ГОСТ 6627-74
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРЮКИ
ОДНОРОГИЕ
ЗАГОТОВКИ
ТИПЫ. КОНСТРУКЦИЯ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
КРЮКИ ОДНОРОГИЕ ЗАГОТОВКИ Типы. Конструкция и размеры Single hooks. Blanks. Types. Construction and dimensions |
ГОСТ Взамен |
Издание (октябрь 2003 г.) с Изменениями № 1, 2, утвержденными в декабре 1984 г., апреле 1985 г. (ИУС 3-85, 7-85).
Постановлением Государственного комитета стандартов Совета Министров СССР от 16 июля 1974 г. № 1688 срок введения установлен
01.01.76
Ограничение срока действия снято Постановлением Госстандарта СССР от 24.05.90 № 1275
Настоящий стандарт распространяется на заготовки однорогих крюков с цилиндрическим хвостиком, изготовляемых методом горячей штамповки (ГШ) и методом свободной ковки (СК) и применяемых в грузоподъемных машинах и механизмах.
1. ТИПЫ
1.1. Заготовки однорогих крюков должны изготовляться следующих типов:
А - с коротким хвостиком;
Б - с длинным хвостиком.
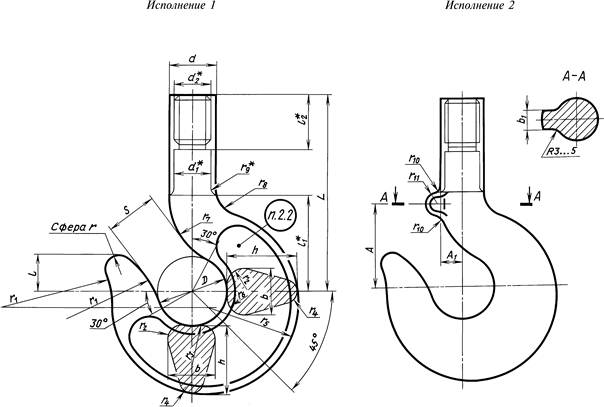
Каждый тип должен изготовляться в следующих исполнениях:
1 - без прилива;
2 - с приливом.
1.2. Заготовки однорогих крюков должны изготовляться номеров 1 - 26.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ
2.1. Конструкция и размеры заготовок однорогих крюков должны соответствовать указанным на чертеже и в таблице.
_______
* Размеры для справок.
Размеры в мм
|
Номер заготовки крюка |
D |
S |
L |
А |
А1 |
b |
b1 |
d |
d1 |
d2 |
||||||||
|
Hoмин. |
Пред. откл. для метода |
Номин. |
Пред. откл. |
Тип А |
Тип Б |
Номин. |
Пред. откл. для метода |
Hoмин. |
Пред. откл. для метода |
|||||||||
|
ГШ |
СК |
ГШ |
СК |
ГШ |
СК |
|||||||||||||
|
1 |
20 |
+1,2 -0,7 |
- |
14 |
+1,2 -0,7 |
65 |
80 |
26 |
9 |
12 |
+1,2 -0,7 |
- |
8 |
15 |
+1,2 -0,7 |
- |
12 |
M12 |
|
2 |
22 |
16 |
70 |
90 |
28 |
13 |
||||||||||||
|
3 |
25 |
+1,7 -0,9 |
18 |
+1,7 -0,9 |
75 |
100 |
31 |
10 |
15 |
+1,7 -0,9 |
18 |
+1,7 -0,9 |
15 |
M14 |
||||
|
4 |
30 |
22 |
85 |
110 |
35 |
12 |
18 |
9 |
20 |
17 |
M16 |
|||||||
|
5 |
32 |
24 |
90 |
120 |
38 |
20 |
||||||||||||
|
6 |
36 |
+2,2 -1,2 |
26 |
+2,2 -1,2 |
105 |
130 |
42 |
15 |
22 |
+2,2 -1,2 |
10 |
25 |
+2,2 -1,2 |
20 |
M20 |
|||
|
7 |
40 |
30 |
120 |
140 |
48 |
24 |
||||||||||||
|
8 |
45 |
33 |
130 |
160 |
56 |
18 |
26 |
12 |
30 |
25 |
M24 |
|||||||
|
9 |
50 |
+2,9 -1,7 |
36 |
145 |
180 |
60 |
21 |
30 |
+2,7 -1,5 |
35 |
+2,7 -1,5 |
30 |
M27 |
|||||
|
10 |
55 |
+3,2 -1,8 |
40 |
-2,9 -1,6 |
165 |
220 |
65 |
34 |
+2,9 -1,6 |
+2,9 -1,6 |
M30 |
|||||||
|
11 |
60 |
+3,4 -2,0 |
45 |
+3,2 -1,8 |
180 |
300 |
78 |
25 |
38 |
+3,2 -1,8 |
16 |
40 |
+3,2 |
35 |
M33 |
|||
|
12 |
65 |
50 |
+3,4 -2,0 |
195 |
375 |
82 |
28 |
40 |
45 |
-1,8 |
40 |
M36 |
||||||
|
13 |
75 |
+3,9 -2,3 |
55 |
+3,9 -2,3 |
250 |
410 |
92 |
32 |
48 |
+3,7 -2,1 |
20 |
52 |
+3,9 -2,3 |
45 |
M42 |
|||
|
14 |
85 |
+4,1 -2,4 |
65 |
+4,1 -2,4 |
280 |
475 |
105 |
35 |
54 |
+4,1 -2,4 |
56 |
+4,1 -2,4 |
50 |
M48 |
||||
|
15 |
95 |
+4,1 -2,4 |
+8,0 -2,5 |
75 |
+4,1 -2,4 |
310 |
520 |
- |
- |
60 |
+4,1 -2,4 |
+8,0 -2,5 |
- |
62 |
+4,1 -2,4 |
+8,0 -2,5 |
55 |
M52 |
|
16 |
110 |
+4,4 -2,6 |
85 |
+4,4 -2,6 |
340 |
580 |
65 |
+4,4 -2,6 |
68 |
+4,4 -2,6 |
60 |
M56 |
||||||
|
17 |
120 |
+5,5 -3,0 |
+10,0 -3,0 |
90 |
+5,4 -2,9 |
415 |
600 |
75 |
+5,4 -2,9 |
+10,0 -3,0 |
80 |
+5,4 -2,9 |
+10,0 -3,0 |
70 |
M64 |
|||
|
18 |
130 |
+6,5 -3,3 |
+12,0 -3,0 |
100 |
+6,4 -3,2 |
440 |
630 |
80 |
+6,4 -3,2 |
+12,0 -3,0 |
85 |
+6,4 -3,2 |
+12,0 -3,0 |
75 |
Тr 70´10 |
|||
|
19 |
150 |
115 |
+6,5 -3,3 |
480 |
660 |
90 |
95 |
85 |
Tr 80´10 |
|||||||||
|
20 |
170 |
+8,5 -3,9 |
+16,0 -4,0 |
130 |
+8,5 -3,9 |
535 |
730 |
102 |
+8,4 -3,8 |
+16,0 -4,0 |
110 |
+8,4 -3,8 |
+16,0 -4,0 |
100 |
Тr 90´12 |
|||
|
21 |
190 |
+9,8 -4,5 |
+18,0 -4,0 |
145 |
+9,5 -4,2 |
580 |
800 |
115 |
+9,4 -4,1 |
+18,0 -4,0 |
125 |
+9,5 -4,2 |
+18,0 -4,0 |
110 |
Tr 100´12 |
|||
|
22 |
210 |
+11,8 -5,1 |
+20,0 -5,0 |
160 |
+11,5 -4,8 |
675 |
960 |
130 |
+11,5 -4,8 |
+20,0 -5,0 |
135 |
+11,5 -4,8 |
+20,0 -5,0 |
120 |
Тr 110´12 |
|||
|
23 |
240 |
+13,8 -5,7 |
+22,0 -5,0 |
180 |
+13,8 -5,7 |
730 |
1050 |
150 |
+13,5 -5,4 |
+22,0 -5,0 |
160 |
+13,5 -5,4 |
+22,0 -5,0 |
140 |
Tr 120´16 |
|||
|
24 |
270 |
+15,1 -6,6 |
+24,0 -6,0 |
205 |
+14,8 -6,3 |
820 |
1100 |
165 |
+14,5 -6,0 |
+24,0 -6,0 |
170 |
+14,5 -6,0 |
+24,0 -6,0 |
150 |
Tr 140´16 |
|||
|
25 |
300 |
+16,1 -7,2 |
+28,0 -7,0 |
230 |
+15,8 -6,9 |
840 |
1200 |
190 |
+15,8 -6,9 |
+28,0 -7,0 |
190 |
+15,8 -6,9 |
+28,0 -7,0 |
170 |
Tr 160´16 |
|||
|
26 |
320 |
+17,1 -7,8 |
+30,0 -8,0 |
250 |
+16,8 -7,5 |
860 |
1300 |
200 |
+16,8 -7,5 |
200 |
+16,8 -7,5 |
180 |
Tr 170´16 |
|||||
Продолжение
Размеры в мм
|
Номер заготовки крюка |
h |
l |
l1 |
l2 |
r |
r1 |
r2 = r4 |
r3 |
r5 |
r6 |
r7 |
r8 |
r9 |
r10 |
r11 |
Масса, кг, не более |
||||
|
Hoмин. |
Пред. откл. для метода |
не менее |
Тип А |
Тип Б |
||||||||||||||||
|
ГШ |
СК |
|||||||||||||||||||
|
1 |
18 |
+1,2 -0,7 |
- |
10 |
30 |
20 |
4,5 |
28 |
3,0 |
11 |
25 |
11 |
22 |
8 |
1,0 |
3 |
5 |
0,18 |
0,20 |
|
|
2 |
21 |
32 |
4,0 |
12 |
28 |
12 |
24 |
1,5 |
0,22 |
0,25 |
||||||||||
|
3 |
24 |
+1,7 -0,9 |
12 |
35 |
5,0 |
30 |
13 |
32 |
13 |
26 |
9 |
0,35 |
0,40 |
|||||||
|
4 |
26 |
15 |
40 |
25 |
5,5 |
35 |
5,0 |
14 |
37 |
14 |
30 |
10 |
6 |
0,50 |
0,60 |
|||||
|
5 |
28 |
16 |
45 |
6,0 |
38 |
5,5 |
16 |
40 |
16 |
32 |
11 |
0,60 |
0,70 |
|||||||
|
6 |
32 |
+2,2 -1,2 |
18 |
50 |
30 |
40 |
18 |
45 |
18 |
36 |
13 |
2,5 |
0,90 |
1,00 |
||||||
|
7 |
36 |
20 |
55 |
6,5 |
45 |
6,0 |
20 |
50 |
20 |
40 |
15 |
1,30 |
1,50 |
|||||||
|
8 |
40 |
22 |
65 |
35 |
7,0 |
50 |
22 |
56 |
30 |
45 |
17 |
5 |
8 |
1,70 |
1,90 |
|||||
|
9 |
45 |
+2,7 -1,5 |
25 |
70 |
40 |
8,0 |
55 |
7,0 |
25 |
62 |
36 |
50 |
18 |
2,60 |
2,90 |
|||||
|
10 |
52 |
+3,2 -1,8 |
30 |
85 |
45 |
10,0 |
60 |
8,0 |
28 |
70 |
38 |
55 |
20 |
3,60 |
4,10 |
|||||
|
11 |
55 |
+3,4 -2,0 |
34 |
90 |
50 |
10,0 |
70 |
9,0 |
30 |
78 |
42 |
60 |
21 |
10 |
10 |
4,50 |
5,70 |
|||
|
12 |
65 |
36 |
95 |
55 |
80 |
35 |
90 |
45 |
70 |
22 |
6,45 |
8,90 |
||||||||
|
13 |
75 |
+3,9 -2,3 |
38 |
105 |
60 |
11,0 |
85 |
10,0 |
40 |
100 |
50 |
75 |
25 |
12 |
9,60 |
12,20 |
||||
|
14 |
82 |
+4,1 -2,4 |
42 |
120 |
70 |
12,0 |
95 |
12,0 |
45 |
110 |
60 |
85 |
28 |
13,50 |
17,70 |
|||||
|
15 |
90 |
+4,1 -2,4 |
+8,0 -2,5 |
46 |
135 |
75 |
15,0 |
110 |
13,0 |
50 |
125 |
65 |
95 |
30 |
- |
- |
18,0 |
23,0 |
||
|
16 |
100 |
+4,4 -2,6 |
55 |
150 |
80 |
18,0 |
120 |
55 |
140 |
75 |
110 |
34 |
26,0 |
33,0 |
||||||
|
17 |
115 |
+5,4 -2,9 |
+10,0 -3,0 |
60 |
165 |
90 |
20,0 |
125 |
14,0 |
62 |
155 |
84 |
120 |
36 |
37,0 |
44,5 |
||||
|
18 |
130 |
+6,6 -3,3 |
+12,0 -3,0 |
62 |
180 |
95 |
21,0 |
140 |
16,0 |
70 |
170 |
90 |
130 |
40 |
49,5 |
56,0 |
||||
|
19 |
150 |
75 |
210 |
100 |
22,0 |
170 |
18,0 |
75 |
200 |
105 |
150 |
45 |
70,0 |
82,5 |
||||||
|
20 |
164 |
+8,5 -3,9 |
+16,0 -4,0 |
80 |
230 |
115 |
30,0 |
190 |
20,0 |
100 |
220 |
120 |
170 |
50 |
102,0 |
121,0 |
||||
|
21 |
184 |
+9,8 -4,5 |
+18,0 -4,0 |
95 |
260 |
130 |
32,0 |
210 |
23,0 |
110 |
245 |
135 |
190 |
60 |
5,0 |
130,0 |
150,0 |
|||
|
22 |
205 |
+11,8 -5,1 |
+20,0 -5,0 |
100 |
280 |
140 |
35,0 |
230 |
25,0 |
120 |
270 |
150 |
210 |
175,0 |
206,0 |
|||||
|
23 |
240 |
+13,8 -5,7 |
+22,0 -5,0 |
120 |
330 |
150 |
40,0 |
280 |
30,0 |
130 |
320 |
170 |
240 |
65 |
262,0 |
312,0 |
||||
|
24 |
260 |
+15,1 -6,6 |
+26,0 -6,0 |
135 |
360 |
175 |
44,0 |
300 |
35,0 |
140 |
350 |
190 |
270 |
7,5 |
353,0 |
400,0 |
||||
|
25 |
290 |
+16,1 -7,2 |
+28,0 -7,0 |
150 |
400 |
190 |
45,0 |
330 |
38,0 |
150 |
390 |
210 |
300 |
75 |
520,0 |
600,0 |
||||
|
26 |
320 |
+17,1 -7,8 |
+30,0 -8,0 |
160 |
440 |
210 |
48,0 |
360 |
40,0 |
165 |
420 |
230 |
340 |
100 |
585,0 |
695,0 |
||||
Примечания: 1. Размер r4 указан для изготовления заготовок крюков методом горячей штамповки.
2. Допускается отгиб носика крюка до 6 мм для крюков номеров 1 - 14 и до 10 мм для крюков номеров 15 - 26 в плоскости, перпендикулярной плоскости чертежа.
3. Длина L указана без припуска для проверки механических свойств металла.
4. Допускается для грузоподъемных машин и механизмов, у которых группа режима работы механизма подъема 6М, весьма тяжелого режима работы длину L заготовок крюков типа Б увеличивать на 150 мм, не более.
5. По заказу потребителя заготовки крюков номеров 1 - 14 допускается изготовлять без прилива.
6. Предельные отклонения размеров, не указанные в таблице, должны выполняться для заготовок крюков, изготовляемых методом горячей штамповки, - по ГОСТ 7505-89.
7. При изготовлении заготовок крюков ковкой радиусы, служащие для построения и образования конфигурации крюка, не являются сдаточными параметрами. Допуски определяются изготовителем.
8. Допускается вместо радиусов r3 и r6 прямая площадка.
9. Для размеров l, b1, А, А1 заготовок крюков, получаемых методом свободной ковки, предельные отклонения соответствуют предельным отклонениям размера D соответствующего номера заготовки.
(Измененная редакция, Изм. № 1, 2).
Пример условного обозначения заготовки крюка номер 10, типа А, исполнения 2:
Заготовка крюка 10А-2 ГОСТ 6627-74
2.2. Технические требования, методы испытаний, маркировка и транспортирование - по ГОСТ 2105-75.
2.3. Грузоподъемность крюков должна соответствовать величинам, указанным в приложении.
ПРИЛОЖЕНИЕ
Обязательное
НАИБОЛЬШАЯ ГРУЗОПОДЪЕМНОСТЬ КРЮКОВ, т
|
Номер заготовки крюка |
Для машин и механизмов с ручным приводом |
Для машин и механизмов с машинным приводом |
|
|
Группа режима работы механизма подъема по ГОСТ 25835-83 |
|||
|
до 4 М |
5 М - 6 М |
||
|
1 |
0,40 |
0,32 |
0,25 |
|
2 |
0,50 |
0,40 |
0,32 |
|
3 |
0,63 |
0,50 |
0,40 |
|
4 |
0,80 |
0,63 |
0,50 |
|
5 |
1,00 |
0,80 |
0,63 |
|
6 |
1,25 |
1,00 |
0,80 |
|
7 |
1,60 |
1,25 |
1,00 |
|
8 |
2,00 |
1,60 |
1,25 |
|
9 |
2,50 |
2,00 |
1,60 |
|
10 |
3,20 |
2,50 |
2,00 |
|
11 |
4,00 |
3,20 |
2,50 |
|
12 |
5,00 |
4,00 |
3,20 |
|
13 |
6,30 |
5,00 |
4,00 |
|
14 |
8,00 |
6,30 |
5,00 |
|
15 |
10,00 |
8,00 |
6,30 |
|
16 |
12,50 |
10,00 |
8,00 |
|
17 |
16,00 |
12,50 |
10,00 |
|
18 |
20,00 |
16,00 |
12,50 |
|
19 |
- |
20,00 |
16,00 |
|
20 |
- |
25,00 |
20,00 |
|
21 |
- |
32,00 |
25,00 |
|
22 |
- |
40,00 |
32,00 |
|
23 |
- |
50,00 |
40,00 |
|
24 |
- |
63,00 |
50,00 |
|
25 |
- |
80,00 |
63,00 |
|
26 |
- |
100,00 |
80,00 |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 2).
СОДЕРЖАНИЕ