ГОСТ 10528-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НИВЕЛИРЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
НИВЕЛИРЫ Общие технические условия Levels. |
ГОСТ
|
Дата введения 01.07.91
Настоящий стандарт распространяется на нивелиры, предназначенные для определения превышений методом геометрического нивелирования по вертикальным рейкам, и устанавливает обязательные требования разд. 1 и 2.
Стандарт не распространяется на лазерные нивелиры.
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Классификация нивелиров - по ГОСТ 23543.
1.2. Нивелиры изготавливают следующих групп: высокоточные, точные и технические.
Основные параметры нивелиров должны соответствовать указанным в табл. 1.
Таблица 1
|
Группа нивелиров |
|||
|
высокоточных |
точных |
технических |
|
|
Допустимая средняя квадратическая погрешность измерения превышения на 1 км двойного хода, мм: |
|||
|
- для нивелиров с компенсатором |
0,3 |
2,0 |
5,0 |
|
- для нивелиров с уровнем |
0,5 |
3,0 |
5,0 |
|
Увеличение зрительной трубы, крат, не менее |
40 |
30 |
20 |
|
Диаметр входного зрачка зрительной трубы, мм, не менее |
48 |
37 |
24 |
|
Наименьшее расстояние визирования, м, не более: |
|||
|
- без насадки |
4,0 |
1,5 |
1,0 |
|
- с насадкой на объектив |
1,0 |
0,8 |
0,5 |
|
Коэффициент нитяного дальномера, % |
100 ± 1 |
100 ± 1 |
100 ± 1 |
|
Цена деления уровня при зрительной трубе, углов, секунда на 2 мм |
10 ± 1 |
15 ± 1,5 |
45 ± 5 |
|
Цена деления шкалы оптического микрометра, мм |
0,05 ± 0,003 |
- |
- |
|
Масса, кг, не более: |
|||
|
- нивелира* |
5,0 |
2,0 |
1,6 |
|
- укладочного футляра |
3,0 |
1,6 |
1,6 |
* При наличии компенсатора или горизонтального лимба массу нивелира допускается увеличивать на 15 %.
1.3. Нивелиры допускается изготавливать двух исполнений:
- с цилиндрическим уровнем при зрительной трубе;
- с компенсатором.
1.2, 1.3. (Измененная редакция, Изм. № 1).
1.4. Точные и технические нивелиры изготавливают со зрительными трубами прямого изображения.
1.5. Точные и технические нивелиры допускается изготавливать с горизонтальным лимбом.
1.6. Основные параметры и размеры нивелирных реек должны соответствовать указанным в табл. 2.
Таблица 2
|
Рейки к нивелирам групп |
|||
|
высокоточных |
точных |
технических |
|
|
Номинальная длина шкалы рейки, мм |
3000; |
3000; |
4000 |
|
1200; |
1500*; |
- |
|
|
1700* |
1000* |
||
|
Длина деления шкалы, мм |
5 |
10 |
10 |
|
Допустимое отклонение, мм: |
|||
|
- длины деления шкалы |
±0,05 |
±0,20 |
±0,50 |
|
- метрового интервала |
±0,10 |
±0,50 |
±1,00 |
|
Масса рейки, кг, не более, при длине шкалы рейки |
|||
|
4000 мм |
- |
- |
4,5 |
|
3000 мм |
6,0 |
3,5 |
- |
|
1700 мм |
3,5 |
- |
- |
|
1500 мм |
- |
2,5 |
- |
|
1200 мм |
2,6 |
- |
- |
|
1000 мм |
- |
2,0 |
- |
* По заказу потребителя.
1.8. Нивелирные рейки к высокоточным нивелирам изготавливают цельными.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Нивелиры и нивелирные рейки изготавливают в соответствии с требованиями настоящего стандарта, ГОСТ 23543 и технических условий на конкретные нивелиры и нивелирные рейки.
2.2. Номенклатура дополнительных показателей, которая должна быть включена в технические условия на конкретные нивелиры и нивелирные рейки, указана в приложении 1.
2.3. Угол i нивелира (проекция на отвесную плоскость угла между визирной осью зрительной трубы и горизонтальной линией) должен быть не более 10² при температуре (20 ± 2) °С.
2.4. При изменении температуры на 1 °С изменение угла i нивелира должно быть не более 0,5² для высокоточных нивелиров, 0,8² - для точных нивелиров и 1,5² - для технических нивелиров.
2.5. У нивелиров с компенсатором характеристики компенсатора должны соответствовать указанным в табл. 3.
Таблица 3
|
Группа нивелиров |
|||
|
высокоточных |
точных |
технических |
|
|
Диапазон работы компенсатора, не менее |
±8¢ |
±15¢ |
±30¢ |
|
Систематическая погрешность работы компенсатора на 1¢ наклона оси нивелира, не более |
±0,05² |
±0,3² |
±0,5² |
|
Время затухания колебаний подвесной системы, с, не более |
2 |
2 |
2 |
2.6. Технические нивелиры допускается изготавливать с расширенным диапазоном работы компенсатора до ±3°. При этом систематическая погрешность работы компенсатора не должна превышать 1² на 1¢ наклона оси нивелира, а допустимая средняя квадратическая погрешность измерения превышения на 1 км двойного хода должна быть 10 мм.
2.10. Требования к нивелирам и нивелирным рейкам в части воздействия климатических факторов внешней среды и механических нагрузок - по ГОСТ 23543.
2.11. Прогиб лицевой поверхности нивелирной рейки не должен быть более:
3 мм - для реек к высокоточным нивелирам;
6 мм - для реек к точным нивелирам;
10 мм - для реек к техническим нивелирам.
2.12. Нивелирные рейки к высокоточным нивелирам с номинальной длиной шкалы 3000 мм должны снабжаться круглым уровнем с ценой деления 10¢ на 2 мм.
По заказу потребителя нивелирные рейки к точным и техническим нивелирам должны снабжаться круглыми уровнями с ценой деления 20¢ на 2 мм.
2.13. Перечень функций, выполняемых нивелирами, приведен в приложении 2.
2.14. Гамма-процентная календарная продолжительность безотказной эксплуатации нивелиров при g = 90 % - не менее 36 мес.
Средняя наработка на отказ нивелиров - не менее 3000 ч.
Средняя наработка на отказ складных нивелирных реек - не менее 3000 циклов. Под циклом понимают одно складывание и раскладывание рейки.
Критерии отказов нивелиров и складных нивелирных реек устанавливают в технических условиях на конкретные нивелиры и нивелирные рейки.
2.15. Среднее время восстановления работоспособного состояния должно быть не более 12 ч для нивелиров и 2 ч для складных нивелирных реек.
2.16. Полный гамма-процентный срок службы нивелиров и нивелирных реек при g = 90 % - не менее шести лет.
Критерии предельного состояния устанавливают в технических условиях на конкретные нивелиры и нивелирные рейки.
2.17. Нивелирные рейки к высокоточным нивелирам должны быть уложены в футляр, а к точным и техническим нивелирам - в чехлы.
2.18. Перечень принадлежностей, входящих в комплект нивелиров, приведен в приложении 3.
2.19. Маркировка и упаковка нивелиров - по ГОСТ 23543.
2.20. Порядок построения условного обозначения нивелиров и нивелирных реек - по приложению 4.
3. ПРИЕМКА
Приемку нивелиров и нивелирных реек осуществляют в соответствии с требованиями ГОСТ 23543 и техническими условиями на конкретные нивелиры и нивелирные рейки.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания нивелиров и нивелирных реек, а также принятие решений по результатам испытаний осуществляют в соответствии с требованиями настоящего стандарта, ГОСТ 23543 и технических условий на конкретные нивелиры и нивелирные рейки.
Методы и средства испытаний, указанные в настоящем разделе, могут быть заменены другими при обеспечении требуемой точности и условий измерений и согласованными в установленном порядке.
4.2. Проверку требований по пп. 1.3 - 1.5, 1.7 - 1.9, 2.1, 2.7, 2.8 (в части комплектации насадным оптическим микрометром), 2.12, 2.17 - 2.20, цены деления уровня при зрительной трубе (табл. 1), номинальной длины рейки и длины деления шкалы рейки (табл. 2) проводят визуальным осмотром, опробованием, сличением с технической и конструкторской документацией на нивелиры и нивелирные рейки.
4.3. Испытания
нивелиров на соответствие требованиям к допустимой средней квадратической
погрешности измерения превышения на 1 км двойного хода (табл. 1, пп. 2.6 и 2.8)
проводят на полевом стенде. Схема полевого стенда и методика определения
средней квадратической погрешности измерения превышений на 1 км двойного хода ![]() приведена в
приложении 5.
приведена в
приложении 5.
Значение ![]() вычисляют по
формуле
вычисляют по
формуле
 (1)
(1)
где ![]() ,
, ![]() - навязки в прямом и обратном ходах j-го двойного хода (j =
- навязки в прямом и обратном ходах j-го двойного хода (j = ![]() );
);
п - количество двойных ходов (п ³ 10).
Результаты испытаний считают удовлетворительными, если выполняется условие
![]() £ mкм,
£ mкм,
где mкм - допустимая средняя квадратическая погрешность измерения на 1 км двойного хода в соответствии с табл. 1.
4.4. Увеличение зрительной трубы Г и диаметр входного зрачка d (табл. 1) определяют совместно. При этом значение Г вычисляют по формуле
![]() (2)
(2)
где ![]() - диаметр выходного зрачка, мм.
- диаметр выходного зрачка, мм.
Диаметр входного зрачка d измеряют штангенциркулем любого типа и класса точности по ГОСТ 166, со значением отсчета по нониусу или ценой деления круговой шкалы 0,1 мм.
Диаметр выходного
зрачка ![]() измеряют
динаметром с ценой деления сетки 0,1 мм.
измеряют
динаметром с ценой деления сетки 0,1 мм.
4.5. Наименьшее расстояние визирования (табл. 1) определяют измерением отрезка горизонтальной линии от оси вращения нивелира до объекта, расположенного на предельно минимальном от нивелира расстоянии, т.е. на таком расстоянии, когда объект через зрительную трубу нивелира еще четко виден. Указанный отрезок измеряют рулеткой 3-го класса точности по ГОСТ 7502 и номинальной длиной не менее 10 м.
4.6. Значение коэффициента нитяного дальномера К (табл. 1) определяют по результатам измерений нитяным дальномером отрезка линии образцового базиса длиной (50 ± 10) м. Угол наклона линии базиса должен быть не более 0,5°. Относительная погрешность длины отрезка базиса должна быть не более 1/1500.
Для измерений нивелир центрируют над начальной точкой отрезка базиса. Погрешность центрирования - не более 1 см. На конечной точке отрезка устанавливают нивелирную рейку. После приведения нивелира и рейки в рабочее положение наводят зрительную трубу нивелира на рейку и отсчитывают по ее шкале верхним «в» и нижним «н» штрихами сетки нитей, что составляет один прием измерений. Каждый новый прием выполняют после изменения высоты нивелира.
Значение коэффициента К вычисляют по формуле
![]() (3)
(3)
где Sо - образцовое значение длины отрезка базиса, мм;
с - значение постоянного слагаемого нитяного дальномера, выбираемого из паспорта на прибор, мм;
 (4)
(4)
где
![]() и
и ![]() -
соответственно значения отсчетов по верхнему и нижнему штрихам сетки нитей в j-м приеме измерений, мм (j =
-
соответственно значения отсчетов по верхнему и нижнему штрихам сетки нитей в j-м приеме измерений, мм (j = ![]() );
);
n - количество приемов измерений (п ³ 10).
4.7. Массу нивелира, футляра (табл. 1) и рейки (табл. 2) определяют на весах для статического взвешивания обычного плана точности по ГОСТ 29329.
4.8. Проверку нивелиров на соответствие требованиям п. 2.4 проводят с использованием термокамеры и двух нивелирных реек или двух линеек с длиной деления шкалы 1 мм.
Рейки закрепляют вертикально на расстоянии 5 - 15 м друг от друга. Выбирают станцию для установки нивелира так, чтобы длина визирного луча до одной рейки была не менее чем в три раза больше длины визирного луча до другой рейки. Нивелир помещают в термокамеру, доводят в ней температуру до нижнего значения диапазона рабочих температур t1 и выдерживают прибор при данной температуре 0,5 ч. Извлекают нивелир из термокамеры и с выбранной станции определяют превышение между точками установки реек h2 как среднее арифметическое значение не менее чем трех измерений превышений.
Помещают нивелир в термокамеру, доводят температуру в ней до верхнего предела диапазона рабочих температур t2 и выдерживают нивелир при данной температуре в течение 0,5 ч. Извлекают нивелир из камеры и повторно определяют превышение h2, как среднее арифметическое значение не менее чем трех измерений превышений.
Значение изменения угла i при изменении температуры на 1 °С (Di) определяют по формуле
![]() (5)
(5)
где r - градусная мера одного радиана (r = 206265²);
S1 и S2 - расстояние от нивелира до ближней и дальней рейки соответственно, мм.
4.9. Проверку на соответствие требованиям к диапазону и систематической погрешности работы компенсатора (табл. 3) проводят в лабораторных или полевых условиях.
4.9.1. В лабораторных условиях испытания проводят с использованием экзаменатора с ценой деления измерительного винта не более 1² и автоколлиматора с ценой деления не более 0,25².
Нивелир устанавливают на столике экзаменатора вдоль его штанги и приводят его в рабочее положение. Устанавливают автоколлиматор способом «труба в трубу» с нивелиром. Наводят среднюю нить трубы автоколлиматора на среднюю нить трубы нивелира и снимают отсчет по шкале автоколлиматора. При этом выполняют три наведения и получают значение b0, как среднее арифметическое трех отсчетов. Измерительным винтом экзаменатора задают наклон оси нивелира на угол n1, а затем на угол n2, равные нижнему и верхнему значению предела работы компенсатора (табл. 3) соответственно. При этом проводят по три наведения при каждом угле наклона и получают соответственно значения b1 и b2 как среднее арифметическое трех отсчетов. Указанные действия составляют один прием измерения.
Значения систематической погрешности работы компенсатора sк1 и sк2 для каждого из углов наклона n1 и n2 соответственно вычисляют по формулам:
 (6)
(6)
 (7)
(7)
где b0j, b1j и b2j - значения b0, b1 и b2 в j-м приеме измерения;
п - количество приемов измерения (п ³ 2).
Испытания считают удовлетворительными, если значения систематической погрешности работы компенсатора sк1 и sк2 не превышают требований, установленных в табл. 3.
4.9.2. В полевых условиях систематическую погрешность работы компенсатора определяют по результатам измерений превышения двух точек на трех нивелирных станциях с длинами визирного луча 5, 25, 50 м при испытаниях высокоточных нивелиров и 25, 50, 100 м при испытаниях точных и технических нивелиров.
Нивелир во время измерений на станциях должен располагаться в створе между рейками, на равных расстояниях от них. Допустимое неравенство расстояний от нивелира до реек - не более 1 м.
На каждой станции определяют превышение между точками установки реек. Сначала при отсутствии наклона оси нивелира определяют превышение h0, затем при наклонах оси нивелира на углы n1 и n2, равные нижнему и верхнему значениям предела диапазона работы компенсатора, определяют соответственно превышения h1 и h2. Наклоны вертикальной оси задают подъемным винтом нивелира, расположенным по направлению визирной оси зрительной трубы. Величину наклона контролируют по установочному уровню нивелира. Указанные действия составляют один прием измерения.
Значение систематической погрешности работы компенсатора sк1 и sк2 для каждого из углов наклона n1 и n2 соответственно вычисляют для каждой нивелирной станции по формулам:
 (8)
(8)
 (9)
(9)
где r - градусная мера одного радиана (r = 206265²);
h0j, h1j и h2j - значения h0, h1 и h2 в j-м приеме измерения для данной нивелирной станции,
мм (j = ![]() );
);
S - длина визирного луча для данной нивелирной станции, мм;
n - количество приемов измерения (n ³ 5).
Результаты испытаний считают удовлетворительными, если значения sк1 и sк2 для всех трех нивелирных станций не превышают требований, установленных в табл. 3.
4.10. При испытании на брызго- и пылезащищенность (п. 2.9) нивелиры, изготовленные в брызго- и пылезащищенном исполнении выдерживают в камере пыли и дождя без упаковочного ящика. Затем нивелир извлекают из камеры пыли (дождя) и протирают поверхность прибора от пыли (влаги). Результаты испытаний считают неудовлетворительными, если невозможно проводить нивелиром измерения вследствие загрязнения отсчетных шкал или поля зрения трубы, ухудшения их освещенности или затруднения хода подвижных частей нивелира из-за попадания во внутрь прибора пыли или влаги.
В случае изготовления в брызго- и пылезащищенном исполнении укладочных ящиков испытания считают удовлетворительными, если после испытаний в футляре, куда помещен нивелир, и на самом нивелире отсутствует пыль (влага).
Примечание. Условия испытания нивелиров на брызго- и пылезащищенность соответствуют условиям испытания футляров, изготовленных в брызго- и пылезащищенном исполнении по ГОСТ 23543. При этом время выдержки нивелиров в камере пыли (влаги) должно быть не менее 10 мин.
4.11. Испытания нивелиров и нивелирных реек на устойчивость к воздействию климатических факторов (п. 2.10) проводят в камерах тепла (холода) и влаги. После выдержки нивелиров и нивелирных реек в предельных условиях не позднее чем через 10 мин после извлечения из камеры проводят проверку их работоспособности в соответствии с требованиями технических условий на конкретные нивелиры и нивелирные рейки.
4.11.1. Время выдержки в камере тепла (холода) при проверке устойчивости к воздействию температур - не менее 2 ч.
4.11.2. Время выдержки в камере влаги при проверке устойчивости к воздействию повышенной влажности - не менее 4 ч.
4.12. Время выдержки нивелиров и нивелирных реек в камере тепла (холода) при проверке устойчивости к воздействию температур при транспортировании - 2 ч.
4.13. Время испытаний на вибропрочность - 1 ч.
4.14. При испытаниях на ударопрочность при воздействии одиночных ударов осуществляют три одиночных удара для точных и технических нивелиров и нивелирных реек к ним и один удар для высокоточных нивелиров и нивелирных реек к ним.
4.15. Прогиб лицевой поверхности нивелирной рейки (п. 2.11) определяют с использованием капроновой или шелковой нити и линейки с длиной деления шкалы 1 мм. Нивелирную рейку укладывают на горизонтальное основание боковой поверхностью. Нить натягивают и прижимают ее концы к широкой поверхности рейки на ее противоположных концах. Натяжение нити должно создавать прямую линию, соединяющую концы рейки. Линейкой измеряют расстояние от ближней широкой поверхности рейки до нити. При этом линейку располагают перпендикулярно к оси рейки. Значением прогиба лицевой поверхности является измеренное расстояние в месте наибольшего удаления нити от ближней широкой поверхности рейки.
4.16. Испытание нивелиров и нивелирных реек на надежность (пп. 2.14 - 2.16) - по ГОСТ 23543.
4.17. Проверку требований к цене деления шкалы оптического микрометра (табл. 1), допустимому отклонению длины деления шкалы и метровому интервалу нивелирной рейки (табл. 2), времени затухания колебаний подвесной системы компенсатора (табл. 3), а также требований пп. 2.2, 2.3 и 2.13 проводят в соответствии с требованиями технических условий на конкретные нивелиры и нивелирные рейки.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение нивелиров и нивелирных реек осуществляют в соответствии с требованиями ГОСТ 23543 и технических условий на конкретные нивелиры и нивелирные рейки.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие нивелиров и нивелирных реек требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
6.2. Гарантийный срок хранения нивелиров и нивелирных реек - пять лет с даты изготовления.
6.3. Гарантийный срок эксплуатации нивелиров и нивелирных реек - три года со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ
1
Обязательное
НОМЕНКЛАТУРА ДОПОЛНИТЕЛЬНЫХ ПОКАЗАТЕЛЕЙ, ВКЛЮЧАЕМЫХ В ТЕХНИЧЕСКИЕ УСЛОВИЯ НА КОНКРЕТНЫЕ НИВЕЛИРЫ И НИВЕЛИРНЫЕ РЕЙКИ
Таблица 4
|
Наименование показателя |
Группа нивелиров |
|
Показатели нивелиров |
|
|
Угловое поле зрения трубы |
Все группы |
|
Предел разрешения зрительной трубы |
То же |
|
Коэффициент пропускания зрительной трубы |
» |
|
Коэффициент рассеяния зрительной трубы |
» |
|
Требования к сетке нитей зрительной трубы |
» |
|
Асимметрия дальномерных штрихов сетки нитей |
» |
|
Рабочий диапазон наводящих устройств |
» |
|
Удаление выходного зрачка зрительной трубы |
» |
|
Чистота поля зрения трубы |
» |
|
Качество изображения дифракционной точки |
» |
|
Значение постоянного слагаемого нитяного дальномера |
» |
|
Наклон вертикальной оси нивелира |
» |
|
Цена деления установочного уровня |
» |
|
Смещение линии визирования, вызываемое перефокусировкой зрительной трубы |
» |
|
Момент трения покоя подвижных частей |
» |
|
Мертвые хода наводящих устройств |
» |
|
Качество декоративно-защитных покрытий |
» |
|
Допустимая средняя квадратическая погрешность измерения превышения на станции |
» |
|
Допустимая средняя квадратическая погрешность самоустановки линии визирования |
Нивелиры с компенсатором |
|
Допустимая средняя квадратическая погрешность измерения горизонтального угла |
Нивелиры с лимбом |
|
Показатели нивелирных реек |
|
|
Совмещение начального деления шкал рейки с пяткой рейки |
Ко всем нивелирам |
|
Перпендикулярность пятки рейки к оси рейки |
То же |
|
Ширина отсчетного поля |
» |
|
Качество декоративно-защитных покрытий |
» |
|
Допустимое отклонение дециметрового интервала |
» |
|
Требование к натяжению полосы, на которую наносится шкала |
К высокоточным нивелирам |
ПРИЛОЖЕНИЕ
2
Обязательное
ПЕРЕЧЕНЬ ФУНКЦИЙ, ВЫПОЛНЯЕМЫХ НИВЕЛИРАМИ
Таблица 5
|
Наименование функции |
Применяемость функции для группы нивелиров |
||
|
высокоточных |
точных |
технических |
|
|
1. Измерение превышений |
+ |
+ |
+ |
|
2. Измерение расстояний нитяным дальномером |
+ |
+ |
+ |
|
3. Измерение горизонтальных углов* |
- |
+ |
+ |
|
4. Измерение превышений по разным рейкам с одной позиции с использованием окулярного колена* |
+ |
+ |
- |
|
5. Измерение превышений с повышенной точностью с помощью насадного микрометра* |
- |
+ |
- |
|
6. Проектирование вертикальной линии (створа) при помощи призмы* 90° |
- |
+ |
- |
* По заказу потребителя.
Примечание. Знак «+» означает применяемость функции, знак «-» - неприменяемость.
ПРИЛОЖЕНИЕ
3
Обязательное
ПЕРЕЧЕНЬ ПРИНАДЛЕЖНОСТЕЙ, ВХОДЯЩИХ В КОМПЛЕКТ НИВЕЛИРА
Таблица 6
|
Наименование принадлежностей |
Группа нивелиров |
||
|
высокоточных |
точных |
технических |
|
|
Нивелирные рейки в количестве 2 шт.: |
|||
|
- к высокоточным нивелирам* |
+ |
- |
- |
|
- к точным нивелирам** |
- |
+ |
- |
|
- к техническим нивелирам |
- |
- |
+ |
|
Штатив по ГОСТ 11897: |
|||
|
- ШН-160 |
+ |
- |
- |
|
- ШР-120 или ШР-140 |
- |
+ |
+ |
|
Насадной оптический микрометр для измерений с повышенной точностью* |
- |
+ |
- |
|
Насадка на объектив для уменьшения минимального расстояния визирования* |
+ |
+ |
+ |
|
Насадка призменная на объектив для проектирования вертикальной линии или створа* |
- |
+ |
- |
|
Окулярное колено для измерений по двум рейкам с одной позиции наблюдателя* |
+ |
+ |
- |
|
Сменный окуляр увеличением 45-50х*** |
+ |
- |
- |
|
Укладочный футляр |
+ |
+ |
+ |
|
Набор предметов по уходу и юстировке прибора |
+ |
+ |
+ |
|
Эксплуатационная документация по ГОСТ 2.601 |
+ |
+ |
+ |
* По заказу потребителя.
** Допускается комплектовать технические нивелиры.
*** Допускается не комплектовать нивелиры с устройством, обеспечивающим плавное изменение увеличения зрительной трубы в пределах 40-50х.
ПРИЛОЖЕНИЕ
4
Справочное
ПОРЯДОК ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ НИВЕЛИРОВ И НИВЕЛИРНЫХ РЕЕК
Условное обозначение нивелиров состоит из буквенного обозначения (в соответствии с ГОСТ 23543 - Н), значения допустимой средней квадратической погрешности измерения превышения на 1 км двойного хода и обозначения настоящего стандарта.
Если нивелир снабжен компенсатором и (или) лимбом, то в условное обозначение нивелира перед обозначением стандарта добавляют соответственно букву К и (или) Л.
Пример условного обозначения нивелира с допустимой средней квадратической погрешностью измерения превышения на 1 км двойного хода 5,0 мм с компенсатором и лимбом:
Н-5КЛ ГОСТ 10528-90
Условное обозначение нивелирной рейки состоит из буквенного обозначения (в соответствии с ГОСТ 23543 - РН), цифрового обозначения группы нивелиров, для которой она предназначена (для высокоточных нивелиров - цифра 05, точных - 3, технических - 10), номинальной длины рейки и обозначения настоящего стандарта. В обозначении складных реек и (или) реек с прямым изображением оцифровки шкал после указания номинальной длины добавляют соответственно букву С и (или) П.
Пример условного обозначения нивелирной рейки к техническим нивелирам, номинальной длиной 4000 мм, складной, с прямым изображением оцифровки шкалы:
РН-10 - 4000 СП ГОСТ 10528-90
ПРИЛОЖЕНИЕ
5
Справочное
СХЕМА ПОЛЕВОГО СТЕНДА И МЕТОДИКА ОПРЕДЕЛЕНИЯ СРЕДНЕЙ
КВАДРАТИЧЕСКОЙ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ ПРЕВЫШЕНИЙ НА 1 КМ ДВОЙНОГО ХОДА 
Полевой стенд для испытаний нивелиров включает в себя нивелирную сеть, образующую на местности фигуру в виде прямоугольника с размерами сторон а » 100 м и b » 30 м, вершины которого закреплены реперами. На каждом репере неподвижно и вертикально устанавливают нивелирные станции. Станцию II (черт. 1) располагают в центре фигуры, станции I и III - на продольной оси примерно в 10 м по обе стороны от станции II. Станции IV и V (черт. 2) располагают примерно в 50 м по обе стороны от станции II.

Черт. 1
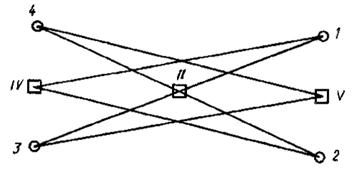
Черт. 2
Со станций I, II, III и станций II, IV, V прокладывают два замкнутых нивелирных хода, нивелируя точки в последовательности 1-2-3-4-1 и набирая прямой ход длиной около 1 км.
Затем в обратных ходах осуществляют нивелирование точек в последовательности 1-4-3-2-1.
Последовательность измерений в прямых и обратных ходах представлена в табл. 7.
Таблица 7
|
Номер станции |
Номера точек визирования |
Длина визирных лучей, м |
Сумма длин визирных лучей, м |
|
|
Прямой |
Первый замкнутый ход |
1040 |
||
|
I |
1 - 2 |
120 |
||
|
II |
2 - 3 |
100 |
||
|
III |
3 - 4 |
120 |
||
|
II |
4 - 1 |
100 |
||
|
Второй замкнутый ход |
||||
|
IV |
1 - 2 |
200 |
||
|
II |
2 - 3 |
100 |
||
|
V |
3 - 4 |
200 |
||
|
II |
4 - 1 |
100 |
||
|
Обратный |
Первый замкнутый ход |
1040 |
||
|
II |
1 - 4 |
100 |
||
|
V |
4 - 3 |
200 |
||
|
II |
3 - 2 |
100 |
||
|
IV |
2 - 1 |
200 |
||
|
Второй замкнутый ход |
||||
|
II |
1 - 4 |
100 |
||
|
III |
4 - 3 |
120 |
||
|
II |
3 - 2 |
100 |
||
|
I |
2 - 1 |
120 |
||
После
проложения нивелирных ходов получают невязки в прямом и в обратном fобр ходах и по формуле (1) настоящего
стандарта вычисляют среднюю квадратическую погрешность измерения превышений на
1 км двойного хода ![]() . Под невязкой хода понимают отклонение измеренной нивелиром суммы
превышений от теоретического значения, равного нулю.
. Под невязкой хода понимают отклонение измеренной нивелиром суммы
превышений от теоретического значения, равного нулю.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Главным управлением геодезии и картографии при Совете Министров СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.06.90 № 1756
Изменение № 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6 от 21.10.94)
За принятие изменения проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 10528-76, ГОСТ 11158-83
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ИЗДАНИЕ (декабрь 2002 г.) с Изменением № 1, принятым в июле 1999 г. (ИУС 10-99)
СОДЕРЖАНИЕ