
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ШАМОТНЫЕ
ДЛЯ КЛАДКИ ДОМЕННЫХ ПЕЧЕЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1598-75*
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва 1987
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ШАМОТНЫЕ ДЛЯ КЛАДКИ ДОМЕННЫХ ПЕЧЕЙ Технические условия Fireclay
refractory products
|
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 18 июня 1975 г. № 1570 срок введения установлен
с 01.01.78
Постановлением Госстандарта СССР от 23.06.87 № 2269 срок действия продлен
до 01.01.98
Настоящий стандарт распространяется на огнеупорные шамотные изделия для кладки горна, заплечиков, распара, шахты и колошника доменных печей.
(Измененная редакция, Изм. № 2).
1. МАРКИ
1.1. Изделия в зависимости от физико-химических свойств подразделяются на марки, указанные в табл. 1.
Таблица 1
|
Марка изделий |
Характеристика изделий |
Применение |
|
ШПД-42 |
Изделия шамотные повышенноплотные доменные с массовой долей Al2O3 не менее 42 % |
Для кладки горна, заплечиков, распара и охлаждаемой части шахты доменных печей объемом 2700 м3 и более |
|
ШПД-41 |
Изделия шамотные повышенноплотные доменные с массовой долей Al2O3 не менее 41 % |
Для кладки горна всех доменных печей, заплечиков, распара и охлаждаемой части шахты доменных печей объемом 1719 м3 и более |
|
ШПД-39 |
Изделия шамотные повышенноплотные доменные с массовой долей Al2O3 не менее 39 % |
Для кладки заплечиков, распара и колошника доменных печей объемом менее 1719 м3, неохлаждаемой части шахты и колошника доменных печей объемом более 1033 м3 |
|
ШУД-37 |
Изделия шамотные уплотненные доменные с массовой долей Al2O3 не менее 37 % |
Для кладки заплечиков, распара, шахты и колошника доменных печей объемом 1033 м3 и менее |
(Измененная редакция, Изм. № 1, 2).
2. ФОРМА И РАЗМЕРЫ
2.1. Изделия должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому режиму, утвержденному в установленном порядке.
Форма и размеры изделий должны соответствовать требованиям, указанным на черт. 1-3 и в табл. 2-4.
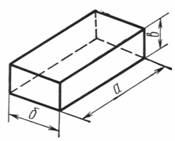
Кирпич прямой
|
Номера изделий |
а |
б |
в |
Объем, см3 |
|
мм |
||||
|
1 |
230 |
150 |
75 |
2588 |
|
2 |
345 |
150 |
75 |
3881 |
|
3 |
230 |
115 |
75 |
1984 |
|
4 |
345 |
115 |
75 |
2976 |
|
5 |
230 |
150 |
150 |
5176 |
|
6 |
345 |
150 |
150 |
7762 |
|
7 |
230 |
150 |
90 |
3105 |
Клин ребровый
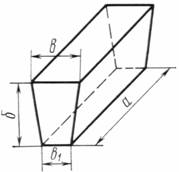
Черт. 2
Таблица 3
|
Объем, см3 |
а |
б |
в |
в1 |
Объем, см3 |
|||
|
мм |
||||||||
|
8 |
230 |
150 |
109 |
62 |
2949 |
|||
Кирпич трапецеидальный

Черт. 3
|
Номер изделия |
мм |
мм |
мм |
мм |
Объем, см3 |
|||
|
мм |
||||||||
|
9 |
230 |
150 |
135 |
75 |
2458 |
|||
|
10 |
345 |
150 |
125 |
75 |
3558 |
|||
|
11 |
230 |
150 |
120 |
75 |
2329 |
|||
|
12 |
345 |
150 |
110 |
75 |
3364 |
|||
(Измененная редакция, Изм. № 1).
2.1.1. Изделия изготовляют шлифованными и не шлифованными. Размеры шлифованных изделий марок ШПД-42 и ШПД-41 номеров 1, 2, 9, 10 устанавливают следующие:
ширина б - 149 мм;
ширина б1 - 124 и 134 мм;
толщина в - 74 мм.
(Введен дополнительно, Изм. № 1).
2.2. Расчетная масса изделий дана в справочном приложении 1. Средняя кажущаяся плотность для расчета массы приведена в справочном приложении 2.
2.3. Предельные отклонения по размерам изделий не должны превышать указанных в табл. 5.
|
Размеры |
Предельное отклонение, мм, для изделий марок |
||||
|
ШПД-4, ШПД-41 |
ШПД-39, ШУД-37 |
||||
|
Номера изделий |
|||||
|
1, 2, 9, 10 |
5, 6 |
7, 8 |
1, 2, 3, 4, 9, 10, 11, 12 |
||
|
шлифованные |
нешлифованные |
шлифованные |
нешлифованные |
||
|
Длина а: |
|
|
|
|
|
|
для горна |
± 1,0 |
- |
± 2,0 |
± 1,0 |
- |
|
для остальных мест кладки: |
|
|
|
|
|
|
при длине 230 мм |
- |
± 2,0 |
- |
- |
± 2,0 |
|
при длине 345 мм |
- |
± 3,0 |
- |
- |
± 3,0 |
|
Ширина б, б1 |
± 2,0 |
± 2,0 |
± 0,5 |
± 2,0 |
± 2,0 |
|
Толщина в, в1: |
|
|
|
|
|
|
для горна |
± 0,5 |
- |
± 0,5 |
± 0,5 |
- |
|
для остальных мест кладки |
- |
± 1,0 |
- |
- |
± 1,0 |
Примечание. Для кладки верхней части горна выше уровня шлаковой летки доменных печей объемом более 1033 м3 допускается 50 % не шлифованных изделий марок ШПД-42 и ШПД-41 номеров 1, 2, 9, 10; для кладки горна доменных печей объемом 1033 м3 и менее применяют не шлифованные изделия марки ШПД-41.
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Изделия по физико-химическим показателям и показателям внешнего вида должны соответствовать требованиям, указанным в табл. 6.
|
Наименование показателей |
Нормы для изделий марок |
|||
|
ШПД-42 |
ШПД-41 |
ШПД-39 |
ШУД-37 |
|
|
1. Массовая доля Al2O3, %, не менее |
42 |
41 |
39 |
37 |
|
2. Массовая доля Fe2O3, %, не более |
1,5 |
1,5 |
1,5 |
1,5 |
|
3. Огнеупорность, °С, не ниже |
1750 |
1750 |
1750 |
1730 |
|
4. Температура начала размягчения под нагрузкой 0,2 Н/мм2, °С, не ниже |
1520 |
1500 |
1440 |
1400 |
|
5. Дополнительная линейная усадка при температуре 1450 °С, %, не более |
0,2 |
0,2 |
0,3 |
0,3 |
|
6. Открытая пористость, %, не более |
12 |
12 |
16 |
17 |
|
7. Предел прочности при сжатии, Н/мм2, не менее, для изделий номеров: |
|
|
|
|
|
5; 6; 7; 8 |
40 |
40 |
- |
- |
|
остальных номеров |
70 |
70 |
50 |
40 |
|
8. Кривизна, мм, не более для изделий, идущих на кладку: |
|
|
|
|
|
горна |
0,5 |
0,5 |
- |
- |
|
остальных мест |
1,0 |
1,0 |
1,5 |
1,5 |
|
9. Отбитость углов и ребер при общей длине отбитостей не более 15 мм на одно ребро, глубиной, мм, не более |
5 |
|||
|
10. Отдельные выплавки: |
|
|
|
|
|
диаметром более 3 мм |
Не допускаются |
|||
|
диаметром 3 мм и менее |
Не нормируются |
|||
|
11. Отдельные поверхностные посечки шириной до 0,5 мм, не образующие сетки и не пересекающие ребер |
Не нормируются |
|||
|
12. Трещины шириной более 0,5 мм и длиной более 15 мм |
Не допускаются |
|||
(Измененная редакция, Изм. № 1,2).
3.2. Изделия в изломе должны иметь однородное строение без пустот и расслоений.
(Введен дополнительно, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия предъявляются к приемке партиями. Каждая партия должна состоять из изделий одного назначения, сопровождаемая одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
марку изделия;
количество изделий в партии по номерам;
порядковый номер партии;
дату выпуска;
результаты лабораторных испытаний;
массу партии;
обозначение настоящего стандарта.
Масса партии устанавливается не более 140 т.
(Измененная редакция, Изм. № 1).
4.2. Правила приемки - по ГОСТ 8179-85 со следующими дополнениями.
4.2.1. Для проверки соответствия качества изделий требованиям настоящего стандарта проводят выборку по плану контроля номер 2.
Определение массовой доли Al2O3, Fe2O3, огнеупорности и температуры начала размягчения производят от каждой пятой партии, остальных показателей - от каждой партии.
Для определения массовой доли Al2O3, Fe2O3, и огнеупорности отбирают среднюю пробу от всех образцов, подвергшихся испытанию на предел прочности при сжатии.
(Измененная редакция, Изм. № 2).
4.2.2. Для шлифованных изделий всех номеров марок ШПД-42 и ШПД-41 отклонения по толщине и длине, а для номеров 5, 6 и по ширине должны быть только в одну сторону (например, плюс по толщине и минус по длине или плюс по толщине и плюс по длине).
(Измененная редакция, Изм. № 1).
4.2.3, 4.2.4, 4.3. (Исключены, Изм. № 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Массовую долю Al2O3, Fe2O3 определяют по ГОСТ 2642.0-86, ГОСТ 2642.4-86 и ГОСТ 2642.5-86 или другими методами, обеспечивающими требуемую точность.
(Измененная редакция, Изм. № 1).
5.2. Огнеупорность определяют по ГОСТ 4069-69.
5.3. Температуру начала размягчения определяют по ГОСТ 4070-83.
5.4. Дополнительную линейную усадку определяют по ГОСТ 5402-81.
5.5. Открытую пористость определяют по ГОСТ 2409-80 или по ГОСТ 25714-83.
5.6. Предел прочности при сжатии определяют по ГОСТ 4071-80 или по ГОСТ 25714-83.
5.6а. Определение открытой пористости и предела прочности при сжатии по ГОСТ 25714-83 производят на удвоенном количестве образцов.
(Введен дополнительно, Изм. № 2).
5.7. Размеры изделий проверяют металлической линейкой (ГОСТ 427-75) с ценой деления шкалы 1 мм, штангенциркулем (ГОСТ 166-80) или соответствующими шаблонами, обеспечивающими заданную точность измерения.
5.8. Кривизну изделий проверяют на поверочной плите (ГОСТ 10905-86) при помощи щупа шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп не должен входить в зазор между плитой и изделием. При определении кривизны, изделие слегка прижимают к плите, и щуп вводят в зазор скольжением по плите без применения усилий.
5.9. Глубину отбитости углов и ребер определяют по ГОСТ 15136-78.
5.10. Диаметр выплавки замеряют металлической линейкой (ГОСТ 427-75) с ценой деления шкалы 1 мм. Диаметр выплавки определяют по диаметру впадины, образуемой выплавкой, в месте максимальной ширины.
5.11. Ширину посечек и трещин определяют при помощи измерительной лупы (ГОСТ 25706-83). Измерительную лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке или трещине. Между измерительной шкалой и поверхностью изделия, помещают полоску белой бумаги, которую располагают вдоль шкалы вплотную к ее делениям. Длину посечек и трещин замеряют металлической линейкой (ГОСТ 427-75) с ценой деления шкалы 1 мм.
5.12. Строение в изломе определяют визуально.
(Введен дополнительно, Изм. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировку изделий производят по ГОСТ 1502-72.
6.2. Для шлифованных изделий марок ШПД-42 и ШПД-41 при маркировке дополнительно наносят несмываемой краской на боковой плоскости пакета и на упаковочном материале знак отклонения размера для номеров:
1, 2, 9, 10 - по длине (Д) и толщине (Т);
5, 6 - по ширине (Ш) и толщине (Т);
7, 8 - по толщине (Т).
Например, шлифованное изделие номер 2 с минусовым отклонением по длине и плюсовым отклонением по толщине маркируют «-Д+Т»; изделие номер 5 с минусовым отклонением по ширине и плюсовым отклонением по толщине маркируют «-Ш+Т»; изделие номер 7 с плюсовым отклонением по толщине маркируют «+Т».
(Измененная редакция, Изм. № 1).
6.1.1. Транспортная маркировка - по ГОСТ 14192-77.
(Измененная редакция, Изм. № 2).
6.3. Упаковка, транспортирование и хранение изделий проводится по ГОСТ 24717-81 с дополнениями.
Упаковка изделий всех марок проводится по ГОСТ 24717-81 в транспортные пакеты по ГОСТ 21929-76. Каждый пакет марок ШПД-42 и ШПД-41 дополнительно упаковывают в чехлы из картона по ГОСТ 7933-75 или плотную водонепроницаемую бумагу по ГОСТ 8828-75.
Пакетирование в транспортные пакеты изделий всех марок проводится по ГОСТ 21929-76 при помощи средств скрепления по ГОСТ 21650-76 на плоских поддонах по ГОСТ 9078-84. Формирование пакетов на плоских поддонах - по ГОСТ 26663-85. Масса пакета - по ГОСТ 24717-81, габаритные размеры пакета - по ГОСТ 24597-81. Габариты поддона по ГОСТ 9078-84.
По согласованию изготовителя с потребителем допускается упаковывание изделий в пакеты на поддонах с обязательной сплошной защитой наружных углов и ребер картоном или плотной бумагой.
Транспортирование изделий осуществляется в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на соответствующем виде транспорта.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Справочное
МАССА ИЗДЕЛИЙ
|
Номера изделий |
Масса изделий, кг, марок |
|||
|
ШПД-42 |
ШПД-41 |
ШПД-39 |
ШУД-37 |
|
|
1 |
6,1 |
6,0 |
5,8 |
5,6 |
|
2 |
9,1 |
9,0 |
8,8 |
8,5 |
|
3 |
4,7 |
4,6 |
4,5 |
4,4 |
|
4 |
7,0 |
6,9 |
6,7 |
6,5 |
|
5 |
12,2 |
- |
- |
- |
|
6 |
18,2 |
- |
- |
- |
|
7 |
7,2 |
- |
- |
- |
|
8 |
6,3 |
- |
- |
- |
|
9 |
5,8 |
5,7 |
5,5 |
5,4 |
|
10 |
8,4 |
8,3 |
8,0 |
7,8 |
|
11 |
5,5 |
5,4 |
5,3 |
5,2 |
|
12 |
7,9 |
7,8 |
7,6 |
7,4 |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Справочное
Средняя кажущаяся плотность
|
Марка изделий |
Средняя кажущаяся плотность, г/см3 |
|
ШУД-37 |
2,20 |
|
ШПД-39 |
2,26 |
|
ШПД-41 |
2,33 |
|
ШПД-42 |
2,35 |