Открытое акционерное общество "Газпром" Общество с ограниченной ответственностью "Научно-исследовательский институт Природных газов и газовых технологий - ВНИИГАЗ"
|
|||
|
|
УТВЕРЖДАЮ Начальник Департамента по транспортировке, подземному хранению и использованию газа ОАО «Газпром» ________________ Б.В. Будзуляк "____" ___________ 2005г.
|
||
|
Временная инструкция
|
|||
|
Начальник
Управления по ___________ И.И. Губанок "_____" ___________ 2005г. |
|
Генеральный директор ООО "ВНИИГАЗ" ___________ Р.О. Самсонов "____" ____________ 2005г. |
|
2005
Предисловие
Настоящий документ ОАО «Газпром» - «Временная инструкция по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» разработан с целью установления требований к производству работ при ремонте дефектов труб и сварных соединений газопроводов, конденсатопроводов и их отводов структурными подразделениями дочерних обществ и организаций ОАО "Газпром".
Сведения о документе
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт природных газов и газовых технологий" (ООО "ВНИИГАЗ") (В.И. Беспалов, С.А. Курланов, Т.В. Артеменко, Т.Л. Лучина) с участием Управления по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО "Газпром" (В.В. Салюков, Е.М. Вышемирский), Открытого акционерного общества "Инжиниринговая нефтегазовая компания - Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК" (ОАО "ВНИИСТ") (В.С. Головин, А.П. Ладыжанский), Общества с ограниченной ответственностью «Газнадзор» (ООО «Газнадзор») (Ф.Г. Тухбатуллин, А.Е. Хайретдинов, В.Д. Шапиро).
ВНЕСЕН Управлением по транспортировке газа и газового конденсата Департамента по транспортировке, подземному хранению и использованию газа ОАО "Газпром".
2 утвержден и введен в действие Департаментом по транспортировке, подземному хранению и использованию газа ОАО «Газпром».
3 введен взамен разделов 4.1."Требования к квалификации сварщиков", 4.2."Применение сварочных материалов" и в развитие разделов 3.2."Ремонт труб сваркой", 6."Устранение трещин в стыках газопроводов" "Руководящего документа по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах" (РД 558-97). Срок действия - до введения в действие Стандарта ОАО "Газпром" "Инструкция по технологиям сварки при строительстве и ремонте газопроводов", не позднее 31.12.2006 г.
Содержание
1 Область применения
1.1 Настоящий документ «Временная инструкция по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» (далее по тексту документ) распространяется на ремонт линейной части магистральных газопроводов и конденсатопроводов (и их отводов) II-IV категорий ОАО «Газпром» (далее по тексту трубопроводов) из газопроводных труб диаметром от 426 мм вкл. до 1420 мм вкл. с толщиной стенки от 7,0 мм вкл. и более, транспортирующих природный газ, стабильный, нестабильный конденсат с избыточным давлением продукта до 7,4 МПа (75 кгс/см2) включительно.
1.2 Документ не распространяется на ремонт:
- трубопроводов, транспортирующих сероводородсодержащие среды;
- трубопроводов, изготовленных из спиральношовных труб, а также труб, изготовленных из сталей: 19Г, 14 ГН, 16 ГН, 15Г2С,16Г2САФ, 14Г2САФ, 17Г2СФ, 17Г2САФ, 17Г2АФ, 18Г2САФ, 14ХГС, "Ц" (Чешское производство);
- участков трубопроводов в границах пересечений с автомобильными и железными дорогами всех категорий и примыкающие к ним участки длиной не менее 500 м в обе стороны;
- участков трубопроводов в границах узлов линейной запорной арматуры и примыкающие к ним участки длиной не менее 500 м в обе стороны.
1.3 Документ предназначен к обязательному применению только дочерними обществами и организациями ОАО "Газпром" и их структурными подразделениями, выполняющими работы по проектированию, эксплуатации и ремонту трубопроводов.
1.4 Документ регламентирует порядок проведения работ, технологии ремонта ручной дуговой сваркой дефектов труб и сварных соединений, контроль качества сварных соединений на участках трубопроводов, временно выведенных из эксплуатации в соответствии с требованиями "Правил технической эксплуатации магистральных газопроводов", "Типовой инструкции по безопасному проведению огневых работ на газовых объектах ОАО "Газпром".
Ремонту ручной дуговой сваркой подлежат наружные и внутренние, несквозные и сквозные дефекты труб и сварных соединений трубопроводов, за исключением дефектов КРН (коррозионного растрескивания под напряжением).
1.5 Решение о временном выводе участка трубопровода из эксплуатации для производства работ по ремонту сваркой дефектов труб и сварных соединений участка трубопровода принимается руководством дочернего общества ОАО "Газпром", эксплуатирующего участок трубопровода, исходя из технических, экономических или иных причин (например, по условиям безопасности и др.).
1.6 Отступления от требований настоящего документа должны быть согласованы с ОАО «Газпром».
1.7 При применении настоящего документа в других нормативных и производственно-технологических документах ссылки на документ обязательны.
2 Нормативные ссылки
В настоящем документе использованы ссылки на следующие стандарты:
|
Сварка металлов. Термины и определения основных понятий. |
|
|
ГОСТ 21014-88 |
Прокат черных металлов. Термины и определения дефектов поверхности. |
|
Методы определения механических свойств. Сварные соединения. |
|
|
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. |
В настоящем документе учтены требования нормативных документов:
|
Строительные нормы и правила. Магистральные трубопроводы. |
|
|
Строительные нормы и правила. Правила производства и приемки работ. Магистральные трубопроводы. |
|
|
Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах. |
|
|
|
Типовая инструкция по безопасному проведению огневых работ на газовых объектах ОАО "Газпром" 2005г. |
|
Правила технической эксплуатации магистральных газопроводов |
|
|
РД 51-31323949-39-98 |
Инструкция по аттестации сварочных материалов, технологии сварки, сварочного оборудования, предназначенных для сооружения и ремонта газопроводов. |
|
РД 51-31323949-58-2000 |
Инструкция по применению стальных труб в газовой и нефтяной промышленности. |
|
Методические указания по освидетельствованию и идентификации стальных труб для газонефтепроводов. |
|
|
ТУ 1469-0018-00153229-2004 |
Детали для ремонта магистральных трубопроводов. |
|
Инструкция по визуальному и измерительному контролю. |
|
|
Правила аттестации сварщиков и специалистов сварочного производства. |
|
|
Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства. |
|
|
Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. |
|
|
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. |
|
|
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. |
|
|
Правила аттестации и основные требования к лабораториям неразрушающего контроля. |
|
|
Правила аттестации персонала в области неразрушающего контроля. |
3 Термины и определения
В настоящем документе применены следующие термины с соответствующими определениями:
Аттестованная технология сварки - технология сварки, прошедшая приемку в соответствии с требованиями РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов».
Аттестованный сварщик - квалифицированный сварщик, прошедший аттестацию и имеющий аттестационное удостоверение в соответствии с требованиями ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства».
Аттестационный центр (АЦ) - организация (юридическое лицо), аккредитованная в установленном порядке на право проведения аттестации сварщиков и специалистов сварочного производства, сварочного оборудования, материалов и технологий в соответствии с требованиями ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03.
Выборка - специальная разделка участка с наружными, внутренними или сквозными дефектами металла труб и сварных швов, выполняемая механическими способами с заданной конфигурацией.
Дефект - каждое отдельное несоответствие продукции (труб, сварных соединений) требованиям, установленным нормативной документацией.
Дефекты КРН - дефекты металла трубы, в виде трещин, развивающихся при одновременном воздействии коррозионной среды и внешних или внутренних растягивающих напряжений (коррозионное растрескивание под напряжением).
Дефектный участок - область трубы или сварного соединения, содержащая один или несколько дефектов.
Задир - дефект поверхности трубы в виде широких продольных углублений, образующихся от резкого трения о детали прокатного и /или подъемно-транспортного оборудования.
Заплата - элемент трубы овальной или круглой формы, предназначенный для герметизации технологических отверстий или ремонта дефектов трубы путем сварки встык.
Зона термического влияния - участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Идентификация трубы - процедура установления соответствия трубы имеющемуся на нее документу качества.
"Катушка" - отрезок трубы (патрубок) с параметрами, регламентированными требованиями действующей нормативной документации, но не менее 250 мм.
Контрольные сварные соединения (КСС) - сварные соединения, выполняемые при аттестации сварщиков, технологий сварки, допускных испытаниях сварщиков, являющиеся однотипными по отношению к производственным сварным соединениям, предназначенные для проведения разрушающего и неразрушающего контроля качества.
Коррозионный дефект - дефект, вызванный воздействием среды на поверхности металла, в виде сплошной или местной коррозии.
Местная коррозия - дефект, вызванный воздействием среды на отдельных участках поверхности металла, при диаметре поражения примерно равному глубине проникновения - коррозия пятнами, при диаметре меньше глубины проникновения - точечная (питинговая) коррозия.
НАКС - Национальная Ассоциация контроля и сварки - организация, аккредитованная в установленном порядке на право проведения и оформления разрешительных документов по результатам аттестации сварщиков и специалистов сварочного производства, сварочного оборудования, материалов и технологий в соответствии с требованиями ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614-03, РД 03-615-03.
Однотипные сварные соединения - группы сварных соединений, выполняемых одним способом сварки из материала (металла) одной группы (сочетания групп) и имеющих общие технологические характеристики.
Освидетельствование трубы - процедура установления соответствия трубы требованиям ТУ, ГОСТ при отсутствии на нее документов качества.
Ремонт сваркой - технологический процесс устранения дефектов сваркой в сварных соединениях или основном металле трубы.
Ремонт сварного шва - технологический процесс исправления дефектов в сварном шве, выявленных после завершения сварки или в процессе эксплуатации.
Риска - дефект поверхности трубы в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла трубы прокатной арматурой без изменения структуры и неметаллических включений.
Сварное соединение - неразъемное соединение, выполненное сваркой.
Сварной шов - участок сварного соединения.
Сварной шов (контурный) - замыкающий облицовочный шов при ремонте сваркой (наплавкой) участка с наружными дефектами металла, выполняемый с колебаниями нормально (перпендикулярно) к граничной линии выборки.
Сертификат - документ о качестве труб, сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий на изготовление.
Сплошная коррозия - дефект, вызванный равномерным или неравномерным воздействием среды по всей поверхности металла.
Технические условия - документ, регламентирующий требования к изготовлению труб, деталей трубопроводов, сварочных материалов конкретного назначения.
Технологическая карта сварки - документ, утвержденный организацией, выполняющей сварочные работы, в котором изложены содержание и правила выполнения конкретных операций аттестованной технологии сварки.
Трещина - дефект в виде разрыва металла трубы или в сварном соединении.
Царапина - дефект поверхности трубы в виде углублений неправильной формы и произвольного направления, образующихся в результате механических повреждений, в том числе, при складировании и транспортировании.
Остальные термины и определения, используемые в настоящем документе, соответствуют ГОСТ 2601-84.
4 Требования к производственной аттестации технологий сварки и допускным испытаниям сварщиков
4.1 Производственная аттестация технологий ремонта сваркой дефектов труб и сварных соединений трубопроводов проводится согласно требованиям «Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» (РД 03-615-03) и других руководящих и методических документов Системы аттестации сварочного производства (САСв) с целью подтверждения того, что организация, впервые выполняющая ремонтные работы, обладает техническими, организационными возможностями и квалифицированными кадрами для ремонта сваркой дефектов труб и сварных соединений по технологиям, регламентированным настоящим документом.
4.2 Производственная аттестация технологий ремонта сваркой дефектов труб и сварных соединений трубопроводов проводится организацией, выполняющей ремонтные работы, совместно с аттестационным центром, аккредитованным в установленном порядке для этого вида деятельности, в условиях, тождественных производственным, путем сварки контрольных сварных соединений (КСС), однотипных производственным:
- сваркой (наплавкой) участков с наружными дефектами (имитаторами) труб, кольцевых и продольных сварных соединений труб (овальной, или круглой, или прямолинейной формой наплавки) с максимальной площадью и минимальной остаточной толщиной стенки для данного типоразмера трубы;
- сваркой (заваркой) участков с внутренними несквозными и сквозными дефектами (имитаторами) кольцевых и продольных сварных соединений труб (с прямолинейной сквозной формой выборки) с максимальной длиной для данного типоразмера трубы;
- сваркой (вваркой) "заплат" на участках со сквозными и несквозными дефектами (имитаторами) труб, кольцевых и продольных сварных соединений труб или на пересечении кольцевого и продольного сварного соединения труб с максимальными размерами "заплаты" для данного типоразмера трубы.
Группы однотипных сварных соединений приведены в Приложении 1.
4.3 Сварку КСС должны выполнять сварщики организации, выполняющей ремонтные работы (согласно п. 1.3), аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» (ПБ 03-273-99) и «Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02).
4.4 КСС, выполненные в процессе производственной аттестации технологии ремонта сваркой, подвергаются визуальному и измерительному контролю, неразрушающему контролю физическими методами в объеме 100%. Виды механических испытаний КСС (статическое растяжение, статический изгиб, ударный изгиб, измерение твердости) приведены в Приложении 2.
4.5 Методы, объемы, нормы оценки качества КСС неразрушающими физическими методами и механические испытания должны определяться программой производственной аттестации и соответствовать требованиям действующих нормативных документов.
4.6 По результатам производственной аттестации технологий ремонта сваркой аттестационным центром оформляется Заключение о готовности организации, проводящей ремонтные работы, к применению аттестованной технологии. В Заключении указывается установленная область распространения производственной аттестации технологий сварки с параметрами, характеризующими технологические процессы сварки.
Область распространения результатов аттестации с учетом однотипности сварных соединений по материалам (классам прочности), диаметрам, толщинам труб приведены в Приложении 1.
4.7 Аттестация технологий ремонта:
- сваркой (наплавкой) участков с наружными дефектами труб или сварных соединений распространяется на ремонт сваркой (наплавкой) участков с наружными дефектами труб и сварных соединений труб;
- сваркой (заваркой) участков с внутренними несквозными и сквозными дефектами в кольцевых или продольных сварных соединениях труб, распространяется на ремонт участков с внутренними несквозными и сквозными дефектами в кольцевых и продольных соединениях труб;
- сваркой (вваркой) «заплаты» на участках со сквозными и несквозными дефектами труб или сварных соединений распространяется на ремонт сваркой (вваркой) «заплаты» на участках со сквозными и несквозными дефектами труб и сварных соединений.
4.8 Аттестация технологий ремонта сваркой дефектов труб и сварных соединений производится при горизонтальном положении оси трубы (отклонение оси трубы от 0 до 10°).
Аттестация технологий, выполненная:
- нем положении верхней четверти трубы, с отклонением от зенита на 45° в обе стороны;
- в вертикальном пространственном положении (на боковой четверти трубы) - распространяется на ремонт в нижнем и вертикальном положениях верхней и боковых четвертей трубы;
- в потолочном пространственном положении (на нижней четверти трубы) распространяется на все пространственные положения (нижнее, вертикальные, потолочное).
4.9 На основании Заключения аттестационного центра оформляется Свидетельство НАКС о производственной аттестации технологий ремонта сваркой с областью распространения, учитывающей параметры технологические особенности процессов сварки и группы однотипных сварных соединений.
4.10 Допускные испытания аттестованных сварщиков проводятся с целью подтверждения необходимых квалификационных способностей для выполнения качественных сварных соединений с применением технологических процессов ремонта сваркой дефектов труб и сварных соединений трубопроводов, прошедших производственную аттестацию.
4.11 Допускные испытания сварщиков проводятся в случаях, если он (они) впервые приступил(и) к ремонту сваркой дефектов труб и сварных соединений трубопроводов или имел(и) перерыв по ремонту сваркой более 3-х месяцев.
4.12 К допускным испытаниям допускаются сварщики, аттестованные в соответствии с "Правилами аттестации сварщиков и специалистов сварочного производства" (ПБ 03-273-99) и "Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства" (РД 03-495-02).
4.13 Допускные испытания сварщиков проводятся до начала производства работ по положительным результатам производственной аттестации технологий сварки.
Допускные испытания сварщиков проводятся на образцах-имитаторах дефектов труб и сварных соединений трубопроводов путем сварки КСС по технологиям, примененным при производственной аттестации.
4.14 На сварщиков, прошедших допускные испытания, оформляются допускные листы, согласно форме, приведенной в Приложении 3.
4.15 Допускается сварку КСС при допускных испытаниях совмещать с аттестацией сварщиков или с производственной аттестацией технологий сварки. Разрешается оформлять допускные листы сварщикам по положительным результатам контроля качества сварки КСС визуальным и измерительным методами, физическими методами - радиографическим или ультразвуковым. Сварщикам, участвовавшим в производственной аттестации технологии ремонта сваркой, разрешается оформление допускных листов по положительным результатам производственной аттестации, после получения Свидетельства НАКС.
5 Требования к трубам, сварочным материалам, сварочному оборудованию
5.1 Для разработки технологических карт при ремонте сваркой дефектов труб и сварных соединений на каждую ремонтируемую трубу должен иметься сертификат качества, на каждое кольцевое сварное соединение должна иметься исполнительная документация (сварочный журнал, заключение о годности по результатам неразрушающего контроля качества физическими методами).
5.2 При отсутствии сертификатов качества на трубы ремонтируемого трубопровода проводится освидетельствование труб с целью установления их соответствия требованиям Технических условий или ГОСТов на изготовление труб и назначения технологии ремонта сваркой дефектов труб и сварных соединений.
5.3 При наличии заводской маркировки, достаточной для установления их принадлежности имеющимся сертификатам, или соответствия требованиям нормативных документов, регламентирующим применение труб, измеряется диаметр, толщина стенки и определяется (идентифицируется) марка трубной стали, класс прочности, эквивалент углерода.
5.4 В случае невозможности идентификации труб по маркировке, марка трубной стали определяется по результатам химического анализа и измерений твердости. Химический анализ выполняется в трассовых (базовых) условиях с применением портативных оптико-эмиссионных анализаторов или в лабораторных условиях атомно-эмиссионными и/или другими методами, регламентированными действующими нормативными документами, обеспечивающими необходимую точность.
По установленному химическому составу и значениям твердости определяются марка стали, нормативное значение предела прочности, эквивалент углерода и с учетом фактических значений диаметра и толщины стенки труб определяется их соответствие требованиям Технических условий или ГОСТов на изготовление труб.
5.5 Освидетельствование и идентификация труб должны выполняться в соответствии с требованиями "Методических указаний по освидетельствованию и идентификации стальных труб для газонефтепроводов" (ВРД 39-1.11-014-2000).
5.6 Продольные заводские сварные швы труб считаются годными при наличии сертификатов качества на трубы положительных результатов визуального и измерительного контроля или документов, подтверждающих идентификацию труб в соответствии с требованиями п. 5.5.
5.7 Для выполнения ремонта сваркой дефектов труб и сварных соединений трубопроводов должны применяться сварочные материалы, основное сварочное оборудование (источники сварочного тока) и вспомогательное оборудование (оборудование термической резки труб, подготовки и сборки стыков труб, предварительного и сопутствующего подогрева и др.), отвечающее специальным требованиям, включая сварочно-технологические свойства, условиям эксплуатации. Сварочные материалы и оборудование должны быть аттестованы согласно требованиям РД 03-613-03, РД 03-614-03.
5.8 Сварочные материалы, основное и вспомогательное сварочное оборудование общего назначения, изготавливаемые по ТУ, не согласованным с ОАО «Газпром», или не имеющие Заключения ООО "ВНИИГАЗ" на их применение на объектах ОАО "Газпром" и Свидетельства НАКС об аттестации, к применению не допускаются.
5.9 Сварочные материалы и оборудование, прошедшие аттестацию и рекомендованные к применению, приведены в Приложениях 4, 5 и могут дополняться в соответствии с требованиями п. 5.8.
5.10 Сварочные материалы и оборудование должны проходить входной контроль в соответствии с требованиями инструкций по входному контролю, утвержденными в организации, производящей сварочные работы.
5.11 Хранение и подготовка сварочных материалов осуществляется по рекомендациям заводов-изготовителей, изложенными в Технических условиях или на упаковке.
6 Ремонтопригодность труб и сварных соединений и выбор метода ремонта
6.1 Ремонтопригодность участка трубопровода с дефектами труб и сварных швов определяется по результатам внутритрубной дефектоскопии, визуального и измерительного контроля, неразрушающего контроля физическими методами (радиографическим и/или ультразвуковым и др.)
6.2 В зависимости от видов дефектов (наружные дефекты металла труб и сварных швов, внутренние (несквозные) дефекты сварных швов, сквозные дефекты металла труб и сварных швов) и их размеров определяются методы ремонта дефектных участков трубопровода:
- ремонт ручной дуговой сваркой (наплавкой) наружных дефектов металла труб, кольцевых и продольных сварных швов с овальной, круглой или прямолинейной формой несквозной выборки, с максимально допустимыми глубиной выборки и площадью наплавки для данного типоразмера трубы;
- ремонт ручной дуговой сваркой (заваркой) внутренних (несквозных) дефектов кольцевых и продольных сварных швов с прямолинейной формой несквозной или сквозной выборки, с максимально допустимой длиной выборки для данного типоразмера трубы;
- ремонт ручной дуговой сваркой (заваркой) сквозных дефектов (в т.ч. трещин) кольцевых и продольных сварных швов с прямолинейной формой сквозной выборки с максимально допустимой длиной выборки для данного типоразмера трубы;
- ремонт ручной дуговой сваркой (вваркой) "заплаты" участков со сквозными и несквозными дефектами труб, кольцевых и продольных сварных швов с максимально допустимыми размерами "заплаты" для данного типоразмера трубы.
6.3 Ремонт наружных дефектов металла труб и сварных швов, внутренних (несквозных) дефектов сварных швов, сквозных дефектов металла труб и сварных швов методами сварки (наплавки, заварки, вварки "заплат") с временным выводом ремонтируемого участка трубопровода из эксплуатации рекомендуется в случаях невозможности или нецелесообразности ремонта участка трубопровода традиционным методом сварки (вварки) трубы или «катушки».
6.4 Производство работ по ремонту сваркой дефектов труб и сварных соединений не допускается при температуре ниже -40°С. При ветре более 5 м/сек, а также при выпадении осадков производить сварочные работы без инвентарных укрытий запрещается.
7 Технология ремонта сваркой (наплавкой) наружных дефектов труб и сварных швов
7.1 Подготовка к ремонту дефектных участков
7.1.1 Подготовка участков труб и сварных швов трубопроводов с наружными дефектами (далее по тексту дефектных участков) к ремонту, сварка (наплавка), контроль качества отремонтированных сваркой (наплавкой) дефектных участков выполняется в соответствии с «Технологической картой ремонта ручной дуговой сваркой дефектов труб и сварных соединений», разработанной, утвержденной организацией, выполняющей сварочные работы, и согласованной с органами технического надзора.
Типовая форма "Технологической карты ремонта ручной дуговой сваркой дефектов труб и сварных соединений" приведена в Приложении 6.
7.1.2 Перед подготовкой дефектных участков к ремонту сваркой (наплавкой) с поверхности трубы, сварного шва удаляется изоляционное покрытие и производится очистка поверхности механическим способом на ширину не менее 200 мм от границ предполагаемой выборки. Допускается очистка поверхности пескоструйной обработкой, шлифмашинками с набором абразивных кругов и дисковых проволочных щеток.
7.1.3 Ремонту сваркой (наплавкой) подлежат дефектные участки в виде местной или общей коррозии, дефекты механического происхождения (риски, задиры, царапины) и их сочетания, в т.ч. примыкающие или пересекающие продольный заводской или кольцевой шов.
7.1.4 Для уточнения толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов проводится визуальный и измерительный контроль, контроль ультразвуковым сплошным сканированием участков трубы по наружному контуру примыкания к границам предполагаемой выборки на ширину не менее 100 мм.
Допускается при необходимости применять дополнительные физические методы неразрушающего контроля (магнитный, капиллярный).
7.1.5 Выявленные наружные дефекты в контролируемых зонах примыкания (риски, задиры, царапины) глубиной более 0,2 мм, но не более 5% от толщины стенки, должны быть устранены шлифованием (шероховатость поверхности должна соответствовать Rz20-R 30),при этом толщина стенки трубы не должна выходить за пределы минусового допуска в соответствии с требованиями ТУ на трубы.
При наличии в контролируемых зонах примыкания поверхностных дефектов или толщины стенки трубы, выходящих за пределы минусового допуска толщины стенки трубы, границы предполагаемой выборки по поверхности должны быть увеличены до максимально допустимых, при этом глубина выборки не должна превышать 60%, а остаточная толщина стенки в границах выборки должна быть не менее 5,0 мм.
7.1.6 При пересечении или наложении границ предполагаемой выборки дефектного участка с кольцевым и/или продольным сварным швом дополнительно проводится радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва и/или полной длины продольного сварного шва в границах дефектного участка, включая зоны примыкания по 100 мм в каждую сторону.
При наличии в сварных швах дефектов, размеры которых превышают допустимые значения, приведенные в Приложении 8, ремонт сваркой (наплавкой) дефектного участка не допускается.
7.1.7 Ремонт сваркой (наплавкой) наружных дефектов труб и сварных швов трубопроводов не допускается в местах с расслоениями, вмятинами, недопустимыми гофрами труб, а также в местах пересечений кольцевого и продольного сварных швов на расстоянии менее 300 мм.
7.1.8 Для нанесения границ выборки наружных дефектов и выбора методов ремонта сваркой (наплавкой) целесообразно применять набор гибких шаблонов круглой, или овальной, или прямолинейной формы.
Овальная форма выборки - выборка, имеющая на наружной поверхности трубы овальную форму с прямолинейными и криволинейными границами, при этом, большая ось и прямолинейные границы выборки должны быть расположены вдоль оси трубы.
Прямолинейная форма выборки - выборка вдоль оси трубы, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами.
7.1.9 Максимальная глубина выборки наружных дефектов должна быть не более 60% толщины стенки трубы или сварного шва, остаточная толщина - не менее 5,0 мм. Выборка (вышлифовка) дефектов должна обеспечивать их полное удаление, при этом глубина выборки не должна превышать глубину наружных дефектов более чем на 1,0 мм (рисунок 2, 4).
7.1.10 Максимальная площадь одиночной выборки (круглой, или овальной, или прямолинейной формы), либо суммарная площадь выборок (по поверхности дефектного участка трубы) не должна превышать значений, приведенных в таблице 1 (графа 2).
Таблица 1 - Параметры выборки наружных дефектов
|
Наружный диаметр трубы, мм |
Максимальная площадь выборки (по поверхности), мм2 |
Форма выборки |
Параметры выборки (рекомендуемые), |
|
|
Длина, мм |
При ширине, мм |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1420 |
35 000 |
круглая |
диаметр до 210 |
|
|
овальная |
до 500 |
от 70 |
||
|
прямолинейная |
до 500 |
от 20 до 70 |
||
|
1220 |
27 950 |
круглая |
диаметр до 190 |
|
|
овальная |
до 430 |
от 65 |
||
|
прямолинейная |
до 430 |
от 20 до 65 |
||
|
1020 |
21 600 |
круглая |
диаметр до 165 |
|
|
овальная |
до 360 |
от 60 |
||
|
прямолинейная |
до 360 |
от 20 до 60 |
||
|
720 |
16 500 |
круглая |
диаметр до 145 |
|
|
овальная |
до 300 |
от 55 |
||
|
прямолинейная |
до 300 |
от 20 до 55 |
||
|
530 |
10 650 |
круглая |
диаметр до 115 |
|
|
овальная |
до 215 |
от 50 |
||
|
прямолинейная |
до 215 |
от 20 до 50 |
||
|
426 |
7 000 |
круглая |
диаметр до 95 |
|
|
овальная |
до 155 |
от 45 |
||
|
прямолинейная |
до 155 |
от 20 до 45 |
||
7.1.11 Количество мест ремонта с максимальной площадью выборки для соответствующего диаметра трубы должно быть не более одного на два погонных метра ремонтируемого трубопровода.
При определении площади одиночной выборки параметры наружных дефектов (глубина - h, длина - l, ширина - b), при толщине стенки трубы s, принимаются равными соответствующим наибольшим размерам наружного дефекта (рисунок 1а).

Рисунок 1 - Схематизация наружных дефектов
а - наружный дефект металла трубы с толщиной стенки S;
б - близкорасположенные наружные дефекты
7.1.12 Два или несколько наружных дефекта могут быть объединены в одиночный дефект (рисунок 1б), если:
- расстояние между соседними наружными дефектами не превышает половины длины наибольшего дефекта, при длине наибольшего дефекта меньше пяти толщин стенки трубы;
- расстояние между соседними наружными дефектами не превышает половины пяти толщин стенки трубы, при длине наибольшего дефекта больше пяти толщин стенки трубы,
при условии е < 0,5 max (А, В, 5S), где
- е - расстояние между наружными дефектами;
- А - наименьшее из значений длины (l1,) или ширины (b1) одного наружного дефекта: А = min (l1, b1);
- В - наименьшее из значений длины (l2) или ширины (b2) другого наружного дефекта: В = min (l2, b2);
- s - толщина стенки трубы;
- max (А, В, 5s) - максимальное значение из величин А, или В, или 5S.
Глубина h объединенного наружного дефекта принимается равной наибольшей из h1, h2: h = max (h1, h2).
Несколько близкорасположенных наружных дефектов для возможности их объединения в один рассматриваются аналогично, последовательно парами.
7.1.13 Перед выборкой дефектного участка проводится просушка до температуры 50-70°С независимо от температуры окружающего воздуха, при этом допускается применять плоские газовые подогреватели или газовые горелки.
7.1.14 Выборка дефектного участка с наружными дефектами выполняется механическим способом (шлифмашинкой с набором абразивных кругов и дисковых проволочных щеток) для получения необходимой формы и параметров выборки, при этом наружные поверхности свариваемых кромок, прилегающие к границам выборки, зачищаются до металлического блеска на ширину 10 - 15 мм.
7.1.15 Параметры выборки дефектного участка круглой, овальной и прямолинейной формы приведены на рисунках 2, 4 и должны иметь:
- в продольном сечении - чашеобразную форму с плавным выходом на наружную поверхность, при этом, длина выборки должна превышать фактическую длину дефектного участка не менее, чем на 30 мм в каждую сторону;
- в поперечном сечении - U-образную форму с симметричной или несимметричной разделкой, при этом, при расположении дефектов в верхней и нижней четвертях трубы рекомендуется симметричная разделка кромок в поперечном сечении с углами скоса 25-30°, при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя).

Рисунок - 2 Параметры выборки дефектного участка круглой, овальной формы
а - коррозионные дефекты;
б - границы выборки;
в - выборка в продольном сечении (А-А);
г - выборка в поперечном сечении (Б-Б)

Рисунок 3 - Последовательность и направление слоев шва при сварке (наплавке) выборки овальной формы

Рисунок 4 - Параметры выборки дефектного участка, последовательность и направление слоев шва, параметры сварного шва при сварке (наплавке) выборки прямолинейной формы
а - коррозионные дефекты; б - границы выбора (А-А);
в - выборка в продольном сечении; г - несимметричная и симметричная выборка (Б-Б);
д - последовательность слоев шва; е - параметры наплавки
7.1.16 Дефектные участки с наружными дефектами в сварных швах ремонтируются по технологии ремонта дефектов кольцевых и продольных сварных швов (раздел 9).
7.2 Ремонт сваркой (наплавкой) дефектных участков
7.2.1 Ремонт ручной дуговой сваркой (наплавкой) выборок дефектных участков выполняется электродами с основным видом покрытия, отвечающими специальным требованиям к качеству их изготовления, сварочно-технологическим, механическим, вязкопластическим свойствам сварных соединений, аттестованными в установленном порядке (п. 5.7).
7.2.2 Сварку (наплавку) следует выполнять электродами, исходя из нормативного значения предела прочности трубной стали дефектного участка трубопровода.
Для сварки первых (одного, двух) заполняющих слоев шва рекомендуется применять электроды диаметром 2,5 - 3,2 мм. Для сварки заполняющих и облицовочных слоев шва - диаметром 3,0 - 4,0 мм.
Сварочные электроды, прошедшие аттестацию и рекомендованные к применению, приведены в Приложении 4 и могут дополняться в соответствии с п. 5.8.
7.2.3 Электроды непосредственно перед сваркой (наплавкой) должны быть прокалены в соответствии с рекомендациями изготовителя. Допускается применение электродов, прокаленных в стационарных условиях и доставленных на место производства работ в герметичных контейнерах или термопеналах. Сварочные электроды должно храниться в сухих отапливаемых помещениях при температуре не ниже +15°С.
7.2.4 До начала сварки (наплавки) должен быть проведен предварительный подогрев выборки дефектного участка электрическими нагревательными устройствами (или с использованием индукционного метода), обеспечивающими равномерный нагрев дефектного участка, включая зоны не менее 100 мм по ширине и длине от границ предполагаемой выборки. Допускается применять газовые подогреватели или газовые горелки.
Температура предварительного подогрева назначается в соответствии с таблицей 2.
7.2.5 Температура предварительного подогрева контролируется контактными или бесконтактными приборами не менее чем в 4-х точках по контуру выборки на расстоянии 10-15 мм от кромок. В случае вынужденных перерывов необходимо поддерживать температуру предварительного подогрева.
Таблица 2 - Температура предварительного подогрева при ремонте сваркой (наплавкой) дефектов труб и сварных соединений электродами с основным видом покрытия
|
Нормативный предел прочности трубы, (кгс/мм2) |
Толщина стенки, мм |
Температура и условия подогрева |
|
До 509 (52) |
до 12,0 мм. вкл. |
До 100 °С при температуре воздуха (-20°) С и ниже |
|
свыше 12,0 мм до 20,0 мм |
До 100°С при отрицательных температурах воздуха |
|
|
Свыше 509 (52) до 558 (57) вкл. |
7,0-9,0 мм |
До 100°С при отрицательных температурах воздуха |
|
Свыше 509 (52) до 588 (60) вкл. |
9,5-10,4 мм |
До 100°С при любой температуре воздуха |
|
14,5-20,0 мм |
До 150°С при любой температуре воздуха |
7.2.6 Сварка (наплавка) выполняется с применением сварочного оборудования, отвечающего специальным требованиям к качеству изготовления, сварочно-технологическим свойствам, преимущественно инверторного типа, аттестованном в установленном порядке. Сварочное оборудование, прошедшее аттестацию и рекомендованное к применению, приведено в Приложении 5 и может дополняться в соответствии с п. 5.8.
7.2.7 Сварка (наплавка) всех слоев шва выполняется на постоянном токе обратной полярности (электрод «+») на режимах, приведенных в таблице 3.
Таблица 3 - Режимы сварки (наплавки)
|
Диаметр электрода, мм |
Сила сварочного тока, А |
||
|
нижнее |
вертикальное |
потолочное |
|
|
2,5-2,6 |
60-90 |
50-80 |
50-70 |
|
3,0-3,25 |
90-120 |
90-110 |
80-110 |
|
4,0 |
130-180 |
110-170 |
110-150 |
7.2.8 Зажигание дуги следует производить на кромках выборки дефектного участка.
7.2.9 Сварку (наплавку) заполняющих слоев выборки овальной, круглой или прямолинейной формы следует производить узкими валиками (стрингерными швами), по встречно-симметричной схеме (рисунок 3, 4). Направление швов в каждом последующем слое должно быть встречным предыдущему. Швы должны быть мелкочешуйчатыми и наплавляться с перекрытием 2,0-3,0 мм. Ширина первых заполняющих слоев должна быть 4,0-6,0 мм, последующих заполняющих слоев 8,0-10,0 мм.
7.2.10 Облицовочные слои должны перекрывать основной металл на 2,0-3,0 мм и иметь усиление 1,0-3,0 мм. Контурный шов следует выполнять с колебаниями нормально (перпендикулярно) к граничной линии выборки. Контурный шов должен быть мелкочешуйчатым, иметь ширину 8,0-12,0 мм и перекрывать основной металл на 2,0-3,0 мм.
7.2.11 Допускается сварку (наплавку) выборки дефектного участка длиной до 300 мм выполнять за один этап, длиной 300-500 мм - за два этапа, при этом дефектный участок условно разбивается на равные части, включая участки выхода выборки на наружную поверхность.
7.2.12 Последовательность сварки (наплавки) и параметры наплавки с овальной выборкой приведены на рисунке 3, с прямолинейной выборкой - на рисунке 4.
7.2.13 Минимальное количество слоев шва при сварке электродами с основным видом покрытия в зависимости от глубины и формы выборки приведено в таблице 4.
Таблица 4 - Минимальное количество слоев при сварке электродами с основным видом покрытия
|
Глубина выборки |
Количество слоев шва, не менее (без учета контурного) |
|
до 10,0 |
3 |
|
От 10,0 до 15,0 |
4 |
|
От 15,0 до 20,0 вкл. |
5 |
7.2.14 Сварка (наплавка) дефектного участка должна выполняться за один этап без перерывов одним сварщиком с контролем межслойной температуры, которая должна быть не ниже температуры предварительного подогрева.
7.2.15 В процессе сварки (наплавки) каждый слой шва должен быть зачищен механическим способом. После завершения сварки (наплавки) дефектного участка, облицовочные и контурный слои шва зачищаются механическим способом (шлифмашинками с набором абразивных кругов и дисковых проволочных щеток) до достижения ровной поверхности наплавки с усилением 0,5-1,5 мм (Rz 6,3).
Отремонтированный участок укрывается теплоизолирующим поясом до полного остывания.
7.2.16 В непосредственной близости от наплавки наносится несмываемой краской клеймо сварщика.
7.2.17 Контроль качества сварного шва осуществляется визуальным и измерительным, а также физическими методами контроля (радиографическим и ультразвуковым).
7.2.18 Методы, объемы и нормы оценки качества сварного шва должны соответствовать требованиям раздела 11 настоящего документа.
7.2.19 На выполненные работы составляется акт установленной формы (Приложение 7).
8 Технология ремонта сваркой (заваркой) несквозных дефектов кольцевых и продольных сварных швов
8.1 Подготовка к ремонту дефектных участков
8.1.1 Подготовка участков сварных швов с дефектами (далее по тексту дефектных участков) к ремонту, сварка (заварка), контроль качества отремонтированных сваркой (заваркой) дефектных участков выполняется в соответствии с «Технологической картой ремонта ручной дуговой сваркой дефектов труб и сварных соединений», разработанной, утвержденной организацией, выполняющей сварочные работы, и согласованной с органами технического надзора.
Типовая форма " Технологической карты ремонта ручной дуговой сваркой дефектов труб и сварных соединений " приведена в Приложении 6.
8.1.2 Перед подготовкой дефектных участков к ремонту сваркой (заваркой) с поверхности продольного сварного шва удаляется изоляционное покрытие и производится очистка поверхности механическим способом на ширину не менее 150 мм в каждую сторону от границ предполагаемой выборки, а с поверхности кольцевого сварного шва - на ширину не менее 150 мм в каждую сторону периметра трубы. Допускается очистка поверхности пескоструйной обработкой, шлифмашинками с набором абразивных кругов и дисковых проволочных щеток.
8.1.3 Ремонту сваркой (заваркой) подлежат несквозные дефекты - внутренние и наружные дефекты кольцевых и продольных сварных швов трубопроводов - поры, шлаковые включения, непровары, несплавления, несквозные трещины, утяжины, превышения проплава, подрезы, коррозионные дефекты, полностью вписывающиеся в параметры прямолинейной выборки.
8.1.4 Для уточнения границ дефектного участка кольцевого или продольного сварных швов, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов труб и сварных швов проводится:
- визуальный и измерительный контроль очищенной поверхности и ультразвуковой контроль сплошным сканированием на расстоянии не менее 100 мм от границ предполагаемой выборки;
- неразрушающий радиографический или ультразвуковой контроль длины продольного заводского шва в границах дефектного участка;
- неразрушающий радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва.
Допускается при необходимости применять дополнительные физические методы неразрушающего контроля (магнитный, капиллярный).
8.1.5 При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы, ремонт сваркой (заваркой) дефектных участков не допускается.
8.1.6 Наружные дефекты (риски, задиры, царапины) глубиной более 0,2 мм, но не более 5% от толщины стенки, должны быть устранены шлифованием (шероховатость поверхности должна соответствовать Rz 20-Rz 30), при этом толщина стенки трубы не должна выходить за пределы минусового допуска в соответствии с требованиями ТУ на трубы.
8.1.7 Ремонт сваркой (заваркой) дефектов в кольцевых и продольных сварных швов трубопроводов не допускается в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок.
8.1.8 Для нанесения границ выборки дефектных участков целесообразно применять набор гибких шаблонов прямолинейной формы.
Прямолинейная форма выборки - выборка по оси продольного или кольцевого шва, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами.
8.1.9 В зависимости от видов дефектов, их протяженности и глубины выборка дефектного участка с внутренними дефектами в кольцевых и продольных сварных швах может быть сквозной и несквозной.
8.1.10 Ремонту сваркой (заваркой) подлежат внутренние дефекты со сквозной выборкой:
- не более одного участка в кольцевом сварном шве;
- не более одного участка на любых двух метрах продольного сварного шва, при этом выполненные ремонтные сварные швы должны отстоять друг от друга на расстоянии не менее 500 мм.
8.1.11 Протяженность ремонтируемого дефектного участка со сквозной разделкой, включая выход на наружную поверхность, не должна превышать:
- на трубах диаметром 1420 мм - 500 мм (при длине дефекта не более 350 мм);
- на трубах диаметром 1220 мм - 430 мм (при длине дефекта не более 250 мм);
- на трубах диаметром 1020 мм - 360 мм (при длине дефекта не более 150 мм);
- на трубах диаметром 720 мм - 300 мм (при длине дефекта не более 100 мм);
- на трубах диаметром 530 мм - 215 мм (при длине дефекта не более 75 мм);
- на трубах диаметром 426 мм - 155 мм (при длине дефекта не более 50 мм).
8.1.12 Ремонту сваркой (заваркой) подлежат внутренние дефекты с несквозной выборкой, если суммарная протяженность ремонтируемого дефектного участка, включая выход на наружную поверхность, не превышает:
- для кольцевых сварных швов - 1/6 периметра трубы;
- для продольных сварных швов - 500 мм на любых двух метрах сварного шва, при этом ремонтные сварные швы должны отстоять друг от друга на расстоянии не менее 500 мм.
8.1.13 Перед выборкой дефектного участка проводится просушка до температуры 50-70°С независимо от температуры окружающего воздуха на расстоянии:
- не менее 100 мм по ширине и длине от границ предполагаемой выборки - для продольных сварных швов;
- не менее 100 мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы - для кольцевых сварных швов.
При этом допускается применять плоские газовые подогреватели или газовые горелки.
8.1.14 Выборка дефектного участка выполняется механическим способом (шлифмашинкой с набором абразивных кругов и дисковых проволочных щеток или механической фрезой) для получения необходимой формы выборки, при этом наружные поверхности кромок, прилегающие к границам выборки, должны быть зачищены до металлического блеска на ширину 10 - 15 мм.
Выборку дефектного участка с дефектами длиной до 150 мм рекомендуется выполнять за один этап, с дефектами длиной до 250 мм - за два этапа, с дефектами до 350 мм - за три этапа.
8.1.15 Специальная форма выборки дефектного участка с внутренними дефектами приведена на рисунках 5, 6 и должна иметь:
- в продольном сечении - чашеобразную форму с плавным выходом на наружную поверхность сварного шва, при этом, длина выборки должна превышать фактическую длину дефектного участка не менее, чем на 30 мм в каждую сторону;
- в поперечном сечении - U-образную форму с симметричной или несимметричной формой выборки шириной не более 2-х толщин стенок (2S), при несквозной выборке с остаточной толщиной стенки не менее 3,0-4,0 мм (рисунок 5), при сквозной выборке с притуплением 2,0-3,0 мм, зазором 2,0-4,0 мм (рисунок 6).
Угол скоса кромки симметричной выборки должен быть 25-30°, рекомендуемый угол скоса крутой кромки несимметричной выборки (для продольных сварных швов труб, находящихся в вертикальной плоскости) должен быть 10-15°, пологой - 30-40°, при этом выборка ремонтируемого дефектного сварного шва должна быть не менее 1,0 мм в обе стороны основного металла.
Выборка (вышлифовка) дефектов должна обеспечивать их полное удаление, при этом глубина выборки не должна превышать глубину наружных дефектов более чем на 1,0 мм.
8.2 Ремонт сваркой (заваркой) дефектных участков
8.2.1 Ремонт ручной дуговой сваркой (заваркой) выборок дефектных участков выполняется электродами с основным видом покрытия, отвечающими специальным требованиям к качеству их изготовления, сварочно-технологическим, механическим, вязкопластическим свойствам сварных соединений, аттестованными в установленном порядке (п. 5.7).
8.2.2 Сварку (заварку) следует выполнять электродами, исходя из нормативного значения предела прочности трубной стали дефектного участка трубопровода.
Для сварки корневого, первых (одного, двух) заполняющих слоев шва рекомендуется применять электроды диаметром 2,5 - 3,2 мм. Для сварки заполняющих и облицовочных слоев шва - диаметром 3,0 - 4,0 мм.
Сварочные электроды, прошедшие аттестацию и рекомендованные к применению, приведены в Приложении 4 и могут дополняться в соответствии с п. 5.8.

Рисунок 5 - Параметры выборки дефектного участка, последовательность и направление слоев шва, параметры сварного шва при сварке (заварке) несквозной выборки прямолинейной формы длиной до 150 мм (выборка и сварка за один этап)
а, б - границы выборки внутренних дефектов, последовательность, направление и параметры слоев шва (А-А, Б-Б, В-В);
в - границы выборки наружных дефектов и параметры сварного шва

Рисунок 6 - Параметры выборки дефектного участка, последовательность и направление слоев шва при сварке (заварке) сквозной выборки прямолинейной формы длиной до 250 мм
(а, б - первый и второй этапы выборки и сварки)
8.2.3 Электроды непосредственно перед сваркой (заваркой) должны быть прокалены в соответствии с рекомендациями изготовителя. Допускается применение электродов, прокаленных в стационарных условиях и доставленных на место производства работ в герметичных контейнерах или термопеналах. Сварочные электроды должно храниться в сухих отапливаемых помещениях при температуре не ниже +15°С.
8.2.4 До начала сварки (заварки) должен быть проведен предварительный подогрев выборки дефектного участка электрическими нагревательными устройствами (или с использованием индукционного метода), обеспечивающими равномерный нагрев дефектного участка на расстоянии:
- не менее 100 мм по ширине и длине от границ предполагаемой выборки - для продольных сварных швов;
- не менее 100 мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы - для кольцевых сварных швов.
Допускается применять газовые подогреватели или газовые горелки.
Температура предварительного подогрева назначается +150°С независимо от температуры окружающего воздуха.
8.2.5 Температура предварительного подогрева контролируется контактными или бесконтактными приборами не менее чем в 4-х точках по контуру выборки на расстоянии 10-15 мм от кромок. В случае вынужденных перерывов необходимо поддерживать температуру предварительного подогрева.
8.2.6 Сварка (заварка) выполняется с применением сварочного оборудования, отвечающего специальным требованиям к качеству изготовления, сварочно-технологическим свойствам, преимущественно инверторного типа, аттестованном в установленном порядке. Сварочное оборудование, прошедшее аттестацию и рекомендованное к применению, приведено в Приложении 5 и может дополняться в соответствии с п. 5.8.
8.2.7 Сварка корневого слоя шва выполняется на постоянном токе прямой или обратной полярности, заполняющих и облицовочного слоев шва - на постоянном токе обратной полярности. Режимы сварки приведены в таблице 3.
8.2.8 Зажигание дуги следует производить на свариваемых кромках выборок дефектного участка.
8.2.9 Сварку (заварку) корневого слоя шва в случае повышенного зазора рекомендуется производить с предварительной наплавкой свариваемых кромок.
Сварку (заварку) каждого слоя следует производить узкими валиками. Швы должны наплавляться с перекрытием 2,0-3,0 мм. Ширина первых заполняющих слоев должна быть 4,0-6,0 мм, последующих заполняющих слоев 8,0-10,0 мм, облицовочных - 10,0-12,0 мм. Облицовочные слои швов должны быть мелкочешуйчатым, иметь ширину 8,0-12,0 мм и перекрывать основной металл на 2,0-3,0 мм (рисунок 5, 6).
8.2.10 Сварка (заварка) (корневой, заполняющие и облицовочные слои шва) выборки дефектного участка с внутренними дефектами со сквозной разделкой длиной до 150 мм, включая участки выхода выборки на наружную поверхность сварного шва, выполняется за один этап.
8.2.11 Сварка (заварка) выборки дефектного участка с внутренними дефектами со сквозной разделкой длиной до 250 мм, включая участки выхода выборки на наружную поверхность сварного шва, рекомендуется выполнять за два этапа, при этом участок условно разбивается на две равные части.
На первом этапе выполняется выборка специальной формой и сварка (заварка) корневого и заполняющих слоев шва первой части дефектного участка.
На втором этапе выполняется выборка специальной формой и сварка (заварка) корневого и заполняющих слоев шва второй части дефектного участка и облицовочного слоя шва на всей длине выборки (рисунок 6).
8.2.12 Сварка (заварка) выборки дефектного участка с внутренними дефектами со сквозной разделкой длиной до 350 мм, включая участки выхода выборки на наружную поверхность сварного шва, рекомендуется выполнять за три этапа, при этом участок условно разбивается на три равные части.
8.2.13 Сварка (заварка) наружных и внутренних дефектов с несквозной и сквозной разделкой должна выполняться без перерывов одним сварщиком с контролем межслойной температуры, которая должна быть не ниже 100 °С.
8.2.14 Минимальное количество слоев шва при сварке электродами с основным видом покрытия в зависимости от глубины выборки и разделки приведено в таблице 5.
8.2.15 В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом. После завершения сварки (заварки) дефектного участка, облицовочные слои шва зачищаются механическим способом (шлифмашинками с набором абразивных кругов и дисковых проволочных щеток) от шлака и брызг наплавленного металла.
Таблица 5 - Минимальное количество слоев при сварке электродами с основным видом покрытия
|
Глубина выборки, мм |
Количество слоев, не менее (без учета корневого при сквозной разделке) |
|
от 10 до 15 вкл. |
4 |
|
от 15 до 20 вкл. |
5 |
|
от 20 до 25 вкл. |
6 |
Отремонтированный участок укрывается теплоизолирующим поясом до полного остывания.
8.2.16 В непосредственной близости от выполненного сварного шва наносится несмываемой краской клеймо сварщика.
8.2.17 Контроль качества сварного шва осуществляется визуальным и измерительным, а также физическими методами контроля (радиографическим и ультразвуковым).
8.2.18 Методы, объемы и нормы оценки качества сварного шва должны соответствовать требованиям раздела 11 настоящего документа.
8.2.19 На выполненные работы составляется технический акт установленной формы (Приложение 7).
9 Технология ремонта сваркой (заваркой) сквозных дефектов кольцевых и продольных сварных швов
9.1 Подготовка к ремонту дефектных участков
9.1.1 Подготовка участков сварных швов со сквозными дефектами (далее по тексту дефектных участков) к ремонту, сварка (заварка), контроль качества отремонтированных сваркой (заваркой) дефектных участков выполняется в соответствии с «Технологической картой ремонта ручной дуговой сваркой дефектов труб и сварных соединений», разработанной, утвержденной организацией, выполняющей сварочные работы, и согласованной с органами технического надзора.
Типовая форма "Технологической карты ремонта ручной дуговой сваркой дефектов труб и сварных соединений" приведена в Приложении 6.
9.1.2 Перед подготовкой дефектных участков со сквозными дефектами к ремонту сваркой (заваркой) с поверхности продольного сварного шва удаляется изоляционное покрытие и производится очистка поверхности механическим способом на ширину не менее 150 мм в каждую сторону от границ предполагаемой выборки, а с поверхности кольцевого сварного шва - на ширину не менее 150 мм в каждую сторону периметра трубы. Допускается очистка поверхности пескоструйной обработкой, шлифмашинками с набором абразивных кругов и дисковых проволочных щеток.
9.1.3 Ремонту сваркой (заваркой) подлежат сквозные дефекты в виде «свищей» и трещин (далее по тексту - трещины) кольцевых и продольных сварных швов трубопроводов, полностью вписывающиеся в параметры прямолинейной выборки.
9.1.4 Для уточнения границ дефектного участка кольцевого или продольного сварных швов, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов труб и сварных швов проводится:
- визуальный и измерительный контроль очищенной поверхности и ультразвуковой контроль сплошным сканированием металла трубы на расстоянии не менее 100 мм от границ предполагаемой выборки;
- неразрушающий радиографический или ультразвуковой контроль длины продольного заводского шва в границах дефектного участка;
- неразрушающий радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва.
Допускается при необходимости применять дополнительные физические методы неразрушающего контроля (магнитный, капиллярный).
9.1.5 При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы и сварных швов, ремонт сваркой (заваркой) дефектных участков не допускается.
9.1.6 Наружные дефекты (риски, задиры, царапины) глубиной более 0,2 мм, но не более 5% от толщины стенки, должны быть устранены шлифованием (шероховатость поверхности должна соответствовать Rz20-Rz30), при этом толщина стенки трубы не должна выходить за пределы минусового допуска в соответствии с требованиями ТУ на трубы.
9.1.7 Ремонт сваркой (заваркой) трещин в кольцевых и продольных сварных швах трубопроводов не допускается в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок, а также в местах пересечений кольцевого и сварного сварных швов на расстоянии менее 300 мм.
9.1.8 Для нанесения границ выборки дефектных участков целесообразно применять набор гибких шаблонов прямолинейной формы.
Прямолинейная форма выборки - выборка по оси продольного или кольцевого шва, имеющая на наружной поверхности трубы прямолинейную форму с параллельными границами и округленными углами.
9.1.9 Ремонту сваркой (заваркой) подлежат трещины:
- не более одной в кольцевом сварном шве;
- не более одной на любых двух метрах продольного сварного шва труб, при этом выполненные ремонтные сварные швы должны отстоять друг от друга на расстоянии не менее 500 мм.
Длина ремонтируемых трещин в кольцевых и продольных швах не должна превышать:
- на трубах диаметром 1420 мм - 350 мм;
- на трубах диаметром 1220 мм - 250 мм;
- на трубах диаметром 1020 мм - 150 мм;
- на трубах диаметром 720 мм - 100 мм;
- на трубах диаметром 530 мм - 75 мм;
- на трубах диаметром 426 мм - 50 мм.
9.1.10 Перед выборкой дефектного участка проводится просушка до температуры 50-70°С независимо от температуры окружающего воздуха на расстоянии:
- не менее 100 мм по ширине и длине от границ предполагаемой выборки - для продольных сварных швов;
- не менее 100 мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы - для кольцевых сварных швов.
9.1.11 Перед выборкой дефектного участка с целью предотвращения развития трещины на расстоянии 15-30 мм от границ трещины засверливаются отверстия диаметром 5,0 мм.
9.1.12 Выборка дефектного участка, включая участки до засверловки (15-30 мм) и после засверловки (30-45 мм), выполняется механическим способом (шлифмашинкой с набором абразивных кругов и дисковых проволочных щеток или механической фрезой) для получения необходимой формы выборки, при этом наружные поверхности кромок, прилегающие к границам выборки, должны быть зачищены до металлического блеска на ширину 10 - 15 мм.
Выборку дефектного участка длиной до 150 мм рекомендуется выполнять за один этап, длиной до 250 мм - за два этапа (рисунок 7), до 350 мм - за три этапа.
9.1.13 Специальная форма выборки дефектного участка приведена на рисунке 7 и должна иметь:
- в продольном сечении - чашеобразную форму с плавным выходом на наружную поверхность сварного шва, при этом, длина выборки должна превышать фактическую длину дефектного участка не менее, чем на 30 мм в каждую сторону от места засверловки;
- в поперечном сечении - U-образную форму с симметричной или несимметричной формой сквозной выборки шириной не более 2-х толщин стенок (2S), с притуплением 2,0-3,0 мм, зазором 2,0-4,0 мм.

Рисунок 7 - Параметры выборки дефектного участка, последовательность и направление слоев шва, параметры сварного шва при сварке (заварке) сквозной выборки прямолинейной формы длиной до 250 мм
(а, б - первый и второй этапы выборки и сварки)
При повышенной величине зазора (до 5,0 мм) допускается применение подкладных пластин из спокойных малоуглеродистых сталей толщиной 2,0-2,5 мм шириной 15-300мм.
Угол скоса кромки симметричной выборки должен быть 25-30°, рекомендуемый угол скоса крутой кромки несимметричной выборки (в случаях, когда трещина находится не по оси сварного шва, а также для продольных сварных швов труб, находящихся в вертикальной плоскости) должен быть 10-15°, пологой - 30-40°, при этом выборка ремонтируемого дефектного сварного шва должна быть не менее 1,0 мм в обе стороны основного металла.
9.1.14 Протяженность ремонтируемых дефектных участков, включая участки засверловки и выхода на наружную поверхность сварного шва, не должна превышать:
- на трубах диаметром 1420 мм - 500 мм;
- на трубах диаметром 1220 мм - 430 мм;
- на трубах диаметром 1020 мм - 360 мм;
- на трубах диаметром 720 мм - 300 мм;
- на трубах диаметром 530 мм - 215 мм;
- на трубах диаметром 426 мм - 155 мм.
9.1.15 Если в процессе выборки дефектного участка трещина распространяется за пределы засверленного участка или за максимальную длину ремонтируемой трещины, то дефектный участок с трещиной ремонту сваркой не подлежит.
9.2 Ремонт сваркой (заваркой) дефектных участков
9.2.1 Ремонт ручной дуговой сваркой (заваркой) выборок дефектных участков выполняется электродами с основным видом покрытия, отвечающими специальным требованиям к качеству их изготовления, сварочно-технологическим, механическим, вязкопластическим свойствам сварных соединений, аттестованными в установленном порядке (п. 5.7).
9.2.2 Сварку (заварку) следует выполнять электродами, исходя из нормативного значения предела прочности трубной стали дефектного участка трубопровода.
Для сварки корневого, первых (одного, двух) заполняющих слоев шва рекомендуется применять электроды диаметром 2,5 - 3,2 мм. Для сварки заполняющих и облицовочных слоев шва - диаметром 3,0 - 4,0 мм.
Сварочные электроды, прошедшие аттестацию и рекомендованные к применению, приведены в Приложении 4 и могут дополняться в соответствии с п. 5.8.
9.2.3 Электроды непосредственно перед сваркой (заваркой) должны быть прокалены в соответствии с рекомендациями изготовителя. Допускается применение электродов, прокаленных в стационарных условиях и доставленных на место производства работ в герметичных контейнерах или термопеналах. Сварочные электроды должно храниться в сухих отапливаемых помещениях при температуре не ниже +15°С.
9.2.4 До начала сварки (заварки) должен быть проведен предварительный подогрев выборки дефектного участка электрическими нагревательными устройствами (или с использованием индукционного метода), обеспечивающими равномерный нагрев дефектного участка на расстоянии:
- не менее 100 мм по ширине и длине от границ предполагаемой выборки - для продольных сварных швов;
- не менее 100 мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы - для кольцевых сварных швов.
Допускается применять газовые подогреватели или газовые горелки.
Температура предварительного подогрева назначается +150°С независимо от температуры окружающего воздуха.
9.2.5 Температура предварительного подогрева контролируется контактными или бесконтактными приборами не менее чем в 4-х точках по контуру выборки на расстоянии 10-15 мм от кромок. В случае вынужденных перерывов необходимо поддерживать температуру предварительного подогрева.
9.2.6 Сварка (заварка) выполняется с применением сварочного оборудования, отвечающего специальным требованиям к качеству изготовления, сварочно-технологическим свойствам, преимущественно инверторного типа, аттестованном в установленном порядке. Сварочное оборудование, прошедшее аттестацию и рекомендованное к применению, приведено в Приложении 5 и может дополняться в соответствии с п. 5.8.
9.2.7 Сварка корневого слоя шва выполняется на постоянном токе прямой или обратной полярности, заполняющих и облицовочного слоев шва - на постоянном токе обратной полярности. Режимы сварки приведены в таблице 3.
9.2.8 Зажигание дуги следует производить на свариваемых кромках выборки дефектного участка.
9.2.9 Сварку (заварку) корневого слоя шва в случае повышенного зазора рекомендуется производить с предварительной наплавкой свариваемых кромок.
Сварку (заварку) каждого слоя следует производить узкими валиками. Швы должны быть мелкочешуйчатыми и наплавляться с перекрытием 2,0-3,0 мм. Ширина первых заполняющих слоев должна быть 4,0-6,0 мм, последующих заполняющих слоев 8,0-10,0 мм, облицовочных - 10,0-12,0 мм. Облицовочные слои швов должны быть мелкочешуйчатыми, иметь ширину 8,0-12,0 мм и перекрывать основной металл на 2,0-3,0 мм.
9.2.10 Сварка (заварка) (корневой, заполняющие и облицовочные слои шва) выборки дефектного участка длиной до 100 мм, включая участки засверловки и выхода выборки на наружную поверхность сварного шва, выполняется за один этап.
9.2.11 Сварка (заварка) выборки дефектного участка длиной до 250 мм, включая участки засверловки и выхода выборки на наружную поверхность сварного шва, рекомендуется выполнять за два этапа, при этом участок условно разбивается на две равные части.
На первом этапе выполняется выборка специальной формой и сварка (заварка) корневого и заполняющих слоев шва первой части дефектного участка.
На втором этапе выполняется выборка специальной формой и сварка (заварка) корневого и заполняющих слоев шва второй части дефектного участка и облицовочного слоя шва на всей длине выборки (рисунок 7).
9.2.12 Сварка (заварка) выборки дефектного участка длиной до 350 мм, включая участки засверловки и выхода выборки на наружную поверхность сварного шва, рекомендуется выполнять за три этапа, при этом участок условно разбивается на три равные части.
9.2.13 Сварка (заварка) дефектного участка должна выполняться без перерывов одним сварщиком с контролем межслойной температуры, которая должна быть не ниже температуры 100°С.
9.2.14 Минимальное количество слоев шва при сварке с электродами с основным видом покрытия в зависимости от глубины выборки и разделки приведено в таблице 5.
9.2.15 В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом. После завершения сварки (заварки) дефектного участка, облицовочные слои шва зачищаются механическим способом (шлифмашинками с набором абразивных кругов и дисковых проволочных щеток) от шлака и брызг наплавленного металла.
Отремонтированный участок укрывается теплоизолирующим поясом до полного остывания.
9.2.16 В непосредственной близости от выполненного сварного шва наносится несмываемой краской клеймо сварщика.
9.2.17 Контроль качества сварного шва осуществляется визуальным и измерительным, а также физическими методами контроля (радиографическим и ультразвуковым).
9.2.18 Методы, объемы и нормы оценки качества сварного шва должны соответствовать требованиям раздела 10 настоящего документа.
9.2.19 На выполненные работы составляется технический акт установленной формы (Приложение 7).
10 Технология ремонта дефектов труб и сварных швов методом сварки (вварки) «заплаты»
10.1 Подготовка к ремонту дефектных участков
10.1.1 Подготовка участков труб и сварных швов со сквозными дефектами (далее по тексту дефектных участков) к ремонту, сварка (вварка), контроль качества отремонтированных сваркой дефектных участков выполняется в соответствии с «Технологической картой ремонта ручной дуговой сваркой дефектов труб и сварных соединений», разработанной, утвержденной организацией, выполняющей сварочные работы, и согласованной с органами технического надзора.
Типовая форма "Технологической карты ремонта ручной дуговой сваркой дефектов труб и сварных соединений" приведена в Приложении 6.
10.1.2 Перед подготовкой дефектных участков к ремонту сваркой (вваркой) "заплаты" с поверхности трубы удаляется изоляционное покрытие и производится очистка поверхности механическим способом по периметру трубы на ширину не менее 200 мм в каждую сторону от границ предполагаемого овального отверстия по оси трубы. Допускается очистка поверхности пескоструйной обработкой, шлифмашинками с набором абразивных кругов и дисковых проволочных щеток.
10.1.3 Ремонту методом сварки (вварки) "заплат" подлежат сквозные (в т.ч. трещины) и несквозные (с остаточной толщиной стенки менее 4,0 мм) дефекты труб, кольцевых и продольных сварных швов трубопроводов, вписывающиеся в размеры овала "заплаты".
10.1.4 Для уточнения границ дефектного участка, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов кольцевых и продольных сварных швов, проводится визуальный и измерительный контроль, ультразвуковой контроль сплошным сканированием металла трубы на расстоянии не менее 100 мм от границ предполагаемой вырезки овального отверстия и радиографический контроль полного периметра кольцевого сварного шва или полной длины продольного сварного шва в границах овального отверстия (в случаях пересечения (наложения) границ предполагаемой вырезки овального отверстия на заводской продольный или кольцевой швы).
10.1.5 При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы и/или сварных швах, ремонт сваркой (вваркой) "заплаты" дефектных участков не допускается.
10.1.6 Наружные дефекты (риски, задиры, царапины) глубиной более 0,2 мм, но не более 5% от толщины стенки, должны быть устранены шлифованием (шероховатость поверхности должна соответствовать Rz20-Rz30), при этом толщина стенки трубы не должна выходить за пределы минусового допуска в соответствии с требованиями ТУ на трубы.
10.1.7 Ремонт методом сварки (вварки) "заплаты" не допускается в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок, а также в местах пересечений кольцевого и продольного сварных швов, на расстоянии менее 300мм.
10.1.8 Для определения оптимальных параметров "заплаты" целесообразно применять набор гибких шаблонов овальной формы, с размерами от 150 до 350 мм по большой оси овала, от 100 до 250 мм по малой оси овала, при этом разница между длиной большой и малой осью овала должна быть не менее 50 мм.
Рекомендуемая длина большой оси овала (включая места засверловки границ трещин):
- на трубах диаметром 1420 мм - не более 350 мм;
- на трубах диаметром 1220 мм - не более 300 мм;
- на трубах диаметром 1020 мм - не более 250 мм;
- на трубах диаметром 720 мм - не более 200 мм;
- на трубах диаметром 530 мм - не более 150 мм;
- на трубах диаметром 426 мм - не более 150 мм.
10.1.9 При ремонте сквозных и несквозных дефектов труб и сварных швов допускается сварка (вварка):
- не более одной «заплаты» на трубе или на продольном сварном шве трубы;
- не более одной «заплаты» в кольцевом сварном шве двух соседних труб.
10.1.10 Перед вырезкой овального отверстия в месте дефектного участка проводится просушка до температуры 50-70°С независимо от температуры окружающего воздуха на расстоянии не менее 100 мм в обе стороны от границ предполагаемого овального отверстия, при этом допускается применять плоские газовые подогреватели или газовые горелки.
10.1.11 Перед вырезкой овального отверстия в месте дефектного участка с целью предотвращения развития сквозного дефекта (трещины) на расстоянии не менее 30 мм от границ дефекта засверливаются отверстия диаметром 5,0 мм.
10.1.12 Если в процессе вырезки овального отверстия сквозной дефект (трещина) распространяется за пределы засверленного участка или за границы предполагаемого овального отверстия, то рекомендуется выполнять ремонт дефектного участка сварки (вварки) "заплаты" больших размеров, регламентированных для данного диаметра ремонтируемого трубопровода.
10.1.13 Овальное отверстие для последующей сварки (вварки) "заплаты" выполняется с применением специального устройства для вырезки овальных отверстий газовой резкой или механической фрезой с необходимым скосом кромок.
10.1.14 В случаях расположения сквозного дефекта (трещины) на теле трубы отверстие под «заплату» целесообразно располагать не ближе 100 мм от продольного и кольцевого сварных швов (рисунок 8).

Рисунок 8 - Разметка дефектного участка со сквозной трещиной для ремонта методом сварки (вварки) «заплаты»
а - дефектный участок со сквозным дефектом (трещиной) на теле трубы;
б - дефектный участок со сквозным дефектом (трещиной) на кольцевом сварном шве;
в - дефектный участок со сквозным дефектом (трещиной) на продольном сварном шве
В случаях расположения сквозного дефекта на продольном заводском шве отверстие под «заплату» целесообразно располагать посередине продольного шва на расстоянии не ближе 100 мм от кольцевого шва.
В случаях расположения сквозного дефекта на кольцевом шве отверстие под «заплату» целесообразно располагать посередине кольцевого шва на расстоянии не ближе 100 мм от продольного заводского шва.
10.1.15 В местах пересечения сварных швов с овальным отверстием, внутренний подварочный и наружный облицовочный швы должны быть сняты механическим способом с плавным переходом в сторону от границы отверстия по наружному облицовочному шву на длину не менее 40 мм, по внутреннему подварочному - на длину, обеспечивающую плотное прилегание подкладного кольца к внутренней поверхности тела трубы.
10.1.16 "Заплата", как правило, должна изготавливаться заранее в стационарных условиях из трубы того же диаметра, толщины стенки и класса прочности, что и труба ремонтируемого трубопровода.
"Заплата" изготавливается в сборке с подкладным кольцом и должна иметь подготовленные под сварку и зачищенные механическим способом кромки, при этом наружные и внутренние поверхности, прилегающие к кромкам "заплаты" и подкладного кольца, должны быть зачищены до металлического блеска на ширину не менее 10 мм.
10.1.17 Подкладное кольцо изготавливается из спокойных низкоуглеродистых сталей толщиной 2-3 мм. Подкладное кольцо должно иметь форму овала (эллипса), при этом размеры кольца должны обеспечивать нахлесты в стороны "заплаты" и трубы не менее 10-15 мм (рисунок 9а).
В случае невозможности снятия внутреннего подварочного шва на подкладной пластине (кольце) удаляются элементы кольца в области внутреннего подварочного шва, препятствующие плотному прилеганию к внутренней поверхности трубы (рисунок 9а).
10.1.18 Подкладное кольцо сваривается с "заплатой" по кромке непрерывным швом электродами, рекомендованными для сварки корневого слоя шва. Допускается приварка к кромкам "заплаты" временных кронштейнов из электродных стержней диаметром 4,0-5,0 мм с последующим удалением мест приварки шлифовкой. Монтаж "заплаты" с подкладным кольцом и временным кронштейном в овальном отверстии трубы следует выполнять с применением специальной струбцины.

Рисунок 9 - Разделка кромок, сборка и последовательность сварки (вварки) «заплаты»
а - сборка «заплаты» на подкладном кольце;
б - последовательность сварки (вварки) «заплаты»
Приварка временных кронштейнов к телу (наружной поверхности) "заплаты" не допускается. Для обеспечения более плотной герметизации зоны последующей сварки от выхода газа допускается прикрепление по контуру подкладной пластины уплотнительного шнура.
10.2 Ремонт сваркой (вваркой) "заплаты" дефектных участков
10.2.1 Ручная дуговая сварка (вварка) "заплаты" выборок дефектных участков трубопроводов выполняется электродами с основным видом покрытия, отвечающими специальным требованиям к качеству их изготовления, сварочно-технологическим, механическим, вязкопластическим свойствам сварных соединений, аттестованными в установленном порядке (п. 5.7).
10.2.2 Сварку (вварку) "заплаты" следует выполнять электродами, исходя из нормативного значения предела прочности трубной стали дефектного участка трубопровода.
Для сварки корневого, первых (одного, двух) заполняющих слоев шва рекомендуется применять электроды диаметром 2,5 - 3,2 мм. Для сварки заполняющих и облицовочных слоев шва - диаметром 3,0 - 4,0 мм.
Сварочные электроды, прошедшие аттестацию и рекомендованные к применению, приведены в Приложении 4 и могут дополняться в соответствии с п. 5.8.
10.2.3 Электроды непосредственно перед сваркой (вваркой) «заплаты» должны быть прокалены в соответствии с рекомендациями изготовителя. Допускается применение электродов, прокаленных в стационарных условиях и доставленных на место производства работ в герметичных контейнерах или термопеналах. Сварочные электроды должно храниться в сухих отапливаемых помещениях при температуре не ниже +15°С.
10.2.4 До начала сварки (вварки) «заплаты» должен быть проведен предварительный подогрев дефектного участка электрическими нагревательными устройствами (или с использованием индукционного метода), обеспечивающими равномерный нагрев дефектного участка, включая зоны не менее 100 мм от границ овального отверстия. Допускается применять газовые подогреватели или газовые горелки.
Температура предварительного подогрева назначается +150°С независимо от температуры окружающего воздуха.
10.2.5 Температура предварительного подогрева контролируется контактными или бесконтактными приборами не менее чем в 4-х точках по контуру отверстия на расстоянии 10-15 мм от кромок. В случае вынужденных перерывов необходимо поддерживать температуру не ниже 100°С.
10.2.6 Сварка (вварка) «заплаты» выполняется с применением сварочного оборудования, отвечающего специальным требованиям к качеству изготовления, сварочно-технологическим свойствам, преимущественно инверторного типа, аттестованном в установленном порядке. Сварочное оборудование, прошедшее аттестацию и рекомендованное к применению, приведено в Приложении 5 и может дополняться в соответствии с п. 5.8.
10.2.7 Сварка корневого слоя шва выполняется на постоянном токе прямой или обратной полярности, заполняющих и облицовочного слоев шва - на постоянном токе обратной полярности. Режимы сварки приведены в таблице 3.
10.2.8 Зажигание дуги следует производить на свариваемых кромках "заплаты" или отверстия.
Сварку корневого слоя шва следует выполнять без снятия струбцины. Сварку каждого слоя следует выполнять обратноступенчатым способом в последовательности, приведенной на рисунке 9б. Швы должны быть мелкочешуйчатыми и наплавляться с перекрытием 2,0-3,0 мм. Облицовочный шов должен быть с плавным переходом к основному металлу и перекрывать его на 2,0-3,0 мм в каждую сторону. Величина наружного смещения "заплаты" по отношению к трубе после сварки не должна превышать 1,5 мм.
10.2.9 Сварка (вварка) «заплаты» должна выполняться без перерывов одним сварщиком с контролем межслойной температуры, которая должна быть не ниже 100°С.
10.2.10 Минимальное количество слоев шва при сварке (вварке) «заплаты» электродами с основным видом покрытия в зависимости от толщины стенки трубы приведено в таблице 5.
10.2.11 В процессе сварки (вварки) «заплаты» каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла.
"Заплата" укрывается теплоизолирующим поясом до полного остывания.
10.2.12 В непосредственной близости от выполненного сварного шва наносится несмываемой краской клеймо сварщика.
10.2.13 Контроль качества сварного шва осуществляется визуальным и измерительным контролем, а также физическими методами контроля (радиографическим и ультразвуковым).
10.2.14 Методы, объемы и нормы оценки качества сварного шва должны соответствовать требованиям раздела 11 настоящего документа.
10.2.15 На выполненные работы составляется технический акт установленной формы (Приложение 7).
11 Контроль качества сварных швов
11.1 Контроль качества сварных швов должен производиться специалистами неразрушающего контроля, аттестованными в соответствии с "Правилами аттестации персонала в области неразрушающего контроля" (ПБ 03-440-02).
11.2 Контроль качества отремонтированных дефектных участков труб и сварных швов трубопроводов (сваркой, наплавкой, заваркой, вваркой "заплат") осуществляется систематическим пооперационным контролем, визуальным и измерительным контролем, физическими неразрушающими методами контроля - радиографическим (по ГОСТ 7512-82) и ультразвуковым (по ГОСТ 14782-86).
11.3 Отремонтированные сваркой (наплавкой) дефектные участки труб и сварных швов должны быть проконтролированы физическими методами контроля - радиографическим в объеме 100% и дублирующим ультразвуковым в объеме 100%. Ультразвуковой контроль должен проводиться по специальной методике, при этом, должны применяться приборы, позволяющие выявлять тип и размеры дефектов, а также регистрировать результаты контроля на электронных или бумажных носителях.
11.4 Отремонтированные сваркой (заваркой, вваркой "заплат") дефектные участки труб и сварных швов должны быть проконтролированы физическими методами контроля - радиографическим в объеме 100% и дублирующим ультразвуковым в объеме 100%.
11.5 Допускается выполнение дополнительного контроля другими физическими методами. Объемы и методы дополнительного неразрушающего контроля качества сварных швов должны оговариваться специальными требованиями, отраженными в проектной документации или других нормативных или технологических документах.
11.6 Допустимые размеры дефектов в отремонтированных сваркой, наплавкой, заваркой, вваркой "заплат" участках труб и сварных швах приведены в Приложении 8.
12 Техника безопасности и охрана труда
Для обеспечения безопасности при производстве ремонтных работ следует руководствоваться действующими нормативно-техническими документами:
- "Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и пожароопасных объектах" РД 09-364-00;
- "Типовая инструкция по организации безопасного проведения газоопасных работ", утвержд. Госгортехнадзором СССР 20.02.1985 г.
- "Типовая инструкция по безопасному проведению огневых работ на газовых объектах ОАО "Газпром", 2005г.
- "Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов Министерства газовой промышленности", ВСН 51-1-80, М., 1982;
- "Правила безопасности при эксплуатации магистральных газопроводов", М., 1985;
- "Правила техники безопасности при строительстве магистральных стальных трубопроводов", М., "Недра", 1982;
- "Межотраслевые правила по охране труда при электро- и газосварочных работах" ПОТ РМ 020-2001;
- "Безопасность труда в строительстве" СНиП 12.03-2001 ч. 1;
- "Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах" РД 558-97, раздел "Охрана труда".
Приложение 1
1. Группы однотипных сварных соединений трубопроводов
Таблица 1.1 - Группы сварных соединений по классам прочности материалов труб
|
Номер группы (индекс однотипности) по классу прочности материалов |
Характеристики групп материалов |
|
|
Диапазон классов прочности |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|
|
1 (М01) |
до 529 (54) вкл. |
до К54 вкл. |
|
2 (М03) |
от 529 (54) до 588 (60) вкл. |
от К55 до К60 вкл. |
|
3 (М03) |
более 588 (60) |
свыше К60 |
Область распространения результатов производственной аттестации технологий сварки устанавливается в пределах одной группы материалов по классу прочности свариваемых труб (элементов).
Таблица 1.2 - Группы сварных соединений по наружным диаметрам труб стыковых соединений
|
Номер группы (индекс однотипности) по диаметру |
Диапазон наружных диаметров, мм |
|
1 |
До 25 включительно |
|
2 |
Свыше 25 до 159 включительно |
|
3 |
Свыше 159 до 530 включительно |
|
4 |
Свыше 530 (включая плоские детали) |
Область распространения результатов производственной аттестации технологий сварки устанавливается в пределах одной группы по диаметрам свариваемых труб (элементов).
Таблица 1.3 - Группы сварных соединений по номинальным толщинам труб стыковых соединений для элементов одной толщины
|
Номер группы (индекс однотипности) по толщине |
Диапазон номинальных толщин |
|
1 |
До 5,0 мм включительно |
|
2 |
Свыше 5,0 до 12,0 мм включительно |
|
3 |
Свыше 12,0 до 19,0 мм включительно |
|
4 |
Свыше 19,0 до 32,0 мм включительно |
|
5 |
Свыше 32,0 до 50,0 мм включительно |
Область распространения результатов производственной аттестации технологий сварки устанавливается в пределах одной группы по толщинам стенок свариваемых труб (элементов).
Таблица 1.4 - Группы сварных соединений по номинальным толщинам труб стыковых соединений для элементов разной толщины
|
Номер группы (индекс однотипности) по толщине |
Диапазон номинальных толщин тонкостенных труб (элементов) |
Диапазон номинальных толщин толстостенных труб (элементов)* |
|
1 |
До 5,0 мм включительно |
До 7,5 мм включительно** |
|
2 |
Свыше 5,0 до 12,0 мм включительно |
Свыше 7,5 до 18 мм включительно |
|
3 |
Свыше 12,0 до 19,0 мм включительно |
Свыше 15,0 до 28,5 мм включительно |
|
4 |
Свыше 19,0 до 32,0 мм включительно |
Свыше 22,0 до 48,0 мм включительно |
|
5 |
Свыше 32,0 до 50,0 мм включительно |
Свыше 35,0 до 75,0 мм включительно |
|
* - разнотолщинные соединения указанных диапазонов толщин установлены исходя из разнотолщинности элементов не более 1,5; ** - разнотолщинные соединения указанного диапазона толщин установлены для толстостенного элемента без специальной обработки кромок - «нутрения». |
||
Область распространения результатов производственной аттестации технологий сварки устанавливается в пределах одной группы по толщинам стенок для тонкостенных и толстостенных свариваемых труб (элементов).
2. Область распространения результатов аттестации с учетом однотипности сварных соединений по материалам (классам прочности), диаметрам, толщинам труб
Таблица 1.5 - Область распространения результатов аттестации и группы однотипных КСС по материалам труб (по классам прочности) при аттестации технологий сварки
|
Группы однотипных материалов труб |
Характеристики групп материалов КСС |
Область распространения результатов аттестации по материалам труб |
||
|
Класс прочности |
Нормативное значение временного сопротивления разрыву, МПа (кгс/мм2) |
|||
|
М01 |
1 |
до К54 вкл. |
до 529 (54) вкл. |
1(М01) |
|
М03 |
2 |
от К55 до К60 вкл. |
от 529 (54) до 588 (60) вкл. |
2(М03) |
Таблица 1.6 - Область распространения результатов аттестации и группы однотипных КСС по диаметрам труб при аттестации технологий сварки
|
Индекс однотипности по диаметру труб |
Наружный диаметр КСС труб (d), мм |
Область распространения результатов аттестации по диаметрам труб, (d), мм |
|
3 |
426 ≤ d ≤ 530 |
426, 530 |
|
4 |
530 < d ≤ 1420 |
720, 820, 1020, 1220, 1420 |
Таблица 1.7 - Область распространения результатов аттестации и группы однотипных КСС по толщинам стенки труб при аттестации технологий сварки
|
Индекс однотипности по толщине стенки труб |
Толщина стенки КСС труб (t), мм |
Область распространения результатов аттестации по толщинам стенки труб, мм |
|
2 |
7,0 £ t £ 12,0 |
От 7,0 вкл до 12,0 мм вкл. |
|
3 |
12,0 < t £ 19,0 |
Свыше 12,0 до 19,0 мм вкл. |
|
4 |
19,0 < t £ 32,0 |
Свыше 19,0 до 32,0 мм вкл. |
Приложение 2
Виды механических испытаний для аттестации технологий ремонта сваркой дефектов труб и сварных соединений труб
Для определения механических свойств образцов КСС труб проводятся испытания на статическое растяжение, испытания на статический изгиб, испытания на ударный изгиб, измерение твердости.
Виды испытаний и необходимое количество образцов КСС приведены в таблице 2.1. Схемы вырезки образцов КСС приведены на рисунках 2.1, 2.2, 2.3.
Таблица 2.1 - Виды механических испытаний и количество образцов КСС при аттестации технологий ремонта сваркой дефектов труб и сварных соединений труб
|
Виды ремонта, типы дефектов |
Виды испытаний, количество образцов |
|||
|
Статическое растяжение |
Статический изгиб |
Ударный изгиб (КСU) по шву |
Твердость HV10 |
|
|
Образец № 1 |
Образец № 2 |
Образец № 3 |
Образец № 4 |
|
|
Ремонт сваркой (наплавкой) наружных дефектов труб и сварных соединений |
3 |
31) |
33) |
2 |
|
Ремонт сваркой внутренних несквозных и сквозных дефектов в продольных и кольцевых сварных соединениях |
3 |
32) |
34) (65)) |
1 |
|
Ремонт сваркой (вваркой) "заплат" несквозных и сквозных дефектов труб и сварных соединений |
3 |
32) |
34) (65)) |
1 |
|
Примечания: 1 - изгиб образцов наплавленным металлом наружу; 2 - для трубы с толщиной стенки до 12,5 мм - 1 образец корнем наружу, 1 образец корнем внутрь; - для трубы с толщиной стенки 12,5 мм и более - 3 образца «на ребро»; 3 - выполняется при номинальной толщине КСС не менее 12 мм, надрез наносят по наплавленному металлу со стороны наружной поверхности трубы; 4 - выполняется при номинальной толщине КСС более 6 мм, надрез наносят перпендикулярно поверхности трубы; 5 - для трубы с толщиной стенки более 19,0 мм (три образца из внутренних слоев шва и три образца из наружных слоев шва). |
||||

Рисунок 2.1 - Схема вырезки образцов для испытаний при аттестации технологии ремонта сваркой (наплавкой) с овальной (круглой) выборкой коррозионных каверн металла труб
№ 1 - образцы на статическое растяжение;
№ 2 - образцы на статический изгиб;
№ 3 - образцы на ударный изгиб;
№ 4 - образцы для измерения твердости.
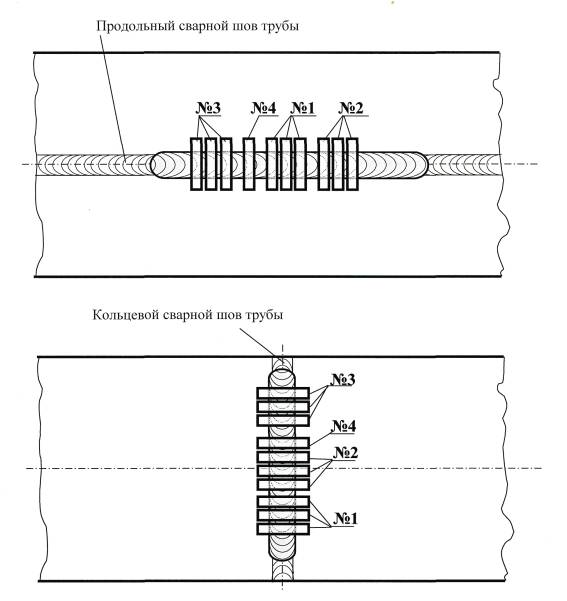
Рисунок 2.2 - Схема вырезки образцов для испытаний при аттестации технологии ремонта сваркой коррозионных каверн, внутренних дефектов и трещин в кольцевых и продольных сварных соединениях
№ 1 - образцы на статическое растяжение;
№ 2 - образцы на статический изгиб;
№ 3 - образцы на ударный изгиб по шву;
№ 4 - образцы для измерения твердости.

Рисунок 2.3 - Схема вырезки образцов для испытаний при аттестации технологии ремонта сваркой (вваркой) «заплат» сквозных дефектов труб и сварных соединений
№ 1 - образцы на статическое растяжение;
№ 2 - образцы на статический изгиб;
№ 3 - образцы на ударный изгиб по шву;
№ 4 - образцы для измерения твердости.
1 Испытание на статическое растяжение
1.1 Испытания следует проводить на образцах типа XII или XIII (ГОСТ 6996-66). Форма образца представлена на рисунке 2.4. Размеры образца указаны в таблице 2.2.
Таблица 2.2 - Плоские образцы для испытаний на статическое растяжение
|
Толщина стенки трубы, мм |
Толщина образца а, мм |
Ширина рабочей части образца, b, мм |
Ширина захватной части образца, b1, мм |
Длина рабочей части образца, l, мм |
Общая длина образца, L, мм |
|
До 6 вкл. |
Равна толщине стенки трубы |
15 ±0,5 |
25 |
50 |
l+2h |
|
Свыше 6 до 10 вкл. |
20 ± 0,5 |
30 |
60 |
||
|
Свыше 10 до 25 вкл. |
25 ± 0,5 |
35 |
100 |
||
|
Свыше 25 до 50 вкл. |
30 ± 0,5 |
40 |
160 |
||
|
Примечания: 1 Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины. 2 Скорость нагружения образцов в процессе испытаний должна составлять не более 15 мм/мин. |
|||||
1.2 Усиление шва на образцах должно быть снято механическим способом до уровня основного металла, при этом допускается удалять основной металл по всей поверхности образца на глубину до 15% от толщины стенки трубы, но не более 4 мм. Удаление основного металла с поверхности образца производят только с той стороны, с которой снимают усиление шва. Строгать усиление следует поперек шва. Острые кромки плоских образцов в пределах рабочей части должны быть закруглены радиусом не более 1,0 мм путем сглаживания напильником вдоль кромки. Разрешается строгать усиление вдоль продольной оси шва с последующим удалением рисок. Шероховатость поверхности Rz в местах удаления усиления должна быть не более 6,3 мкм.
1.3 Временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, регламентированного техническими условиями на их поставку или ГОСТом.

Рисунок 2.4 - Форма и размеры образцов (XII и XIII) для испытаний сварного соединения на статическое растяжение
2 Испытание на статический изгиб
2.1 Форма и размеры образцов представлены в таблице 2.3, 2.4 и на рисунке 2.5.
Таблица 2.3 - Размеры образцов для испытаний на статический изгиб
|
Вид изгиба |
Толщина основного металла S, мм |
Ширина образца b, мм |
Общая длина образца l, мм |
Расстояние между опорами, мм |
|
Корнем шва наружу или внутрь |
До 12,0 |
1,5S, но не менее 10 |
2,5D + 80 |
2,5D |
|
На ребро |
12,0 и более |
12,5 ±0,2 |
180-200 |
80 |
|
Наплавленным металлом наружу |
До и более 12 |
1,5S, но не менее 10 |
2,5D + 80 |
2,5D |
Таблица 2.4 - Определение диаметра нагружающей оправки (В) для испытаний на статический изгиб
|
Класс прочности трубной стали |
Толщина основного металла, S, мм |
Диаметр нагружающей оправки, мм |
|
До К50 вкл. |
до 12,0 мм вкл. |
25 ± 2 |
|
от 12,0 и более |
30 ± 2 |
|
|
Свыше К50 до К54 вкл. |
до 12,0 мм вкл. |
38 ± 2 |
|
от 12,0 и более |
40 ± 2 |
|
|
От К55 до К65вкл. |
до 12,0 мм вкл. |
48 ± 2 |
|
от 12,0 и более |
50 ± 2 |
2.2 Толщина образцов должна равняться толщине основного металла. Усиление шва по обеим сторонам образца снимается механическим способом до уровня основного металла. Разрешается строгать усиление шва в любом направлении с последующим удалением рисок. Кромки образцов в пределах их рабочей части должны быть закруглены радиусом не менее 0,1 толщины образца (но не более 2 мм) путем сглаживания напильником вдоль кромки.

Рисунок 2.5 - Форма и размеры образцов для испытаний на статический изгиб
а - образец для изгиба корнем шва наружу или внутрь;
б - образец для изгиба на ребро;
в - образец для изгиба наплавленным металлом наружу.
2.3 Обязательным условием проведения испытаний является плавность возрастания нагрузки на образец. Испытания проводят со скоростью не более 15 мм/мин, до достижения нормируемого угла изгиба или угла изгиба, при котором образуется первая являющаяся браковочным признаком трещина. Угол изгиба при испытании до образования первой трещины замеряют в ненапряженном состоянии с погрешностью ±2°.
2.4 Среднее арифметическое значение угла изгиба образцов должно быть не менее 120°, а минимальное значение угла изгиба одного образца должно быть не ниже 100°. При подсчете среднего арифметического значения угла изгиба все углы более 150° следует принимать равными 150°.
2.5 Если длина трещин, возникающих в растянутой зоне образца в процессе испытания, не превышает 20% его ширины, но не более 5 мм, то такие трещины не являются браковочным признаком. Определяется также место образования трещины или разрушения (металл шва, металл околошовной зоны или основной металл).
3 Испытание на ударный изгиб
3.1 При испытании на ударный изгиб ударную вязкость определяют на образцах Менаже типа VI (для толщины основного металла 11 мм и более) и типа VII (для толщины металла от 6 до 11 мм) по ГОСТ 6996-66.
Форма и размеры образцов представлены на рисунках 2.6, 2.7.

Рисунок 2.6 - Форма и размеры образцов на ударный изгиб
(Образцы типа VI по ГОСТ 6996-66*)

Рисунок 2.6 - Форма и размеры образцов на ударный изгиб
(Образцы типа VII по ГОСТ 6996-66*)
3.2 Вырезку и изготовление образцов следует производить таким образом, чтобы одна из чистовых поверхностей каждого образца (после окончательной обработки) располагалась на расстоянии 1-2 мм от наружной поверхности трубы.
3.3 Испытания на ударную вязкость проводятся при температуре минус 60°С для районов Крайнего Севера и минус 40°С - для остальных районов, если проектная документация не регламентирует иных требований. Величина ударной вязкости при принятой температуре испытаний должна быть не менее 24,5 Дж/см2 (2,5 кгс×м/см2) при номинальной толщине стенки труб от 6 до 10 мм, не менее 29,4 Дж/см2 (3,0 кгс×м/см2) при номинальной толщине стенки труб свыше 10 до 15 мм, не менее 39,2 Дж/см2 (4,0 кгс×м/см2) при номинальной толщине стенки труб свыше 15 до 25 мм.
Ударная вязкость определяется как среднее арифметическое из результатов испытаний трех образцов при заданной температуре.
4 Измерение твердости металла различных участков сварных соединений
Измерение твердости по Виккерсу (НV10) производится на образцах (макрошлифах), вырезанных таким образом, чтобы были охвачены все участки сварного соединения (шов, зона термического влияния, основной металл). Должна быть обеспечена параллельность сечений шлифа и обработка поверхности в местах замеров с шероховатостью Rz не более 0,80 мкм. Схема замера твердости приведена на рисунке 2.8. В каждой зоне замера должно быть не менее трех отпечатков (для ЗТВ и основного металла - с двух сторон от оси шва). Значения твердости не должны превышать 350 НV10.

Рисунок 2.8 - Схема замера твердости
а - ремонт сваркой (заваркой) коррозионных каверн металла труб;
б - ремонт сваркой (заваркой) коррозионных каверн, внутренних дефектов и трещин в кольцевых и продольных сварных соединений;
в - ремонт сваркой (вваркой) «заплат» сквозных дефектов труб и сварных соединений
Приложение 3
ФОРМА ДОПУСКНОГО ЛИСТА СВАРЩИКА
(рекомендуемая)
Допускной лист сварщика по результатам допускных испытаний (сварка контрольных сварных соединений)
|
1.Общие сведения о сварщике |
|
|
1.1. Фамилия, имя, отчество сварщика |
|
|
1.2. Год рождения |
|
|
1.3. Место работы |
|
|
1.4. Стаж работы по сварке |
|
|
1.5. Квалификационный разряд по ОК |
|
|
1.6. Номер аттестационного удостоверения, срок действия |
|
|
2. Данные о сварке (наплавке) КСС |
|
|
2.1. Вид (способ) сварки (наплавки) |
|
|
2.2. Клеймо КСС |
|
|
2.3. Группа и марка свариваемого материала |
|
|
2.4. Вид свариваемых деталей |
|
|
2.5. Тип шва |
|
|
2.6. Диаметр, мм |
|
|
2.7. Толщина, мм |
|
|
2.8. Тип и вид соединения |
|
|
2.9. Положение при сварке |
|
|
2.10.Вид покрытия и марка электродов |
|
|
3. Контроль качества КСС |
|
|
3.1. Нормативный документ по контролю |
|
|
3.2. Результаты контроля качества КСС: |
|
|
Вид контроля |
Результат и номер Заключения |
|
Клеймо КСС |
|
|
Визуальный и измерительный |
|
|
Радиографический или ультразвуковой |
|
|
Испытания на статическое растяжение* |
|
|
Испытания на статический изгиб* |
|
|
Испытания на ударный изгиб* |
|
|
Измерение твердости* |
|
|
4.Область распространения КСС |
||
|
Параметры сварки |
Обозначение условий сварки |
Область распространения |
|
Способ сварки |
|
|
|
Вид деталей |
|
|
|
Типы швов |
|
|
|
Группа свариваемого материала |
|
|
|
Покрытие электрода |
|
|
|
Толщина деталей, мм |
|
|
|
Наружный диаметр, мм |
|
|
|
Положения при сварке |
|
|
|
Вид соединения |
|
|
|
Руководитель службы сварочного производства |
|
|
|
|
|
(организация, должность) |
|
(подпись, дата) |
|
(ФИО) |
|
|
|
|
|
|
|
Руководитель службы контроля качества |
|
|
|
|
|
(организация, должность) |
|
(подпись, дата) |
|
(ФИО) |
Приложение 4
Сварочные электроды для ремонта сваркой дефектов труб и сварных соединений трубопроводов
|
Назначение |
Тип электродов по ГОСТ 9466-75, 9467-75 |
Марка электродов |
Диаметр, мм |
Производитель |
|
Для сварки корневого слоя шва стыковых (кольцевых, продольных) сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву до 589 МПа (60 кгс/мм2) включительно. Для ремонта сваркой дефектов корневого слоя шва стыковых (кольцевых, продольных) сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву до 589 МПа (60 кгс/мм2) включительно. Для ремонта сваркой дефектов основного металла труб с нормативным значением временного сопротивления разрыву до 539 МПа (55 кгс/мм2)*. |
Э50А |
LB-52U |
2,6; 3,2 |
Kobe-Steel (Япония) |
|
ОК 53.70 |
2,5; 3,0 |
ESAB AB (Швеция) |
||
|
Fox EV Pipe |
2,5; 3,2 |
Bohler-Thyssen Welding (Австрия) |
||
|
МТГ-01К |
2,5; 3,0 |
ООО "Сычевcкий электродный завод" (Россия) |
||
|
SE-08-00 |
2,5; 3,0 |
СИБЕС (Россия) |
||
|
АНО-ТМ |
2,5; 3,0 |
"ЕСАБ-СВЭЛ" (Россия) |
||
|
Для сварки заполняющих, облицовочного слоев шва стыковых (кольцевых, продольных) сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву до 539 МПа (55 кгс/мм2). Для ремонта сваркой дефектов заполняющих и облицовочных (кольцевых, продольных) слоев шва стыковых сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву до 539 МПа (55 кгс/мм2) Для ремонта сваркой дефектов основного металла труб с нормативным значением временного сопротивления разрыву до 539 МПа (55 кгс/мм2)*. |
Э50А |
LB-52U |
3,2; 4,0 |
Kobe-Steel (Япония) |
|
ОК 53.70 |
3,0; 4,0 |
ESAB AB (Швеция) |
||
|
Fox EV Pipe |
3,2; 4,0 |
Bohler-Thyssen Welding (Австрия) |
||
|
МТГ-01К |
3,0 |
ООО "Сычевcкий электродный завод" (Россия) |
||
|
МТГ-02 |
4,0 |
ООО "Сычевcкий электродный завод" (Россия) |
||
|
SE-08-00 |
3,0; 4,0 |
СИБЕС (Россия) |
||
|
АНО-ТМ |
3,0; 4,0 |
"ЕСАБ-СВЭЛ" (Россия) |
||
|
Для сварки заполняющих, облицовочного слоев шва стыковых (кольцевых, продольных) сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву от 539 МПа (55 кгс/мм2) до 589 МПа (60 кгс/мм2) включительно. Для ремонта сваркой дефектов заполняющих и облицовочного слоев шва стыковых (кольцевых, продольных) сварных соединений труб из сталей с нормативным значением временного сопротивления разрыву от 539 МПа (55 кгс/мм2) до 589 МПа (60 кгс/мм2) включительно. Для ремонта сваркой дефектов основного металла труб с нормативным значением временного сопротивления разрыву от 539 МПа (55 кгс/мм2) до 589 МПа (60 кгс/мм2) включительно*. |
Э60 |
Fox EV 60 Pipe |
3,0; 4,0 |
Bohler-Thyssen Welding (Австрия) |
|
Кеssеl 5520 Мо |
3,0; 4,0 |
Bohler Shcweisstechnik Deutschland (Германия) |
||
|
ОК 74.70 |
3,2; 4,0 |
ESAB AB (Швеция), СИБЕС (Россия), "ЕСАБ-СВЭЛ" (Россия) |
||
|
LB-62D |
3,4; 4,0 |
Kobe-Steel (Япония) |
||
|
МТГ-03 |
3,0; 4,0 |
ООО "Сычевcкий электродный завод" (Россия,) |
||
|
SE-10-00 |
3,0; 4,0 |
СИБЕС (Россия) |
* - рекомендуются следующие марки электродов: LB-52U, ОК 53.70, МТГ-01К, SE-08-00, Кеssеl 5520 Мо, LB-62D, МТГ-03, SE-10-00
Приложение 5
сварочное оборудование для ремонта сваркой дефектов труб и сварных соединений трубопроводов
|
Назначение оборудования |
Шифр оборудования по РД 03-614-03 |
Марка оборудования |
Производитель |
|
Источники сварочного тока |
|||
|
А3 |
ДС-250.33 |
ООО «Технотрон», (Россия, г. Чебоксары) |
|
|
Аппарат сварочный постоянного тока инверторного типа для ручной дуговой сварки покрытыми электродами |
А3 |
PICO 230, PICO 260 |
ООО «Инвертор-плюс», (Россия, г. Оренбург) |
|
Аппарат сварочный постоянного тока инверторного типа для ручной дуговой сварки покрытыми электродами |
А3 |
Форсаж-250 GAZ, Форсаж-315 GAZ |
ФГУП «Государственный Рязанский приборный завод», (Россия, г. Рязань) |
|
Универсальный источник сварочного тока тиристорного типа |
А3 |
ФЕБ-Магма 315 |
ООО «НПП «ФЕБ»,(Россия, г. Санкт-Петербург) |
|
Универсальный источник сварочного тока тиристорного типа |
А3 |
ВДУ-306 МТУЗ, ВДУ-506 МТУЗ |
ЗАО «Уралтермосвар» (Россия, г. Екатеринбург) |
|
Универсальный источник сварочного тока тиристорного типа |
А3 |
ВД-306 ДК, ВД-506 ДК |
ЗАО «НПФ «ИТС», (Россия, г. Санкт-Петербург) |
|
Универсальный источник сварочного тока тиристорного типа |
А3 |
DC-400 |
Lincoln Electric (США) |
|
Универсальный источник сварочного тока инверторного типа |
А3 |
Invertec V350 PRO |
Lincoln Electric (США) |
|
Агрегат сварочный для ручной дуговой сварки покрытыми электродами |
А14 |
АДПР-2×2501ВУ1, АДДУ-4001 У1, АДДУ-2×2501 У1, АДД - 2×2501ВУ1 |
ЗАО «Уралтермосвар», (Россия, г. Екатеринбург) |
Приложение 6
Формы типовых технологических карт ремонта сваркой дефектов труб и сварных соединений
|
технологическая
карта (типовая) |
|||||||||||||
Организация |
Наименование трубопровода |
Диаметр, толщина стенки, мм |
Вид ремонта сваркой |
Размер дефектного участка, мм |
Шифр карты |
||||||||
|
|
|
|
Ремонт наружного дефекта трубы сваркой (наплавкой) овальной формы |
Длина ______, Ширина______, Глубина______ |
Ремонт сваркой (наплавкой овальной формы) наружного дефекта трубы РС(НОФ) НДТ №___ |
||||||||
|
Характеристика труб |
Процессы сварки |
Подготовка под сварку, последовательность сварки, параметры сварного шва |
Сварочные материалы |
||||||||||
|
Марка стали, № ТУ |
Диаметр, мм |
Толщина стенки, Sст, мм |
Класс прочности |
Нормативный предел прочности, МПа, (кГс/мм2) |
Эквивалент углерода, % |
|
|
Для сварки (наплавки) заполняющих, контурного и облицовочного слоев: - Тип - Марка |
|||||
|
Предварительный подогрев |
|||||||||||||
|
|
|
|
|
|
|
Просушка дефектного участка перед сваркой (наплавкой) до _______ °С независимо от t окружающего воздуха. Предварительный подогрев дефектного участка перед сваркой (наплавкой) до ____ °С при t окружающего воздуха ниже ______ °С. Ширина зоны подогрева _______ мм в каждую сторону от границ выборки |
|||||||
Режимы сварки |
Дополнительные требования и рекомендации |
||||||||||||
|
Параметры |
Наименование слоя шва |
Для определения границ выборки наружных дефектов трубы и выбора методов ремонта сваркой (наплавкой) целесообразно применять набор гибких шаблонов овальной формы. Наружные дефекты подлежат ремонту сваркой (наплавкой), если максимальная площадь одиночной выборки, либо суммарная площадь выборок _____ мм2, при этом, максимальная глубина выборки должна быть не более 70% толщины стенки трубы (сварного соединения), остаточная толщина стенки трубы (сварного соединения) - не менее 4,0 мм. Количество мест ремонта должно быть не более одного на два погонных метра ремонтируемого трубопровода.
|
|||||||||||
|
Первый |
Заполняющие |
Облицовочный |
|||||||||||
|
Диаметр электрода, мм |
|
|
|
||||||||||
|
Сила тока, А |
|
|
|
||||||||||
|
Потолочное положение |
|
|
|
||||||||||
|
Вертикальное положение |
|
|
|
||||||||||
|
Нижнее положение |
|
|
|
||||||||||
|
Род тока, полярность |
|
|
|
||||||||||
|
Напряжение на дуге, В |
|
|
|
||||||||||

|
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||
|
№ |
Операция |
Содержание операций |
Оборудование и инструмент |
||||
|
1. |
Подготовка дефектных участков |
● Удалить изоляционное покрытие и очистить поверхность механическим способом на ширину не менее ______ мм от границ предполагаемой выборки. ● Для уточнения границ дефектного участка, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов производится визуальный и измерительный контроль, ультразвуковой контроль сплошным сканированием металла трубы на расстоянии не менее _______ мм от границ предполагаемой выборки. При наложении границ предполагаемой выборки с кольцевым или продольным сварным швом дополнительно проводится радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва или полной длины продольного сварного шва в границах дефектного участка, включая зоны примыкания по _______ мм. При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы и сварных швов, ремонт сваркой (наплавкой) дефектных участков не допускается. Не допускается ремонт сваркой (наплавкой) наружных дефектов труб в местах с вмятинами, недопустимыми гофрами труб. ● Устранить шлифованием (Rz 6,3) наружные дефекты (риски, задиры) глубиной более ____ мм, но не более ___ % от толщины стенки, при этом толщина стенки трубы не должна выходить за пределы минусового допуска. ● Для определения метода ремонта произвести разметку контура выборок. Границы контуров выборок должны быть овальной формы с прямолинейными и криволинейными границами, при этом большая ось и прямолинейные границы выборки должны быть расположены вдоль оси трубы. |
Скребок. Газовая горелка.
Шлифмашинка. Лупа. Линейка. Ультразвуковой дефектоскоп (толщиномер). Рентгенаппарат. |
||||
|
2. |
Выборка дефектных участков |
● Произвести просушку участка шириной _____ мм в обе стороны от границ выборки до температуры _____ ˚С независимо от температуры окружающего воздуха. ● Произвести выборку дефектных участков механическим способом для получения необходимой формы под сварку. Выборка должна производиться вдоль оси трубы, при этом на наружной поверхности трубы должна иметь овальную форму с прямолинейными и криволинейными границами, при этом большая ось и прямолинейные границы выборки должны быть расположены вдоль оси трубы. Длина выборки должна быть не менее _______ мм, при ширине не более ________ мм. Радиус перехода от скоса кромок к дну разделки (R) должен составлять ____ мм. Радиус перехода от дна разделки к поверхности трубы в начале и конце выборки с округлыми границами должен быть не менее ____ мм. При расположении наружных дефектов в верхней и нижней четвертях трубы рекомендуется симметричная разделка кромок в поперечном сечении с углом скоса 25-30° , при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя). Выборка дефектов должна обеспечивать их полное удаление, в продольном и поперечном сечении не должна превышать фактическую глубину дефектов более, чем на ____ мм, остаточная толщина стенки должна быть не менее ____ мм. ● Зачистить до металлического блеска прилегающие к выборке участки на ширину не менее ____ мм. |
Кольцевой подогреватель. Газовый подогреватель. (Газовые горелки). Прибор замера температуры. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
3. |
Предвари-тельный подогрев |
● Произвести предварительный подогрев выборки дефектного участка до Т=________ °С, при температуре окружающего воздуха ниже ______ °С. ● Контролировать температуру не менее, чем в _____ точках по контуру выборки на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
4. |
Наплавка дефектных участков |
● Наплавка каждого слоя должна производиться узкими валиками (стрингерными швами), по встречно-симметричной схеме. Направление швов в каждом последующем слое должно быть встречным предыдущему. Стрингерные швы должны наплавляться с перекрытием ____ мм. ● Ширина первых заполняющих слоев должна быть ______ мм, последующих заполняющих слоев_____ мм. ● Производить наплавку одного дефектного участка разными сварщиками не допускается. ● Перерывы в работе до полного заполнения разделки (выборки) не допускаются. ● Наплавка должна быть многослойной, не менее ______ слоев. ● Произвести наплавку первого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности.
|
КПП-1 Инверторный источник. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Термопояс. |
||||
|
№ |
Операция |
Содержание операций |
Оборудование и инструмент |
||||
|
4. |
Наплавка дефектных участков |
● Произвести наплавку заполняющих слоев электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в каждом слое составляет ______ в зависимости от ширины выборки. ● Произвести наплавку облицовочного слоя электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в облицовочном слое составляет ______ в зависимости от ширины выборки. ● Произвести наплавку контурного шва с колебаниями перпендикулярно к граничной линии выборки электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Контурный шов должен иметь ширину ______ мм и перекрывать основной металл на ______ мм. ● В процессе сварки (наплавки) каждый слой шва должен быть зачищен механическим способом. ● Подрезы, незаплавленные кратеры и “ожоги” на основном металле не допускаются. ● Зачистить облицовочные и контурный слои шва механическим способом до достижения ровной поверхности наплавки с усилением ________ мм (Rz 6,3). ● Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания. |
Электрошлифмашинка. Шаблон сварщика. Шлифкруги, шлифщетки. |
||||
|
5. |
Клеймение. |
● Нанести несмываемой краской клеймо сварщика, выполнявшего наплавку, в непосредственной близости от наплавки. |
Несмываемая краска. Термокарандаш. |
||||
|
6. |
Контроль качества |
● Контроль качества сварки (наплавки) дефектных участков должен производиться систематическим пооперационным контролем, визуальным и измерительным контролем, проверкой сплошности наплавленного металла физическими методами контроля радиографическим или ультразвуковым в объеме 100%. Допустимые размеры дефектов сварных швов не должны превышать значений, приведенных в таблице 1.21 РД 558-97. |
Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Ультразвуковой дефектоскоп. Рентгенаппарат |
||||
|
Не оговоренные в данной технологической карте операции должны выполняться в соответствии с требованиями «Временной инструкции по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» |
|||||||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
технологическая
карта (типовая) |
||||||||||||||||
Организация |
Наименование трубопровода |
Диаметр, толщина стенки, мм |
Вид ремонта сваркой |
Размер дефектного участка, мм |
Шифр карты |
|||||||||||
|
|
|
|
Ремонт внутреннего дефекта кольцевого шва сваркой (заваркой) |
Длина ______, Ширина______, Глубина______ |
Ремонт сваркой (заваркой) внутренних дефектов швов со сквозной разделкой РС(З) ВДШ (ср) №___ |
|||||||||||
|
Характеристика труб |
Процессы сварки |
Подготовка под сварку, последовательность сварки, параметры сварного шва |
Сварочные материалы |
|||||||||||||
|
Марка стали, № ТУ |
Диаметр, мм |
Толщина стенки, Sст, мм |
Класс прочности |
Нормативный предел прочности, МПа, (кГс/мм2) |
Эквивалент углерода, % |
Ручная дуговая сварка покрытыми электродами. |
1 – корневой шов; 2-4 – заполняющие швы; 5 – облицовочные швы |
Для сварки (заварки) корневого, заполняющих, облицовочных слоев: - Тип - Марка |
||||||||
|
Предварительный подогрев |
||||||||||||||||
|
|
|
|
|
|
|
Просушка перед сваркой до _____ °С независимо от t окружающего воздуха. Предварительный подогрев перед сваркой до _____ °С независимо от t окружающего воздуха. Ширина зоны подогрева _______ мм в каждую сторону от границ выборки |
||||||||||
Режимы сварки |
Дополнительные требования и рекомендации |
|||||||||||||||
|
Параметры |
Наименование слоя шва |
Для определения границ выборки несквозных дефектов кольцевых и продольных сварных швов и выбора методов ремонта сваркой (заваркой) целесообразно применять набор гибких шаблонов прямолинейной формы. В зависимости от видов дефектов, их протяженности и глубины выборка дефектного участка с внутренними дефектами в кольцевых и продольных сварных швах может быть сквозной и несквозной. Протяженность ремонтируемого дефектного участка со сквозной разделкой, включая выход на наружную поверхность, не должна превышать _____ мм (при длине дефекта не более ____ мм). Ремонту сваркой (заваркой) подлежат внутренние дефекты со сквозной выборкой: -не более одного участка в кольцевом сварном шве; -не более одного участка на любых двух метрах продольного сварного шва, при этом выполненные ремонтные сварные швы должны отстоять друг от друга на расстоянии не менее 500 мм. Выборка и сварка (заварка) дефектного участка с дефектом длиной _______мм должна производиться за ______ этапа, при этом участок условно разбивается на ______ равные части. |
||||||||||||||
|
Корневой |
Заполняющие |
Облицовочный |
||||||||||||||
|
Диаметр электрода, мм |
|
|
|
|||||||||||||
|
Сила тока, А |
|
|
|
|||||||||||||
|
Потолочное положение |
|
|
|
|||||||||||||
|
Вертикальное положение |
|
|
|
|||||||||||||
|
Нижнее положение |
|
|
|
|||||||||||||
|
Род тока, полярность |
|
|
|
|||||||||||||
|
Напряжение на дуге, В |
|
|
|
|||||||||||||

|
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||
|
№ |
Операция |
Содержание операций |
Оборудование и инструмент |
||||
|
1. |
Подготовка дефектных участков |
● Удалить изоляционное покрытие и очистить поверхность механическим способом на ширину не менее ______ мм в каждую сторону периметра трубы. ● Для уточнения границ дефектного участка, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов проводится визуальный и измерительный контроль очищенной поверхности, ультразвуковой контроль сплошным сканированием на расстоянии не менее _______мм от границ предполагаемой выборки, неразрушающий радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва. При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы, ремонт сваркой (заваркой) дефектных участков не допускается. Не допускается ремонт сваркой (заваркой) дефектов в кольцевом шве в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок. ● Устранить шлифованием (Rz 6,3) наружные дефекты (риски, задиры) глубиной более ____ мм, но не более ___ % от толщины стенки, при этом толщина стенки трубы не должна выходить за пределы минусового допуска. ● Для определения метода ремонта произвести разметку контура выборок. Границы контура выборки должны быть прямолинейной формы с параллельными границами и округленными углами. |
Скребок. Газовая горелка.
Шлифмашинка. Лупа. Линейка. Ультразвуковой дефектоскоп (толщиномер). Рентгенаппарат. |
||||
|
I этап выборки и сварки (заварки) |
|||||||
|
2. |
Выборка дефектных участков |
● Произвести просушку участка до температуры _____ °С независимо от температуры окружающего воздуха на расстоянии не менее _____ мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы. ● Произвести выборку первой части дефектного участка механическим способом для получения необходимой формы под сварку. Выборка должна иметь прямолинейную форму с параллельными границами и округленными углами. Длина выборки должна быть не менее _______ мм, при ширине не более ________ мм. Радиус перехода от скоса кромок к дну разделки (R) должен составлять ____ мм. Радиус перехода от дна разделки к поверхности трубы в начале и конце выборки с округлыми границами должен быть не менее ____ мм. При расположении дефектов в верхней и нижней четвертях кольцевого шва рекомендуется симметричная разделка кромок в поперечном сечении с углом скоса 25-30° , при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя), при этом выборка ремонтируемого дефектного шва должна быть не менее _____ мм в обе стороны основного металла. ● Зачистить до металлического блеска прилегающие к выборке участки на ширину не менее ____ мм. |
Кольцевой подогреватель. Газовый подогреватель. (Газовые горелки). Прибор замера температуры. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
3. |
Предварительный подогрев |
● Произвести предварительный подогрев выборки первой части дефектного участка до Т=________ °С, независимо от температуры окружающего воздуха. ● Контролировать температуру не менее, чем в _____ точках по контуру выборки на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
4. |
Сварка (заварка) дефектных участков |
● Сварка (заварка) заполняющих слоев должна производиться узкими валиками с перекрытием ____ мм. ● Ширина первых заполняющих слоев должна быть ______ мм, последующих заполняющих слоев_____ мм. ● Производить сварку (заварку) одного дефектного участка разными сварщиками не допускается. ● Сварка (заварка) должна быть многослойной, не менее ______ слоев. ● Произвести сварку корневого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку заполняющих слоев электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в каждом слое составляет ______ в зависимости от ширины выборки. ● В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. ● Подрезы, незаплавленные кратеры и "ожоги" на основном металле не допускаются. |
КПП-1 Инверторный источник. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Термопояс. |
||||
|
II этап выборки и сварки (заварки) |
|||||||
|
5. |
Выборка дефектных участков |
● Произвести выборку второй части дефектного участка механическим способом для получения необходимой формы под сварку. Выборка должна иметь прямолинейную форму с параллельными границами и округленными углами. Длина выборки должна быть не менее _______ мм, при ширине не более ________ мм. Радиус перехода от скоса кромок к дну разделки (R) должен составлять ____ мм. Радиус перехода от дна разделки к поверхности трубы в начале и конце выборки с округлыми границами должен быть не менее ____ мм. При расположении дефектов в верхней и нижней четвертях кольцевого шва рекомендуется симметричная разделка кромок в поперечном сечении с углом скоса 25-30° , при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя), при этом выборка ремонтируемого дефектного шва должна быть не менее _____ мм в обе стороны основного металла. ● Зачистить до металлического блеска прилегающие к выборке участки на ширину не менее ____ мм. |
Кольцевой подогреватель. Газовый подогреватель. Прибор замера температуры. Электрошлифмашинка Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
6. |
Предвари-тельный подогрев |
● Произвести предварительный подогрев выборки второй части дефектного участка до Т=________ °С, независимо от температуры окружающего воздуха. ● Контролировать температуру не менее, чем в _____ точках по контуру выборки на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
7. |
Сварка (заварка) дефектных участков |
● Сварка (заварка) заполняющих и облицовочного слоев должна производиться узкими валиками с перекрытием ____ мм. ● Ширина первых заполняющих слоев должна быть ______ мм, последующих заполняющих слоев_____ мм. ● Производить сварку (заварку) одного дефектного участка разными сварщиками не допускается. ● Перерывы в работе до полного заполнения разделки (выборки) не допускаются. ● Сварка (заварка) должна быть многослойной, не менее ______ слоев. ● Произвести сварку корневого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку заполняющих слоев электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в каждом слое составляет ______ в зависимости от ширины выборки. ● Произвести сварку облицовочного слоя по всей длине выборки электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в облицовочном слое составляет ______ в зависимости от ширины выборки. Облицовочные слои шва должны иметь ширину ______ мм и перекрывать основной металл на ______ мм. ● В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. ● Подрезы, незаплавленные кратеры и "ожоги" на основном металле не допускаются. ● Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания. |
. |
||||
|
8. |
Клеймение. |
● Нанести несмываемой краской клеймо сварщика, выполнявшего сварку (заварку), в непосредственной близости от ремонтного шва. |
Несмываемая краска. Термокарандаш. |
||||
|
9. |
Контроль качества |
● Контроль качества сварки (наплавки) дефектных участков должен производиться систематическим пооперационным контролем, визуальным и измерительным контролем, проверкой сплошности наплавленного металла физическими методами контроля радиографическим или ультразвуковым в объеме 100%. Допустимые размеры дефектов сварных швов не должны превышать значений, приведенных в таблице 1.21 РД 558-97. |
Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Ультразвуковой дефектоскоп. Рентгенаппарат |
||||
|
Не оговоренные в данной технологической карте операции должны выполняться в соответствии с требованиями «Временной инструкции по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» |
|||||||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
технологическая
карта (типовая) |
|||||||||||||||
Организация |
Наименование трубопровода |
Диаметр, толщина стенки, мм |
Вид ремонта сваркой |
Размер дефектного участка, мм |
Шифр карты |
||||||||||
|
|
|
|
Ремонт сквозного дефекта (трещины) кольцевого шва сваркой (заваркой) |
Длина ______, Ширина______, Глубина______ |
Ремонт сваркой (заваркой) сквозных дефектов (трещин) швов со сквозной разделкой РС(З) СДШ (ср) №___ |
||||||||||
|
Характеристика труб |
Процессы сварки |
Подготовка под сварку, последовательность сварки, параметры сварного шва |
Сварочные материалы |
||||||||||||
|
Марка стали, № ТУ |
Диаметр, мм |
Толщина стенки, Sст, мм |
Класс прочности |
Нормативный предел прочности, МПа, (кГс/мм2) |
Эквивалент углерода, % |
Ручная дуговая сварка покрытыми электродами. |
|
Для сварки (заварки) корневого, заполняющих, облицовочных слоев: - Тип - Марка |
|||||||
|
Предварительный подогрев |
|||||||||||||||
|
|
|
|
|
|
|
Просушка перед сваркой до _____ °С независимо от t окружающего воздуха. Предварительный подогрев перед сваркой до _____ °С независимо от t окружающего воздуха. Ширина зоны подогрева _______ мм в каждую сторону от границ выборки |
|||||||||
Режимы сварки |
Дополнительные требования и рекомендации |
||||||||||||||
|
Параметры |
Наименование слоя шва |
Для определения границ выборки сквозных дефектов (трещин) кольцевых и продольных сварных швов и выбора методов ремонта сваркой (заваркой) целесообразно применять набор гибких шаблонов прямолинейной формы. Протяженность ремонтируемого дефектного участка, включая участки засверловки и выхода на наружную поверхность, не должна превышать _____ мм (при длине трещины не более ____ мм). Ремонту сваркой (заваркой) подлежат трещины: -не более одной в кольцевом сварном шве; -не более одной на любых двух метрах продольного сварного шва, при этом выполненные ремонтные сварные швы должны отстоять друг от друга на расстоянии не менее 500 мм. Выборка и сварка (заварка) дефектного участка с трещиной длиной _______мм должна производиться за ______ этапа, при этом дефектный участок, включая участки до засверловки ________ мм и после засверловки_______ мм, условно разбивается на ______ равные части. |
|||||||||||||
|
Корневой |
Заполняющие |
Облицовочный |
|||||||||||||
|
Диаметр электрода, мм |
|
|
|
||||||||||||
|
Сила тока, А |
|
|
|
||||||||||||
|
Потолочное положение |
|
|
|
||||||||||||
|
Вертикальное положение |
|
|
|
||||||||||||
|
Нижнее положение |
|
|
|
||||||||||||
|
Род тока, полярность |
|
|
|
||||||||||||
|
Напряжение на дуге, В |
|
|
|
||||||||||||

|
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||
|
№ |
Операция |
Содержание операций |
Оборудование и инструмент |
||||
|
1. |
Подготовка дефектных участков |
● Удалить изоляционное покрытие и очистить поверхность механическим способом на ширину не менее ______ мм в каждую сторону периметра трубы. ● Для уточнения границ дефектного участка, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов проводится визуальный и измерительный контроль очищенной поверхности, ультразвуковой контроль сплошным сканированием на расстоянии не менее _______мм от границ предполагаемой выборки, неразрушающий радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва. При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы, ремонт сваркой (заваркой) дефектных участков не допускается. Не допускается ремонт сваркой (заваркой) дефектов в кольцевом шве в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок. ● Устранить шлифованием (Rz 6,3) наружные дефекты (риски, задиры) глубиной более ____ мм, но не более ___ % от толщины стенки, при этом толщина стенки трубы не должна выходить за пределы минусового допуска. ● Для определения метода ремонта произвести разметку контура выборок. Границы контура выборки должны быть прямолинейной формы с параллельными границами и округленными углами. |
Скребок. Газовая горелка.
Шлифмашинка. Лупа. Линейка. Ультразвуковой дефектоскоп (толщиномер). Рентгенаппарат. |
||||
|
I этап выборки и сварки (заварки) |
|||||||
|
2. |
Выборка дефектных участков |
● Произвести просушку участка до температуры _____ °С независимо от температуры окружающего воздуха на расстоянии не менее _____ мм в обе стороны от границ предполагаемой выборки по полному периметру участка трубы. ● Засверлить отверстия диаметром ______ мм на расстоянии не менее ______ мм от границ трещины с целью предотвращения развития трещины. ● Произвести выборку первой части дефектного участка, включая участки до засверловки ________ мм и после засверловки_______ мм, механическим способом для получения необходимой формы под сварку. Выборка должна иметь прямолинейную форму с параллельными границами и округленными углами. Длина выборки должна быть не менее _______ мм, при ширине не более ________ мм. Радиус перехода от скоса кромок к дну разделки (R) должен составлять ____ мм. Радиус перехода от дна разделки к поверхности трубы в начале и конце выборки с округлыми границами должен быть не менее ____ мм. При расположении дефектов в верхней и нижней четвертях кольцевого шва рекомендуется симметричная разделка кромок в поперечном сечении с углом скоса 25-30° , при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя), при этом выборка ремонтируемого дефектного шва должна быть не менее _____ мм в обе стороны основного металла. ● Зачистить до металлического блеска прилегающие к выборке участки на ширину не менее ____ мм. |
Кольцевой подогреватель. Газовый подогреватель. (Газовые горелки). Прибор замера температуры. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
3. |
Предварительный подогрев |
● Произвести предварительный подогрев выборки первой части дефектного участка до Т=________ °С, независимо от температуры окружающего воздуха. ● Контролировать температуру не менее, чем в _____ точках по контуру выборки на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
4. |
Сварка (заварка) дефектных участков |
● Сварка (заварка) заполняющих слоев должна производиться узкими валиками с перекрытием ____ мм. ● Ширина первых заполняющих слоев должна быть ______ мм, последующих заполняющих слоев_____ мм. ● Производить сварку (заварку) одного дефектного участка разными сварщиками не допускается. ● Сварка (заварка) должна быть многослойной, не менее ______ слоев. ● Произвести сварку корневого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку заполняющих слоев электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в каждом слое составляет ______ в зависимости от ширины выборки. ● В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. ● Подрезы, незаплавленные кратеры и “ожоги” на основном металле не допускаются. |
КПП-1 Инверторный источник. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
II этап выборки и сварки (заварки) |
|||||||
|
5. |
Выборка дефектных участков |
● Произвести выборку второй части, включая участки до засверловки ________ мм и после засверловки_______ мм, дефектного участка механическим способом для получения необходимой формы под сварку. Выборка должна иметь прямолинейную форму с параллельными границами и округленными углами. Длина выборки должна быть не менее _______ мм, при ширине не более ________ мм. Радиус перехода от скоса кромок к дну разделки (R) должен составлять ____ мм. Радиус перехода от дна разделки к поверхности трубы в начале и конце выборки с округлыми границами должен быть не менее ____ мм. При расположении дефектов в верхней и нижней четвертях кольцевого шва рекомендуется симметричная разделка кромок в поперечном сечении с углом скоса 25-30° , при расположении дефектов на боковых четвертях - несимметричная с углами скоса кромок 30-40° (верхняя) и 10-15º (нижняя), при этом выборка ремонтируемого дефектного шва должна быть не менее _____ мм в обе стороны основного металла. ● Зачистить до металлического блеска прилегающие к выборке участки на ширину не менее ____ мм. |
Кольцевой подогреватель. Газовый подогреватель. Прибор замера температуры. Электрошлифмашинка Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
6. |
Предварительный подогрев |
● Произвести предварительный подогрев выборки второй части дефектного участка до Т=________ °С, независимо от температуры окружающего воздуха. ● Контролировать температуру не менее, чем в _____ точках по контуру выборки на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
7. |
Сварка (заварка) дефектных участков |
● Сварка (заварка) заполняющих и облицовочного слоев должна производиться узкими валиками с перекрытием ____ мм. ● Ширина первых заполняющих слоев должна быть ______ мм, последующих заполняющих слоев_____ мм. ● Производить сварку (заварку) одного дефектного участка разными сварщиками не допускается. ● Перерывы в работе до полного заполнения разделки (выборки) не допускаются. ● Сварка (заварка) должна быть многослойной, не менее ______ слоев. ● Произвести сварку корневого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку заполняющих слоев электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в каждом слое составляет ______ в зависимости от ширины выборки. ● Произвести сварку облицовочного слоя по всей длине выборки электродами с основным видом покрытия марки _______ диаметром ____ мм, на ___________ токе ___________ полярности. Количество валиков в облицовочном слое составляет ______ в зависимости от ширины выборки. Облицовочные слои шва должны иметь ширину ______ мм и перекрывать основной металл на ______ мм. ● В процессе сварки (заварки) каждый слой шва должен быть зачищен механическим способом от шлака и брызг наплавленного металла. ● Подрезы, незаплавленные кратеры и “ожоги” на основном металле не допускаются. ● Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания. |
. |
||||
|
8. |
Клеймение. |
● Нанести несмываемой краской клеймо сварщика, выполнявшего сварку (заварку), в непосредственной близости от ремонтного шва. |
Несмываемая краска. Термокарандаш. |
||||
|
9. |
Контроль качества |
● Контроль качества сварки (наплавки) дефектных участков должен производиться систематическим пооперационным контролем, визуальным и измерительным контролем, проверкой сплошности наплавленного металла физическими методами контроля радиографическим или ультразвуковым в объеме 100%. Допустимые размеры дефектов сварных швов не должны превышать значений, приведенных в таблице 1.21 РД 558-97. |
Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Ультразвуковой дефектоскоп. Рентгенаппарат |
||||
|
Не оговоренные в данной технологической карте операции должны выполняться в соответствии с требованиями «Временной инструкции по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» |
|||||||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
технологическая
карта (типовая) |
|||||||||||||||
Организация |
Наименование трубопровода |
Диаметр, толщина стенки, мм |
Вид ремонта сваркой |
Размер дефектного участка, мм |
Шифр карты |
||||||||||
|
|
|
|
Ремонт дефекта трубы сваркой (вваркой) «заплаты» |
Длина ______, Ширина______, Глубина______ |
Ремонт сваркой (вваркой) «заплаты» дефекта трубы РС(ВЗ) ДТ №___ |
||||||||||
|
Характеристика труб |
Процессы сварки |
Подготовка под сварку, последовательность сварки, параметры сварного шва |
Сварочные материалы |
||||||||||||
|
Марка стали, № ТУ |
Диаметр, мм |
Толщина стенки, Sст, мм |
Класс прочности |
Нормативный предел прочности, МПа, (кГс/мм2) |
Эквивалент углерода, % |
Ручная дуговая сварка покрытыми электродами. |
|
Для сварки корневого, заполняющих, облицовочных слоев: - Тип - Марка |
|||||||
|
Предварительный подогрев |
|||||||||||||||
|
|
|
|
|
|
|
Просушка перед сваркой до _____ °С независимо от t окружающего воздуха. Предварительный подогрев перед сваркой до _____ °С независимо от t окружающего воздуха. Ширина зоны подогрева _______ мм в каждую сторону от границ предполагаемого овального отверстия |
|||||||||
Режимы сварки |
Дополнительные требования и рекомендации |
||||||||||||||
|
Параметры |
Наименование слоя шва |
Для определения оптимальных параметров «заплаты» целесообразно применять набор гибких шаблонов овальной формы с размерами от 150 до 350 мм по большой оси овала, от 100 до 250 мм по малой оси овала, при этом разница между большой и малой осью овала должна быть не менее 50 мм. При ремонте сквозных и несквозных дефектов труб и сварных швов допускается сварка (вварка): - не более одной «заплаты» на трубе или на продольном сварном шве трубы; - не более одной «заплаты» на кольцевом сварном шве двух соседних труб. В случаях расположения сквозного дефекта (трещины) на теле трубы отверстие под «заплату» целесообразно располагать не ближе 100 мм от продольного и кольцевого сварных швов. В случаях расположения сквозного дефекта на продольном заводском шве отверстие под «заплату» целесообразно располагать посередине продольного шва на расстоянии не ближе 100 мм от кольцевого шва. В случаях расположения сквозного дефекта на кольцевом шве отверстие под «заплату» целесообразно располагать посередине кольцевого шва на расстоянии не ближе 100 мм от продольного заводского шва.
|
|||||||||||||
|
Корневой |
Заполняющие |
Облицовочный |
|||||||||||||
|
Диаметр электрода, мм |
|
|
|
||||||||||||
|
Сила тока, А |
|
|
|
||||||||||||
|
Потолочное положение |
|
|
|
||||||||||||
|
Вертикальное положение |
|
|
|
||||||||||||
|
Нижнее положение |
|
|
|
||||||||||||
|
Род тока, полярность |
|
|
|
||||||||||||
|
|
|
|
|||||||||||||

|
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||
|
№ |
Операция |
Содержание операций |
Оборудование и инструмент |
||||
|
1. |
Подготовка дефектных участков |
● Удалить изоляционное покрытие и очистить поверхность механическим способом на ширину не менее ______ мм от границ предполагаемого овального отверстия. ● Для уточнения границ дефектного участка, толщины стенки, выявления возможных расслоений металла трубы, наружных и внутренних дефектов производится визуальный и измерительный контроль, ультразвуковой контроль сплошным сканированием металла трубы на расстоянии не менее _______ мм от границ предполагаемой вырезки овального отверстия. При пересечении или наложении границ предполагаемой вырезки овального отверстия с кольцевым или продольным сварным швом дополнительно проводится радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва или полной длины продольного сварного шва в границах овального отверстия. При толщине стенки, выходящей за пределы минусового допуска, наличии расслоений металла трубы, недопустимых дефектов в контролируемых участках металла трубы и/или сварных швах, ремонт сваркой (вваркой) «заплаты» дефектных участков не допускается. Не допускается ремонт сваркой (вваркой) «заплаты» в местах с вмятинами, недопустимыми гофрами, недопустимыми смещениями кромок. ● Устранить шлифованием (Rz 6,3) наружные дефекты (риски, задиры) глубиной более ____ мм, но не более ___ % от толщины стенки, при этом толщина стенки трубы не должна выходить за пределы минусового допуска. ● Для определения оптимальных параметров «заплаты» целесообразно применять набор гибких шаблонов овальной формы. |
Скребок. Газовая горелка.
Шлифмашинка. Лупа. Линейка. Ультразвуковой дефектоскоп (толщиномер). Рентгенаппарат. |
||||
|
2. |
Вырезка овального отверстия |
● Произвести просушку участка шириной _____ мм в обе стороны от границ предполагаемого овального отверстия до температуры _____ °С независимо от температуры окружающего воздуха. ● Засверлить отверстия диаметром ______ мм на расстоянии не менее ______ мм от границ сквозного дефекта (трещины) с целью предотвращения развития сквозного дефекта. ● Произвести вырезку овального отверстия с применением специального устройства для вырезки овальных отверстий газовой резкой или механической фрезой с необходимым скосом кромок. Отверстие под «заплату» целесообразно располагать не ближе ______ мм от продольного и кольцевого сварного шва. Длина отверстия должна быть не менее _______ мм, при ширине не более ________ мм.
|
Кольцевой подогреватель. Газовый подогреватель. (Газовые горелки). Прибор замера температуры. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. |
||||
|
3. |
Подготовка «заплаты» |
● «Заплата» должна изготавливаться в стационарных условия из трубы того же диаметра, толщины стенки и класса прочности, что и ремонтируемая труба. «Заплата» должна изготавливаться в сборке с подкладным кольцом и иметь подготовленные под сварку и зачищенные механическим способом кромки, при этом наружные и внутренние поверхности, прилегающие к кромкам «заплаты» и подкладного кольца дольжны быть зачищены до металлического блеска на ширину не менее ______ мм. ● Подкладное кольцо должно изготавливаться из спокойных низкоуглеродистых сталей толщиной _______ мм и иметь форму овала (эллипса), при этом размеры кольца должны обеспечивать нахлесты в стороны «заплаты» и трубы не менее ________ мм. ● Подкладное кольцо сваривается с "заплатой" по кромке непрерывным швом электродами, рекомендованными для сварки корневого слоя шва. Допускается приварка к кромкам "заплаты" временных кронштейнов из электродных стержней диаметром 4,0-5,0 мм с последующим удалением мест приварки шлифовкой. Монтаж "заплаты" с подкладным кольцом и временным кронштейном в овальном отверстии трубы выполняется с применением специальной струбцины. Приварка временных кронштейнов к телу (наружной поверхности) "заплаты" не допускается. Для обеспечения более плотной герметизации зоны последующей сварки от выхода газа допускается прикрепление по контуру подкладной пластины уплотнительного шнура. |
|
||||
|
4. |
Предварительный подогрев |
● Произвести предварительный подогрев кромок отверстия не менее _______ мм от границ овального отверстия до Т=________ °С, независимо от температуры окружающего воздуха ● Контролировать температуру не менее, чем в _____ точках по контуру отверстия на расстоянии ________ мм от кромок. ● При вынужденных перерывах необходимо поддерживать температуру ремонтируемого участка на уровне температуры предварительного подогрева. |
Кольцевые подогреватели. Газовые горелки. Термокарандаш. |
||||
|
5. |
Сварка (вварка) «заплаты» |
● Выполнить равномерно по периметру отверстия прихватки длиной _________мм электродами для сварки корневого слоя шва не менее _____шт. Прихватки зачистить от шлака, брызг, устранить видимые дефекты ● Сварку всех слоев шва выполнять обратноступенчатым способом, при этом соблюдать правила смещения "замков" на величину не менее ______ мм. ● Производить сварку (вварку) «заплаты» разными сварщиками не допускается. ● Не допускаются перерывы в работе. ● Количество слоев- не менее ________. ● Произвести сварку корневого слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку заполняющих слоев электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. ● Произвести сварку облицовочного слоя электродами с основным видом покрытия марки _______, диаметром ____ мм, на _________ токе _________ полярности. Облицовочный шов должен перекрывать основной металл на ______ мм. ● В процессе сварки (вварки) «заплаты» каждый слой шва должен быть зачищен механическим способом. ● Подрезы, незаплавленные кратеры и “ожоги” на основном металле не допускаются. ● Укрыть отремонтированный участок теплоизолирующим поясом до полного остывания.
|
КПП-1 Инверторный источник. Электрошлифмашинка Шлифкруги Шлифщетки. Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Термопояс. |
||||
|
6. |
Клеймение. |
● Нанести несмываемой краской клеймо сварщика, выполнявшего наплавку, в непосредственной близости от выполненного сварного шва. |
Несмываемая краска. Термокарандаш. |
||||
|
7. |
Контроль качества |
● Контроль качества сварки (наплавки) дефектных участков должен производиться систематическим пооперационным контролем, визуальным и измерительным контролем, проверкой сплошности наплавленного металла физическими методами контроля радиографическим в объеме 100% и дублирующим ультразвуковым в объеме 100%. Допустимые размеры дефектов сварных швов не должны превышать значений, приведенных в таблице 1.21 РД 558-97. |
Шаблон сварщика. Штангенциркуль. Линейка. Лупа. Ультразвуковой дефектоскоп. Рентгенаппарат |
||||
|
Не оговоренные в данной технологической карте операции должны выполняться в соответствии с требованиями «Временной инструкции по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» |
|||||||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
|
Карта утверждена: |
_____________ должность |
_______________ подпись |
____________ (ФИО) |
Дата: «___» __________ 2005 г. |
|||
Приложение 7
ФОРМА Акта на ремонт сваркой дефектов труб и сварных соединений
(рекомендуемая)
______________________________________________________
(предприятие)
|
Акт на ремонт сваркой дефектов труб и сварных соединений
|
|||||||||||||||
|
|
"_____"_________ 200__г. |
||||||||||||||
|
Мы, нижеподписавшиеся: ответственный руководитель работ____________________________________________ |
|||||||||||||||
|
представитель Службы неразрушающего контроля___________________________________________________ (Ф.И.О., должность) |
|||||||||||||||
|
составили настоящий акт в том, что на ПК_______________ км ____________________ |
|||||||||||||||
|
газопровода______________________________________________________________ |
|||||||||||||||
|
категории _________ из ___________ труб поставки _____________________________ |
|||||||||||||||
|
диаметром _________________ с толщиной стенки ______________________________ |
|||||||||||||||
|
из стали марки |
|
произведен ремонт сквозного дефекта (дефектного |
|||||||||||||
|
участка) с параметрами |
|
||||||||||||||
|
|
|||||||||||||||
|
|
|||||||||||||||
|
Ремонт выполнен методом: |
|
||||||||||||||
|
|
1.Заварки |
|
2.Вварки заплаты |
|
|||||||||||
|
(нужное отметить) |
|||||||||||||||
|
Сварной шов |
|
выполнен электродами |
|
||||||||||||
|
Электросварщиком ______________________ клеймо номер ______________________ |
|||||||||||||||
|
|
|||||||||||||||
|
Сварной шов проконтролирован __________________________________ методом (ми) |
|||||||||||||||
|
и признан годным. |
|
||||||||||||||
|
Заключение номер |
|
от «___» __________ 200___ г. |
|||||||||||||
|
|
|
||||||||||||||
|
Сварной шов __________________ выполнен электродами ________________________ |
|||||||||||||||
|
электросварщиком ____________________ клеймо номер ________________________ |
|||||||||||||||
|
|
|||||||||||||||
|
Сварной шов проконтролирован _________________________________ методом (ми) |
|||||||||||||||
|
и признан годным. |
|
||||||||||||||
|
Заключение номер |
|
от «___» __________ 200___ г. |
|||||||||||||
|
|
|
||||||||||||||
|
Сведения об изоляции и засыпке |
|||||||||||||||
|
Сведения об испытании |
|||||||||||||||
|
Сведения о подключении катодной защиты |
|||||||||||||||
|
|
|||||||||||||||
|
Подписи: |
|
||||||||||||||
|
|
|
||||||||||||||
Приложение 8
Допустимые размеры дефектов сварного шва (выписка из РД 558-97, табл. 1.21)
|
Тип дефекта |
Условные обозначения |
В сечении |
В плане |
Допустимые размеры дефектов сварного шва |
|||
|
Магистральные трубопроводы |
|||||||
|
Глубина |
Длина |
Длина на 300 |
|||||
|
Поры |
сферические, радиальные |
Аа |
|
|
Максимально допустимая суммарная площадь проекций пор на радиографическом снимке не должна превышать 5% площади участка, ширина которого равна S, а длина -50 мм |
||
|
удлиненные |
|
|
|||||
|
цепочка |
Ав |
|
|
||||
|
скопление |
Ас |
|
|
||||
|
канальная |
Ак |
|
|
||||
|
Шлаковые включения |
компактные |
Ва |
|
|
0,1S |
0,5S, но не более 7 мм |
50 мм |
|
удлиненные |
Вd |
|
|
2S, но не более 50 мм |
|||
|
цепочка |
Вв |
|
|
2S, но не более 30 мм |
30 мм |
||
|
скопление |
Вс |
|
|
||||
|
Непровары, несплавления |
в корне шва |
Да |
|
|
0,1S, но не более 1 мм |
2S, но не более 50 мм |
50 мм |
|
между валиками |
Дв |
|
|
2S, но не более 30 мм |
30 мм |
||
|
по разделке |
Дс |
|
|
||||
|
Трещины |
Еа |
|
|
Не допускаются |
|||
|
поперек шва |
Ев |
|
|
||||
|
разветвленные |
Ес |
|
|
||||
|
Наружные дефекты |
утяжина |
Fа |
|
|
Предельно допустимая длина - до 2 мм, при этом плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла |
||
|
Fв |
|
|
5 мм |
50 мм |
50 мм |
||
|
подрез |
Fc |
|
|
0,1S, но не более 0,5 мм |
150 мм |
150 мм |
|
|
Дефект сборки |
смещение кромок |
Fd |
|
|
0,1S, но не более 3 мм |
- |
|
|
0,25S, но не более 4 мм |
300 мм, но не более одного на стык |
|
|||||
|
Примечания: |
|||||||
|
1 |
В таблице приняты следующие обозначения: S - толщина стенки трубы; L - расстояние между соседними порами; d - максимальный размер поры. |
||||||
|
2 |
К цепочке относят такие дефекты, которые расположены на одной линии в количестве не менее 3 с расстоянием между ними, меньшим пятикратного размера дефекта. |
||||||
|
3 |
К скоплению относятся дефекты кучным расположением в количестве не менее 3 с расстоянием между ними, меньшим пятикратного размера дефекта. |
||||||
|
4 |
Во всех случаях максимальный диаметр поры не должен превышать 0,25 S, но не более 3 мм. |
||||||
|
5 |
Допустимая плотность распределения пор с площадью их проекций, равной 5%.
|
||||||
