Федеральный горный и промышленный надзор России
(Госгортехнадзор России)
Серия 10
Нормативные документы по безопасности,
надзорной и разрешительной деятельности
в области котлонадзора и надзора
за подъемными сооружениями
Выпуск 16
ПРОМЫШЛЕННАЯ
БЕЗОПАСНОСТЬ
ПРИ ЭКСПЛУАТАЦИИ
ГРУЗОПОДЪЕМНЫХ МАШИН
Сборник документов
СТРОПЫ ГРУЗОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
НА ТЕКСТИЛЬНОЙ ОСНОВЕ.
ТРЕБОВАНИЯ К УСТРОЙСТВУ И БЕЗОПАСНОЙ
ЭКСПЛУАТАЦИИ
РД 24-СЗК-01-01
Москва
Государственное унитарное предприятие
«Научно-технический центр по безопасности в промышленности
Госгортехнадзора России»
2002
|
Утверждено 08.11.01 |
Согласовано 09.11.01 |
СТРОПЫ ГРУЗОВЫЕ
ОБЩЕГО НАЗНАЧЕНИЯ
НА ТЕКСТИЛЬНОЙ ОСНОВЕ.
ТРЕБОВАНИЯ К УСТРОЙСТВУ И БЕЗОПАСНОЙ
ЭКСПЛУАТАЦИИ
РД 24-СЗК-01-01
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ (далее - РД) распространяется на стропы, изготавливаемые из текстильных лент и используемые в качестве грузозахватных приспособлений для подъема различных грузов грузоподъемными машинами (кранами).
РД устанавливает типы, основные параметры стропов из текстильных лент, а также основные технические требования к конструкции указанных стропов и материалам, из которых они изготавливаются.
РД содержит требования к изготовлению, приемке и испытаниям стропов из текстильных лент, а также требования к их безопасной эксплуатации.
РД предназначен для применения на промышленных, транспортных и складских предприятиях и распространяется на стропы из текстильных лент, соответствующих по условиям применения климатическому исполнению ТУ или У по ГОСТ 15150, выпускаемых в виде единичной продукции, мелкосерийной продукции или мелких партий.
РД не распространяется на стропы, изготовленные из нетекстильных лент, а также на стропы, предназначенные для транспортирования грузов, температура которых не соответствует диапазону температур, приведенному в разделе 3 настоящего РД.
2. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
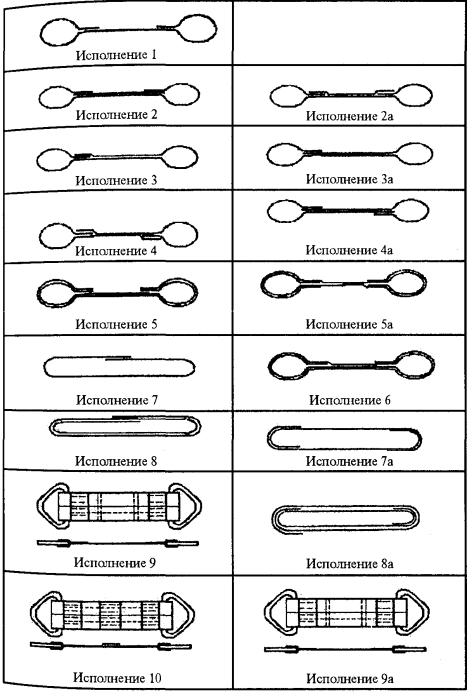
2.1. Типы стропов (по исполнению) должны соответствовать одному из основных исполнений, приведенных в приложении 1.
2.1.1. Ветвевые петлевые однослойные или многослойные для навески одной петлей (или одной частью петли) на крюк грузоподъемной машины и присоединения другой петлей (или другой частью петли) непосредственно к грузу (исполнения 1...6 - СТП).
2.1.2. Кольцевые однослойные или многослойные для непосредственной обвязки грузов самим стропом и присоединения концов стропа к крюку (исполнения 7...8а - СТК).
2.1.3. Составные (стропы-полотенца), образованные двумя или более идентичными полосами ленты, расположенными на одной линии в ширину и заканчивающимися на каждом конце звеном, общим для всех полос, - СТС.
Полосы могут быть соединены друг с другом в разных местах, например, гибкими стежками (исполнения 9 и 9а). Если подобные стропы состоят из нескольких слоев ленты, их называют составными многослойными (исполнение 9). Составной строп-полотенце может состоять из нескольких кольцевых стропов, насаженных на одно металлическое звено (исполнение 10).
2.2. Ветвевые стропы могут иметь различные исполнения по концевым элементам.
2.2.1. Одиночный петлевой строп с мягкими плоскими петлями (с двумя замкнутыми мягкими петлями на концах) - СТП (рис. 1).
2.2.2. Одиночный петлевой строп с одним металлическим звеном - с одной замкнутой петлей на одном конце для навески на крюк грузоподъемного механизма и на другом конце - замкнутой петлей с металлическим звеном, например, для навески дополнительного крюка - СТ13 (рис. 2).
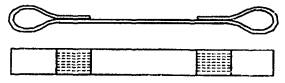
Рис. 1. Одиночный петлевой строп с мягкими плоскими петлями
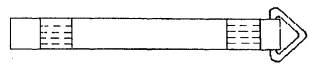
Рис. 2. Одиночный строп с одним металлическим звеном - СТ13
2.2.3. Ветвевой строп с двумя металлическими звеньями по концам - СТ23 (рис. 3а и рис. 3б).
Два концевых звена могут быть идентичными или различными: если строп должен использоваться в самозатягивающемся варианте, то одно звено должно проходить через другое.
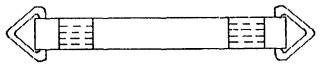
Рис. 3а. Одиночный строп с двумя металлическими звеньями - СТ23

Рис. 3б. Одиночный строп с металлическими звеньями, позволяющими использовать строп в самозатягивающемся варианте, - СТ23С
2.3. Грузоподъемность стропов должна выбираться из следующего ряда: 0,25*; 0,5*; 1,0*; 1,5; 2,0*; 2,5; 3,0; 4,0; 5,0*; 6,0; 8,0*; 10*; 12,5*; 15; 20*; 25*; 30*; 40 и 50 т (звездочкой отмечены стропы, рекомендуемые для преимущественного применения).
2.4. Расчетная длина стропа назначается согласно рекомендациям приложения 2.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Общие требования
3.1.1. Грузовые стропы на текстильной основе должны изготавливаться в соответствии с требованиями настоящего РД, Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00), а также конструкторской документации, утвержденной и согласованной в установленном порядке.
3.1.2. Проектирование и изготовление грузовых стропов должно проводиться в организации и на предприятиях, имеющих лицензию (разрешение) органов Госгортехнадзора России.
3.1.3. Расчет лент стропов, используемых как для непосредственной обвязки груза, так и для захвата последнего с помощью концевых звеньев, производят только на растяжение.
3.1.4. Определение усилий в лентах двух-, трех- и четырехветвевых стропов (при отсутствии дополнительных требований заказчика) производят исходя из условия, что угол между ветвями не превышает 120° (рис. 4). Если заказчиком оговорено, что угол между ветвями стропов в эксплуатации не будет превышать 90°, то в качестве расчетного принимают угол 90°.
3.1.5. Расчет трех- и четырехветвевых стропов производят из условия, что груз удерживается тремя ветвями.
3.1.6. При расчете на действие номинальной нагрузки коэффициент запаса прочности для каждой отдельной ветви стропа по отношению к ее разрушающей нагрузке, указанной в сертификате, должен быть не менее 7.
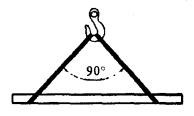
Рис. 4
3.1.7. Допускаемое относительное удлинение стропа при максимальной нагрузке не должно превышать 6 %, независимо от коэффициента запаса прочности и величины разрушающей нагрузки.
3.1.8. Текстильные стропы, ленты которых изготовлены из волокон капрона, допускается применять для транспортировки грузов, имеющих температуру не выше 80 °С, а стропы, ленты которых изготовлены из волокон лавсана, полиэфира, полипропилена и полиамида, - не выше 100 °С.
Минимальная температура окружающего воздуха -80 °С для всех видов материалов лент, на которые имеются ссылки в данном РД.
3.1.9. Отклонение длины ветвей, используемых для комплектации двух-, трех- и четырехветвевых стропов, не должно превышать 1 % длины одной ветви, выбранной в качестве эталона для выполнения сравнения длин.
3.1.10. Строп сшивается нитями из идентичного с лентой материала. Двух-, трех-, четырехветвевые и составные стропы-полотенца изготавливаются из лент одного материала и сшиваются нитями из идентичного материала.
3.2. Требования к материалам для изготовления стропов
3.2.1. Лента для стропа может быть изготовлена из капрона, лавсана, полиамида, полиэфира или полипропилена. Применение других материалов должно быть согласовано с ВНИИПТМАШ.
Допускается использование ленты, изготовленной за рубежом, соответствующей по своим свойствам ISO 4878.
3.2.3. Для сшивания ленты шириной более 35 мм используются нити, изготовленные в соответствии с ТУ 15-08-31-89, а в остальных случаях - нити по ТУ 8198-014-00461221-98.
Для лент, изготовленных согласно требованиям ISO 4878 и ЕС 1492, можно применять либо вышеуказанные нити, либо нити, удовлетворяющие требованиям ISO 4878 и ЕС 1492.
3.2.4. Лента должна быть соткана из пряжи со сплющенным волокном.
3.2.5. Лента должна быть однородно соткана, лишена какого-либо существенного дефекта (пореза, прожога, неоднородностей по ширине или толщине) и иметь размеры по ширине, предпочтительно выбранные из следующего ряда: 25; 30; 35; 50; 60; 75; 80; 100; 120; 150; 200; 250; 300 мм.
Лента должна быть изготовлена так, чтобы ее сужение при воздействии усилия, равного максимальной грузоподъемности, было не более 10 %.
3.2.7. Лента может быть окрашенная или неокрашенная. Краситель или окрашенная лента не должны оказывать влияния на разрывное усилие ленты, а также не должны оказывать токсичного воздействия на окружающую среду при изменении температуры в диапазоне, оговоренном требованиями раздела 3.1 данного РД.
3.2.8. Лента может быть подвергнута поверхностным обработкам типа пропитки для улучшения потребительских свойств, на пример уменьшения накопления статического электричества, а также для улучшения износоустойчивости ленты должны быть полностью покрыты гибкой оболочкой. Виды обработки и используемые для этого материалы не должны оказаться токсичными для окружающей среды и снижать разрывное усилие стропа.
3.2.9. Минимальные разрывные усилия лент, применяемых для изготовления стропов, приведены в приложении 3.
3.3. Требования к изготовлению текстильного стропа
3.3.1. Соединение концов лент следует выполнять сшивкой нитями.
3.3.2. Ветви ленточных стропов должны изготавливаться из лент одного материала. Сращивание лент из различных материалов, разной ширины, конструкции и разных предприятий-изготовителей не допускается.
3.3.3. Для предохранения лент стропа от истирания они могут быть обшиты защитными оболочками, состоящими из кожи, ткани или другого материала, обеспечивающего дополнительную защиту лент, но не оказывающего влияния на разрывное усилие стропа (приложение 7).
Допускается обшивать материалом, препятствующим истиранию, также несущую часть петли стропа.
3.3.4. Петли стропа, получаемые при сшивании свободных концов лент, могут быть следующих типов:
1) плоская петля: петля, получаемая посредством пришивания ленты, повернутой без скручивания (рис. 5);
2) скрученная петля: петля, полученная посредством пришивания свободного конца ленты [предварительно повернутого на 180° так, что лицевая сторона ленты ложится на изнаночную (рис. 6)] к основной ленте;
3) сложенная петля: петля, полученная путем сложения вдвое той части ленты, которая образует петлю. Такая петля вдвое уже ленты и позволяет применять широкий строп для навески его на крюк грузоподъемной машины. Обе кромки ленты после сложения могут быть совмещены и сшиты между собой (рис. 7а) или сложены на ленте и прошиты (рис. 7б).
Сложенная петля может быть снабжена «оболочкой», например, из кожи или ткани для лучшей защиты ленты от повреждений.
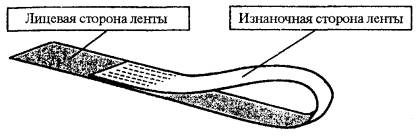
Рис. 5. Плоская петля стропа

Рис. 6. Скрученная петля стропа
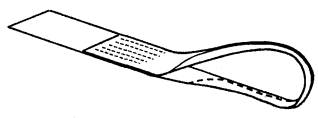
Рис. 7а. Сложенная петля - исполнение «А»
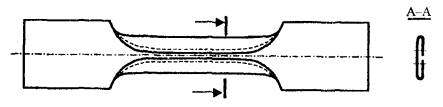
Рис. 7б. Сложенная петля - исполнение «Б»
3.3.5. Швы, несущие нагрузку, должны иметь суммарную прочность не ниже разрывного усилия стропа в целом.
3.3.6. Швы должны быть сделаны на швейной машине закрытым стежком. Повреждения нитей лент (проколы), вызванные иглой при сшивке, не должны оказывать значительного воздействия на разрывное усилие стропа в целом, а при испытаниях стропа с семикратной нагрузкой не должно происходить разрушения стропа по швам и местам прохождения стежков.
3.3.7. Швы должны быть плоскими и охватывать ленту на всю толщину таким образом, чтобы ни одна часть стежка нити не отделялась от поверхности. Соединение стежков не должно быть видимым ни на одной из сторон ленты.
3.3.8. Стежки не должны касаться или повреждать край и должны располагаться в 2 - 4 мм от края для лент толщиной до 10 мм и 4 - 8 мм от края для лент большей толщины.
3.3.9. Стежки должны начинаться и кончаться рядом так называемой изнаночной строчки длиной не менее 25 мм. Допускается один дефект в шве длиной 100 мм, например пропущенный стежок, разорванная нить и т.д., при этом каждый подобный дефект должен обязательно компенсироваться изнаночной строчкой длиной не менее 25 мм.
3.3.10. Концы разрезанной ленты должны быть обработаны таким образом, чтобы избежать распускания, расслоения. Допускается не обрабатывать концы ленты в случаях, если лента предварительно была пропитана раствором, предохраняющим нити от распускания и расслоения. Разрешается концы ленты оплавлять или обшивать нитью через край. Концы, оплавленные при нагреве, не должны повреждать нити ленты и обшиваться нитью через край.
3.3.11. Длина петли L должна быть не менее следующих размеров (рис. 8):
100 мм - для лент шириной до 35 мм;
тройной ширины ленты - для лент шириной от 50 до 150 мм;
2,5 ширины ленты - для лент шириной более 150 мм.
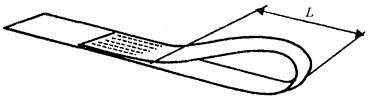
Рис. 8. L - длина петли стропа
3.3.12. Изготовление сшивок лент стропа.
3.3.12.1. Требования данного подраздела распространяются только на сшивку параллельных лент по длине стропа и не распространяются на сшивку (заделку) концов стропа.
3.3.12.2. Количество необходимых швов по длине лент определяется в зависимости от ширины ленты. Для лент шириной до 50 мм используется двухшовная сшивка с размерами, указанными на рис. 9.
Рис. 9
Форма сечения каждой из сшиваемых лент аналогична приведенному в правой части рис. 10.
Для лент шириной от 50 до 100 мм включительно используется трехшовная сшивка с размерами, указанными на рис. 10.
3.3.13. Изготовление сшивок концов лент1.
1 Короткими стрелками на рисунках данного подраздела показаны направления наложения швов.
3.3.13.1. Требования данного подраздела распространяются только на сшивку (заделку) концов стропа.
3.3.13.2. Поперечные швы не допускаются.
3.3.13.3. Для лент любой ширины могут применяться прямые продольные швы с размерами, указанными на рис 12.
Для лент шириной более 100 мм используется пятишовная сшивка с размерами, указанными на рис. 11.
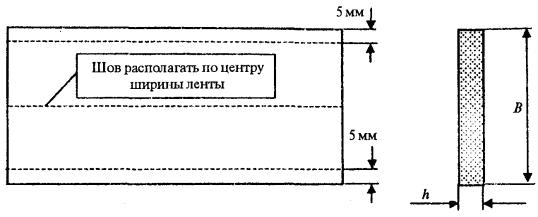
Рис. 10
3.3.13.4. Для лент шириной свыше 50 мм могут применяться зигзагообразные и волнообразные швы с числом проходов, кратным отношению ширины ленты к размеру «5 мм». Такие типы швов рекомендуется применять для стропов длиной более 10 м, а также для стропов большой (свыше 2 т) грузоподъемности.

Рис. 11
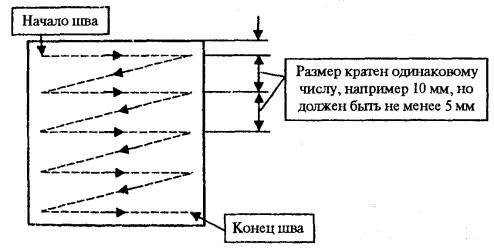
Рис. 12
3.3.13.5. Зигзагообразные и волнообразные швы применяют для изготовления стропов из эластичного и мягкого материала (например, капрона).
3.3.13.6. Примеры конструктивного выполнения зигзагообразных и волнообразных швов приведены на рис. 13 и 14.
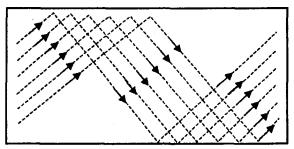
Рис. 13. Зигзагообразные швы
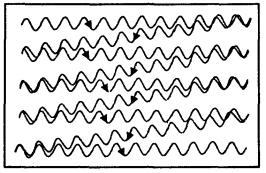
Рис. 14. Волнообразные швы
3.3.14. Формирование петель на конце (на концах) стропа.
3.3.14.1. Формирование петель на конце (на концах) стропа производится одним из приведенных ниже способов в зависимости от ширины и толщины лент.
3.3.14.2. Петли с шириной ленты более 50 мм и толщиной в одну ленту складываются вдвое вдоль ленты (согласно принципам, приведенным на рис. 7а и 7б настоящего РД), прошиваются не менее чем двумя швами и при необходимости дополнительно обшиваются прочной тканью.
3.3.14.3. Петли стропов, состоящие из двух лент и более, изготавливают одним из способов, приведенных на рис. 5 и 6. Петли в этих случаях допускается не обматывать и не обшивать прочной тканью.
3.4. Требования к концевым звеньям стропа
3.4.1. Для удобства навески ветвей стропа на грузовой крюк и повышения срока службы изнашиваемой части стропа применяются звенья в виде неразъемных или разъемных элементов. Подобные звенья в виде крюков, скоб и петель могут устанавливаться также и в нижней части стропа для повышения надежности и улучшения технологии строповки (захвата) груза.
3.4.2. При использовании концевого звена его диаметр d, опирающийся на петлю, не должен быть более 1/3,5 длины петли L и угол в петле должен быть не более 20° (рис. 15).
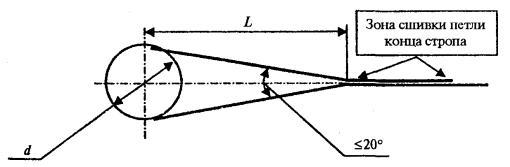
Рис. 15
3.4.3. Элемент крепления концевого звена с петлей стропа в перпендикулярной плоскости к ленте стропа должен быть прямой для петель стропа шириной более 75 мм. Для ленты со средней шириной петли менее или равной 75 мм допускается применять концевое звено с кривизной R или применять кольца с радиусом кривизны R не менее 0,75 ширины петли Н (рис. 16).
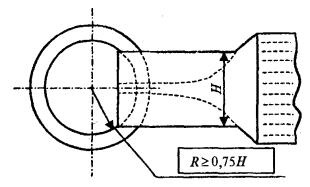
Рис. 16. Назначение радиуса кривизны для стропов из лент с Н ≤ 75 мм.
Если концевое звено стропа выполнено в виде крюка с отверстием, радиус кривизны отверстия для петель с шириной менее или равной 75 мм должен также соответствовать требованиям данного пункта РД.
Если петлю стропа надевают на зев грузового крюка, радиус кривизны зева должен также соответствовать требованиям данного пункта РД, а толщина зева - требованиям п. 3.4.2 настоящего PД.
3.4.4. Поверхности концевых звеньев, соприкасающиеся с элементами текстильных стропов, должны быть обработаны и не должны иметь острых кромок, чтобы не вызывать повреждения ленты.
3.4.5. Рекомендуемые конструкции и размеры элементов стропов приведены в приложении 2, табл. 1 и 2.
3.4.6. Рекомендуемые к применению концевые звенья стропов приведены в приложении 4.
3.4.7. Максимальная грузоподъемность в зависимости от способов строповки и форм обвязки груза текстильными стропами приведена в приложении 5.
4. КОМПЛЕКТНОСТЬ
4.1. Стропы, изготавливаемые для продажи, должны быть снабжены паспортом, содержащим требования к эксплуатации стропов. Допускается комплектовать стропы паспортом и руководством по эксплуатации стропов. Форма Паспорта приведена в приложении 8.
4.2. В комплект поставки стропа входят:
строп с маркировочной биркой;
паспорт, содержащий требования к эксплуатации стропов.
5. ПРАВИЛА ПРИЕМКИ
5.1. При изготовлении стропов необходимо выполнять операционный и приемочный контроль.
5.2. Операционный контроль должен осуществляться внешним осмотром во время выполнения или после завершения определенных операций по изготовлению деталей стропов. При этом изготавливаемые элементы стропа, а также качество выполненных швов должны соответствовать требованиям настоящего РД и проектной документации на изготовление стропа.
5.3. Приемочный контроль должен выполняться по окончании изготовления стропа и включает следующие операции:
внешний осмотр всех элементов стропов на наличие отклонений от требований настоящего РД и проектной документации на изготовление;
измерения размеров лент, швов, петель, концевых элементов готовых стропов (контроль которых предусмотрен настоящим РД) в объеме 2 % изготовленной партии, но не менее двух единиц;
проведение статических испытаний.
5.4. Обнаруженные при приемочном контроле дефекты стропов устраняются или стропы бракуются в случае неустранимых дефектов.
5.5. Стропы, прошедшие приемочный контроль, заносятся в журнал учета изготовления стропов и на них заполняется паспорт. В журнале должны быть указаны:
наименование стропа;
грузоподъемность;
номер нормативного документа (или технологической карты), по которому строп изготовлен;
номера сертификатов на ленту и нити;
для концевых металлических звеньев - номер сертификата на примененные звенья или на металл, из которого они изготовлены, если концевые звенья изготовлены на предприятии - изготовителе стропов;
результаты статических испытаний стропов.
6. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
6.1. При испытании готовых стропов определяют следующие показатели: размеры стропа (L, В и h), качество сшивки, количество сшитых слоев, соответствие исходных материалов (ленты, нити) требованиям ТУ или другой нормативной документации, утвержденной в установленном порядке, грузоподъемность, коэффициент запаса прочности, наличие маркировки, упаковку, наличие сопроводительной документации.
6.2. При визуальном контроле стропов во время испытаний проверяют:
количество сшитых слоев ленты;
отсутствие дефектов (потертостей по поверхностям стропов и кромкам ленты, продольных разрезов, надрывов и проколов ленты, разрушений кромок ленты, повреждений сшивок).
6.3. Проверка размеров стропов должна проводиться универсальными измерительными средствами (линейка, рулетка, штангенциркуль), точность измерений длины стропов, петель, швов в растянутом состоянии - 3 мм, стежков - 1 мм.
6.4. Статические испытания ленточных стропов выполняют для каждого изготовленного стропа на предприятии-изготовителе методом статического нагружения нагрузкой, превышающей грузоподъемность стропа в 1,25 раза. Нагружение стропа должно выполняться плавно, без рывков. При проведении испытаний на предприятии-изготовителе допускается выдерживать строп под воздействием нагрузки в течение не менее 3 мин.
Строп считается выдержавшим испытания, если во время их проведения не произошло разрывов швов, распускания или разрыва лент, остаточных деформаций концевых элементов или изменение размеров стропа (например, не соответствующего требованиям п. 3.2.6 настоящего РД).
6.5. Допускается выполнять испытания стропа тарированным грузом с помощью подъемного устройства. При этом строп одним концом навешивают на крюк подъемного устройства, а другим концом прикрепляют к контрольному грузу. Затем выполняют подъем стропа с контрольным грузом таким образом, чтобы контрольный груз оторвался от поверхности пола помещения на 50 - 100 мм. Строп в таком положении с грузом выдерживают не менее 3 мин и затем плавно опускают.
6.6. Элементы стропов - концевые металлические звенья, крюки, скобы при их изготовлении для поставки на предприятия, производящие текстильные стропы, испытывают согласно требованиям п. 4.4 «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации» (РД 10-33-93) и при положительных результатах испытаний снабжают сертификатом предприятия-изготовителя.
6.7. Для подтверждения коэффициента запаса прочности одного изготовленного стропа из партии следует выполнять контрольные испытания на отсутствие разрушения (в том числе разрыва) стропа. Указанные испытания должны выполняться нагрузкой на строп, в 7 раз превышающей грузоподъемность стропа, и выдержкой под данной нагрузкой в течение 10 мин.
Строп-образец должен отбираться из каждой партии в 250 стропов или из серии продукции того же типа, что и испытуемый образец.
В тех случаях, когда стропы изготавливаются с металлическими концевыми звеньями, имеющими разрывное усилие с коэффициентом запаса прочности, меньшим соответствующего коэффициента запаса прочности сшитого из ленты стропа, испытательный образец должен быть отобран из этой же партии или серии, но без металлических концевых звеньев.
Если стропы, составляющие партию или серию, имеют такую длину, что не могут быть испытаны на имеющемся оборудовании, образец должен быть изготовлен идентично, но иметь длину, пригодную для испытания.
6.8. Машину для проведения испытаний рекомендуется выбирать в соответствии с требованиями, указанными в ISO 2307.
Допускается проводить испытания тарированными грузами, как это описано в п. 6.5.
6.9. Прилагать усилие к стропам следует так, чтобы растяжение стропа происходило при постоянной скорости в 6 - 10 % начальной длины стропа в минуту, но не превышало 250 мм в минуту.
Постоянная скорость нагрузочных машин может также использоваться при условии, что скорость растяжения не превышает 250 мм в минуту. Рекомендуется, если это возможно, прилагать усилие при такой скорости, чтобы минимальное нормативное разрывное усилие достигалось в пределах (60 ± 10) с.
6.10. Допускается испытывать стропы с мягкими петлями без концевых креплений, используя стержни захватов разрывной машины близкого или аналогичного диаметра (чтобы результирующий угол между частями петли не превышал 20°).
6.11. При проведении испытаний стропа без концевого элемента необходимо обеспечить, чтобы все строчки шва были лишены непосредственного соприкосновения со стержнем во время испытания.
6.12. Если хотя бы один строп из трех испытываемых образцов промышленной партии разрывается до того, как испытательное усилие достигает 90 % нормативного минимального разрывающего усилия, вся партия стропов должна быть забракована. Если строп разрывается при усилии, меньшем чем минимальное нормативное разрывающее усилие, но по крайней мере равном 90 % этого усилия, допускается испытать еще два других стропа, отобранные из той же партии. Если эти два дополнительно испытуемых стропа выдерживают минимальное нормативное разрывное усилие, партия может быть принята; если же нет - грузоподъемность всех стропов, составляющих партию, должна быть немедленно снижена до новой расчетной рабочей нагрузки исходя из фактического разрывного усилия самого худшего из испытанных стропов и соответствующего ему фактического коэффициента запаса прочности.
Примечание по технике безопасности. Во время испытания под нагрузкой в ленте накапливается значительная энергия. Если строп разорвется, эта энергия внезапно высвободится. Во избежание несчастных случаев при проведении испытаний стропов персоналу необходимо принять полноценные и эффективные меры предосторожности, которые предписаны Правилами устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00).
6.13. При испытаниях многоветвевых стропов (2 - 4 ветви) статической нагрузкой их ветви должны быть расположены под углом 120° друг к другу, если иное не оговорено заказчиком. Испытательную нагрузку при проведении таких испытаний создают аналогично описанной в пп. 6.5 - 6.10 настоящего РД.
6.14. Элементы стропов (концевые звенья, крюки, скобы) испытывают на соответствие требованиям п. 4.4 «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации» (РД 10-33-93).
6.15. Соответствие материалов и полуфабрикатов металлических элементов стропов и сварочных материалов требованиям «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации» (РД 10-33-93) проверяют по технической документации на изготовление, утвержденной в установленном порядке. Качество материалов проверяют по сертификатам или результатам входного контроля.
6.16. Количество сшитых слоев ленты, отсутствие дефектов (потертостей по поверхностям стропа и кромкам ленты, продольных разрезов, надрывов и проколов ленты, разрушений кромок ленты, повреждений сшивок) проверяют визуально.
6.17. Проверка размеров стропов выполняется универсальными измерительными средствами (линейкой, рулеткой и штангенциркулем), погрешность измерений длины стропов, петель, швов в растянутом состоянии не должна превышать 3 мм, а стежков - 1 мм.
6.18. Качество сварных соединений проверяют путем их осмотра, обмера и механических испытаний звеньев на статическое растяжение по ГОСТ 6996.
6.19. Твердость металла, применяемого в соединительных звеньях, крюках и других элементах, при необходимости определяют по ГОСТ 9012. Механические характеристики: предел текучести, временное сопротивление разрыву и относительное удлинение металла - определяют согласно ГОСТ 1497, а ударную вязкость металла - по ГОСТ 9454.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
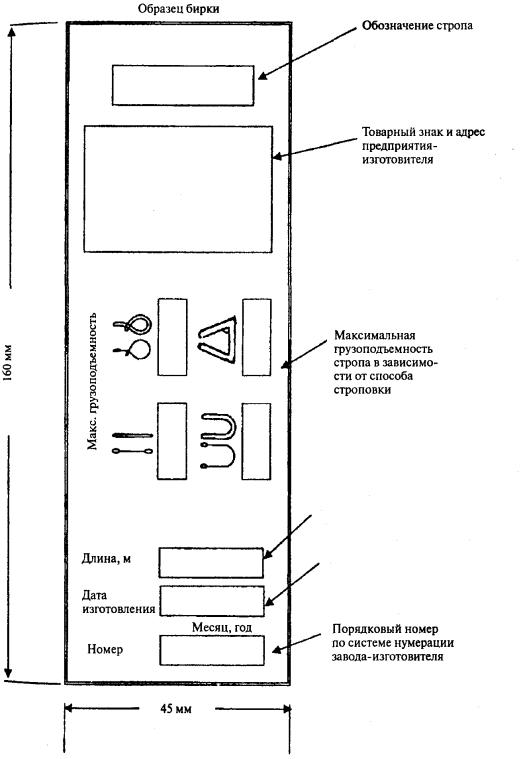
7.1. Каждый строп должен быть снабжен маркировочной биркой, на которой указываются (приложение 6):
товарный знак предприятия-изготовителя, адрес;
тип, условное обозначение стропа;
грузоподъемность стропа в зависимости от способов строповки;
длина;
дата изготовления;
порядковый номер стропа по системе нумерации предприятия-изготовителя;
обозначение технических условий или стандарта, по которому изготовлен строп.
Надписи могут располагаться по обе стороны бирки.
7.2. Маркировка наносится несмываемой краской на специальную бирку, изготовленную из прочной ткани и обработанную защитным составом. Цвет маркировочной краски устанавливается рабочей конструкторской документацией, должен отличаться от цвета материала бирки и быть отчетливо виден во время использования стропа. В основном для маркировки светлой бирки выбираются темные цвета (черный, синий, зеленый, красный). В отдельных случаях для темных бирок в качестве маркировочного может применяться белый цвет. Допускается маркировать текстильные стропы несмываемой краской непосредственно на ленте стропа в местах, наименее подверженных истиранию. Размеры маркировки и способ нанесения должны обеспечивать сохранность и читаемость надписи до конца эксплуатации стропа.
7.3. Размеры бирки и ее расположение должны соответствовать рабочей конструкторской документации.
7.4. Во время транспортирования или хранения каждый строп должен быть аккуратно сложен.
7.5. Партия стропов должна транспортироваться в таре.
7.6. Тип и размеры тары выбираются предприятием-изготовителем в соответствии с действующими нормативными документами в зависимости от объема поставки стропов потребителю, с учетом дальнейшего способа хранения и транспортирования.
7.7. Тара для стропов должна быть плотной. Внутренняя поверхность ящика должна быть выстлана упаковочным материалом типа тол, например бумагой упаковочной водонепроницаемой по ГОСТ 8828.
7.8. Разрешается упаковывать стропы в мешки, сшитые из плотной ткани.
7.9. Тара должна исключать возможность повреждения стропов при погрузочных операциях, транспортировании и хранении.
7.10. Комплект эксплуатационной документации должен быть упакован в полиэтиленовый пакет и помещен в тару вместе со стропами.
7.11. Маркировка грузовых мест по ГОСТ 14192.
7.12. Стропы должны храниться в закрытых помещениях на стеллажах в расправленном виде.
7.13. Хранение стропов по группе условий хранения 5 (ОЖ4) по ГОСТ 15150.
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Общие требования
8.1.1. При эксплуатации стропов следует руководствоваться Правилами устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00) и руководством по эксплуатации, разработанным предприятием, применительно к местным условиям перемещения грузов кранами, утвержденным в установленном порядке.
8.1.2. Для стропов, соответствующих требованиям настоящего РД, допускается принимать расчетный коэффициент запаса прочности равным 7.
8.1.3. Владельцы съемных грузозахватных приспособлений обязаны обеспечить содержание их в работоспособном состоянии, в том числе при хранении на складе и последующей эксплуатации путем организации надлежащего осмотра, надзора и обслуживания согласно требованиям настоящего РД, а также требованиям руководства по эксплуатации.
8.2. Требования к перемещению грузов ленточными стропами
8.2.1. Погрузочно-разгрузочные работы и складирование грузов на базах, складах и площадках должны выполняться согласно плану производства работ по технологическим картам, в которых указывают перечень применяемых грузозахватных приспособлений и схемы строповки всех предназначенных для транспортирования грузов.
8.2.2. Для строповки предназначенного к подъему груза должны применяться стропы, соответствующие массе и особенностям поднимаемого груза. Должны быть проверены расчетом минимально необходимое число ветвей и углы их наклона. Стропы общего назначения рекомендуется подбирать так, чтобы угол между ветвями не превышал 120°.
8.2.3. Соединение крюка грузоподъемной машины с подвесками, петлями стропов должно быть надежным. Подвеска стропа должна фиксироваться защелкой крюка. Монтажная петля стропа должна фиксироваться защелкой крюка стропа (при наличии такой защелки).
8.2.4. В целях предупреждения падения грузов во время подъема и перемещения их кранами следует соблюдать следующие правила строповки:
при обвязке груза стропы должны накладываться без узлов и перекруток;
при подъеме грузов с острыми кромками (досок, швеллеров, уголков, двутавров) ленточными стропами рекомендуется применять защитные чехлы (см. приложение 7), одеваемые на строп, или специальные подкладки между грузом и лентой стропа;
при строповке грузов сложной конфигурации необходимо учитывать расположение центра тяжести груза. Подводить строп под груз следует так, чтобы исключить возможность его выскальзывания во время подъема;
обвязывать груз нужно таким образом, чтобы во время последующего перемещения исключить падение его отдельных частей и обеспечить устойчивое положение. Для этого строповку длинномерных грузов (столбов, труб и т.п.) следует выполнять не менее чем в двух местах;
неиспользованные для зацепки концы многоветвевого стропа должны быть укреплены так, чтобы при перемещении груза краном исключалась возможность задевания этих неиспользованных концов стропа за встречающиеся на пути предметы.
8.2.5. Рабочие поверхности крюка грузоподъемной машины должны исключать повреждения стропа, не иметь острых кромок, радиус кривизны поверхности, непосредственно соприкасаемой с текстильным стропом, должен быть не менее 0,75 несущей ширины стропа.
8.2.6. Запрещается использование стропов для перемещения таких грузов, извлечение стропов из-под которых сопровождается обязательным трением стропов, зажатых между грузом и опорой, на которую груз установлен.
8.3. Контроль состояния стропов при эксплуатации. Нормы и правила браковки стропов из текстильной ленты
8.3.1. Перед предстоящими подъемом и перемещением груза строп должен быть подвергнут внешнему осмотру.
8.3.2. Инженерно-технические работники, ответственные за содержание грузоподъемных машин в исправном состоянии, и лица, ответственные за безопасное производство работ грузоподъемными машинами, должны проводить осмотр стропов, за исключением редко используемых, каждые 10 дней, а редко используемых грузозахватных приспособлений - перед выдачей их в работу.
8.3.3. Грузозахватные приспособления, не прошедшие внешнего осмотра и технического освидетельствования [согласно Правилам устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00)], к работе не допускаются. Неработоспособные стропы, а также стропы, не имеющие бирок, не должны находиться в местах производства работ.
8.3.4. При осмотре стропов необходимо обратить внимание на состояние лент, швов, крюков, скоб, замыкающих устройств, обойм, карабинов и мест их креплений.
8.3.5. Стропы не должны допускаться к работе, если:
отсутствует клеймо (бирка) или не читаются сведения о стропе, которые содержат информацию, приведенную в разделе 7 настоящего РД;
имеются узлы на несущих лентах стропов;
имеются поперечные порезы или разрывы ленты независимо от их размеров;
продольные порезы или разрывы ленты, суммарная длина которых превышает 10 % длины ленты ветви стропа, а также единичные порезы или разрывы длиной более 50 мм;
местные расслоения лент стропа (кроме мест заделки краев лент) на суммарной длине более 0,5 м на одном крайнем шве или на двух и более внутренних швах, сопровождаемые разрывом трех и более строчек шва;
местные расслоения лент стропа в месте заделки краев ленты на длине более 0,2 м на одном из крайних швов или на двух и более внутренних швах, сопровождаемые разрывом трех и более строчек шва, а также отслоение края ленты или сшивки лент у петли на длине более 10 % длины заделки (сшивки) концов лент;
поверхностные обрывы нитей ленты общей длиной более 10 % ширины ленты, вызванные механическим воздействием (трением) острых кромок груза;
повреждения лент от воздействия химических веществ (кислоты, щелочи, растворителя, нефтепродуктов и т.п.) общей длиной более 10 % ширины ленты или длины стропа, а также единичные повреждения более 10 % ширины ленты и длиной более 50 мм;
выпучивание нитей из ленты стропа на расстояние более 10 % ширины ленты;
сквозные отверстия диаметром более 10 % ширины ленты от воздействия острых предметов;
прожженные сквозные отверстия диаметром более 10 % ширины ленты от воздействия брызг расплавленного металла или наличие трех и более отверстий при расстоянии между ними менее 10 % ширины ленты независимо от диаметра отверстий;
загрязнение лент (нефтепродуктами, смолами, красками, цементом, грунтом и т.д.) более 50 % длины стропа;
совокупность всех вышеперечисленных дефектов на площади более 10 % ширины и длины стропа;
размочаливание или износ более 10 % ширины петель стропа.
8.3.6. Запрещается эксплуатация стропов со следующими дефектами и повреждениями металлических элементов (колец, петель, скоб, подвесок, обойм, карабинов, звеньев и т.п.):
трещинами любых размеров и расположения;
износом поверхности элементов или наличием местных вмятин, приводящих к уменьшению площади поперечного сечения на 10 % и более;
наличием остаточных деформаций, приводящих к изменению первоначального размера элемента более чем на 3 %;
повреждением резьбовых соединений и других креплений.
8.3.7. Запрещается ремонт стропов силами владельца.
8.3.8. Запрещается эксплуатация стропов в средах, содержащих абразивные материалы - цемент, бетон и т.п., при концентрациях частиц пыли вещества в воздухе более 10 мг/м3.
8.3.9. Результаты осмотра текстильных ленточных стропов, выявленные дефекты (повреждения), а также информация о выведенных из эксплуатации стропах согласно Правилам устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00) должны заноситься в специальный журнал.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Предприятие-изготовитель должно гарантировать соответствие стропов из синтетических лент требованиям Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00) и настоящего РД при соблюдении потребителем условий хранения и правил эксплуатации.
9.2. Гарантийный срок эксплуатации стропов из синтетических лент должен назначаться равным (или более) одному месяцу со дня ввода в эксплуатацию, но не более полугода с даты изготовления.
10. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В рамках данного РД применены термины и определения, используемые в Правилах устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00), в РД 10-33-93 «Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации», а также следующие термины и определения:
10.1. Строп ветвевой петлевой (СТП) - гибкий строп, представляющий собой сшитую плоскую ленточную конструкцию с петлевыми окончаниями обеих сторон и предназначенный для последующей передачи нагрузки от подъема застрапованного груза на грузоподъемный орган механизма подъема крана.
10.2. Строп кольцевой (СТК) - гибкий строп, представляющий собой сшитую плоскую ленточную конструкцию, концы которой дополнительно сшиты друг с другом таким образом, что образуют замкнутое кольцо.
10.3. Строп составной (полотенце) (СТС) - сшитый по всей длине для увеличения ширины ленточный строп петлевой.
10.4. Строп ветвевой петлевой с одним металлическим звеном (СТ13) - строп петлевой, в одну из петлей которого введено металлическое звено.
10.5. Строп ветвевой петлевой с двумя металлическими звеньями (СТ23) - строп петлевой, в обе петли которого введены металлические звенья.
10.6. Строп ветвевой петлевой с металлическими звеньями самозатягивающийся (СТ23С) - ленточный строп петлевой, в обе петли которого введены разные по размеру металлические звенья, позволяющие использовать строп в самозатягивающемся варианте.
10.7. Одноветвевой строп с крюком и силовым кольцом (1CТ) - строп ветвевой петлевой, в одну из петлей которого введено силовое металлическое кольцо, а в другую - грузоподъемный крюк.
10.8. Двух-, трех- или четырехветвевое строповочное устройство (2СТ, 3СТ, 4CT) - конструкция, состоящая из двух, трех и четырех идентичных одноветвевых стропов с крюком и силовым кольцом, прикрепленных своими силовыми кольцами к одному общему соединительному звену, предназначенному для навески на грузоподъемный крюк механизма подъема крана.
10.9. Относительное удлинение стропа - относительное увеличение длины стропа по отношению к первоначальной его длине, возникающее во время нагружения стропа транспортируемым грузом или во время стендовых испытаний.
10.10. Относительное удлинение стропа остаточное - относительное удлинение стропа, остающееся после снятия нагрузки.
10.11. Петля - конструктивное исполнение конца стропа петлевого, заключающееся в повороте конца ленты на 180° и закреплении его на основной ленте при помощи сшивания с нею нитью. Площадь сшивания, толщина нити и конструктивное исполнение швов должны обеспечивать безопасное нагружение петли стропа не только рабочей, но и испытательной нагрузкой.
10.12. Соединительное звено - специальное звено или сборочная единица, замкнутые в рабочем состоянии, необходимые для соединения колец одноветвевых стропов для последующего присоединения к крюку крана или другого грузоподъемного механизма.
10.13. Шов - способ соединения тканых и им подобных материалов друг с другом при помощи последовательного (стежками) пропускания нити через все слои соединяемых материалов и последующего стягивания их для создания прочного соединения друг с другом.
10.14. Заготовка стропа - мерные отрезки ленты, нарезанные для изготовления последующего стропа с учетом выбранной длины стропа L, длины петли П и необходимой длины сшивки С. В простейшем случае общую длину заготовки стропа принимают равной L + 2П + 2С.
Нормативно-технические документы, на которые даны ссылки в настоящем РД
|
Обозначение НТД, на который дана ссылка |
Номер пункта, в котором дана ссылка на данный НТД |
|
ТУ 17 РСФСР 44-10452-82 |
|
|
ТУ 17 РФ 21.1-248-38-98 |
|
|
ТУ 17 РФ 21.2-248-28-95 |
|
|
ТУ 17 РСФСР 44-5231-86 |
|
|
ИСО 4838 |
3.2.2 и 3.3.15 |
|
ЕС 1492 |
|
|
ТУ 15-08-31-89 |
3.2.3, 3.3.15 |
|
ТУ 8198-014-00441221-98 |
3.2.3, 3.3.15 |
|
ИСО 2307 |
|
|
6.20 |
|
|
6.20 |
|
|
6.20 |
|
|
6.20 |
|
Лист регистрации изменений
|
Изм. № |
|
Всего листов (страниц) документа |
№ документа |
Входящий номер сопроводительного документа, дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
Приложение 1
ИСПОЛНЕНИЕ ТЕКСТИЛЬНЫХ СТРОПОВ
Приложение 2
Таблица 1
Расчетные длины элементов стропов
|
Заготовка № 1 |
Заготовка № 2 |
Заготовка № 3 |
Общая длина |
|
|
1 |
L + 2П + 2С |
- |
- |
L + 2П + 2С |
|
2 |
L + 2П + 2С |
L - 2П |
- |
2L + 2С |
|
2а |
L + 2П + 2С |
L - 2П |
- |
2L + 2С |
|
3 |
2L + С |
- |
- |
2L + С |
|
3а |
2L + С |
- |
- |
2L + С |
|
4 |
L + С |
L + С |
- |
2L + 2С |
|
4а |
L + С |
L + С |
- |
2L + 2С |
|
5 |
L + 2П + 2С |
L + 2П + 2С |
- |
2L + 4П + 4С |
|
5а |
L + 2П + 2С |
L + 2П + 2С |
- |
2L + 4П + 4С |
|
6 |
2L + 2П + С |
2П + С |
- |
2L + 4П + 2С |
|
6а |
3L + 2П + 2С |
- |
- |
3L + 2П + 2С |
|
7 |
2L + С |
- |
- |
2L + С |
|
7а |
L + С |
L + С |
- |
2L + 2С |
|
8 |
4L + С |
- |
- |
4L + С |
|
8а |
2L + С |
2L + С |
- |
4L + 2С |
|
9 |
2L + 2П + 2С |
2L + 2П + 2С |
- |
4L + 4П + 4С |
|
9а |
2L + 2П + 2С |
2L + 2П + 2С |
L - 2П |
5L + 2П + 4С |
L - длина стропа; П - длина петли; С - длина сшивки.
Припуск 1 % длины стропа - 0,01L
Таблица 2
Размеры элементов стропов, мм
|
Длина петли |
Длина накладки |
Длина сшивки |
Длина* сшивки |
Длина** предохранительного чехла |
|
|
0,5 |
150 |
100 |
300 |
150 |
250 |
|
1,0 |
250 |
150 |
350 |
150 |
250 |
|
1,5 |
350 |
200 |
400 |
150 |
250 |
|
2,0 |
350 |
200 |
450 |
200 |
300 |
|
2,5 |
350 |
200 |
450 |
200 |
300 |
|
3,0 |
400 |
200 |
500 |
200 |
300 |
|
4,0 |
450 |
250 |
500 |
250 |
400 |
|
6,0 |
500 |
250 |
550 |
250 |
400 |
|
8,0 |
500 |
250 |
550 |
250 |
400 |
|
10,0 |
550 |
300 |
550 |
250 |
400 |
|
15,0 |
600 |
300 |
600 |
300 |
400 |
* Длина сшивки у петли без заделки концов лент.
** Ширина ленты предохранительного чехла на 30 % больше ширины ленты стропа.
Приложение 3
ЛЕНТА, ПРИМЕНЯЕМАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕКСТИЛЬНЫХ СТРОПОВ
Таблица 1
Лента иностранного производства на основе полиэстера
|
Ширина ленты, мм |
Прочность на разрыв, т |
Цвет |
|
25 |
1,4 |
Синий |
|
25 |
2,2 |
Белый |
|
35 |
2,2 |
Синий |
|
35 |
3,0 |
Оранжевый |
|
50 |
4,8 |
Синий - 4 полосы, фиолетовый - 4 полосы, белый |
|
50 |
7,5 |
Синий - 6 полос, оранжевый - 6 полос |
|
60 |
8,6 |
Зеленый |
|
75 |
13,5 |
Желтый |
|
100 |
18 |
Серый |
|
150 |
27 |
Коричневый |
|
200 |
36 |
Синий |
|
250 |
45 |
Оранжевый |
|
300 |
54 |
Оранжевый |
Таблица 2
Лента отечественного производства на основе капрона (изготовители - предприятия гг. Костромы и Чебоксар)
|
Ширина ленты, мм |
Прочность на разрыв, т |
Цвет |
|
36 |
3,0 |
Белый |
|
50 |
3,0 |
Белый |
|
60 |
4,0 |
Белый |
|
80 |
6,0 |
Белый |
Приложение 4
РЕКОМЕНДУЕМЫЕ К ПРИМЕНЕНИЮ ДЛЯ ИЗГОТОВЛЕНИЯ КОНЦЕВЫХ СТРОПОВ КОНЦЕВЫЕ ЗВЕНЬЯ
Таблица 1
ОВт-1
|
Грузоподъемность, т |
А, мм |
В, мм |
D, мм |
|
1,6 |
110 |
60 |
13 |
|
2,2 |
110 |
60 |
16 |
|
3,2 |
135 |
75 |
18 |
|
4 |
160 |
90 |
22 |
|
6 |
170 |
95 |
24 |
|
8 |
180 |
100 |
26 |
|
10 |
200 |
110 |
32 |
|
15 |
160 |
140 |
36 |
|
18 |
300 |
160 |
40 |
|
22,4 |
340 |
180 |
45 |
|
35,5 |
350 |
190 |
51 |
|
45 |
400 |
200 |
57 |
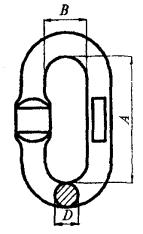
Таблица 2
ОВт-2
|
Грузоподъемность, т |
А, мм |
В, мм |
D, мм |
|
3,2 |
190 |
100 |
16 |
|
4 |
220 |
130 |
19 |
|
6,4 |
300 |
210 |
25 |
|
7 |
210 |
110 |
22 |
|
11 |
300 |
210 |
32 |
|
11,5 |
270 |
140 |
28 |
|
14,2 |
310 |
110 |
28 |
|
17 |
270 |
140 |
32 |
|
19 |
420 |
220 |
38 |
|
28 |
270 |
140 |
38 |
|
27 |
470 |
250 |
45 |
|
45 |
380 |
200 |
50 |
|
65 |
430 |
220 |
60 |
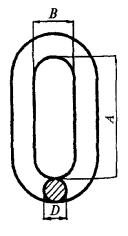
Таблица 3
ОВт-3
|
Грузоподъемность, т |
А, мм |
B, мм |
D, мм |
F, мм |
E, мм |
S, мм |
|
2,4 |
135 |
75 |
18 |
54 |
25 |
13 |
|
4,3 |
160 |
90 |
22 |
70 |
34 |
16 |
|
6,7 |
180 |
100 |
26 |
85 |
40 |
18 |
|
8 |
190 |
105 |
29 |
100 |
45 |
20 |
|
10 |
200 |
110 |
32 |
115 |
50 |
22 |
|
17 |
260 |
140 |
36 |
140 |
65 |
26 |
|
26,5 |
350 |
190 |
51 |
150 |
70 |
32 |
|
32 |
350 |
190 |
51 |
170 |
75 |
36 |
|
40 |
400 |
200 |
57 |
170 |
80 |
40 |
|
63 |
460 |
250 |
72 |
200 |
100 |
51 |
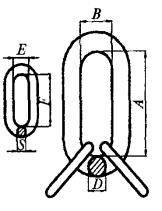
Таблица 4
Звено типа Т
|
Звено |
Грузоподъемность, т |
l, мм |
b, мм |
t, мм |
d, мм |
r, мм |
Длина развертки |
|
Т-0,4 |
0,40 |
28 |
54 |
50 |
9 |
13 |
194 |
|
Т-0,5 |
0,50 |
32 |
60 |
55 |
10 |
14 |
216 |
|
Т-0,63 |
0,63 |
32 |
64 |
60 |
11 |
16 |
231 |
|
Т-0,8 |
0,80 |
40 |
76 |
70 |
12 |
18 |
270 |
|
Т-1,0 |
1,00 |
46 |
86 |
80 |
14 |
20 |
308 |
|
Т-1,6 |
1,60 |
58 |
108 |
100 |
18 |
25 |
388 |
|
Т-2,0 |
2,00 |
63 |
119 |
110 |
20 |
28 |
427 |
|
Т-3,2 |
3,20 |
60 |
130 |
130 |
25 |
35 |
478 |
|
Т-5,0 |
5,00 |
92 |
182 |
170 |
22 |
45 |
659 |
|
Т-6,3 |
6,30 |
104 |
204 |
190 |
36 |
50 |
738 |
|
Т-8,0 |
8,00 |
115 |
225 |
210 |
40 |
55 |
815 |
|
Т-10,0 |
10,00 |
127 |
247 |
230 |
44 |
60 |
901 |
|
Т-12,5 |
12,50 |
139 |
279 |
260 |
50 |
70 |
1013 |
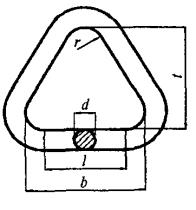
Таблица 5
Звено типа А
|
Звено |
Грузоподъемность, т |
d, мм |
b, мм |
t, мм |
l, мм |
r, мм |
|
А-0,5 |
0,5 |
14 |
50 |
43 |
14 |
7 |
|
А-0,8 |
0,8 |
16 |
60 |
52 |
17 |
8 |
|
А-1,0 |
1 |
18 |
60 |
52 |
17 |
9 |
|
А-1,5 |
1,6 |
20 |
60 |
52 |
17 |
10 |
|
А-2,0 |
2 |
22 |
70 |
61 |
20 |
11 |
|
А-2,5 |
2,5 |
24 |
80 |
70 |
23 |
12 |
|
А-3,0 |
3,2 |
26 |
100 |
87 |
29 |
13 |
|
А-4,0 |
4 |
28 |
120 |
104 |
35 |
14 |
|
А-5,0 |
5 |
30 |
170 |
147 |
49 |
15 |
|
А-6,0 |
6,3 |
32 |
170 |
147 |
49 |
16 |
|
А-8,0 |
8 |
34 |
220 |
191 |
64 |
17 |
|
А-10,0 |
10 |
36 |
270 |
234 |
78 |
18 |
|
А-15,0 |
12,5 |
38 |
320 |
277 |
92 |
19 |
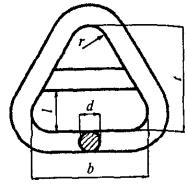
Таблица 6
Скоба такелажная прямая без замка
|
Грузоподъемность, т |
d4, мм |
b1, мм |
d1, мм |
h1, мм |
|
500 |
8 |
12 |
6 |
25 |
|
750 |
10 |
13 |
8 |
27 |
|
1000 |
11 |
16 |
10 |
31 |
|
1500 |
13 |
18 |
11 |
37 |
|
2000 |
16 |
22 |
13 |
43 |
|
3250 |
19 |
27 |
16 |
51 |
|
4750 |
22 |
31 |
19 |
59 |
|
6500 |
25 |
36 |
22 |
73 |
|
8500 |
28 |
43 |
25 |
85 |
|
9500 |
32 |
47 |
28 |
90 |
|
12000 |
35 |
51 |
32 |
94 |
|
13500 |
38 |
57 |
35 |
115 |
|
17000 |
42 |
60 |
38 |
127 |
|
25000 |
50 |
74 |
45 |
149 |
|
35000 |
57 |
83 |
50 |
171 |
|
55000 |
70 |
105 |
65 |
203 |
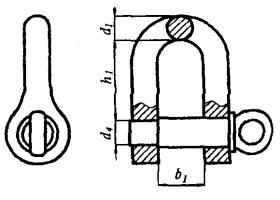
Таблица 7
Скоба такелажная прямая со шплинтовым замком
|
Грузоподъемность, т |
d4, мм |
b1, мм |
d1, мм |
h1, мм |
|
500 |
8 |
12 |
7 |
25 |
|
750 |
10 |
13 |
9 |
27 |
|
1000 |
11 |
16 |
10 |
31 |
|
1500 |
13 |
18 |
11 |
37 |
|
2000 |
16 |
22 |
13 |
43 |
|
3250 |
19 |
27 |
16 |
51 |
|
4750 |
22 |
31 |
19 |
59 |
|
6500 |
25 |
36 |
22 |
73 |
|
8500 |
28 |
43 |
25 |
85 |
|
9500 |
32 |
47 |
28 |
90 |
|
12000 |
35 |
51 |
32 |
94 |
|
13500 |
38 |
57 |
35 |
115 |
|
17000 |
42 |
60 |
38 |
127 |
|
25000 |
50 |
74 |
45 |
149 |
|
35000 |
57 |
83 |
50 |
171 |
|
55000 |
70 |
105 |
65 |
203 |
|
85000 |
80 |
127 |
75 |
230 |
|
120000 |
95 |
146 |
89 |
267 |
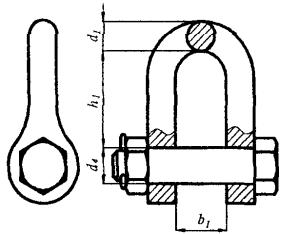
Таблица 8
Скоба такелажная без замков
|
Грузоподъемность, т |
d4, мм |
b1,. мм |
d1, мм |
h1, мм |
b3, мм |
|
330 |
6 |
10 |
5 |
22 |
16 |
|
500 |
8 |
12 |
6 |
29 |
20 |
|
750 |
10 |
13 |
8 |
32 |
20 |
|
1000 |
11 |
16 |
10 |
36 |
26 |
|
1500 |
13 |
18 |
11 |
43 |
28 |
|
2000 |
16 |
22 |
13 |
51 |
32 |
|
3250 |
19 |
27 |
16 |
64 |
42 |
|
4750 |
22 |
31 |
19 |
76 |
50 |
|
6500 |
25 |
36 |
22 |
83 |
58 |
|
8500 |
28 |
43 |
25 |
95 |
68 |
|
9500 |
32 |
47 |
28 |
108 |
74 |
|
12000 |
35 |
51 |
32 |
115 |
82 |
|
13500 |
38 |
57 |
35 |
133 |
92 |
|
17000 |
42 |
60 |
38 |
146 |
100 |
|
25000 |
50 |
74 |
45 |
178 |
126 |
|
35000 |
57 |
83 |
50 |
197 |
146 |
|
55000 |
70 |
105 |
65 |
254 |
184 |

Таблица 9
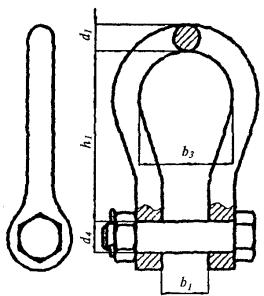
Скоба такелажная со шплинтовым замком
|
Грузоподъемность, т |
d4, мм |
b1,. мм |
d1, мм |
h1, мм |
b3, мм |
|
500 |
8 |
12 |
7 |
29 |
20 |
|
750 |
10 |
13 |
9 |
32 |
20 |
|
1000 |
11 |
16 |
10 |
36 |
26 |
|
1500 |
13 |
18 |
11 |
43 |
28 |
|
2000 |
16 |
22 |
13 |
51 |
32 |
|
3250 |
19 |
27 |
16 |
64 |
42 |
|
4750 |
22 |
31 |
19 |
76 |
50 |
|
6500 |
25 |
36 |
22 |
83 |
58 |
|
8500 |
28 |
43 |
25 |
95 |
68 |
|
9500 |
32 |
47 |
28 |
108 |
74 |
|
12000 |
35 |
51 |
32 |
115 |
92 |
|
13500 |
38 |
57 |
35 |
133 |
92 |
|
17000 |
42 |
60 |
38 |
146 |
100 |
|
25000 |
50 |
74 |
45 |
178 |
126 |
|
35000 |
57 |
83 |
50 |
197 |
146 |
|
55000 |
70 |
105 |
65 |
254 |
184 |
|
85000 |
80 |
127 |
75 |
330 |
190 |
|
120000 |
95 |
146 |
89 |
381 |
238 |
Приложение 5
Максимальные массы груза, которые можно безопасно перемещать текстильными стропами в зависимости от способов строповки и обвязки груза
|
№ п/п |
Грузоподъемность. Прямой подъем М = 1 кг
|
Грузоподъемность. Подъем петлей М = 0,8 кг
|
Параллельные ветви М = 2 кг
|
Угол между ветвями 45° М = 1,8 кг
|
Угол между ветвями 90° М = 1,4 кг
|
Угол между ветвями 120° М = 1 кг
|
Двухветвевой строп (2СТ) М = 2,1 кг угол между ветвями 90°
|
Четырехветвевой строп (4СТ) М = 1,5 кг угол между ветвями 120°
|
|
1 |
500 |
400 |
1000 |
900 |
700 |
500 |
1050 |
750 |
|
2 |
1000 |
800 |
2000 |
1800 |
1400 |
1000 |
2100 |
1500 |
|
3 |
1500 |
1200 |
3000 |
2700 |
2100 |
1500 |
3150 |
2250 |
|
4 |
2000 |
1600 |
4000 |
3600 |
2800 |
2000 |
4200 |
3000 |
|
5 |
2500 |
2000 |
5000 |
4500 |
3500 |
2500 |
5250 |
3750 |
|
6 |
3000 |
2400 |
6000 |
5400 |
4200 |
3000 |
6300 |
4500 |
|
7 |
4000 |
3200 |
8000 |
7200 |
5600 |
4000 |
8400 |
6000 |
|
8 |
6000 |
4800 |
12000 |
10800 |
8400 |
6000 |
12600 |
9000 |
|
9 |
8000 |
6400 |
16000 |
14400 |
11200 |
8000 |
16800 |
12000 |
|
10 |
10000 |
8000 |
20000 |
18000 |
14000 |
10000 |
21000 |
15000 |
|
11 |
15000 |
12000 |
30000 |
27000 |
21000 |
15000 |
31500 |
22500 |
|
12 |
18000 |
14400 |
36000 |
32400 |
25200 |
18000 |
37800 |
27000 |







Приложение 6
Приложение 7
СПОСОБЫ ЗАЩИТЫ ТЕКСТИЛЬНЫХ СТРОПОВ ОТ ПОВРЕЖДЕНИЯ ПРИ ПОДЪЕМЕ ГРУЗА
Для предохранения текстильных ленточных стропов от повреждения при подъеме и перемещении груза с острыми кромками (пило- и стройматериалы, швеллер, уголок, двутавр) могут быть применены защитные чехлы из полиэстеровой ленты длиной по желанию заказчика (рис. 1).
Таблица 1
Защитные чехлы для стропов (компл. - 2 шт.)
|
Ширина ленты, мм |
Ширина чехла, мм |
|
25 |
50 |
|
35 |
50 |
|
50 |
75 |
|
60 |
100 |
|
75 - 80 |
100 |
|
100 |
150 |
|
150 |
200 |
|
200 |
250 |
|
250 |
350 |

Рис. 1
Рис. 2

Рис. 3
Кроме этого могут применяться:
угловые предохранители из полиуретана длиной от 0,5 до 4,0 м для СТП, СТК (рис. 2);
угловые предохранители из пластмассы для стропов и стяжных ремней шириной до 50 мм (рис. 3);
пластиковый уголок толщиной до 20 мм, длиной по желанию заказчика.
Приложение 8
|
Наименование предприятия
ПАСПОРТ
|
1. ОБЩИЕ СВЕДЕНИЯ
1.1. Стропы текстильные ленточные (далее - стропы) предназначены для транспортирования различных грузов во всех отраслях промышленности.
1.2. Стропы относятся к съемным грузозахватным приспособлениям, на которые распространяются требования Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00) и требования нормативных документов Госгортехнадзора России.
1.3. Стропы изготовлены в соответствии с ТУ 3551.14156.001-99.
1.4. Стропы маркируются биркой, пришитой внутри петли, с указанием на ней товарного знака предприятия-изготовителя, обозначения стропа, грузоподъемности, длины, даты испытаний и заводского номера, а также других справочных данных.
1.5. Стропы имеют восьмикратный запас прочности.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Материал ленты ______________________________________
2.2. Ширина (толщина) ленты, мм ___________________________
2.3. Масса стропа, кг ______________________________________
2.4. Наименьшая температура окружающей среды ___________ °С
2.5. Наибольшая температура груза и окружающей среды ____ °С
2.6. Чертежи и обозначения стропов.
|
СТП - ______/________: С - строп; Т - текстильный; П - петлевой; _____ - грузоподъемность, т _____ - длина, мм |
|

|
СТК - ______/________: С - строп; Т - текстильный; К - кольцевой; _____ - грузоподъемность, т _____ - длина, мм |
|
|
1СТ - ______/________: 1 - одноветвевой; С - строп; Т - текстильный; _____ - грузоподъемность, т _____ - длина, мм |
|
|
2СТ - ______/________: 2 - двухветвевой; С - строп; Т - текстильный; _____ - грузоподъемность, т _____ - длина, мм |
|

|
3СТ - ______/________: 3 - трехветвевой; С - строп; Т - текстильный; _____ - грузоподъемность, т _____ - длина, мм |
|
|
4СТ - ______/________: 4 - четырехветвевой; С - строп; Т - текстильный; _____ - грузоподъемность, т _____ - длина, мм |
|
3. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
3.1. При эксплуатации стропов следует руководствоваться Правилами устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00).
3.2. Владельцы съемных грузозахватных приспособлений обязаны обеспечить содержание их в исправном состоянии и безопасные условия работы путем организации надлежащего осмотра, надзора и обслуживания согласно требованиям правил безопасности.
3.3. Перед началом работ стропы подлежат визуальному осмотру.
3.4. Съемные грузозахватные приспособления, не прошедшие осмотра и технического освидетельствования, к работе не допускаются. Неисправные грузозахватные приспособления, а также приспособления, не имеющие бирок (клейм), не должны находиться в местах производства работ.
3.5. Строповка грузов должна производиться в соответствии со схемами строповки. Для строповки предназначенного к подъему груза должны применяться стропы, соответствующие массе и характеру поднимаемого груза, с учетом числа ветвей и угла их наклона; стропы общего назначения следует подбирать так, чтобы угол между ветвями не превышал 120°.
3.6. Соединение крюка грузоподъемной машины с подвесками, петлями стропов должно быть надежным. Подвеска стропа должна фиксироваться замком крюка. Монтажная петля должна закрепляться защелкой в звене крюка стропа.
3.7. В целях предупреждения падения грузов во время подъема и перемещения их кранами следует соблюдать следующие правила строповки:
при обвязке груза стропы должны накладываться без узлов и перекруток;
под острые углы металлических грузов (швеллер, уголок, двутавр) необходимо подкладывать подкладки. При этом нужно учитывать расположение центра тяжести груза. Подводить строп под груз следует так, чтобы исключить возможность его выскальзывания во время подъема груза. Обвязывать груз нужно таким образом, чтобы во время его перемещения исключалось падение его отдельных частей и обеспечивалось устойчивое положение груза при перемещении. Для этого строповка длинномерных грузов (столбов, труб) должна производиться не менее чем в двух местах; неиспользованные для зацепки концы многоветвевого стропа должны быть укреплены так, чтобы при перемещении груза краном исключалась возможность задевания за встречающиеся на пути предметы.
3.8. На грузе, перегружаемом стропами, в местах соприкосновения со стропами не должно быть зазубрин и острых кромок, которые могут повредить ленту стропа. Не допускается радиус кромок меньше толщины ленты стропа.
3.9. Рабочие поверхности крюка грузоподъемной машины должны исключать повреждения стропа, не иметь острых кромок, радиус кривизны поверхности, непосредственно соприкасаемой со стропом, должен быть не менее 0,75 несущей ширины стропа.
3.10. Запрещается использование стропов для перемещения грузов, когда извлечение из-под груза происходит с трением стропов, зажатых между грузом и другими поверхностями, а также вытаскивать стропы из-под груза, лежащего на них.
3.11. Стропы должны быть защищены от воздействия перемещаемого груза (например: кислоты, щелочи, растворителя, расплавленных веществ). Запрещается перемещение нагретых свыше 100 °С изделий.
3.12. Запрещается размещать места сшивок лент непосредственно на грузозахватном органе.
3.13. При строповке груза следить затем, чтобы бирка не была повреждена при перемещении груза.
3.14. При работе со стропами следует избегать рывков и ударов грузов.
3.15. Не допускается принудительная сушка стропов любыми способами.
3.16. Для устранения возможного искрообразования, накапливающегося от трения стропов о части груза, используются следующие способы:
обработка препаратом «Антистатик» (периодичность обработки согласно инструкции на использование препарата);
вымачивание в 2 %-ном растворе поваренной соли в течение 24 ч и далее в течение 2 ч перед началом выполнения работ;
заплетка в ленту металлических нитей или лент (не менее двух) с поперечным сечением не менее 0,5 мм2 каждой;
заключение ленты в чехол из хлопчатобумажной ткани.
4. НОРМЫ И ПРАВИЛА БРАКОВКИ
4.1. Согласно требованиям правил безопасности стропальщики должны проводить осмотр стропов перед их применением для подъема и перемещения грузов грузоподъемными машинами.
4.2. Инженерно-технические работники, ответственные за содержание грузоподъемных машин в исправном состоянии, и лица, ответственные за безопасное производство работ кранами и другими грузоподъемными машинами, должны проводить осмотр стропов (за исключением редко используемых) каждые 10 дней, а редко используемых съемных грузозахватных приспособлений - перед выдачей их в работу.
4.3. При осмотре стропов необходимо обращать внимание на состояние лент, крюков, подвесок, замыкающих устройств, обойм, карабинов и мест их креплений.
Запрещается использование стропов, у которых:
отсутствует клеймо (бирка) или не читаются сведения о стропе;
узлы на несущих лентах стропов;
поперечные порезы или разрывы ленты;
продольные порезы или разрывы ленты, суммарная длина которых превышает 10 % длины ленты стропа, или единичные разрывы длиной более 50 мм;
местные расслоения лент стропа (кроме мест заделки краев лент) на длине в сумме более 0,5 м на одном крайнем шве или на двух и более внутренних швах (при разрыве трех и более строчек шва);
местные расслоения лент стропа в месте заделки краев ленты на длине более 0,2 м на одном из крайних швов или на двух и более внутренних швах (при разрыве трех и более строчек шва), а также отслоение края ленты или сшивки лент у петли на длине более 10 % длины заделки (сшивки) концов лент;
поверхностные обрывы нитей ленты общей длиной более 10 % ширины ленты, вызванные механическим воздействием (трением) острых кромок груза;
повреждения лент от воздействия химических веществ (кислоты, щелочи, растворителя, нефтепродуктов и т.д.) общей длиной более 10 % ширины и длины стропа или единичные повреждения более 10 % ширины ленты и длиной более 50 мм;
выпучивание нитей из ленты стропа на расстояние более 10 % ширины ленты, в том числе сквозных отверстий диаметром более 10 % ширины ленты от воздействия острых предметов;
прожженные сквозные отверстия диаметром более 10 % ширины ленты стропа от воздействия брызг расплавленного металла или наличие более трех отверстий при расстоянии между ними менее 10 % ширины ленты независимо от диаметра отверстий;
загрязнение лент (нефтепродуктами, смолами, красками, цементом, грунтом и т.д.) более 50 % длины стропа;
расслоение нитей лент.
4.4. Ремонт стропа запрещен.
4.5. Кольца, петели, скобы, подвески, обоймы, карабины, звенья и другие металлические элементы стропов подлежат браковке, если установлено наличие:
трещин;
износа поверхности элементов или местных вмятин, приводящих к уменьшению площади поперечного сечения на 10 % и более;
остаточных деформаций, приводящих к изменению первоначального размера элемента более чем на 3 %;
повреждения резьбовых соединений и других креплений.
4.6. Результаты осмотра текстильных ленточных стропов должны заноситься в специальный журнал согласно Правилам устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-382-00).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Стропы следует хранить в хорошо вентилируемом помещении при температуре от -30 до +30 °С с относительной влажностью воздуха не более 80 %, если они не используются. При этом их располагают на подставках, вдали от источников тепла, не ближе 0,2 м не допуская контактов с химическими веществами, огнем, коррозийными поверхностями, защищая от прямого солнечного света и других источников ультрафиолетового излучения. Прежде чем разместить стропы для хранения, необходимо проверить их на наличие любых повреждений, которые могли появиться при их использовании. Хранение поврежденных стропов не рекомендуется.
5.2. В помещениях, где хранятся стропы, запрещается хранить нефтепродукты и легковоспламеняющиеся вещества.
5.3. Транспортирование стропов после упаковки может производиться любыми видами транспорта в условиях, обеспечивающих их сохранность в соответствии с нормами и требованиями настоящей Инструкции.
6. СХЕМЫ СТРОПОВКИ ГРУЗОВ
Максимальные безопасные рабочие нагрузки на стропы с учетом способов строповки и обвязки груза
|
№ п/п |
Грузоподъемность. Прямой подъем М = 1 кг
|
Грузоподъемность. Подъем петлей М = 0,8 кг
|
Параллельные ветви М = 2 кг
|
Угол между ветвями 45° М = 1,8 кг
|
Угол между ветвями 90° М = 1,4 кг
|
Угол между ветвями 120° М = 1 кг
|
Двухветвевой строп (2СТ) М = 2,1 кг угол между ветвями 90°
|
Четырехветвевой строп (4СТ) М = 1,5 кг угол между ветвями 120°
|
|
1 |
500 |
400 |
1000 |
900 |
700 |
500 |
1050 |
750 |
|
2 |
1000 |
800 |
2000 |
1800 |
1400 |
1000 |
2100 |
1500 |
|
3 |
1500 |
1200 |
3000 |
2700 |
2100 |
1500 |
3150 |
2250 |
|
4 |
2000 |
1600 |
4000 |
3600 |
2800 |
2000 |
4200 |
3000 |
|
5 |
2500 |
2000 |
5000 |
4500 |
3500 |
2500 |
5250 |
3750 |
|
6 |
3000 |
2400 |
6000 |
5400 |
4200 |
3000 |
6300 |
4500 |
|
7 |
4000 |
3200 |
8000 |
7200 |
5600 |
4000 |
8400 |
6000 |
|
8 |
6000 |
4800 |
12000 |
10800 |
8400 |
6000 |
12600 |
9000 |
|
9 |
8000 |
6400 |
16000 |
14400 |
11200 |
8000 |
16800 |
12000 |
|
10 |
10000 |
8000 |
20000 |
18000 |
14000 |
10000 |
21000 |
15000 |
|
11 |
15000 |
12000 |
30000 |
27000 |
21000 |
15000 |
31500 |
22500 |
|
12 |
18000 |
14400 |
36000 |
32400 |
25200 |
18000 |
37800 |
27000 |







7. ГАРАНТИЯ ИЗГОТОВИТЕЛЯ
7.1. Строп испытан статической нагрузкой, превышающей грузоподъемность в 1,25 раза в течение 3 мин.
7.2. Строп изготовлен по технологической карте № _______.
7.3. Предприятие-изготовитель гарантирует безотказную работу стропа в течение одного месяца со дня ввода в эксплуатацию, но не более 0,5 года с момента изготовления при соблюдении потребителем условий хранения и эксплуатации.
Приложение 9
Рекомендуемое
Таблица 1
Номенклатура изготавливаемых грузовых стропов на текстильной основе
|
№ п/п |
Наименование стропа |
Условное обозначение |
Рисунок |
|
1 |
Одиночный петлевой строп с мягкими плоскими петлями |
СТП |
|
|
2 |
Строп кольцевой |
стк |
|
|
3 |
Одиночный строп с двумя металлическими звеньями |
СТ23 |
|
|
4 |
Одноветвевой строп с крюком и силовым кольцом |
1СТ |
|
|
5 |
Двухветвевое строповочное устройство |
2СТ |
|
|
6 |
Трехветвевое строповочное устройство |
3СТ |
|
|
7 |
Четырехветвевое строповочное устройство |
4СТ |
Основные типы стропов на текстильной основе

Рис. 1. Одиночный петлевой строп с мягкими плоскими петлями
Рис. 2. Строп кольцевой
![]()
Рис. 3. Одиночный строп с двумя металлическими звеньями
![]()
Рис. 4. Одноветвевой строп с крюком и силовым кольцом

Рис. 5. Двухветвевое строповочное устройство

Рис. 6. Трехветвевое строповочное устройство
Рис. 7. Четырехветвевое строповочное устройство
Приложение 10
Таблица 1
Конструктивные элементы 1СТ текстильного стропа
|
Обозначение стропа |
Грузоподъемность стропа, т |
Грузоподъемность ветви, т |
Поз. 1 |
Поз. 2 Принимается по грузоподъемности стропа |
Поз. 3 Принимается по грузоподъемности ветви |
||
|
Исполнение |
Ширина ленты |
||||||
|
Россия (капрон) |
исо (полиэстер) |
||||||
|
1СТ-0,2 |
0,2 |
0,25 |
1 |
- |
25с |
Свободная петля Звено типа О, ОВ-1 |
Крюк Кч-1 Звено типа О, ОВ-1 |
|
2 - 5 |
- |
- |
|||||
|
6 |
- |
- |
|||||
|
1СТ-0,5 |
0,5 |
0,5 |
1 |
50 |
35 оранж. |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А |
|
2 - 5 |
- |
- |
|||||
|
6 |
- |
25 синий |
|||||
|
1СТ-1,0 |
1,0 |
1,0 |
1 |
80 |
50 оранж. |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А |
|
2 - 5 |
50 |
35 оранж. |
|||||
|
6 |
- |
25 белый |
|||||
|
1СТ-1,25 |
1,25 |
1,25 |
1 |
- |
60 зеленый |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А |
|
2 - 5 |
60 |
50 синий |
|||||
|
6 |
50 |
35 оранж. |
|||||
|
1СТ-1,5 |
1,5 |
1,5 |
1 |
- |
75 желтый |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1 |
|
2 - 5 |
80 |
50 синий |
|||||
|
6 |
50 |
35 оранж. |
|||||
|
1СТ-2,0 |
2,0 |
2,0 |
1 |
- |
75 желтый |
Свободная петля Звено типа О, ов-1, ов-2, т, А, ОВт-1 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1 |
|
2 - 5 |
80 |
50 оранж. |
|||||
|
6 |
60 |
50 синий |
|||||
|
1СТ-2,5 |
2,5 |
2,5 |
1 |
- |
100 серый |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1 |
|
2 - 5 |
- |
60 зеленый |
|||||
|
6 |
80 |
50 синий |
|||||
|
1CT-4,0 |
4,0 |
4,0 |
1 |
- |
150 коричн. |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
|
2 - 5 |
- |
75 желтый |
|||||
|
6 |
- |
60 зеленый |
|||||
Таблица 2
Конструктивные элементы 2СТ текстильного стропа
|
Обозначение стропа |
Грузоподъемность стропа, т |
Грузоподъемность ветви, т |
Поз. 1 |
Поз. 2 Принимается по грузоподъемности стропа |
Поз. 3 Принимается по грузоподъемности ветви |
||
|
Исполнение |
Ширина ленты |
||||||
|
Россия (капрон) |
исо (полиэстер) |
||||||
|
2СТ-0,25 |
0,25 |
0,20 |
См. 1СТ |
|
|
Звено типа ОВ-2, ОВ-1 |
Крюк Кч-1 Звено типа ОВ-2, ОВ-1 |
|
2СТ-0,5 |
0,5 |
0,4 |
См. 1СТ |
|
|
Звено типа О, ОВ-1, ОВ-2, Т, А |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А |
|
2СТ-1,25 |
1,25 |
1,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-1,5 |
1,5 |
1,25 |
См. 1СТ |
|
|
Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2, ОВт-3 |
» |
|
2СТ-2,0 |
2,0 |
1,5 |
См. 1СТ |
|
|
» |
» |
|
2СТ-2,5 |
2,5 |
2,0 |
См. 1СТ |
|
|
» |
Крюк Кч-2 » |
|
2СТ-3,0 |
3,0 |
2,5 |
См. 1СТ |
|
|
» |
» |
|
2СТ-5,0 |
5,0 |
4,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-6,0 |
6,0 |
5,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-10,0 |
10,0 |
8,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-12,5 |
12,5 |
10,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-15.0 |
15,0 |
12,5 |
См. 1СТ |
|
|
» |
» |
|
2СТ-20,0 |
20,0 |
15,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-25,0 |
25,0 |
20,0 |
См. 1СТ |
|
|
» |
» |
|
2СТ-30,0 |
30,0 |
25,0 |
См. 1СТ |
|
|
» |
» |
|
1СТ-5,0 |
5,0 |
5,0 |
1 |
- |
200 синий |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
|
2 - 5 |
- |
100 серый |
|||||
|
6 |
- |
75 желтый |
|||||
|
1СТ-8,0 |
8,0 |
8,0 |
1 |
- |
300 оранж. |
Свободная петля Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
Крюк Кч-1 Звено типа О, ОВ-1, ОВ-2, Т, А, ОВт-1, ОВт-2 |
|
2 - 5 |
- |
150 коричн. |
|||||
|
6 |
- |
100 серый |
|||||
|
1СТ-10,0 |
10,0 |
10,0 |
1 |
- |
- |
» |
» |
|
2 - 5 |
- |
200 синий |
» |
» |
|||
|
6 |
- |
150 коричн. |
» |
» |
|||
|
1СТ-12,5 |
12,5 |
12,5 |
1 |
- |
- |
» |
» |
|
2 - 5 |
- |
250 оранж |
» |
» |
|||
|
6 |
- |
150 коричн. |
» |
» |
|||
|
1СТ-15,0 |
15,0 |
15,0 |
1 |
- |
- |
» |
» |
|
2 - 5 |
- |
250 оранж. |
» |
» |
|||
|
6 |
- |
200 синий |
» |
» |
|||
|
1CT-20,0 |
20,0 |
20,0 |
1 |
- |
- |
» |
» |
|
2 - 5 |
- |
- |
» |
» |
|||
|
6 |
- |
250 оранж. |
» |
» |
|||
|
1CT-25,0 |
25,0 |
25,0 |
1 |
- |
- |
» |
» |
|
2 - 5 |
- |
- |
» |
» |
|||
|
6 |
- |
300 оранж. |
» |
» |
|||
Таблица 3
Конструктивные элементы 3СТ текстильного стропа
|
Обозначение стропа |
Грузоподъемность стропа, т |
Грузоподъемность ветви, т |
Поз. 1 |
Поз. 2 Принимается по грузоподъемности стропа |
Поз. 3 Принимается по грузоподъемности ветви |
||
|
Исполнение |
Ширина ленты |
||||||
|
Россия (капрон) |
исо (полиэстер) |
||||||
|
3СТ-0,5 |
0,5 |
0,2 |
См. 1СТ |
|
|
Звено типа ОВ-2, Т, А |
КрюкКч-1, Кч-2 Звено типа ОВ-2, Т |
|
3СТ-1,0 |
1,0 |
0,5 |
См. 1СТ |
|
|
» |
» |
|
3СТ-2,0 |
2,0 |
1,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-2,5 |
2,5 |
1,25 |
См. 1СТ |
|
|
» |
» |
|
3СТ-3,0 |
3,0 |
1,5 |
См. 1СТ |
|
|
» |
» |
|
3СТ-4,0 |
4,0 |
2,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-5,0 |
5,0 |
2,5 |
См. 1СТ |
|
|
» |
» |
|
3СТ-8,0 |
8,0 |
4,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-10,0 |
10,0 |
5,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-15,0 |
15,0 |
8,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-20,0 |
20,0 |
10,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-25,0 |
25,0 |
12,5 |
См. 1СТ |
|
|
» |
» |
|
3СТ-30,0 |
30,0 |
15,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-40,0 |
40,0 |
20,0 |
См. 1СТ |
|
|
» |
» |
|
3СТ-50,0 |
50,0 |
25,0 |
См. 1СТ |
|
|
» |
» |
Таблица 4
Конструктивные элементы 4СТ текстильного стропа
|
Обозначение стропа |
Грузоподъемность стропа, т |
Грузоподъемность ветви, т |
Поз. 1 |
Поз. 2 Принимается по грузоподъемности стропа |
Поз. 3 Принимается по грузоподъемности ветви |
||
|
Исполнение |
Ширина ленты |
||||||
|
Россия (капрон) |
исо (полиэстер) |
||||||
|
4СТ-1,25 |
1,25 |
0,5 |
См. 1СТ |
|
|
» |
» |
|
4СТ-2,5 |
2,5 |
1,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-3,0 |
3,0 |
1,25 |
См. 1СТ |
|
|
» |
» |
|
4СТ-4,0 |
4,0 |
1,6 |
См. 1СТ |
|
|
» |
» |
|
4СТ-5,0 |
5,0 |
2,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-6,0 |
6,0 |
2,5 |
См. 1СТ |
|
|
» |
» |
|
4СТ-10,0 |
10,0 |
4,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-12,5 |
12,5 |
5,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-20,0 |
20,0 |
8,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-25,0 |
25,0 |
10,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-30,0 |
30,0 |
12,5 |
См. 1СТ |
|
|
» |
» |
|
4СТ-40,0 |
40,0 |
15,0 |
См. 1СТ |
|
|
» |
» |
|
4СT-50,0 |
50,0 |
20,0 |
См. 1СТ |
|
|
» |
» |
|
4СТ-60,0 |
60,0 |
25,0 |
См. 1СТ |
|
|
» |
» |
СОДЕРЖАНИЕ