СССР
ОТРАСЛЕВОЙ СТАНДАРТ
БОЛТЫ ВЫСОКОПРОЧНЫЕ, ГАЙКИ И ШАЙБЫ К НИМ
ОСТ 35-02-72
Министерство транспортного строительства
Министерство путей сообщения
Москва
Содержание
РАЗРАБОТАН:
1. Научно-исследовательским институтом мостов (НИИ мостов)
Директор института СИЛЬНИЦКИЙ Ю.М.
Руководитель темы САВЕЛЬЕВ В.Н.
2. Всесоюзным научно-исследовательским институтом транспортного строительства (ЦНИИС)
Директор института ФЕДОРОВ Д.И.
Руководитель темы БОЛЬШАКОВ К.П.
ВНЕСЕН Научно-исследовательским институтом мостов (НИИ мостов)
Директор института СИЛЬНИЦКИЙ Ю.М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом научно-исследовательских работ Технического управления Министерства транспортного строительства.
Начальник отдела АНДРЕЕВ Н.П.
Главный технолог отдела ЦИЛУЙКО С.А.
СОГЛАСОВАН Главным управлением пути МПС, письмо Министерства путей сообщения от 14 декабря 1971 г, № НТС-П-43/28
Зам. начальника Главного управления пути МПС ИГНАТОВ Б.В.
Научно-техническим советом МДС, письмо Министерства путей сообщения от 14 декабря 1971 г. № НТС-П-43/28
Зам. председателя Научно-технического совета МПС БЛОХИН К.А.
Главным управлением по строительству мостов (Главмостострой), письмо Главмостостроя от 21 декабря 1971 г. № 2502-4/4
Главный инженер Главмостостроя СОЛОВЬЕВ Г.П.
Главным управлением проектно-изыскательских работ (Главтранспроект), письмо Главтранспроекта от 11 ноября 1971 г. № 3002/59
Главный инженер Главтранспроекта РОЗАНОВ И.С.
УТВЕРЖДЕН Министерством транспортного строительства и Министерством путей сообщения, приказ от 13 декабря 1972 г. № 716ок-95/цз
Заместитель Министра
ВВЕДЕН В ДЕЙСТВИЕ приказом Министерства транспортного строительства и Министерства путей сообщения от 13 декабря 1972 г. № 716ок-95/цз
ОТРАСЛЕВОЙ СТАНДАРТ
|
Болты высокопрочные, гайки и шайбы к ним |
ОСТ 35-02-72 Взамен ВСН 133-66 |
Приказом Министерства транспортного строительства СССР и Министерством путей сообщения от 13 декабря 1972, срок введения установлен с 1 февраля 1973 г.
Настоящий стандарт распространяется на высокопрочные болты, гайки и шайбы к ним для железнодорожных, автодорожных и городских мостов.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. БОЛТЫ
1.1.1. Высокопрочные болты должны изготовляться двух типов: 110 - для конструкций, возводимых и эксплуатируемых при расчетной минимальной температуре воздуха до минус 40°С, и 110С - для конструкций, возводимых и эксплуатируемых при расчетной минимальной температуре воздуха ниже минус 40°С.
1.1.2. Размеры болтов (мм) должны соответствовать указанным на черт. 1 и в табл. 1 и 2.
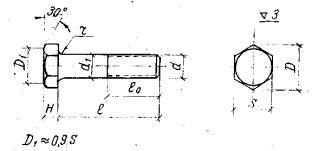
Вариант исполнения головки с опорной шайбой

Черт. 1.
Таблица 1
мм
|
Номинальный диаметр резьбы d |
18 |
22 |
24 |
27 |
|
|
Шаг резьбы |
2,5 |
2,5 |
3,0 |
3,0 |
|
|
Диаметр стержня d1 |
Номинальный |
18 |
22 |
24 |
27 |
|
Предельное отклонение |
-0,70 |
-0,84 |
|||
|
Размер "под ключ" S |
Номинальный |
30 |
36 |
41 |
46 |
|
Предельное отклонение |
-0,52 |
-1,00 |
|||
|
Высота головки Н |
Номинальная |
13 |
15 |
17 |
19 |
|
Предельное отклонение |
±0,43 |
+0,52 |
|||
|
Диаметр описанной окружности D |
Номинальный |
34,6 |
41,6 |
47,3 |
53,1 |
|
Предельное отклонение |
-1,8 |
-2,1 |
-2,4 |
-2,7 |
|
|
Радиус под головкой r |
Номинальный |
1,5 |
2,0 |
||
|
Предельное отклонение |
+0,5 |
||||
|
Предельное смещение оси головки |
0,6 |
0,7 |
0,8 |
||
ПРИМЕЧАНИЯ: 1. При изготовлении резьбы способом накатки допускается:
а) Диаметр стержня болта d1 выполнять в пределах среднего диаметра резьбы по выбору предприятия-изготовителя.
б) Концевую фаску не делать.
2. Болты диаметром 27 мм должны поставляться с 1 июля 1973 года.
Таблица 2
мм
|
Длина болта l |
Предельное отклонение на длину болта l |
Номинальный диаметр резьбы d |
|||
|
18 |
22 |
24 |
27 |
||
|
Длина резьбы l0, включая сбег резьбы. (Знаком ´ отмечены болты с резьбой по всей длине стержня |
|||||
|
35 |
± 0,8 |
´ |
- |
- |
- |
|
40 |
´ |
´ |
- |
- |
|
|
45 |
´ |
´ |
- |
- |
|
|
50 |
42 |
´ |
´ |
- |
|
|
55 |
± 1,8 |
42 |
´ |
´ |
- |
|
60 |
42 |
50 |
´ |
´ |
|
|
65 |
42 |
50 |
54 |
´ |
|
|
70 |
42 |
50 |
54 |
60 |
|
|
75 |
42 |
50 |
54 |
60 |
|
|
80 |
42 |
50 |
54 |
60 |
|
|
85 |
42 |
50 |
54 |
60 |
|
|
90 |
42 |
50 |
54 |
60 |
|
|
95 |
42 |
50 |
54 |
60 |
|
|
100 |
42 |
50 |
54 |
60 |
|
|
105 |
42 |
50 |
54 |
60 |
|
|
110 |
42 |
50 |
54 |
60 |
|
|
115 |
42 |
50 |
54 |
60 |
|
|
120 |
42 |
50 |
54 |
60 |
|
|
130 |
42 |
50 |
54 |
60 |
|
|
140 |
± 2,0 |
42 |
50 |
54 |
60 |
|
150 |
42 |
50 |
54 |
60 |
|
|
160 |
48 |
56 |
60 |
66 |
|
|
170 |
48 |
56 |
60 |
66 |
|
|
180 |
48 |
56 |
60 |
66 |
|
|
190 |
48 |
56 |
60 |
66 |
|
|
200 |
48 |
56 |
60 |
66 |
|
|
210 |
± 2,5 |
48 |
56 |
60 |
66 |
|
220 |
48 |
56 |
50 |
66 |
|
|
230 |
48 |
56 |
60 |
66 |
|
|
240 |
48 |
56 |
60 |
66 |
|
|
250 |
48 |
56 |
60 |
66 |
|
|
260 |
48 |
56 |
60 |
66 |
|
|
280 |
- |
56 |
60 |
66 |
|
|
300 |
- |
56 |
50 |
66 |
|
|
Предельное отклонение на длину резьбы l0 |
+5,0 |
+6,0 |
|||
Примечание. Болты, для которых значения длины резьбы расположены над ломаной линией, допускается изготовлять с резьбой по всей длине стержня.
Примеры условных обозначений болтов диаметром 22 мм, длиной 100 мм:
типа 110 - Болт 110 М22´100 ОСТ....... ;
типа 110С - Болт 110C М22´100 ОСТ...... .
1.1.3. Вариант исполнения головки выбирает предприятие-изготовитель.
1.1.4. Резьба болтов - по ГОСТ 9150-59; допуски резьбы - по третьему классу точности ГОСТ 9253-59.
Справочные таблицы теоретической массы болтов приведены в приложениях 1 и 2.
1.2. ГАЙКИ
1.2.1. Размеры гаек должны соответствовать указанным на черт. 2 и в табл. 3.

Черт. 2.
Таблица 3
мм
|
Номинальный диаметр резьбы d |
18 |
22 |
24 |
27 |
|
|
Шаг резьбы |
2,5 |
2,5 |
3,0 |
3,0 |
|
|
Размер "под ключ" S |
Номинальный |
30 |
36 |
41 |
45 |
|
Предельное отклонение |
-0,52 |
-1,00 |
|||
|
Высота H |
Номинальная |
16 |
19 |
22 |
24 |
|
Предельное отклонение |
±0,70 |
±0,84 |
|||
|
Диаметр описанной окружности D |
Номинальный |
34,6 |
41,6 |
47,3 |
53,1 |
|
Предельное отклонение |
-1,8 |
-2,1 |
-2,4 |
-2,7 |
|
|
Предельное смещение оси отверстия |
0,8 |
0,9 |
1,0 |
||
Примеры условных обозначений гайки диаметром 22 мм:
из стали марки 40Х - Гайка М22 - 40Х ОСТ 35-02-72;
из стали марки 35 - Гайка Ш22 - 35 ОСТ 35-02-72.
1.2.2. Резьба гаек - по ГОСТ 9150-59*; допуски резьбы - по третьему классу точности ГОСТ 9253-59.
Справочная таблица теоретической массы гаек приведена в приложении 3.
1.3. ШАЙБЫ
1.3.1. Размеры шайб должны соответствовать указанным на черт. 3 и в табл. 4.

Черт. 3.
Таблица 4
мм
|
Диаметр болта |
Диаметр отверстия d |
Диаметр наружный D |
Толщина S |
Предельное радиальное биение |
||
|
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
|||
|
18 |
20 |
+0,52 |
39 |
-0,62 |
4 |
1,2 |
|
22 |
24 |
50 |
-0,74 |
6 |
||
|
24 |
27 |
55 |
1,4 |
|||
|
27 |
30 |
66 |
6 |
|||
Пример условного обозначения шайбы для болтов диаметром 22 мм:
Шайба 22 ОСТ 35-02-72
Справочная таблица теоретической массы шайб приведена в приложении 4.
ПРИМЕЧАНИЕ. Предельные отклонения толщины шайб и шероховатость опорных поверхностей должны соответствовать требованиям стандартов на материал шайб /листовая или полосовая сталь/, что подтверждается сертификатами и дополнительно не контролируется.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Высокопрочные болты должны изготовляться из стали марки 40Х по ГОСТ 4543-71 и ГОСТ 10702-63*
2.2. Гайки для высокопрочных болтов типа 110 могут изготовляться из сталей марок: Ст.5сп по ГОСТ 380-71, 35 и 40 по ГОСТ 1050-60 и ГОСТ 10702-63, 40Х по ГОСТ 4543-71 и ГОСТ 10702-63, а для болтов типа 110С - из сталей марок 35, 40 и 40Х по выбору предприятия-изготовителя.
Примечание. Болты типа 110С для железнодорожных мостов поставляются только с гайками из стали марки 40Х. Для автодорожных и городских мостов гайки из стали марки 40Х для болтов типа 110С поставляются по требованию заказчика.
2.3. Шайбы для высокопрочных болтов могут изготовляться из сталей марок: Ст.5сп по ГОСТ 380-71, 35 и 40 по ГОСТ 1050-60 и ГОСТ 10702-63*, по выбору предприятия-изготовителя.
2.4. Механические свойства высокопрочных болтов, гаек и шайб к ним, после термической обработки, должны соответствовать указанным в табл. 5. Режим термической обработки устанавливает предприятие-изготовитель.
|
Вид деталей |
Механические свойства |
||||||
|
Временное сопротивление разрыву в кгс/мм2, в пределах |
Твердость по Бринеллю при нагрузке, равной 30 D2 |
Твердость по Роквеллу шкала С, в пределах |
Относительное удлинение d5 в %, не менее |
Относительное сужение в % не менее |
Ударная вязкость в кгс.м/см2 при +20°С не менее |
||
|
Не более |
В пределах |
||||||
|
Болты 110 |
110-130 |
388 |
- |
- |
- |
- |
- |
|
Болты 110С |
110-130 |
351 |
- |
|
8 |
40 |
5 |
|
Гайки |
- |
- |
241-341 |
- |
- |
- |
- |
|
Шайбы |
- |
- |
325-432 |
35-45 |
- |
- |
- |
2.5. Болты в комплекте с гайками и шайбами, изготовленные по настоящему ОСТ, должны иметь коэффициент закручивания не более 0,20 и не менее 0,14.
2.6. Для болтов и гаек не допускаются:
а) рванины и выкрашивания на поверхности резьбы, если они по глубине выходят за пределы среднего диаметра резьбы и если их общая протяженность по длине превышает четверть витка:
б) заусенцы на опорных поверхностях, выходящие за пределы опорной шайбы;
в) следы от разъема штампа на опорной поверхности головки болта;
г) отклонение от перпендикулярности опорных поверхностей к оси стержня болта (оси резьбы гайки) более 1°.
2.7. Не является браковочным признаком увеличение диаметра стержня болта до 0,25 мм сверх номинального на длине до 20 мм от головки болта.
2.8. Остальные технические требования для болтов и гаек - по ГОСТ 1759-70, для шайб - по ГОСТ 6960-68.
3. ПРАВИЛА ПРИЕМКИ
3.1. Болты, гайки и шайбы должны быть приняты техническим контролем предприятия-изготовителя. Предприятие-изготовитель должно гарантировать соответствие болтов, гаек и шайб требованиям настоящего стандарта.
3.2. Болты, гайки и шайбы предъявляются к приемке партиями, состоящими из деталей одного типа и размера, изготовленных из металла одной плавки и подвергнутых одному режиму термической обработки.
Максимальная масса партии не должна превышать: болтов - 1000 кг, гаек - 500 кг и шайб - 500 кг.
3.3. При приемке должно быть проверено соответствие формы, размеров и механических свойств болтов, гаек и шайб требованиям настоящего стандарта.
3.4. Для приемки болтов по механическим свойствам должны быть проведены испытания:
а) на разрыв болтов;
б) на разрыв болтов с косой шайбой;
в) на твердость ;
г) на ударную вязкость материала болтов;
д) на относительное удлинение и относительное сужение материала болтов.
Примечание. Испытания по пункту "г" и "д" для болтов типа 110 не проводятся.
3.5. Для приемки гаек по механическим свойствам должны быть проведены испытания:
а) на испытательную нагрузку;
б) на твердость.
3.5. Для приемки шайб по механическим свойствам должно быть проведено испытание на твердость.
3.7. Правила приемки - по ГОСТ 1471-54 применительно к чистым деталям.
3.8. Качество резьбы болтов и гаек, опорных поверхностей гаек и шайб должно быть проверено определением коэффициента закручивания для комплекта деталей.
3.9. Заводская инспекция производит контрольные выборочные проверки принятых партий деталей, применяя правила приемки и методы испытаний, указанные в настоящем стандарте. Количество проверяемых партий, сроки и виды проверки определяются заводской инспекцией.
3.10. Заказчик при производстве контрольной проверки поступивших к нему деталей должен применять правила приемки и методы испытаний, указанные в настоящем стандарте.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр и проверка размеров болтов и гаек производится по ГОСТ 1759-70, а шайб - по ГОСТ 6960-68.
4.2. Прямолинейность стержня болта проверяется на вхождение в контрольную матрицу с отверстием, диаметр которого должен соответствовать диаметру сквозного отверстия первого ряда по ГОСТ 11284-65 при длине отверстия 100 мм.
4.3. Испытание болтов на разрыв производится с навинченными на них гайками на разрывной машине. Разрыв должен произойти в стержне, без отрыва головки, при временном сопротивлении разрыву в пределах, указанных в табл. 5.
Временное сопротивление
вычисляется по площади сечения с диаметром, равным ![]() где d2 – номинальный средний
диаметр резьбы, a
где d2 – номинальный средний
диаметр резьбы, a ![]() где d1 - номинальный
внутренний диаметр резьбы и Н - теоретическая высота профиля.
где d1 - номинальный
внутренний диаметр резьбы и Н - теоретическая высота профиля.
Примечания. 1. Болты, длина которых недостаточна для установки их в зажимы разрывной машины, разрешается испытывать со специальной технологической гайкой, навинченной сразу на два болта. Резьба технологической гайки нарезается для каждого болта на длину не более высоты гайки по настоящему стандарту.
2. Расчетные площади сечений болтов и нагрузки, соответствующие нормативным величинам временного сопротивления, приведены в приложении 5.
4.4. Испытание болтов на разрыв с косой шайбой производится по ГОСТ 1759-70, временное сопротивление при этом должно быть в пределах, указанных в табл. 5 настоящего стандарта.
4.5. Испытание на ударную вязкость материала болта производится по ГОСТ 9454-60.
4.6. Испытание на относительное удлинение и относительное сужение материала болтов Производится по ГОСТ 1497-61 на "коротких" образцах диаметром 10 мм.
4.7. Испытания по пунктам 4.5 и 4.6 проводятся до запуска металла данной плавки в производство. Для этого плавка делится на партии весом не более пяти тонн. Из каждой партии испытываются два образца на ударную вязкость и два образца на относительное удлинение и относительное сужение. При этом отбор проб для испытания производится в соответствии с ГОСТ 4543-61. Результаты указанных испытаний образцов распространяются на партии болтов, изготовленных из данной партии стали с применением того же режима термической обработки.
4.8. Испытание на твердость болтов и гаек производится по ГОСТ 9012-59* шайб - по ГОСТ 9012-59* или ГОСТ 9013-59.
4.9. Испытание гаек на испытательную нагрузку производится по ГОСТ 1759-70. Испытательная нагрузка должна соответствовать временному сопротивлению болтов 110 кгс/мм2 и может приниматься по приложению 5 настоящего стандарта.
4.10. Для испытания по определению коэффициента закручивания отбирается не менее пяти деталей от каждой принятой партии болтов, гаек и шайб. Детали не должны иметь на поверхности грязи, ржавчины и излишков заводской смазки. Перед испытанием гайка прогоняется по всей длине резьбы болта.
4.11. Определение коэффициента закручивания К может производиться при помощи любого прибора (оборудования), позволяющего одновременно фиксировать заданное натяжение болта N и приложенный крутящий момент М с точностью до ± 5%, испытательный прибор (оборудование) должен иметь формуляр с ежегодными отметками о проверке органами Палаты мер и весов.
4.12. Коэффициент закручивания К определяется по формуле
![]()
где М - крутящий момент, приложенный к гайке для натяжения болта на усилие N, в кгм:
N - усилие натяжения болта в т;
d - номинальный диаметр болта в мм.
Усилие натяжения N принимается для болтов диаметром 18 мм - 13 т, диаметром 22 мм - 20 т, диаметром 24 мм - 24 т и диаметром 27 мм - 30 т.
4.13. Если при испытаниях коэффициент закручивания окажется более 0,20 или менее 0,14, то производятся повторные испытания на удвоенном количестве комплектов деталей. При неудовлетворительных результатах повторного испытания проверяемые партии деталей считаются не принятыми.
Примечание. Допускается коэффициент закручивания, равный 0,13 для одного из проверяемых комплектов деталей.
4.14. Партии деталей, не удовлетворяющие заданному значению коэффициента закручивания, могут быть заново скомплектованы и вторично предъявлены к приемке в соответствии с требованиями настоящего ОСТ.
4.15. В случае неудовлетворительных результатов проверки коэффициента закручивания у заново скомплектованных партий, эти партии бракуются.
5. МАРКИРОВКА, УПАКОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. Высокопрочные болты должны иметь отличительную маркировку. Маркировка наносится на головку болта в виде индекса, соответствующего типу болтов (110 или 110С). Маркировочные знаки должны быть отчетливо видны без применения увеличительных приборов. Размеры знаков устанавливает предприятие-изготовитель.
Пример маркировки болта типа 110С показан на черт. 4.

Черт. 4.
5.2. Болты, гайки и шайбы должны быть упакованы в деревянные ящики, обеспечивающие сохранность и качество упакованных деталей при транспортировании. Транспортирование в контейнерах без упаковки не допускается.
5.3. Болты, гайки и шайбы, как правило, поставляются комплектно. По требованию заказчика предприятие-изготовитель обязано поставлять комплекты деталей, упакованными вместе в один ящик.
5.4. На торцевой стороне ящика с отправляемыми деталями должно быть указано:
а) наименование или товарный знак, предприятия-изготовителя;
б) условное обозначение деталей;
в) марка металла;
г) номера партий деталей;
д) масса нетто.
5.5. Каждая отправляемая партия деталей должна быть снабжена сертификатом, в котором указывается:
б) наименование предприятия-изготовителя;
в) наименование, тип и размеры деталей;
г) марка металла;
д) номер партии деталей;
е) результаты проведенных испытаний;
ж) масса нетто.
5.6. Остальные правила упаковки по ГОСТ 1471-54.
|
Ведущая организация - Научно-исследовательский институт мостов (НИИ мостов) |
||
|
ДИРЕКТОР ИНСТИТУТА |
|
(Ю.М. Сильницкий) |
|
РУКОВОДИТЕЛЬ ТЕМЫ |
|
(В.Н. Савельев) |
|
Соисполнитель - Всесоюзный научно-исследовательский институт транспортного строительства (ЦНИИС). |
||
|
ДИРЕКТОР ИНСТИТУТА |
|
(Д.И. Федоров) |
|
РУКОВОДИТЕЛЬ ТЕМЫ |
|
(К.П. Большаков) |
ПРИЛОЖЕНИЕ 1
Справочная таблица теоретической массы болтов с нарезной резьбой
|
Длина болта l, мм |
Номинальные диаметры резьбы d, мм |
Длина болта l, мм |
Номинальные диаметры резьбы d, мм |
||||||
|
18 |
22 |
24 |
27 |
18 |
22 |
24 |
27 |
||
|
Масса 1000 шт. болтов кг » |
Масса 1000 шт. болтов кг » |
||||||||
|
35 |
126 |
- |
- |
- |
120 |
295 |
456 |
572 |
752 |
|
40 |
136 |
217 |
- |
- |
130 |
315 |
485 |
608 |
797 |
|
45 |
146 |
232 |
- |
- |
140 |
335 |
515 |
643 |
842 |
|
50 |
156 |
247 |
324 |
- |
150 |
355 |
545 |
679 |
887 |
|
55 |
166 |
262 |
342 |
- |
160 |
375 |
571 |
709 |
926 |
|
60 |
176 |
277 |
359 |
482 |
170 |
395 |
601 |
744 |
971 |
|
65 |
186 |
292 |
377 |
504 |
180 |
415 |
630 |
780 |
1016 |
|
70 |
196 |
306 |
395 |
527 |
190 |
435 |
660 |
815 |
1061 |
|
75 |
206 |
321 |
412 |
549 |
200 |
455 |
690 |
851 |
1105 |
|
80 |
216 |
336 |
430 |
572 |
210 |
470 |
720 |
886 |
1151 |
|
85 |
226 |
351 |
448 |
594 |
220 |
491 |
750 |
922 |
1195 |
|
90 |
236 |
366 |
466 |
617 |
230 |
511 |
780 |
957 |
1240 |
|
95 |
246 |
381 |
483 |
639 |
240 |
531 |
809 |
993 |
1285 |
|
100 |
256 |
396 |
501 |
662 |
250 |
551 |
839 |
1028 |
1330 |
|
105 |
265 |
411 |
519 |
684 |
260 |
571 |
869 |
1064 |
1375 |
|
110 |
275 |
426 |
537 |
707 |
280 |
- |
929 |
1134 |
1455 |
|
115 |
285 |
441 |
554 |
729 |
300 |
- |
988 |
1206 |
1555 |
ПРИЛОЖЕНИЕ 2
Справочная таблица теоретической массы болтов с накатной резьбой
|
Длина болта l, мм |
Номинальные диаметры резьбы d, мм |
Длина болта l, мм |
Номинальные диаметры резьбы d, мм |
||||||
|
18 |
22 |
24 |
27 |
18 |
22 |
24 |
27 |
||
|
Масса 1000 шт. болтов кг » |
Масса 1000 шт. болтов кг » |
||||||||
|
35 |
126 |
- |
- |
- |
120 |
269 |
427 |
535 |
714 |
|
40 |
136 |
217 |
- |
- |
130 |
285 |
452 |
565 |
752 |
|
45 |
146 |
232 |
- |
- |
140 |
302 |
477 |
594 |
791 |
|
50 |
153 |
247 |
324 |
- |
150 |
318 |
503 |
625 |
829 |
|
55 |
162 |
262 |
342 |
- |
160 |
337 |
528 |
652 |
866 |
|
60 |
170 |
273 |
359 |
482 |
170 |
354 |
553 |
682 |
904 |
|
65 |
178 |
286 |
371 |
504 |
180 |
370 |
578 |
712 |
943 |
|
70 |
187 |
300 |
386 |
515 |
190 |
387 |
604 |
741 |
982 |
|
75 |
195 |
311 |
400 |
539 |
200 |
403 |
630 |
772 |
1020 |
|
80 |
203 |
324 |
415 |
559 |
210 |
415 |
656 |
801 |
1059 |
|
85 |
212 |
335 |
430 |
578 |
220 |
433 |
682 |
831 |
1097 |
|
90 |
220 |
349 |
445 |
598 |
230 |
454 |
707 |
861 |
1136 |
|
95 |
228 |
366 |
462 |
617 |
240 |
474 |
732 |
891 |
1174 |
|
100 |
236 |
375 |
475 |
636 |
250 |
483 |
758 |
920 |
1212 |
|
105 |
244 |
388 |
490 |
655 |
260 |
499 |
784 |
951 |
1251 |
|
110 |
252 |
401 |
507 |
675 |
280 |
- |
835 |
1009 |
1329 |
|
115 |
260 |
414 |
520 |
694 |
300 |
- |
886 |
1070 |
1405 |
ПРИЛОЖЕНИЕ 3
Справочная таблица теоретической массы гаек
|
Номинальные диаметры резьбы d, мм |
18 |
22 |
24 |
27 |
|
Масса 1000 шт. гаек, кг » |
71 |
118 |
177 |
245 |
ПРИЛОЖЕНИЕ 4
Справочная таблица теоретической массы шайб
|
Шайба для болта диаметром d, мм |
18 |
22 |
24 |
27 |
|
Масса 1000 шт. шайб, кг » |
28 |
71 |
89 |
128 |
Масса болтов, гаек и шайб определена исходя из их номинальных размеров и относительной плотности стали 7,85. При определении массы болтов в приложении 2 диаметр стержня болта d1 принят равным среднему диаметру резьбы.
ПРИЛОЖЕНИЕ 5
Справочная таблица расчетных площадей и нагрузок при испытании болтов на растяжение и гаек на контрольную нагрузку
|
Номинальный диаметр болта d, мм |
Расчетная площадь сечения, мм2 |
Временное сопротивление разрыву кгс/мм2 |
|
|
110 |
130 |
||
|
Нагрузка, соответствующая данному временному сопротивлению и указанной расчетной площади, т |
|||
|
18 |
192 |
21,1 |
25,0 |
|
22 |
303 |
33,4 |
39,4 |
|
24 |
352 |
38,3 |
45,8 |
|
27 |
459 |
50,5 |
59,7 |