|
Ордена Левина |
Академия наук УССР |
ИНСТРУКЦИЯ
ПО ПРИМЕНЕНИЮ
МАГНИТНОЙ ПАЙКИ СТАЛЬНЫХ ТРУБ
Настоящая инструкция разработана Институтом электросварки (ИЭС) им. Е.О. Патона и НИИМосстроем Главмосстроя на основании проведенных лабораторных исследований и обобщения результатов опытно-промышленной проверки пайки трубопроводов систем отопления на объектах Главмосстроя.
В основу данной инструкции положен способ магнитной пайки различных изделий из ферромагнитных материалов, разработанный ИЭС им. Е.О. Патона, и совместные исследования по применению этого способа для монтажа трубопроводов систем отопления.
Инструкция согласована с отделом технического нормирования и стандартизации Госстроя СССР, Управлением монтажных, электромонтажных и санитарно-технических работ Главмосстроя, домостроительными комбинатами № 1 и 3.
Инструкция разработана сотрудниками института электросварки им. Е.О. Патона (к.т.н. В.Д. Табелев, ст. инж. В.А. Белецкий), лаборатории инженерного оборудования зданий НИИМосстроя (зав. лабораторией С.С. Бывшев, зав. сектором, к.т.н. Я.Б. Алескер, ст. инж. Л.Г. Коваленко).
|
Ордена Ленина Главное управление по жилищному и гражданскому строительству в г. Москве Главмосстрой при Мосгорисполкоме Техническое управление __________ Академия наук УССР Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им. Е.О. Патона |
Ведомственные строительные нормы Инструкция по применению магнитной пайки стальных труб |
ВСН 165-80 |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая инструкция распространяется на монтаж систем отопления с применением черных стальных труб во вновь строящихся и реконструируемых жилых, общественных и промышленных зданиях,
1.2. Сущность способа магнитной пайки состоит в том, что в течение всего процесса пайки металлокерамический припой, содержащий расплавляемую и нерасплавляемую (ферромагнитный наполнитель) фазы, удерживается и равномерно распределяется в зазоре между соединяемыми элементами под действием сил магнитного поля, создаваемого постоянными магнитами.
При магнитной пайке (рис. 1) переносные постоянные магниты 1 устанавливаются на подготовленные для пайки трубы 2 по обе стороны от стыка. Зазор между трубами заполняется порошком железа, поверх которого наносится припой. Вводимые в зазор частицы железного порошка 3 под действием магнитного поля (напряженностью В равной 100 мт (миллитесла) намагничиваются и заклинивают зазор, создавая "пробку" с мелкой сеткой капиллярных каналов. При нагревании пастообразный припой 4 плавится и пропитывает капиллярные каналы.
|
Внесены НИИМосстроем и Институтом электросварки им. Е.О. Патона |
Утверждены: Техническим управлением Главмосстроя |
Срок действия |
1.3. Магнитную пайку следует применять для соединения стальных трубопроводов диаметром до 23 мм.
ПРИМЕЧАНИЕ. Пайка оцинкованных труб указанными в настоящей инструкции оборудованием и материалами не допускается.
2. МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ МАГНИТНОЙ ПАЙКИ
2.1. Для проведения магнитной пайки необходимо следующее оборудование:
- баллон с кислородом;
- баллон с пропан-бутаном или ацетиленом;
- пропан-бутановая или ацетилено-кислородная многопламенная кольцевая горелка;
- порошковый припой марки ПАН-3 М;
- органическая связка;
- железный порошок марок ПЖО; ПЖ1; ПЖ2 по ГОСТ 9849-74;
- постоянные переносные магниты;
- совки из немагнитного материала (медь, дерево) шириной 20 мм для введения железного порошка в зазор и нанесения пасты-припоя.
2.2. Для пайки следует использовать пастообразный припой, состоящий из расплавляемой фазы порошкового припоя, ферромагнитного наполнителя (нерасплавляемая фаза), флюса и органической связки на основе раствора синтетического каучука в уайт-спирите.
2.3. Расплавляемая фаза порошкового припоя (ПАН-3), с температурой плавления 935ºС должна иметь грануляцию не более 160 мк и соответствовать следующему составу (в % по массе):
медь - 60÷32 (основа) марганец - 30-35
никель – 7÷8 кремний - 3-5
2.4. В условиях предприятия-изготовителя в припой (ПАН-3) вводится ферромагнитный наполнитель (железный порошок марок ПЖ 0-2 грануляции до 315 мк) в количестве 20% его массы и флюс типа АНШП-2 (шлак для пайки Академии наук УССР) в количестве 20% к общей массе металлической фазы.
Полученная смесь (порошковый припой марки ПАН-3М) тщательно перемешивается.
ПРИМЕЧАНИЕ. Порошковый припой марки ПАН-3М изготавливается опытным производством ИЭС им. Е.О. Патона и НПО Тулачермет Минчермета СССР и поставляется в полиэтиленовых герметичных емкостях объемом 1-3 л.
2.5. В построечных условиях в порошковый припой следует ввести органическую связку в количестве 20-25% (по массе). Консистенция получаемого пастообразного припоя (пасты-припоя) должна соответствовать консистенции технического вазелина или густой сметаны.
2.6. Приготовление пасты-припоя должно производиться в полиэтиленовых банках, в количестве, необходимом для работы в течение одной смены (около 1 кг). При условии хранения пасты-припоя в закрытой емкости допускается ее использование в течение 4-5 суток. При более длительном хранении доведение консистенции пасты-припоя до необходимой производится путем добавления органической связки. Хранение припоя и железного порошка должно осуществляться в сухих помещениях.
2.7. Наведение магнитного поля в зазоре между трубами должно производиться стержневыми постоянными магнитами (рис. 2). Пригодность магнитов к эксплуатации определяется путем контроля тягового усилия, которое должно составлять не менее 5 кг.
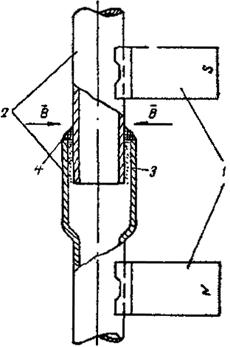
Рис. 1. Схема магнитной пайки нахлесточного соединения труб с раздачей одного конца трубы
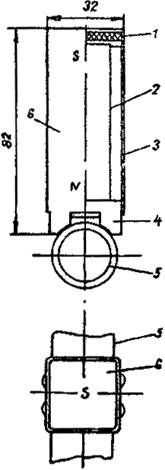
Рис. 2. Общий вид переносного постоянного магнита для магнитной пайки труб
1 - уплотнитель; 2 - магнитный стержень; 3 - корпус; 4 - полюсный наконечник; 5 - труба; 6 - магнит
2.8. Для нагрева стыков следует использовать пропан-бутановые или ацетилено-кислородные накидные горелки (рис. 3).
3. ТРЕБОВАНИЯ К СБОРКЕ СОЕДИНЯЕМЫХ ЭЛЕМЕНТОВ И ИХ ПОДГОТОВКА К ПАЙКЕ
3.1. Пайку следует производить, используя нахлесточные соединения труб с раздачей одного конца трубы (см. рис. 1) или с надвижной стальной муфтой (рис. 4).
3.2. Величина зазора между раструбом (муфтой) и трубой, входящей в раструб (муфту), должна быть не более 1,0 мм (в отдельных случаях при тщательном соблюдении технологии пайки и проведении контроля качества стыков допускается зазор до 2,0 мм).
3.3. Для получения паяных соединений равнопрочных с основным металлом величина нахлестки должна быть не менее трех толщин стенки трубы.
3.4. Для присоединения подводок отопительных приборов к стоякам в технологических нишах конец замоноличенного в панель стояка должен выступать над плитой перекрытия не менее чем на 60 мм.
3.5. Запрещается производить пайку, если:
а) конец трубы не входит в раструб на величину, указанную в п. 3.3 (рис. 5а);
б) длина прямого конца трубы (при соединении изогнутых участков трубопровода) над соединением менее 60 мм (рис. 5б);
в) внутренняя кромка раструба имеет заусенцы либо завальцована (рис. 5в).
3.6. Предварительную зачистку сопрягаемых поверхностей труб следует производить только при наличии загрязнений неорганического характера, которые имеют высокую температуру плавления или образуют тугоплавкие соединения (цементный раствор и т.д.). Указанные загрязнения следует удалить путем механической зачистки мест пайки металлической щеткой.
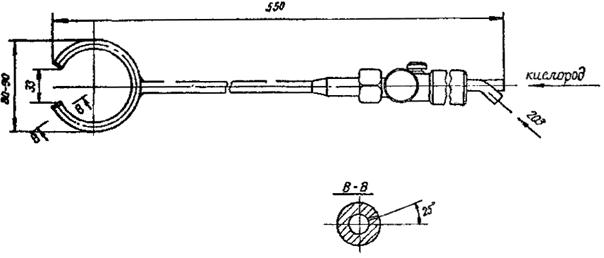
Рис. 3. Общий вид газо-кислородной горелки для магнитной пайки труб
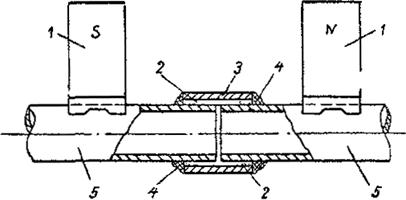
Рис. 4. Схема магнитной пайки соединения с надвижной стальной муфтой:
1 - переносные постоянные магниты; 2 - железный порошок; 3 - надвижная стальная муфта; 4 - паста-припой; 5 - трубы
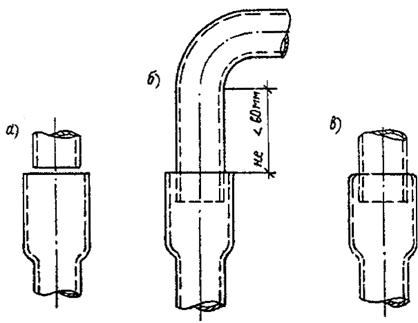
Рис. 5. Варианты расположения и обработки соединяемых элементов, при которых не разрешается пайка
4. ТЕХНОЛОГИЯ МАГНИТНОЙ ПАЙКИ
4.1. Технологический процесс пайки трубопроводов включает:
- установку магнитов;
- заполнение зазоров железным порошком;
- нанесение пасты-припоя;
- газопламенный нагрев зоны стыка до расплавления припоя;
- снятие магнитов и их охлаждение.
4.2. Стержневые постоянные магниты необходимо устанавливать разноименными полюсами на соединяемые трубы (с противоположных сторон стыка) так, чтобы они меньше нагревались пламенем горелки и не затрудняли пайку (рис. 6).
4.3. При помощи совка следует ввести в зазор между трубами железный порошок слоем примерно 2 мм и уплотнить.
4.4. Совком необходимо нанести пастообразный припой поверх заполненного железным порошком зазора. Паста наносится по всему периметру соединения.
4.5. Количество наносимого пастообразного припоя зависит от диаметра соединяемых труб. Для труб диаметром 20 мм расход пасты на 1 стык соответствует 6 г. Количество припоя для 16-этажного 4-секционного жилого дома ориентировочно составляет 12-13 кг.
4.6. Газо-кислородную горелку следует зажечь и регулировкой подачи газов достичь устойчивой ее работы (для пропан-бутановой горелки давление пропан-бутана и кислорода составляет соответственно 0,8-1,0 атм и 5,0 ати; для ацетиленовой горелки давление ацетилена и кислорода соответственно 0,4 атм и 4,5-5,0 атм).
4.7. Горелку необходимо ввести на участок трубопровода возле подготовленного стыка и путем последовательных перемещений вдоль оси соединяемых труб производить нагрев.
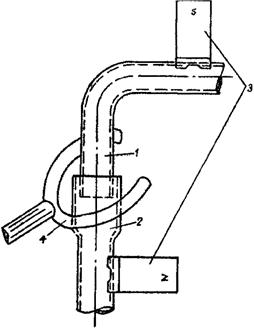
Рис. 6. Схема расположения магнатов и горелки при пайке:
1 - труба; 2 - труба с раструбом; 3 - постоянные магнитит; 4 - газо-кислороддая горелка
4.8. Для более равномерного разогрева кромок по периметру наконечник горелки следует поворачивать в плоскости стыка в обе стороны на 15-20º.
4.9. Обеспечение необходимого смачивания кромок расплавленным припоем достигается хорошим прогревом той части трубы, которая входит в раструб (муфту). Для этого нужно более интенсивно нагревать участок трубы с валиком пастообразного припоя.
4.10. Во избежание выдувания припоя из зоны соединения нельзя направлять пламя горелки на валик пасты до момента плавления флюса.
4.11. Нагрев трубы производится до начала плавления припоя, что хорошо наблюдается по его осадке и последующему перемещению по стыку.
4.12. После начала осадки припоя (происходит пропитка ферромагнитного наполнителя) горелку следует вывести из зоны пайки.
4.13. Через 30-40 сек. после прекращения нагрева стержневые магниты следует снять с паяных труб.
4.14. Исправление дефектов паяных швов допускается повторной пайкой стыков. При этом зону соединения необходимо зачистить от шлака и окалины стальной щеткой.
5. КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
5.1. Качество паяных соединений проверяется:
- визуальным осмотром;
- прочностными испытаниями стыков на статическое растяжение;
- гидравлическими испытаниями смонтированной системы отопления.
5.2. Визуальному осмотру подлежат все стыки. Его осуществляет паяльщик, который выявляет наличие неполного расплавления припоя, сквозных свищей, трещин и незаполненных припоем, зазоров между сопрягаемыми поверхностями труб. Наличие хорошо видимой галтелих) характеризует хорошее смачивание припоем кромок и его растекание.
Исправление обнаруженных визуальным осмотром дефектов осуществляется в соответствии с п. 4.14.
____________
х) В соответствии с ГОСТ 17325-71 "Пайка. Термины и определения" галтель паяного шва - это участок шва, образовавшийся у края зазора на наружных поверхностях соединяемых деталей под действием капиллярных сил.
5.3. Испытания соединений на статическое растяжение выполняются в соответствии с ГОСТ 6996-66 "Методы определения механических свойств сварочных соединений" при обучении и переаттестации паяльщиков в соответствии с утвержденной программой.
5.4. Гидравлические испытания систем отопления с паяными стыками должны проводиться в соответствии со СНиП III-28-75 "Правила производства и приемки работ. Санитарно-техническое оборудование зданий и сооружений".
5.5. Испытание систем отопления с паяными стыками должно производиться при отключенных расширительных сосудах гидравлическим давлением, равным 1,25 рабочего давления, но не менее 2 кгс/см2 в самой низкой точке системы.
Величина испытания давления для систем отопления, присоединенных к теплоцентралям, должна быть согласована с ТЭЦ, но не должна превышать разрешаемого предельного давления для установленных в системе приборов.
5.6. Система отопления признается выдержавшей гидравлическое испытание, если в течение 5 мин. нахождение ее под испытательным давлением падение давления не превышает 0,2 кгс/см2, а в паяных соединениях не обнаружено течи.
5.7. Гидравлическое испытание систем панельного отопления должно производиться до заделки монтажных окон давлением 10 кгс/см2 в течение 15 мин., при этом падение давления допускается не более 0,1 кгс/см2.
Для совмещенных панельно-радиаторных или конвекторных систем отопления испытательное давление определяется, исходя из требований, предъявляемых для систем отопления с вышеуказанными приборами.
5.8. Приемка в зимнее время систем центрального отопления с паяными стыками и со скрытой прокладкой трубопроводов допускается без их гидравлического испытания в целом, но с обязательным испытанием гидравлическим давлением каждого стояка в отдельности. Испытание стояков должно производиться с поочередным отключением их от временно эксплуатируемой системы и допускается только после прогрева здания.
5.9. При приемке систем центрального отопления с паяными стыками необходимо определить:
- соответствие выполненных работ требованиям настоящей инструкции;
- отсутствие течи в паяных стыках. В акте приемки систем отопления должны быть указаны данные о качестве выполненных работ по пайке труб.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. При производстве работ по пайке следует выполнять требования § 6 СНиП III-4-80 "Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработки металлов" ЦК профсоюзов рабочих машиностроения и "Правил испытания для электросварщиков и газосварщиков" Госгортехнадзора СССР.
6.2. К выполнению работ по пайке допускаются газосварщики не моложе 18 лет, прошедшие медицинское освидетельствование, обучение приемам магнитной пайки и имеющие соответствующее удостоверение.
6.3. При поступлении на работу в качестве паяльщика рабочий должен получить вводный инструктаж и инструктаж по технике безопасности на рабочем месте.
6.4. Паяльщики должны быть обеспечены защитными очками закрытого типа по ГОСТ 12.4.003-74.
6.5. Для газопламенной обработки материалов должны применяться резинотканевые рукава по ГОСТ 9356-60 "Рукава резиновые для газовой сварки и резки металлов", рассчитанные на давление до 6 кг/см2, или по ГОСТ 8318-37 "Рукава резинотканевые напорные", рассчитанные на давление до 10 кг/см2. Длина рукавов не должна превышать 30 м.
6.6. Запрещается использовать редукторы без манометров или с неисправленными манометрами.
6.7. Запрещается разводить открытый огонь, курить, а также производить пайку в пределах 10 м от кислородных, ацетиленовых баллонов и газогенераторов.
6.8. Пре перерывах в работе запрещается оставлять без надзора заряженные баллоны.
6.9. Перемешаться с зажженной горелкой за пределы рабочего места, подниматься по трапам, лестницам, держать шланги во время работы под мышкой, на плечах или зажимать их ногами запрещается.
6.10. Производить ремонт горелок и редукторов на рабочем месте запрещается. Неисправная аппаратура должна быть сдана для ремонта на завод или в специальные ремонтные мастерские.
6.11. При обратном ударе пламени следует немедленно закрыть вентиль на горелке и на баллонах.
6.12. Обратный удар происходит вследствие закупорки мундштука, сильного нагрева горелки, неплотной посадки инжектора и мундштука. Во избежание обратного удара необходимо строго следить за исправностью горелки, не допускать ее перегрева, регулярно чистить отверстия мундштука (деревянной палочкой или медной проволокой).
6.13. При перегреве горелки работа должна быть приостановлена, горелка потушена и охлаждена в чистой воде. При этом ацетиленовый (пропановый) вентиль должен быть плотно закрыт, а кислородный несколько приоткрыт во избежание попадания воды в горелку.
6.14. Паяльщику запрещается:
- оставлять без присмотра аппаратуру для пайки;
- допускать в зону производства огневых работ (ближе 5 м) посторонних и не занятых этими работами лиц;
- касаться незащищенными руками нагретых мест паяемого металла и магнитов;
- работать при недостаточной освещенности рабочего места;
- работать в помещении при загазованности воздуха или утечке горючей жидкости.
6.15. Баллоны следует хранить в отдельном специально оборудованном помещении только в вертикальном положении в гнездах специальных стоек. Порожние баллоны должны храниться раздельно от баллонов, заполненных газом.
6.16. Вентили газовых баллонов должны быть закрыты предохранительными колпаками. Приемка, хранение и отпуск газовых баллонов для производства работ без предохранительных колпаков запрещается.
Баллоны со сжатым газом должны быть защищены от ударов.
СОДЕРЖАНИЕ
|
2. Материалы и оборудование для магнитной пайки. 2 3. Требования к сборке соединяемых элементов и их подготовка к пайке. 3 4. Технология магнитной пайки. 4 |