
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
Методы измерения отклонений формы
ГОСТ 26877-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
Содержание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МЕТАЛЛОПРОДУКЦИЯ |
ГОСТ 26877-91 |
|
Методы измерения отклонений формы |
|
|
Metal products. |
|
|
Methods of measuring form variations |
Дата введения 01.07.92
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
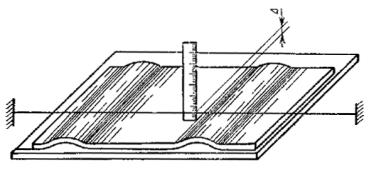
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению D между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);


Черт. 2
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);
Черт. 3
3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);
Черт. 4
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт. 1).
3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения.
Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью.
1) измеряют значение отставания D поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт. 5 и 6);
Черт. 5 Черт. 6
2) измеряют значение отставания D поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (черт. 7).
Угол скручивания a поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.
Черт. 7
Скручивание выражается в миллиметрах или градусах на нормируемую длину.
3.4. Разнотолщинность определяется как разность наибольшего S1 и наименьшего S2 значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (черт. 8 и 9).
|
|
|
|
Черт. 8 |
Черт. 9 |
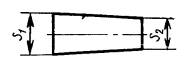

Измерения проводят микрометром, штангенциркулем, толщиномером и стенкомером и выражают в миллиметрах.
3.5. Выпуклость и вогнутость определяется наибольшим расстоянием между поверхностью металлопродукции и прилегающей горизонтальной или вертикальной плоскостью в любом поперечном сечении по длине изделия (черт. 10).
Черт. 10
Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах.
3.6. Кривизна (серповидность) определяется наибольшим расстоянием между поверхностью металлопродукции и приложенной линейкой или натянутой струной (черт. 11).

Черт. 11
Кривизну и серповидность измеряют линейкой или щупом и выражают в миллиметрах на нормируемую длину.
3.7. Овальность определяется как половина разности наибольшего d1 и наименьшего d2 диаметров в одном поперечном сечении (черт. 12).
Измерения проводят микрометром или штангенциркулем и выражают в миллиметрах.
|
|
|

Черт. 12
(Поправка. ИУС 5-2005 г.)
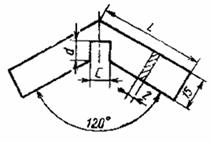
3.8. Отклонение от угла определяется разностью реального угла a1 и заданного a2 (черт. 13 и 14).
Отклонение от угла измеряют угломером или измерительной линейкой и выражают в миллиметрах или градусах.

D=a1 - a2
Черт. 13

Черт. 14
3.9. Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом a между ними (черт. 15).

Черт. 15
Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (черт. 16).
Косину реза измеряют измерительной линейкой и угольником или угломером и выражают в миллиметрах или градусах.

Черт. 16
3.10. Отклонение от симметричности определяется разностью расстояний противоположных крайних точек, лежащих на поверхности металлопродукции, от оси симметрии (черт. 17).
Отклонение от симметричности измеряют измерительной линейкой с помощью угольника.
D=b1 - b2
Черт. 17
3.11. Притупление углов измеряют как расстояние от вершины угла, образуемого линиями пересечения смежных граней, до границ притупления.
Методика контроля притупления углов квадрата и шестигранника приведена в приложении 4.
3.12. Телескопичность контролируют с помощью измерительной линейки по схеме, представленной на черт. 18.

В - ширина полосы; Т - телескопичность
Черт. 18
ПРИЛОЖЕНИЕ
1
Обязательное
ТЕРМИНЫ И ПОЯСНЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ МЕТАЛЛОПРОДУКЦИИ
Таблица 1
|
Термин |
Пояснение |
Чертеж |
|
Отклонения от плоскостности |
||
|
1. Выпуклость |
Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости уменьшается от краев к середине |
|
|
2. Вогнутость |
Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости увеличивается от краев к середине |
|
|
3. Волнистость |
Отклонение от плоскостности, при котором поверхность металлопродукции или ее отдельные части имеют вид чередующихся выпуклостей и вогнутостей, не предусмотренных формой проката |
|
|
4. Коробоватость |
Разновидность волнистости в виде местной выпуклости или вогнутости |
|
|
5. Скручивание |
Отклонение формы, характеризующееся поворотом поперечного сечения относительно продольной оси металлопродукции |
|
|
Отклонения от прямолинейности |
||
|
6. Кривизна |
Отклонение от прямолинейности, при котором не все точки, лежащие на геометрической оси металлопродукции, одинаково удалены от горизонтальной или вертикальной плоскости |
|
|
7. Серповидность |
Отклонение формы, при котором кромки листа или полосы в горизонтальной плоскости имеют форму дуги |
|
|
Отклонения формы поперечного сечения проката |
||
|
8. Овальность |
Отклонение формы, при котором поперечное сечение круглого проката представляет собой овалообразную форму |
|
|
9. Разнотолщинность |
Отклонение формы, характеризующееся неравномерностью толщины металлопродукции или ее элементов по ширине или длине |
|
|
10. Прогиб |
Отклонение от прямолинейности поперечного сечения металлопроката или его элементов |
|
|
11. Отклонение от угла |
Отклонение формы, характеризующееся отклонением угла от заданного. Примечание. Частным видом является отклонение от прямого угла, которое наиболее часто нормируется |
|
|
12. Притупление углов |
Отклонение формы металлопроката, характеризующееся незаполнением металлом вершин углов при прокате в калибрах валков |
|
|
13. Отклонение от симметричности |
Отклонение формы поперечного сечения проката, при котором одноименные точки поверхности металлопродукции, лежащие в плоскости, перпендикулярной к оси симметрии, неодиваково удалены от нее |
|
|
Отклонение от перпендикулярности |
||
|
14. Косина реза |
Отклонение от перпендикулярности, при котором плоскость реза образует с продольными плоскостями металлопродукции угол, отличный от 90° |
|
|
Отклонения формы листа и ленты |
||
|
15. Подгиб |
Отклонение формы в виде загибов торца, кромки или угла листа и ленты |
|
|
16. Неровный торец |
Отклонение формы торца, характеризующееся неодинаковым удалением точек его поверхности от прилегающей вертикальной плоскости |
|
|
Отклонения формы рулона |
||
|
17. Рулон со складкой |
Отклонение формы рулона, в котором на отдельных участках витков полосы образовались складки |
|
|
18. Смятый рулон |
Отклонение от круглой формы поперечного сечения рулона |
|
|
19. Распущенный рулон |
Отклонение формы рулона в виде неплотно сметанной полосы |
|
|
20. Телескопичность |
Отклонение формы рулона в виде выступов витков на средней или внутренней части рулона |
|


















ПРИЛОЖЕНИЕ
2
Обязательное
ПЕРЕЧЕНЬ СТАНДАРТИЗОВАННЫХ СРЕДСТВ ИЗМЕРЕНИЙ
Таблица 2
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Класс точности, погрешность средств измерений |
Средства измерения |
|
Отклонения от плоскостности, прямолинейности, симметричности, формы поперечного сечения, разнотолщинность, телескопичность рулонов |
мм |
150-1000 |
|
Линейка измерительная по ГОСТ 427 |
|
м |
2-50 |
На общую длину |
Рулетка измерительная металлическая типа РЗ по ГОСТ 7502 |
|
|
от ±0,4 мм |
||||
|
до ±14 мм |
||||
|
мм |
0-125 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ-II по ГОСТ 166 |
|
|
мм |
0-250 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ-II по ГОСТ 166 |
|
|
мм |
0-315 |
Класс точности 1 |
Штангенциркуль типа ШЦ-III по ГОСТ 166 |
|
|
0-400 |
||||
|
0-500 |
||||
|
250-630 |
||||
|
250-800 |
||||
|
320-1000 |
||||
|
500-1600 |
||||
|
800-2000 |
||||
|
мм |
0-250 |
0,05 |
Штангенрейсмус по ГОСТ 164 |
|
|
40-400 |
||||
|
60-630 |
||||
|
мм |
0-160 |
0,05 |
Штангенглубиномер по ГОСТ 162 |
|
|
0-200 |
||||
|
0-250 |
||||
|
0-315 |
||||
|
0-400 |
||||
|
мм |
0-600 |
Класс точности 1 |
Микрометр типа МК ГОСТ 6507 |
|
|
мм |
0-5, |
Класс точности 2 |
Микрометр типа МЛ (листовой) ГОСТ 6507 |
|
|
0-10, |
||||
|
0-25 |
||||
|
мм |
0-25 |
Класс точности 1; 2 |
Микрометр типа МТ (трубный) ГОСТ 6507 |
|
|
мм |
160´160 2500´1600 |
Класс точности 1; 2; 3 |
Поверочные плиты ГОСТ 10905 |
|
|
мм |
50-500 |
Класс точности 1; 2 |
Линейка поверочная типа ЛД, ЛТ, ШП ГОСТ 8026 |
|
|
200-500 |
||||
|
мм |
0,02-1 |
Класс точности 1; 2 |
Щупы ТУ 2-034-225-87 |
|
|
мм |
0-2 |
Класс точности 0; 1 |
Индикаторы часового типа ГОСТ 577 |
|
|
0-5 |
||||
|
0-10 |
||||
|
0-25 |
||||
|
Отклонение от угла, косина реза |
мм |
40-250 |
Класс точности 1 |
Угольники поверочные ГОСТ 3749 |
|
мм |
40´60 |
Класс точности 1; 2 |
Угольники слесарные типа VIII ГОСТ 3749 |
|
|
60´100 |
||||
|
100´160 |
||||
|
160´200 |
||||
|
150´400 |
||||
|
400´630 |
||||
|
630´1000 |
||||
|
1000´1600 |
||||
|
|
1°-90° |
+2°; ±5°; ±15° |
Угломеры с нониусом типа УН и УВ (наружные и внутренние) ГОСТ 5378 |
|
|
Отклонение от круглости и разнотолщинность |
мм |
Наружный диаметр 100; 160; 250; 400 |
0,8 |
Кругломер модели 290 |
|
|
Внутренний диаметр 3 |
|
|
|
|
мм |
0-600 |
0,01 |
Микрометр типа МК ГОСТ 6507 |
|
|
мм |
0-160 |
Нониус 0,1 |
Штангенциркуль ШЦ-II по ГОСТ 166 |
|
|
0-200 |
||||
|
0-250 |
||||
|
мм |
50 |
Цена деления 0,1 |
Толщиномеры и стекломеры индикаторные типа ТР 25-60 С-50 ГОСТ 11358 |
|
|
мм |
0-150 |
0,005 |
Микроскоп инструментальный, универсальный типа БМИ |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Нестандартизованные автоматические средства измерения (НСИ) отклонений формы
Таблица 3
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Погрешность измерения |
Дискретность контроля по длине проката |
Рекомендуемое средство измерения |
|
Отклонение от круглости |
% от диаметра |
0-2 % |
По ГОСТ 8.051 |
Шаг поступательно-вращательного движения от 0,1 до 3 м |
Телевизионный автоматический измеритель размеров типа ТАИР-1-5, ТАИР-2-6 или другие оптоэлектронные измерители |
|
Отклонение от симметричности фасонных профилей |
% от ширины |
0-2 % |
То же |
От 0,1 до 3м |
ПРИЛОЖЕНИЕ 4
Рекомендуемое
МЕТОДИКА КОНТРОЛЯ ПРИТУПЛЕНИЯ УГЛОВ ПРОКАТА
Контроль притупления внешних углов квадрата со стороной до 50 мм и шестигранника проводят шаблонами, выполненными в соответствии с черт, 19 и черт, 21.
Шаблон с прорезями, имитирующими границы притупления, прикладывают на угол соответствующего профиля.
Ширина прорези шаблона (с) квадрата определяется из расчета ![]() или
или ![]() . Результаты расчета приведены в табл. 4.
. Результаты расчета приведены в табл. 4.
Таблица 4
мм
|
Сторона квадрата, а |
До 12 |
Св. 12 |
Св. 20 |
Св. 30 |
Св. 50 |
Св. 100 |
|
до 20 |
до 30 |
до 50 |
до 100 |
до 150 |
||
|
Притупление углов, b |
0,6 |
1,0 |
1,5 |
2,5 |
3,0 |
4,0 |
|
Ширина прорези, с |
0,8 |
1,4 |
2,1 |
3,5 |
4,2 |
5,6 |
|
Глубина прорези, d |
3,0 |
4,0 |
||||
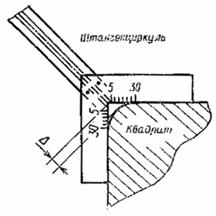
Для квадрата со стороной более 50 мм контроль притупления проводят с помощью шаблона, выполненного по черт. 20. На угольник шаблона наносятся деления от 5 до 30 мм.

Черт. 19
Черт. 20
Контроль притупления D осуществляют по нониусу штангенциркуля, измеренное значение которого не должно превышать допускаемого значения притупления, вычисленного по формуле D=0,15а´cos45°=0,15a´0,7=0,105a.
При этом границы притупления, определяемого по шкале угольника, не должны превышать значений притупления, установленных стандартом.
Черт. 21
![]()

Черт. 22
Допускаемое значение притупления углов квадрата со стороной свыше 58 мм приведено в табл. 5.
Таблица 5
мм
|
Сторона квадрата |
50-58 |
60-75 |
80-95 |
100-115 |
120-150 |
160-200 |
|
Величина притупления D |
5,25-6,09 |
6,3-7,9 |
8,4-10,0 |
10,5-12,0 |
12,6-15,8 |
16,8-21,0 |
Ширина прорези шаблона (С) шестигранного проката определяется согласно расчету C=2b sin 60°, мм. Результаты расчета приведены в табл. 6.
Таблица 6
мм
|
Диаметр вписанного круга |
8-14 |
15-25 |
26-55 |
60 и выше |
|
Притупление углов b |
1,0 |
1,5 |
2,0 |
3,0 |
|
Ширина прорези С |
1,7 |
2,6 |
3,5 |
5,2 |
|
Глубина прорези d |
4,0 |
4,0 |
4,0 |
5,0 |
|
Длина элемента угольника L |
15,0 |
15,0 |
25,0 |
25,0 |
где b - значение притупления углов шестигранника по ГОСТ 2879. Притупление контролируют путем прикладывания шаблона к шестиграннику (черт. 22).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
С. И. Рудюк, канд. техн. наук; Ю. В. Филонов, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; В. А. Ена, канд. техн. наук; Г. П. Мастепанова (руководитель работы); В. А. Гудыря
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.04.91 № 591
3. ВЗАМЕН ГОСТ 26877-86
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер приложения |
|
ГОСТ 8.051-81 |
3 |
|
ГОСТ 162-90 |
2 |
|
2 |
|
|
2 |
|
|
2 |
|
|
2 |
|
|
4 |
|
|
2 |
|
|
2 |
|
|
2 |
|
|
2 |
|
|
ГОСТ 8026-75 |
2 |
|
ГОСТ 10905-86 |
2 |
|
2 |
|
|
ТУ 2-034-225-87 |
2 |