|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ |
||
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ российской ФЕДЕРАЦИИ |
ГОСТ Р 52627- 2006 (ИСО 3977-9:1999) |

БОЛТЫ, ВИНТЫ И ШПИЛЬКИ
Механические свойства и методы испытаний
ISO 898-1:1999
Mechanical properties of
fasteners
made of carbon steel and
alloy steel -
Part 1: Bolts, screws and
studs
(MOD)
|
|
Москва Стандартинформ 2007 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ») и Федеральным государственным унитарным предприятием «Центральный научно-исследовательский автомобильный и автомоторный институт» (ФГУП «НАМИ») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. 364-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 898-1:1999 «Механические свойства крепежных изделий из углеродистой стали и легированной стали. Часть 1. Болты, винты и шпильки» (ISO 898-1:1999 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs) путем внесения в него технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
Сведения о соответствии ссылочных международных стандартов национальным стандартам, межгосударственным стандартам, использованным в настоящем стандарте в качестве нормативных ссылок, приведены в приложении Б
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
В настоящий стандарт включены требования международного стандарта ИСО 898-1:1999 «Механические свойства крепежных изделий из углеродистой стали и легированной стали - Часть 1: Болты, винты и шпильки». Дополнительно по отношению к международному стандарту включены требования, отражающие потребности национальной экономики Российской Федерации и особенности изложения национальных стандартов Российской Федерации (в соответствии с ГОСТ Р 1.5), а именно:
- расширена область применения стандарта до диаметров резьбы М48;
- приведены дополнительные диаметры резьбы болтов, винтов и шпилек М42, М45, М48, отсутствующие в международном стандарте, а также значения пробных и разрушающих нагрузок для крепежных изделий указанных диаметров резьбы.
Указанные дополнительные требования, включенные в настоящий стандарт, а также дополнительные числовые значения в таблицах выделены курсивом.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ
Механические свойства и методы испытаний
Bolts, screws and studs. Mechanical properties and test methods
Дата введения - 2008 - 01 - 01
1 Область применения
Настоящий стандарт устанавливает механические свойства болтов, винтов и шпилек из углеродистых и легированных сталей при испытании в условиях с температурой окружающей среды от 10°С до 35°С.
Изделия, соответствующие требованиям настоящего стандарта, оцениваются только в указанном температурном диапазоне и могут не сохранять установленные механические и физические свойства при более высоких и более низких температурах. В приложении А приведены для примера возможные уменьшения предела текучести или условного предела текучести при повышенных температурах.
При температурах меньших, чем температуры указанного диапазона, могут произойти значительные изменения свойств, например изменение ударной вязкости. Если крепежные изделия предполагается использовать при температурах, значения которых лежат за пределами указанного температурного диапазона, потребитель должен удостовериться в том, что механические и физические свойства крепежных изделий соответствуют конкретным условиям их эксплуатации.
Некоторые крепежные изделия могут не соответствовать требованиям настоящего стандарта, предъявляемым к испытаниям на растяжение или кручение. Это может быть из-за геометрии головок крепежных изделий, когда площадь сдвига в головке сравнима с площадью расчетного сечения в резьбе. Примерами таких головок являются потайная головка, полупотайная головка и низкая цилиндрическая головка (см. раздел 6).
Стандарт распространяется на болты, винты и шпильки:
- с крупной резьбой М1,6 - М48 и с мелкой резьбой М8×1 - М48×3;
- с треугольной метрической резьбой по ГОСТ 24705;
- с допусками резьбы по ГОСТ 16093;
- из углеродистой нелегированной или легированной стали.
Стандарт не распространяется на установочные винты и аналогичные резьбовые крепежные детали, не подвергаемые растягивающим нагрузкам (ГОСТ 25556).
Стандарт не распространяется на болты, винты и шпильки с такими особыми свойствами, как:
- свариваемость;
- коррозионная стойкость;
- способность сохранять свойства при температурах выше плюс 300°С (плюс 250°С для класса прочности 10.9) или ниже минус 50°С;
- прочность на срез;
- усталостная прочность.
Примечание - Систему обозначений классов прочности настоящего стандарта допускается использовать для крепежных изделий с размерами резьбы за пределами ограничений, установленных в данном пункте (например, для d > 48 мм), при условии, что все требования к механическим свойствам, установленные для классов прочности, выполняются.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля
ГОСТ 2999-75 (ИСО 6507:1997) Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25556-82 Винты установочные. Механические свойства и методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Система обозначений
Система обозначений классов прочности болтов, винтов и шпилек приведена в таблице 1. На оси абсцисс откладываются номинальные значения предела прочности на растяжение Rm в ньютонах на квадратный миллиметр, а на оси ординат - значения минимального относительного удлинения после разрыва Amin в процентах.
Обозначение класса прочности включает два числа:
- первое число равняется 1/100 номинального значения предела прочности на растяжение в ньютонах на квадратный миллиметр (см. таблицу 3, пункт 5.1);
- второе число равняется умноженному на 10 отношению предела текучести ReL (условного предела текучести Rp0,2) к номинальному пределу прочности на растяжение Rm,nom (коэффициент предела текучести).
Произведение этих двух чисел равняется 1/10 предела текучести в ньютонах на квадратный миллиметр.
Минимальный предел текучести ReL,min (или минимальный условный предел текучести Rp0,2,mjn) и минимальный предел прочности на растяжение Rm,min равны номинальным значениям или превышают их (см. таблицу 3).
Таблица 1 - Система координат
|
Номинальный
предел прочности на растяжение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
1000 |
1200 |
|
1400 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Минимальное относительное удлинение после разрыва Amin, % |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
9 |
|
|
|
|
6.8 |
|
|
|
|
12.9 |
|
|||||||||||||||
|
10 |
|
|
|
|
|
|
|
|
10.9 |
|
|
|
||||||||||||||
|
12 |
|
|
|
5.8 |
|
|
9.8 а |
|
|
|
|
|||||||||||||||
|
14 |
|
|
|
|
|
|
8.8 |
|
|
|
|
|
||||||||||||||
|
16 |
|
|
4.8 |
|
|
|
|
|
|
|
|
|
||||||||||||||
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
22 |
|
|
|
5.6 |
|
|
|
|
|
|
|
|
||||||||||||||
|
25 |
|
|
4.6 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
30 |
|
3.6 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Связь между пределом текучести и пределом прочности на растяжение |
||||||||||||||||||||||||||
|
Второе число обозначения |
.6 |
.8 |
.9 |
|||||||||||||||||||||||
|
Предел текучести ReLb |
100 % |
60 |
80 |
90 |
||||||||||||||||||||||
|
Номинальный предел прочности на растяжение Rm nom |
||||||||||||||||||||||||||
|
или |
|
|||||||||||||||||||||||||
|
Условный предел текучести Rp0,2 b |
100 % |
|||||||||||||||||||||||||
|
Номинальный предел прочности на растяжение Rm nom |
||||||||||||||||||||||||||
|
Примечание - В настоящем стандарте определено большое число классов прочности, однако не все классы прочности подходят для всех изделий. Указания по применению конкретных классов прочности для конкретных изделий должны быть приведены в соответствующих стандартах на изделия. Для нестандартных изделий рекомендуется, по возможности, следовать выбору, сделанному для аналогичных стандартных изделий. |
||||||||||||||||||||||||||
|
а Распространяется только на изделия с диаметром резьбы d £ 16 мм. b Применяются номинальные значения в соответствии с таблицей 3. |
||||||||||||||||||||||||||
4 Материалы
В таблице 2 приведены типы сталей для изготовления болтов, винтов и шпилек разных классов прочности, химический состав сталей и минимальные температуры отпуска.
Таблица 2 - Стали
|
Класс прочности |
Материал и обработка |
Ограничения на химический состав (контрольный анализ) % (m/m) |
Температура отпуска, °С, не менее |
||||
|
С |
Р |
S |
В а |
||||
|
не менее |
не более |
не более |
не более |
не более |
|||
|
3.6 b |
Углеродистая сталь |
- |
0,20 |
0,05 |
0,06 |
0,003 |
- |
|
4.6 b |
- |
0,55 |
0,05 |
0,06 |
0,003 |
- |
|
|
4.8 b |
|||||||
|
5.6 |
0,13 |
0,55 |
0,05 |
0,06 |
0,003 |
- |
|
|
5.8 b |
- |
0,55 |
0,05 |
0,06 |
|||
|
6.8 b |
|||||||
|
8.8 c |
Углеродистая сталь с добавками (например, В, Мn или Сr), закаленная и отпущенная |
0,15 d |
0,40 |
0,035 |
0,035 |
0,003 |
425 |
|
Углеродистая сталь, закаленная и отпущенная |
0,25 |
0,55 |
0,035 |
0,035 |
|||
|
9.8 |
Углеродистая сталь с добавками (например, В, Мn или Сr), закаленная и отпущенная |
0,15 d |
0,35 |
0,035 |
0,035 |
0,003 |
425 |
|
Углеродистая сталь, закаленная и отпущенная |
0,25 |
0,55 |
0,035 |
0,035 |
|||
|
10.9 e,f |
Углеродистая сталь с добавками (например, В, Мn или Сr), закаленная и отпущенная |
0,15 d |
0,35 |
0,035 |
0,035 |
0,003 |
340 |
|
10.9f |
Углеродистая сталь, закаленная и отпущенная |
0,25 |
0,55 |
0,035 |
0,035 |
0,003 |
425 |
|
Углеродистая сталь с добавками (например, В, Мn или Сr), закаленная и отпущенная |
0,20 d |
0,55 |
0,035 |
0,035 |
|||
|
Легированная сталь, закаленная и отпущеннаяg |
0,20 |
0,55 |
0,035 |
0,035 |
|||
|
12.9f,h,i |
Легированная сталь, закаленная и отпущеннаяg |
0,28 |
0,50 |
0,035 |
0,035 |
0,003 |
380 |
|
a Содержание бора может достигать 0,005 % при условии, что неэффективный бор контролируется добавлением титана и/или алюминия. b Для этих классов прочности допускается применять автоматную сталь с максимальным содержанием: 0,34 % серы, 0,11 % фосфора, 0,35 % свинца. с При номинальных диаметрах свыше 20 мм для получения достаточной прокаливаемости можно применять стали, предусмотренные для класса прочности 10.9. d В углеродистой стали с добавками бора с содержанием углерода ниже 0,25 % (анализ ковшовой пробы) минимальное содержание марганца должно составлять 0,6 % для класса прочности 8.8 и 0,7 % - для классов прочности 9.8, 10.9 и 10.9 е Изделия из этих сталей следует дополнительно маркировать знаком подчеркивания обозначения класса прочности (см. раздел 9). Все характеристики, установленные в таблице 3 для класса прочности 10.9, должны быть у изделий класса прочности 10.9, однако из-за более низкой температуры отпуска для изделий этого класса характеристики релаксации напряжений в этих изделиях при повышенных температурах будут другими (см. приложение А). f Материал этих классов прочности должен иметь такую прокаливаемость, чтобы непосредственно после закалки перед отпуском получалась структура, состоящая приблизительно на 90 % из мартенсита в сердцевине резьбовых участков крепежных изделий. g Эта легированная сталь должна содержать, по меньшей мере, один из следующих легирующих элементов в указанном минимальном количестве: 0,30 % хрома, 0,30 % никеля, 0,20 % молибдена, 0,10 % ванадия. Если сталь содержит два, три или четыре этих элемента, а содержание отдельных легирующих элементов меньше значений, приведенных выше, то предельное значение для определения класса составляет 70 % суммы отдельных предельных значений, приведенных выше, для двух, трех или четырех рассматриваемых элементов. h Для класса прочности 12.9 не допускается наличие обогащенного фосфором белого слоя, обнаруживаемого металлографическим способом, на верхних поверхностях, подвергаемых растягивающему напряжению. i Химический состав и температура отпуска в настоящее время исследуются и будут уточнены. |
|||||||
5 Механические и физические свойства
В таблице 3 приведены механические и физические свойства болтов, винтов и шпилек при температуре окружающей среды, определяемые по результатам испытаний с использованием методов, описанных в разделе 8.
Таблица 3 - Механические и физические свойства болтов, винтов и шпилек
|
Номер пункта |
Механические и физические свойства |
Класс прочности |
||||||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 а |
9.8b |
10.9 |
12.9 |
|||||
|
d £ 16с, мм |
d > 16с, мм |
|||||||||||||
|
5.1 |
Номинальный предел прочности на растяжение Rm,nom, Н/мм2 |
300 |
400 |
500 |
600 |
800 |
800 |
900 |
1000 |
1200 |
||||
|
5.2 |
Минимальный предел прочности на растяжение Rm,mjnd,e, Н/мм2 |
330 |
400 |
420 |
500 |
520 |
600 |
800 |
830 |
900 |
1040 |
1220 |
||
|
5.3 |
Твердость по Виккерсу, HV, F ≥ 98 H |
не менее |
95 |
120 |
130 |
155 |
160 |
190 |
250 |
255 |
290 |
320 |
385 |
|
|
не более |
220 f |
250 |
320 |
335 |
360 |
380 |
435 |
|||||||
|
5.4 |
Твердость по Бринеллю, НВ, F = 30 D2 |
не менее |
90 |
114 |
124 |
147 |
152 |
181 |
238 |
242 |
276 |
304 |
366 |
|
|
не более |
209 f |
238 |
304 |
318 |
342 |
361 |
414 |
|||||||
|
5.5 |
Твердость по Роквеллу, HR |
не менее |
HRB |
52 |
67 |
71 |
79 |
82 |
89 |
- |
- |
- |
- |
- |
|
HRC |
- |
- |
- |
- |
- |
- |
22 |
23 |
28 |
32 |
39 |
|||
|
не более |
HRB |
95,0 f |
99,5 |
- |
- |
- |
- |
- |
||||||
|
HRC |
- |
- |
32 |
34 |
37 |
39 |
44 |
|||||||
|
5.6 |
Твердость поверхности, HV 0,3, не более |
- |
-g |
|
||||||||||
|
5.7 |
Предел текучести ReLh, Н/мм2 |
номин. |
180 |
240 |
320 |
300 |
400 |
480 |
- |
- |
- |
- |
- |
|
|
не менее |
190 |
240 |
340 |
300 |
420 |
480 |
- |
- |
- |
- |
- |
|||
|
5.8 |
Условный предел текучести Rp0,2i, Н/мм2 |
номин. |
- |
- |
640 |
640 |
720 |
900 |
1080 |
|||||
|
не менее |
- |
- |
640 |
660 |
720 |
940 |
1100 |
|||||||
|
5.9 |
Напряжение от пробной нагрузки |
Sp/ReL или Sp/Rp0,2 |
0,94 |
0,94 |
0,91 |
0,93 |
0,90 |
0,92 |
0,91 |
0,91 |
0,90 |
0,88 |
0,88 |
|
|
Sp, Н/мм2 |
180 |
225 |
310 |
280 |
380 |
440 |
580 |
600 |
650 |
830 |
970 |
|||
|
5.10 |
Разрушающий крутящий момент Мв, Н×м, не менее |
- |
См. ИСО 898-7 [1] |
|||||||||||
|
5.11 |
Относительное удлинение после разрыва А, %, не менее |
25 |
22 |
- |
20 |
- |
- |
12 |
12 |
10 |
9 |
8 |
||
|
5.12 |
Относительное сужение после разрыва Z, %, не менее |
- |
52 |
48 |
48 |
44 |
||||||||
|
5.13 |
Предел прочности при растяжении на косой шайбе е |
Значения для полноразмерных болтов и винтов (не шпилек) должны быть не меньше минимальных значений предела прочности на растяжение, приведенных в 5.2 |
||||||||||||
|
5.14 |
Ударная вязкость KU, Дж, не менее |
- |
25 |
- |
30 |
30 |
25 |
20 |
15 |
|||||
|
5.15 |
Прочность соединения головки со стержнем при ударе молотком |
Без разрушений |
||||||||||||
Окончание таблицы 3
|
Номер пункта |
Механические и физические свойства |
Класс прочности |
||||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 а |
9.8 b |
10.9 |
12.9 |
|||
|
d £ 16c, мм |
d > 16c, мм |
|||||||||||
|
5.16 |
Минимальная высота необезуглероженной зоны резьбы Е, мм |
- |
1/2 Н1 |
2/3 Н1 |
3/4 Н1 |
|||||||
|
Максимальная глубина полного обезуглероживания G, мм |
- |
0,015 |
||||||||||
|
5.17 |
Твердость после повторного отпуска |
- |
Уменьшение твердости не более 20 HV |
|||||||||
|
5.18 |
Дефекты поверхности |
В соответствии с ГОСТ 1759.2 |
||||||||||
|
а Для болтов класса прочности 8.8 диаметром d £ 16 мм существует повышенный риск повреждения гайки в случае чрезмерной затяжки, приводящей к тому, что создаваемая нагрузка превосходит пробную нагрузку для гайки, установленную в ГОСТ Р 52628. b Распространяется только на изделия с номинальным диаметром резьбы d £ 16 мм. с Для строительных болтовых соединений предельное значение равно 12 мм. d Минимальный предел прочности на растяжение распространяется на изделия с номинальной длиной l ≥ 2,5 d. Минимальная твердость распространяется на изделия длиной l < 2,5 d и другие изделия, которые не могут быть испытаны на растяжение (например, из-за формы головки). е При испытании полноразмерных болтов, винтов и шпилек минимальные разрушающие нагрузки, используемые для определения предела прочности Rm, должны соответствовать значениям, приведенным в таблицах 6 и 8. f Значения твердости, измеренные на конце болтов, винтов и шпилек, должны быть не более 250 HV, 238 НВ или 99,5 HRB. g Твердость поверхности не должна превышать более чем на 30 единиц по Виккерсу измеренную твердость сердцевины. Измерения твердости на поверхности и в сердцевине проводят при HV 0,3. Для класса прочности 10.9 любое превышение твердости, приводящее к тому, что твердость поверхности оказывается более 390 HV, не допускается. h В случаях, когда невозможно определить предел текучести ReL, допускается измерение условного предела текучести Rp0,2. Для классов прочности 4.8, 5.8 и 6.8 значения ReL приведены только для использования в расчетах и не подлежат контролю при испытаниях. i Предел текучести ReL, соответствующий обозначению класса прочности, и условный предел текучести Rp0,2 относятся к обработанным испытательным образцам. Эти значения, если они получены при испытаниях полноразмерных болтов, винтов и шпилек, могут отличаться от заданных в зависимости от технологии изготовления и размеров. |
||||||||||||
6 Контролируемые механические и физические свойства
В таблице 5 представлены две программы испытаний А и В для определения механических и физических свойств болтов, винтов и шпилек, использующие методы испытаний, описанные в разделе 8. Независимо от выбора программы испытаний все требования таблицы 3 должны быть выполнены.
Применение программы В всегда желательно, однако когда применение программы А окончательно не согласовано, для изделий с предельными разрушающими нагрузками меньше 500 кН применение программы В обязательно.
Программа А предназначена для обработанных испытательных образцов и для болтов и винтов площадью поперечного сечения стержня меньшей, чем площадь расчетного сечения на резьбовом участке.
Таблица 4 - Ключ к программам испытаний (см. таблицу 5)
|
Размеры изделий |
Болты и винты диаметром резьбы d £ 3 мм или длиной l < 2,5 d a |
Болты и винты диаметром резьбы d > 3 мм или длиной l > 2,5 d |
|
Решающее испытание для приемки |
○ |
● |
|
a Кроме того, болты и винты с формой головки или стержня менее прочны, чем резьбовой участок. |
||
Таблица 5 - Программы испытаний А и В для приемочного контроля
|
Группа испытаний |
Характеристика |
Программа испытаний А |
Программа испытаний В |
|||||
|
Метод испытаний |
Класс прочности |
Метод испытаний |
Класс прочности |
|||||
|
3.6, 4.6 5.6 |
8.8, 9.8 10.9, 12.9 |
3.6,4.6 4.8, 5.6 5.8, 6.8 |
8.8,9.8 10.9, 12.9 |
|||||
|
I |
5.2 |
Минимальный предел прочности на растяжение Rm, min |
8.1 Испытание на растяжение |
● |
● |
8.2 Испытание на растяжение а |
● |
● |
|
5.3, 5.4, 5.5 |
Минимальная твердостьь |
8.4 Испытание на твердостьc |
○ |
○ |
8.4 Испытание на твердостьc |
○ |
○ |
|
|
Максимальная твердость |
● ○ |
● ○ |
● ○ |
● ○ |
||||
|
5.6 |
Максимальная твердость поверхности |
|
● ○ |
|
● ○ |
|||
|
II |
5.7 |
Минимальный предел текучести ReL,mind |
8.1 Испытание на растяжение |
● |
|
|
|
|
|
5.8 |
Условный предел текучести Rp0,2d |
8.1 Испытание на растяжение |
|
● |
|
|
|
|
|
5.9 |
Напряжение от пробной нагрузки Sp |
|
|
|
8.5 Испытание пробной нагрузкой |
● |
● |
|
|
5.10 |
Разрушающий крутящий момент Мв |
|
|
|
8.3 Испытание на кручение |
|
○ |
|
|
III |
5.11 |
Минимальное относительное удлинение при разрыве Amind |
8.1 Испытание на растяжение |
● |
● |
|
|
|
|
5.12 |
Минимальное относительное сужение при разрыве Zmin |
8.1 Испытание на растяжение |
|
● |
|
|
|
|
|
5.13 |
Прочность на разрыв при испытании на косой шайбеf |
|
|
|
8.6 Испытание на растяжение на косой шайбе |
● |
● |
|
|
IV |
5.14 |
Минимальная ударная вязкость KU |
8.7 Испытание на ударный изгибg |
●h |
● |
|
|
|
|
5.15 |
Прочность соединения головки со стержнемi |
|
|
|
8.8 Испытание ударом по головке |
○ |
○ |
|
|
V |
5.16 |
Зона максимального обезуглероживания |
8.9 Испытание на обезуглероживание |
|
● ○ |
8.9 Испытание на обезуглероживание |
|
● ○ |
|
5.17 |
Твердость после повторного отпуска |
8.10 Испытание на повторный отпуск j |
|
● ○ |
8.10 Испытание на повторный отпуск j |
|
● ○ |
|
|
5.18 |
Дефекты поверхности |
8.11 Проверка дефектов поверхности |
● ○ |
● ○ |
8.11 Проверка дефектов поверхности |
● ○ |
● ○ |
|
|
а Если результаты испытания на разрыв на косой шайбе оказываются удовлетворительными, испытание на растяжение можно не проводить. b Минимальная твердость распространяется только на изделия номинальной длиной l < 2,5 d и изделия, которые не могут быть подвергнуты испытаниям на растяжение или испытаниям на кручение (например, из-за формы головки). с Твердость можно определять по Виккерсу, Бринеллю или Роквеллу. В спорных случаях испытание на твердость по Виккерсу является решающим для приемки. d Только для болтов или винтов длиной l ≥ 6 d. е Только в случае, если болты или винты не могут быть подвергнуты испытанию на растяжение. f Для болтов и винтов с формой головки менее прочной, чем резьбовой участок, испытания на разрыв на косой шайбе не проводят. g Только для болтов, винтов и шпилек диаметром резьбы d ≥ 16 мм и только по требованию потребителя. h Только для класса прочности 5.6. i Только для болтов и винтов диаметром резьбы d £ 10 мм и длиной, слишком малой для испытаний на разрыв на косой шайбе. j Испытание является необязательным, его проводят только в спорных случаях. |
||||||||
7 Минимальные разрушающие нагрузки и пробные нагрузки
Минимальные разрушающие нагрузки и пробные нагрузки для болтов, винтов и шпилек с крупной резьбой см. в таблицах 6 и 7, с мелкой резьбой - в таблицах 8 и 9.
Таблица 6 - Минимальные разрушающие нагрузки. Крупная резьба
|
Резьбаa, (d) |
Номинальная |
Класс прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
||
|
Минимальная разрушающая нагрузка (As,nom×Rm,min), H |
|||||||||||
|
М3 М3.5 М4 |
5,03 6,78 8,78 |
1660 2240 2900 |
2010 2710 3510 |
2110 2850 3690 |
2510 3390 4390 |
2620 3530 4570 |
3020 4070 5270 |
4020 5420 7020 |
4530 6100 7900 |
5230 7050 9130 |
6140 8270 10700 |
|
М5 М6 М7 |
14,2 20,1 28,9 |
4690 6630 9540 |
5680 8040 11600 |
5960 8440 12100 |
7100 10000 14400 |
7380 10400 15000 |
8520 12100 17300 |
11350 16100 23100 |
12800 18100 26000 |
14800 20900 30100 |
17300 24500 35300 |
|
М8 М10 М12 |
36,6 58,0 84,3 |
12100 19100 27800 |
14600 23200 33700 |
15400 24400 35400 |
18300 29000 42200 |
19000 30200 43800 |
22000 34800 50600 |
29200 46400 67400c |
32900 52200 75900 |
38100 60300 87700 |
44600 70800 103000 |
|
М14 М16 М18 |
115 157 192 |
38000 51800 63400 |
46000 62800 76800 |
48300 65900 80600 |
57500 78500 96000 |
59800 81600 99800 |
69000 94000 11500 |
92000c 125000c 159000 |
104000 141000 - |
120000 163000 200000 |
140000 192000 234000 |
|
M20 M22 M24 |
245 303 353 |
80800 100000 116000 |
98000 121000 141000 |
103000 127000 148000 |
122000 152000 176000 |
127000 158000 184000 |
147000 182000 212000 |
203000 252000 293000 |
- - - |
255000 315000 367000 |
299000 370000 431000 |
|
M27 M30 M33 |
459 561 694 |
152300 185000 229000 |
184000 224000 278000 |
193000 236000 292000 |
230000 280000 347000 |
239000 292000 361000 |
275000 337000 416000 |
381000 466000 576000 |
- - - |
477000 583000 722000 |
560000 684000 847000 |
|
М36 М39 |
817 976 |
270000 322000 |
327000 390000 |
343000 410000 |
408000 488000 |
425000 508000 |
490000 586000 |
678000 810000 |
- - - |
850000 1020000 |
997000 1200000 |
|
М42 М45 М48 |
1120 1306 1472 |
370000 431000 486000 |
448000 542000 586000 |
470000 550000 618000 |
560000 653000 736000 |
582000 679000 765000 |
672000 784000 883000 |
930000 1084000 1222000 |
- - - |
1165000 1360000 1531000 |
1366000 1590000 1790000 |
|
a Если в обозначении резьбы не указывают шаг, то подразумевают крупный шаг. См. ГОСТ 8724. b Формулы для расчета As см. 8.2. c Для строительных болтовых соединений 70000 Н, 95500 Н и 130000 Н соответственно. |
|||||||||||
Таблица 7 - Пробные нагрузки. Крупная резьба
|
Резьбаa (d) |
Номинальная |
Класс прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
||
|
Пробная нагрузка (As,nom×Sp), H |
|||||||||||
|
М3 М3,5 М4 |
5,03 6,78 8,78 |
910 1220 1580 |
1130 1530 1980 |
1560 2100 2720 |
1410 1900 2460 |
1910 2580 3340 |
2210 2980 3860 |
2920 3940 5100 |
3270 4410 5710 |
4180 5630 7290 |
4880 6580 8520 |
|
М5 М6 М7 |
14,2 20,1 28,9 |
2560 3620 5200 |
3200 4520 6500 |
4400 6230 8960 |
3980 5630 8090 |
5400 7640 11000 |
6250 8840 12700 |
8230 11600 16800 |
9230 13100 18800 |
11800 16700 24000 |
13800 19500 28000 |
|
М8 М10 М12 |
36,6 58,0 84,3 |
6590 10400 15200 |
8240 13000 19000 |
11400 18000 26100 |
10200 16200 23600 |
13900 22000 32000 |
16100 25500 37100 |
21200 33700 48900c |
23800 37700 54800 |
30400 48100 70000 |
35500 56300 81800 |
|
М14 М16 М18 |
115 157 192 |
20700 28300 34600 |
25900 35300 43200 |
35600 48700 59500 |
32200 44000 53800 |
43700 59700 73000 |
50600 69100 84500 |
66700c 91000c 115000 |
74800 102000 - |
95500 130000 159000 |
112000 152000 186000 |
|
М20 М22 М24 |
245 303 353 |
44100 54500 63500 |
55100 68200 79400 |
76000 93900 109000 |
68600 84800 98800 |
93100 115000 134000 |
108000 133000 155000 |
147000 182000 212000 |
- - - |
203000 252000 293000 |
238000 294000 342000 |
|
М27 М30 М33 |
459 561 694 |
82300 101000 125000 |
103000 126000 156000 |
142000 174000 215000 |
128000 157000 194000 |
174000 213000 264000 |
202000 247000 305000 |
275000 337000 416000 |
- - - |
381000 466000 576000 |
445000 544000 673000 |
|
М36 М39 |
817 976 |
147000 176000 |
184000 220000 |
253000 303000 |
229000 273000 |
310000 371000 |
359000 429000 |
490000 586000 |
- - - |
678000 810000 |
792000 947000 |
|
М42 М45 М48 |
1120 1306 1472 |
202000 235000 265000 |
252000 294000 331000 |
347000 405000 456000 |
314000 366000 412000 |
426000 496300 559000 |
493000 574500 648000 |
672000 784000 883000 |
- - - |
930000 1084000 1222000 |
1086000 1267000 1428000 |
|
a Если в обозначении резьбы не указывают шаг, то подразумевают крупный шаг. См. ГОСТ 8724. b Формулы для расчета As см. 8.2. c Для строительных болтовых соединений 70000 Н, 95500 Н и 130000 Н соответственно. |
|||||||||||
Таблица 8 - Минимальные разрушающие нагрузки. Мелкая резьба
|
Резьба (d×Pa) |
Номинальная As,nomb, |
Класс прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
||
|
Минимальная разрушающая нагрузка (As,nom×Rm,min), H |
|||||||||||
|
М8×1 М10×1 М10×1,2 |
39,2 64,5 61,2 |
12900 21300 20200 |
15700 25800 24500 |
16500 27100 25700 |
19600 32300 30600 |
20400 33500 31800 |
23500 38700 36700 |
31360 51600 49000 |
35300 58100 55100 |
40800 67100 63600 |
47800 78700 74700 |
|
М12×1,2 М12×1,5 М14×1,5 |
92,1 88,1 125 |
30400 29100 41200 |
36800 35200 50000 |
38700 37000 52500 |
46100 44100 62500 |
47900 45800 65000 |
55300 52900 75000 |
73700 70500 100000 |
82900 79300 112000 |
95800 91600 130000 |
112400 107500 152000 |
|
М16×1,5 М18×1,5 М20×1,5 |
167 216 272 |
55100 71300 89800 |
66800 86400 109000 |
70100 90700 114000 |
83500 108000 136000 |
86800 112000 141000 |
100000 130000 163000 |
134000 179000 226000 |
150000 - - |
174000 225000 283000 |
204000 264000 332000 |
|
М22×1,5 М24×2 М27×2 |
333 384 496 |
110000 127000 164000 |
133000 154000 198000 |
140000 161000 208000 |
166000 192000 248000 |
173000 200000 258000 |
200000 230000 298000 |
276000 319000 412000 |
- - - |
346000 399000 516000 |
406000 469000 605000 |
|
М30×2 М33×2 М36×3 |
621 761 865 |
205000 251000 285000 |
248000 304000 346000 |
261000 320000 363000 |
310000 380000 432000 |
323000 396000 450000 |
373000 457000 519000 |
515000 632000 718000 |
- - - |
646000 791000 900000 |
758000 928000 1055000 |
Окончание таблицы 8
|
Резьба |
Номинальная |
Класс прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
||
|
Минимальная разрушающая нагрузка (As,nom×Rm,min), H |
|||||||||||
|
М39×3 |
1030 |
340000 |
412000 |
433000 |
515000 |
536000 |
618000 |
855000 |
- |
1070000 |
1260000 |
|
М42×3 |
1205 |
398000 |
482000 |
506000 |
603500 |
627000 |
723000 |
1000000 |
|
1253000 |
1470000 |
|
М45×3 |
1400 |
462000 |
560000 |
588000 |
700000 |
728000 |
840000 |
1120000 |
|
1456000 |
1708000 |
|
М48×3 |
1603 |
529000 |
641000 |
673000 |
802000 |
834000 |
962000 |
1330000 |
|
1667000 |
1956000 |
|
P - шаг резьбы. b Формулы для расчета As см. 8.2 |
|
||||||||||
Таблица 9 - Пробные нагрузки. Мелкая резьба
|
Резьба |
Номинальная |
Класс прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
||
|
Пробная нагрузка (As,nom×Sp), H |
|||||||||||
|
М8×1 М10×1 М10×1,25 |
39,2 64,5 61,2 |
7060 11600 11000 |
8820 14500 13800 |
12200 20000 19000 |
11000 18100 17100 |
14900 24500 23300 |
17200 28400 26900 |
22700 37400 35500 |
25500 41900 39800 |
32500 53500 50800 |
38000 62700 59400 |
|
М12×1,25 12×1,5 М14×1,5 |
92,1 88,1 125 |
16600 15900 22500 |
20700 19800 28100 |
28600 27300 38800 |
25800 24700 35000 |
35000 33500 47500 |
40500 38800 55000 |
53400 51100 72500 |
59900 57300 81200 |
76400 73100 104000 |
89300 85500 121000 |
|
М16×1,5 М18×1,5 М20×1,5 |
167 216 272 |
30100 38900 49000 |
37600 48600 61200 |
51800 67000 84300 |
46800 60500 76200 |
63500 82100 103000 |
73500 95000 120000 |
96900 130000 163000 |
109000 - - |
139000 179000 226000 |
162000 210000 264000 |
|
М22×1,5 М24×2 М27×2 |
333 384 496 |
59900 69100 89300 |
74900 86400 112000 |
103000 119000 154000 |
93200 108000 139000 |
126000 146000 188000 |
146000 169000 218000 |
200000 230000 298000 |
- - - |
276000 319000 412000 |
323000 372000 481000 |
|
М30×2 М33×2 М36×3 |
621 761 865 |
112000 137000 156000 |
140000 171000 195000 |
192000 236000 268000 |
174000 213000 242000 |
236000 289000 329000 |
273000 335000 381000 |
373000 457000 519000 |
- - - |
515000 632000 718000 |
602000 738000 839000 |
|
М39×3 |
1030 |
185000 |
232000 |
319000 |
288000 |
391000 |
453000 |
618000 |
- |
855000 |
999000 |
|
М42×3 |
1205 |
217000 |
271000 |
374000 |
337000 |
458000 |
530000 |
723000 |
|
1000000 |
1170000 |
|
М45×3 |
1400 |
252000 |
315000 |
434000 |
392000 |
532000 |
616000 |
840000 |
|
1160000 |
1360000 |
|
М48×3 |
1603 |
289000 |
361000 |
497000 |
449000 |
609000 |
705000 |
962000 |
|
1330000 |
1550000 |
|
a P - шаг резьбы. b Формулы для расчета As см. 8.2 |
|||||||||||
8 Методы испытаний
8.1 Испытание на растяжение обработанных образцов
В испытаниях на растяжение обработанных образцов следует проверять следующие характеристики:
а) предел прочности на растяжение Rm;
b) предел текучести ReL или условный предел текучести Rр0,2;
c) относительное удлинение при разрыве в процентах:
![]()
d) относительное сужение при разрыве в процентах:
![]()
При испытании на растяжение необходимо использовать обработанный образец, показанный на рисунке 1. В случае невозможности определения удлинения при разрыве из-за длины болта, необходимо измерять сужение при разрыве при условии, что длина Lo по меньшей мере равна 3 do.
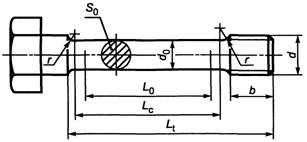
d - номинальный диаметр резьбы;
do - диаметр испытательного образца (do < внутреннего диаметра резьбы);
b - длина участка с резьбой (b ≥ d);
Lo = 5 do или (![]() ): исходная базовая длина для определения удлинения;
): исходная базовая длина для определения удлинения;
Lo ≥ 3 do: исходная базовая длина для определения сужения;
Lc - длина цилиндрического участка (Lo+do);
Lt - полная длина испытательного образца (Lc+ 2r+ b);
Lu - конечная базовая длина после разрыва;
So - площадь поперечного сечения перед испытанием на растяжение;
Su - площадь поперечного сечения после разрыва;
r - радиус закругления (r ≥ 4 мм)
Рисунок 1 - Обработанный образец для испытаний на растяжение
При обработке испытательного образца из термообработанного болта и винта диаметром d > 16 мм уменьшение диаметра стержня не должно превышать 25 % исходного диаметра (приблизительно 44 % начальной площади поперечного сечения) испытательного образца.
Изделия классов прочности 4.8, 5.8 и 6.8 (упрочненные холодным деформированием) следует испытывать на растяжение полноразмерными (см. 8.2).
8.2 Испытание на растяжение полноразмерных болтов, винтов и шпилек
Испытание на растяжение полноразмерных болтов следует проводить аналогично испытаниям на растяжение обработанных образцов (см. 8.1). Это испытание проводят с целью определения предела прочности на растяжение. Вычисление предела прочности на растяжение Rm основывается на номинальной площади расчетного сечения As,nom:
![]()
где d2 - номинальный средний диаметр наружной резьбы (см. ГОСТ 24705);
d3 - внутренний диаметр наружной резьбы, вычисленный по формуле
![]()
где d1 - номинальный внутренний диаметр наружной резьбы (см. ГОСТ 24705);
Н - высота исходного треугольника резьбы (см. ГОСТ 9150).
В испытаниях полноразмерных болтов, винтов и шпилек используют нагрузки, приведенные в таблицах 6-9.
При проведении испытания растягивающая нагрузка должна быть приложена к свободному резьбовому участку длиной не менее 1 d. Испытание считают удовлетворительным, если разрыв происходит в стержне или в свободном резьбовом участке болта, а не в месте соединения головки со стержнем.
Испытательная скорость, определяемая скоростью ползуна со свободным ходом, не должна превышать 25 мм/мин. Захваты разрывной машины должны быть самоцентрирующиеся для исключения изгиба испытательного образца.
8.3 Испытание на кручение
Испытания на кручение выполняют в соответствии с международным стандартом ИСО 898-7 [1].
Данное испытание распространяется на болты и винты номинальными диаметрами резьбы d £ 3 мм, а также на короткие болты и винты номинальными диаметрами резьбы 3 £ d £ 10 мм, которые невозможно испытывать на растяжение.
8.4 Испытание на твердость
При обычном контроле твердость болтов, винтов и шпилек можно определять на головке, торце или стержне после удаления гальванопокрытий или других покрытий и соответствующей подготовки испытательного образца.
В случае превышения максимальной твердости необходимо проводить повторное испытание для всех классов прочности на поперечном сечении, выполненном на расстоянии одного диаметра от конца, в средней части радиуса сечения, где измеренная максимальная твердость не должна быть выше заданной. В сомнительных случаях испытание твердости по Виккерсу является решающим для приемки.
Измерения твердости поверхности следует проводить на торцах или на гранях шестигранника, которые должны быть подготовлены путем минимальной шлифовки или полировки для получения воспроизводимых результатов и сохранения исходных характеристик поверхностного слоя материала. Испытание на твердость по Виккерсу при HV 0,3 является решающим в спорных случаях.
Результаты измерения твердости поверхности при HV 0,3 должны сравниваться с аналогичными результатами измерения твердости сердцевины при HV 0,3, что позволит определять относительное увеличение твердости поверхности, которое должно быть не более 30 единиц по Виккерсу. Превышение этого значения свидетельствует о науглероживании поверхности.
Для классов прочности 8.8-12.9 разница между твердостью сердцевины и твердостью поверхности является решающей для оценки науглероживания в поверхностном слое болтов, винтов и шпилек.
Между твердостью и пределом прочности на растяжение может отсутствовать прямая связь. Максимальные значения твердости были выбраны по причинам, не связанным с пределом прочности (например, для исключения хрупкости).
Примечание - Необходимо строго различать увеличение твердости, вызываемое науглероживанием, и увеличение твердости, связанное с термообработкой или холодной обработкой поверхности.
8.4.1 Испытание на твердость по Виккерсу
Испытание на твердость по Виккерсу - по ГОСТ 2999.
8.4.2 Испытание на твердость по Бринеллю
Испытание на твердость по Бринеллю - по ГОСТ 9012.
8.4.3 Испытание на твердость по Роквеллу
Испытание на твердость по Роквеллу - по ГОСТ 9013.
8.5 Испытание пробной нагрузкой полноразмерных болтов и винтов
Испытание пробной нагрузкой состоит из следующих двух операций:
a) приложения установленной растягивающей пробной нагрузки (см. рисунок 2);
b) измерения остаточного удлинения, вызываемого пробной нагрузкой.
Пробную нагрузку, приведенную в таблицах 7 и 9, следует прикладывать к болту, установленному в разрывную испытательную машину, по оси. Полная пробная нагрузка должна действовать в течение 15 с. Длина свободного нагруженного участка резьбы должна равняться одному диаметру (1 d).
Для болтов и винтов с резьбой до головки длина свободного нагруженного участка резьбы должна, по возможности, соответствовать одному диаметру (1 d).
Для измерения остаточного удлинения торцы болта или винта должны быть подготовлены соответствующим образом (см. рисунок 2). Перед приложением пробной нагрузки и после снятия нагрузки измеряют длину болта или винта измерительным прибором со сферическими измерительными наконечниками. Для сведения к минимуму погрешности измерений следует использовать перчатки или клещи.
Результат испытания пробной нагрузкой можно считать удовлетворительным, если длина болта, винта или шпильки после приложения пробной нагрузки осталась такой же, как перед приложением нагрузки с допуском ± 12,5 мкм, учитывающим погрешность измерений.
Скорость испытаний, определяемая скоростью ползуна со свободным ходом, не должна превышать 3 мм/мин. Захваты испытательной машины должны быть самоцентрирующиеся для исключения изгиба испытательного образца.
При первоначальном приложении пробной нагрузки из-за влияния некоторых случайных факторов, таких, как отклонение от прямолинейности, отклонение от соосности (плюс погрешность измерений), остаточное удлинение может оказаться больше допускаемого. В таких случаях крепежные изделия необходимо подвергать повторному испытанию нагрузкой, большей первоначальной на 3 %; результат испытания может рассматриваться как удовлетворительный, если длина после повторного испытания будет такой же, как перед этим испытанием (с допуском 12,5 мкм на погрешность измерений).
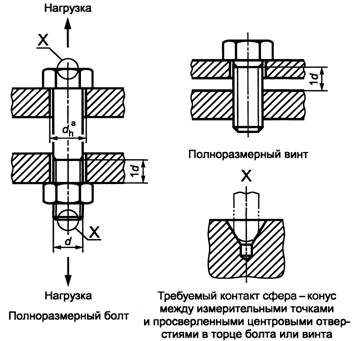
а dh - средний ряд по ГОСТ 11284 (см. таблицу 10).
Рисунок 2 - Приложение пробной нагрузки к полноразмерным болтам и винтам
8.6 Испытание на растяжение на косой шайбе полноразмерных болтов и винтов
Испытание на растяжение на косой шайбе не распространяется на винты с потайной головкой.
Испытание на растяжение на косой шайбе следует проводить на испытательном оборудовании, предусмотренном для испытания металлов на растяжение в ГОСТ 1497, с использованием косой шайбы, как показано на рисунке 3.
Расстояние от сбега резьбы болта до контактной поверхности гайки зажимного устройства должно быть не менее 1d. Закаленную косую шайбу, размеры которой выполнены в соответствии с таблицами 10 и 11, устанавливают под головкой болта или винта. Испытание на растяжение проводят до разрыва болта.
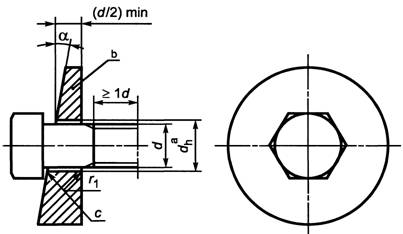
a dh - средний ряд по ГОСТ 11284 (см. таблицу 10).
b - твердость не менее 45 HRC;
с - радиус или фаска 45°
Рисунок 3 - Испытание на косой шайбе полноразмерных болтов, винтов
Таблица 10 - Диаметры отверстий для испытаний на косой шайбе
В миллиметрах
|
Номинальный |
dha |
r1 |
Номинальный |
dha |
r1 |
|
3 |
3,4 |
0,7 |
20 |
22 |
1,3 |
|
3,5 |
3,9 |
0,7 |
22 |
24 |
1,6 |
|
4 |
4,5 |
0,7 |
24 |
26 |
1,6 |
|
5 |
5,5 |
0,7 |
27 |
30 |
1,6 |
|
6 |
6,6 |
0,7 |
30 |
33 |
1,6 |
|
7 |
7,6 |
0,8 |
33 |
36 |
1,6 |
|
8 |
9 |
0,8 |
36 |
39 |
1,6 |
|
10 |
11 |
0,8 |
39 |
42 |
1,6 |
|
12 |
13,5 |
0,8 |
42 |
45 |
1,6 |
|
14 |
15,5 |
1,3 |
45 |
48 |
1,6 |
|
16 |
17,5 |
1,3 |
48 |
52 |
1,6 |
|
18 |
20 |
1,3 |
|
|
|
|
а Для болтов с квадратным подголовком отверстие должно соответствовать квадратному подголовку. |
|||||
Таблица 11 - Угол скоса шайбы
|
Номинальный |
Классы прочности для |
|||
|
болтов с участком гладкого стержня ls > 2 d |
болтов и винтов с резьбой до головки и или с участком гладкого стержня ls < 2 d |
|||
|
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
|
|
a |
||||
|
d £ 20 |
10° |
6° |
6° |
4° |
|
20 < d £ 48 |
6° |
4° |
4° |
4° |
Испытание считают удовлетворительным, если разрыв происходит в стержне или в свободном резьбовом участке болта, а не в месте соединения головки со стержнем. При этом должно быть выполнено требование, предъявляемое к минимальному пределу прочности на растяжение (либо в процессе проведения испытаний на растяжение на косой шайбе, либо в процессе проведения дополнительного испытания на растяжение без использования косой шайбы) в соответствии со значениями, предусмотренными для соответствующего класса прочности.
Для болтов и винтов с резьбой до головки испытание считают удовлетворительным, если разрушение происходит на свободном участке резьбы, даже если оно в момент разрыва распространяется в область переходной галтели под головкой или на головку.
Для болтов класса точности С радиус r1, следует вычислять по формуле
r1 = rmax + 0,2
где r - радиус переходной галтели под головкой,
при этом
![]()
где dа - диаметр переходной галтели;
ds - диаметр гладкой части стержня болта.
Для болтов и винтов диаметром опорной поверхности головки, превышающим 1,7 d, не выдержавших испытаний на растяжение на косой шайбе, головки могут быть обработаны до диаметра 1,7 d, а затем эти изделия могут быть подвергнуты повторному испытанию при угле скоса, установленном в таблице 11.
Кроме того, для болтов и винтов диаметром опорной поверхности головки, превышающим 1,9 d, угол скоса шайбы, равный 10°, можно уменьшить до 6°.
8.7 Испытание обработанных образцов на ударный изгиб
Испытание на ударный изгиб проводят в соответствии с ГОСТ 9454. Испытательный образец должен быть вырезан в продольном направлении и по возможности вблизи поверхности болта или винта. Сторона образца с надрезом должна располагаться вблизи поверхности болта. Испытаниям на ударный изгиб подлежат болты номинальным диаметром резьбы d ≥
8.8
Испытание ударом по головке полноразмерных болтов и винтов диаметром d £ 10
мм и длиной, слишком малой для проведения испытаний на
растяжение на косой шайбе
Испытание ударом по головке следует проводить, как показано на рисунке 4.
При нанесении нескольких ударов молотком головка болта или винта должна изогнуться на угол, равный 90°-β (см. таблицу 12) без признаков растрескивания в закругленном участке перехода головки к стержню, что устанавливается при осмотре с увеличением не менее восьмикратного, но не более десятикратного.
Для болтов и винтов с резьбой до головки допускается появление трещины в первом витке резьбы при условии, что головка не оторвалась.
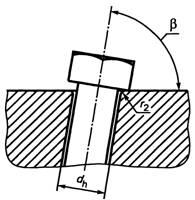
Примечания
1 Значения dh и r2 (r1 = r2) см. в таблице 10.
2 Толщина испытательной пластины должна быть больше 2 d.
Рисунок 4 - Испытание головки на прочность
Таблица 12 - Значения угла β
|
Класс прочности |
3.6 |
4.6 |
5.6 |
4.8 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|
β |
60° |
80° |
||||||||
8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используя соответствующий метод измерений (8.9.2.1 или 8.9.2.2) на продольном сечении участка резьбы проверяют, соответствуют ли установленным предельным значениям высота необезуглероженной зоны (основного металла Е) и глубина зоны полного обезуглероживания (G) (см. рисунок 5).
Максимальное значение G и формулы, определяющие минимальные значения E, приведены в таблице 3.
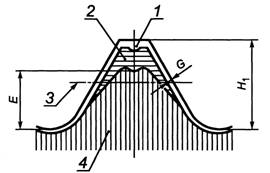
1 - полностью обезуглероженная зона; 2 - частично обезуглероженная зона; 3 - образующая среднего диаметра резьбы; 4 - основной металл (необезуглероженная зона); H1 - высота наружной резьбы
Рисунок 5 - Зоны обезуглероживания
8.9.1 Основные понятия
8.9.1.1 Твердость основного металла - твердость наиближайшего к поверхности (при перемещении от сердцевины к наружному диаметру) участка, измеренная непосредственно перед началом увеличения или уменьшения твердости, указывающая на науглероживание или обезуглероживание соответственно.
8.9.1.2 Обезуглероживание - обычно потеря содержания углерода в поверхностном слое черных металлов промышленного производства (сталей).
8.9.1.3 Частичное обезуглероживание - обезуглероживание с потерей углерода в количестве, достаточном для посветления отпущенного мартенсита и существенного уменьшения твердости по сравнению с твердостью соседнего основного металла; при этом в металлографических исследованиях ферритные зерна не просматриваются.
8.9.1.4 Полное обезуглероживание - обезуглероживание с потерей углерода в количестве, достаточном для обнаружения при металлографических исследованиях четко выраженных ферритных зерен.
8.9.1.5 Науглероживание - увеличение содержания углерода в поверхностном слое в количестве, превышающем его содержание в основном металле.
8.9.2 Методы измерений
8.9.2.1 Метод с использованием микроскопа
Данный метод позволяет определить параметры Е и G.
Образец для исследования вырезают по оси резьбы на расстоянии половины номинального диаметра (1/2 d) от конца болта, винта или шпильки, прошедших термообработку. Для шлифовки и полировки образец устанавливают в зажимном приспособлении или предпочтительнее заливают пластмассой.
После установки образца необходимо шлифовать и полировать его поверхность в соответствии с требованиями металлографического исследования.
Для выявления изменений в микроструктуре, вызванных обезуглероживанием, обычно применяется травление в 3 %-ном растворе ниталя (концентрированная азотная кислота в этаноле).
Если иное не оговорено заинтересованными сторонами, для исследования микроструктуры используют стократное увеличение.
Если микроскоп имеет матовое стекло, то глубину обезуглероживания можно измерять непосредственно по шкале. Если в измерениях используют окуляр, то он должен быть соответствующего типа, снабженный визиром или шкалой.
8.9.2.2 Метод измерения твердости (арбитражный метод для частичного обезуглероживания).
Метод измерения твердости можно применять только для резьбы с шагом Р ≥
Измерения твердости по Виккерсу проводят в трех точках, показанных на рисунке 6. Значения Е приведены в таблице 13. Нагрузка должна составлять
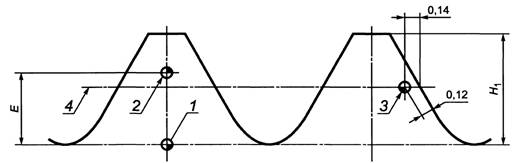
hv2 ≥ hv1- 30;
HV3 £ HV1+ 30;
1,2, 3 - точки измерений; 4 - образующая среднего диаметра резьбы
Рисунок 6 - Измерение твердости в испытании на обезуглероживание
Таблица 13 - Значения для Н1 и Е
В миллиметрах
|
Шаг резьбы Ра, мм |
H1 мм |
Eminb, мм, для классов прочности |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
а Для Р £ b Значения рассчитаны на основании требований таблицы 3, пункт 5.16. |
||||
Определение твердости в точке 3 следует проводить на образующей среднего диаметра резьбы витка, соседнего с витком, на котором проводили измерения в точках 1 и 2.
Значение твердости по Виккерсу в точке 2 (HV2) должно быть не менее соответствующего значения в точке 1 (HV1) минус 30 единиц по Виккерсу. В этом случае высота необезуглероженной зоны Е, как минимум, соответствует значению, установленному в таблице 13.
Значение твердости по Виккерсу в точке 3 (HV3) должно быть не более соответствующего значения в точке 1 (HN1,), плюс 30 единиц по Виккерсу.
Данный метод измерения твердости не позволяет обнаружить зону полного обезуглероживания вплоть до максимального значения, установленного в таблице 3.
8.10 Испытание на повторный отпуск
Повторный отпуск проводят при температуре на 10°С меньше, чем установленная минимальная температура отпуска, в течение 30 мин. Среднее значение трех измерений твердости сердцевины болта или винта, испытанных до и после повторного отпуска, не должно отличаться более чем на 20 единиц по Виккерсу.
8.11 Контроль дефектов поверхности
Контроль дефектов поверхности в соответствии с ГОСТ 1759.2.
При использовании программы испытаний А проверку дефектов поверхности испытательных образцов болтов проводят перед их обработкой.
9 Маркировка
Крепежные изделия, изготовленные в соответствии с требованиями настоящего стандарта, следует маркировать в соответствии с 9.1-9.5.
Только в случае выполнения всех требований настоящего стандарта крепежные детали можно маркировать и/или обозначать с использованием системы обозначений, представленной в разделе 3.
Если иное не установлено в стандарте на продукцию, высоту рельефной маркировки на верхней части головки не учитывают в размерах высоты головки.
Маркировка винтов с прямым шлицем и винтов с крестообразным шлицем не предусмотрена стандартом и может выполняться по усмотрению изготовителя.
9.1 Маркировка товарного знака изготовителя
Товарный знак изготовителя должен быть нанесен на всех изделиях, на которых указывают классы прочности, в процессе их изготовления. Товарный знак изготовителя также рекомендуется наносить на изделия, на которых не указывают класс прочности.
В соответствии с настоящим стандартом продавца, маркирующего крепежные изделия своим товарным знаком, следует рассматривать как изготовителя.
9.2 Маркировка классов прочности
Символы, которые следует указывать при маркировке классов прочности, приведены в таблице 14.
Таблица 14 - Символы, используемые при маркировке
|
Класс прочности |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Символ маркировкиа,b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9b |
12.9 |
|
а Точку в маркировочном символе допускается опускать. b Для класса прочности 10.9, когда используют низкоуглеродистые мартенситные стали, см. таблицу 2. |
|||||||||||
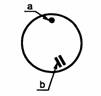
Для болтов и винтов небольших размеров или когда символы маркировки, указанные в таблице 14, невозможны из-за формы головки, допускается применять приведенные в таблице 15 символы маркировки по системе циферблата.
Таблица 15 - Система циферблата для маркировки болтов и винтов
|
Класс прочности |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Символ маркировки |
|
|
|
|
|


Окончание таблицы 15
|
Класс прочности |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Символ маркировки |
|
|
|
|
|
|
|
а Положение, соответствующее двенадцати часам (контрольная отметка), необходимо маркировать либо товарным знаком изготовителя, либо точкой. b Класс прочности маркируется либо штрихом, либо двойным штрихом, а для класса прочности 12.9 - точкой. |
||||||






9.3 Идентификация
9.3.1 Болты и винты с шестигранной и звездообразной головкой
Болты и винты с шестигранной и звездообразной головкой (включая изделия с фланцем) следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Данная маркировка является обязательной для всех классов прочности и наносится на верхней части головки выпуклыми или углубленными знаками или на боковой части головки углубленными знаками (см. рисунок 7). Для болтов и винтов с фланцем маркировку следует наносить на фланце, если в процессе производства невозможно нанести маркировку на верхней части головки.
Маркировка является обязательной для болтов и винтов с шестигранной и звездообразной головкой диаметром резьбы d ≥
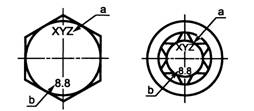
а Товарный знак изготовителя.
b Класс прочности.
Рисунок 7 - Примеры маркировки болтов и винтов с шестигранной и звездообразной головкой
9.3.2 Винты с шестигранным и звездообразным углублением в головке
Винты с шестигранным и звездообразным углублением в головке «под ключ» следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Маркировка является обязательной для классов прочности 8.8 и выше. Символы маркировки рекомендуется наносить на боковую сторону головки углубленными знаками или на верхнюю часть головки углубленными или выпуклыми знаками (см. рисунок 8).
Маркировка является обязательной для винтов с шестигранным и звездообразным углублением в головке «под ключ» номинальным диаметром резьбы d ≥
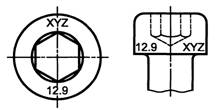
Рисунок 8 - Примеры маркировки винтов с шестигранным углублением в головке
9.3.3 Болты с полукруглой головкой и квадратным подголовком
Болты с полукруглой головкой и квадратным подголовком классов прочности 8.8 и выше следует маркировать идентифицирующим знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Для болтов номинальным диаметром d ≥
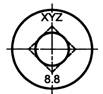
Рисунок 9 - Пример маркировки болтов с полукруглой головкой и квадратным подголовком
9.3.4 Шпильки
Шпильки номинальным диаметром резьбы d ≥
Если маркировка шпильки на участке без резьбы невозможна, допускается маркировка только класса прочности на гаечном конце шпильки (см. рисунок 10). Для шпилек с неподвижной посадкой применяют маркировку на гаечном конце с нанесением только товарного знака изготовителя, если это возможно.
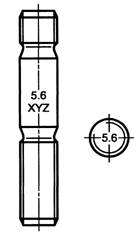
Рисунок 10 - Маркировка шпилек
Допускается в качестве альтернативной маркировки классов прочности применять символы, приведенные в таблице 16.
Таблица 16 - Альтернативные символы для маркировки шпилек
|
Класс прочности |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Символ маркировки |
|
|
|
|
|
9.3.5 Другие типы болтов и винтов
Для маркировки других типов болтов и винтов, а также специальных изделий, по соглашению между заинтересованными сторонами, можно применять те же способы маркировки, что описаны в 9.3.1-9.3.4.
9.4 Маркировка болтов и винтов с левой резьбой
Болты и винты с левой резьбой следует маркировать нанесением обозначений, показанных на рисунке 11, либо на верхней части головки, либо на торце.
Маркировка распространяется на болты и винты номинальным диаметром резьбы d ≥
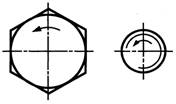
Рисунок 11 - Маркировка левой резьбы
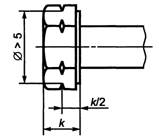
s - размер «под ключ»; к - высота головки
Рисунок 12 - Альтернативная маркировка левой резьбы
Альтернативную маркировку левой резьбы, показанную на рисунке 12, допускается применять для болтов и винтов с шестигранной головкой.
9.5 Альтернативная маркировка
Решение о нанесении альтернативной или допускаемой маркировки взамен обязательной по 9.2-9.4 принимает изготовитель.
9.6 Маркировка упаковок
Маркировка упаковок с нанесением товарного знака изготовителя и класса прочности является обязательной для всех упаковок всех размеров.
Приложение А
(справочное)
Предел текучести или условный предел текучести при повышенных температурах
Механические свойства болтов, винтов и шпилек изменяются при повышенной температуре. В таблице А.1 для справки представлены приближенные данные по уменьшению значений предела текучести или условного предела текучести при повышенных температурах. Эти данные не должны рассматриваться как требования к испытаниям.
Таблица А.1 - Предел текучести или условный предел текучести при повышенных температурах
|
Класс прочности |
Температура, °С |
||||
|
20 |
100 |
200 |
250 |
300 |
|
|
Предел текучести ReL или условный предел текучести Rр0,2, Н/мм2 |
|||||
|
5.6 |
300 |
270 |
230 |
215 |
195 |
|
8.8 |
640 |
590 |
540 |
510 |
480 |
|
10.9 |
940 |
875 |
790 |
745 |
705 |
|
10.9 |
940 |
- |
- |
- |
- |
|
12.9 |
1100 |
1020 |
925 |
875 |
825 |
Длительная работа при повышенной температуре может привести к значительной релаксации напряжений. Обычно 100 ч работы при температуре 300°С приводят к снижению усилия затяжки болта вследствие уменьшения значения предела текучести более чем на 25 % от начальной.
Приложение Б
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам,
использованным в настоящем стандарте в качестве нормативных ссылок
|
Обозначение ссылочного национального стандарта Российской Федерации |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному национальному стандарту |
|
ИСО 6892:1998 Материалы металлические. Испытания на растяжение при температуре окружающей среды (NEQ) |
|
|
ИСО 6157-1:1998 Изделия крепежные. Несплошности поверхности. Часть 1. Болты, винты и шпильки общего назначения (NEQ) |
|
|
ГОСТ 2999-75 |
ИСО 6507-1:1997 Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (NEQ) |
|
ГОСТ 8724-2002 |
ИСО 261:1998 Резьбы метрические ISO общего назначения. Общий план (MOD) |
|
ИСО 6506:1981 Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю (NEQ) |
|
|
ИСО 6508:1986 Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А-В-С-D-Е-F-G-Н-К) (NEQ) |
|
|
ИСО 68-1:1998 Резьбы ISO общего назначения. Основной профиль. Часть 1. Резьбы метрические (MOD) |
|
|
ИСО 83:1976 Сталь. Испытание на ударную прочность по Шарпи (образцы с U-образным надрезом) (NEQ) |
|
|
ГОСТ 11284-94 |
ИСО 273:1979 Изделия крепежные. Отверстия с гарантированным зазором для болтов и винтов (MOD) |
|
ИСО 965-1:1998 Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные данные (MOD) |
|
|
ГОСТ 24705-2004 |
ИСО 724:1978 Резьбы метрические ISO общего назначения. Основные размеры (MOD) |
|
ИСО 898-5:1998 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные детали, не подвергаемые растягивающим напряжениям (NEQ) |
|
|
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
|
Библиография
[1] Международный стандарт ИСО 898-7:1992 Механические свойства крепежных изделий из углеродистой и
легированной стали. Часть 7. Испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальных диаметров от 1 до
Ключевые слова: болты, винты, шпильки, механические свойства, методы испытаний, система обозначений, маркировка