МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ГОФРИРОВАННЫЕ Сортамент Steel roll-formed corrugated sections. Dimensions |
ГОСТ |
Дата введения с 01.01.78
1. Настоящий стандарт распространяется на гнутые гофрированные профили с полукруглой и трапециевидной формой гофров, изготовляемые на профилегибочных станах, толщиной 1 - 2 мм из холоднокатаной стали и толщиной 2 - 4 мм - из горячекатаной стали, предназначенные для вагоностроения.
(Измененная редакция, Изм. № 3).
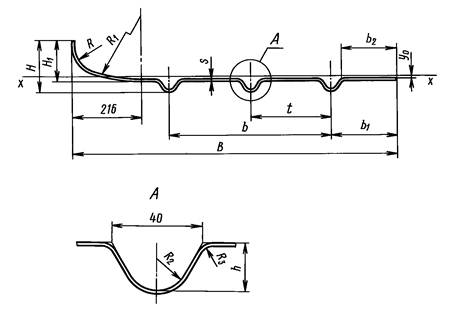
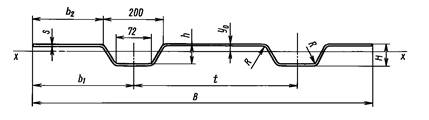
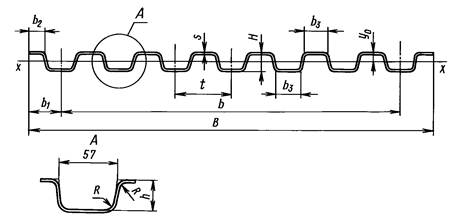
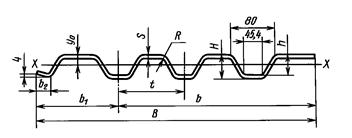
2. Вид профилей, форма гофров, размеры, справочные величины и масса 1 м профиля должны соответствовать указанным на черт. 1 - 18 и в табл. 1 - 18.
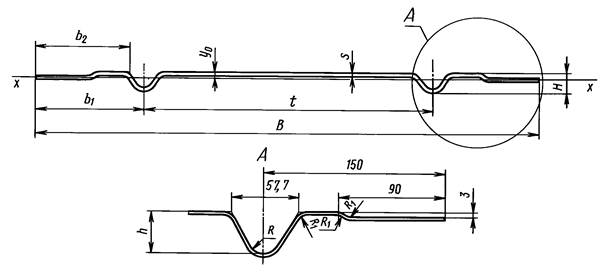
Черт. 1
Таблица 1
|
B |
b1 |
b2 |
s |
t |
R |
R1 |
h |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||
|
1 |
1310 ± 6 |
150 |
121 ± 4 |
3 |
1010 ± 2 |
15 |
8 |
35 ± 2 |
38 |
2 |
32,24 |
0,47 |
26,9 |
8,08 |
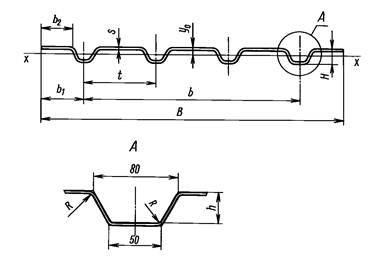
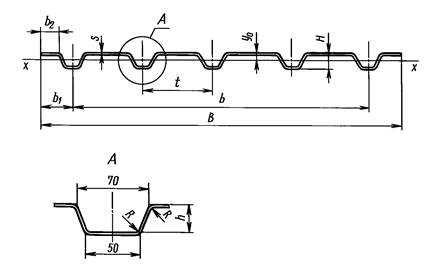
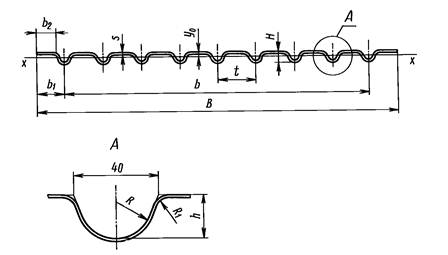
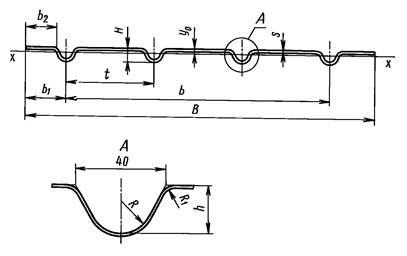
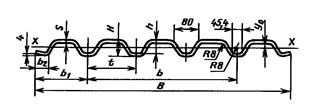
Черт. 2
Таблица 2
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
h |
H |
Количество |
Масса |
Справочные
величины |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||
|
1 |
1094 |
900 |
100 |
60 |
1,5 |
300 |
8 |
30 |
31,5 |
4 |
14,25 |
0,86 |
25,34 |
11,05 |
|
2 |
1144 |
900 |
122 |
82 |
1,4 |
300 |
8 |
30 |
31,4 |
4 |
13,87 |
0,82 |
23,91 |
10,3 |
|
3 |
1276 |
900 |
188 |
148 |
1,5 |
300 |
8 |
30 |
31,5 |
4 |
16,43 |
0,73 |
26,55 |
11,08 |
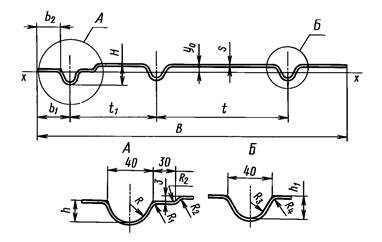
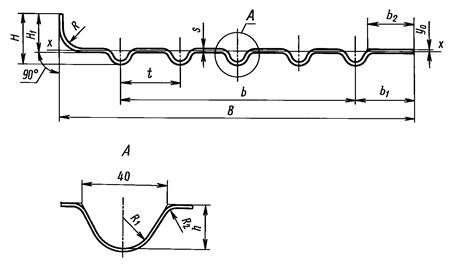
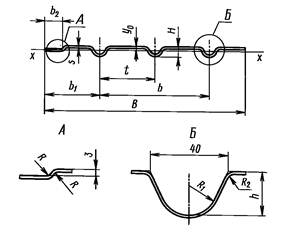
Черт. 3
Таблица 3
|
B |
b1 |
b2 |
s |
t1 |
t |
R |
R1 |
R2 |
R3 |
R4 |
h |
h1 |
H |
Количество |
Масса |
Справочные |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||||||
|
1 |
345 |
50 |
30 |
2 |
132 |
- |
17 |
7 |
3 |
14 |
7 |
18 |
21 ± 1 |
23 |
2 |
6,1 |
0,46 |
2,49 |
1,35 |
|
2 |
552 |
50 |
30 |
2 |
132 |
250 |
17 |
7 |
3 |
14 |
7 |
18 |
21 ± 1 |
23 |
3 |
9,4 |
0,53 |
5,75 |
3,24 |
|
3 |
562 |
50 |
30 |
2 |
132 |
250 |
17 |
7 |
3 |
14 |
7 |
18 |
21 ± 1 |
23 |
3 |
9,55 |
0,52 |
5,79 |
3,25 |
|
4 |
880 |
50 |
30 |
2,5 |
132 |
250 |
17 |
7 |
3 |
14 |
7 |
18 |
21 ± 1 |
23,5 |
4 |
18,37 |
0,48 |
10,26 |
5,49 |
Черт. 4
Таблица 4
|
B |
b |
b1 |
b2 |
s |
t |
R |
R1 |
h |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
980 ± 7 |
840 |
70 |
58,4 ± 5 |
1,5 |
140 ± 0,5 |
12 |
7 |
10 ± 1 |
11,5 |
7 |
11,95 |
0,23 |
1,51 |
1,64 |
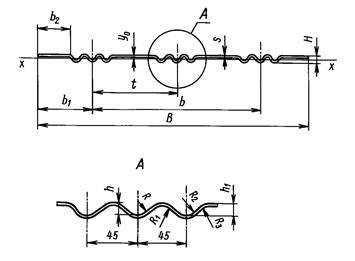
Черт. 5
Таблица 5
|
B |
b |
b1 |
b2 |
s |
t |
R |
R1 |
R2 |
R3 |
h |
h1 |
H |
Количество |
Масса |
Справочные |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||||||
|
1 |
1095 |
500 |
250 |
230 ± 6 |
2,5 |
250 ± 0,5 |
66 |
350 |
14 |
7 |
21 ± 1 |
115 ± 10 |
136 |
3 |
20,41 |
0,44 |
148,65 |
53,29 |
Черт. 6
Таблица 6
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
h |
H |
Количество |
Масса |
Справочные
величины |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||
|
1 |
885 |
700 |
125 |
90 |
1,4 |
175 ± 1 |
4 |
28 |
29,4 |
5 |
11,58 |
1,10 |
21,41 |
11,64 |
|
2 |
885 |
700 |
125 |
90 |
1,6 |
175 ± 1 |
4 |
28 |
29,6 |
5 |
13,24 |
1,10 |
24,38 |
13,10 |
|
3 |
885 |
700 |
125 |
90 |
1,8 |
175 ± 1 |
4 |
28 |
29,8 |
5 |
14,41 |
1,12 |
26,76 |
14,39 |
|
4 |
945 |
700 |
125 |
86 |
1,6 |
175 ± 1 |
4 |
28 |
29,6 |
5 |
13,88 |
1,05 |
25,41 |
13,32 |
Черт. 7
Таблица 7
|
B |
b |
b1 |
s |
t |
R |
R1 |
R2 |
R3 |
h |
Н1
|
H |
Количество |
Масса |
Справочные |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||||
|
1 |
900 |
500 |
210 |
190 |
2,5 |
125 |
65 |
14 |
7 |
21 ± 1 |
95 |
116 |
5 |
20,11 |
0,04 |
85,3 |
37,78 |
|
2 |
915 |
500 |
225 |
205 |
2,5 |
125 |
65 |
14 |
7 |
21 ± 1 |
95 |
116 |
5 |
20,41 |
0,05 |
85,5 |
38 |
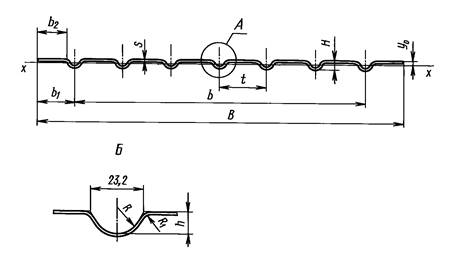
Черт. 8
Таблица 8
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
h |
h1 |
H |
Количество |
Масса |
Справочные |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
752 |
651 |
50,5 |
25,5 |
1,4 |
93 |
4 |
12,6 |
18,6 |
20 |
8 |
9,67 |
1,03 |
7,65 |
7,39 |
|
2 |
757 |
651 |
53 |
28 |
1,4 |
93 |
4 |
12,6 |
18,6 |
20 |
8 |
9,73 |
1,03 |
7,66 |
7,41 |
Черт. 9
Таблица 9
|
B |
b1 |
b2 |
s |
t |
R |
h |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||
|
1 |
1105 ± 6 |
325 |
225 ± 5 |
3 |
600 ± 1 |
8 |
36 ± 2 |
39 |
2 |
26,87 |
1,08 |
65,78 |
23,3 |
Черт. 10
Таблица 10
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
R1 |
h |
H |
Количество |
Масса |
Справочные |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
525 ± 6 |
250 |
105 |
85 |
2 |
125 |
17 |
7 |
20 |
22 |
3 |
8,87 |
0,61 |
5,4 |
3,17 |
|
2 |
1130 ± 8 |
1000 |
50 |
30 |
1,5 |
125 |
17 |
7 |
20 |
21,5 |
9 |
14,93 |
0,50 |
10,64 |
6,9 |
Черт. 11
Таблица 11
|
B |
b1 |
b2 |
s |
R |
h |
H |
Количество |
Масса |
Справочные
величины для |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||
|
1 |
985 ± 5 |
500 |
60 |
3 |
8 |
36 ± 2 |
39 |
1 |
23,64 |
0,69 |
38,9 |
12,14 |
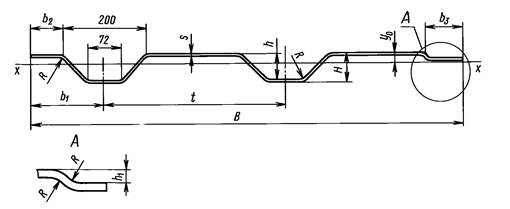
Черт. 12
Таблица 12
|
B |
b1 |
b2 |
b3 |
s |
t |
R |
h |
h1 |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
1260 |
160 |
60 |
50 |
4 |
600 |
8 |
36 |
6 ± 2 |
40 |
2 |
40,69 |
1,03 |
90,62 |
30,49 |
|
2 |
1280 |
160 |
60 |
70 |
4 |
600 |
8 |
36 |
6 ± 2 |
40 |
2 |
41,29 |
1,02 |
90,72 |
30,48 |
Черт. 13
Таблица 13
|
Номер |
B |
b |
b1 |
b2 |
b3 |
s |
t |
R |
h |
H |
Количество |
Масса |
Справочные величины для оси х-х |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
830 ± 15 |
690 |
70 |
41,5 ± 10 |
58 |
3 |
115 ± 1 |
10 |
27 ± 3 |
30 |
7 |
23,74 |
1,47 |
42,79 |
27,9 |
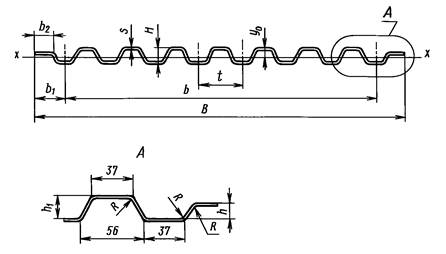
Черт. 14
Таблица 14
|
в |
b |
b1 |
b2 |
s |
t |
R |
R1 |
h |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||||
|
1 |
735 |
500 |
170 |
150 |
2,0 |
250 |
14 |
7 |
21 |
23 |
3 |
12,29 |
0,40 |
6,26 |
3,29 |
|
2 |
910 |
750 |
80 |
60 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
15,29 |
0,42 |
8,21 |
4,36 |
|
3 |
978 |
750 |
168 |
148 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
16,36 |
0,40 |
8,34 |
4,39 |
|
4 |
978 |
750 |
114 |
94 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
16,30 |
0,36 |
8,34 |
4,39 |
|
5 |
978 |
750 |
168 |
148 |
1,5 |
250 |
14 |
7 |
21 |
22,5 |
4 |
12,27 |
0,40 |
5,84 |
3,18 |
|
6 |
985 |
750 |
120 |
100 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
16,47 |
0,40 |
8,35 |
4,39 |
|
7 |
985 |
750 |
120 |
100 |
1,5 |
250 |
14 |
7 |
21 |
22,5 |
4 |
12,39 |
0,39 |
6,95 |
3,55 |
|
8 |
990 |
750 |
120 |
100 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
16,55 |
0,40 |
8,35 |
4,39 |
|
9 |
1025 |
750 |
120 |
100 |
1,5 |
250 |
14 |
7 |
21 |
22,5 |
4 |
12,80 |
0,36 |
6,25 |
3,31 |
|
10 |
1030 |
750 |
170 |
150 |
2,0 |
250 |
14 |
7 |
21 |
23 |
4 |
17,13 |
0,39 |
8,42 |
4,4 |
|
11 |
1070 |
750 |
160 |
140 |
1,4 |
250 |
14 |
7 |
21 |
22,4 |
4 |
12,42 |
0,34 |
5,88 |
3,1 |
|
12 |
1080 |
750 |
165 |
145 |
1,2 |
250 |
14 |
7 |
21 |
22,2 |
4 |
10,21 |
0,26 |
3,58 |
1,83 |
|
13 |
1080 |
750 |
165 |
145 |
1,4 |
250 |
14 |
7 |
21 |
22,4 |
4 |
12,63 |
0,33 |
5,64 |
2,95 |
|
14 |
1080 |
750 |
165 |
145 |
1,5 |
250 |
14 |
7 |
21 |
22,5 |
4 |
13,49 |
0,34 |
6,30 |
3,30 |
Черт. 15
Таблица 15
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
R1 |
R2 |
h |
H |
Количество |
Масса |
Справочные
величины |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||||
|
1 |
1000 |
500 |
300 |
44 |
2,5 |
250 |
3,0 |
14 |
7 |
21 |
23,5 |
3 |
20,55 |
0,36 |
8,33 |
4,19 |
|
2 |
1160 |
750 |
215 |
35 |
2,0 |
250 |
3,0 |
14 |
7 |
21 |
23,0 |
4 |
19,12 |
0,36 |
8,58 |
4,42 |
Черт. 16
Таблица 16
|
Номер |
|
b |
b1 |
b2 |
s |
t |
R |
R1 |
R2 |
R3 |
h |
h1 |
H |
Количество |
Масса |
Справочные |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||||||
|
1 |
975 |
510 |
240 |
180 |
2,5 |
255 |
16 |
15,5 |
11 |
14,5 |
10 |
12 |
14,5 |
9 |
19,68 |
0,38 |
4,16 |
3,91 |
|
2 |
1050 |
510 |
255 |
196 |
2,5 |
255 |
16 |
15,5 |
11 |
14,5 |
10 |
12 |
14,5 |
9 |
21,20 |
0,37 |
4,29 |
3,96 |
|
3 |
1210 |
510 |
330 |
270 |
1,5 |
255 |
16 |
15,5 |
11 |
14,5 |
10 |
12 |
13,5 |
9 |
14,68 |
0,28 |
2,61 |
2,44 |
|
4 |
1215 |
510 |
335 |
275 |
2,5 |
255 |
16 |
15,5 |
11 |
14,5 |
10 |
12 |
14,5 |
9 |
24,39 |
0,33 |
4,52 |
4,06 |
Черт. 17
Таблица 17
|
Номер |
B |
b |
b1 |
b2 |
s |
t |
R |
h |
H |
Количество |
Масса |
Справочные
величины |
||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
|||||||||||
|
1 |
1035 ± 7 |
600 |
310 |
35 ± 5 |
1,4 |
300 |
8 |
30 ± 2 |
31,4 |
3 |
12,51 |
0,81 |
21,37 |
9,75 |
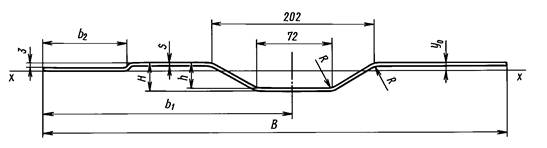
Черт. 18
Таблица 18
|
B |
b |
b1 |
b2 |
s |
t |
h |
H |
Количество |
Масса |
Справочные
величины |
|||
|
мм |
y0, см |
Ix, см4 |
Wx, см3 |
||||||||||
|
1 |
1283 ± 7 |
900 |
191 |
25 ± 5 |
1,4 |
300 |
30 ± 2 |
31,4 |
4 |
15,8 |
0,97 |
26,53 |
12,22 |
Примечания к черт. 1 - 18, табл. 1 - 18:
1. Размеры профилей, указанные без предельных отклонений, не контролируются.
2. Шаг, ширина, радиусы кривизны и глубины гофров контролируются при расточке валков, а на готовом профиле не контролируются.
3. Линейная плотность, кг/м профиля и справочные величины для осей вычислены по номинальным размерам. При вычислении линейной плотности профиля плотность стали принята равной 7,85 г/см3.
4. Линейная плотность, кг/м профиля не является основанием для сдачи продукции.
(Измененная редакция, Изм. № 1).
3. (Исключен, Изм. № 2).
4. Предельная величина волнистости боковых полок устанавливается в зависимости от толщины и ширины полок.
Для профилей толщиной до 2,5 мм волнистость на 1 м не должна превышать:
10 мм - при ширине полки до 20 толщин;
15 мм - при ширине полки до 70 толщин;
20 мм - при ширине полки до 100 толщин;
25 мм - при ширине полки более 100 толщин.
Для профилей толщиной более 2,5 мм волнистость не должна превышать 15 мм на 1 м.
Примечание. Для профиля № 2 (см. табл. 3) волнистость не должна превышать 12 мм на 1 м.
5. Скручивание профилей вокруг продольной оси не должно превышать 0,1 % длины.
6. Прогиб профилей в поперечном направлении, измеряемый между крайними гофрами, для профилей толщиной до 2 мм не нормируется, а для профилей толщиной более 2 мм не должен превышать 1,5 % ширины профиля.
(Измененная редакция, Изм. № 1).
7. Прогиб профилей по гофрам в продольном направлении не должен превышать 0,2 % длины профиля.
Для профилей, указанных в табл. 3, 5, 7 и профилей № 2 и 8 (см. табл. 14) прогиб в продольном направлении не должен превышать 1 мм на 1 м и 0,1 % от длины профиля.
8. Профили должны быть обрезаны под прямым углом. Косина реза не должна превышать 10 мм на ширину профиля.
9. Ребровая кривизна, замеряемая по гофрам, не должна превышать 5 мм на длину профиля.
10. Контроль размеров поперечного сечения и параметров производится на расстоянии не менее 300 мм от концов профиля.
11. Профили изготовляют длиной от 3 до 11,8 м.
(Измененная редакция, Изм. № 2).
12. В зависимости от назначения профили изготовляются:
немерной длины;
мерной длины;
кратной мерной длины.
По соглашению изготовителя с потребителем допускается изготовление профилей длиной, равной половине заказываемой.
Примечание. При заказе профилей мерной и кратной мерной длины допускается наличие профилей немерной длины в количестве не более 10 % массы партии.
13. При изготовлении профилей мерной и кратной мерной длины предельные отклонения по длине не должны превышать:
+ 40 мм - для профилей длиной до 6 м;
+ 80 мм - для профилей длиной свыше 6 м.
(Измененная редакция, Изм. № 1).
14. Остальные технические требования должны соответствовать ГОСТ 11474.
15. Профили изготавливаются из сталей марок: Ст0, Ст1кп, Ст1пс, Ст2кп, Ст2пс, Ст3кп, Ст3пс по ГОСТ 16523.
08кп, 08пc, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20 по ГОСТ 16523.
Профили, указанные в табл. 4, 9, 11, 12, и профили № 3, 4, 10, 12 (см. табл. 14) должны изготавливаться из стали марок 09Г2, 09Г2Д, 10ХНДП по ГОСТ 17066.
(Измененная редакция, Изм. № 2, 4).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 декабря 1975 г. № 4074
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
4. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС № 2-93)
5. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, утвержденными в июне 1978 г., июне 1987 г., июле 1989 г., октябре 1990 г. (ИУС 6-78, 11-87, 11-89, 1-91).