ИСПЫТАНИЙ КОМПРЕССОРОВ НА БЕЗОТКАЗНОСТЬ
1 - линия несоответствия; 2 - линия соответствия
|
|
3. Во всех остальных вариантах соотношений величин tΣ и m испытания подлежат продолжению.
ПРИЛОЖЕНИЕ 4
Справочное
КОНТРОЛЬ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ НА ПРИЕМОЧНЫХ ИСПЫТАНИЯХ
Необходимо провести контроль показателя безотказности - наработки на отказ холодильного компрессорного агрегата 21AH170-7-7 на этапе межведомственных приемочных испытаний.
Опытные образцы агрегатов отработали в общей сложности 580 ч без отказов. Распределение наработки на отказ предполагается экспоненциальным.
Оцениваем нижнюю доверительную границу наработки на отказ Тэ при доверительной вероятности γ =0,9. Поправочный коэффициент r0 равен 2,3. Тогда имеем
|
|
Для оценки показателя используем дополнительную информацию по изделиям - аналогам.
В качестве аналогов рассматриваются агрегаты 5ВХ350/2, 6А, А350-7-0 (1, 2, 3), 2А350-7-0 (1, 2, 3), 21A280-7-0 (1, 2, 3), АН260-7-6. Исследуемый агрегат 21AH170-7-7 и агрегаты аналоги имеют аналогичные моноблочные конструкции, идентичные несущие элементы, унифицированными являются основные сборочные единицы агрегатов - компрессоры. Высокая степень унификации исследуемого и аналогичного оборудования позволяет использовать эксплуатационную информацию по агрегатам-аналогам для оценки наработки на отказ исследуемого агрегата 21AH170-7-7. Суммарная наработка агрегатов-аналогов составляет 1056300 ч, число отказов m = 122.
Для оценки безотказности агрегатов-аналогов используем также нижнюю доверительную границу наработки на отказ при γ = 0,9. Поправочный коэффициент составляет 0,826. Тогда имеем:
|
|
Дисперсии экспериментальной и априорной оценок наработки на отказ составляют соответственно 440 ч2 и 150 ч2. Используя для объединения линейный метод Л1 имеем:
|
|
ПРИЛОЖЕНИЕ 5
Справочное
ОПРЕДЕЛЕНИЕ УСТАНОВЛЕННОЙ БЕЗОТКАЗНОЙ НАРАБОТКИ (ПРИМЕР)
В результате сбора эксплуатационной информации по испытаниям опытной партии компрессорных агрегатов в условиях эксплуатации получен вариационный ряд наработок до первого отказа, приведенный в таблице.
Требуется определить установленную безотказную наработку непараметрическим методом как 90 %-ую наработку до первого отказа. Используя зависимость п. 3.6 проводим оценку.
Исходные
данные для определения установленной
безотказной наработки
|
Количество объектов наблюдений, шт. |
Вариационный ряд наработок до первого отказа |
Величина А для наработок до первого отказа |
|
|
наработки до первого отказа |
А |
||
|
20 |
2120, 2150, 2200, 2250, 2320,02400 |
2120 |
0,5 |
|
2500, 2650, 2800, 3100, 3150, 3180 |
|
|
|
|
3200, 3250, 3330, 3500, 3600, 3750 |
2150 |
0,10 |
|
|
4100, 4300 |
2200 |
более |
|
|
|
и все последующие |
0,10 |
|
При γ = 90 %; ![]() . Поэтому при определении установленной
безотказной наработки выбираем наработку до первого отказа, которой
соответствует А, не превышающая 0,1.
. Поэтому при определении установленной
безотказной наработки выбираем наработку до первого отказа, которой
соответствует А, не превышающая 0,1.
Из таблицы следует, что установленная безотказная наработка изделия составляет 2150 ч.
ПРИЛОЖЕНИЕ 6
Справочное
КОНТРОЛЬ РЕСУРСА ДЕТАЛИ МЕТОДОМ СОПОСТАВЛЕНИЯ ГРАФИКОВ ИЗНОСА
Черт. 5
КОНТРОЛЬ РЕСУРСА ПАРЫ ТРЕНИЯ МЕТОДОМ СОПОСТАВЛЕНИЯ ГРАФИКОВ УВЕЛИЧЕНИЯ ЗАЗОРА
Черт. 6
ПРИЛОЖЕНИЕ 7
Рекомендуемое
Первичная хронокарта № по сбору сведений о ремонтопригодности
Подпись _____________ Дата, фамилия, должность _______________________ |
||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 8
Рекомендуемое
Сводная хронокарта - № по сбору сведений о ремонтопригодности
Значения по наблюдениям Подпись _____________ Дата, фамилия, должность |
||||||||||||||||||||
ПРИЛОЖЕНИЕ 9
Рекомендуемое
Карта-накопитель
сведений о техническом обслуживании, ремонтах и устранении отказов
Подпись ____________________________________ Дата, фамилия, должность_____________________ ___________________________________________ |
||||||||||||||||||||||||||||||||||||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. Разработан и внесен НИИхиммашем
Исполнители:
Р.Г. Маннапов, к.т.н. (руководитель темы);
Е.Н. Гальперин, к.т.н., Н.Г. Иванова, О.В. Ткачева, к.т.н.
Соисполнители:
от ВНИИхолодмаша В.И. Смыслов (ответственный исполнитель);
Т.П. Кирилина.
от ВНИИнефтемаша И.С. Калмыков.
2. Утвержден Министерством.
3. Введен в действие письмом Главного научно-технического управления от 15 декабря 88 г. № 1-23-8/54
4. Введен впервые
5. Ссылочные нормативно-технические документы
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечня, приложения |
|
ГОСТ 2.602-68 |
|
|
ГОСТ 27.205-79 |
|
|
РД 26-88 |
|
|
РД 26-332-79 |
|
|
РД-26-21-04-85 |
СОДЕРЖАНИЕ