ГОСТ 8425-90
(ИСО 7959-87)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
СТАНКИ КРУГЛОПИЛЬНЫЕ ПРИРЕЗНЫЕ
ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ
ПИЛОМАТЕРИАЛОВ
ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ
И ЖЕСТКОСТИ
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.В. Линьков, Л.В. Каплюшин, В.А. Щербина, Б.В. Смирнов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 24.12.90 № 3239
3. Срок проверки - 1997 г., периодичность проверки - 5 лет
4. В стандарт введен международный стандарт ИСО 7959-87 в части норм точности
5. ВЗАМЕН ГОСТ 16542-71, ГОСТ 8425-74 и ОСТ 2 ДМ11-2-76
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
2.1 |
7. ИЗДАНИЕ (май 2007 г.) с Изменением № 1, утвержденным в июле 1992 г. (ИУС 10-92)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Деревообрабатывающее оборудование СТАНКИ КРУГЛОПИЛЬНЫЕ ПРИРЕЗНЫЕ ДЛЯ
ПРОДОЛЬНОЙ Основные параметры. Нормы точности и жесткости Woodworking machinery. Circular rip
saws. |
ГОСТ (ИСО 7959-87) |
Дата введения 01.01.92
Настоящий стандарт распространяется на круглопильные прирезные многопильные и однопильные станки с механической гусеничной подачей для продольной распиловки пиломатериалов на заготовки.
Требования настоящего стандарта являются обязательными, за исключением параметров скорости резания, скорости подачи и приложений 1 - 3.
(Измененная редакция, Изм. № 1).
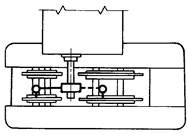
1. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры станков должны соответствовать указанным на черт. 1 и в табл. 1.
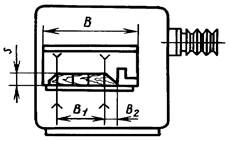
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
|
Значение параметра |
||||||
|
Просвет станка, В* |
630 |
350 |
||||
|
Ширина обрабатываемого материала В1** |
наибольшая, не менее |
250 |
400 |
320 |
||
|
наименьшая, не более |
10 |
|||||
|
Наибольшее расстояние от коренной пилы до направляющей линейки В2, не менее |
90 |
190 |
- |
|||
|
Толщина обрабатываемого материала s |
наибольшая, не менее |
120 |
100 |
|||
|
наименьшая, не более |
10 |
6 |
||||
|
Наименьшая длина обрабатываемого материала, не более |
450 |
350 |
||||
|
Наибольшее количество пил, шт. |
5; 10 |
1 |
||||
|
Скорость резания, м/с, не менее |
40 |
|||||
|
Скорость подачи, м/мин |
наибольшая, не менее |
40 |
||||
|
наименьшая, не более |
8 |
|||||
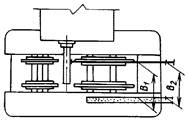
* Для вновь проектируемых станков.
** За ширину обрабатываемого материала В1 принимают расстояние от направляющей линейки до пилы или расстояние между двумя крайними пилами.
2. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
2.1. Допуск на установку станка по уровню не должен превышать 0,1 мм на длине 1000 мм.
Общие требования к испытаниям станков на точность и жесткость - по ГОСТ 25338.
Если конструктивные особенности станка не позволяют провести измерение отклонения на длине, к которой отнесен допуск, последний следует пересчитать на наибольшую длину, на которой может быть проведено измерение. Полученные при пересчете допуски менее 0,01 мм следует принимать равными 0,01 мм.
Геометрическая точность станка должна соответствовать нормам, указанным в пп. 2.1.1 - 2.1.7.
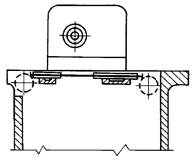
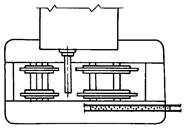
2.1.1. Параллельность оси шпинделя рабочей поверхности гусеничной цепи
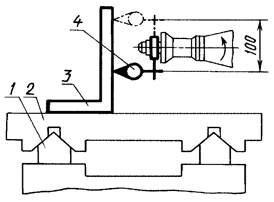
Допуск 0,1 мм на длине 100 мм
Проверка проводится в соответствии со схемой, указанной на черт. 2.
На направляющие 1 гусеничной цепи устанавливают контрольную плиту 2 с призматическими пазами, имитирующими звенья цепи.
На контрольной плите устанавливают поверочный угольник 3 так, чтобы плоскость симметрии основания угольника совпадала с вертикальной плоскостью, проходящей через ось шпинделя. На шпинделе с помощью специальной оправки укрепляют индикатор 4 так, чтобы его измерительный наконечник касался вертикальной грани угольника и был перпендикулярен к ней.
После первого измерения шпиндель поворачивают на 180°. Расстояние между точками измерений - 100 мм.
Измерения проводят не менее чем в трех положениях контрольной плиты при перемещении ее по направляющим из одного крайнего положения в другое.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в первоначальном положении шпинделя и при повороте его на 180°.
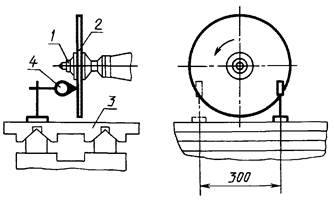
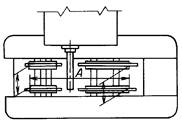
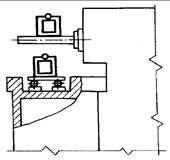
2.1.2. Перпендикулярность оси шпинделя к направлению перемещения гусеничной цепи
Отклонение шпинделя в направлении подачи не допускается. Проверка проводится в соответствии со схемой, указанной на черт. 3.
Допуск, мм, на длине 1000 мм:
для производства заготовок столярно-строительных изделий и мебели.......... 0,1
для прочих производств......................................................................................... 0,2
На шпинделе 1 укрепляют контрольный диск 2. На направляющие гусеничной цепи устанавливают контрольную плиту 3 с призматическими пазами, имитирующими звенья цепи. На контрольной плите укрепляют индикатор 4 так, чтобы его измерительный наконечник касался поверхности контрольного диска у его периферии и был перпендикулярен к нему.
После первого измерения контрольную плиту с индикатором перемещают по направляющим на расстояние 300 мм, а контрольный диск поворачивают так, чтобы измерительный наконечник индикатора касался поверхности диска в той же точке.
Отклонение определяют как алгебраическую разность показаний индикатора в двух его положениях.
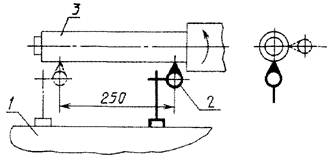
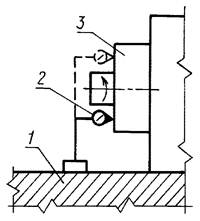
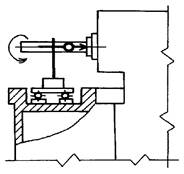
2.1.3. Радиальное биение посадочной части шпинделя под инструмент
Допуск для производства заготовок столярно-строительных изделий и мебели, мм:
у торца...................................................................................... 0,02
на расстоянии 250 мм............................................................. 0,03
Допуск для прочих производств, мм:
у торца...................................................................................... 0,03
на расстоянии 250 мм............................................................. 0,05
Проверка проводится в соответствии со схемой, указанной на черт. 4.
На неподвижной части станка 1 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался проверяемой поверхности шпинделя 3 и был направлен к его оси перпендикулярно образующей. Шпиндель приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора.
Биение определяют как наибольшую алгебраическую разность показаний индикатора в каждом положении.
2.1.4. Торцевое биение опорной поверхности шпинделя
Допуск, мм, на диаметре 100 мм:
для производства заготовок столярно-строительных изделий и мебели......... 0,02
для прочих производств........................................................................................ 0,03
Проверка проводится в соответствии со схемой, указанной на черт. 5.
На неподвижной части станка 1 укрепляют индикатор 2 так, чтобы его измерительный наконечник касался опорной поверхности шпинделя 3 у ее периферии и был перпендикулярен к ней. Шпиндель приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора.
Биение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении.
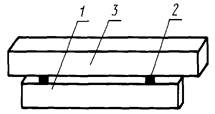
2.1.5. Прямолинейность рабочей поверхности направляющей линейки
Допуск, мм, на длине 1000 мм:
для производства заготовок столярно-строительных изделий и мебели............ 0,1
для прочих производств............................................................................................ 0,2
Выпуклость не допускается.
Проверка проводится в соответствии со схемой, указанной на черт. 6.
К каждой рабочей поверхности направляющей линейки 1 последовательно прикладывают на двух калиброванных плитках 2 одинаковой высоты поверочную линейку 3.
Просвет между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют щупом.
Отклонение для каждой поверхности определяют как наибольшую алгебраическую разность результатов измерений.
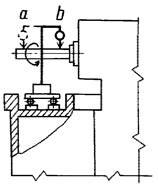
2.1.6. Перпендикулярность оси шпинделя к рабочей поверхности направляющей линейки
Проверка проводится в соответствии со схемой, указанной на черт. 7.
К рабочей поверхности направляющей линейки 1 прикладывают на двух калиброванных плитках 2 одинаковой высоты поверочную линейку 3.
Допуск 0,2 мм на длине 1000 мм
На шпинделе с помощью специальной оправки укрепляют индикатор 4 так, чтобы его измерительный наконечник касался рабочей поверхности поверочной линейки и был перпендикулярен к ней.
После первого измерения шпиндель с индикатором поворачивают на 180°.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в первоначальном его положении и при повороте на 180°.
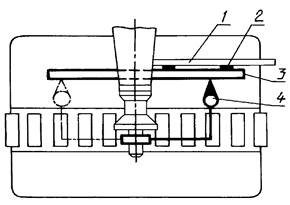
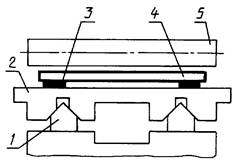
2.1.7. Параллельность нижних образующих прижимных роликов рабочей поверхности гусеничной цепи
Допуск 0,2 мм на длине 250 мм
Проверка проводится в соответствии со схемой, указанной на черт. 8.
На направляющие 1 гусеничной цепи устанавливают контрольную плиту 2 с призматическими пазами, имитирующими звенья цепи.
На контрольную плиту устанавливают на двух калиброванных плитках 3 одинаковой высоты поверочную линейку 4 параллельно оси ролика 5.
Ролик подводят к поверочной линейке.
Просвет между образующей ролика и поверочной линейкой измеряют щупом в двух крайних сечениях ролика по длине.
Отклонение для каждого ролика определяют как наибольшую алгебраическую разность результатов измерений.
2.2. Допускается изготовление станков с нормами точности и методами их проверок по ИСО 7959-87, приведенном в приложении 2.
(Измененная редакция, Изм. № 1).
3. ПРОВЕРКА ТОЧНОСТИ СТАНКА В РАБОТЕ
Для проверки точности станка в работе используют заготовки из древесины любой породы абсолютной влажностью не выше 15 % с размерами 1100´125´40 мм.
Базовые поверхности заготовки строганные с плоскостностью 0,15 мм на длине 1000 мм и шероховатостью Rz max 100 мкм.
От заготовки на чистовом режиме (скорость подачи не более 10 м/мин) отпиливают планки.
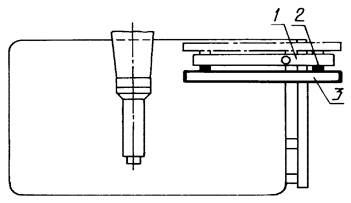
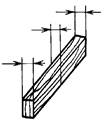
3.1. Прямолинейность поверхности пропила
Допуск, мм, на длине 1000 мм:
Для производства заготовок столярно-строительных изделий и мебели............. 0,1
Для прочих производств............................................................................................ 0,25
Проверка проводится в соответствии со схемой, указанной на черт. 9.
На станке устанавливают одну пилу. Заготовку распиливают примерно пополам по ширине. На поверочную линейку 1 устанавливают калиброванные плитки 2 одинаковой высоты. Заготовку 3 обработанной поверхностью устанавливают на калиброванные плитки.
Просвет между рабочей поверхностью линейки и обработанной поверхностью измеряют щупом.
Отклонение определяют как наибольшую разность результатов измерений.
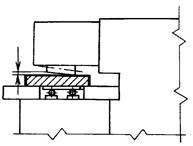
3.2. Перпендикулярность поверхности пропила к базовой поверхности образца
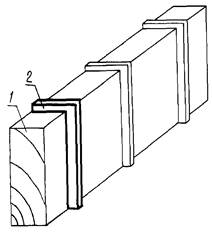
Допуск 0,2 мм на длине 100 мм
Проверка проводится в соответствии со схемой, указанной на черт. 10.
К обработанной и базовой поверхности заготовки 1 прикладывают поверочный угольник 2.
Просвет между рабочей поверхностью поверочного угольника и обработанной поверхностью заготовки измеряют щупом.
Измерения проводят в трех сечениях по длине заготовки шириной не менее 80 мм.
Отклонение определяют как наибольшую величину просвета.
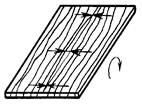
3.3. Равномерность ширины или толщины отпиленных планок
Проверка проводится в соответствии со схемой, указанной на черт. 11.
Отпиленные планки толщиной не менее 10 мм измеряют штангенциркулем в трех местах по длине: на расстоянии 50 мм от торцев и в середине. Количество планок не должно быть менее пяти.
Отклонение определяют как наибольшую разность результатов измерений на одной планке.
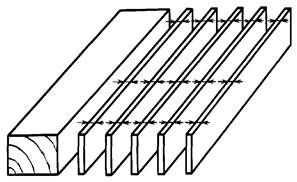
Допуск, мм, на длине 1000 мм:
для производства заготовок столярно-строительных изделий и мебели................ 0,2
для прочих производств................................................................................................ 0,3
ПРИЛОЖЕНИЕ 1
Рекомендуемое
4. ПРОВЕРКА ЖЕСТКОСТИ СТАНКА
Положение узлов, деталей станка, точка приложения и направление действия силы должны соответствовать указанным на черт. 12.
Величина нагружающих сил и допускаемые перемещения должны соответствовать указанным в табл. 2.
4.1. Параллельность оси нагруженного шпинделя рабочей поверхности конвейерной цепи
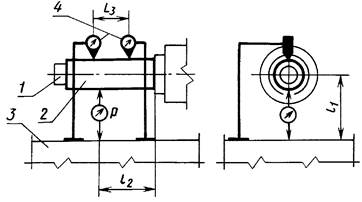
Таблица 2
|
315 |
250 |
||
|
Количество пил, шт. |
1 |
5 |
10 |
|
Диаметр цилиндрической части оправки d, мм |
60 |
80 |
|
|
Расстояние l1 от рабочей поверхности конвейерной цепи до оси шпинделя, мм |
140 |
150 |
|
|
Расстояние l2 от заплечика оправки до точки приложения силы Р, мм |
50 |
180 |
|
|
Расстояние l3 между измерительными приборами, мм |
- |
150 |
|
|
Нагружающая сила Р, Н (кгс) |
392 (40) |
686 (70) |
1176 (120) |
|
Перемещение под нагрузкой оправки, закрепленной на шпинделе, относительно конвейерной цепи, мм |
0,25 |
- |
|
|
Параллельность оси нагруженного шпинделя рабочей поверхности конвейерной цепи на длине 100 мм |
- |
0,12 |
0,15 |
Проверка проводится в соответствии со схемой, указанной на черт. 12.
На шпинделе 1 устанавливают контрольную оправку 2. На конвейерной цепи 3 жестко закрепляют прижимными роликами станка плиту с устройством для создания нагружающей силы Р, для измерения которой используют рабочий динамометр.
Перед каждым испытанием шпиндель устанавливают в положение проверки перемещением сверху вниз и стопорят механизм перемещения шпинделя.
Измерительные приборы 4 устанавливают на устройстве для нагружения так, чтобы измерительный наконечник касался оправки и был перпендикулярен к ее верхней образующей.
Между оправкой и конвейерной цепью создают плавно возрастающую до заданного предела силу Р, направленную вертикально, и одновременно с помощью одного (для однопильных станков) или двух измерительных приборов (для многопильных станков) измеряют перемещение оправки относительно конвейерной цепи в плоскости действия силы.
Отклонение от параллельности оси нагруженного шпинделя рабочей поверхности конвейерной цепи определяют как алгебраическую разность показаний измерительных приборов, отнесенную к расстоянию между точками измерения.
За величину относительного перемещения принимают среднеарифметическое результатов двух испытаний.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ИСО 7959-87
«ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ. СТАНКИ КРУГЛОПИЛЬНЫЕ МНОГОДИСКОВЫЕ КРОМКООБРЕЗНЫЕ. НОМЕНКЛАТУРА И УСЛОВИЯ ПРИЕМКИ»
Таблица 3
ПРОВЕРКИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ (ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ)
|
Схема |
Проверка |
Допускаемое отклонение, мм |
Измерительный инструмент |
Примечание и ссылки на пункты ИСО 230-1 |
|
|
G1 |
|
Проверка прямолинейности цепной передачи |
0,05 |
Контрольная линейка и щупы |
5.212.1 Левая цепная подача Правая цепная подача |
|
G2 |
|
Проверка параллельности цепной подачи |
0,10 при длине А |
Штангенциркуль |
5.412.2 |
|
G3 |
|
Радиальное биение шпинделя: a) на конце шпинделя b) на передней части шпинделя |
a) 0,03 b) 0,02 |
Плита для измерения с параллельными поверхностями и индикатор |
5.612.2 |
|
G4 |
|
Торцевое биение пильного фланца |
0,02 |
Плита для измерения с параллельными поверхностями и индикатор |
5.632.2 |
|
G5 |
|
Проверка перпендикулярности оси шпинделя к рабочей поверхности подающих цепей |
0,10/1000 |
Индикатор и специальное контрольное устройство |
5.212.1 |
|
G6 |
|
Проверка параллельности оси шпинделя рабочей поверхности подающих цепей |
0,30 для измерения длины 1000 |
Плита для измерения с параллельными поверхностями и уровень |
5.412.32 |
|
G7 |
|
Проверка прямолинейности направляющей линейки |
0,10 |
Контрольная линейка и щупы |
5.212.1 |
|
G8 |
|
Проверка параллельности направляющей линейки цепной подаче |
В1 и В2 0,10 для измерения длины 1000 |
Контрольная линейка и штангенциркуль |
5.412.2 |
|
G9 |
|
Проверка параллельности образующих прижимных роликов рабочей верхней плоскости цепи |
0,20 |
Плита для измерения с параллельными поверхностями и щупы |
5.412.4 Проверять каждый ролик |
|
P1 |
|
Проверка прямолинейности поверхности пропила при скорости подачи 10 м/мин. Два контрольных образца с односторонним пропилом 2000´250´25 с хорошей текстурой: неровная сторона выровнена пилой по центру |
0,10 |
Щупы |
4.1 и 4.2 Повернуть контрольный образец на 180° и повторить испытание. (Нет местных дефектов) |
|
P2 |
|
Проверка параллельности поверхности пропила при скорости подачи 10 м/мин. Контрольный образец шириной 10 мм |
0,20 |
Штангенциркуль |
4.1 и 4.2 |
Примечание. До прямого применения международного стандарта ИСО 230-1 в качестве государственного стандарта, рассылку ИСО 230-1 на русском языке заинтересованным организациям осуществляет ВНИИКИ* Госстандарта России.
* ФГУП «СТАНДАРТИНФОРМ».
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 3
Справочное
ИСО 7959-87
«ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ. СТАНКИ КРУГЛОПИЛЬНЫЕ МНОГОДИСКОВЫЕ КРОМКООБРЕЗНЫЕ. НОМЕНКЛАТУРА И УСЛОВИЯ ПРИЕМКИ»
Основные узлы и детали круглопильных многодисковых кромкообрезных станков указаны на чертеже под соответствующими номерами.
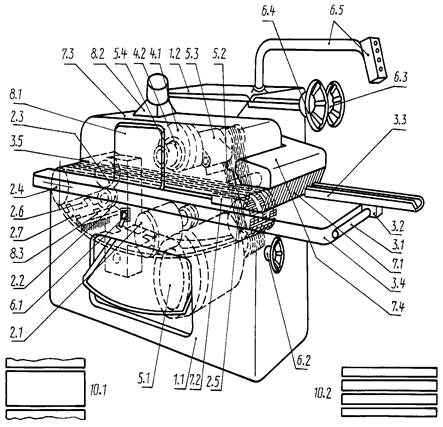
Примечание. Чертеж не определяет конструкцию станков.
Номенклатура основных узлов и деталей, примеры применяемого инструмента и выполняемых работ
1. Корпус
1.1. Основная станина
1.2. Вспомогательная станина
2. Подача заготовки и/или инструмента
2.1. Двигатель подачи
2.2. Коробка скоростей
2.3. Редуктор привода подающего конвейера
2.4. Блок ведущих звездочек конвейера
2.5. Холостой блок звездочек конвейера
2.6. Подающий конвейер
2.7. Звено конвейера
3. Установка, крепление и перемещение заготовки
3.1. Направляющая штанга
3.2. Ползун направляющей линейки
3.3. Направляющая линейка
3.4. Входной стол
3.5. Прижимной ролик
4. Держатели инструмента и инструмент
4.1. Дисковая пила
4.2. Дистанционная прокладка
5. Рабочий орган и привод инструмента
5.1. Двигатель
5.2. Приводной ремень
5.3. Корпус шпинделя
5.4. Шпиндель
6. Управление
6.1. Барабанный переключатель
6.2. Маховичок регулировки привода подачи
6.3. Маховичок вертикального перемещения прижимных роликов
6.4. Маховичок вертикального перемещения шпинделя
6.5. Пульт управления на кронштейне
7. Предохранительное устройство (примеры)
7.1. Противовыбрасывающие клинья
7.2. Боковая защитная заслонка
7.3. Верхний кожух
7.4. Кожух противовыбрасывающих клиньев
8. Разное
8.1. Крышка пильного вала
8.2. Отсасывающий патрубок
8.3. Щетка очистки цепи конвейера
9. (Свободно)
10. Примеры работ
10.1. Обрезка кромок
10.2. Продольная распиловка
Эквивалентные термины на английском языке
1 Framework
1.1 Main frame
1.2 Over-arm
2 Feed of workpiece and/or tools
2.1 Feed motor
2.2 Feed gear
2.3 Feed chain drive gearing
2.4 Feed chain drive sprocket
2.5 Feed chain idler pulley
2.6 Feed chain
2.7 Feed chain link
3 Workpiece suport, clamp and guide
3.1 Fence bar
3.2 Fence body
3.3 Fence
3.4 Infeed table
3.5 Pressure roller
4 Tool-holders and tools
4.1 Sawblade
4.2 Spacer
5 Workhead and tool drives
5.1 Saw motor
5.2 V-belt drive
5.3 Saw spindle bearing
5.4 Saw spindle
6 Controls
6.1 Control gear
6.2 Feed speed adjustment
6.3 Top pressure rise and fall adjustment
6.4 Spindle rise and fall adjustment
6.5 Arm-mounted control panel
7 Safety devices (examples)
7.1 Anti-kickback fingers
7.2 Side guard plate
7.3 Upper housing
7.4 Anti-kickback finger housing
8 Miscellaneous
8.1 Presure housing door
8.2 Dust exhaust outlet
8.3 Chain cleaning brush
9 (Clause free)
10 Examples of work
10.1 Straight line edging
10.2 Multi-ripping
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
СОДЕРЖАНИЕ
|
2. Проверка геометрической точности станка. 2 3. Проверка точности станка в работе. 6 |