МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы взаимозаменяемости РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ МНОГОЗАХОДНАЯ Basic norms of interchangeability. |
ГОСТ |
Дата введения 01.01.82
Настоящий стандарт распространяется на трапецеидальную многозаходную резьбу и устанавливает номинальные диаметры, шаги, ходы и допуски.
1. ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
d - наружный диаметр наружной резьбы (винта);
d2 - средний диаметр наружной резьбы;
d3 - внутренний диаметр наружной резьбы;
D1 - внутренний диаметр внутренней резьбы (гайки);
D2 - средний диаметр внутренней резьбы;
D4 - наружный диаметр внутренней резьбы;
Ph - ход резьбы;
Р - шаг резьбы;
п - число заходов;
N - длины свинчивания группы «нормальные»;
L - длины свинчивания группы «длинные»;
![]() - допуски диаметров d, d2, d3, D1, D2;
- допуски диаметров d, d2, d3, D1, D2;
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы.
2. ПРОФИЛЬ
2.1. Профиль трапецеидальной многозаходной резьбы - по ГОСТ 9484.
2.2. Ход резьбы вычисляется по формуле
Ph = P · n.
Ход и шаг трапецеидальной двухзаходной резьбы показаны на черт. 1.
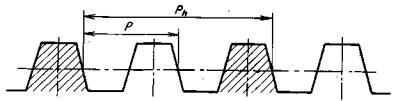
Черт. 1
3. ОСНОВНЫЕ РАЗМЕРЫ
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл. 1.
Таблица 1
Размеры в миллиметрах
|
Номинальный диаметр резьбы d |
Шаг Р |
Число заходов п |
|||||
|
2 |
3 |
4 |
6 |
8 |
|||
|
Ряд 1 |
Ряд 2 |
Ход резьбы Рh |
|||||
|
10 |
|
1,5 |
3 |
4,5 |
6* |
9* |
12* |
|
2 |
4 |
6* |
8* |
12* |
16* |
||
|
12 |
|
2 |
4 |
6 |
8* |
12* |
16* |
|
3 |
6* |
9* |
12* |
18* |
- |
||
|
16 |
|
2 |
4 |
6 |
8 |
12* |
16* |
|
4 |
8* |
12* |
16* |
24* |
- |
||
|
20 |
|
2 |
4 |
6 |
8 |
12* |
16* |
|
4 |
8 |
12* |
16* |
24* |
32* |
||
|
24 |
|
(2) |
4 |
6 |
8 |
12 |
16* |
|
3 |
6 |
9 |
12 |
18 |
24 |
||
|
5 |
10 |
15* |
20* |
30* |
- |
||
|
8 |
16* |
24* |
32* |
- |
- |
||
|
|
28 |
(2) |
4 |
6 |
8 |
12 |
16* |
|
3 |
6 |
9 |
12 |
18* |
24* |
||
|
5 |
10 |
15* |
20* |
30* |
40* |
||
|
8 |
16* |
24* |
32* |
- |
- |
||
|
32 |
|
3 |
6 |
9 |
12 |
18* |
24* |
|
6 |
12 |
18 |
24* |
36* |
48* |
||
|
10 |
20* |
30* |
40* |
- |
- |
||
|
|
36 |
3 |
6 |
9 |
12 |
18 |
24* |
|
6 |
12 |
18 |
24* |
36* |
48* |
||
|
10 |
20* |
30* |
40* |
- |
- |
||
|
40 |
|
3 |
6 |
9 |
12 |
18 |
24* |
|
(6) |
12 |
18 |
24* |
36* |
48* |
||
|
7 |
14 |
21* |
28* |
42* |
56* |
||
|
10 |
20* |
30* |
40* |
60* |
- |
||
|
44 |
|
3 |
6 |
9 |
12 |
18 |
24* |
|
7 |
14 |
21 |
28* |
42* |
56* |
||
|
(8) |
16 |
24* |
32* |
48* |
64* |
||
|
12 |
24* |
36* |
48* |
- |
- |
||
|
48 |
|
3 |
6 |
9 |
12 |
18 |
24 |
|
8 |
16 |
24 |
32* |
48* |
64* |
||
|
12 |
24* |
36* |
48* |
72* |
- |
||
|
|
50 |
3 |
6 |
9 |
12 |
18 |
24 |
|
8 |
16 |
24 |
32* |
48* |
64* |
||
|
12 |
24* |
36* |
48* |
72* |
- |
||
|
52 |
|
3 |
6 |
9 |
12 |
18 |
24 |
|
8 |
16 |
24 |
32* |
48* |
64* |
||
|
12 |
24 |
36* |
48* |
72* |
- |
||
|
|
55 |
3 |
6 |
9 |
12 |
18 |
24 |
|
(8) |
16 |
24 |
32* |
48* |
64* |
||
|
9 |
18 |
27 |
36* |
54* |
72* |
||
|
(12) |
24 |
36* |
48* |
72* |
- |
||
|
14 |
28* |
42* |
56* |
84* |
- |
||
|
60 |
|
3 |
6 |
9 |
12 |
18 |
24 |
|
(8) |
16 |
24 |
32* |
48* |
64* |
||
|
9 |
18 |
27 |
36* |
54* |
72* |
||
|
(12) |
24 |
36* |
48* |
72* |
96* |
||
|
14 |
28 |
42* |
56* |
84* |
- |
||
|
|
70 |
4 |
8 |
12 |
16 |
24 |
32 |
|
10 |
20 |
30 |
40* |
60* |
80* |
||
|
16 |
32* |
48* |
64* |
96* |
- |
||
|
80 |
|
4 |
8 |
12 |
16 |
24 |
32 |
|
10 |
20 |
30 |
40 |
60* |
80* |
||
|
16 |
32 |
48* |
64* |
96* |
128* |
||
|
|
90 |
4 |
8 |
12 |
16 |
24 |
32 |
|
(5) |
10 |
15 |
20 |
30 |
40 |
||
|
12 |
24 |
36 |
48* |
72* |
96* |
||
|
18 |
36 |
54* |
72* |
108* |
144* |
||
|
(20) |
40 |
60* |
80* |
120* |
- |
||
|
100 |
|
4 |
8 |
12 |
16 |
24 |
32 |
|
(5) |
10 |
15 |
20 |
30 |
40 |
||
|
12 |
24 |
36 |
48 |
72* |
96* |
||
|
20 |
40 |
60* |
80* |
120* |
160* |
||
|
120 |
|
6 |
12 |
18 |
24 |
36 |
48 |
|
14 |
28 |
42 |
56 |
84* |
112* |
||
|
(16) |
32 |
48 |
64* |
96* |
128* |
||
|
22 |
44 |
66* |
88* |
132* |
176* |
||
|
(24) |
48 |
72* |
96* |
144* |
192* |
||
|
|
140 |
6 |
12 |
18 |
24 |
36 |
48 |
|
14 |
28 |
42 |
56 |
84* |
112* |
||
|
(16) |
32 |
48 |
64 |
96* |
128* |
||
|
24 |
48 |
72 |
96* |
144* |
192* |
||
|
160 |
|
6 |
12 |
18 |
24 |
36 |
48 |
|
(8) |
16 |
24 |
32 |
48 |
64 |
||
|
16 |
32 |
48 |
64 |
96* |
128* |
||
|
(24) |
48 |
72 |
96* |
144* |
192* |
||
|
28 |
56 |
84* |
112* |
168* |
224* |
||
|
|
180 |
8 |
16 |
24 |
32 |
48 |
64 |
|
18 |
36 |
54 |
72 |
108* |
144* |
||
|
(20) |
40 |
60 |
80 |
120* |
160* |
||
|
28 |
56 |
84 |
112* |
168* |
224* |
||
|
(32) |
64 |
96* |
128* |
192* |
256* |
||
|
200 |
|
8 |
16 |
24 |
32 |
48 |
64 |
|
(10) |
20 |
30 |
40 |
60 |
80 |
||
|
18 |
36 |
54 |
72 |
108* |
144* |
||
|
(20) |
40 |
60 |
80 |
120* |
160* |
||
|
32 |
64 |
96 |
128* |
192* |
256* |
||
|
|
220 |
8 |
16 |
24 |
32 |
48 |
64 |
|
(10) |
20 |
30 |
40 |
60 |
80 |
||
|
20 |
40 |
60 |
80 |
120* |
160* |
||
|
(32) |
64 |
96 |
128* |
192* |
256* |
||
|
36 |
72 |
108 |
144* |
216* |
288* |
||
|
240 |
|
8 |
16 |
24 |
32 |
48 |
64 |
|
22 |
44 |
66 |
88 |
132* |
176* |
||
|
36 |
72 |
108 |
144* |
216* |
288* |
||
|
|
250 |
12 |
24 |
36 |
48 |
72 |
96 |
|
22 |
44 |
66 |
88 |
132 |
176* |
||
|
(24) |
48 |
72 |
96 |
144* |
192* |
||
|
40 |
80 |
120 |
160* |
240* |
320* |
||
|
|
260 |
12 |
24 |
36 |
48 |
72 |
96 |
|
22 |
44 |
66 |
88 |
132 |
176* |
||
|
40 |
80 |
120 |
160* |
240* |
320* |
||
|
280 |
|
12 |
24 |
36 |
48 |
72 |
96 |
|
24 |
48 |
72 |
96 |
144 |
192* |
||
|
40 |
80 |
120 |
160* |
240* |
320* |
||
|
|
300 |
12 |
24 |
36 |
48 |
72 |
96 |
|
24 |
48 |
72 |
96 |
144 |
192* |
||
|
44 |
88 |
132 |
176* |
264* |
352* |
||
|
320 |
|
12 |
24 |
36 |
48 |
72 |
96 |
|
48 |
96 |
144 |
192* |
288* |
384* |
||
Примечания:
1. Шаги, заключенные в полужирные рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п. 4.5.
4. Резьбу, для которой не указано числовое значение хода Рh, применять не допускается. Угол подъема этой резьбы превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
3.2. Номинальные размеры наружного, среднего и внутреннего диаметров резьбы - по ГОСТ 24737.
4. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
- допуски диаметров резьбы;
- положения полей допусков диаметров резьбы;
- классификацию длин свинчивания;
- поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 2.
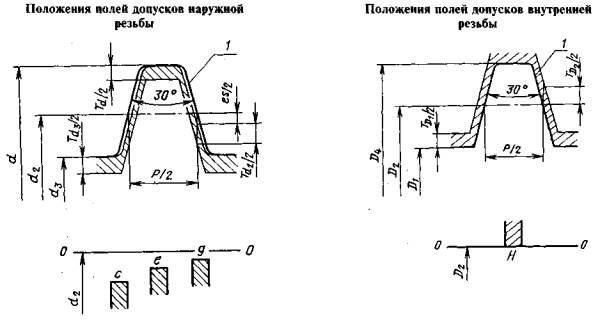
1 - номинальный профиль
Черт. 2
Отклонения отсчитывают от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности диаметров резьбы приведены в табл. 2.
Допуски среднего диаметра резьбы являются суммарными.
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
d |
4; 6 |
|
D2 |
7; 8; 9; 10 |
|
|
d3 |
||
|
Внутренняя резьба |
D2 |
7; 8; 9 |
|
D1 |
4 |
Примечания:
1. Степень точности 6 диаметра d допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d3 должна соответствовать степени точности диаметра d2.
Допуски диаметра D4 не устанавливают.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30 % допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним es - для наружной резьбы и нижним EI - для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной - для внутренней).
Положения полей допусков приведены на черт. 2, основные отклонения - в табл. 3.
|
Вид резьбы |
Диаметр резьбы |
Основное отклонение |
|
Наружная резьба |
d |
h |
|
d2 |
с; е; g |
|
|
d3 |
h |
|
|
Внутренняя резьба |
D4 |
H |
|
D2 |
||
|
D1 |
4.7. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
4.8. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
4.9. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.
5. ОБОЗНАЧЕНИЯ
5.1. В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, числовым значением хода 8 мм и шагом 4 мм:
Тr 20×8 (Р4)
То же, левой:
Тr 20×8 (Р4) LH
5.2. Обозначение поля допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, означающей основное отклонение.
Например: 8е, 8Н.
Поле допуска 4h диаметра d и поле допуска 4Н диаметра d1 в условном обозначении резьбы не указывают.
В тех случаях, когда для наружного диаметра d назначают поле допуска 6h, то его дополнительно указывают в условном обозначении поля допуска резьбы:
Например:
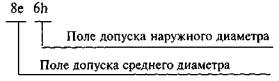
5.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Например:
Тr 20×8 (Р4)-8е
Тr 20×8 (Р4)-8Н
Тr 20×8 (Р4) LH-8e
5.4. Длина свинчивания, если она отличается от длины резьбы, указывают в миллиметрах в конце обозначения резьбы, например:
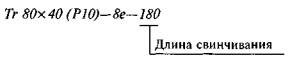
(Новая редакция, Изм. № 1).
5.5. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например:
Tr 20×8 (Р4)-8Н/8е
Tr 20×8 (Р4) LH-8H/8e
6. ДОПУСКИ
6.1. Числовые значения допусков диаметров d и D1 по ГОСТ 9562.
6.2. Числовые значения допусков диаметров d2 и D2 должны соответствовать указанным в табл. 4 , а диаметра d3 - в табл. 5.
Таблица 4
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Наружная резьба |
Внутренняя резьба |
|||||
|
Степень точности |
||||||||
|
7 |
8 |
9 |
10 |
7 |
8 |
9 |
||
|
Допуск, мкм |
||||||||
|
|
|
|||||||
|
Св. 5,6 до 11,2 |
1,5 |
По ГОСТ 9562 |
335 |
По ГОСТ 9562 |
||||
|
2 |
375 |
|||||||
|
Св. 11,2 до 22,4 |
2 |
400 |
||||||
|
3 |
450 |
|||||||
|
4 |
530 |
|||||||
|
Св. 22,4 до 45 |
2 |
425 |
||||||
|
3 |
500 |
|||||||
|
5 |
600 |
|||||||
|
6 |
670 |
|||||||
|
7 |
710 |
|||||||
|
8 |
750 |
|||||||
|
10 |
800 |
|||||||
|
12 |
850 |
|||||||
|
Св. 45 до 90 |
3 |
530 |
||||||
|
4 |
600 |
|||||||
|
5 |
630 |
|||||||
|
8 |
800 |
|||||||
|
9 |
850 |
|||||||
|
10 |
850 |
|||||||
|
12 |
950 |
|||||||
|
14 |
1000 |
|||||||
|
16 |
1060 |
|||||||
|
18 |
1120 |
|||||||
|
20 |
1120 |
|||||||
|
Св. 90 до 180 |
4 |
630 |
||||||
|
5 |
710 |
|||||||
|
6 |
750 |
|||||||
|
8 |
850 |
|||||||
|
12 |
1000 |
|||||||
|
14 |
1060 |
|||||||
|
16 |
1120 |
|||||||
|
18 |
1180 |
|||||||
|
20 |
1180 |
|||||||
|
22 |
1250 |
|||||||
|
24 |
1320 |
|||||||
|
28 |
1400 |
|||||||
|
32 |
1500 |
|||||||
|
Св. 180 до 355 |
8 |
900 |
||||||
|
10 |
1000 |
|||||||
|
12 |
1060 |
|||||||
|
18 |
1250 |
|||||||
|
Св. 180 до 355 |
20 |
1320 |
||||||
|
22 |
1320 |
|||||||
|
24 |
1400 |
|||||||
|
32 |
1600 |
|||||||
|
36 |
1700 |
|||||||
|
40 |
1700 |
|||||||
|
44 |
1800 |
|||||||
|
48 |
1900 |
|||||||
Таблица 5
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Основное отклонение диаметра d2 |
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Основное отклонение диаметра d2 |
|||||||||||
|
c |
e |
g |
c |
e |
g |
|||||||||||
|
Степень точности |
Степень точности |
|||||||||||||||
|
8 |
9 |
10 |
7 |
8 |
7 |
8 |
9 |
10 |
7 |
8 |
7 |
|||||
|
Допуск |
Допуск |
|||||||||||||||
|
Св. 5,6 до 11,2 |
1,5 |
По ГОСТ 9562 |
559 |
По ГОСТ 9562 |
Св. 90 до 180 |
4 |
По ГОСТ 9562 |
978 |
По ГОСТ 9562 |
|||||||
|
2 |
619 |
5 |
1100 |
|||||||||||||
|
Св. 11,2 до 22,4 |
2 |
650 |
6 |
1174 |
||||||||||||
|
3 |
733 |
8 |
1328 |
|||||||||||||
|
4 |
853 |
12 |
1585 |
|||||||||||||
|
Св. 22,4 до 45 |
2 |
682 |
14 |
1680 |
||||||||||||
|
3 |
795 |
16 |
1775 |
|||||||||||||
|
5 |
962 |
18 |
1875 |
|||||||||||||
|
6 |
1074 |
20 |
1900 |
|||||||||||||
|
7 |
1138 |
22 |
2013 |
|||||||||||||
|
8 |
1203 |
24 |
2125 |
|||||||||||||
|
10 |
1300 |
28 |
2250 |
|||||||||||||
|
12 |
1398 |
32 |
2405 |
|||||||||||||
|
Св. 45 до 90 |
3 |
833 |
Св. 180 до 355 |
8 |
1390 |
|||||||||||
|
4 |
940 |
10 |
1550 |
|||||||||||||
|
5 |
1000 |
12 |
1660 |
|||||||||||||
|
8 |
1265 |
18 |
1963 |
|||||||||||||
|
9 |
1343 |
20 |
2075 |
|||||||||||||
|
10 |
1363 |
22 |
2100 |
|||||||||||||
|
12 |
1523 |
24 |
2225 |
|||||||||||||
|
14 |
1605 |
32 |
2530 |
|||||||||||||
|
16 |
1700 |
36 |
2685 |
|||||||||||||
|
18 |
1800 |
40 |
2725 |
|||||||||||||
|
20 |
1825 |
44 |
2880 |
|||||||||||||
|
48 |
3045 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. ОСНОВНЫЕ ОТКЛОНЕНИЯ
7.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы - по ГОСТ 9562.
8. ДЛИНЫ СВИНЧИВАНИЯ
8.1. Числовые значения длин свинчивания, относящиеся к группам N и L, - по ГОСТ 9562.
8.2. Допуск резьбы относится к длине свинчивания резьбы.
(Измененная редакция, Изм. № 1).
9. ПОЛЯ ДОПУСКОВ
9.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 6.
Таблица 6
|
Класс точности |
Наружная резьба |
Внутренняя резьба |
||
|
Длина свинчивания |
||||
|
N |
L |
N |
L |
|
|
Поле допуска |
||||
|
Точный |
7е, 7g |
8е |
7Н |
8Н |
|
Средний |
8с, |
9с |
|
9Н |
|
Грубый |
9с |
10с |
9Н |
9Н |
Примечания:
1. При повышенных требованиях к точности для длин свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
2. Поля допусков, заключенные в полужирные рамки, являются предпочтительными.
9.2. Поля допусков наружной и внутренней резьбы, указанные в табл. 6, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. 2 и основных отклонений по табл. 3.
Поля допусков, не предусмотренные табл. 6, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 6 не могут обеспечить требования, предъявляемые к изделию.
9.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл. 6, приведены в ГОСТ 9562 и в приложении 2.
9.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
ПРИЛОЖЕНИЕ 1
Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ, ПРИНЯТЫЕ В СИСТЕМЕ ДОПУСКОВ ТРАПЕЦЕИДАЛЬНОЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ
Формулы расчета числовых значений допусков степеней точности 4-9, основных отклонений длин свинчивания, а также правила округления - по ГОСТ 9562.
Числовые значения допусков 10-й степени точности для диаметра d2 рассчитаны по формуле
![]() (1)
(1)
для диаметра d3 - по формуле
![]() (2)
(2)
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ДИАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ ДЛЯ ПОЛЯ ДОПУСКА 10с
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Поле допуска наружной резьбы |
|||||
|
10с |
|||||||
|
Диаметр резьбы |
|||||||
|
d |
d2 |
d3 |
|||||
|
Предельные отклонения, мкм |
|||||||
|
es |
ei |
es |
ei |
es |
ei |
||
|
Св. 5,6 до 11,2 |
1,5 |
0 |
- 150 |
- 140 |
- 475 |
0 |
- 559 |
|
2 |
- 180 |
- 150 |
- 525 |
- 619 |
|||
|
Св. 11,2 до 22,4 |
2 |
0 |
- 180 |
- 150 |
- 550 |
0 |
- 650 |
|
3 |
- 236 |
- 170 |
- 620 |
- 733 |
|||
|
4 |
- 300 |
- 190 |
- 720 |
- 853 |
|||
|
Св. 22,4 до 45 |
2 |
0 |
- 180 |
- 150 |
- 575 |
0 |
- 682 |
|
3 |
- 236 |
- 170 |
- 670 |
- 795 |
|||
|
5 |
- 335 |
- 212 |
- 812 |
- 962 |
|||
|
6 |
- 375 |
- 236 |
- 906 |
- 1074 |
|||
|
7 |
- 425 |
- 250 |
- 960 |
- 1138 |
|||
|
8 |
- 450 |
- 265 |
- 1015 |
- 1203 |
|||
|
10 |
- 530 |
- 300 |
- 1100 |
- 1300 |
|||
|
12 |
- 600 |
- 355 |
- 1205 |
- 1398 |
|||
|
Св. 45 до 90 |
3 |
0 |
- 236 |
- 170 |
- 700 |
0 |
- 833 |
|
4 |
- 300 |
- 190 |
- 790 |
- 940 |
|||
|
5 |
- 335 |
- 212 |
- 842 |
- 1000 |
|||
|
8 |
- 450 |
- 265 |
- 1065 |
- 1265 |
|||
|
9 |
- 500 |
- 280 |
- 1130 |
- 1343 |
|||
|
10 |
- 530 |
- 300 |
- 1150 |
- 1363 |
|||
|
12 |
- 600 |
- 335 |
- 1285 |
- 1523 |
|||
|
14 |
- 670 |
- 355 |
- 1355 |
- 1605 |
|||
|
16 |
- 710 |
- 375 |
- 1435 |
- 1700 |
|||
|
18 |
- 800 |
- 400 |
- 1520 |
- 1800 |
|||
|
20 |
- 850 |
- 425 |
- 1545 |
- 1825 |
|||
|
Св. 90 до 180 |
4 |
0 |
- 300 |
- 190 |
- 820 |
0 |
- 978 |
|
5 |
- 335 |
- 212 |
- 922 |
- 1100 |
|||
|
6 |
- 375 |
- 236 |
- 986 |
- 1174 |
|||
|
8 |
0 |
- 450 |
- 265 |
- 1115 |
0 |
- 1328 |
|
|
12 |
- 600 |
- 335 |
- 1335 |
- 1585 |
|||
|
14 |
- 670 |
- 335 |
- 1415 |
- 1680 |
|||
|
16 |
0 |
- 710 |
- 375 |
- 1495 |
0 |
- 1775 |
|
|
18 |
- 800 |
- 400 |
- 1580 |
- 1875 |
|||
|
20 |
- 850 |
- 425 |
- 1605 |
- 1900 |
|||
|
22 |
0 |
- 900 |
- 450 |
- 1700 |
0 |
- 2013 |
|
|
24 |
- 950 |
- 475 |
- 1795 |
- 2125 |
|||
|
28 |
- 1060 |
- 500 |
- 1900 |
- 2250 |
|||
|
32 |
- 1120 |
- 530 |
- 2030 |
- 2405 |
|||
|
Св. 180 до 355 |
8 |
0 |
- 450 |
- 265 |
- 1165 |
0 |
- 1390 |
|
10 |
- 530 |
- 300 |
- 1300 |
- 1550 |
|||
|
12 |
- 600 |
- 335 |
- 1395 |
- 1660 |
|||
|
18 |
0 |
- 800 |
- 400 |
- 1650 |
0 |
- 1963 |
|
|
20 |
- 850 |
- 425 |
- 1745 |
- 2075 |
|||
|
22 |
- 900 |
- 450 |
- 1770 |
- 2100 |
|||
|
24 |
0 |
- 950 |
- 475 |
- 1875 |
0 |
- 2225 |
|
|
32 |
- 1120 |
- 530 |
- 2130 |
- 2530 |
|||
|
36 |
- 1250 |
- 560 |
- 2260 |
- 2685 |
|||
|
40 |
0 |
- 1320 |
- 600 |
- 2300 |
0 |
- 2725 |
|
|
44 |
- 1400 |
- 630 |
- 2430 |
- 2880 |
|||
|
48 |
- 1500 |
- 670 |
- 2570 |
- 3045 |
|||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.04.81 № 2266
3. ВВЕДЕН ВПЕРВЫЕ
4. Стандарт полностью соответствует СТ СЭВ 185-79
5. Стандарт соответствует международным стандартам ИСО 2902-77, ИСО 2903-77
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 24737-81 |
6.1, 7.1, 8.1, 9.3, приложение 1 |
7. ИЗДАНИЕ с Изменением № 1, утвержденным в апреле 1989 г. (ИУС 7-89)
СОДЕРЖАНИЕ