ВСЕРОССИЙСКИЙ ДВАЖДЫ ОРДЕНА
ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ТЕПЛОТЕХНИЧЕСКИЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
(ВТИ)
РОССИЙСКОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО
(РАО) «ЕЭС РОССИИ»
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ
И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ
(ГОСГОРТЕХНАДЗОР РОССИИ)
|
УТВЕРЖДЕН |
УТВЕРЖДЕН |
РУКОВОДЯЩИЙ ДОКУМЕНТ
РД 34.17.310-96
СВАРКА, ТЕРМООБРАБОТКА И
КОНТРОЛЬ
ПРИ РЕМОНТЕ СВАРНЫХ СОЕДИНЕНИЙ
ТРУБНЫХ СИСТЕМ КОТЛОВ И ПАРОПРОВОДОВ В
ПЕРИОД ЭКСПЛУАТАЦИИ
Обязателен для всех министерств, ведомств,
предприятий и организаций

Москва
НПО ОБТ
1997
Разработчики:
Всероссийский теплотехнический научно-исследовательский институт (ВТИ), РАО «ЕЭС России», Госгортехнадзор России
Составители:
Ф.А. Хромченко (докт. техн. наук) - ответственный исполнитель, В.А. Лаппа, В.Ф. Злепко (канд. техн. наук), А.П. Берсенев, В.В. Гусев, Н.А. Хапонен, А.А. Шельпяков
Настоящий отраслевой руководящий документ устанавливает требования к технологическим процессам ремонта с применением ручной дуговой сварки и термообработки стыковых, штуцерных и тройниковых сварных соединений паропроводов и коллекторов котлов тепловых электростанций и котельных, повреждающихся в ходе эксплуатации, а также требования к качеству сварных соединений после ремонта, к оборудованию и материалам, применяемым при сварке.
РД предназначен для организаций, связанных с эксплуатацией, ремонтом и монтажом оборудования тепловых электростанций.
Предисловие
Настоящий отраслевой руководящий документ распространяется на:
трубопроводы пара I категории 1-, 2- и 3-й групп;
трубопроводы пара в пределах котла и турбины с температурой эксплуатации свыше 450 °С независимо от давления;
коллекторы (камеры) и приваренные к ним трубы (штуцера) с температурой пара свыше 450 ºС независимо от давления, изготовленные из теплоустойчивых хромомолибденованадиевых сталей 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ.
Настоящий руководящий документ не распространяется на элементы центробежнолитых труб из стали 15Х1М1Ф-ЦЛ.
С момента введения в действие настоящего отраслевого руководящего документа утрачивает юридическую силу РД 34 17.205-90 «Инструкция по приварке штуцеров к коллекторам из стали 12X1МФ аустенитными электродами без термической обработки».
Требования настоящего отраслевого нормативного документа обязательны для применения всеми расположенными на территории Российской Федерации предприятиями и объединениями предприятий, имеющими в своем составе (структуре) тепловые электростанции и котельные, независимо от форм собственности и подчинения.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Технологические процессы сварки, термообработки и контроля сварных соединений (далее - ремонтная технология), установленные настоящим руководящим документом, применяют в условиях действующих электростанций непосредственно по месту трассировки паропроводов, ремонтируемых котлов или в специальных помещениях - рабочих площадках на отдельных трубных блоках.
1.2. Работы по ремонтной технологии проводят специализированные организации (электростанции, ремонтные предприятия или другие организации), имеющие разрешение (лицензию) на эти работы органов Госгортехнадзора России.
1.3. Ремонтную технологию выбирают после определения причин повреждения элементов оборудования, при этом должны быть учтены:
результаты обследования поврежденного сварного соединения;
конструкция сварного соединения;
технология изготовления сварного соединения;
условия эксплуатации сварного соединения;
статистика аналогичных повреждений на электростанции;
планируемый срок дальнейшей эксплуатации оборудования.
При необходимости проводят поверочный расчет сварного соединения на прочность с учетом действия статических изгибающих или циклических нагрузок.
1.4. Техническую консультацию по применению технологии ремонта осуществляет ВТИ по запросу электростанции.
При необходимости ВТИ разрабатывает ремонтную технологию с учетом конкретного характера повреждения, конструкции сварных деталей (изделий) и условий эксплуатации и оценки остаточного ресурса отремонтированных сварных соединений.
1.5. Технологические операции проводят при положительной температуре окружающего воздуха, отсутствии сквозняков, ветра и атмосферных осадков, а также исключении возможности попадания золы, воды, нефтепродуктов в зону нагрева при сварке и термической обработке.
Ремонтируемое сварное соединение должно быть освобождено от недопустимых защемлений, изгибающих и растягивающих нагрузок.
1.6. Настоящий РД представляет собой типовую технологию по ремонту повреждающихся при эксплуатации сварных соединений коллекторов котлов и паропроводов и согласуется с РД 34 15.027-93 (п. 17.1) в части допустимого применения типовой технологии по исправлению дефектов в сварных соединениях, бывших в эксплуатации, для объектов Минтопэнерго.
2. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННОМУ ПЕРСОНАЛУ
2.1. Технологические операции выполняются: аттестованными электросварщиками 5-6-го разрядов, проводящими ремонт сварных соединений и имеющими право на производство сварочных работ по трубопроводам I категории 1-й и 2-й групп, подведомственных Госгортехнадзору России;
слесарями, осуществляющими удаление поврежденного металла и обработку поверхности выборки и отремонтированного сварного соединения механическим способом путем шлифования, фрезерования, полировки;
газосварщиками-газорезчиками, осуществляющими подогрев ремонтируемого соединения газопламенным способом;
термистами, осуществляющими электроподогрев при сварке и последующую термическую обработку с регистрацией температур и имеющими право на выполнение этих работ;
дефектоскопистами и металловедами, выполняющими контроль качества металла сварных соединений неразрушающими методами и имеющими право на проведение этих работ.
2.2. Перед началом сварочных работ каждый электросварщик, занятый на ремонтных операциях, должен сварить контрольное сварное соединение со стыковым или угловым швом в зависимости от конструкции ремонтируемой детали (изделия). Качество и свойства сварного соединения должны быть оценены в соответствии с нормативными требованиями РД 34 15.027-93.
3. СВАРОЧНО-ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ
3.1. В качестве источников питания сварочной дуги применяются сварочные преобразователи постоянного тока ПСО-300, ПД-502 и др. или сварочные выпрямители ВД-201, ВД-306 и др. с балластным реостатом РБ-301 или подобного типа для регулирования силой сварочного тока в диапазоне 70-200 А.
3.2. Электротермическая обработка проводится с помощью источников питания:
преобразователей СЧИ-100-2,4-41, ВПЧ-100/2400 или аналогичного типа при индукционном нагреве токами повышенной (средней) частоты;
трансформаторов ТДМ-503, ТДФЖ-1002 или аналогичного типа при индукционном нагреве токами промышленной частоты;
сварочных преобразователей, выпрямителей и трансформаторов ПСО-300, ВД-201, ТДМ-503 и др. при нагреве гибкими печами электросопротивления.
3.3. Электронагревательными устройствами служат гибкие медные индукторы и электропечи сопротивления типа ГПЭС, КЭН (данные приведены в РД 34 15.027-93). При газопламенном нагреве используются газовые горелки различных типов, в том числе газосварочные горелки, питаемые от баллонов или газовых разводок.
3.4. Регистрация температур нагрева проводится с помощью самопишущих приборов от термопар, характеристики которых приведены в РД 34 15.027-93.
3.5. Для огневой резки трубных элементов и удаления поврежденного металла применяются газовые резаки типа РЗР-62 и подобные.
4. СВАРОЧНЫЕ МАТЕРИАЛЫ
4.1. В качестве сварочных материалов при ручной дуговой сварке применяются покрытые металлические электроды (табл. 4.1).
Таблица 4.1
Назначение покрытых электродов для ремонта сварных соединений
|
Марка электрода |
Типы ремонтируемых сварных соединений и трубных элементов котлов и паропроводов |
Необходимость послесварочной термической обработки |
|
|
1 |
2 |
3 |
4 |
|
Э-09Х1М |
ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38 |
Штуцерные соединения труб поверхностей нагрева из стали 12Х1МФ; штуцерные соединения водопароперепускных труб с коллекторами из стали 12X1МФ для температур эксплуатации до 510 °С; стыковые соединения и паропроводные трубы наружным диаметром до 219 мм с толщиной стенки до 20 мм из стали 12Х1МФ для температур эксплуатации до 510 ºС |
Без термической обработки |
|
Э-09Х1МФ |
ТМЛ-3У, ЦЛ-20, ЦЛ-45, ЦЛ-39 |
Стыковые, штуцерные и тройниковые соединения паропроводов и коллекторов из хромомолибденованадиевых сталей 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ для температуры эксплуатации до 570 ºС |
С термической обработкой |
|
Э-11Х15Н25М6АГ2 |
ЭА-395/9, ЦТ-10 |
Штуцерные соединения труб поверхностей нагрева и водопароперепускных труб с коллекторами из стали 12Х1МФ котлов для температуры эксплуатации до 560 °С, наплавка кромок в штуцерных соединениях труб Ду-100 с коллекторами для температуры эксплуатации до 545 °С |
Без термообработки |
|
Э-08Н60Г7М7Т |
ЦТ-36 |
Наплавка кромок в штуцерных соединениях пароперепускных труб с коллекторами из стали 12Х1МФ для температуры эксплуатации до 560 °С |
Без термообработки |
4.2. Требования к химическому составу и механическим свойствам наплавленного металла электродов приведены в РД 34 15.027-93. Состав и свойства должны удовлетворять требованиям паспортов на электроды и ГОСТ 9467-75 на электроды типов Э-09Х1М и Э-09Х1МФ; ГОСТ 10052-75 на электроды типа Э-11Х15Н25М6АГ2 и требованиям ОСТ 24 948.01-90 на электроды типа Э-08Н60Г7М7Т.
4.3. Условия хранения и просушки (прокалки) электродов перед сваркой, контроль качества и свойств электродов, химического состава и механических свойств наплавленного металла проводятся в соответствии с требованиями РД 34 15.027-93.
5. ТИПИЧНЫЕ ПОВРЕЖДЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ
5.1. Повреждения сварных соединений при эксплуатации происходят главным образом в результате ползучести, усталости, хладноломкости, коррозии и провала локальной пластичности из-за дисперсионного охрупчивания металла и обусловлены технологическими, конструкционными и эксплуатационными причинами. Дополнительной причиной может быть неудовлетворительно проведенный ремонт сварного соединения способом подварки.
5.2. Типичными для стыковых и тройниковых сварных соединений паропроводов являются повреждения, указанные в приложениях 1 и 3. Негативное влияние ремонтно-сварочной технологии на работоспособность таких сварных соединений рассмотрено в приложениях 2 и 4.
5.3. Типичные повреждения сварных соединений фасонных деталей проявляются в виде продольных и поперечных трещин в металле шва и в виде кольцевой (продольной) трещины в разупрочненной прослойке металла зоны термического влияния ЗТВрп соединения (приложения 5 и 6). Причины повреждений аналогичны указанным в приложениях 1 и 2. На повреждения соединений разнотолщинных трубных элементов влияет конструкционный фактор.
5.4. Повреждения наружной поверхности трубных элементов паропроводов в виде продольных и поперечных трещин, а также локальных повреждений металла обусловлены комплексом причин, в том числе наличием концентраторов напряжений (рисок, насечек, закатов), резким градиентом свойств (например, охрупчиванием из-за наклепа металла от ударов), эрозионным действием струи пара от свища соседней трубы, дополнительными изгибающими нагрузками на участке паропровода, превышающими проектные значения. Типичные повреждения представлены в приложении 7.
5.5. Типичными для коллекторов котлов являются повреждения в виде трещин на наружной поверхности камер в зоне отверстий под штуцера труб поверхностей нагрева, поперечные трещины в угловых швах штуцерных соединений, локальные повреждения металла из-за эрозионного износа (приложение 8), а также кольцевые трещины в ЗТВ штуцерных соединений пароперепускных и пароотводящих труб (аналогично рассмотренным повреждениям в приложении 3)
Кроме того, отмечаются повреждения типа продольных трещин в кольцевых швах мест приварки донышек к коллекторам и в стыках соединений камер (приложение 9).
Повреждения обусловлены комплексом причин: ползучестью, усталостью, коррозией, дисперсионным охрупчиванием металла при повторном нагреве, хладноломкостью (см. приложения 1-4).
5.6. Причины повреждений сварных соединений устанавливаются на основании анализа:
результатов обследования поврежденного металла неразрушающими методами контроля;
конструкции и технологии изготовления сварной детали (изделия);
условий эксплуатации, включая планируемый срок дальнейшей эксплуатации отремонтированной детали (изделия).
5.7. Обследование поврежденного сварного соединения проводят с применением неразрушающих методов контроля (п. 14.1 настоящего РД), а именно:
внешнего осмотра протравленной 15 % водным раствором азотной кислоты шлифованной поверхности места повреждения, включая остальную часть сварного шва и прилегающие участки основного металла шириной по 20 - 30 мм, при этом устанавливают место расположения и размер магистральной трещины; рекомендуется использовать лупу с 4 - 7-кратным увеличением. Этот метод может быть заменен контролем МПД;
ультразвуковой дефектоскопии, которую проводят по возможности для уточнения размера магистральной продольной трещины или поперечных трещин в глубине металла;
измерения твердости сварного шва и основного металла;
металлографического исследования с помощью реплик для уточнения механизма повреждения металла и подтверждения полноты удаления трещин и недопустимой микроповрежденности.
6. ТЕХНОЛОГИЯ РЕМОНТА СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ПАРОПРОВОДНЫХ ТРУБ
6.1. Технологию ремонта и способ выполнения выбирают с учетом особенностей повреждения сварных соединений (приложение 1) и возможного негативного влияния на работоспособность отремонтированных соединений (приложение 2).
6.2. Ремонту подлежат сварные соединения равнотолщинных паропроводных труб; допускаемая разнотолщинность составляет 10 % толщины стенки труб, но не более 5 мм.
6.3. Ремонт выполняют: путем удаления поврежденного металла без подварки места выборки, способом подварки места выборки с проведением послесварочной термической обработки и путем полной переварки поврежденного сварного соединения.
6.4. Ремонт путем удаления поврежденного металла без подварки места выборки.
6.4.1. Ремонт возможен при соблюдении следующих условий:
повреждение развивалось по механизму ползучести или усталости с наружной поверхности сварного соединения (приложение 1);
ремонтируемый утоненный участок сварного соединения в зоне выборки имеет толщину, равную или больше минимально допустимой толщины трубного элемента. В отдельных случаях по согласованию с ВТИ (подтверждается расчетом на прочность) допускается утонение на 5 - 15 % меньше допустимой толщины стенки с учетом размера выборки;
на поверхности выборки отсутствуют макродефекты, не допустимые по РД 34 15.027-93, и, кроме того, отсутствует микроповрежденность в виде микротрещин, цепочек пор ползучести и скоплений пор любых размеров по границам зерен, а также единичных укрупненных пор размером более 1 мкм в количестве трех и более в поле окуляра микроскопа при 1000-кратном увеличении с реплики или скола.
6.4.2. Поврежденный металл удаляется только механическим способом (вышлифовкой). Края выборки следует сглаживать с радиусом скругления не менее 30 мм (рис. 6.1).
6.5. Ремонт способом подварки места выборки с проведением термической обработки.
6.5.1. Ремонт возможен при соблюдении следующих условий:
трещины развивались с наружной поверхности сварного соединения по одному из механизмов повреждения (приложение 1);

Рис. 6.1. Рекомендуемая форма выборки при ремонте сварных соединений механическим способом (шлифовкой) без подварки:
DS - глубина выборки; Тр - поверхностные трещины
протяженность местной выборки составляет не более 1/3 периметра трубы, а глубина - не более 50 % расчетной толщины стенки трубы (S) при отношении геометрических параметров трубы S/Dн > 0,1 вплоть до сквозной трещины для труб при S/ Dн £ 0,1 (Dн - наружный диаметр трубы);
кольцевая выборка по всему периметру стыка имеет глубину до 25 % расчетной толщины стенки трубы;
металл поверхности выборки соответствует требованиям РД 34 15.027-93 по допустимым макродефектам и требованиям п. 6.4.1 настоящего РД по допустимой микроповрежденности.
6.5.2. Удаление поврежденного металла проводят механическим способом (шлифовкой) дефектной поверхности до получения углубления - выборки.
6.5.3. Для сварных соединений паропроводов с температурой эксплуатации 510 - 560 ºС удалению подлежит поврежденный металл на глубину, превышающую не менее чем на 5 мм вершину удаленной трещины; при сквозной трещине глубина выборки должна быть меньше на 2 - 3 мм толщины стенки трубы (рис. 6.2). При глубине выборки более 0,25S дополнительно механическим способом (шлифованием) наносят кольцевое углубление на 8 - 10 мм по всей оставшейся части периметра стыка на ширину, равную ширине выборки.

Рис. 6.2. Рекомендуемые формы выборки поврежденного металла при ремонте с подваркой сварных соединений паропроводов, эксплуатируемых при температуре 510 - 560 °С:
а - для соединений труб при любом S/Dн (несквозные трещины); б - для стыков труб при S/Dн £ 0,1 (сквозная трещина)
6.5.4. Заполнение места выборки наплавляемым металлом в сварных соединениях с температурой эксплуатации паропроводов 510 - 560 °С проводят многослойным способом кольцевыми валиками толщиной 5 - 8 мм и шириной 12 - 20 мм электродами типа Э-09Х1МФ диаметром 3 и 4 мм силой тока 90 - 120 и 140 - 180 А соответственно с предварительным и сопутствующим подогревом 200 - 250 °С для сталей 12Х1МФ и 20ХМФЛ и 250 - 300 °С для сталей 15Х1М1Ф и 15Х1М1ФЛ.
Примерная последовательность многослойной наплавки представлена на рис. 6.3.

Рис. 6.3. Рекомендуемый многослойный способ заполнения выборки кольцевыми валиками толщиной 5 - 8 мм и шириной 12 - 20 мм (поперечное сечение сварного шва):
СШ - старый шов
Форма сварных соединений с подварочным швом показана на рис. 6.4. При глубине местной выборки более 0,25S следует наплавку проводить в два этапа: I этап - наплавить металл в местную выборку и II этап - выполнить кольцевую наплавку по всему периметру стыка (рис. 6.4, б). При сквозной трещине рекомендуется наносить отверстия методом засверловки (рис. 6.4, г).
6.5.5. Для сварных соединений паропроводов с температурой эксплуатации ниже 510 °С удалению подлежит только поврежденный металл, а участок подварки может ограничиваться одной-двумя зонами соединения, например, металлом шва или участком шва с одной из прилегающих ЗТВ (рис. 6.5).
Способ многослойного поэтапного заполнения показан на рис. 6.3 и 6.4; подогрев и режимы сварки соответствуют рекомендациям п. 6.4.5 настоящего РД. При сварке следует применять электроды типа Э-09Х1МФ. Для стыковых соединений труб с наружным диаметром до 219 мм и толщиной стенки до 20 мм из стали 12Х1МФ допускается применение электродов типа Э-09Х1М марки ТМЛ-1У.

Рис. 6.4. Формы подварочных швов (ПШ) соединений паропроводов для эксплуатации при температуре 510 - 560 °С:
а - при несквозной выборке (поперечное сечение шва); б - то же с двухступенчатой выборкой I - II (продольное сечение); в - для выборки при сквозной трещине; г - засверловка сквозной трещины (Тр) в выборке; КНУ - кольцевой наплавленный участок; СШ - старый шов
6.5.6. Термическую обработку сварных соединений после подварки (и наплавки кольцевого участка, как на рис. 6.4,г) ведут по режиму высокого отпуска 720 - 750 °С с выдержкой 1 - 5 ч в зависимости от толщины стенки трубы согласно требованиям РД 34 15.027-93. Технологию нагрева и регистрацию температур выполняют в соответствии с РД 34 15.027-93. Для сварных стыковых соединений труб наружного диаметра до 219 мм и толщиной стенки до 20 мм с температурой эксплуатации паропроводов ниже 510 °С при выполнении подварочного шва электродами типа Э-09Х1М послесварочную термическую обработку можно не проводить.

Рис. 6.5. Рекомендуемые формы выборок и подварочных швов при ремонте сварных соединений для паропроводов с температурой эксплуатации ниже 510 °С:
а - при несквозной трещине в металле шва; б - то же в ЗТВ; в - при сквозной трещине в ЗТВ; СШ - старый шов; ПШ - подварочный шов
6.5.7. Контроль отремонтированных сварных соединений ведут неразрушающими методами: ультразвуком или радиографией, а также измерением твердости металла подварочного шва и его стилоскопирования. Предварительно наружная поверхность сварного соединения подвергается механической обработке - шлифовке с проведением визуального контроля травленой 15 % водным раствором азотной кислоты поверхности или контролем МПД и, кроме того, металлографического анализа с помощью реплик (п. 14.1 настоящего РД).
6.6. Переварка поврежденных сварных соединений.
6.6.1. Переварке подлежат сварные соединения с размерами возможных выборок, превышающих указанные в п. 6.5.1 и в случаях, когда трещины развивались с внутренней поверхности сварного соединения.
6.6.2. Переварку поврежденного (дефектного) сварного соединения ведут путем последовательного выполнения технологических операций, показанных на рис. 6.6:
размещают временную скользящую опору (ВСО) типа швеллера на подвижном участке паропровода и выполняют разрезку дефектного стыка (ДС), а затем вырезку патрубка (рис. 6.6,а). Длину патрубка l, в мм, выбирают согласно требованиям правил Госгортехнадзора России на трубопроводы (табл. 6.1).
Таблица 6.1
|
l, мм |
|
|
до 15 |
100 |
|
от 15 до 30 |
5S + 25 |
|
от 30 до 36 |
175 |
|
от 36 и более |
4S + 30 |
Рис. 6.6. Последовательность технологических операций на участке паропровода при переварке поврежденного (дефектного) соединения:
а - вырезка патрубка l с дефектным стыком (ДС); б - размещение нового патрубка-вставки; выполнение стыка № 1; в - сборка стыка № 2 и его выполнение; г - приведение участка паропровода в исходное рабочее положение [удаление временных опор ВПО и ВСО; снятие защемления, т.е. перевод опор защемленных (СОЗ) в скользящие опоры (СО) на коллекторе]
В любом случае длина
патрубка должна быть не менее l = ![]() (где Dср - средний диаметр трубы).
Окончательно выбирается наибольшая длина патрубка;
(где Dср - средний диаметр трубы).
Окончательно выбирается наибольшая длина патрубка;
размещают вторую скользящую опору под новый патрубок-вставку, подготавливают новый патрубок и торцы трубных элементов под сварку, устанавливают новый патрубок в трассу паропровода, при этом подвижный участок паропровода смещают в осевом направлении силой Р до получения зазора, равного размеру холодного натяга - ХН (рис. 6.6,б). Выполняют сборку, сварку, термическую обработку и контроль нового стыка № 1 (рис. 6.6,б);
временно защемляют скользящие опоры (СОЗ) коллектора, удаляют временную скользящую опору в районе стыка № 1, устанавливают временную пружинную опору (ВПО), с помощью которой подвижная часть трассы паропровода смещается силой Р в осевом направлении в сторону собираемого под сварку нового стыка № 2 (рис. 6.6,в); выполняют сварку, термическую обработку и контроль нового стыка № 2;
удаляют временное защемление скользящих опор коллектора, снимают временную пружинную опору (ВПО) и удаляют временную скользящую опору (ВСО). Паропровод приведен в исходное рабочее положение (рис. 6.6,г).
6.6.3. Материал нового патрубка должен соответствовать стали 12Х1МФ или 15Х1М1Ф данного паропровода и отвечать требованиям ТУ 14-3-460-75 и ТУ-3-420-75. В качестве сварочного материала применяются покрытые электроды типа Э-09Х1МФ.
6.6.4. Конструкция свариваемых новых стыков трубных элементов, подготовка кромок под сварку, сборка и сварка стыков, термическая обработка и контроль сварных соединений проводятся в соответствии с РД 34 15.027-93. При необходимости дополнительно наплавляется кольцевой участок на сварное соединение разнотолщинных трубных элементов (например, на новый стык № 1; см. рис. 6.6) в соответствии с рекомендациями, изложенными в разделе 8.
7. ТЕХНОЛОГИЯ РЕМОНТА ТРОЙНИКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ПАРОПРОВОДОВ
7.1. Выбор технологии ремонта проводится с учетом особенностей повреждения сварных соединений (приложение 3) и возможного негативного влияния ремонтной технологии на их работоспособность (приложение 4).
Сварные тройники с выборками, размеры которых превышают указанные в табл. 7.1, подлежат немедленной замене.
7.1.2. Ремонтировать поврежденный тройник допускается один раз; для тройников с глубиной выборки менее 15 % высоты углового шва или толщины стенки тонкостенного трубного элемента ремонт допускается проводить дважды; при этом учитывается расчетный размер углового шва или толщины стенки.
7.1.3. Требования по ОСТ 108.031.10 обеспечения конструкционной прочности сварных тройников:
![]() , где
, где
d - диаметр отверстия в корпусе под штуцер; Dн - наружный диаметр корпуса; S - толщина стенки корпуса, ее следует брать фактической (рекомендация составителей).
7.2. Ремонт проводится по одному из вариантов (табл. 7.1):
путем удаления поврежденного металла без последующей подварки места выборки;
путем подварки мест выборок с проведением послесварочной термической обработки;
путем применения усиливающих и восстановительных наплавок воротникового типа в районе углового шва как профилактической меры повышения конструкционной прочности тройников;
путем замены поврежденного сварного тройника на новый.
Таблица 7.1
Рекомендуемые варианты сварочной технологии ремонта тройниковых сварных соединений паропроводов
|
Максимальные допустимые размеры выборки после удаления поврежденного металла |
Вариант технологии |
Дополнительные требования |
||
|
глубина по отношению к толщине стенки или высоте шва, % |
протяженность по отношению к длине углового шва, % |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Кольцевые (продольные) трещины в ЗТВ* со стороны корпуса тройника: в околошовной зоне - участке перегрева; разупрочненном участке - мягкой прослойке (приложение 3, рис. П3.1,а,б) |
£ 20 |
£ 15 |
Местная подварка |
Допускается подварка двух местных выборок, расположенных в диаметрально противоположных местах по периметру углового шва |
|
£ 20 |
> 15 |
Кольцевая подварка |
Рекомендуется после заварки выборки выполнять кольцевую усиливающую наплавку |
|
|
£ 30 |
£ 100 |
Кольцевая подварка |
То же |
|
|
£ 50 |
£ 100 |
То же, но лучше полная переварка углового шва или замена тройника |
Ремонт допустим при незначительной микроповрежденности металла единичными порами ползучести размером менее 1 мкм; необходима восстановительная термическая обработка (ВТО **) |
|
|
> 20 |
£ 100 |
Ремонту не подлежит |
Сварной тройник не соответствует требованиям конструкционной прочности (п. 7.1.3 настоящего РД) |
|
|
2. Кольцевые трещины в ЗТВ со стороны патрубка-штуцера (приложение 3, рис. П3.1,в) |
£ 30 |
£ 20 |
Местная подварка |
Допускается местная подварка двух выборок, расположенных в диаметрально противоположных местах по периметру углового шва |
|
£ 30 |
£ 100 |
Кольцевая подварка |
На кольцевую подварку рекомендуется наносить усиливающую наплавку |
|
|
3. Поперечные трещины в угловом шве (приложение 3, рис. П3.1,г) |
£ 15 |
£ 20 |
Местная подварка |
Допускается подварка двух выборок, расположенных друг от друга на расстоянии не менее 20 % длины углового шва |
|
£ 15 |
£ 100 |
Кольцевая подварка |
На кольцевую подварку рекомендуется наносить усиливающую наплавку |
|
|
£ 100 |
£ 100 |
Ремонту не подлежит |
Тройник не соответствует требованиям конструкционной прочности (п. 7.1.3 настоящего РД) |
|
|
4. Повреждений нет, но высота углового шва меньше расчетной по проекту |
Восстановительная наплавка |
Профилактическая мера |
||
|
5. Проявляется склонность тройников данного типоразмера к повреждению |
Усиливающая наплавка |
Профилактическая мера. Требуется проверка конструкционной прочности (п. 7.1.3 настоящего РД) |
||
* ЗТВ - зона термического влияния сварного соединения;
** ВТО - восстановительная термическая обработка по режиму одно- или двухкратной нормализации с высоким отпуском. Режим устанавливается с учетом структурного состояния и микроповрежденности металла тройника.
7.3. Ремонт тройниковых сварных соединений без подварки места выборки.
7.3.1. Ремонт проводят при соблюдении следующих требований: глубина местной выборки не превышает 3 мм и 10 % фактической толщины стенки трубного элемента тройника, при этом в расчет принимают меньшую толщину стенки штуцера или корпуса;
протяженность местной выборки должна быть не более 25 % периметра углового шва;
допускается на одном тройнике две выборки, расположенные в диаметрально противоположных местах по периметру углового шва;
утоненная выборкой толщина стенки или высота углового шва не должны быть меньше расчетных допустимых размеров для данного типа тройника;
ремонтируемый тройник должен соответствовать требованиям ОСТ 108.031.10-85 по конструкционной прочности (п. 7.3 настоящего РД);
данный ремонт можно проводить на тройнике только один раз.
7.3.2. Поврежденный металл удаляется механическим способом путем вышлифовки с помощью абразивного инструмента, при этом должен обеспечиваться плавный переход от дна выборки к наружной поверхности сварного соединения с радиусом округления не менее 30 мм. Поверхность выборки должна быть ровной, без рисок, насечек и резких переходов.
7.3.3. Поверхность выборки должна быть проконтролирована методом МПД или внешним осмотром с помощью лупы 4-7-кратного увеличения после травления 15 % водным раствором азотной кислоты с целью подтверждения полного удаления трещин. Рекомендуется дополнительно исследовать поверхность выборки металлографическим методом с помощью реплик для подтверждения отсутствия недопустимой микроповрежденности металла (см. п. 7.1.1 настоящего РД); реплики следует снимать с двух-трех точек в месте расположения удаленных трещин.
7.4. Ремонт тройниковых сварных соединений путем подварки места выборки с послесварочной термической обработкой.
7.4.1. Этот способ применяют к тройниковым сварным соединениям с ограничением по глубине и протяженности местных выборок (табл. 7.1).
7.4.2. Технология ремонта включает следующие операции:
удаление поврежденного металла и контроль полноты удаления;
сварка подварочного шва;
проведение термической обработки сварного соединения с местной подваркой по режиму высокого отпуска;
обработка механическим способом поверхности подварочного шва и при необходимости углового шва по всему периметру с проведением контроля качества.
Дополнительной может быть операция по выполнению усиливающей наплавки воротникового типа в месте углового шва.
7.4.3. Удаление поврежденного металла проводят механическим способом путем шлифования поверхности с помощью абразивного инструмента. Полнота удаления поврежденного металла контролируется методом МПД или визуально с помощью лупы 4-7-кратного увеличения после травления поверхности выборки 15 % водным раствором азотной кислоты. Рекомендуется дополнительно исследовать поверхность металлографическим методом с помощью реплик для подтверждения полноты удаления недопустимой микроповрежденности металла (см. п. 7.1.1 настоящего РД) в двух-трех точках.
7.4.4. Рекомендуемая форма выборки для тройников, эксплуатирующихся при температуре 510 - 560 °С, приведена на рис. 7.1 - 7.4. Ширина выборки в поперечном сечении углового шва должна охватывать ширину старого шва и прилегающие к нему с двух сторон участки основного металла шириной от 6 до 10 мм (рис. 7.1 и 7.3); глубина выборки должна быть не менее чем на 5 мм больше высоты удаленной трещины (рис. 7.1 и 7.3); длина выборки должна быть не менее чем на 10 мм больше протяженности удаленной трещины с каждого ее конца (рис. 7.4); радиус скругления - не менее 10 мм (рис. 7.2). Для тройниковых сварных соединений с температурой эксплуатации ниже 510 ºС ширину местной выборки можно ограничивать размером удаленного поврежденного металла, при этом допускается оставлять края выборки на старом шве.
7.4.5. Сварочная технология ремонта выполняется с подогревом при сварке (табл. 7.2) электродами типа Э-09Х1МФ с проведением послесварочной термической обработки отремонтированного тройника.
Таблица 7.2
Подогрев ремонтируемых тройников при сварке
|
Температура подогрева, ºС |
|
|
12х1ТмФ |
250 - 300 |
|
12Х1МФ+15Х1М1Ф; 15X1М1Ф |
300 - 350 |
Примечания. 1. Подогрев допускается проводить любым способом: индукционным, электропечным и газопламенным по технологии согласно РД 34 15.027-93.
2. Температура подогрева должна регистрироваться самопишущими приборами от термопар по технологии согласно рекомендациям РД 34 15.027-93.

Рис. 7.1. Рекомендуемая форма выборки (поперечное сечение шва) после удаления поврежденного металла с кольцевой трещиной (Трк):
КВ - контур кольцевой выборки; СШ - старый шов
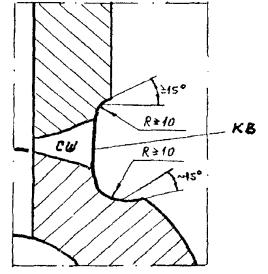
Рис. 7.2. Рекомендуемые переходы (R - радиусы скругления, углы скоса кромок) в районе кольцевой выборки
(см. рис. 7.1)

Рис. 7.3. Рекомендуемая форма выборки (поперечное сечение шва) после удаления поврежденного металла с поперечными трещинами (Трп):
СШ - старый шов; КВ - контур кольцевой выборки; А и Б согласно схеме на рис. 7.1
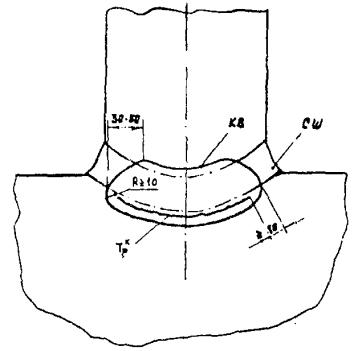
Рис. 7.4. Рекомендуемый контур выборки после удаления поврежденного металла с кольцевой трещиной (Трк):
СШ - старый шов; КВ - контур кольцевой выборки
7.4.6. Сварка выполняется многослойным способом валиками толщиной 5 - 8 мм и шириной 12 - 20 мм электродами диаметром 3 и 4 мм с силой тока 90 - 120 и 140 - 180 А соответственно. Примерная последовательность заполнения местной и кольцевой выборок показана на рис. 7.5 и 7.6; формы подварочных швов - на рис. 7.5 - 7.7.
7.4.7. Термическая обработка проводится по режиму высокого отпуска (табл. 7.3) сразу по окончании сварки подварочных швов, не допуская снижения температуры ниже 250 °С. Способ нагрева - индукционный или электропечной; регистрация температур осуществляется самопишущими приборами; технология нагрева и контроля температур проводится согласно РД 34 15.027-93.
7.5. Технология выполнения наплавок воротникового типа.
7.5.1. Усиливающая или восстановительная наплавка наносится для укрепления конструкции сварного тройника (табл. 7.1).
Таблица 7.3
Режимы высокого отпуска отремонтированных сварных тройников
|
Толщина стенки тройника, мм (максимальная) |
Температура отпуска, °С |
Выдержка при отпуске, ч |
|
|
12Х1МФ |
< 20 |
720 - 750 |
2 |
|
12Х1МФ, 15Х1М1Ф |
20 - 45 |
730 - 760 |
3 |
|
12X1МФ, 15Х1М1Ф |
> 45 |
730 - 760 |
5 |
Примечания. 1. Скорость нагрева до 600 ºС должна быть не более 50 °С/ч и выше 600 °С - не менее 100 °С/ч.
2. Скорость охлаждения с 720 - 760 °С до 300 °С должна быть не более 100 °С/ч.

Рис. 7.5. Рекомендуемая последовательность многослойного заполнения местной кольцевой выборки при наплавке горизонтальных (а) и вертикальных (б) валиков:
СШ - старый шов
Рис. 7.6. Рекомендуемая последовательность выполнения кольцевых валиков при многослойном заполнении кольцевой выборки:
а - наплавка валиков в нижнем, горизонтальном и потолочном положениях; б - наплавка валиков в вертикальном положении
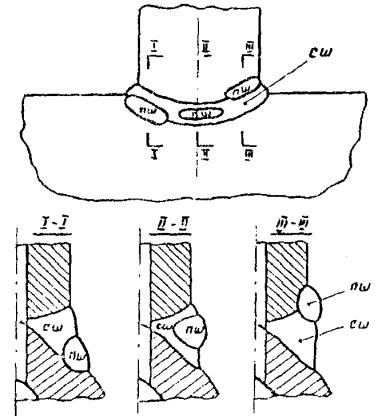
Рис. 7.7. Допустимые местные подварки выборок в сварных тройниках, эксплуатирующихся при температуре пара ниже 510 °С:
СШ - старый шов; ПШ - подварочный шов
7.5.2. Требования к форме и размерам наплавок:
наплавку наносят по всему периметру углового шва, она может быть симметричной по отношению к угловому шву (рис. 7.8) или смещенной в сторону корпуса или штуцера, подлежащих укреплению (рис. 7.9);
усиливающая наплавка должна перекрывать старый угловой и подваренный швы ремонтируемого сварного тройника (рис. 7.8 и 7.9). Форма этой наплавки одинаковая как для сварного соединения с ремонтной подваркой, так и без нее (табл. 7.1). Восстановительная наплавка (табл. 7.1) выполняется симметричной по отношению к угловому шву (рис. 7.8);
Рис. 7.8. Рекомендуемая форма усиливающей кольцевой наплавки (симметричное расположение в сторону штуцера и корпуса трубы тройника) с подваренным швом:
а - местной выборки; б - кольцевой выборки; УН - усиливающая (укрепляющая) наплавка; ПШ - подварочный шов; СШ - старый шов

Рис. 7.9. Рекомендуемые формы усиливающих наплавок (УН), укрепляющих тело корпуса трубы (а) и штуцера (б) в районе сварного соединения с угловым старым швом (СШ) тройника. Размеры усиливающих наплавок (lн, hн - ширина и толщина) определяются расчетом на прочность
размеры наплавок (толщина и ширина) определяют расчетным путем. Рекомендуется наплавку выполнять толщиной не менее 10 мм и шириной - согласно рекомендациям рис. 7.8 и 7.9. При этом участок наплавки на укрепляющем трубном элементе должен иметь ширину не менее 50 мм, т.е. lн ³ 50 мм.
7.5.3. Наплавки выполняют многослойным способом (например, двухслойным) кольцевыми валиками толщиной 4 - 6 мм и шириной 12 - 18 мм аналогично схемам, показанным на рис. 7.6.
7.5.4. Сварку усиливающих и восстановительных наплавок выполняют электродами типа Э-09Х1МФ с подогревом (табл. 7.2) и проведением послесварочной термической обработки по режиму высокого отпуска (табл. 7.3). Режимы тока - 80 - 120 и 140 - 180 А при сварке электродами диаметром 3 и 4 мм соответственно. Требования по технологии проведения термической обработки указаны в п. 7.4.7 настоящего РД. При ремонте, включающем операции сварки подварочного шва и усиливающей наплавки, термическую обработку сварного тройника проводят один раз после выполнения усиливающей наплавки, причем перерыв во времени между операциями сварки подварочного шва и усиливающей наплавки с обязательным сохранением требуемой температуры подогрева не допускается (табл. 7.2).
7.5.5. Поверхность углового шва после ремонта, включая кольцевые усиливающие и восстановительные наплавки, должна быть подготовлена для контроля механическим способом путем шлифования абразивным инструментом до получения необходимой гладкой поверхности и требуемого радиуса скругления (рис. 7.10). Данная операция выполняется после проведения термической обработки.
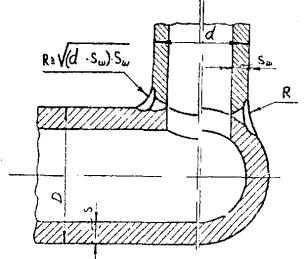
Рис. 7.10. Рекомендуемая форма тройникового сварного соединения после механической обработки (шлифования) подварочного шва (и усиливающей наплавки):
R - радиус округления; Sш - толщина стойки штуцера; d - наружный диаметр штуцера; D - наружный диаметр корпуса тройника
7.6. Качество отремонтированных сварных тройников оценивают по результатам неразрушающих методов контроля: МПД или внешнего осмотра протравленной поверхности 15 % водным раствором азотной кислоты; измерения твердости; ультразвуковой дефектоскопии; спектрального анализа. Контролю подлежат подварочный шов и/или наплавки воротникового типа с прилегающими участками металла шириной 20 - 30 мм по всему периметру углового шва.
Качество отремонтированного сварного соединения оценивается по нормативным требованиям РД 34 15.027-93.
8. ТЕХНОЛОГИЯ РЕМОНТА СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ, ПРИМЫКАЮЩИХ К ФАСОННЫМ ДЕТАЛЯМ ПАРОПРОВОДОВ
8.1. Ремонт сварных соединений разнотолщинных трубных элементов (рис. 8.1) ведут с соблюдением следующих условий:
повреждение развивалось с наружной поверхности сварного соединения в виде продольных или кольцевых трещин (приложение 5); причины повреждений аналогичны указанным в приложении 1;
при выборе технологии и ее выполнении учитывают возможное негативное влияние ремонта на работоспособность сварных соединений (приложение 2);
глубина выборки поврежденного металла не должна превышать 50 % толщины стенки паропроводной трубы независимо от протяженности кольцевой выборки. При глубине выборки более 50 % толщины стенки трубы сварное соединение подлежит переварке по технологии согласно РД 34 15.027-93;
основной металл трубных элементов и зоны сварного соединения характеризуются отсутствием макроповрежденности или незначительной микроповрежденностью в виде единичных пор ползучести размером менее 1 мкм (на поле окуляра микроскопа при увеличении ´1000) с реплики или скола.
8.2. Ремонт поврежденных сварных соединений
8.2.1. Ремонт включает следующие операции: удаление дефектного металла и подготовку места выборки под сварку, выполнение подваренного шва с подогревом деталей, термическую обработку сварного соединения, механическую обработку поверхности сварного соединения, улучшение (при необходимости) конструкции сварного соединения, контроль качества сварного соединения.

Рис. 8.1. Типовые конструкции ремонтируемых стыковых сварных соединений разнотолщинных трубных элементов паропроводов:
а, б - соединения труб с толстостенными патрубками; в - соединение трубы с переходом
8.2.2. Поврежденный металл удаляется только механическим способом, при этом глубина выборки не менее чем на 5 мм должна быть больше глубины проникновения магистральной трещины; форма выборки представлена на рис. 8.2. Выборка может быть местной, если ее глубина не превышает 20 % толщины стенки паропроводной трубы (£20 % S1). При большей глубине выборки (£50 % S1) дополнительно выполняют кольцевую выборку на оставшейся части периметра трубного элемента той же глубины. Удаление металла по всему периметру проводят механическим способом.
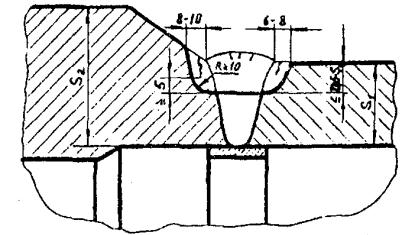
Рис. 8.2. Форма выборки ремонтируемого сварного соединения разнотолщинных трубных элементов при любом виде трещин
8.2.3. Заполнение места выборки выполняют многослойным способом кольцевыми валиками толщиной 4 - 6 мм и шириной 16 - 20 мм с использованием электродов диаметром 2,5 и 3 мм на режимах, указанных в табл. 8.1. Сварка выполняется с подогревом деталей при температурах 250 - 300 или 300 - 350 °С в зависимости от сочетания марок хромомолибденованадиевых сталей (табл. 8.2). При сварке кольцевой выборки применяют обратноступенчатый способ наплавки по схеме рис. 7.6. Рекомендуемый порядок заполнения разделки и форма усиления сварного шва представлены на рис. 8.3.
Необходимо, чтобы крайние валики усиления шва перекрывали на 2 - 4 мм кромку со стороны фасонной детали и на 3 - 5 мм кромку паропроводной трубы.
Таблица 8.1
Рекомендуемые режимы ручной дуговой сварки
|
Диаметр электрода, мм |
Сила тока, А |
Толщина валиков, мм |
Ширина валиков, мм |
Номер рисунка |
|
|
Сварка подварочного шва |
2,5 |
70 - 90 |
4 - 6 |
16 - 20 |
|
|
3,0 |
90 - 110 |
4 - 6 |
16 - 20 |
||
|
Выполнение усиливающей поверхностной наплавки |
3,0 |
90 - 110 |
5 - 8 |
16 - 20 |
|
|
4,0 |
120 - 160 |
6 - 8 |
18 - 25 |
Таблица 8.2
Рекомендуемые температуры предварительного и сопутствующего подогрева сварных соединений разнотолщинных трубных элементов
|
Температура подогрева, °С |
||
|
паропроводных труб |
фасонных элементов |
|
|
12Х1МФ |
12Х1МФ, 20ХМФЛ |
250 - 300 |
|
12Х1МФ |
15Х1М1ФЛ, 15Х1М1Ф |
300 - 350 |
|
15Х1М1Ф |
12Х1МФ, 20ХМФЛ, 15Х1М1Ф, 15Х1М1ФЛ |
300 - 350 |
Примечание. Применяется любой способ нагрева: индукционный, электропечной и газопламенный.
8.2.4. Сварное соединение с подваренным швом подвергают термической обработке по режиму 720 - 750 °С с выдержкой 1 - 3 ч в зависимости от высоты подварочного шва, принимаемого за толщину стенки трубного элемента, выбираемую для установления длительности выдержки согласно РД 34 15.027-93. Применяется индукционный или электропечной способы нагрева; контроль температур и технология нагрева проводятся согласно требованиям РД 34 15.027-93.

Рис. 8.3. Рекомендуемая схема многослойного заполнения места выборки ремонтируемого стыкового сварного соединения разнотолщинных трубных элементов паропровода
8.2.5. После термической обработки поверхности подварочного шва и прилегающих участков основного металла должны быть обработаны механическим способом. Конструкции сварных соединений улучшенного типа с подварочным швом представлены на рис. 8.4.
8.3. Технология улучшения формы сварных соединений.
8.3.1. Рекомендуются два варианта технологии улучшения формы сварных соединений разнотолщинных трубных элементов:
путем относительного утонения толстостенного трубного элемента с обеспечением более плавного перехода к сварному шву (механическим способом);
путем укрепления тонкостенного трубного элемента (наплавка на поверхность паропроводной трубы с последующей термической и механической обработкой).
Конструкции сварных соединений улучшенной формы представлены на рис. 8.4; области применения технологических вариантов указаны в табл. 8.3.
Таблица 8.3
Рекомендации по выбору улучшенной конструкции стыковых сварных соединений разнотолщинных трубных элементов паропроводов
|
Наружный диаметр и толщина стенки паропроводных труб, мм |
Условия нагружения при работе |
Максимально допустимые S2/S1 |
Рисунок |
Дополнительные рекомендации |
|
|
³ 0,1 |
377´45; 325´60; |
|
1,25 |
8.4, а |
- |
|
325´50; 325´45; |
Pвн + Мизг |
1,5 |
8.4, б |
S2 £ 1,25S1 |
|
|
325´42; 325´38; |
8.4, г |
DSн = (0,2-0,5)×S1 |
|||
|
273´36; 273´32; |
|
||||
|
245´45; 245´62; |
|
|
|||
|
219´29; 219´28; |
Рвн |
1,5 |
8.4, а |
Усиление снять заподлицо с поверхностью трубы |
|
|
219´26; 219´25; |
|||||
|
134´36; 159´30; |
|||||
|
< 0,1 |
630´25; 465´20; |
Рвн + Мизг |
2,0 |
8.4, в |
То же |
|
465´19; 426´20; |
|
|
|
||
|
426´18; 426´17; |
|
8.4, г |
DSн ³ 0,5S1 |
||
|
425´18; 377´17; |
|
|
|
||
|
273´11; 159´7 |
1,5 |
8.4, в |
- |
Условные обозначения:
Рвн - внутреннее давление пара;
Мизг - изгибающий момент от действия изгибающих нагрузок при эксплуатации паропровода.
8.3.2. Вариант улучшения конструкции сварных соединений путем снижения разницы разнотолщинных трубных элементов в зоне сварного шва механическим способом рекомендуется для паропроводных труб при отношении S1/Dн ³ 0,1. При данном варианте механической обработке подлежит толстостенный трубный элемент по всему периметру до получения конструкций, представленных на рис. 8.4,а,б.
Второй вариант (с наплавкой) рекомендуется для соединений труб при S1/Dн < 0,1 (рис. 8.4,в).

Рис. 8.4. Рекомендуемые варианты улучшения конструкции стыковых сварных соединений разнотолщинных трубных элементов:
а, б - без усиливающей поверхностной наплавки (механическая обработка толстостенного элемента); в, г - с усиливающей поверхностной наплавкой тонкостенного трубного элемента; СШ, ПШ - старый и подварочный швы соответственно; ПН - поверхностная наплавка
Допускается сочетание двух вариантов технологий на сварных соединениях независимо от S/Dн, по которым отмечались многократные повреждения; толщина поверхностной наплавки в этом случае не должна превышать 50 % толщины паропроводной трубы (рис. 8.4,г).
8.3.3. Поверхностную наплавку выполняют многослойным способом кольцевыми валиками шириной 16 - 25 мм и толщиной 5 - 8 мм электродами диаметром 3 и 4 мм на режимах, указанных в табл. 8.1. Валики должны на 20 - 30 % перекрывать друг друга. Примерная последовательность многослойной наплавки показана на рис. 8.5. Общая длина наплавки (длина вдоль оси паропроводной трубы) должна быть не менее 200 мм, общая высота поверхностной усиливающей наплавки - примерно 30 - 50 % толщины стенки паропроводной трубы.
8.3.4. Операцию наплавки выполняют с подогревом сварного соединения до температур 250 - 300 или 300 - 350 °С (табл. 8.2.). Ширина кольцевой зоны равномерного нагрева должна на 50 - 100 мм с каждой стороны перекрывать длину наплавки. Подогрев ведут любым способом: индукционным, электропечным или газопламенным. Температуру нагрева контролируют от четырех термопар, установленных на расстоянии 20 - 30 мм от каждого края наплавки в диаметрально противоположных местах периметра трубного элемента (рис. 8.6,а); температуры нагрева регистрируют самопишущим потенциометром.
8.3.5. Термическую обработку сварного соединения с поверхностной усиливающей наплавкой проводят по режиму высокого отпуска 720 - 750 °С - с выполнением следующих требований:
длительность выдержки 1 - 3 ч назначается по толщине наплавки, рассматриваемой в виде толщины стенки паропроводной трубы (1 ч - при высоте наплавки до 20 мм; 3 ч - при высоте наплавки более 20 мм). Если термической обработке подвергают сварное соединение с усиливающей наплавкой и подварочным швом, то операцию проведения высокого отпуска допускается совмещать, а длительность выдержки назначать по суммарной толщине подварочного шва и усиливающей наплавки (1 ч - при суммарной толщине до 20 мм; 3 ч - при суммарной толщине более 20 мм).
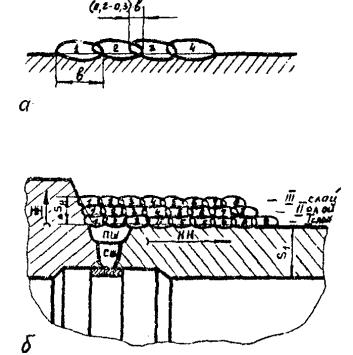
Рис. 8.5. Рекомендуемая схема выполнения усиливающей поверхностной наплавки на сварное стыковое соединение разнотолщинных трубных элементов:
а - порядок наплавки кольцевых валиков одного слоя (поперечное сечение); б - последовательность многослойного способа наплавки; НН - направление процесса наплавки; I - III - наплавляемые слои
Контроль температур высокого отпуска ведут от шести термопар (рис. 8.6,б); к четырем термопарам, которые использовались при подогреве (рис. 8.6,а), дополнительно должны быть установлены две термопары на наружной поверхности центральной части наплавки в диаметрально противоположных местах по периметру трубы. Способ установки термопар осуществляется согласно рекомендациям РД 34 15.027-93. Регистрацию температур проводят самопишущим прибором.

Рис. 8.6. Расположение термопар (ТП) в стыковом сварном соединении разнотолщинных трубных элементов для регистрации температур:
а - в процессе предварительного и сопутствующего подогрева при наплавке (4 термопары); б - при термической обработке кольцевого наплавленного участка по режиму высокого отпуска (6 термопар)
Термическая обработка выполняется индукционным или электропечным способом, при этом могут использоваться двухсекционные нагревательные устройства (или индукторы с неравномерным шагом витков) для обеспечения равномерности нагрева разнотолщинных трубных элементов; регулирование режимами нагрева каждой секции нагревательного устройства ведут автономно, согласно рекомендациям РД 34 15.027-93.
8.3.6. Наружную поверхность усиливающей наплавки обрабатывают механическим способом с обеспечением плавного сопряжения с основным металлом разнотолщинных трубных элементов.
8.4. Качество сварных соединений разнотолщинных трубных элементов (с подварочным швом, с усиливающей поверхностной наплавкой) оценивают по результатам неразрушающих методов контроля: визуального контроля протравленной 15 - 20 % водным раствором азотной кислоты (или методом МПД) наружной поверхности старого и подварочного швов, включая усиливающую наплавку с прилегающими участками шириной 20 - 30 мм основного металла, металлографического анализа с применением реплик, ультразвуковой дефектоскопии, измерения твердости наплавленного и основного металла. Ультразвуковой контроль проводят по всему периметру сварного соединения на продольные и поперечные трещины согласно ОП №501 ЦД-75; измерение твердости и оценку результатов контроля выполняют согласно РД 34 15.027-93; оценка качества поверхности металла при проведении контроля методом МПД и внешним осмотром осуществляется согласно нормативам РД 34 15.027-93.
9. ТЕХНОЛОГИЯ РЕМОНТА СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ПАРОПРОВОДНЫХ ФАСОННЫХ ДЕТАЛЕЙ МЕЖДУ СОБОЙ
9.1. Ремонт стыковых соединений фасонных трубных элементов между собой (рис. 9.1) проводят с соблюдением следующих условий:
повреждение развивалось с наружной поверхности сварного соединения (приложение 6); механизмы повреждений аналогичны указанным в приложении 1;
при выборе технологии и ее выполнении учитывают возможное негативное влияние ремонта на работоспособность сварных соединений (приложение 2);
глубина выборки поврежденного металла не превышает 50 % толщины стенки фасонной детали в месте расточки под подкладное кольцо;
основной металл фасонных деталей на расстоянии 20 - 40 мм от края шва и зоны соединения не имеют недопустимой микроповрежденности в виде микротрещин, цепочек пор ползучести или скоплений пор по границам зерен, единичных укрупненных пор размером более 1 мкм в количестве трех и более при выявлении на исследуемом участке (поле окуляра микроскопа при увеличении ´1000) с реплики или скола.

Рис. 9.1. Типовая конструкция стыкового сварного соединения фасонных деталей между собой (на примере соединения концов литого патрубка задвижки и колена):
Sp - толщина стенки в месте расточки внутренней поверхности элементов под подкладное кольцо
9.2. Технологические операции ремонта.
9.2.1. Ремонтная технология включает следующие операции:
удаление поврежденного металла с подготовкой места выборки под сварку механическим способом, выполнение подварочного шва с подогревом, проведение термической обработки сварного соединения с подварочным швом и выполнение механической обработки наружной поверхности сварного соединения (рис. 9.2). Предшествующей является операция по контролю поврежденного сварного соединения, промежуточной - по оценке микроповрежденности металла на поверхности выборки и заключительной - по оценке качества отремонтированного сварного соединения.

Рис. 9.2. Последовательность технологических операций при ремонте сварного соединения способом подварки:
а - удаление поврежденного металла; выполнение деконцентраторов напряжений (ДН); б - выполнение подварочного шва; в - термическая обработка сварного соединения; г - механическая обработка наружной поверхности отремонтированного шва соединения, контроль качества; ТП - термопары для регистрации температур при подогреве в процессе сварки и проведении термической обработки; СШ - старый шов; ПШ - подварочный шов
9.2.2. Дефектный (поврежденный) металл удаляется только механическим способом, при этом глубина выборки должна быть не менее чем на 5 мм больше глубины удаленной магистральной трещины; форма выборки показана на рис. 9.3. Выборка может быть местной, если ее глубина не превышает 20 % толщины стенки трубного элемента в месте расточки под подкладное кольцо (£ 0,2×Sp). При большей глубине выборки (£ 0,5×Sp) дополнительно должна быть выполнена кольцевая выборка на оставшейся части периметра трубного элемента той же глубины механическим способом; кроме того, должны быть выполнены деконцентраторы напряжений (см. рис. 9.3).
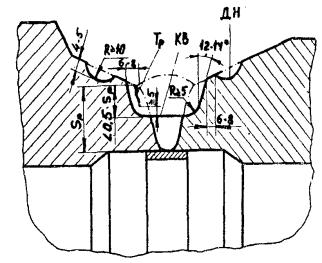
Рис. 9.3. Формы выборки (контура выборки - КВ) и деконцентраторов напряжений (ДМ) на ремонтируемом сварном соединении. Поперечное сечение:
Тр - трещина; Sp - толщина стенки в месте расточки внутренней
поверхности элементов под подкладное кольцо
9.2.3. Заполнение места выборки проводится многослойным способом кольцевыми валиками толщиной 4 - 6 мм и шириной 16 - 20 мм с использованием электродов диаметром 2,5 - 4 мм на режимах, указанных в табл. 9.1; подогрев при сварке - при температурных режимах, указанных в табл. 9.2. Ширина кольцевой зоны равномерного нагрева должна составлять 150 - 200 мм со сварным швом в центре; технология выполняется по РД 34 15.027-93. Рекомендуемый порядок заполнения разделки и форма усиления подварочного шва представлены на рис. 9.4. Необходимо, чтобы крайние валики усиления шва перекрывали на 2 - 4 мм свариваемые кромки фасонных частей, а завершающим на усилении подварочного шва был отжигающий валик.
Таблица 9.1
Рекомендуемые режимы ручной дуговой сварки при выполнении подварочного шва (рис. 9.4)
|
Сила тока, А |
Толщина валиков, мм |
Ширина валиков, мм |
|
|
2,5 |
70 - 90 |
4 - 5 |
16 - 18 |
|
3,0 |
90 - 110 |
4 - 5 |
16 - 18 |
|
4,0 |
120 - 160 |
4 - 6 |
16 - 20 |
Таблица 9.2
Рекомендуемые температуры подогрева фасонных деталей при выполнении подварочного шва
|
Температура подогрева, °С |
|
|
12Х1МФ, 20ХМФЛ |
250 - 300 |
|
15Х1М1Ф, 15Х1М1ФЛ, 15Х1М1Ф + 20ХМФЛ, 15Х1М1Ф + 12Х1МФ, 15Х1М1ФЛ + 20ХМФЛ, 15Х1М1ФЛ + 12Х1МФ |
300 - 350 |
Примечания. 1. Подогрев допускается проводить любым способом: индукционным, электропечным и газопламенным по технологии согласно РД 34 15.027-93.
2. Термопары для регистрации температур располагаются равномерно по периметру ремонтируемого стыка в четырех местах и с каждой стороны сварного шва (общее количество - 8 термопар).

Рис. 9.4. Рекомендуемая последовательность многослойного заполнения места выборки ремонтируемого сварного соединения (поперечное сечение):
1 - 10 - кольцевые валики; 10 - отжигающий валик; ТП - термопара для регистрации температуры подогрева при сварке; СШ - старый шов
9.2.4. Сварное соединение с подварочным швом подвергается термической обработке по режиму высокого отпуска (табл. 9.3). Технология нагрева осуществляется согласно РД 34 15.027-93 (рис. 9.5).
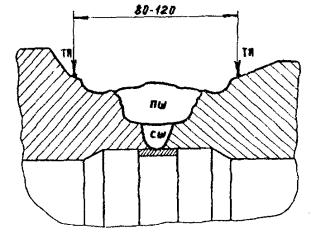
Рис. 9.5. Расположение термопар (ТП) для регистрации температурных режимов при проведении термической обработки (высокого отпуска) сварного соединения с подварочным швом:
СШ - старый шов; ПШ - подварочный шов
Таблица 9.3
Режимы высокого отпуска отремонтированных сварных соединений фасонных деталей
|
Толщина стенки в зоне расточки (рис. 9.3) |
Температура отпуска, °С |
Выдержка при отпуске, ч |
|
|
12Х1МФ, 20ХМФЛ |
< 20 |
720 - 750 |
2 |
|
20 - 45 |
730 - 760 |
3 |
|
|
> 45 |
730 - 760 |
4 |
|
|
15Х1М1Ф, 15Х1М1ФЛ, |
20 - 45 |
730 - 760 |
3 |
|
15Х1М1ФЛ+20ХМФЛ, 15Х1М1ФЛ+12Х1МФ, 15Х1М1Ф+20ХМФЛ, 15Х1М1Ф+12Х1МФ |
> 45 |
730 - 760 |
5 |
Примечания. 1. Термическая обработка проводится сразу после окончания сварки подварочного шва, не допуская охлаждения ниже температуры подогрева (табл. 9.2).
2. Скорость нагрева до 600 °С должна быть не более 50 °С/ч и свыше 600 °С - не менее 100 °С/ч.
3. Скорость охлаждения с температур отпуска до 300 °С должна быть не более 100 °С/ч.
4. Термическая обработка проводится индукционным и электропечным способами: газопламенный способ нагрева не допускается.
5. Термопары для регистрации температур должны быть расположены равномерно по периметру отремонтированного стыка в четырех местах и с каждой стороны сварного шва (общее количество - 8 термопар); рис. 9.5.
6. Ширина кольцевой зоны равномерного нагрева при высоком отпуске составляет 150 - 200 мм со сварным швом в центре.
9.2.5. После проведения высокого отпуска наружная поверхность подварочного шва и прилегающих участков основного металла по всему периметру должна быть обработана механическим способом до получения требуемой формы (рис. 9.6). Толщина сварного шва с подваркой должна на 2 - 4 мм быть больше расчетной (номинальной) толщины стенки трубных элементов в районе расточки под подкладное кольцо, т.е. S = Sp +(2-4), как на рис. 9.6.
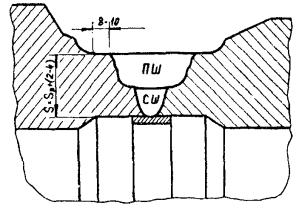
Рис. 9.6. Наружная поверхность отремонтированного сварного соединения после механической обработки. Соединение подготовлено для проведения контроля неразрушающими методами:
СШ - старый шов; ПШ - подварочный шов
9.3. Качество отремонтированных сварных соединений фасонных частей между собой оценивают по результатам неразрушающих методов контроля:
МПД или визуального контроля поверхности, травленной 15 % водным раствором азотной кислоты. Контролю подлежит поверхность подварочного шва и прилегающих кольцевых участков основного металла шириной 20-30 мм с каждой стороны шва по всему периметру;
УЗК на поперечные трещины, проводимого в соответствии с требованиями ОП № 501 ЦД-75; допускается замена УЗК на метод радиографии по всему периметру сварного шва;
металлографического анализа с помощью реплик, снимаемых с ЗТВрп на расстоянии 2 - 4 мм от края (зоны сплавления) сварного шва на основном металле в четырех местах по периметру стыка и с обеих сторон подваренного шва (общее количество - 8 реплик). Службой металлов и сварки ТЭС может быть дополнительно назначен контроль поверхности подварочного шва;
измерения твердости поверхности подварочного шва в 3 - 4 местах, равномерно расположенных по периметру стыка;
спектрального анализа поверхности подварочного шва в 3 - 4 местах, равномерно расположенных по периметру стыка.
Результаты контроля считают положительными при следующих условиях:
качество поверхности подварочного шва, оцененное по МПД или визуальному контролю, соответствует требованиям РД 34 15.027-93 (для макроанализа);
качество сварного шва, оцененное УЗК или методом радиографии, соответствует требованиям РД 34 15.027-93;
микроповрежденность ЗТВрп не превышает требований п. 9.1. Аналогичные требования распространяются и при оценке микроповрежденности металла шва;
твердость сварного шва и химический состав по результатам спектрального анализа соответствуют требованиям РД 34 15.027-93.
10. ТЕХНОЛОГИЯ РЕМОНТА ПОВРЕЖДЕННЫХ УЧАСТКОВ ПАРОПРОВОДНЫХ ТРУБ
10.1. Ремонт поврежденных участков труб (приложение 1) проводится при соблюдении следующих условий:
глубина выборки дефектного (поврежденного) металла не превышает 70 % толщины стенки трубы, протяженность продольной выборки - не более 300 мм, кольцевой выборки - до 100 % периметра трубы;
ремонтируемая зона относится к участкам только прямых паропроводных труб. Не подлежит ремонту любой участок гиба (колена), перехода или другого фасонного трубного элемента паропровода;
минимальное расстояние от ремонтируемого участка (ближайшего края выборки) до сварного соединения (стыкового, штуцерного) на прямом участке паропровода должно быть не менее указанного в п. 6.6.2 размера;
в основном металле отсутствует недопустимая микроповрежденность в виде микротрещин, цепочек пор ползучести или их скоплений любого размера по границам зерен, единичных пор размером 1 мкм и более.
10.2. Технологические операции ремонта.
10.2.1. Технология ремонта включает операции по удалению поврежденного металла, по заварке места выборки, послесварочной термической и механической обработке и контролю качества отремонтированного участка трубы.
10.2.2. Выборку дефектного металла проводят механическим способом шлифовальными машинками.
Форма выборки зависит от размеров дефектного металла. Для выборок вытянутой формы рекомендуется обеспечивать переход от дна выборки к наружной поверхности трубы в продольном сечении под углом 30 - 40° с каждого конца и в поперечном сечении - под углом 15 - 20° на каждой кромке (рис. 10.1). Для выборок округлой формы угол перехода составляет 30 - 40° по всему контуру.
Перед наплавкой наружная поверхность трубы, окаймляющая контур выборки шириной 20 - 30 мм, должна быть зачищена механическим способом - шлифованием от окалины и ржавчины до металлического блеска.
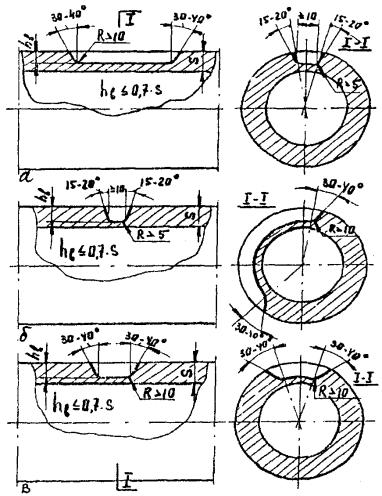
Рис. 10.1. Подготовленные под наплавку места выборок:
а - удлиненной формы (продольная выборка); б - удлиненной формы (поперечная, кольцевая выборка);
в - округлой формы
10.2.3. Заполнение выборки выполняется многослойным способом валиками толщиной 6 - 10 мм и шириной 20 - 30 мм. Валики рекомендуется наплавлять продольными вдоль главной оси выборки вытянутой формы. Для выборки округлой формы направление валиков берется произвольно и сохраняется одним в процессе многослойной наплавки. Схема наплавки приведена на рис. 10.2. Рекомендуется применять обратноступенчатый способ наплавки валиками длиной по 100 - 150 мм. Заполненная выборка должна иметь усиление высотой 3 - 5 мм с шириной перекрытия 8 - 10 мм по всему контуру выборки в сторону основного металла наружной поверхности трубы (рис. 10.2).

Рис. 10.2. Схема многослойного заполнения мест выборок:
а - вытянутой формы; б - удлиненной формы; в - округлой формы; I - IV - слои наплавки; 1 - 3 - направление валиков, наплавляемых вдоль выборки обратноступенчатым способом
10.2.4. При сварке участков труб из сталей 12X1МФ и 15X1М1Ф применяют электроды типа Э-09Х1МФ диаметром 3 и 4 мм.
При ремонте паропроводных труб наружным диаметром до 219 мм с толщиной стенки до 20 мм из стали 12X1МФ для температуры эксплуатации ниже 510 °С могут применяться электроды типа Э-09X1М для кольцевой наплавки.
Сила тока при сварке электродами диаметром 3 мм составляет 100 - 120 А, а при сварке электродами диаметром 4 мм - около 140 - 180 А.
10.2.5. Процесс сварки проводят с подогревом трубного элемента до температуры 250 - 300 °С. Подогреву подлежит кольцевой участок трубы, включающий размер выборки и прилегающие кольцевые зоны шириной 80 - 100 мм с каждой стороны выборки. Подогрев выполняют любым способом: индукционным, электропечным или газопламенным.
Температуру подогрева регистрируют самопишущими приборами от трех термопар. При выполнении сварочных операций на удлиненных выборках число термопар увеличивают до 5. Кольцевой участок трубы в зоне заплавляемой выборки должен быть покрыт теплоизоляционным материалом (листовым асбестом, теплоизоляционными матами). Рекомендации по месту установки термопар и теплоизоляции даны на рис. 10.3.
10.2.6. Термической обработке после наплавки подвергают отремонтированные трубные элементы при толщине стенки труб более 10 мм. Допускается оставлять без послесварочной термической обработки трубные элементы из стали 12Х1МФ с наружным диаметром труб до 219 мм и толщиной стенки до 20 мм в случае кольцевой наплавки электродами типа Э-09Х1М для температур эксплуатации до 510 °С.
Термическую обработку проводят по режиму высокого отпуска при температуре 720 - 750 ºС с выдержкой 1 и 3 ч для труб с толщиной стенки до 20 и 21 - 60 мм соответственно.
Нагрев во время термической обработки ведут любым способом при условии обеспечения температурных режимов высокого отпуска по всему кольцевому трубному участку, включающему размер заплавленной выборки и прилегающие участки по 80 - 100 мм с каждой стороны от выборки в продольном направлении трубы. Температуру регистрируют самопишущим прибором от термопар. Расположение термопар и теплоизоляции приведено на рис. 10.3.

Рис. 10.3. Схема расположения термопар (ТП) и теплоизоляции (lти; Lти) при подогреве под наплавку и при последующей послесварочной термической обработке с кольцевой зоной равномерного нагрева (lзрн):
а - при выборке округлой и вытянутой формы (кольцевой выборки); б - при выборке вытянутой и удлиненной формы (продольной выборки)
10.2.7. После проведения высокого отпуска наружная поверхность наплавки должна быть обработана механическим способом - шлифованием вплоть до удаления усиления шва заподлицо с наружной поверхностью трубы. Допускается оставлять усиление высотой до 1 - 2 мм.
10.3. Качество наплавки оценивают по результатам ультразвукового контроля и визуального анализа с применением лупы 4 - 7-кратного увеличения. Макроанализу подвергают поверхности наплавки и прилегающих участков основного металла шириной по 20 - 30 мм, протравленных 15 - 20 % водным раствором азотной кислоты. Оценка качества проводится по нормативам РД 34 15.027-93 на сварные соединения.
11. ТЕХНОЛОГИЯ РЕМОНТА КОЛЬЦЕВЫХ ШВОВ И ПЕРЕВАРКИ СОЕДИНЕНИЙ ДОНЫШЕК С КОЛЛЕКТОРАМИ КОТЛОВ
11.1. Типичные повреждения сварных швов коллекторов представлены в приложении 8. Причины повреждений и возможное негативное влияние ремонтной технологии аналогичны указанным в приложениях 1 и 2 соответственно.
11.2. Ремонт кольцевых швов проводят путем удаления поврежденного металла без последующей подварки или с подваркой места выборки и последующей термической обработкой. Переварку соединения донышка с коллектором ведут путем полного удаления поврежденного шва, сварки и термической обработки нового стыка.
11.3. Ремонт кольцевых швов без подварки места выборки проводят по технологии при соблюдении требований, указанных в пп. 6.4.1 и 6.4.2 настоящего РД для стыковых сварных соединений паропроводов. Рекомендуемые формы выборки показаны на рис. 11.1.
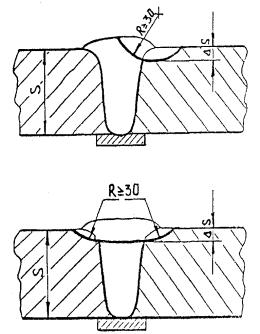
Рис. 11.1. Рекомендуемая форма выборки при ремонте сварных соединений коллектора механической обработкой без подварки:
DS - допустимая глубина выборки, устанавливаемая расчетом
11.4. Ремонт кольцевых швов способом подварки места выборки с проведением термической обработки.
11.4.1. Эту технологию ремонта применяют с наружной стороны сварных соединений при соблюдении следующих условий:
глубина выборки дефектного металла не превышает 20 % расчетной толщины стенки коллектора для температуры эксплуатации 510 °С и выше и не превышает 50 % толщины стенки для температуры работы коллектора ниже 510 ºС;
удаление дефектного металла выполняют механическим способом. Допускается применение огневого способа (воздушно-дуговой, дуговой, газовой строжки) для предварительной выборки дефекта с последующей обработкой поверхности выборки механическим способом на глубину не менее 5 мм;
оставшаяся часть сварного шва по всему периметру должна соответствовать нормативным требованиям качества по РД 34 15.027-93;
донышко в случае ремонта кольцевого шва этой детали должно соответствовать требованиям конструкционной прочности: сварной шов приварки донышка с коллектором должен быть проверен расчетом на прочность.
11.4.2. Способ ремонта включает следующие технологические операции:
удаление дефектного металла и проверка качества поверхности выборки неразрушающими методами (МПД, микроанализ с помощью реплик);
многослойную наплавку места выборки с подогревом коллектора;
послесварочную термическую обработку по режиму высокого отпуска;
механическую обработку поверхности ремонтной заварки;
контроль качества отремонтированного сварного соединения.
11.4.3. Форма выборки должна быть чашеобразной с гладкой поверхностью, при этом радиус скругления составляет не менее 10 - 15 мм (рис. 11.2).
11.4.4. Заварку места выборки выполняют многослойным способом (рис. 11.3,а) кольцевыми валиками толщиной 6 - 10 мм и шириной около 20 - 30 мм электродами типа Э-09Х1МФ. Рекомендуемый токовый режим при сварке составляет: 90 - 110 А для электродов диаметром 3 мм и 120 - 160 А для электродов диаметром 4 мм.
11.4.5. Сварку ведут с подогревом 250 - 300 и 300 - 350 °С для коллекторов из сталей 12Х1МФ и 15Х1М1Ф соответственно. Способ подогрева любой: индукционный, электропечной или газопламенный. Технологию местного нагрева и регистрацию температур выполняют согласно требованиям РД 34 15.027-93. Температуру нагрева фиксируют самопишущим прибором.
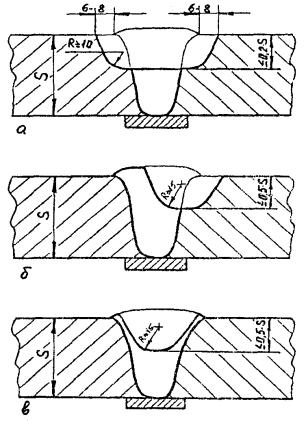
Рис. 11.2. Рекомендуемые формы выборки поврежденного металла при ремонте сварных соединений с подваркой:
а - для коллекторов, эксплуатирующихся при температуре 510 - 560 ºС; б, в - для коллекторов, эксплуатирующихся при температуре ниже 510 °С
11.4.6. Форма стыкового соединения с подварочным швом зависит от формы выборки, указанной на рис. 11.2. Для соединений коллектора с температурой эксплуатации 510 °С и выше отремонтированный сварной шов должен иметь усиление увеличенной ширины (рис. 11.3.).
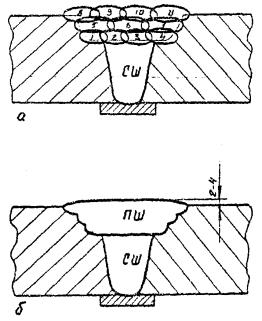
Рис. 11.3. Рекомендуемый многослойный способ заполнения выборки (а) и форма соединения после механической обработки (б):
СШ - старый шов; ПШ - подварочный шов
11.4.7. Термическую обработку проводят сразу по окончании операции ремонтной заварки сварного соединения. Режим высокого отпуска составляет 720 - 750 °С с выдержкой 1 и 3 ч при толщине стенки коллектора менее или равной 20 и более 20 мм соответственно. Температуру регистрируют самопишущими приборами. Способ нагрева любой: индукционный, электропечной и газопламенный. Местную термическую обработку проводят согласно рекомендациям РД 34 15.027-93.
11.4.8. Контроль отремонтированных сварных соединений проводят неразрушающими методами ультразвуком или радиографией, а также измерением твердости металла подваренного шва и его стилоскопирования. Предварительно наружную поверхность сварного соединения подвергают механической обработке до получения плавной поверхности в зоне подварки (рис. 11.3,б) с оценкой качества методом МПД или визуально после травления 15 % водным раствором азотной кислоты. Нормы качества должны соответствовать требованиям РД 34 15.027-93.
11.5. Технология переварки кольцевого шва, соединяющего донышко с коллектором.
11.5.1. Способ ремонта включает следующие технологические операции:
удаление дефектного кольцевого шва с прилегающим кольцевым участком основного металла коллектора;
обработка механическим способом торца коллектора;
наплавка на торец коллектора и термическая обработка;
механическая обработка поверхности наплавки до получения кромки;
сборка стыка коллектора с донышком на подкладном кольце;
сварка собранного стыка коллектора с донышком;
термическая обработка сварного соединения;
механическая обработка поверхности и контроль качества сварного соединения.
11.5.2. Удаление дефектного кольцевого шва и подготовку торца коллектора под наплавку выполняют следующим образом:
огневой резкой по плоскости I проводят разделение тела коллектора, затем механическим способом подготавливают кромку по плоскости II (рис. 11.4,а). Удаление кромки по плоскости II может быть выполнено газовой резкой с последующей механической обработкой - шлифованием на глубину 2 - 5 мм;
устанавливают подкладное кольцо увеличенной ширины, при этом его ширина должна скомпенсировать укорочение коллектора. Материал подкладного кольца - сталь 20 или 12Х1МФ. Кольцо необходимо прихватить с наружной стороны к кромке торца коллектора с подогревом 250 - 300 °С. Количество прихваток: две-три; размер прихваток: толщина 4 - 5 мм и длина 20 - 30 мм. Примерное расположение подкладного кольца показано на рис. 11.4,б.
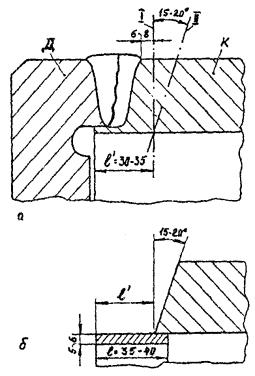
Рис. 11.4. Последовательность подготовительных операций по переварке кольцевого шва, соединяющего донышко (Д) с коллектором (К):
а - удаление поврежденного шва (I и II - плоскости реза и их последовательность); б - подготовленный под наплавку торец коллектора с установленным подкладным кольцом
11.5.3. Наплавку на торец коллектора проводят следующим образом:
наплавку выполняют многослойным способом кольцевыми валиками толщиной 4 - 8 мм и шириной 15 - 20 мм электродами типа Э-09Х1МФ; сила тока 90 - 110 и 120 - 160 А для электродов диаметром 3 и 4 мм соответственно. Примернее расположение валиков показано на рис. 11.5,а;
процесс наплавки выполняют с подогревом 250 - 300 и 300 - 350 °С для коллекторов из сталей 12Х1МФ и 15Х1М1Ф соответственно;
наплавку и прилегающий участок основного металла коллектора общей шириной не менее 50 мм подвергают термической обработке по режиму высокого отпуска 720 - 750 °С с выдержкой 1 ч; термическая обработка наплавки (как промежуточная операция) может не проводиться для коллекторов с толщиной стенки 25 мм из стали 12Х1МФ. Способ нагрева любой: индукционный, электропечной или газопламенный с технологией выполнения согласно рекомендациям РД 34 15.027-93;
обработка наплавки механическим способом осуществляется до получения необходимого размера и формы (рис. 11.5,б). Окончательная толщина наплавки должна быть такой, чтобы обеспечивалось место расположения нового стыка в зоне старого поврежденного шва;
контроль качества поверхности наплавки и околошовной зоны с наружной поверхности коллектора - визуальный; дополнительно рекомендуется проведение ультразвукового контроля качества наплавки для коллекторов с толщиной стенки более 25 мм.
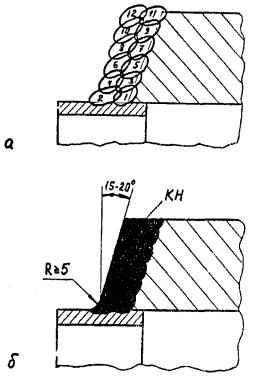
Рис. 11.5. Последовательность выполнения компенсирующей наплавки (КН) на торцевую часть коллектора:
а - многослойный способ наплавки кольцевыми валиками с последовательностью их выполнения; б - форма компенсирующей наплавки после механической обработки
11.5.4. Новый стык донышка с коллектором выполняют с проведением следующих технологических операций:
стык собирают на подкладном кольце и выполняют согласно рекомендациям РД 34 15.027-93 многопроходным способом слоями толщиной 6 - 10 мм (рис. 11.6.). Усиление шва необходимо сваривать с отжигающим валиком (валик 8 на рис. 11.6,б).
кольцевой шов сваривается электродами Э-09X1МФ диаметром 3 и 4 мм с силой тока 90 - 120 и 130 - 180 А соответственно;
подогрев составляет 250 - 300 и 300 - 350ºС при сварке коллекторов из сталей 12Х1МФ и 15Х1М1Ф соответственно. Способ нагрева любой: индукционный, электропечной или газопламенный по технологии РД 34 15.027-93 с регистрацией температур самопишущими приборами от термопар;

Рис. 11.6. Последовательность выполнения нового кольцевого шва:
а - собранный под сварку стык донышка с коллектором; б - многослойный новый шов с отжигающим валиком 8 и компенсирующей наплавкой (КН)
после сварки сразу проводят термическую обработку по режиму высокого отпуска 720 - 750 °С с выдержкой 1 и 3 ч для коллекторов с толщиной стенки 20 и более 20 мм соответственно. Способ нагрева любой: индукционный, электропечной или газопламенный по технологии РД 34 15.027-93; регистрация температур проводится самопишущими приборами от термопар;
наружную поверхность кольцевого шва подвергают обработке механическим способом - шлифованием до получения формы согласно рис. 11.7;
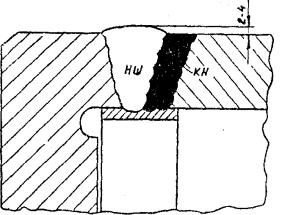
Рис. 11.7. Общий вид нового шва (НШ), соединяющего донышко с коллектором через компенсирующую наплавку (КН), после механической обработки
заключительной является операция контроля качества сварного соединения: ультразвуком (или радиографией) и макроанализом травленной реактивом 15 % водного раствора азотной кислоты поверхности соединения (или МПД). Нормы качества оценивают по РД 34 15.027-93.
12. ТЕХНОЛОГИЯ РЕМОНТА КОЛЛЕКТОРОВ В РАЙОНЕ ОТВЕРСТИЙ ПОД ШТУЦЕРА ТРУБ ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛОВ
12.1. Типичными повреждениями являются:
трещины на наружной поверхности между отверстиями под штуцера труб поверхностей нагрева;
поперечные трещины в угловом шве штуцера и выходящие в основной металл коллектора (камеры);
трещины по всей поверхности отверстия под штуцер;
углубления в металле коллектора (камеры), образовавшиеся в результате эрозионного износа от воздействия свищей пара (приложение 9).
Основные причины повреждений обусловлены термическими циклическими нагрузками и ползучестью металла.
12.2. Ремонт проводят при соблюдении следующих условий:
коллекторы (камеры) эксплуатировались в проектных условиях рабочих параметров и их наработка не превышает расчетный (парковый) ресурс;
материалом коллекторов (камер) является сталь 12Х1МФ;
число мест повреждений на коллекторе не превышает трех, при этом общее количество ремонтируемых зон в районе отверстий под штуцера не превышает десяти.
12.3. Технология ремонта включает:
удаление поврежденного металла механическим способом;
заварку мест выборки;
проведение (при необходимости) термической обработки;
выполнение механической обработки мест заварки;
вварку нового штуцера (или штуцеров) без термической обработки;
контроль качества отремонтированного участка коллектора (камеры).
12.4. Технология ремонта участков с межочковыми трещинами.
12.4.1. Последовательность операций ремонтной технологии (рис. 12.1):
газоразделительной резкой по плоскости I-I срезают штуцер, от углового шва которого развивалась трещина, после чего механическим способом удаляют угловой шов штуцера по плоскости II-II (рис. 12.1,а) с остатками штуцера;
аналогичным путем удаляют соседний штуцер, к которому подошла трещина;
механическим способом удаляют поврежденный металл коллектора (камеры) с расположенной в нем трещиной, при этом глубина выборки металла должна превосходить на 3 - 5 мм глубину залегания трещины (рис. 12.1,а). Полнота удаления дефекта контролируется визуальным способом поверхности выборки, предварительно протравленной 15 % водным раствором азотной кислоты; в отверстие под штуцер, к которому примыкает выборка, вставляют стальную втулку СВ и выполняется подварочный шов ПШ в виде заварки места выборки (рис. 12.1,б). Усиление подварочного шва - 2 - 4 мм;
проводят термическую обработку по режиму высокого отпуска при ремонте по основному варианту (табл. 12.1);

Рис. 12.1. Последовательность операций при ремонте межочковой трещины:
а - удаление штуцера и поврежденного металла; I - газоразделительный рез по штуцеру; II - удаление шва механическим способом; III - контур удаления металла с трещиной (Тр); б - выполнение подварочного шва (ПШ) с временной стальной втулкой (СВ); в - вварка нового штуцера
Таблица 12.1
Варианты сварочной технологии ремонта коллекторов из стали 12Х1МФ
|
Вариант ремонта |
Максимальная допускаемая глубина выборки |
Тип сварочных электродов |
Температура подогрева, °С |
Режим высокого отпуска |
|
|
Заварка мест выборок |
Основной |
50 % S |
Э-09Х1МФ |
250 - 300 |
720 - 750 ºС, 2 ч (1 ч при S £ 20 мм) |
|
Резервный |
10 мм |
Э-11Х15 Н25М6АГ2 |
Без подогрева |
Без термической обработки |
|
|
Наплавка на поверхность отверстия |
Основной |
100 % S |
Э-09Х1МФ |
250 - 300 |
720 - 750 ºС, 2 ч (1 ч при S £ 20 мм) |
Примечание. S - толщина стенки коллектора (камеры).
механическим способом (фрезерованием, сверлением) удаляется временная стальная втулка СВ и механическим способом (шлифованием) снимается выпуклость (усиление) подварочного шва ПШ заподлицо с поверхностью коллектора (рис. 12.1,в);
проводится контроль качества подварочного шва;
приваривается угловым швом новый штуцер к коллектору согласно рекомендациям РД 34.15.027-93. Электроды Э-09Х1М применяются для углового шва при подварочном шве 09Х1МФ и электроды Э-11Х15Н25М6АГ2 при любом типе подварочного шва.
12.4.2. При выборке поврежденного металла рекомендуется применять V-образную разделку поперечного сечения выборки, а перед сваркой поверхность выборки и прилегающий участок металла с наружной стороны шириной 10 - 20 мм очищать до металлического блеска.
12.4.3. Наплавку подваренного шва (ПШ) выполняют по одному из вариантов: по основному варианту - электродами Э-09Х1МФ с подогревом при глубине выборки до 50 % толщины стенки коллектора и по резервному варианту - аустенитными электродами Э-11Х15Н25М6АГ2 без подогрева при глубине выборки не более 10 мм (табл. 12.1). Сварку выполняют многослойным способом валиками толщиной 5 - 8 мм (рис. 12.2), при этом режимы тока с использованием электродов Э-09Х1МФ диаметром 2,5 и 3 мм составляют 75 - 90 и 90 - 110 А соответственно. При использовании аустенитных электродов Э-11Х15Н25М6АГ2 режимы тока должны быть на 10 - 15 % ниже по сравнению с указанными.
Рис. 12.2. Рекомендуемые формы, выборки и последовательность наплавки валиков подварочного шва при ремонте поврежденного металла с межочковой трещиной:
СВ - стальная втулка
12.4.4. Стальную втулку СВ применяют как вспомогательное приспособление для облегчения более качественного выполнения многослойного подварочного шва (рис. 12.1 и 12.2). Толщина втулки - 5 - 6 мм, материал - сталь 20 или 12X1МФ. Установка втулки в отверстие под штуцер должна быть плотной без проскальзывания и падения ее во внутреннюю полость коллектора (камеры).
12.4.5. Термическую обработку по режиму высокого отпуска при ремонте по основному варианту электродами Э-09Х1МФ (табл. 12.1) допускается проводить любым способом нагрева: индукционным, электропечами сопротивления и газопламенным. Технологию нагрева и регистрацию температур выполняют в соответствии с требованиями РД 34 15.027-93. Ширина равномерного кольцевого участка нагрева коллектора (камеры) включает ширину подварочного шва (размер берется вдоль оси коллектора) и дополнительно по 50 - 100 мм ширины примыкающих кольцевых участков коллектора с каждой стороны подварочного шва.
12.5. Технология ремонта мест, пораженных поперечными трещинами в угловых швах.
12.5.1. Последовательность технологических операций та же, что в п. 12.4.1 настоящего РД. При наличии коротких поперечных трещин длиной до 10 - 15 мм удалению подлежит штуцер, угловой шов которого поражен поперечными трещинами, удаляют также соседние штуцера, к угловым швам которых подходят вершины трещин.
12.5.2. Форма выборки поврежденного металла должна быть кольцевой; способ заполнения - многослойный кольцевыми валиками толщиной 5 - 8 мм (рис. 12.3); сила тока - 75 - 90 А и 90 - 120 А при сварке электродами Э-09Х1МФ диаметром 2,5 и 3 мм соответственно, при использовании аустенитных электродов Э-11Х15Н25М6АГ2 режимы тока на 10 - 15 % ниже указанных.

Рис. 12.3. Рекомендуемая последовательность наплавки кольцевых валиков подваренного шва при ремонте поврежденного металла с поперечными трещинами:
СВ - стальная втулка
12.5.3. Для облегчения качественной заварки места выборки рекомендуется применять стальную втулку СВ, устанавливаемую в отверстие под штуцер (рис. 12.3). Рекомендации по установке этой втулки аналогичны указанным в п. 12.4.4 настоящего РД.
12.5.4. Требования по применению основного и резервного вариантов ремонта указаны в табл. 12.1 и пп. 12.4.3 и 12.4.5 настоящего РД.
12.5.5. Требования по контролю качества соответствуют п. 12.4.6 настоящего РД.
12.6. Технология ремонта поверхности отверстий, пораженных трещинами.
12.6.1. Последовательность операций ремонтной технологии показана на рис. 12.4 и состоит в следующем:
поверхность поврежденного металла обрабатывают механическим способом (сверлением, фрезерованием) до полного удаления трещин, при этом начальный диаметр отверстия d0 увеличивают до размера d1 (рис. 12.4,а);
проводят контроль полноты удаления трещин визуальным способом после травления поверхности отверстия 15 % водным раствором азотной кислоты (или МПД);
устанавливают стальную подкладку (СП) в донной части отверстия (рис. 12.4,б). Для удобства фиксации СП рекомендуется использовать проволочный штырь ПШ - отрезок проволоки диаметром 4 - 5 мм, привариваемый к плоскости СП, с выводом его через отверстие на внешнюю сторону коллектора (рис. 12.4,б);
выполняют наплавку кольцевыми валиками толщиной 4 - 6 мм и шириной 12 - 18 мм на поверхность отверстия (рис. 12.4,б);
проводят термическую обработку по режиму высокого отпуска (табл. 12.1);
механическим способом (сверлением, фрезерованием, шлифованием) удаляют СП и лишний наплавленный металл до получения отверстия диаметром d0 и поверхности наплавки НМ заподлицо с наружной поверхностью коллектора (рис. 12.4,в);
контролируют качество поверхности наплавленного металла НМ (поверхности отверстия) и прилегающего кольцевого участка основного металла шириной 15 - 20 мм с наружной стороны визуальным способом после травления поверхности 15 % водным раствором азотной кислоты или методом МПД;
выполняют приварку нового штуцера (штуцеров) к коллектору согласно рекомендациям раздела 13.
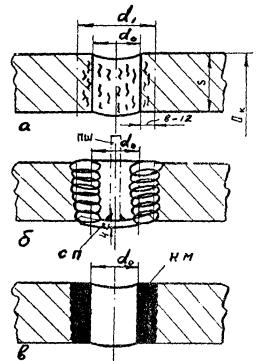
Рис. 12.4. Последовательность операций при ремонте поверхности отверстия (очка) под штуцер с удалением трещин:
а - увеличение диаметра отверстия механическим способом при удалении поверхностных трещин; б - наплавка кольцевыми валиками; СП - стальная подкладка; ПШ - проволочный штырь; в - отверстие с поверхностной наплавкой, подготовленное под вварку нового штуцера; НМ - наплавленный металл
12.6.2. Сварочные операции по наплавке поверхности отверстия выполняют электродами Э-09Х1МФ малого диаметра (2,5 мм) на режимах тока 75 - 90 А, при этом процесс сварки проводят с подогревом (табл. 12.1).
12.6.3. Стальная подкладка (СП) используется в качестве вспомогательного приспособления для облегчения качественного выполнения первого кольцевого валика, примыкающего к внутренней поверхности коллектора. Толщина подкладки составляет 4 мм, и материалом служит сталь 20 или 12Х1МФ для коллектора из соответствующей марки стали. Рекомендуется кромку СП выполнять в виде фаски с углом скоса 40 - 50° и притупления 1 - 1,5 мм. Подкладку в отверстии следует располагать фаской к наружной стороне коллектора (рис. 12.4,в).
12.6.4. Требования термической обработки приведены в табл. 12.1 и п. 12.4.5 настоящего РД.
12.6.5. Требования по контролю качества мест подварки осуществляются согласно п. 12.4.6 настоящего РД.
12.7. Технология ремонта участков, ослабленных эрозионным износом.
12.7.1. Последовательность операций ремонтной технологии (рис. 12.5) состоит в следующем:
удаляют механическим способом (шлифованием) неровности участка эрозионного износа металла до получения рекомендуемой формы выборки (рис. 12.5,а) и зачищают поверхности выборки и прилегающего к ней участка основного металла шириной 15 - 20 мм с наружной стороны коллектора (камеры);
контролируют качество поверхностей выборки и прилегающего участка основного металла шириной 15 - 20 мм визуальным способом с предварительным травлением 15 % водным раствором азотной кислоты (или методом МПД);
выполняют заварку выборки многослойным способом (рис. 12.5,б) валиками толщиной 6 - 10 мм и шириной 15 - 25 мм с перекрытием наплавляемых валиков на ширину около 20 - 30 % относительно друг друга;
проводят термическую обработку по режиму высокого отпуска при основном варианте ремонта (табл. 12.1);
удаляют механическим способом (шлифованием) выпуклость (усиление) подваренного шва заподлицо с наружной поверхностью коллектора (камеры);
контролируют качество подварочного шва и прилегающего к нему участка основного металла шириной 15 - 20 мм.
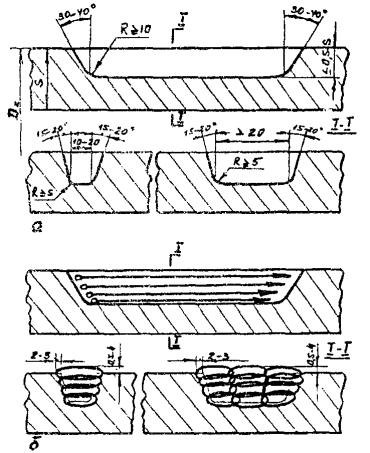
Рис. 12.5. Форма подготовленной под сварку выборки металла (а) и схема ее заполнения многослойным способом (б) при ремонте утоненных эрозионным износом стенок коллекторов
12.7.2. Заварку мест выборок по основному варианту ремонта проводят электродами Э-09Х1МФ диаметром 2,5; 3 и 4 мм на режимах тока 75 - 90; 90 - 120 и 120 - 160 А соответственно и с подогревом (табл. 12.1); при использовании аустенитных электродов Э-11Х15Н25М6АГ2 по резервному варианту ремонта режимы тока рекомендуется снижать на 10-15 % по сравнению с указанными и сварку вести без подогрева (табл. 12.1).
12.7.3. Для случаев эрозионного износа металла у штуцеров труб поверхностей нагрева рекомендуется применять стальную втулку (СВ), устанавливаемую в отверстие вместо удаленного штуцера. В этом случае технологические операции следует проводить с учетом рекомендаций, приведенных в пп. 12.4 и 12.5 настоящего РД. Приварку штуцеров следует проводить в соответствии с требованиями, изложенными в пп. 12.3 и 12.4.1 настоящего РД.
12.7.4. Требования по термической обработке осуществляются в соответствии с табл. 12.1 и п. 12.4.5 настоящего РД.
12.7.5. Требования по контролю качества мест подварки соответствуют п. 12.4.6 настоящего РД.
13. ТЕХНОЛОГИЯ ПРИВАРКИ ШТУЦЕРОВ DУ-100 К КОЛЛЕКТОРАМ КОТЛОВ БЕЗ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
13.1. Приварку штуцеров по данной технологии выполняют при соблюдении следующих условий:
место повреждения штуцерного соединения ограничивалось угловым швом и ЗТВ штуцера. При наличии трещин в теле коллектора должна быть применена технология ремонта с применением послесварочной термической обработки;
коллекторы (камеры) эксплуатировались в проектных условиях и срок наработки не превышает расчетный (парковый) ресурс;
материалом коллекторов (камер) является теплоустойчивая сталь 12Х1МФ;
основной металл коллекторов (камер) в месте приварки штуцеров не имеет микроповрежденности (микротрещин, цепочек пор ползучести или скоплений пор любых размеров по границам зерен, единичных укрупненных пор размером 1 мкм и более);
материалом (штуцера) патрубка является теплоустойчивая сталь 12Х1МФ. Материал штуцера должен соответствовать техническим требованиям на сталь 12X1МФ и трубы из этой стали.
13.2. Приварку выполняют по одному из вариантов: с применением перлитных электродов Э-09Х1М, включая подогрев и термический отдых, для коллекторов с температурой эксплуатации до 510 °С или с использованием аустенитных электродов без подогрева и термического отдыха для коллекторов с температурой эксплуатации до 545 - 560 °С (табл. 13.1).
13.3. Технология приварки штуцеров без термической обработки включает операции:
удаление поврежденного штуцерного соединения;
обработку механическим способом (фрезерованием, обточкой, шлифованием) поверхностей коллектора и штуцера в местах под сварку и наплавку;
проведение контроля качества основного металла и штуцера в местах под сварку и наплавку;
выполнение усиливающих наплавок на поверхности нового штуцера и коллектора;
сварку углового шва (с подогревом и термическим отдыхом при сварке и наплавке электродами Э-09Х1М);
обработку механическим способом поверхности углового шва и усиливающих наплавок;
контроль качества штуцерного сварного соединения.
Таблица 13.1
Сварочные материалы и температурные режимы нагрева при выполнении штуцерных сварных соединений труб DУ-100 коллекторов котлов
|
Тип электрода |
Температура подогрева при сварке и наплавке,°С |
Термический отдых для углового шва |
||
|
для усиливающей наплавки кромок |
для углового шва |
|||
|
510 |
Э-09Х1М |
Э-09Х1М |
250 - 300 |
250 - 300 °С, 1 ч |
|
545 |
Э-11Х15Н25М6АГ2 |
Э-11Х15Н25М6АГ2 |
Без подогрева |
Без термического отдыха |
|
560 |
Э-08Н60Г7М7Т |
Э-11Х15Н25М6АГ2 |
То же |
То же |
Примечание. Наплавленный металл электродов Э-09Х1М должен иметь отношение содержания марганца к сере Mn/S более 70.
13.4. Старый поврежденный штуцер удаляется в несколько этапов (рис. 13.1):
I - разрезка кольцевого шва, соединяющего штуцер с трубой;
II - разрезка штуцера вблизи углового шва;
III - разрезка углового шва;
IV - удаление остатков углового шва механическим способом;
V - обработка механическим способом (шлифованием, полированием) поверхности коллектора для проведения контроля качества основного металла.
Этапы I - III выполняют огневой резкой или резкой механическим способом (фрезерованием, проточкой).

Рис. 13.1. Последовательность операций по удалению поврежденного штуцера (DУ-100) на коллекторе из стали 12Х1МФ:
I - III - линии огневой резки; IV - V - линии механической обработки (IV) и после удаления остатков старого углового шва (V)
13.5. Качество поверхности коллектора в местах под сварку и наплавку контролируют методом МПД или визуальным способом после травления поверхности 15 % водным раствором азотной кислоты для выявления макродефектов; оценку качества проводят по нормам РД 34 15.027-93. Дополнительно проводят микроанализ с помощью реплик (раздел 14 настоящего РД; степень микроповрежденности устанавливают согласно требованиям п. 13.1 настоящего РД). При использовании старого штуцера проводят контроль качества его основного металла аналогично изложенному для коллектора. При использовании нового штуцера рекомендуется проводить макроанализ травленой поверхности в местах под сварку и наплавку аналогично изложенному выше для коллектора.
13.6. Технология приварки штуцеров перлитными электродами Э-09Х1М.
13.6.1. Конструкция нового штуцерного соединения, выполняемого по данной технологии, включает коллекторы со штуцером, угловой шов и усиливающую кольцевую наплавку воротникового типа. Расчетная схема штуцерного соединения представлена на рис. 13.2; расчетная зона перехода от штуцера к коллектору - на рис. 13.3 и расчетные размеры параметров соединения - в табл. 13.2.
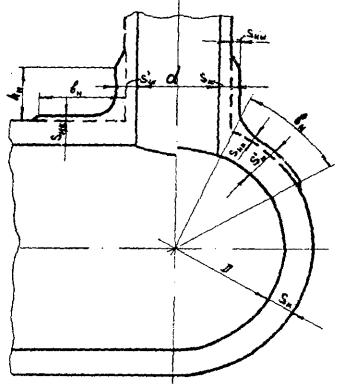
Рис. 13.2. Расчетная схема штуцерного сварного соединения коллектора из стали 12Х1МФ с усиливающей наплавкой воротникового типа и угловым швом, выполненным электродами Э-09Х1М
Таблица 13.2
Геометрические параметры штуцерных сварных соединений стали 12X1МФ с металлом углового шва и усиливающих наплавок типа 09X1М без термической обработки для коллекторов котлов с максимальной температурой эксплуатации 510 °С
|
Типоразмеры (наружный диаметр ´ толщина стенки), мм, соединяемых трубных элементов |
Размеры, мм, геометрических параметров штуцерных сварных соединений (рис. 13.2 и 13.3) |
||||||||||||
|
коллектора |
штуцера |
углового шва |
|||||||||||
|
коллектора |
штуцера |
D |
Sк |
Sнк |
Sк¢ |
bн |
d |
Sш |
Sнш |
Sш¢ |
hн |
R |
hуш |
|
273´30 |
108´14 |
213 |
30 |
5 |
35 |
90 |
80 |
14 |
5 |
19 |
60 |
40 |
20 |
|
273´30 |
108´10 |
213 |
30 |
5 |
35 |
90 |
38 |
10 |
5 |
15 |
50 |
40 |
15 |
|
325´40 |
133´12 |
245 |
40 |
7 |
47 |
110 |
109 |
12 |
7 |
19 |
60 |
45 |
20 |
|
325´45 |
133´13 |
235 |
45 |
7 |
52 |
110 |
107 |
13 |
7 |
20 |
65 |
45 |
20 |
|
273´30 |
133´12 |
213 |
30 |
5 |
35 |
90 |
109 |
12 |
5 |
17 |
60 |
45 |
20 |
|
273´35 |
133´13 |
203 |
35 |
5 |
40 |
90 |
107 |
13 |
5 |
18 |
65 |
45 |
20 |
Основной является конструкция штуцерного соединения без остающегося подкладного кольца. Допускается конструкция с подкладным цилиндрическим кольцом, которое после термического отдыха сварного соединения рекомендуется удалять механическим способом (шлифованием, фрезерованием). Подкладное кольцо может быть изготовлено точеным или вальцованным из полосы или трубной заготовки; материал кольца - сталь 12Х1МФ или 20.
Рис. 13.3. Зона перехода от штуцера к коллектору (относится к рис. 13.2)
13.6.2. Усиливающие наплавки на штуцер и коллектор наносят кольцевыми валиками шириной 12 - 16 мм и высотой 3 - 5 мм в два слоя (рис. 13.4 и 13.5). Сварку выполняют электродами диаметром 3 мм силой тока 90 - 110 и 100 - 120 А для наплавки на штуцер и коллектор соответственно и с подогревом 200 - 250 и 250 - 300 °С для штуцера и коллектора соответственно. Способ нагрева любой. Регистрация температур - с помощью термокарандашей или термопар с приборами (милливольтметром, потенциометром). После сварки поверхность наплавки подвергают механической обработке (шлифованию) до получения требуемых размеров и форм (рис. 13.4 и 13.5; табл. 13.2). Качество сварки оценивается по результатам макроанализа визуальным способом с применением лупы 4 - 7-кратного увеличения поверхности наплавки травленной 15 % водным раствором азотной кислоты; нормы допустимых дефектов соответствуют РД 34 15.027-93.
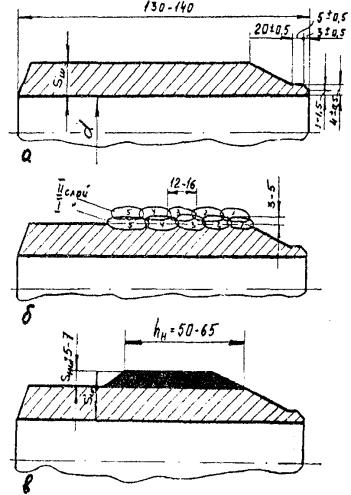
Рис. 13.4. Схема нанесения усиливающей наплавки электродами Э-09Х1М на тело штуцера:
а - подготовленный под наплавку штуцер; б - последовательность двухслойной наплавки кольцевыми валиками; в - форма усиливающей наплавки после механической обработки (размеры см. в табл. 13.2)
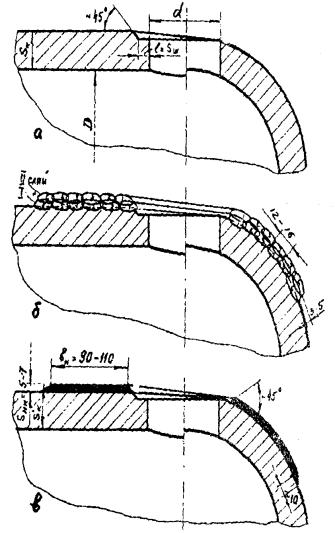
Рис. 13.5. Схема нанесения усиливающей наплавки электродами Э-09Х1М на тело коллектора
13.6.3. В собранных под сварку деталях кольцевой зазор в корневой части должен составлять 3 - 4 мм для штуцера без подкладного кольца (рис. 13.6) и 5 - 8 мм - для штуцера с подкладным цилиндрическим кольцом (рис. 13.7). Собранные элементы скрепляют двумя прихватками длиной по 40 - 50 мм и высотой 4 - 6 мм, располагающимися в диаметрально противоположных местах по периметру кольцевого зазора. Прихватки выполняют электродами диаметром 3 мм, ток при сварке - 90 - 110 А с подогревом деталей при температуре 250 - 300 °С. Способ нагрева любой: контроль температур осуществляют согласно рекомендациям п. 13.6.2 настоящего РД.

Рис. 13.6. Собранные под сварку элементы штуцерного соединения без подкладного остающегося кольца. Усиливающие наплавки выполнены электродами Э-09Х1М

Рис. 13.7. Собранные под сварку элементы штуцерного соединения с подкладным цилиндрическим кольцом. Усиливающие наплавки выполнены электродами Э-09Х1М
13.6.4. Угловой шов выполняется многослойным способом (рис. 13.8) кольцевыми валиками шириной по 12 - 18 мм и высотой 6 - 8 мм с использованием электродов типа Э-09Х1М диаметром 3 и 4 мм на режимах тока 100 - 120 к 140 - 180 А соответственно; заполнение разделки обеспечивается по всему сечению с получением усиления шва высотой около 15 - 20 мм.

Рис. 13.8. Схема последовательности заполнения разделки и усиления углового шва кольцевыми валиками с помощью электродов Э-09Х1М
13.6.5. При сварке должен быть обеспечен предварительный и сопутствующий подогрев свариваемых деталей при температуре 250 - 300 °С. Зона равномерного подогрева включает полностью тело штуцера и кольцевой участок коллектора шириной 400 - 500 мм по всему периметру с расположением в центре привариваемого штуцера. Способ подогрева любой: индукционный, электропечной или газопламенный. Технология установки и применения нагревательных устройств должна обеспечиваться в соответствии с рекомендациями РД 34 15.027-93. Температура подогрева регистрируется с помощью самопишущего прибора от 7 термопар типа ХА, установленных на штуцере (две термопары) и коллекторе (пять термопар) на расстоянии 30 - 40 мм от края усиливающих наплавок (рис. 13.9).
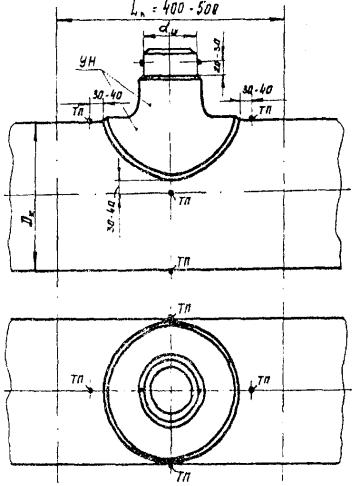
Рис. 13.9. Схема размещения термопар (ТП) для регистрации температур подогрева при выполнении усиливающих наплавок и углового шва и при проведении термического отдыха сварного соединения. Усиливающая наплавка (УН) воротникового типа и угловой шов выполнены электродами Э-09Х1М
13.6.6. По окончании сварки углового шва проводится термический отдых сварного соединения по режиму 250 - 300 °С, 1 ч с регистрацией температуры самопишущим прибором от 7 термопар (рис. 13.9).
13.6.7. Усиление углового шва должно быть обработано механическим способом (шлифованием) до получения вогнутой поверхности с радиусом округления 40 - 45 мм (табл. 13.2) и плавным переходом к усиливающим наплавкам; высота углового шва должна составлять около 20 мм (рис. 13.10). Внутренняя поверхность сварного соединения должна быть обработана механическим способом (шлифованием, фрезерованием) до получения ровной поверхности корневой части шва заподлицо с внутренней поверхностью штуцера. Подкладное кольцо рекомендуется удалять механическим способом (шлифованием, фрезерованием).
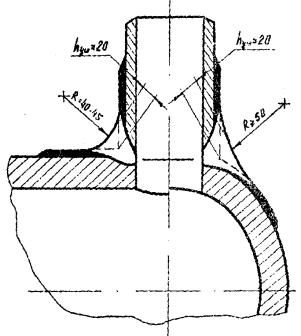
Рис. 13.10. Форма углового шва (УШ) с усиливающими наплавками воротникового типа после механической обработки штуцерного сварного соединения коллектора
13.6.8. Сварное соединение подвергают ультразвуковой дефектоскопии (или радиографии) по всему периметру сварного шва и визуальному контролю всей поверхности сварного шва и усиливающих наплавок, предварительно протравленных 15 % водным раствором азотной кислоты (или МПД вместо визуального контроля). Дополнительно проводят спектральный анализ металла наплавок и сварного шва.
Качество сварного соединения и соответствие состава легирующих элементов в металле шва и наплавок оценивают по нормативным требованиям РД 34 15.027-93.
13.7. Технология приварки штуцеров аустенитными электродами.
13.7.1. Конструкция нового штуцерного соединения включает угловой шов с усиливающими наплавками и по форме подобна указанной на рис. 13.2 и 13.3. Основной является конструкция соединения без остающегося подкладного кольца; резервной - с подкладным кольцом, которое рекомендуется удалять механическим способом после сварки углового шва. Материалом подкладного кольца служит сталь 12Х1МФ или 20.
13.7.2. Усиливающие наплавки на штуцер и коллектор выполняются в один слой (рис. 13.11 - 13.13) аустенитными электродами (табл. 13.1) диаметром 3 мм на токовых режимах, указанных в табл. 13.3. На коллектор допускается наносить двухслойную наплавку. Процесс наплавки выполняется без подогрева. По окончании процесса сварки поверхность наплавки подвергается механической обработке (шлифованию) до получения требуемых размеров (рис. 13.11 - 13.13) и последующему визуальному контролю с оценкой качества по нормам РД 34 15.027-93 для сварных соединений перлитных сталей.
Таблица 13.3
Режимы сварки и наплавки аустенитными электродами при приварке штуцеров DУ-100 к коллекторам из стали 12Х1МФ
|
Тип электрода |
Диаметр электрода, мм |
Сила тока, А |
|
|
Наплавка на штуцер и коллектор |
Э-11Х15Н25М6АГ2 Э-08Н60Г7М7Т |
3 3 |
80 - 90 75 - 85 |
|
Сварка углового шва и прихватка |
Э-11Х15Н25М6АГ2 |
3 4 |
80 - 90 110 - 120 |
Примечание. Выбор типа (и марки) электродов для наплавки проводят с учетом температуры эксплуатации штуцерных сварных соединений (табл. 4.1 и 13.1).
Рис. 13.11. Подготовка штуцера DУ-100 под сварку углового шва без подкладного кольца аустенитными электродами:
а - подготовленный под наплавку штуцер; б - расположение валиков наплавки; в - поверхность наплавки после механической обработки

Рис. 13.12. Последовательность выполнения наплавки аустенитными электродами на вертикальный (а) и горизонтальный (б) штуцеры

Рис. 13.13. Подготовка поверхности коллектора под сварку углового шва аустенитными электродами:
а - поверхность, подготовленная под наплавку; б - расположение валиков наплавки (на примере однослойной наплавки); в - поверхность наплавки после механической обработки: для штуцеров Æ 133´17 мм: l = 17 - 18 мм, h = 12 - 14 мм; для штуцеров Æ 108´10(11) мм: l = 10 - 11 мм, h = 6 - 7 мм
13.7.3. Собранный под сварку штуцер должен иметь кольцевой зазор в корневой части, равный 2 - 3 мм для штуцера без подкладного кольца и 4 - 6 мм - для штуцера с подкладным кольцом (рис. 13.14)
Соединяемые детали скрепляются двумя прихватками длиной по 40 - 50 мм и высотой 4 - 6 мм в корневой части шва. Прихватки следует располагать в диаметрально противоположных местах. Для прихватки используются электроды Э-11Х15Н25М6АГ2 диаметром 3 мм; сварка выполняется током 80 - 90 А без подогрева.
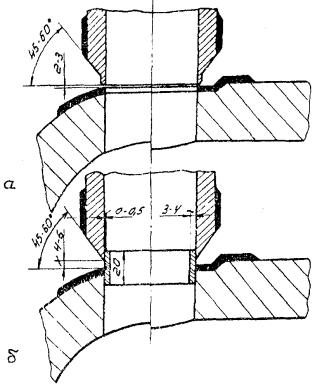
Рис. 13.14. Собранный под сварку стык без подкладного кольца (а) и с подкладным кольцом (б)
13.7.4. Угловой шов выполняется многослойным способом кольцевыми валиками шириной 12 - 16 мм, высотой 4 - 6 мм. Режимы сварки постоянным током обратной полярности следующие: сила тока 80 - 90 и 110 - 120 А при сварке электродами - Э-11Х15Н25М6АГ2 диаметром 3 и 4 мм соответственно (табл. 13.3). Примерная последовательность сварки кольцевых валиков и размеры катетов углового шва штуцера показаны на рис. 13.15. Сварку углового шва следует проводить без подогрева свариваемых деталей. Максимальная допустимая температура самонагрева деталей при сварке составляет 100 °С (на расстоянии 20 мм от края свариваемого шва). Послесварочный термический отдых не проводят.
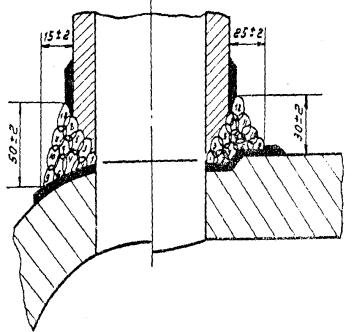
Рис. 13.15. Примерная последовательное сварки кольцевых валиков и размеры катетов углового шва штуцера DУ-100. Сварка и наплавка выполнены аустеиитными электродами
13.7.5. Наружная поверхность углового шва должна быть обработана механическим способом абразивным инструментом (шлифованием) до получения плавного сопряжения поверхности шва с усиливающей наплавкой и основным металлом штуцера и коллектора (рис. 13.16).
13.7.6. Сварное соединение подвергают радиографическому контролю и макроанализу поверхности шва и наплавок; их качество оценивается по нормативным требованиям РД 34 15.027-93 для сварных соединений перлитных сталей.
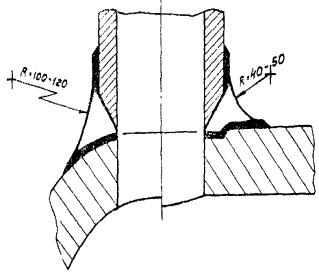
Рис. 13.16. Форма углового шва с наплавками после механической обработки (шлифования). Угловой шов и наплавки выполнены аустенитными электродами
14. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
14.1. При проведении ремонта применяют следующие методы контроля.
14.1.1. Визуальный и измерительный контроль - для выявления недопустимых макродефектов и несоответствия геометрических параметров соединений. Визуальный контроль проводят после травления 15 % водным раствором азотной кислоты поверхности перлитного металла (12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 09Х1МФ, 09Х1М) и травления аустенитного металла в соответствии с требованиями ОСТ 34-70-690-84.
14.1.2. Магнитопорошковая дефектоскопия (МПД). Контроль проводят вместо визуального анализа для выявления недопустимых макродефектов и выполняют в соответствии с ГОСТ 211.05 и ОСТ 108.004.109-80.
14.1.3. Стилоскопирование. Спектральный анализ предназначен для подтверждения требуемого содержания легирующих элементов в металле швов и наплавок. Контроль проводят в соответствии с РД 34 10.122-94.
14.1.4. Контроль измерением твердости металла швов (и наплавок) выполняют с помощью переносных твердомеров.
14.1.5. Ультразвуковой контроль (УЗК) - предназначен для выявления недопустимых макродефектов (например, трещин) в сечении сварных швов, наплавок и основного металла. УЗК выполняют в соответствии с требованиями ГОСТ 14782-86.
14.1.6. Радиографическая дефектоскопия - предназначена для выявления недопустимых макродефектов в сечении металла и применяется в случаях технической невозможности использования УЗК. Правила проведения осуществляются по ГОСТ 7512-82 и РД 34 10.068-91.
14.1.7. Микроанализ с помощью реплик или сколов проводят с целью установления характера микроповрежденности поверхности металла (порами ползучести, микротрещинами и др.) соединений перлитных сталей 12Х1МФ, 15Х1М1Ф и подобных.
Реплики могут быть изготовлены из прозрачного полистирола, рентгеновской пленки на колоксилиновой основе, магнитной ленты, целлулоида или полимерных сжиженных материалов. Для размягчения поверхности твердых заготовок под реплики используют ацетон или бензол.
Методика контроля: место обследования предварительно шлифуют, полируют и травят 4 % раствором азотной кислоты в этиловом спирте. На заготовку под реплику площадью 10 - 20 мм2 наносят несколько капель ацетона и после 20 - 30 с выдержки заготовка размягченной поверхностью прижимается к месту обследования на 2 - 3 с, после чего выдерживается без нагрузки 20 - 30 мин (рис. 14.1). Готовую реплику, на которой зафиксирован рельеф исследуемого участка металла, анализируют с помощью оптического микроскопа (рис. 14.2) при 500 - 1000-кратном увеличении.
Рис. 14.1. Последовательность операций получения реплики:
а - нанесение капли растворителя из пипетки на поверхность заготовки; б - заготовка с размягченной поверхностью (РП); в - прижатие заготовки с помощью перчатки (П) к контролируемой поверхности металла; г - готовая реплика (Р) с поверхности металла
14.2. Нормативные требования при оценке качества металла сварных соединений.
14.2.1. Нормы допустимых макродефектов при визуальном контроле, магнитопорошковой, ультразвуковой и радиографической дефектоскопии, контроле измерением твердости и стилоскопировании соответствуют требованиям РД 34 15.027-93 для сварных соединений перлитных сталей.
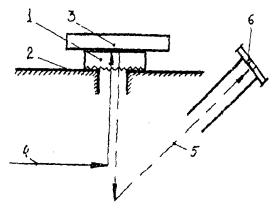
Рис. 14.2. Схема расположения исследуемого объекта - реплики на оптическом микроскопе:
1 - полистироловая реплика; 2 - диафрагма столика микроскопа; 3 - стальная полированная пластинка; 4 - ход луча освещения; 5 - отраженный луч света; 6 - окуляр микроскопа
14.2.2. Допустимой микроповрежденнностью металла, оцениваемой при микроанализе с помощью реплик, является отсутствие микротрещин, цепочек пор ползучести или скоплений пор любых размеров и наличие единичных пор размером до 1 - 2 мкм (конкретный размер и количество допустимых пор указаны в разделах настоящего РД).
14.3. Объемы и периодичность эксплуатационного контроля.
14.3.1. Отремонтированные сварные соединения (и новые штуцерные соединения, сваренные без термической обработки) сразу подвергают 100 % контролю по п. 14.1 методами дефектоскопии и анализа с учетом типа конкретных изделий (см. разделы 6 - 13 настоящего РД).
14.3.2. Периодичность эксплуатационного контроля отремонтированных стыковых сварных соединений паропроводных труб указанными в п. 14.1 настоящего РД методами составляет каждые 5 - 6 лет эксплуатации, кроме стилоскопирования и измерения твердости, которые выполняют один раз в процессе проведения ремонтных операций; для стыковых сварных соединений фасонных элементов периодичность контроля - 2 года эксплуатации; для тройниковых сварных соединений и штуцерных соединений труб DУ-100 мм с коллекторами периодичность контроля - каждый 1 год эксплуатации. Места приварки штуцеров труб поверхностей нагрева к коллекторам котлов контролируют при эксплуатации только путем внешнего осмотра поэтапно: первый раз - в ближайшую кампанию капитального ремонта котла и далее - согласно требованиям РД 34 17.421-92.
14.3.3. Положительные результаты обследования являются основанием для продления ресурса отремонтированных сварных соединений (и штуцерных соединений, сваренных без термической обработки).
ПРИЛОЖЕНИЯ
Приложение 1
(справочное)
Характер и причины повреждений стыковых сварных соединений паропроводов из хромомолибденованадиевых сталей в процессе эксплуатации
|
Вид повреждения |
Период зарождения и развития повреждения |
Зона повреждения |
Номер рисунка |
Металлографический признак повреждения |
Причины повреждения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Трещины хладноломкости - хрупкие трещины при умеренных температурах до 100 - 150 °С |
Во время гидроиспытаний и пусков-остановов энергооборудования при номинальных напряжениях ниже предела текучести стали |
Трещины зарождаются в металле шва или околошовной зоне от концентраторов напряжений (подрезов, непроваров, шлаковых включений, сварочных трещин и т.п.), развиваются по всем зонам сварного соединения; ориентированы вдоль и поперечно шву |
П1.1,а |
Транскристаллитный характер и ветвистость трещин |
Технологические причины: нарушение оптимального технологического режима сварки и термической обработки (недостаточный подогрев при сварке, недоотпуск сварного соединения или отсутствие термообработки). Порог хладноломкости металла смещен в сторону положительных температур |
|
2. Хрупкие трещины из-за провала длительной пластичности (локальные повреждения) |
При эксплуатации в условиях ползучести выше 500 °С и номинальных напряжениях ниже допускаемых |
В околошовной зоне (ОЗ); зарождаются, как правило, и развиваются с наружной поверхности в виде кольцевых трещин вдоль шва на расстоянии до 1 мм от линии сплавления. В металле шва трещины на участках с крупнозернистой структурой (кристаллитов); ориентированы произвольно |
П1.1,б |
Межкристаллитный характер с четкой ориентировкой по границам аустенитных зерен; гладкие края. Повреждение на ранней стадии выражено в виде микропор и клиновидных трещин |
Технологические причины: нарушение рекомендуемых оптимальных режимов сварки (недостаточный подогрев, отсутствие подогрева и т.п.) и термической обработки (недоотпуск, отсутствие отпуска). Твердость металла шва из-за дисперсионного охрупчивания превышает допустимые нормы; недопустимо низкая ударная вязкость металла шва и ОЗ |
|
3. Трещины по «мягкой прослойке» металла |
При эксплуатации в условиях ползучести (выше 510 °С) и номинальных напряжений выше допускаемых |
В зоне термического влияния (ЗТВ) соединения в виде кольцевой трещины с наружной поверхности вдоль шва на расстоянии 2 - 4 мм от линии сплавления, в металле шва на участках мелкого зерна и неполной перекристаллизации, имеющих пониженное сопротивление ползучести |
П1.1,в |
Повреждения по границам мелких зерен с многочисленными надрывами - микротрещинами, сопровождающих магистральную трещину с окисленными краями. Повреждение на ранней стадии выражено в виде микропор размером 0,1 - 0,3 мкм и далее в виде пор ползучести размером 1 - 3 мкм и более преимущественно по границам зерен |
Эксплуатационные и конструкционные причины; действие рабочих напряжений выше допустимых из-за дополнительных изгибающих нагрузок (защемление участка паропровода, нарушение состояния опор и т.п.) и неудовлетворительное конструктивное оформление сварных соединений (концентрация напряжений в соединениях разнотолщинных трубных элементов). Дополнительные технологические причины: повышенное тепловложение при сварке (недопустимо высокие температура подогрева и сила тока при сварке) |
|
4. Трещины усталости |
Возникают при действии переменных напряжений с амплитудой выше допускаемого уровня (циклические термические или механические напряжения) |
Трещины термической усталости: развитие в зонах конструктивных и технологических концентраторов напряжений. Ориентированы в угловых швах поперечно шву, в стыковых швах в поперечном и продольном направлениях и, кроме того, в виде сетки трещин, сопровождающих магистральную трещину. Усталостные трещины (механической усталости) развиваются поперечно и продольно шву |
П1.1,г |
Транскристаллитный характер |
Эксплуатационные причины: трещины термической усталости из-за нарушения проектных условий эксплуатации (забросы воды, недопустимо высокие скорости прогрева и т.п.); трещины усталости (механического воздействия) из-за нарушения работы опор. Конструкционные причины: наличие концентраторов напряжений, недостаточная жесткость соединений тонкостенных трубных элементов и т.п. |
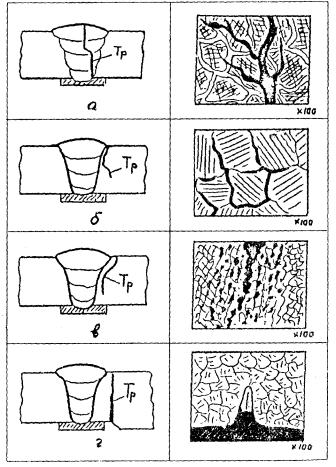
Рис. П1.1. Типичные повреждения соединений паропроводов из хромомолибденованадиевых сталей:
а - трещина хладноломкости; б - локальное повреждение при повторном нагреве в околошовной зоне; в - трещина ползучести в ЗТВ соединения; г - трещина усталости
Приложение 2
(справочное)
Типичные повреждения отремонтированных стыковых сварных соединений паропроводов из хромомолибденованадиевых сталей (негативное влияние сварочно-ремонтной технологии)
|
Вид повреждения |
Номер рисунка |
Металлографический признак повреждения |
Причины повреждения |
|
1 |
2 |
3 |
4 |
|
1. Трещина в зоне разупрочнения старого шва при эксплуатации паропровода при температуре выше 510 °С. Кольцевая трещина с наружной поверхности развивается вдоль шва на расстоянии 2 - 4 мм от линии сплавления с подварочным швом |
П2.1,а |
Межкристаллитный характер повреждения. На ранней стадии протекает процесс зарождения и развития пор ползучести, их слияния в микротрещины с образованием и развитием макротрещины. Наличие пор ползучести в оставшейся части ремонтируемого старого шва ускоряет процесс развития его повреждения после ремонта при дальнейшей эксплуатации |
Технологические причины: подварка старого шва, пораженного порами ползучести; повышенное тепловложение при сварке подварочного шва (завышены температура подогрева и сила тока). Дополнительные причины: пониженная жаропрочность длительно эксплуатируемого металла шва как менее легированного участка сварного соединения по отношению к основному металлу - свариваемой стали |
|
2. Трещина хладноломкости в виде поперечной магистральной трещины, развивающейся с наружной поверхности в глубь металла, поражает металл подварочного шва с выходом в ЗТВ соединения и старый шов. Развитию повреждения при ползучести может способствовать процесс дисперсионного охрупчивания металла при повторном нагреве |
П2.1,б |
Транскристаллитный характер повреждения. Развитие повреждения может протекать в две стадии: сначала энергично в пределах охрупченного металла подварочного шва и затем медленно в пластичном старом шве и ЗТВ соединения (вершина магистральной трещины вязнет в пластичном металле) |
Технологические причины, нарушены регламентированные оптимальные режимы сварки (недостаточный подогрев или его отсутствие) и термической обработки (недоотпуск сварного соединения после ремонта или отсутствие термической обработки); недостаточно просушены покрытые электроды перед сваркой |

Рис. П2.1. Типичные повреждения сварных соединений с ремонтной подваркой паропроводов из хромомолибденованадиевых сталей:
а - кольцевая трещина в старом шве (СШ). Межкристаллитное повреждение по механизму ползучести; б - поперечная трещина в подварочном шве (ПШ) с переходом в старый шов и ЗТВ соединения. Транскристаллитное повреждение по механизму хладноломкости
Приложение 3
(справочное)
Характер и причины повреждений тройниковых сварных соединений паропроводов из хромомолибденованадиевых сталей, эксплуатирующихся в условиях ползучести
|
Вид повреждения |
Номер рисунка |
Металлографический признак повреждения |
Возможные причины повреждения |
|
1 |
2 |
3 |
4 |
|
1. Трещины в околошовной зоне на участке перегрева ЗТВ на расстоянии менее 1 мм от границы сплавления со стороны корпуса тройника. Кольцевые продольные трещины |
П3.1,а |
Межкристаллитное повреждение - хрупкое (квазихрупкое) повреждение. Трещины по границам укрупненных зерен |
Технологические причины: некачественная послесварочная термическая обработка; недоотпуск или его отсутствие; отсутствие подогрева при сварке. Твердость металла шва при эксплуатации претерпевает период дисперсионного охрупчивания, что отмечается на резком повышении твердости и низкой ударной вязкости |
|
2. Трещины по разупрочненной прослойке металла ЗТВ на расстоянии 2 - 4 мм от границы сплавления со стороны корпуса тройника |
П3.1,б |
Межкристаллитный хрупкий характер повреждения. Магистральная трещина на участке металла с мелким зерном. Берега трещины поражены порами и микротрещинами ползучести. Структурная и механическая неоднородность |
Конструкционные причины: чрезмерное ослабление прочности корпуса тройника отверстием под штуцер; повышенная концентрация напряжений и деформации в зоне углового шва. Эксплуатационные причины: действие повышенных изгибающих нагрузок, вызванных нарушением проектного состояния опорно-подвесной системы, неудовлетворительной работой дренажей, защемлением паропровода, забросами воды и др. Технологические причины: сварка углового шва с повышенным тепловложением; чрезмерно высокая погонная энергия, недопустимо высокий подогрев при сварке; нарушение в технологии термообработки основного металла: недоотпуск |
|
3. То же, но со стороны патрубка-штуцера тройника |
П3.1,в |
То же |
Эксплуатационные причины: недопустимые по проекту высокие изгибающие нагрузки. Конструкционные причины: повышенная концентрация напряжений и деформации в зоне углового шва; недостаточный запас прочности патрубка-штуцера |
|
4. Поперечные трещины в угловом шве. Трещины могут примыкать к корпусу или патрубку-штуцеру тройника; трещины могут развиваться в глубь основного металла |
П3.1,г |
Межзеренное повреждение по границам крупных кристаллитов; металл поражен порами и микротрещинами ползучести. Повреждение может иметь транскристаллитный характер |
Эксплуатационные причины, высокие не учтенные проектом циклические термические напряжения. Технологические причины, сварка углового шва с повышенным тепловложением; применение при сварке углового шва сварочных материалов недостаточной жаропрочности; сварка углового шва без подогрева; недоотпуск после сварки. Конструкционные причины, чрезмерное ослабление прочности корпуса тройника отверстием под штуцер; рабочее сечение - высота углового шва меньше проектного; недостаточная прочность патрубка-штуцера |
Примечание. На первом месте указаны преимущественно главные причины повреждения сварных тройников для каждого вида разрушения. Как правило, на повреждение влияет комплекс причин, основные из которых указаны в таблице.
Рис. П3.1. Типичные эксплуатационные повреждения сварных тройников паропроводов из хромомолибденованадиевых сталей:
а - кольцевая трещина (Трк) в околошовной зоне; б - кольцевая трещина в ЗТВрп на «спинке» (Тркс); в - кольцевая трещина в ЗТВрп штуцера (Тркш); г - поперечные трещины в металле углового шва (Трп); (Тркб) - кольцевая трещина в ЗТВрп на «плечике» тройникового сварного соединения
Приложение 4
(справочное)
Эксплуатационные повреждения отремонтированных сварных тройников паропроводов из хромомолибденованадиевых сталей (негативное влияние сварочно-ремонтной технологии)
|
Вид повреждения |
Номер рисунка |
Металлографический признак повреждения |
Возможные технологические причины повреждения |
|
1 |
2 |
3 |
4 |
|
1. Кольцевая продольная трещина в подварочном шве. Трещина развивается из глубинных слоев металла к наружной поверхности подварки |
П4.1,а |
Межкристаллитный характер повреждения. Магистральную трещину окаймляет область металла, пораженная порами и микротрещинами ползучести |
Наличие неудаленного при ремонте участка металла ЗТВ с повышенной микроповрежденностью порами и микротрещинами ползучести |
|
2. Кольцевая продольная трещина в старом шве. Трещина развивается с наружной поверхности шва на расстоянии 2 - 4 мм от края подварки |
П4.1,б |
Аналогичный межкристаллитный характер повреждения, что и в предыдущем случае |
Расположение подварочного шва на старом угловом шве, что создает ЗТВ в старом шве с сильно разупрочненной прослойкой металла. Ускоренному процессу развития повреждения способствует наличие оставшегося после выборки металла старого шва с повышенной микроповрежденностью |
|
3. Кольцевая продольная трещина в ЗТВ соединения со стороны корпуса или патрубка-штуцера тройника. Трещина зарождается на участке (двойной ЗТВ, образующейся при сварке основного и подварочного швов. Трещина развивается с наружной поверхности соединения |
П4.2,а |
То же |
Расположение подварки в пределах размера ширины старого шва, что усиливает разупрочняющий эффект на ЗТВ соединения и ускоряет процесс его разрушения |
|
4. Поперечные трещины в подварочном шве. Трещины развиваются с глубинных слоев к наружной поверхности подварки |
П4.2,б |
Межкристаллитный характер повреждения |
Наличие неудаленного при ремонте крупнозернистого участка металла старого шва, пораженного порами и микротрещинами ползучести |
|
5. Поперечная трещина в подварочном шве. Трещина развивается с наружной поверхности подварки и может углубляться в основной металл |
П4.2,б |
Транскристаллитный характер повреждения |
Подварка наплавлялась без подогрева или с недостаточным подогревом, недоотпуск после сварки или отсутствие термообработки подварочного шва сварного тройника |
Примечания. 1. Одной из основных технологических причин, способствующих преждевременному повреждению сварных тройников после ремонта для всех случаев разрушений (рис. П4.1 и П4.2), является применение сварочных материалов с низкими жаропрочными свойствами.
2. Трп - поперечная трещина на рис. П4.2,б, развитие которой идет с наружной поверхности подварки.
3. Помимо рассмотренных в приложении 4 технологических причин, на повреждения отремонтированных сварных тройников влияют и другие причины (см. приложение 3).
Рис. П4.1. Типичные эксплуатационные повреждения сварных тройников с ремонтными подварками. Кольцевые трещины (Трк):
а - в подваренном шве (ПШ); развитие от ЗТВрп; б - в старом шве (СШ); развитие в глубь металла
Рис. П4.2. Типичные эксплуатационные повреждения сварных тройников с ремонтными подварками:
а - кольцевые трещины (Трк) по ЗТВрп в глубь металла; б - поперечные трещины (Трп) в подварочном шве (ПШ); КрЗ крупнозернистая структура металла в старом шве
Приложение 5
Типичные повреждения стыковых сварных соединений разнотолщинных трубных элементов длительно эксплуатирующихся паропроводов из хромомолибденованадиевых сталей при температуре 510 - 560 °С

Условные обозначения:
Тр1 - магистральная трещина по разупрочненной прослойке металла зоны термического влияния (ЗТВ) со стороны толстостенной фасонной детали;
Тр2 - трещины (поперечные, продольные) в металле сварного шва;
Тр3 - магистральная трещина в ЗТВ со стороны паропроводной трубы
Приложение 6
Типичные повреждения стыковых сварных соединений фасонных деталей между собой
Условные обозначения:
I - кольцевая (продольная) трещина в околошовной зоне;
II - поперечные трещины в металле шва;
III - кольцевая (продольная) трещина в металле шва;
IV - кольцевая (продольная) трещина в разупрочненной прослойке металла ЗТВ
Приложение 7
Типичные повреждения трубных элементов паропроводов
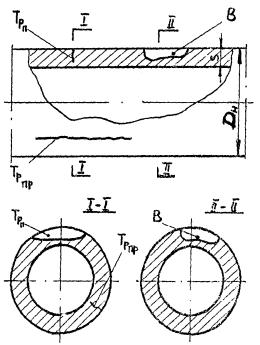
Условные обозначения:
Трп - трещина поперечная (кольцевая);
Трпр - трещина продольная;
В - выемка металла (эрозионный износ)
Приложение 8
Поврежденные сварные стыковые соединения коллектора котла
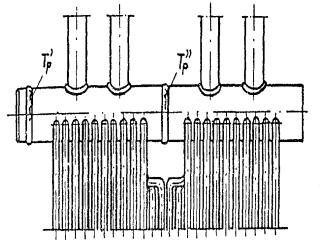
Условные обозначения:
Тр¢ - трещина в кольцевом шве приварки донышка к коллектору;
Тр² - трещина в стыковом соединении трубных элементов коллектора
Приложение 9
Типичные повреждения коллекторов (камер)
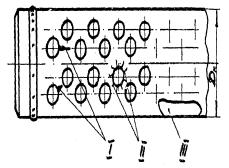
Условные обозначения:
I - межочковые трещины на наружной поверхности коллектора;
II - поперечные трещины в угловых швах штуцерных соединений (и трещины на поверхности отверстий);
III - углубление в теле коллектора в результате эрозионного износа
Библиографический указатель нормативных документов
1 ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
2 ГОСТ 9.467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
3. ГОСТ 10052-75. Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы.
4. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
5. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
6. ОСТ 34.948.01-90. Электроды покрытые металлические для ручной дуговой сварки и наплавки оборудования атомных электростанций. Марки.
7. ОСТ 34-70-690-84. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации.
8. ОСТ 108.004.109-80. Изделия и швы сварных соединений энергооборудования АЭС. Методика магнитного контроля.
9. ОСТ 108.031.10-85. Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность. Определение коэффициентов прочности.
10. ТУ 14-3-420-75. Трубы стальные бесшовные горячедеформированные толстостенные для паровых котлов и трубопроводов.
11. ТУ 14-3-460-75. Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия.
12. РД 34.10.068-91. Соединения сварные оборудования тепловых электростанций. Радиографический контроль.
13. РД 34.10.122-94. Унифицированная методика стилоскопирования деталей и сварных швов энергетических установок. М.: Энергомонтажпроект 1994.
14. РД 34.15.027-93. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93). М.: НПО ОБТ, 1994.
15. РД 34.17.421-92. Типовая инструкция по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов тепловых электростанций. М.: СПО ОРГРЭС, 1992.
16. ОП № 501 ЦД-75. Основные положения по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций. М.: ЦНИИТМАШ, 1977.
17. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. М.: ПИО ОБТ, 1996.
18. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды, М.: НПО ОБТ, 1994.
19. Правила устройства и безопасной эксплуатации паровых и водогрейных котлов. М.: НПО ОБТ, 1993.
СОДЕРЖАНИЕ