Министерство мелиорация и водного хозяйства СССР
Всесоюзный
головной проектно-технологический институт
«СОЮЗОРГТЕХВОДСТРОЙ»
Министерство мелиорация и водного хозяйства УССР
Трест «УКРОРГВОДСТРОЙ»
УТВЕРЖДЕНА
Министерством мелиорации
и водного хозяйства СССР
17 апреля 1973 г.
ТЕХНОЛОГИЧЕСКАЯ
КАРТА
НА СВАРКУ СЕКЦИИ СТАЛЬНЫХ ТРУБ ДУ = 250 - 1000 мм
НА СТЕНДЕ В ЦЕХОВЫХ УСЛОВИЯХ
Москва - 1973
СОДЕРЖАНИЕ
|
II. Технико-экономические показатели. 1 III. Организация и технология процесса сварки труб на стенде в цеховых условиях. 1 IV. Организация и методы труда рабочих. 6 |
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологические карты составлены на сварку стальных труб диаметром условного прохода 250 - 1000 мм в секции длиной 18 - 24 м на стенде в цеховых условиях.
Карты составлены на основании рабочих чертежей оборудования для сварки стальных труб в плети, выполненных трестом «Укроргводстрой», изучения опыта работы сварочных цехов СПМК-220 Управления «Крымканалстрой» (г. Феодосия) и Донецкого СМУ-46 треста «Донбассводстрой», а также карт трудового процесса, выполненных трестом «Укроргводстрой».
Расчет трудозатрат произведен на сварку труб ДУ = 300 мм в плети длиной 18 м и труб ДУ = 1000 мм в плети длиной 24 м.
Работа должна производиться в 2 смены.
Карты охватывают весь комплекс работ по подготовке к сварке и сварке труб в секции на 1 км труб.
II. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Таблица 1
|
№ пп |
Наименование |
ДУ секций (мм) |
|
|
300 |
1000 |
||
|
1. |
Трудоемкость на 1 км (чел.-дн.) |
24,6 |
27,4 |
|
2. |
Выработка на 1 рабочего в смену (м) |
38,2 |
36,0 |
|
3. |
Потребность в кране (маш.-смен) |
3,0 |
2,7 |
|
4. |
Потребность в энергетических ресурсах на 1 км труб: |
|
|
|
- дизтоплива (кг) |
11,6 |
13,0 |
|
|
- электроэнергии (квт-час) |
200 |
200 |
|
|
5. |
Экономический эффект от внедрения карт на 1 км труб (руб.) |
64 |
75 |
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ПРОЦЕССА СВАРКИ ТРУБ НА СТЕНДЕ В ЦЕХОВЫХ УСЛОВИЯХ
1. Назначение и расположение цеха сварки
Цех предназначается для соединения одиночных труб в секции длиной 18 - 24 м.
Длина секции определяется возможностью доставки ее на трассу к месту укладки. Условия цеха позволяют механизировать и автоматизировать трудоемкие сборочные операции и уменьшить их на 30 - 50 % на месте строительства трубопровода. При выборе места и радиуса действия централизованного сварочного цеха необходимо учитывать:
1) наличие близости железнодорожной ветки;
2) наличие подъездных к нему путей для обеспечения бесперебойной работы автотранспорта при доставке труб и вывоза сваренных секций в любое время года.
Цех оборудуется в крытом помещении площадью 1400 м2.
2. Схема работы цеха сварки
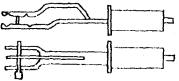
Схема цеха сварки показана на рис. 1. Процесс сварки секций по схеме следующий.
Трубы из штабеля подаются тракторным краном на накопитель труб (рис. 1, поз. 1), откуда по рольганговой линии поступают в цех на стенд сборки (поз. 2), где производится правка концов труб, зачистка кромок и прилегающих к ним поверхностей трубы, центровка и прихватка труб.
Рис. 1. СХЕМА ЦЕХА АВТОМАТИЧЕСКОЙ СВАРКИ И ИЗОЛЯЦИИ СТАЛЬНЫХ ТРУБ ДУ = 250 - 1000 мм
1 - приемный стеллаж, 2 - рольганговая линия сборки; 3 - сбрасыватели; 4 - накопитель; 5 - рольганг сварки корневого шва; 6 - накопитель секций; 7 - рольганг автоматической сварки; 8 - рольганг готовых секций; 9, 91 - лебедки; 10 - накопитель готовых секций; 11 - изоляционная линия.
Прихваченные секции при помощи сбрасывателей (поз. 3) перемещаются на накопитель труб (поз. 4), затем на рольганг сварки корневого шва (поз. 5).
После подварки первого (корневого) шва секции поступают на накопитель секций (поз. 6) и на рольганг автоматической сварки (поз. 7). Здесь производится автоматическая сварка швов секций, очистка их от шлака, клеймление и контроль качества швов. Затем сваренные секции перемещаются по рольганговой линии (поз. 8) с помощью лебедки (поз. 9) и укладываются на накопитель секций (поз. 10), откуда забираются на изоляцию.
На схеме показан цех автоматической сварки, где может также производиться и изоляция сваренных секций труб. В случае отсутствия изоляции в цеху, секции труб выводятся рольганговой линией наружу и краном складируются в штабель.
3. Основное оборудование сварочного цеха
1. Вращатель является одним из основных элементов установки поворотной автоматической сварки. Он должен обеспечивать равномерную и постоянную окружную скорость трубы, без рывков или толчков, так как окружная скорость поверхности свариваемых кромок является одновременно и скоростью наложения шва (скорость сварки).
Скорость сварки при неизменности других параметров сварки определяет величину поперечного сечения шва.
Если скорость вращения будет неравномерной, то это приведет к образованию неравномерного поперечного сечения валика шва, что недопустимо.
Стеллажи сборочные. Стеллажи необходимы для временного размещения запаса труб и перемещения их для последующей сборки и сварки. Стеллаж представляет собой жесткую конструкцию, что очень важно для проведения сборочных работ.
Монтируют стеллажи из труб диаметром 273 - 325 мм. Трубы соединяют швеллером таким образом, чтобы образовалась площадка шириной 8 - 12 м и длиной не менее длины собираемой секции. Перемещение труб и секций на таком стеллаже осуществляется перекатыванием.
Стеллажи могут быть изготовлены из железнодорожных рельсов, уже непригодных к использованию по прямому назначению, или двутавров. Рельсы с уклоном 0,004 - 0,006 (в направлении подачи труб на автоматическую сварку) укладывают на железобетонные столбики высотой до 250 мм. На концах рельсов укрепляются металлические упоры, предотвращающие скатывание труб.
Перемещение секций со стенда сборки (по приведенной схеме) на стенд сварки осуществляется с помощью сбрасывателей (см. рис. 1, поз. 3).
Для перемещения труб и секций в продольном направлении предусматриваются вставки из цилиндрических роликов на шарикоподшипниках (типа рольганга). Стеллажи рассчитаны на прием труб длиной от 6 до 12 м.
На стеллажах выполняется сборка и прихватка труб в секции длиной 18 - 24 м, а также подварка корня шва.
Для центровки используются механические секционные центраторы, легко переоборудуемые соответственно различным диаметрам труб. Подварка корня шва выполняется вручную.
Рис. 2. Установка сварочной головки ПТ-56
3. Сварочная головка ПТ-56. Головка состоит из тележки с обрезиненными колесами, на которой смонтированы электродвигатель с редуктором подачи электродной проволоки, кронштейн с кассетой для электродной проволоки, правильный и подающий механизм, бункер для флюса и пульт управления. Удерживается головка на трубе с помощью штанги и упора (рис. 2).
Грубая регулировка скорости подачи электродной проволоки производится одной парой сменных шестерен. Точная регулировка выполняется небольшим реостатом, включенным в цепь электродвигателя.
Диаметр электродной проволоки - 1,6 - 2 мм.
Скорость подачи проволоки - 100 - 500 м/ч.
Сварочный ток до 600 А.
4. Сборка труб
Перед оборкой и сваркой труб необходимо:
а) очистить их от попавших внутрь грунта, льда, грязи и других загрязнений;
б) обрезать концы и выправить кромки, деформированные при перевозке. После газовой резки выполняют механическую зачистку;
в) при электродуговой сварке очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм электрошлифовальной машиной П-2009.
Центровка и сборка стальных труб в секции 18 и 24 мм производится на подвижном рольганге сборки, куда трубы поступают с приемного стеллажа.
Для центровки используются механические секционные центраторы, легко переоборудуемые соответственно трубам разных диаметров.
Концы труб должны иметь правильную окружность. Перед прихваткой проверяют концы труб специальным штангенциркулем, устанавливаемым в четырех положениях.
При проверке определяют наружный диаметр трубы и ее эллипсность. Штангенциркулем проверяют также толщину стенок труб, угольником с делениями - притупленную кромку. Разностенность концов допускается от +12,5 до -15 %.
Угол скоса фасок на торцах трубы проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение угла от заданного 2°. Если отклонение немного превышает этот предел, скос обрабатывают шлифовальной машинкой. При больших отклонениях сначала обрезают фаски газовой горелкой, а затем шлифуют их машинкой. Фаски шлифуют машинкой или зачищают напильником также для удаления с них ржавчины, мелких неровностей и заусенцев, причем поверхность фасок доводят до металлического блеска. Перед сваркой фаски протирают специальной щеткой. Фаски нужно зачищать не ранее, чем за 4 часа до сварки.
Перпендикулярность торцов труб проверяют перед сваркой. Замеры делают по двум взаимно перпендикулярным диаметрам. Предельно допустимое отклонение от вертикали в любом направлении должно быть не более 1 мм.
Для сборки труб в секцию нужно подбирать трубы таким образом, чтобы кромки, особенно внутренние, совпадали возможно более точно.
При разностенности труб заменяют одну из них болей подходящей. Иногда совпадение внутренних сечений и толщины стенок соединяемых концов достигается поворотом одной из труб на 180°.
При сборке труб зазоры между кромками в зависимости от методов сварки должны соответствовать данным, приведенным в таблице 2 (по СНиП III-Д-10-62).
Таблица 2
|
Величина зазора при толщине стенки в мм |
|||
|
до 8 |
8 - 10 |
11 и более |
|
|
Ручная электросварка электродами типа УОНИ-13 |
2+1-0 |
2,5+1-0 |
3+0,5-0 |
|
Ручная электросварка электродами ВСЦ |
1,5+1-0 |
1,5+1,5-0 |
1,5+1,5-0 |
|
Полуавтоматическая сварка порошковой проволокой |
2+1-0 |
2+1-0 |
2+1-0 |
|
Полуавтоматическая сварка в среде углекислого газа |
2+1-0 |
2,5+1-0 |
2,5+1-0 |
При электродуговой сварке сборка труб выполняется с применением центраторов.
Допускается смещение кромок не более, чем на 1/4 длины окружности стыка. Сборка стыка завершается наложением прихваток.
Таблица 3
|
Внутренний диаметр труб в мм |
250 - 400 |
500 - 600 |
700 |
800 |
1000 и более |
|
Минимальное число и длина прихваток |
3; 50 мм |
3 - 4; 60 - 70 мм |
4 - 5; 70 - 80 мм |
5 - 6; 70 - 80 мм |
через каждые 450 - 500 дл. 80 - 100 мм |
5. Сварка труб
Сварка первого (корневого) шва производится электродами УОНИ 13/55 диаметром 3 мм (другими электродами или сваркой в среде СО2).
Сварка корневого шва производится на рольганге (рис. 1, поз. 7).
Первый слой шва очищается от шлака, после чего секция труб поступает на автоматическую сварку.
Каждый слой шва перед наложением последующего должен тщательно очищаться от шлака. Первый слой шва должен обеспечивать полный провар его кромок.
Режимы сварки последующих (после корневого) слоев шва под слоем флюса (сварная проволока диаметром 2 мм) приведены в таблице 4.
Таблица 4
|
Слой |
Сила тока в амперах |
Напряжение дуги в вольт. |
Скорость сварки в м/час |
Вылет электрода в мм |
Смещение с зенита в мм |
|
|
325 ´ 7 - 9 |
I |
280 - 320 |
35 - 38 |
20 - 24 |
35 - 37 |
25 - 30 |
|
II |
300 - 350 |
36 - 40 |
20 - 24 |
36 - 40 |
25 - 30 |
|
|
1020 ´ 11 - 12 |
I |
460 - 500 |
38 - 40 |
35 - 38 |
36 - 40 |
60 - 80 |
|
II |
500 - 550 |
42 - 48 |
38 - 40 |
40 - 45 |
50 - 70 |
|
|
III |
500 - 550 |
42 - 48 |
38 - 40 |
42 - 48 |
50 - 70 |
Режим сварки уточняется на месте методом пробных сварок.
В зимнее время сила тока повышается на 4 - 6 % на каждые 10° понижения температуры, начиная от 0 °С.
Применяемые сварочные материалы
1. Для сварки первого (корневого) шва:
а) электроды марки УОНИ 13/55, ГОСТ 9467-60, Ø 3 мм;
б) электроды с органической обмазкой (газозащитные) ВСЦ, «Фокоцел», ГОСТ 9467-60 и ТУ, Ø 4 мм;
в) для сварки в среде СО2 - проволока сварочная СВ 0,8 Г2СА, диаметром 1,2 мм;
г) углекислота пищевая в баллонах.
2. Для сварки полуавтоматом под слоем флюса последующих слоев шва:
а) проволока сварочная СВ08Г или СВ08ГА (для малоуглеродистых сталей), ГОСТ 2246-60, диаметром 2 - 3 мм;
б) проволока сварочная СВ08Г или СВ08Г2, или СВ08Г2А (для низколегированных сталей), ГОСТ 2246-60, диаметром 2 - 3 мм;
в) флюс АН 348А, ГОСТ 9087-59.
ПРИМЕЧАНИЕ. Перед употреблением сварочные материалы должны готовиться: проволока - очищаться от грязи и ржавчины, электроды с органической смазкой - сушатся при температуре 80 - 100 °С в течение 1 - 1,5 часов, электроды УОНИ 13/55 - при температуре 200 °С в течение 1,5 часов, флюс прокаливается при температуре 250 °С в течение 1,5 часов. Надо помнить, что качество сварки зависит от чистоты сварочных материалов.
6. Контроль качества и допуски
При внешнем осмотре бракуются стыки, имеющие следующие дефекты:
а) трещины, выходящие на поверхность шва или основного металла;
б) наплывы и подрезы в местах перехода наплавленного металла к основному металлу трубы;
в) поры и прожоги;
г) неравномерное усиление сварного шва по ширине и высоте;
д) недопустимые смещения кромок.
При проверке беспрерывности сварных стыков физическими методами контроля они бракуются при наличии следующих дефектов:
а) трещин;
б) непроваров глубиной более 10 % толщины стенок трубы;
в) шлаковых включений и пор глубиной более 10 % толщины стенок трубы, а также скоплений включений и пор в виде сплошной сетки в шве, независимо от их глубины. Допускается наличие местного непровара и шлаковых включений глубиной 10 - 20 % толщины стенок трубы и длиной не более 30 мм, а также скоплений пор не более 15 мм.
IV. ОРГАНИЗАЦИЯ И МЕТОДЫ ТРУДА РАБОЧИХ
В качество первичной производственной единицы, ведущей сварку труб в цехе, принята комплексная бригада, объединяющая рабочих различных специальностей для выполнения всех видов работ.
Комплексная бригада состоит из 8 человек.
Состав бригады по профессиям и распределение работы по звеньям показаны в таблице 5.
Таблица 5
|
Состав звена по профессиям |
Кол. чел. |
Перечень работ |
|
|
1 |
Машинист крана 6 разряда |
1 |
Подача труб на приемный стеллаж |
|
1 |
Слесари-трубоукладчики: |
2 |
Перемещение труб на стенд оборки |
|
|
4 разряда 3 разряда |
1 1 |
Сборка труб, центровка, выправка поврежденных концов, прихватка |
|
1 |
Электросварщики 4 разряда |
3 |
Сборка труб, прихватка |
|
Сварка первого шва, перемещение секций труб на стенде автоматической сварки |
|||
|
2 |
Электросварщики: 5 разряда 3 разряда |
2 1 1 |
Автоматическая сварка труб. Перемещение секций труб на накопителе |
ВСЕГО 8 человек
Работа производится в две смены. Последовательность выполнения основных операций приводится в таблице 6:
Таблица 6
|
№№ пп |
Наименование процессов |
Последовательность рабочих операций |
|
1. |
Сборка труб в секции |
Подача труб на рольганг сборки. Правка торцов труб, зачистка кромок и прилегающих к ним поверхностей трубы. Центровка труб. Прихватка труб. |
|
2. |
Сварка труб |
Перемещение труб на стенд ручной сварки. Сварка корневого шва. Очистка от шлака. Подача труб на стенд сварки. Автоматическая сварка труб. Очистка шва от шлака. Клеймение швов Перемещение секций труб на накопитель. |
Методы и приемы сварки
Подача труб на рольганг сборки выполняется краном, обслуживаемым машинистом 6 разряда и трубоукладчиком III разряда.
Перемещение труб с одного стенда на другой осуществляется с помощью сбрасывателей перекатыванием. Вывод сваренной секции осуществляется с помощью лебедки по рольганговой линии звеном № 2. Правка торцов труб, зачистка кромок и прилегающих к ним поверхностей труб, центровка, электроприхватка, сварка корневого шва, а также перемещение секции на стенд автоматической сварки осуществляется звеном № 1 в составе 2-х электросварщиков 4 разряда и одного слесаря-трубоукладчика.
Дальше секция с помощью сбрасывателей поступает на стенд автоматической сварки под флюсом. Автоматическая сварка под флюсом осуществляется головкой ПТ-56 звеном № 2 в составе двух электросварщиков 5 и 3 разряда.
Электросварщики производят зарядку кассет с зачисткой сварочной проволоки, установку сварочной головки на стык с регулировкой и настройкой режима сварки, сварку с зачисткой шва от шлака и сменой кассет, просеивание и засыпку флюса в бункер, снятие сварочной головки со стыка.
После сварки наваривается клеймо на расстояния 40 - 60 мм от сваренного стыка.
Затем секция подается по рольганговой линии на накопитель секций.
Основные требования техники безопасности
1. К электросварочным работам могут быть допущены только лица не моложе 18 лет, специально обученные производству работ по электродуговой сварке и ознакомленные с необходимыми мерами предосторожности при обслуживании цепей сильных токов высокого и низкого напряжений, о чем им должны быть выданы специальные удостоверения.
2. Перед началом электросварки необходимо проверять исправность изоляции сварочных проводов и электродержателей, а также плотность соединения всех контактов.
3. При работе с открытой электрической дугой электросварщики должны быть обеспечены для защиты лица и глаз шлемом-маской или щитком с защитными стеклами (светофильтрами). Подсобные рабочие, работающие совместно с электросварщиком, в зависимости от условий также обеспечиваются щитками и очками.
4. Установка для автоматической сварки должна быть обеспечена предохранителем, контактором для включения источника тока, устройством для регулирования сварочного тока, амперметром и вольтметром.
5. Флюс, применяемый при автоматической и полуавтоматической сварке, должен быть сухим и чистым.
ГРАФИК
выполнения работ по сварке труб ДУ = 300 мм в
секции длиной 18 м
на 1 км труб
|
№№ пп |
Наименование работ |
Ед. изм. |
Объем работ |
Трудоемкость на весь объем работ |
Состав бригады |
Продолжительность работ, смен |
Рабочие смены |
|||||
|
чел.-час. |
чел.-дн. |
1 |
2 |
3 |
4 |
5 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1. |
Подача труб длиной 6 м на стенд сборки краном |
м подъем |
1002 167 |
24,2 |
3,0 |
|
|
|
|
|
|
|
|
2. |
Подготовка, сборка и прихватка труб в секции |
|
|
|
|
Звено 1 |
|
|
|
|
|
|
|
стык |
111 |
84,45 |
10,3 |
6 чел. |
3,25 |
|
3,25 |
|
|
|
||
|
3. |
Ручная сварка корневого шва |
стык |
111 |
51,73 |
6,3 |
|
|
|
|
|
|
|
|
4. |
Автоматическая сварка труб в секции |
стык |
111 |
43,95 |
5,3 |
Звено 2 |
|
|
|
|
|
|
|
5. |
Перемещение сваренных секций на накопитель |
секция |
56 |
12,12 |
1,5 |
2 чел. |
3,4 |
0,01 |
|
3,4 |
|
|
|
|
Итого: |
м |
1002 |
216,53 |
26,4 |
8 чел. |
|
|
|
|
|
|
ПРИМЕЧАНИЕ. Бригада в смену сваривает 17 секций, или 306 м труб.
ГРАФИК
выполнения
работ по сварке труб ДУ = 1000 мм в секции длиной 24 м
на 1 км труб
|
№№ пп |
Наименование работ |
Ед. изм. |
Объем работ |
Трудоемкость на весь объем работ |
Состав бригады |
Продолжительность работ, смен |
Рабочие смены |
|||||
|
чел.-час. |
чел.-дн. |
1 |
2 |
3 |
4 |
5 |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1. |
Подача труб длиной 12 м на стенд сборки краном |
м |
1008 |
|
|
|
|
|
|
|
|
|
|
подъем |
84 |
21,6 |
2,65 |
Звено 1 |
|
|
|
|
|
|
||
|
2. |
Подготовка, сборка и прихватка труб в секции |
стык |
42 |
90,3 |
11,05 |
6 чел. |
3,3 |
|
3,3 |
|
|
|
|
3. |
Ручная сварка корневого шва |
стык |
42 |
48,7 |
5,95 |
|
|
|
|
|
|
|
|
4. |
Автоматическая сварка труб в секции |
стык |
42 |
49,6 |
6,05 |
Звено 2 |
|
|
|
|
|
|
|
5. |
Перемещение сваренных секций на накопитель |
секция |
42 |
13,9 |
1,7 |
2 чел. |
3,9 |
0,15 |
|
3,9 |
|
|
|
|
Итого: |
м |
1008 |
224,1 |
27,4 |
8 чел. |
|
|
|
|
|
|
ПРИМЕЧАНИЕ: Бригада в смену сваривает 12 секций или 208 м труб.
КАЛЬКУЛЯЦИЯ
трудовых затрат по карте на сварку 1 км стальных труб ДУ
= 300 мм длиной 18 м на стенде в цеховых условиях
|
№№ пп |
Обоснование |
Описание работ |
Д труб |
Единица изм. |
К-во |
Нвр на ед. из. чел./час. |
Кол-во чел/час на объем работ |
Стоимость объема работ, руб. |
Состав звена |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1. |
По времени карты труд. процесса КТ-10-1-1-72 |
Подача труб тракторным краном на приемный стеллаж |
300 |
100 подъем |
1,66 |
|
24,2 |
16-82 |
Маш. крана 6 р. - 1 |
|
2. |
§ 10-1, т. 3 5а НиРСМР § 58 расчет |
Подготовка, сборка и прихватка стальных труб в секции на стеллаже |
300 |
стык |
111 |
0,761 |
84,45 |
53-02 |
Трубоуклад. 4 - 1, 3 - 1; электросварщик 4 р. - 1 |
|
3. |
§ 22-13 т. 10 к = 0,8 |
Ручная сварка первого слоя |
300 |
стык |
111 |
0,468 |
51,73 |
36-74 |
Электросварщик 4 р. - 2 |
|
4. |
§ 22-16 т. 1 к = 0,8 |
Автоматическая сварка труб головкой ПТ-56 |
300 |
стык |
111 |
0,396 |
43,95 |
33-30 |
Электросварщик 5 р. - 1, 3 р. - 1 |
|
5. |
§ 38-5-2 4 г |
Перемещение сваренных секций на накопитель |
300 |
стык |
111 |
0,11 |
12,2 |
6-77 |
Электросварщик 4 р. - 1 3 р. - 1 |
|
|
По карте: По ЕНиР: |
|
|
|
|
|
216,53 240,25 |
146-65 146-65 |
|
Сокращение трудозатрат происходит за счет повышения производительности труда и лучшей организации работ в условиях сборки и сварки труб на стенде, подбора рационального состава бригады и сокращения ее численности.
Экономический эффект от применения карты определен по формуле:
Э = р (С - С1 ) и равен 64 рублям,
где: С - себестоимость единицы измерения по ЕНиР - руб.,
С1 - себестоимость единицы измерения по карте - руб.,
р - объем работ - 1000 м.
КАЛЬКУЛЯЦИЯ
трудовых затрат по карте на сварку 1 км стальных труб Ду =
1000 длиной 24 м на стенде в цеховых условиях
|
№№пп |
Обоснование |
Описание работ |
ДУ труб |
Един. изм. |
К-во |
Нвр на ед. изм. чел./час. |
Кол-во чел./час. на объем работ |
Стоимость объема работ, руб. |
Состав звена |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1. |
По времени карты трудового процесса КТ-10 0-1-2-72 расчет |
Подача труб тракторным краном на приемный стеллаж |
1000 |
стык |
42 |
0,515 |
21,6 |
12-2 |
Маш. крана 6 р. - 1 |
|
2. |
-²- расчет к = 1,35 |
Подготовка, сборка, и прихватка стальных труб в секции на стеллаже |
1000 |
стык |
42 |
2,15 |
90,3 |
112-65 |
Трубоуклад. 4 р. - 1 3 р. - 1 Эл. сварщ. 4 р. - 1 |
|
3. |
Расчет к = 0,8 § 22-13 т. 16 |
Ручная сварка первого слоя |
1000 |
стык |
42 |
1,16 |
48,7 |
43-80 |
Эл. сварщ. 4 р. - 2 |
|
4. |
Расчет § 22-16 к = 0,8 т. 1 |
Автоматическая сварка труб головкой ПТ-56 |
1000 |
стык |
42 |
1,13 |
49,6 |
37-42 |
Эл. сварщ. 5 р. - 1 3 р. - 1 |
|
5. |
§ 38-5-2 4ж интерполяция |
Перемещение сваренных секций на накопитель груб |
1000 |
стык |
42 |
0,33 |
13,9 |
8-15 |
Эл. сварщ. 4 р. - 1 3 р. - 1 |
|
|
По карте: По ЕНиР: |
|
|
|
|
|
224,1 346,3 |
214-22 214-22 |
|
Сокращение трудозатрат происходит за счет повышения производительности труда и лучшей организации работ в условиях сборки и сварки труб на стенде, подбора рационального состава бригады и сокращения ее численности.
Экономический эффект от применения карты определен по формуле:
Э = р (С - С1) и равен 75 рублям,
где С - себестоимость единицы измерения по ЕНиР - руб.
С1 - себестоимость единицы измерения по карте - руб.,
р - объем работ - 1000 м.
КАЛЬКУЛЯЦИЯ
исходных трудовых затрат на сварку 1 км стальных труб длиной
6 м, ДУ = 300 мм в плети длиной 18 м.
|
№№ пп |
Обоснование |
Описание работ |
Д труб |
Един. измер. |
К-во |
Нвр на ед.изм. чел./час. |
К-во чел./час. на объем работ |
Расценка на ед.изм. руб. |
Стоим. объема работ, руб. |
Состав звена |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1. |
§ 1-5, 1а прим. |
Подача труб тракторным краном |
300 |
100 подъем |
1,66 |
18 |
29,88 |
10-13 |
16-82 |
Маш. 5 р. - 1; такелажн. 2 р. - 2 |
|
2. |
§ 10-1, 5а |
Центровка и сборка труб |
300 |
м |
1000 |
0,07 |
70 |
0-044 |
44-00 |
Трубоукл. слесари 5 р. - 1 3 р. - 2 |
|
ТНиРСМР в вод. стр-ве § 58 |
Электроприхватка труб |
300 |
10 стык |
11,1 |
1,3 |
11,43 |
0-813 |
9-02 |
Эл. сварщ. 4 р. - 1 |
|
|
3. |
§ 22-13 т. 10 (16; 17а) |
Сварка корневого шва |
300 |
10 стык |
11,1 |
5,3 |
58,8 |
3-31 |
36-74 |
Эл. сварщ. 4 р. - 1 |
|
4. |
§ 22-16 |
Автоматическая сварка труб головкой ПТ-56 |
300 |
10 стыков |
11,1 |
4,95 |
54,94 |
3-0 |
33-30 |
Эл. сварщ. 5 р. - 1 4 р. - 1 2 р. - 1 |
|
5. |
§38-5-2 |
Перемещение сваренных секций на накопитель труб |
300 |
стык |
111 |
0,11 |
12,2 |
0-06,1 |
6-77 |
4 р. - 1 3 р. - 2 2 р. - 1 |
|
|
По ЕНиР: По карте: |
|
|
|
|
|
240,25 216,53 |
|
146-65 146-65 |
|
КАЛЬКУЛЯЦИЯ
исходных трудовых затрат на сварку 1 км стальных труб длиной
12 м, ДУ = 1000 мм в секции 24 м
|
№№ пп |
Обоснование |
Описание работ |
Д труб |
Един. измер. |
К-во |
Нвр на ед. изм. чел./час. |
К-во чел./час. на объем работ |
Расцен. на ед. измер., руб. |
Стоим. объема работ, руб. |
Состав звена |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1. |
§ 1-5, 6а прим. |
Подача труб краном на приемный стеллаж |
1020 |
100 подъемов |
0,84 |
25,8 |
21,6 |
14-52 |
12-20 |
Машинист 5 р. - 1 Такелажн. 2 р. - 2 |
|
2. |
§ 10-1 к = 0,5 ТНиРСМР в водохоз. стр-ве § 58 |
Сборка труб в звенья на стенде под сварку с центровкой, подбивкой концов труб и электроприхваткой |
1020 |
м |
1000 |
0,35´0,5 |
175 |
0-21,1´0,5 |
105-50 |
Слесари 5 р. - 1 3 р. - 2 |
|
1020 |
10 стык. |
4,2 |
3,1 |
13,0 |
1-94 |
8-15 |
эл. сварщ. 4 р. - 1 |
|||
|
3. |
§ 22-13 табл. 16 (16, 17п) |
Сварка корневого шва |
1020 |
10 стыков |
4,2 |
14,5 |
61,0 |
10-18 |
42-80 |
Электросварщик руч. свар. 5р. - 1 |
|
4. |
§ 22-16 табл. 1 |
Автоматическая сварка труб головкой ПТ-56 |
1020 |
10 стыков |
4,2 |
14,7 |
61,8 |
8-92 |
37-42 |
Эл. Сварщик 5 р. - 1 4 р. - 1 2 р. - 1 |
|
5. |
§ 38-5-2 |
Перемещение сваренных секций на накопитель труб |
1020 |
стык |
42 |
0,33 |
13,9 |
0-194 |
8-15 |
4 р. - 1 3 р. - 1 2 р. - 1 |
|
|
По ЕНиР: По карте: |
|
|
|
|
|
346,3 224,1 |
|
214-22 214-22 |
|
V. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
1. Инструмент, инвентарь, приспособления
Таблица 7
|
№№ пп |
Наименование, назначение и основные параметры |
№ ГОСТа, чертежа |
Кол-во |
|
1 |
2 |
3 |
4 |
|
1. |
Сварочный агрегат с головкой ПТ-56 |
|
1 |
|
2. |
Центраторы цепные |
КЗМЗ |
3 |
|
3. |
Зубило слесарное 20´60° |
7211-54 |
4 |
|
4. |
Молоток слесарный 800 г |
2310-54 |
5 |
|
5. |
Кувалда 8 кг |
НКТП 7811-745 |
1 |
|
6. |
Кувалда 4 кг |
НКТП 7811-745 |
1 |
|
7. |
Напильник плоский 400 мм |
1465-58 |
4 |
|
8. |
Щетка металлическая 50´200 |
изгот. по месту |
6 |
|
9. |
Шаблон для замера зазора |
882-64 |
1 |
|
10. |
Лом обыкновенный |
1405-47 |
2 |
|
11. |
Ключ поворотный |
|
4 |
|
12. |
Ключ разводной |
7275-62 |
1 |
|
13. |
Электродержатель |
з-д «Электрик» |
2 |
|
14. |
Молоток с заостренным концом |
|
2 |
|
15. |
Маска защитная |
1361-54 |
2 |
|
16. |
Светофильтры (комплект) |
9487-60 |
2 |
|
17. |
Набор простых белых стекол (комплект) |
111-65 |
2 |
|
18. |
Пневмозубило со шлангами |
МЗС |
1 |
|
19. |
Машинка для зачистки кромок |
П-2009 |
1 |
|
20. |
Электродница |
изгот. по месту |
2 |
|
21. |
Башмаки (упоры) |
-²- |
10 |
|
22. |
Расширитель с гидродомкратом для выравнивания концов труб |
ПВ |
1 |
|
23. |
Скребок для очистки труб от грязи |
изгот. по месту |
2 |
|
24. |
Сушилка для флюса |
-²- |
1 |
|
25. |
Сито для флюса |
-²- |
1 |
|
26. |
Противень под флюс |
-²- |
1 |
|
27. |
Совок для подачи флюса |
-²- |
1 |
|
28. |
Лебедка |
Т-66 |
2 |
2. Расход материалов на сварку 1 км труб ДУ = 300 и ДУ = 1000 мм
Таблица 8
|
№№ пп |
Наименование материалов |
ДУ труб мм |
ГОСТ |
Ед. изм. |
К-во |
|
1. |
Электроды |
300 |
УОНИ 13/55 Æ 3 9086-69 |
кг |
46,3 |
|
-"- |
1000 |
-"- |
-"- |
81,7 |
|
|
2. |
Сварочная проволока СВ-08ГА |
300 |
СВ-08А 2246-70 |
-²- |
61,1 |
|
|
-"- |
1000 |
-²- |
-²- |
137 |
|
3. |
Флюс АН-348А |
300 |
АН-348А 9087-69 |
-²- |
94,5 |
|
|
-"- |
1000 |
-²- |
-²- |
193,7 |
3. Машины, оборудование и инвентарь
Таблица 9
|
№№ пп |
Наименование |
Кол-во |
|
1. |
Тракторный кран грузоподъемностью 5 т |
1 |
|
2. |
Трансформаторная подстанция 200 квт |
1 |
|
3. |
Стенд для сварки труб с вращателями и рольганговыми линиями |
1 |
|
4. |
Аппарат для ручной электродуговой сварки |
3 |
Приложение
|
Наименование |
ЭСКИЗ |
|
ПРОВОЛОЧНАЯ ЩЕТКА |
|
|
МОЛОТОК ДЛЯ СБИВАНИЯ ШЛАКА |
|
|
ЗУБИЛО |
|
|
МОЛОТОК СЛЕСАРНЫЙ |
|
|
НАБОР ШАБЛОНОВ И ЩУПОВ |
|
|
ЭЛЕКТРОДЕРЖАТЕЛЬ ПРУЖИННЫЙ |
|
|
ЭЛЕКТРОДЕРЖАТЕЛИ ВИЛОЧНЫЕ |
|
|
ШАРНИРНЫЙ ХОМУТ ДЛЯ ЦЕНТРОВКИ ТРУБ В СЕКЦИИ |
1 - звенья хомута; 2 - винтовой домкрат |
|
ПНЕВМАТИЧЕСКАЯ РЕВЕРСИВНАЯ ЩЕТКА УПЩР-1 |
1 - двигатель; 2 - рукоятка; 3 - щетка |
|
ШЛИФОВАЛЬНАЯ МАШИНКА С ГИБКИМ ВАЛОМ |
1 - двигатель; 2 - редуктор; 3 - шлифовальный круг; 4 - ручка |