ГОСТ 28122-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КАМНЕОБРАБАТЫВАЮЩИЕ
ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ КОНТРОЛЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Государственным проектно-конструкторским институтом по машинам для промышленности строительных материалов (Гипростроммашина)
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 26.04.95)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 12 ноября 1997 г. № 367 межгосударственный стандарт ГОСТ 28122-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
4 ВЗАМЕН ГОСТ 28122-89
ГОСТ 28122-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КАМНЕОБРАБАТЫВАЮЩИЕ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЕ
Общие технические требования и методы контроля
Stone-dressing
grinding-polishing machines.
General technical requirements and test methods
Дата введения 1998-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на камнеобрабатывающие шлифовально-полировальные станки, предназначенные для выполнения шлифовальных и полировальных операций при изготовлении облицовочных плит, архитектурно-строительных и других изделий из природного камня.
Требования настоящего стандарта являются обязательными.
Стандарт пригоден для целей сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 9480-89 Плиты облицовочные пиленые из природного камня. Технические условия
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 21339-82 Тахометры. Общие технические условия
ГОСТ 23342-91 Изделия архитектурно-строительные из природного камня. Технические условия
ГОСТ 24099-80 Плиты декоративные на основе природного камня. Технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 27636-95 Оборудование камнедобывающее и камнеобрабатывающее. Общие технические условия
ГОСТ 30080-93 Станки камнеобрабатывающие шлифовально-полировальные. Типы и основные параметры
3 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1 Камнеобрабатывающие шлифовально-полировальные станки должны обеспечивать качество обрабатываемых изделий из природного камня в соответствии с требованиями ГОСТ 9480, ГОСТ 23342 и ГОСТ 24099.
3.2 Конструкция станков должна обеспечивать:
- плавное перемещение шпинделей, кареток, шлифовальных и полировальных головок, столов и других составных частей на всех установленных режимах работы;
- исключение самопроизвольного ослабления крепления шлифовального и полировального инструмента к шпинделю во время работы;
- безопасную, удобную и быструю замену шлифовального и полировального инструмента;
- плавное регулирование усилия прижима шлифовального и полировального инструмента к обрабатываемой поверхности;
- выход шлифовального и полировального инструмента за пределы обрабатываемой поверхности не более 1/3 диаметра применяемого инструмента;
- подвод охлаждающей жидкости в зону шлифования и полирования и автоматическое прекращение процесса шлифования и полирования при нарушении установленного режима поступления жидкости;
- защиту двигателей от перегрузок.
3.3 Скорость подачи, окружная скорость шлифования и усилие прижима шлифовального и полировального инструмента станков должны соответствовать ГОСТ 30080.
3.4 Допуск перпендикулярности осей шпинделей шлифовальных и полировальных головок относительно рабочей поверхности стола - не больший чем по 9-й степени точности ГОСТ 24643.
3.5 Допуск торцевого биения опорного буртика шпинделя - не больший чем по 9-й степени точности ГОСТ 24643.
3.6 Допуск радиального биения центрирующей поверхности шпинделя - не больший чем по 9-й степени точности ГОСТ 24643.
3.7 Остальные технические требования - по ГОСТ 27636.
4 МЕТОДЫ КОНТРОЛЯ
4.1 Контроль качества изготовленных изделий по 3.1 - соответственно по ГОСТ 9480, ГОСТ 23342 и ГОСТ 24099.
4.2 Требования, изложенные в 3.2, контролируют внешним осмотром с созданием не менее двух соответствующих ситуаций.
4.3 Скорость подач по 3.3 измеряют штриховыми мерами длины и секундомером любого типа и класса.
4.4 Окружную скорость шлифования v, м, по 3.3 рассчитывают по формуле
v = pDn, (1)
где D - диаметр шлифовального (полировального) инструмента, м;
п - частота вращения шлифовального (полировального) инструмента, с-1. Измеряется тахометром с пределом измерений от 3,3 до 16,6 с-1 (от 200 до 1000 об/мин), класса точности 2 по ГОСТ 21339.
4.5 Усилие прижима шлифовального (полировального) инструмента по 3.3 измеряют динамометром сжатия любого типа с предельной нагрузкой 10 кН, точностью ±1 %.
4.6 Контроль перпендикулярности оси шпинделя относительно рабочей поверхности стола по 3.4 проводят с помощью набора щупов и поверочного угольника класса точности 1 по ГОСТ 3749 в соответствии с рисунком 1. Измерение производят при снятой шлифовальной головке через каждые 60° поворота угольника, прикладываемого к образующей шпинделя. Отклонение от перпендикулярности (D) определяют по наибольшему зазору между угольником и столом на длине L.
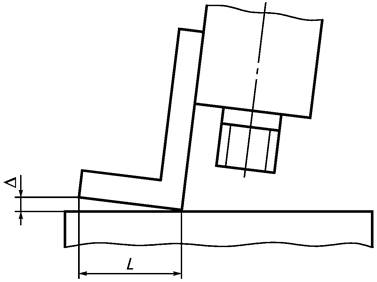
Рисунок 1
4.7 Контроль торцевого биения опорного буртика шпинделя по 3.5 проводят индикатором с диапазоном измерения от 0 до 2 мм, класса точности 1 по ГОСТ 577, установленным на штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 2. Штатив располагают на рабочей поверхности стола. Шпиндель вручную поворачивают на 360°. Значение биения определяют по наибольшей разности показаний индикатора.
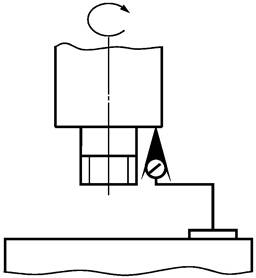
Рисунок 2
4.8 Контроль радиального биения центрирующей поверхности шпинделя по 3.6 проводят индикатором с диапазоном измерения от 0 до 2 мм, класса точности 1 по ГОСТ 577, установленным на штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 3. Штатив располагают на рабочей поверхности стола. Шпиндель вручную поворачивают на 360°. Значение биения определяют по наибольшей разности показаний индикатора.
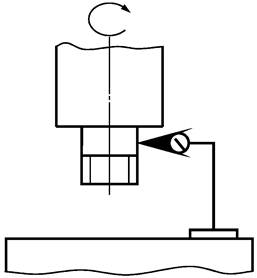
Рисунок 3
Ключевые слова: камнеобрабатывающие шлифовально-полировальные станки, технические требования, методы контроля
СОДЕРЖАНИЕ