ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ТРУБЫ
ИЗ ПОЛИЭТИЛЕНА
ДЛЯ ГАЗОПРОВОДОВ
Технические условия
ISO 4437:2007
Buried polyethylene (РЕ) pipes for the
supply of gaseous fuels - Metric
series - Specifications
(MOD)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 241 «Пленки, трубы, фитинги, листы и другие изделия из пластмасс» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 «Пленки, трубы, фитинги, листы и другие изделия из пластмасс»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1016-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 4437:2007 «Трубы полиэтиленовые подземные для транспортирования газообразного топлива. Метрическая серия. Технические условия» (ISO 4437:2007 «Buried polyethylene (PE) pipes for the supply of gaseous fuels - Metric series - Specifications») путем внесения технических отклонений, введения дополнительных разделов, подразделов, пунктов, изменения его структуры, при этом в него не включены некоторые структурные и дополнительные элементы. Объяснение указанных изменений приведено во введении к настоящему стандарту.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДР.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВЗАМЕН ГОСТ Р 50838-95
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
Международный стандарт ИСО 4437:2007 «Трубы полиэтиленовые подземные для транспортирования газообразного топлива. Метрическая серия. Технические условия» разработан Техническим комитетом ИСО/ТК 138 «Пластмассовые трубы, фитинги и вентили для транспортирования текучих сред», подкомитетом ПК 4 «Пластмассовые трубы и фитинги для транспортирования газообразного топлива».
Настоящий стандарт модифицирован по отношению к ИСО 4437:
- путем изменения отдельных фраз (слов, ссылок), которые выделены в тексте курсивом;
- путем изменения структурных элементов (разделов, подразделов, пунктов), выделенных одиночной вертикальной полужирной линией, при этом замененный текст вынесен в дополнительное приложение ДМ, что связано с особенностями российской национальной стандартизации;
- путем введения дополнительных разделов 6 - 8, подразделов 4.4, 4.5, 5.4 и изменения в целом структуры настоящего стандарта по отношению к применяемому международному стандарту, что связано с учетом особенностей российской национальной стандартизации и необходимо для приведения настоящего стандарта в соответствие с правилами, установленными ГОСТ 1.5 (подразделы 4.2 и 4.3).
В дополнительных приложениях ДА - ДГ, ДК приведена информация, необходимая для изготовителей и потребителей труб, а в приложениях ДД - ДИ, ДЛ изложены положения, заменяющие ссылочные международные стандарты на методы испытаний труб, ввиду отсутствия гармонизированных национальных стандартов РФ
В настоящий стандарт не включены следующие структурные элементы ИСО 4437:
- примечание к разделу 1, т.к. документы, распространяющиеся на объекты газоснабжения (СНиПы, СП и др.), не допускают надземную прокладку полиэтиленовых труб;
- примечание к 3.12 и аналогичное примечание 1 к 3.13, т.к. МОР выражено в мегапаскалях;
- 3.15. т.к. вторичный материал применять не допускается;
- 4.2, т.к. его положения носят неопределенный характер;
- 5.3, таблица 8. показатель «Стойкость к медленному распространению трещин», т.к. «метод конуса» в РФ не применяется;
- 5.4, таблица 10. показатель «Изменение ПТР после переработки», т.к. он не учитывает допустимый разброс показателя текучести расплава (ПТР), определяемого на сырье (±20 %);
- приложение В. которое нецелесообразно применять в российской национальной стандартизации в связи с тем, что его положения имеют рекомендательный и неокончательный характер в отношении коэффициента запаса С. В российской практике коэффициент С нормируется в строительных нормах и правилах.
Тексты невключенных элементов стандарта ИСО 4437 приведены в дополнительном приложении ДН.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДР.
ГОСТ Р 50838-2009
(ИСО 4437:2007)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ИЗ ПОЛИЭТИЛЕНА ДЛЯ ГАЗОПРОВОДОВ
Технические условия
Polyethylene pipes for the supply of gaseous fuel. Specifications
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт распространяется на напорные трубы из полиэтилена для подземных газопроводов (далее - трубы) трех типов:
- трубы из полиэтилена (номинальным наружным диаметром dn), в том числе с маркировочными полосами;
- трубы из полиэтилена с соэкструзионными слоями на наружной и/или внутренней поверхностях трубы (номинальным наружным диаметром dn), где все слои имеют одинаковый уровень минимальной длительной прочности (MRS) по приложению А;
- трубы из полиэтилена (номинальным наружным диаметром dn) с дополнительной защитной оболочкой из термопласта на наружной поверхности трубы, легко удаляемой при монтаже, по приложению Б.
Трубы предназначены для транспортирования горючих газов по ГОСТ 5542, применяемых в качестве сырья и топлива для промышленного и коммунально-бытового использования при максимальном рабочем давлении (МОР) до 1.2 МПа и рабочей температуре газа до 40 °С.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 3126-2007 Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
ГОСТ Р 53228-2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 53652.1-2009 (ИСО 6259-1:1997) Трубы из термопластов. Метод определения свойств при растяжении. Часть 1. Общие требования
ГОСТ Р 53652.3-2009 (ИСО 6259-3:1997) Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ 9.708-83 Единая система защиты от коррозии и старения. Пластмассы. Методы испытаний на старение при воздействии естественных и искусственных климатических факторов
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ ИСО 161-1-2004 Трубы из термопластов для транспортирования жидких и газообразных сред. Номинальные наружные диаметры и номинальные давления. Метрическая серия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на Рр ≤ 19,6 МПа (200 кгс/см2). Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ ИСО 4065-2005 Трубы из термопластов. Таблица универсальных толщин стенок
ГОСТ 5530-2004 Ткани упаковочные и технического назначения из лубяных волокон. Общие технические условия
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия
ГОСТ 5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 9293-74 (ИСО 2435-73) Азот газообразный и жидкий. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0.1 мм. Технические условия
ГОСТ 11645-73 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ ИСО 11922-1-2006 Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия
ГОСТ ИСО 12162-2006 Материалы термопластичные для напорных труб и соединительных деталей. Классификация и обозначение. Коэффициент запаса прочности
ГОСТ 12162-77 Двуокись углерода твердая. Технические условия
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для разных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16272-79 Пленка поливинилхлоридная пластифицированная техническая. Технические условия
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24104-2001 1) Весы лабораторные. Общие технические требования
___________
1) На территории Российской Федерации действует ГОСТ Р 53228-2008: с 01.01.2010 - в части вновь разрабатываемых и модернизируемых весов; с 01.01.2013 - в части весов, разработанных до 01.01.2010.
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
ГОСТ 26311-84 Полиолефины. Метод определения сажи
ГОСТ 26359-84 Полиэтилен. Метод определения содержания летучих веществ
ГОСТ 26653-90 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после прогрева
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальный наружный диаметр dn: Обозначение размера, которое является общим для всех элементов трубопровода из термопластов, кроме фланцевых и резьбовых соединений.
Примечания
1 Номинальный наружный диаметр представляет собой целое число, удобное для ссылок.
2 Для труб, соответствующих ГОСТ ИСО 161-1, номинальный наружный диаметр, выраженный в миллиметрах, является минимальным средним наружным диаметром dem, min, установленным в настоящем стандарте.
3.2 средний наружный диаметр dem, мм: Измеренный наружный периметр трубы, деленный на π, округленный в большую сторону до 0,1 мм.
Примечание - Значение π принимают равным 3,142.
3.3 минимальный средний наружный диаметр dem, min, мм: Минимальное значение среднего наружного диаметра трубы, установленное в настоящем стандарте, которое равно номинальному наружному диаметру dn, выраженному в миллиметрах.
3.4 максимальный средний наружный диаметр dem, max, мм: Максимальный средний наружный диаметр трубы.
3.5 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
3.6 номинальная толщина стенки еn, мм: Толщина стенки, установленная в ГОСТ ИСО 4065 и соответствующая минимальной допустимой толщине стенки еу, min в любой точке еу.
3.7 толщина стенки в любой точке еу, мм: Измеренная толщина стенки в любой точке по периметру трубы, округленная в большую сторону до 0,1 мм.
3.8 минимальная толщина стенки еу, min, мм: Минимальная толщина стенки трубы, установленная в настоящем стандарте и соответствующая номинальной толщине стенки еn.
3.9 стандартное размерное отношение; SDR: Отношение номинального наружного диаметра трубы к ее номинальной толщине стенки
![]() (1)
(1)
3.10 нижний доверительный предел прогнозируемой гидростатической прочности σLPL, МПа: Величина с размерностью напряжения, определяющая свойства материала, представляющая собой 97,5 %-ный нижний доверительный предел прогнозируемой длительной гидростатической прочности при температуре T и времени t. Обозначается как σLPL = σ(T, t, 0,975).
3.11 минимальная длительная прочность; MRS, МПа: Значение нижнего доверительного предела прогнозируемой гидростатической прочности σLPL при температуре 20 °С и времени 50 лет (σ(20°с, 50 лет, 0,975)), округленное до ближайшего нижнего значения ряда R10 или ряда R20 по ГОСТ 8032 и ГОСТ ИСО 12162 в зависимости от значения σLPL.
3.12 горючие газы: Углеводородное топливо, которое находится в газообразном состоянии при температуре 15 °С и давлении 0,1 МПа.
3.13
коэффициент запаса прочности (для расчета трубопровода) [overall service (design) coefficient] С: Общий коэффициент со значением больше 1, который учитывает условия эксплуатации, в том числе и свойства элементов трубопровода, не учтенные при определении нижнего доверительного предела.
[ГОСТ ИСО 12162-2006, статья 3.4]
Примечание - Для газопроводов С может иметь значение, равное или больше 2,0, которое выбирают при проектировании и эксплуатации газораспределительных трубопроводов. В приложении ДА приведены расчетные значения С для полиэтилена, SDR и максимального рабочего давления МОР.
3.14 максимальное рабочее давление; МОР, МПа: Максимальное эффективное давление газа в трубопроводе, допускаемое для постоянной эксплуатации, которое рассчитывают по формуле
![]() (7)
(7)
где МОР - максимальное рабочее давление, МПа;
SDR - стандартное размерное отношение;
С - коэффициент запаса прочности;
Сt - коэффициент снижения давления в зависимости от рабочей температуры газа (по приложению ДБ).
Примечания
1 МОР включает в себя физические и механические характеристики элементов трубопровода, а также влияние газа на эти характеристики.
2 1 МПа = 1 Н/мм2; 105 Па = 0,1 МПа = 1 бар.
3.15 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, светостабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта.
4 Основные параметры и размеры
4.1 Средний наружный диаметр и овальность и их предельные отклонения
Средний наружный диаметр dem и овальность должны соответствовать указанным в таблице 1.
Предельные отклонения квалитетов В и N - в соответствии с ГОСТ ИСО 11922-1.
|
Номинальный наружный диаметр dn |
Средний наружный диаметр dem |
Овальность после экструзии 2), квалитет N, не более |
Номинальный наружный диаметр dn |
Средний наружный диаметр dem |
Овальность после экструзии 2), квалитет N, не более |
||
|
dem, min |
Предельное отклонение, квалитет В |
dem, min |
Предельное отклонение, квалитет В |
||||
|
16 |
16,0 |
+ 0,3 |
1,2 |
160 |
160,0 |
+ 1,0 |
3,2 |
|
20 |
20,0 |
+ 0,3 |
1,2 |
180 |
180,0 |
+ 1,1 |
3,6 |
|
25 |
25,0 |
+ 0,3 |
1,2 |
200 |
200,0 |
+ 1,2 |
4,0 |
|
32 |
32,0 |
+ 0,3 |
1,3 |
225 |
225,0 |
+ 1.4 |
4,5 |
|
40 |
40,0 |
+ 0,41) |
1,4 |
250 |
250,0 |
+ 1,5 |
5,0 |
|
50 |
50,0 |
+ 0,41) |
1.4 |
280 |
280,0 |
+ 1,7 |
9,8 |
|
63 |
63.0 |
+ 0,4 |
1,5 |
315 |
315,0 |
+ 1,9 |
11,1 |
|
75 |
75,0 |
+ 0,5 |
1.6 |
355 |
355,0 |
+ 2,2 |
12,5 |
|
90 |
90,0 |
+ 0,6 |
1,8 |
400 |
400,0 |
+ 2,4 |
14,0 |
|
110 |
110,0 |
+ 0,7 |
2,2 |
450 |
450,0 |
+ 2.7 |
15,6 |
|
125 |
125,0 |
+ 0,8 |
2,5 |
500 |
500,0 |
+ 3,0 |
17,5 |
|
140 |
140,0 |
+ 0,9 |
2,8 |
560 |
560,0 |
+ 3,4 |
19,6 |
|
|
|
|
|
630 |
630,0 |
+ 3,8 |
22,1 |
|
1) Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1. 2) Овальность, определяемая у изготовителя в соответствии с ГОСТ Р ИСО 3126. |
|||||||
4.2 Толщины стенок и их предельные отклонения
Толщины стенок труб и их предельные отклонения должны соответствовать таблице 2.
Предельные отклонения на толщину стенки еу соответствуют квалитету V по ГОСТ ИСО 11922-1.
|
Номинальный наружный диаметр dn |
SDR 26 |
SDR 21 |
SDR 17,6 |
SDR 17 |
||||
|
Толщина стенки eу |
||||||||
|
Номин. en |
Пред. откл. |
Номин. en |
Пред. откл. |
Номин. en |
Пред. откл. |
Номин. en |
Пред. откл. |
|
|
16 |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
- |
- |
- |
- |
- |
- |
- |
- |
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
- |
2,31) |
+ 0,4 |
2,41) |
+ 0,4 |
|
50 |
- |
- |
2,41) |
+ 0,4 |
2,91) |
+ 0,4 |
3,0 |
+ 0,4 |
|
63 |
2,51) |
+ 0,4 |
3,0 |
+ 0,4 |
3,6 |
+ 0,5 |
3,8 |
+ 0,5 |
|
75 |
2,91) |
+ 0,4 |
3,6 |
+ 0,5 |
4,3 |
+ 0,6 |
4,5 |
+ 0,6 |
|
90 |
3,5 |
+ 0,5 |
4,3 |
+ 0,6 |
5,2 |
+ 0,7 |
5,4 |
+ 0,7 |
|
110 |
4,2 |
+ 0,6 |
5,3 |
+ 0,7 |
6,3 |
+ 0,8 |
6,6 |
+ 0,8 |
|
125 |
4,8 |
+ 0,6 |
6,0 |
+ 0,7 |
7,1 |
+ 0,9 |
7,4 |
+ 0,9 |
|
140 |
5,4 |
+ 0,7 |
6,7 |
+ 0,8 |
8,0 |
+ 0,9 |
8,3 |
+ 1,0 |
|
160 |
6,2 |
+ 0,8 |
7,7 |
+ 0,9 |
9,1 |
+ 1,1 |
9,5 |
+ 1,1 |
|
180 |
6,9 |
+ 0,8 |
8,6 |
+ 1,0 |
10,3 |
+ 1,2 |
10,7 |
+ 1,2 |
|
200 |
7,7 |
+ 0,9 |
9,6 |
+1,1 |
11,4 |
+ 1,3 |
11,9 |
+ 1,3 |
|
225 |
8,6 |
+ 1,0 |
10,8 |
+ 1,2 |
12,8 |
+ 1,4 |
13,4 |
+ 1,5 |
|
250 |
9,6 |
+ 1,1 |
11,9 |
+ 1,3 |
14,2 |
+ 1,6 |
14,8 |
+ 1,6 |
|
280 |
10,7 |
+ 1,2 |
13,4 |
+ 1,5 |
15,9 |
+ 1,7 |
16,6 |
+ 1,8 |
|
315 |
12,1 |
+ 1,4 |
15,0 |
+ 1,6 |
17,9 |
+ 1,9 |
18,7 |
+ 2,0 |
|
355 |
13,6 |
+ 1,5 |
16,9 |
+ 1,8 |
20,1 |
+ 2,2 |
21,1 |
+ 2,3 |
|
400 |
15,3 |
+ 1,7 |
19,1 |
+ 2,1 |
22,7 |
+ 2,4 |
23,7 |
+ 2,5 |
|
450 |
17,2 |
+ 1,9 |
21,5 |
+ 2,3 |
25,5 |
+ 2,7 |
26,7 |
+ 2,8 |
|
500 |
19,1 |
+ 2,1 |
23,9 |
+ 2,5 |
28,3 |
+ 3,0 |
29,7 |
+ 3,1 |
|
560 |
21,4 |
+ 2,3 |
26,7 |
+ 2,8 |
31,7 |
+ 3,3 |
33,2 |
+ 3,5 |
|
630 |
24,1 |
+ 2,6 |
30,0 |
+ 3,1 |
35,7 |
+ 3,7 |
37,4 |
+ 3,9 |
Продолжение таблицы 2
В миллиметрах
|
Номинальный наружный диаметр dn |
SDR 13,6 |
SDR 11 |
SDR 9 |
|||
|
Толщина стенки еу |
||||||
|
Номин. en |
Пред. откл. |
Номин. en |
Пред. откл. |
Номин. en |
Пред. откл. |
|
|
16 |
- |
- |
2,31) |
+ 0,4 |
3,01) |
+ 0,4 |
|
20 |
- |
- |
2,31) |
+ 0,4 |
3,01) |
+ 0,4 |
|
25 |
- |
- |
2,3 |
+ 0,4 |
3,01) |
+ 0,4 |
|
32 |
2,4 |
+ 0,4 |
3,01) |
+ 0,4 |
3,6 |
+ 0,5 |
|
40 |
3,0 |
+ 0,4 |
3,7 |
+ 0,5 |
4,5 |
+ 0,6 |
|
50 |
3,7 |
+ 0,5 |
4,6 |
+ 0,6 |
5,6 |
+ 0,7 |
|
63 |
4,7 |
+ 0,6 |
5,8 |
+ 0,7 |
7,1 |
+ 0,9 |
|
75 |
5,6 |
+ 0,7 |
6,8 |
+ 0,8 |
8,4 |
+ 1,0 |
|
90 |
6,7 |
+ 0,8 |
8,2 |
+ 1,0 |
10,1 |
+ 1,2 |
|
110 |
8,1 |
+ 1,0 |
10,0 |
+ 1,1 |
12,3 |
+ 1,4 |
|
125 |
9,2 |
+ 1,1 |
11,4 |
+ 1,3 |
14,0 |
+ 1,5 |
|
140 |
10,3 |
+ 1,2 |
12,7 |
+ 1,4 |
15,7 |
+ 1,7 |
|
160 |
11,8 |
+ 1,3 |
16,4 |
+ 1,6 |
17,9 |
+ 1,9 |
|
180 |
13,3 |
+1,5 |
18,2 |
+ 1,8 |
20,1 |
+ 2,2 |
|
200 |
14,7 |
+ 1,6 |
20,5 |
+ 2,0 |
22,4 |
+ 2,4 |
|
225 |
16,6 |
+ 1,8 |
22,7 |
+ 2,2 |
25,2 |
+ 2,7 |
|
250 |
18,4 |
+ 2,0 |
25,4 |
+ 2,4 |
27,9 |
+ 2,9 |
|
280 |
20,6 |
+ 2,2 |
28,6 |
+ 2,7 |
31,3 |
+ 3,3 |
|
315 |
23,2 |
+ 2,5 |
32,2 |
+ 3,0 |
35,2 |
+ 3,7 |
|
355 |
26,1 |
+ 2,8 |
36,3 |
+ 3,4 |
39,7 |
+ 4,1 |
|
400 |
29,4 |
+ 3,1 |
|
+ 3,8 |
44,7 |
+ 4,6 |
|
450 |
33,1 |
+ 3,5 |
40,9 |
+ 4,2 |
50,3 |
+ 5,2 |
|
500 |
36,8 |
+ 3,8 |
45,4 |
+ 4,7 |
55,8 |
+ 5,7 |
|
560 |
41,2 |
+ 4,3 |
50,8 |
+ 5,2 |
- |
- |
|
630 |
46,3 |
+ 4,8 |
57,2 |
+ 5,9 |
- |
- |
|
1) Номинальное значение толщины стенки увеличено в соответствии с условиями применения по сравнению с указанным в ГОСТ ИСО 4065 для данного SDR. |
||||||
4.3 Средний наружный диаметр после прогрева
Средний наружный диаметр после прогрева труб диаметром 250 мм и более, определенный по 8.4, должен быть в пределах отклонения среднего наружного диаметра по таблице 1.
4.4 Трубы изготовляют в прямых отрезках, бухтах и на катушках, а трубы диаметром 200 мм и более выпускают только в прямых отрезках. Длина труб в прямых отрезках должна быть от 5 до 24 м с кратностью 0,25 м, предельное отклонение длины от номинальной - ±1 %. Допускается в партии труб в отрезках наличие до 5 % труб длиной менее 5 м, но не менее 3 м.
Предельное отклонение длины труб, изготовляемых в бухтах и на катушках, ±3 % - для труб длиной менее 500 м и ± 1,5% - для труб длиной 500 м и более.
Допускается по согласованию с потребителем изготовление труб другой длины и предельных отклонений.
Расчетная масса 1 м труб приведена в приложении ДВ.
4.5 Условное обозначение труб состоит из: слова «труба», краткой формы обозначения материала (ПЭ 80, ПЭ 100, где цифры обозначают десятикратное значение MRS), обозначения внутренней среды (ГАЗ), стандартного размерного отношения (SDR), номинального наружного диаметра и номинальной толщины стенки, обозначения настоящего стандарта.
Примеры условных обозначений:
Труба из полиэтилена ПЭ 80, SDR 11, номинальным наружным диаметром 20 мм и номинальной толщиной стенки 2,3 мм:
Труба ПЭ 80 ГАЗ SDR 11 20 × 2,3 ГОСТ Р 50838-2009
Труба из полиэтилена ПЭ 100, SDR 21, номинальным наружным диаметром 630 мм и номинальной толщиной стенки 30 мм:
Труба ПЭ 100 ГАЗ SDR 21 630 × 30 ГОСТ Р 50838-2009
5 Технические требования
5.1 Характеристики
5.1.1 Трубы должны соответствовать характеристикам, указанным в таблице 3.
|
Наименование показателя |
Значение показателя для труб из полиэтилена |
Метод испытания |
|
|
ПЭ 80 |
ПЭ 100 |
||
|
1 Внешний вид |
Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб не допускаются пузыри, трещины, раковины, посторонние включения, видимые без увеличительных приборов. Цвет труб: желтый - для труб из ПЭ 80, желтый или оранжевый - для труб из ПЭ 100 (оттенки не регламентируются) или черный с желтыми или оранжевыми продольными маркировочными полосами в количестве не менее трех, равномерно распределенными по окружности трубы. Допускается по согласованию с потребителем изготовление труб без маркировочных полос. Цвет защитной оболочки - желтый или оранжевый (оттенки не регламентируются). Внешний вид поверхностей и торцов труб должен соответствовать контрольному образцу по приложению ДГ |
По 8.2 |
|
|
2 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее |
При начальном напряжении 10,0 МПа: |
При начальном напряжении 12,4 МПа: |
По ГОСТ 24157 и 8.5 настоящего стандарта |
|
100 |
100 |
|
|
|
3 Стойкость при постоянном внутреннем давлении при 80 °С при хрупком разрушении1), ч, не менее |
При начальном напряжении 4,5 МПа: |
При начальном напряжении 5,4 МПа: |
По ГОСТ 24157 и 8.5 настоящего стандарта |
|
165 |
165 |
|
|
|
4 Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее |
При начальном напряжении 4,0 МПа: |
При начальном напряжении 5,0 МПа: |
По ГОСТ 24157 и 8.5 настоящего стандарта |
|
1000 |
1000 |
|
|
|
5 Относительное удлинение при разрыве, %, не менее |
350 |
||
|
6 Стойкость к быстрому распространению трещин (БРТ) при 0 °С при максимальном рабочем давлении трубопровода 0,1 < МОР ≤ 0,4 МПа и dn ≥ 250 мм или МОР > 0,4 МПа, dn ≥ 90 мм и е ≥ 5 мм: |
|
|
|
|
6.1 маломасштабный метод (S4)2), критическое давление pcS4, МПа, не менее |
|
|
По приложению дд |
|
(см. таблицу 5) |
(см. таблицу 5) |
|
|
|
или |
|
|
|
|
6.2 полномасштабный метод (FS)2), критическое давление pcFS, МПа, не менее |
МОР × 1,5 |
МОР × 1,5 |
По приложению ДЕ |
|
(см. таблицу 6) |
(см. таблицу 6) |
||
|
7 Стойкость к медленному распространению трещин (МРТ) при 80 °С (для труб номинальной толщиной стенки более 5 мм), ч, не менее |
При начальном напряжении 4,0 МПа5): |
При начальном напряжении 4,6 МПа5): |
По приложению ДЖ |
|
500 |
500 |
|
|
|
8 Термостабильность труб при 200 С3), мин, не менее |
20 |
По приложению ДИ |
|
|
9 Изменение длины после прогрева труб номинальной толщиной стенки 16 мм и менее, %, не более |
Отсутствие изменений внешнего вида |
По ГОСТ 27078 и 8.6. настоящего стандарта |
|
|
3 |
|||
|
10 Стойкость к газовым составляющим при 80 °С, ч, не менее |
При начальном напряжении 2 МПа |
По 8.7 |
|
|
20 |
|||
|
11 Свариваемость4) - стойкость к осевому растяжению сварного стыкового соединения (для труб dn ≥ 90 мм и еn ≥ 5 мм), тип разрушения по сварному шву |
Испытание до разрушения: пластический - удовлетворительно, хрупкий - неудовлетворительно |
По 8.8 |
|
|
1) В случае пластического разрушения до истечения 165 ч - см. таблицу 4. 2) Коэффициент корреляции методов FS/S4 равен 3,6 и определяется по формуле pcFS + patm = 3,6(pcS4 + patm), (3) где pcFS - критическое давление при полномасштабном методе; patm - атмосферное давление, равное 1 бар (0,1 МПа); pcS4 - критическое давление при маломасштабном методе. Примечание - Следует учитывать, что в дальнейшем коэффициент корреляции может быть изменен. 3) Допускается проводить испытание при 210 °С. В случае разногласий испытание проводят при стандартной температуре 200 °С. 4) Сварку встык труб применяют при номинальной толщине стенки свариваемых концов более 5 мм. 5) Испытательное давление приведено в таблице ДЖ.2, которое соответствует указанному значению. |
|||
Таблица 4 - Стойкость при постоянном внутреннем давлении (80 °С - 165 ч) в случае пластического разрушения до истечения 165 ч
|
Наименование полиэтилена |
Начальное напряжение в стенке трубы, МПа |
Стойкость при постоянном внутреннем давлении - контрольное время испытания, ч, не менее |
Наименование полиэтилена |
Начальное напряжение в стенке трубы, МПа |
Стойкость при постоянном внутреннем давлении - контрольное время испытания, ч, не менее |
|
ПЭ 80 |
4,5 |
165 |
ПЭ 100 |
5,4 |
165 |
|
|
4,4 |
233 |
|
5,3 |
256 |
|
|
4,3 |
331 |
|
5,2 |
399 |
|
|
4,2 |
474 |
|
5,1 |
629 |
|
|
4,1 |
685 |
|
5,0 |
1000 |
|
|
4,0 |
1000 |
|
|
|
Таблица 5 - Значения pcS4 в зависимости от МОР
В мегапаскалях
|
Максимальное рабочее давление в трубопроводе (МОР) |
Критическое давление pcS4 |
|
0,4 |
0,095 |
|
0,5 |
0,136 |
|
0,6 |
0,178 |
|
0,8 |
0,261 |
|
1,0 |
0,345 |
|
1,2 |
0,428 |
Таблица 6 - Значения pcFS в зависимости от МОР
В мегапаскалях
|
Максимальное рабочее давление в трубопроводе (МОР) |
Критическое давление рcFS |
|
0,4 |
0,6 |
|
0,5 |
0,75 |
|
0,6 |
0,9 |
|
0,8 |
1,2 |
|
1,0 |
1,5 |
|
1,2 |
1,8 |
5.1.2 Свариваемость
Для оценки соответствия назначению труб изготовитель должен подтвердить свариваемость труб путем определения стойкости к осевому растяжению сварного стыкового соединения в соответствии с требованиями, приведенными в таблице 3. Сварку встык соединений проводят по режимам изготовителя 1) при температуре окружающей среды (23 ± 5) °С с учетом указаний по таблице 7.
__________
1) Настоящее положение заменяет ссылку на ИСО 11414:1996 [1].
Таблица 7 - Схема сварки труб
|
Труба |
ПЭ 80 |
ПЭ 100 |
|
ПЭ 80 |
X |
х1) |
|
ПЭ 100 |
х1) |
X |
|
1) По требованию потребителя. |
||
5.1.3 В случае необходимости изготовитель подтверждает возможность применения техники пережима выпускаемых труб, используя метод, приведенный в приложении В.
5.2 Требования к сырью
5.2.1 Технические данные
Технические данные об используемой композиции полиэтилена, относящиеся к эксплуатационным характеристикам труб, должны быть предоставлены изготовителем композиции.
5.2.2 Характеристики ПЭ композиции
Для изготовления труб используют марки полиэтилена, представляющие собой композиции полиэтилена (3.15) минимальной длительной прочностью MRS 8 МПа (ПЭ 80) или MRS 10 МПа (ПЭ 100), характеристики которых должны соответствовать указанным в приложениях Г и ДК.
Не допускается введение добавок на стадии производства труб.
5.2.3 Композиция для маркировочных полос
Композиция, используемая для изготовления маркировочных полос, должна соответствовать требованиям приложения Г.
Использование вторичного материала не допускается.
5.2.5 Классификация
Классификация композиции полиэтилена по MRS должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162 и соответствовать таблице 8.
Таблица 8 - Классификация композиций полиэтилена
|
Обозначение |
s (20 °С, 50 лет, 0,975), МПа |
MRS, МПа |
|
ПЭ 80 |
От 8,00 до 9,99 |
8,0 |
|
ПЭ 100 |
≥ 10,00 |
10,0 |
При определении долговременной гидростатической прочности композиции проводят испытания внутренним давлением при трех температурах, две из которых заданы: 20 °С и 80 °С, а третья - любая в пределах от 30 °С до 70 °С, при этом на кривой экстраполяции при 80 °С не должно быть перегиба при времени t < 5000 ч.
5.3 Маркировка
5.3.1 Маркировку наносят на поверхность трубы методами: термотиснения, термотиснения с окрашиванием наносимого тиснения, методом цветной печати или другими, не ухудшающими качество трубы и оболочки с интервалом не более 1 м. Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
5.3.2 Маркировка должна включать (в следующей последовательности): наименование изготовителя и/или его товарный знак, условное обозначение трубы без слова «труба», дату изготовления (день и/или месяц, год - четыре арабские цифры). В маркировку допускается включать другую информацию, например наименование страны, номер партии.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - по приложениям А и Б соответственно.
5.3.3 Транспортную маркировку по ГОСТ 14192 наносят на бумажные, картонные, фанерные и другие ярлыки, прикрепляемые к пакетам труб, бухтам или катушкам или наклеиваемые на трубы.
При транспортировании грузов на открытом подвижном составе, в смешанном железнодорожно-водном сообщении или водным транспортом, а также мелкими и малотоннажными отправками при хранении груза более одного года маркировка должна быть нанесена непосредственно на тару или ярлыки, которые должны быть прочно прикреплены и защищены или изготовлены из материалов, обеспечивающих сохранность маркировки.
[ГОСТ 14192-96, пункт 5.2]
5.4 Упаковка
5.4.1 Трубы диаметром 225 мм и менее, выпускаемые в отрезках, связывают в пакеты массой до 3 т, скрепляя их не менее чем в двух местах таким образом, чтобы расстояние между местами скрепления было от 2,0 до 2,5 м. Допускается по согласованию с потребителем трубы в отрезках не упаковывать, кроме железнодорожного вида транспорта.
Трубы диаметром более 225 мм в пакеты не связывают.
По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т.
5.4.2 Бухты скрепляют не менее чем в четырех местах.
При упаковке труб в бухты и на катушки концы труб должны быть заглушены и жестко закреплены. Внутренний диаметр бухты должен быть не менее 16 наружных диаметров трубы.
5.4.3 Трубы, предназначенные для транспортирования в районы Крайнего Севера и приравненные к ним местности, упаковывают по ГОСТ 15846:
- трубы в отрезках связывают в пакеты в соответствии с 5.4.1, а расстояние между местами скрепления должно составлять от 1,0 до 1,5 м. Допускается трубы транспортировать в решетчатых дощатых ящиках типа VI-2 по ГОСТ 2991;
- трубы в бухтах и на катушках обертывают полиэтиленовой пленкой по ГОСТ 10354, упаковочной тканью по ГОСТ 5530, поливинилхлоридной пленкой по ГОСТ 16272, полиэтиленовой пленкой из вспененного полиэтилена, тканью из химического сырья, нетканым материалом по техническим документам. Бухты перевязывают не менее чем в шести местах. Допускается бухты и катушки обшивать досками в виде обрешетки.
5.4.4 При упаковывании используют средства скрепления по ГОСТ 21650 или аналогичные по другим нормативным или техническим документам, не ухудшающие качество поверхности труб и соответствующие требованиям ГОСТ 21650.
6 Требования безопасности и охраны окружающей среды
6.1 Полиэтилен, из которого изготовляют трубы, относится к 4-му классу опасности по ГОСТ 12.1.007. В условиях хранения и эксплуатации трубы из полиэтилена не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного действия на организм человека, работа с ними не требует применения специальных средств индивидуальной защиты.
Безопасность технологического процесса при производстве труб должна соответствовать ГОСТ 12.3.030.
Предельно допустимые концентрации продуктов термоокислительной деструкции в производственных помещениях, в воздухе рабочей зоны и класс опасности приведены в таблице 9.
Таблица 9
|
Наименование продукта |
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по [2], мг/м3 |
Класс опасности по ГОСТ 12.1.007 |
Действие на организм |
|
Формальдегид |
0,5 |
2 |
Выраженное раздражающее, сенсибилизирующее |
|
Ацетальдегид |
5 |
3 |
Общее токсическое |
|
Углерода оксид |
20 |
4 |
Общее токсическое |
|
Органические кислоты (в пересчете на уксусную кислоту) |
5 |
3 |
Общее токсическое |
|
Аэрозоль полиэтилена |
10 |
4 |
Общее токсическое |
6.2 Трубы из полиэтилена относят к группе «горючие» по ГОСТ 12.1.044, температура воспламенения - около 365 °С.
Тушение горящих труб проводят огнетушащими составами (средствами), двуокисью углерода, пеной, огнетушащими порошками, распыленной водой со смачивателями, кошмой. Тушить пожар необходимо в изолирующих противогазах любого типа или промышленных фильтрующих противогазах марки М или БКФ и защитных костюмах по нормативным и техническим документам.
6.3 Для предотвращения загрязнения атмосферы в процессе производства труб необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы стойки к деструкции в атмосферных условиях. Твердые отходы труб возвращают на переработку в изделия, допускающие использование вторичного сырья, или обезвреживают в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
6.4 Применительно к использованию, транспортированию и хранению труб из полиэтилена специальные требования к охране окружающей среды не предъявляются.
7 Правила приемки
7.1 Трубы принимают партиями. Партией считают количество труб одного размера (одного номинального наружного диаметра и номинальной толщины стенки), одного вида, изготовленных из сырья одной марки на одной технологической линии и сопровождаемых одним документом о качестве.
Документ о качестве должен содержать:
- наименование изготовителя и/или его товарный знак;
- место нахождения и юридический адрес изготовителя;
- условное обозначение трубы;
- дату выдачи документа о качестве;
- номер партии;
- дату изготовления (день и/или месяц, год);
- размер партии в метрах;
- марку сырья;
- условия и сроки хранения;
- результаты испытаний и/или подтверждение о соответствии партии труб требованиям настоящего стандарта.
Размер партии должен быть, не более:
15000 м - для труб диаметром 32 мм и менее;
10000 м - для труб диаметром от 40 до 90 мм включительно;
5000 м - для труб диаметром 110 и 160 мм;
2500 м - для труб диаметром от 180 мм до 225 мм включительно;
1500 м - для труб диаметром 250 мм и более.
7.2 Для определения соответствия качества труб требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
Отбор проб от партии проводят методом случайной выборки. Допускается у изготовителя формировать объем выборки равномерно в течение производства.
Для определения овальности после экструзии пробы отбирают у изготовителя на выходе с технологической линии и перед намоткой труб в бухты, на катушки.
Для проведения испытаний труб (кроме приемо-сдаточных) выбирают по одному типовому представителю из каждой группы труб по номинальному наружному диаметру: группа 1 - менее 75 мм, группа 2 - от90 до 200 мм включительно, группа 3 - от 225 до 315 мм включительно, группа 4 - 355 мм и более. Результаты испытаний распространяют на всю группу диаметров с любым стандартным размерным отношением SDR.
Частота контроля и объем выборки приведены в таблице 10.
Таблица 10
|
Наименование показателя |
Частота контроля |
Объем выборки |
|
1 Внешний вид |
На каждой партии |
5 проб |
|
2 Размеры |
На каждой партии |
5 проб |
|
3 Средний наружный диаметр труб после прогрева |
1 раз в 12 мес. на одном размере от каждой группы труб |
1 проба1) |
|
4 Стойкость при постоянном внутреннем давлении (20 °С - 100 ч) |
1 раз в 3 мес. на одном размере от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года |
3 пробы |
|
5 Стойкость при постоянном внутреннем давлении (80 °С - 165 ч) |
1 раз в 3 мес. на одном размере от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 2 года |
3 пробы |
|
6 Стойкость при постоянном внутреннем давлении (80 °С - 1000 ч) |
1 раз в 6 мес. на одном размере от каждой группы, при этом каждый диаметр контролируют не реже 1 раза в 3 года |
1 проба1) |
|
7 Относительное удлинение при разрыве |
На каждой партии |
1 проба1) |
|
8 Стойкость к быстрому распространению трещин (БРТ): |
|
|
|
8.1 маломасштабный метод (S4) или |
1 раз в 12 мес. на одном размере от групп 2, 3, 42) |
1 проба1) |
|
8.2 полномасштабный метод (FS) |
1 раз в 12 мес. на одном размере от групп 2, 3, 4 |
1 проба1) |
|
9 Стойкость к медленному распространению трещин (МРТ) |
1 раз в 12 мес. на одном размере от каждой группы труб |
1 проба1) |
|
10 Термостабильность труб |
1 раз в 12 мес. на одном размере от каждой группы труб |
2 пробы |
|
11 Изменение длины труб после прогрева |
1 раз в 6 мес. на одном размере от каждой группы труб с номинальной толщиной стенки 16 мм и менее |
3 пробы |
|
12 Стойкость к газовым составляющим |
1 раз в 3 года на трубах диаметром 32 мм c SDR 11 |
3 пробы |
|
13 Свариваемость - стойкость к осевому растяжению сварного стыкового соединения |
Определяет только изготовитель при изменении марки полиэтилена на одном размере от каждой группы с учетом схемы сварки по таблице 7 |
1 проба1) |
|
1) В случае разногласий по показателям 3, 6-9, 13 от партии отбирают 2 пробы, 2) Испытания труб группы 4 проводят с 01.01.2013, Примечания 1 Испытания по показателям 3-6, 8, 9, 13 проводят на каждой марке сырья. 2 Показатели 3 и 13 являются факультативными до 01.01.2015. |
||
7.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных приемо-сдаточных испытаний партию труб бракуют.
7.4 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному показателю, кроме показателя «стойкость к быстрому распространению трещин», по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных периодических испытаний их переводят в категорию приемо-сдаточных испытаний до получения положительных результатов поданному показателю.
7.5 По показателю «стойкость при постоянном внутреннем давлении (80 °С - 165 ч)» в случае пластического разрушения до истечения 165 ч испытания проводят, выбирая любое более низкое начальное напряжение в стенке трубы в соответствии с таблицей 4. При получении неудовлетворительного результата при выбранном напряжении испытание проводят вновь, выбирая другое более низкое начальное напряжение до получения удовлетворительных результатов. В случае несоответствия труб минимальному начальному напряжению в стенке трубы партию труб бракуют. За удовлетворительный результат испытания принимают соответствие труб любому начальному напряжению в стенке трубы таблицы 4.
В случае получения хрупкого разрушения по любому из требований таблицы 4 испытание считают неудовлетворительным, а партию труб бракуют.
7.6 При получении неудовлетворительных результатов по показателю «стойкость к быстрому распространению трещин» трубы могут быть использованы на максимальное рабочее давление 0,4 МПа или должны быть испытаны при давлении, рассчитанном для меньшего значения МОР по таблице 5 или 6.
8 Методы испытаний
8.1 Общие положения
Испытания проводят не ранее чем через 15 ч после изготовления труб, включая время кондиционирования.
8.2 Внешний вид
Внешний вид труб определяют визуально без применения увеличительных приборов сравнением с контрольным образцом, утвержденным в соответствии с приложением ДГ.
8.3 Определение размеров
Размеры труб определяют в соответствии с ГОСТ Р ИСО 3126 при температуре (23 ± 5) °С. Перед испытанием образцы выдерживают при указанной температуре не менее 4 ч.
В случае разногласий размеры определяют при температуре (23 ± 2) °С.
8.3.1 Определение среднего наружного диаметра dem проводят на каждой пробе, отобранной по 7.2, на расстоянии не менее 150 мм от торцов в одном сечении.
Полученные значения среднего наружного диаметра должны соответствовать указанным в таблице 1.
8.3.2 Толщину стенки труб еу определяют по ГОСТ Р ИСО 3126 (пункт 5.2.2) с обоих торцов каждой пробы на расстоянии не менее 10 мм от торца микрометром типа МТ по ГОСТ 6507 для труб толщиной стенки до 25 мм включительно, микрометром типа МТ или МК для труб толщиной стенки более 25 мм или стенкомером по ГОСТ 11358.
Полученные минимальное и максимальное значения должны быть в пределах, указанных в таблице 2.
8.3.3 Овальность труб после экструзии определяют как разность между максимальным и минимальным наружными диаметрами, измеренными в одном сечении пробы штангенциркулем по ГОСТ 166 или микрометром типа МК по ГОСТ 6507.
8.3.4 Длину труб в отрезках измеряют рулеткой по ГОСТ 7502.
Длину труб в бухтах определяют делением значения массы бухты, взвешенной с погрешностью не более 0,5 %, на значение расчетной массы 1 м трубы (приложение ДВ) или по показаниям счетчика метража в процессе производства.
8.3.5 При определении размеров допускается применение других средств измерений, обеспечивающих допускаемую погрешность измерения.
8.4 Определение среднего наружного диаметра труб после прогрева
Средний наружный диаметр после прогрева труб диаметром 250 мм и более определяют между 24 ч и 48 ч после изготовления и после кондиционирования в воде при (80 ± 2) °С. Кондиционирование проводят в соответствии с условиями ГОСТ 24157. Образец, в виде отрезка трубы, должен иметь длину 3dn.
На образце, охлажденном до температуры (23 ± 5) °С, измеряют средний наружный диаметр трубы dem по ГОСТ Р ИСО 3126 [пункт 5.3.3, перечисление а)] путем измерения длины окружности на расстоянии 1,0 dn и 0,1 dn от торца образца, соответствующего торцу испытуемой трубы.
В случае разногласий измерения проводят при температуре (23 ± 2) °С.
Допускается определять dem как расчетное значение из нескольких измерений диаметра по ГОСТ Р ИСО 3126 [пункт 5.3.3, перечисление b)].
За результат испытания принимают разность между измеренными диаметрами, которая не должна превышать предельное отклонение на средний наружный диаметр dem по квалитету В, установленное в таблице 1.
8.5 Определение стойкости при постоянном внутреннем давлении
Испытание проводят по ГОСТ 24157 при температуре и начальном напряжении в стенке трубы, установленными в таблице 3, среда испытания - «вода в воде», применяют заглушки типов а и б.
Для вычисления испытательного давления средний наружный диаметр и минимальную толщину стенки образца в области свободной длины определяют по ГОСТ Р ИСО 3126. Допускается толщину стенки образца измерять с обоих торцов каждой пробы на расстоянии не менее 10 мм от торца.
8.6 Определение изменения длины труб после прогрева
Определение изменения длины труб после прогрева проводят по ГОСТ 27078 при температуре (110 ± 2) °С на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
en < 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . в течение ≥ 1 ч
3 ≤ en < 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . » . . . ≥ 3 ч
8 ≤ en ≤ 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . » . . . ≥ 6 ч
8.7 Определение стойкости к газовым составляющим
Испытание проводят по ГОСТ 24157 на трубах диаметром dn 32 мм с SDR 11.
Приготовляют синтетический конденсат с массовой долей 50 % н-декана (98 %) и с массовой долей 50 % 1,3,5-триметилбензола (98 %). Заполняют подготовленные образцы синтетическим конденсатом и кондиционируют в воздушной среде в течение 1500 ч при температуре (23 ± 5) °С.
Затем образцы с синтетическим конденсатом внутри испытывают в водной среде при температуре (80 ± 2) °С на стойкость при постоянном внутреннем давлении.
Образцы должны выдерживать без признаков разрушения постоянное внутреннее давление, соответствующее начальному напряжению в стенке трубы 2 МПа, в течение 20 ч (таблица 3).
8.8 Определение свариваемости - стойкости к осевому растяжению сварного стыкового соединения
Испытание проводят по ГОСТ Р 52779 (приложение Е) при температуре 23 °С на образцах, изготовленных из соединения, полученного сваркой встык отрезков труб. Испытание проводят до разрушения.
Результат испытания считают положительным, если:
- разрушение произошло вне сварного шва;
- тип разрушения по сварному шву - пластический.
За отрицательный результат принимают хрупкое разрушение по сварному шву.
9 Транспортирование и хранение
9.1 Трубы транспортируют любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями размещения и крепления грузов, действующими на данном виде транспорта, а также ГОСТ 22235 - на железнодорожном виде транспорта.
Подготовку труб к транспортированию проводят в соответствии с требованиями ГОСТ 26653. Транспортирование следует проводить с максимальным использованием вместимости транспортного средства.
При железнодорожных перевозках трубы транспортируют: в крытых вагонах, при этом длина труб должна быть не более 5,5 м, а масса грузового места должна составлять не более 1,25 т; в открытом подвижном составе, в том числе на специализированных платформах, а также в универсальных контейнерах следующими видами отправок - повагонными, мелкими, контейнерными.
Допускается отгрузку труб транспортными средствами грузоотправителя (получателя) проводить без формирования пакета.
Трубы, упакованные по 5.4.3, транспортируют в районы Крайнего Севера и приравненные к ним местности по ГОСТ 15846.
9.2 Трубы хранят, в том числе у грузоотправителя (грузополучателя), по ГОСТ 15150 (раздел 10) в условиях 5 (навесы в макроклиматических районах с умеренным и холодным климатом). Допускается хранение труб в условиях 8 (открытые площадки в макроклиматических районах с умеренным и холодным климатом) сроком не более 6 мес. (по истечении указанного срока трубы желтого и оранжевого цветов должны быть испытаны по показателям 3, 5 и 8 таблицы 3).
9.3 При проведении погрузочно-разгрузочных работ, а также при хранении труб должны исключаться механические повреждения и деформация труб.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
10.2 Гарантийный срок - два года со дня изготовления.
Приложение А
(обязательное)
Трубы с соэкструзионными слоями
А.1 Общие положения
Настоящее приложение устанавливает дополнительные параметры полиэтиленовых (ПЭ) труб с соэкструзионным(и) слоем(ями), предназначенных для транспортирования горючих газов.
За номинальный наружный диаметр dn принимают совокупный наружный диаметр, включающий соэкструзионный черный или цветной слой(и) снаружи трубы, а номинальная толщина стенки еn определятся как совокупная толщина стенки всех слоев.
Композиция полиэтилена, используемая для слоя(ев), должна соответствовать требованиям 5.2.
А.2 Размеры
Размеры труб с соэкструзионными слоями должны соответствовать 4.1 - 4.3.
А.3 Характеристики
Характеристики труб с соэкструзионными слоями должны соответствовать 5.1.
Требования по термостабильности и показателю текучести расплава должны применяться к отдельному слою. Изменение длины после прогрева применимо к трубе, включая соэкструзионный(е) слой(и).
А.4 Маркировка
Маркировка труб с соэкструзионным(и) слоем(ями) должна соответствовать 5.3 с обозначением количества слоев.
А.5 Расслоение
В течение испытаний труб с соэкструзионными слоями не должно быть расслоения (разделения слоев).
Приложение Б
(обязательное)
Трубы с защитной оболочкой
Б.1 Общие положения
Настоящее приложение распространяется на трубы с защитной оболочкой из термопласта, наносимой соэкструзией на наружную поверхность полиэтиленовой трубы (номинальным наружным диаметром dn) и легко удаляемой при монтаже. Оболочка предназначена для защиты труб от механических повреждений при транспортировании, монтаже и эксплуатации.
Композиция полиэтилена, используемая для изготовления основной трубы, должна соответствовать требованиям 5.2.
Для защитной оболочки используют гранулированные композиции термопластичного материала (например полипропилена) с термо- и светостабилизаторами, неорганическими наполнителями и технологическими добавками.
Нанесение защитной оболочки не должно оказывать отрицательного воздействия на полиэтиленовую трубу и не должно приводить к несоответствию трубы требованиям настоящего стандарта.
Б.2 Размеры
Размеры труб после удаления защитной оболочки должны соответствовать 4.1 - 4.3.
Б.3 Характеристики
Характеристики труб с удаленной оболочкой должны соответствовать 5.1. Полиэтилен, испытываемый на образцах в виде труб, должен соответствовать требованиям по атмосферостойкости таблицы Г.1 (приложение Г).
Б.4 Маркировка
Маркировка должна наноситься на защитную оболочку и соответствовать 5.3 с дополнительным указанием данных, однозначно отличающих функционально эту трубу от трубы без защитной оболочки.
Примечание - Допускается на трубах с защитной оболочкой не наносить маркировку на основную трубу.
Б.5 Хранение и монтаж
Защитная оболочка должна быть стойкой к отслаиванию в процессе хранения и монтажа. Оболочка должна легко удаляться путем надреза с применением простого инструмента (без повреждения поверхности трубы).
Приложение В
(справочное)
Определение стойкости к внутреннему давлению после применения пережима
(Настоящее приложение заменяет ссылку на европейский стандарт BS EN 12106 [3], не принятый в качестве национального)
В.1 Область применения
Настоящим методом определяют стойкость при постоянном внутреннем давлении трубы из полиэтилена после ее пережима.
Технику пережима используют для предотвращения прохождения газа при техническом обслуживании и ремонте газопроводов из полиэтилена.
В.2 Сущность метода
Испытуемый образец в виде отрезка трубы после кондиционирования при температуре 0 °С пережимают посередине при помощи цилиндрических металлических элементов и выдерживают в течение 1 ч, затем испытывают на стойкость при постоянном внутреннем давлении при 80 °С в течение 165 ч. При этом стойкость при постоянном внутреннем давлении после пережима должна соответствовать требованиям настоящего стандарта.
В.3 Аппаратура
В.3.1 Оборудование для пережима труб, состоящее из сжимающего нагружающего устройства, снабженного неподвижным и подвижным металлическими цилиндрами или полуцилиндрами, заключенными в раму, и гидравлической или механической системы для приведения в действие подвижного цилиндра. В зависимости от номинального наружного диаметра трубы минимальный диаметр цилиндра должен соответствовать указанному в таблице В.1.
Таблица В.1
Размеры в миллиметрах
|
Номинальный наружный диаметр dn |
Минимальный диаметр цилиндра |
Уровень пережима L1), % |
|
dn ≤ 63 |
25,0 |
80 |
|
63 < dn ≤ 250 |
38,0 |
80 |
|
dn > 250 |
50,0 |
90 |
|
1) Уровень пережима L это отношение расстояния между цилиндрами и удвоенной номинальной толщиной стенки трубы еn после пережима выраженный в процентах. |
||
В.3.2 Аппаратура для кондиционирования образца при температуре (0 ± 1,5) °С.
В.3.3 Оборудование для испытания внутренним давлением при температуре 80 °С, соответствующее требованиям ГОСТ 24157 (заглушки типа а).
В.4 Подготовка к испытанию
Образец в виде отрезка трубы ориентировочной длиной 6dn, но не менее 250 мм и не более 1500-2000 мм, кондиционируют при температуре (0 ± 1,5) °С в течение времени, установленного ГОСТ 24157, в зависимости от толщины стенки испытуемого образца. Среда кондиционирования не должна оказывать влияния на свойства испытуемого образца.
В.5 Проведение испытания
В.5.1 Рассчитывают конечное расстояние между цилиндрами при пережиме eq, мм, по формуле
eq = 0,02L·еn, (В.1)
где L - уровень пережима, соответствующий таблице В.1, %;
еn - номинальная толщина стенки трубы, мм.
В.5.2 Помещают испытуемый образец между сжимающими цилиндрами, устанавливая их под прямым углом к оси трубы, при этом цилиндры должны быть расположены на равном расстоянии от концов трубы, и сжимают при температуре окружающей среды не более 25 °С со скоростью от 25 до 50 мм/мин до расстояния eq в пределах указанного интервала времени после извлечения образца из кондиционируемой среды:
90 с - для dn ≤ 110;
180 с - для 110 <dn ≤ 250;
300 с - для dn > 250.
Выдерживают образец в течение (60 ± 5) мин, затем освобождают от пережима постепенно в течение 1 мин и изготовляют образец для проведения испытания постоянным внутренним давлением при 80 °С, отвечающий требованиям ГОСТ 24157.
В.5.3 Проводят испытание на стойкость при постоянном внутреннем давлении при 80 °С в течение 165 ч в соответствии с 8.5 настоящего стандарта.
В.6 Обработка результатов
Обработку результатов проводят по ГОСТ 24157. В протоколе испытаний дополнительно указывают диаметр цилиндров и расстояние между ними при пережиме образца.
Приложение Г
(обязательное)
Характеристики композиции полиэтилена для изготовления труб и маркировочных полос
Таблица Г.1 - Характеристики композиций полиэтилена для изготовления труб и маркировочных полос
|
Наименование показателя |
Значение показателя для полиэтилена |
Метод испытания |
|
|
ПЭ 80 |
ПЭ 100 |
||
|
1 Плотность при 23 °С базовой марки, кг/м3, не менее |
930 |
По ГОСТ 15139 (разделы 4 - 6) |
|
|
2 Показатель текучести расплава при 190°С/5кгс, г/10 мин |
0,3-7,2 |
0,1-0,5 |
По ГОСТ 11645 |
|
3 Разброс показателя текучести расплава в пределах партии. % |
± 20 |
По ГОСТ 16338 (раздел 5) |
|
|
4 Термостабильность при 200 °С1), мин, более |
20 |
По приложению ДИ |
|
|
5 Массовая доля летучих веществ, мг/кг, не более |
350 |
По ГОСТ 26359 |
|
|
6 Массовая доля технического углерода (сажи)2), % |
2,0-2,5 |
По ГОСТ 26311 |
|
|
7 Распределение технического углерода (сажи) или пигмента: |
|
|
|
|
7,1 класс |
≤ 3 |
|
|
|
тип |
А.1, А.2, А.3 или В |
По техническим документам на полиэтилен5) |
|
|
или |
|||
|
7.2 тип2) (для сажи) |
/-// |
По ГОСТ 16338 (пункт 5.18) |
|
|
Характеристики определяемые на образцах в виде труб |
|||
|
8 Стойкость к газовым составляющим при 80 °С (на трубах dn 32 мм с SDR 11), ч, не менее |
При начальном напряжении 2 МПа: |
По 8.7 настоящего стандарта |
|
|
20 |
|||
|
9 Стойкость к быстрому распространению трещин (БРТ) при 0 °С маломасштабным методом S4 (на трубах dn 110 или 160 мм с SDR 11), критическое давление, МПа, не менее |
|
|
По приложению ДД |
|
(см. таблицу 5) |
(см. таблицу 5) |
||
|
10 Стойкость к медленному распространению трещин (МРТ) при 80 °С (на трубах dn 110 или 160 мм с SDR 11), ч, не менее |
При начальном напряжении |
По приложению ДЖ |
|
|
4,0 МПа: |
4,6 МПа: |
||
|
500 |
500 |
||
|
11 Атмосферостойкость после облучения энергией Е ≥ 3,5 ГДж/м2 3) (только для несажевых композиций на трубах dn 32 или 63 мм c SDR 11) |
|
По ГОСТ 9.708 и приложению ДЛ настоящего стандарта |
|
|
|
Стойкость при постоянном внутреннем давлении (1000 ч при 80 °С) при начальном напряжении: |
По 8.5 настоящего стандарта |
|
|
4,0 МПа |
5,0 МПа |
||
|
Относительное удлинение при разрыве ≥ 350 % |
|||
|
Термостабильность > 20 мин |
По приложению ДИ |
||
|
Характеристика, определяемая на свариваемых встык соединениях |
|||
|
12 Свариваемость4) - стойкость к осевому растяжению сварного стыкового соединения (на трубах dn 110 или 125 мм с SDR 11), тип разрушения |
Испытание до разрушения: пластический - удовлетворительно, хрупкий - неудовлетворительно |
По 8.8 настоящего стандарта |
|
|
1) Допускается проводить испытание при 210 °С. В случае разногласий испытание проводят при стандартной температуре 200 °С. 2) Для марок, светостабилизированных сажей. 3) Значение 3,5 ГДж/м2 соответствует годовому облучению солнечным светом на 50-градусной широте. 4) Изготовитель композиции должен подтвердить свариваемость композиций путем определения стойкости к осевому растяжению стыкового сварного соединения, определяемой при температуре 23 °С. 5) Настоящее положение заменяет ссылку на ИСО 18553 [4]. |
|||
Приложение ДА
(справочное)
Соотношение между коэффициентом запаса прочности и максимальным рабочим давлением
Таблица ДА.1
|
Максимальное рабочее давление (МОР), МПа |
Расчетное значение коэффициента запаса прочности С для максимального рабочего давления (МОР)1) |
|||||||||||||
|
Трубы из ПЭ 80 (MRS 8 МПа) |
Трубы из ПЭ 100 (MRS 10 МПа) |
|||||||||||||
|
SDR 26 |
SDR 21 |
SDR 17,6 |
SDR 17 |
SDR 13,6 |
SDR 11 |
SDR 9 |
SDR 26 |
SDR 21 |
SDR 17,6 |
SDR 17 |
SDR 13,6 |
SDR 11 |
SDR 9 |
|
|
0,3 |
2,1 |
2,7 |
3,2 |
3,3 |
4,2 |
5,3 |
6,7 |
2,7 |
3,3 |
4,0 |
4,2 |
5,3 |
6,7 |
8,3 |
|
0,4 |
- |
2,0 |
2,4 |
2,5 |
3,2 |
4.0 |
5,0 |
2,0 |
2,5 |
3,0 |
3,1 |
4,0 |
5,0 |
6,2 |
|
0,6 |
- |
- |
- |
- |
2,1 |
2.7 |
3,3 |
- |
- |
2,0 |
2,1 |
2,6 |
3,3 |
4,2 |
|
0,8 |
- |
- |
- |
- |
- |
2,0 |
2,5 |
- |
- |
- |
- |
- |
2,5 |
3,1 |
|
1,0 |
- |
- |
- |
- |
- |
- |
2,0 |
- |
- |
- |
- |
- |
2,0 |
2,5 |
|
1,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,1 |
|
1) Данные для рабочей температуры газа 20 °С |
||||||||||||||
Приложение ДБ
(справочное)
Коэффициент снижения давления при различных рабочих температурах газа
ДБ.1 Коэффициент снижения давления Ct - это коэффициент, учитывающий влияние температуры газа при расчете максимального рабочего давления,
В таблице ДБ.1 приведены коэффициенты снижения максимального рабочего давления для различных рабочих температур.
Для промежуточных значений рабочих температур допускается линейная экстраполяция значений коэффициента Ct.
Таблица ДБ.1
|
Рабочая температура, °С |
Коэффициент снижения давления Ct |
|
20 |
1,0 |
|
30 |
1,1 |
|
40 |
1,3 |
Приложение ДВ
(справочное)
Расчетная масса 1 м труб
Таблица ДВ.1
|
Номинальный наружный диаметр dn, мм |
Расчетная масса 1 м труб, кг |
||||||
|
SDR 26 |
SDR21 |
SDR 17,6 |
SDR 17 |
SDR 13,6 |
SDR 11 |
SDR 9 |
|
|
16 |
- |
- |
- |
- |
- |
0,102 |
0,124 |
|
20 |
- |
- |
- |
- |
- |
0,132 |
0,162 |
|
25 |
- |
- |
- |
- |
- |
0,169 |
0,210 |
|
32 |
- |
- |
- |
- |
0,229 |
0,277 |
0,325 |
|
40 |
- |
- |
0,281 |
0,292 |
0,353 |
0,427 |
0,507 |
|
50 |
- |
0,369 |
0,436 |
0,449 |
0,545 |
0,663 |
0,790 |
|
63 |
0,488 |
0,573 |
0,682 |
0,715 |
0,869 |
1,05 |
1,25 |
|
75 |
0,668 |
0,821 |
0,970 |
1,01 |
1,23 |
1,46 |
1,76 |
|
90 |
0,969 |
1,18 |
1,40 |
1,45 |
1,76 |
2,12 |
2,54 |
|
110 |
1,42 |
1,77 |
2,07 |
2,16 |
2,61 |
3,14 |
3,78 |
|
125 |
1,83 |
2,26 |
2,66 |
2,75 |
3,37 |
4,08 |
4,87 |
|
140 |
2,31 |
2,83 |
3,33 |
3,46 |
4,22 |
5,08 |
6,12 |
|
160 |
3,03 |
3,71 |
4,35 |
4,51 |
5,50 |
6,67 |
7,97 |
|
180 |
3,78 |
4,66 |
5,52 |
5,71 |
6,98 |
8,43 |
10,1 |
|
200 |
4,68 |
5,77 |
6,78 |
7,04 |
8,56 |
10,4 |
12,5 |
|
225 |
5,88 |
7,29 |
8,55 |
8,94 |
10,9 |
13,2 |
15,8 |
|
250 |
7,29 |
8,92 |
10,6 |
11,0 |
13,4 |
16,2 |
19,4 |
|
280 |
9,09 |
11,3 |
13,2 |
13,8 |
16,8 |
20,3 |
24,4 |
|
315 |
11,6 |
14,2 |
16,7 |
17,4 |
21,3 |
25,7 |
30,8 |
|
355 |
14,6 |
18,0 |
21,2 |
22,2 |
27,0 |
32,6 |
39,2 |
|
400 |
18,6 |
22,9 |
26,9 |
28,0 |
34,2 |
41,4 |
49,7 |
|
450 |
23,5 |
29,0 |
34,0 |
35,5 |
43,3 |
52,4 |
62,9 |
|
500 |
29,0 |
35,8 |
42,0 |
43,9 |
53,5 |
64,7 |
77,5 |
|
560 |
36,3 |
44,8 |
52,6 |
55,0 |
67,1 |
81,0 |
- |
|
630 |
46,0 |
56,5 |
66,6 |
69,6 |
84,8 |
102,7 |
- |
|
Примечания 1 Расчетная масса 1 м труб вычислена при плотности полиэтилена 950 кг/м3 с учетом половины допусков на толщину стенки и средний наружный диаметр. 2 При изготовлении труб плотностью r, отличающейся от 950 кг/м3, значение, приведенное в настоящей таблице, умножают на коэффициент К = r/950. |
|||||||
Приложение ДГ
(обязательное)
Порядок оформления и утверждения контрольных образцов внешнего вида
ДГ.1 Контрольный образец представляет собой отрезок трубы длиной не менее 300 мм с нанесенной на поверхность трубы и/или защитной оболочки маркировкой, отобранный от серийной партии труб, изготовленной в соответствии с требованиями настоящего стандарта. Образец должен быть отрезан перпендикулярно к оси трубы.
ДГ.2 Контрольные образцы внешнего вида поверхностей труб и торцов оформляют на один типовой представитель от каждой группы труб каждого вида по диаметрам в соответствии с 7.2, и они являются контрольными образцами для всех стандартных размерных отношений SDR группы.
ДГ.3 Каждый контрольный образец снабжают опломбированным ярлыком, в котором указывают:
- условное обозначение трубы;
- наименование изготовителя;
- гриф утверждения контрольного образца руководителем изготовителя, подтвержденный круглой печатью с указанием даты утверждения;
- гриф согласования с любой испытательной лабораторией (центром), аккредитованной в области испытаний труб и соединительных деталей из пластмасс.
ДГ.4 При внесении изменений в показатель 1 таблицы 3 настоящего стандарта образцы подлежат переутверждению.
ДГ.5 Контрольные образцы хранят у изготовителя.
Приложение ДД
(обязательное)
Определение стойкости к быстрому распространению трещин (БРТ) маломасштабным методом (S4)
(Настоящее приложение заменяет ссылку на международный стандарт ИСО 13477 [5], не принятый в качестве национального)
ДД.1 Сущность метода
Отрезок испытуемой трубы после кондиционирования при заданной температуре, находящийся под воздействием заданного давления, подвергают удару с одного конца, чтобы инициировать процесс быстрого распространения трещины. Из серии испытаний, проведенных при различных давлениях, определяют критическое давление, при котором не происходит быстрого распространения трещины.
ДД.2 Аппаратура
ДД.2.1 Аппаратура (рисунок ДД.1), включающая основные части по ДД.2.2 - ДД.2.6, должна быть установлена в лабораторном помещении при температуре не более 25 °С, при этом должны быть приняты меры, предотвращающие существенное изменение температуры на поверхности трубы при проведении испытания.

а - зона инициирования; b - рабочая зона > 5dn; 1 - кольца наружной обоймы; 2 - наковальня; 3 - несущий стержень; 4 - декомпрессионные перегородки; 5 - заглушки; 6 - боек; 7 - испытуемый образец
Рисунок ДД.1 - Аппаратура для испытания на стойкость к БРТ маломасштабным методом (S4)

Рисунок ДД.2 - Боек
ДД.2.2 Наружная обойма
Наружная обойма в виде колец или перфорированной трубы, допускающая свободное расширение трубы от внутреннего давления и одновременно ограничивающая радиальное расширение во время разрушения. Внутренний диаметр обоймы - (1,10 ± 0,04)dn. Обойма не должна касаться или опираться на испытуемую трубу и должна быть концентрична с ней.
Шаг колец на участке от точки нанесения удара до конца рабочей зоны должен быть (0,35 ± 0,05) dn, а ширина каждого кольца (в продольном направлении) - (0,15 ± 0,05)dn.
ДД.2.3 Внутренняя оправка
Внутренняя оправка состоит из:
- несущего стержня;
- наковальни диаметром (0,98 ± 0,01)di, min, имеющей выемку, расположенную под бойком, объемом не более 1 % от πdn3/4;
-
декомпрессионных перегородок диаметром (0,95 ± 0,01) di, min (di, min = dn
- 2еу, max, где di,
min - минимальный внутренний диаметр трубы, еу,
max - максимальная толщина стенки, установленная в таблице 2). Шаг
перегородок должен быть ![]() . Перегородки должны иметь достаточную толщину и должны быть
изготовлены из материала, способного выдерживать нагрузки, ожидаемые в течение
испытания, без значительных деформаций.
. Перегородки должны иметь достаточную толщину и должны быть
изготовлены из материала, способного выдерживать нагрузки, ожидаемые в течение
испытания, без значительных деформаций.
Размеры внутренней оправки в рабочей зоне должны обеспечивать возможность заполнения не менее 70 % внутреннего объема испытуемой трубы сжатым воздухом.
ДД.2.4 Оборудование для инициирования трещины
Боек для нанесения удара (рисунки ДД.1 и ДД.2). Лезвие бойка должно проникать на глубину (1,0 - 1,5) еn от наружной поверхности испытуемой трубы.
ДД.2.5 Манометры или система для измерения внутреннего статического давления в рабочей зоне с погрешностью ± 2 % и приспособление для подачи давления внутрь испытуемого образца.
ДД.2.6 Заглушки, устанавливаемые на обоих концах испытуемой трубы. Конструкция заглушек должна обеспечивать герметичное соединение с испытуемой трубой и приспособлением для подачи давления и не должна вызывать дополнительного напряжения в трубе.
ДД.3 Подготовка к испытанию
ДД.3.1 Испытуемые образцы
Испытание проводят на образцах в виде прямых отрезков труб, изготовленных из одной пробы, отобранной от партии в соответствии с 7.2. Длина образца lt должна быть в пределах 7dn ≤ lt ≤ 8dn, концы образца должны быть перпендикулярны к оси испытуемой трубы. Наружная и внутренняя поверхности образца в рабочей зоне не должны обрабатываться, надрезаться или подвергаться какому-либо воздействию. Длина пробы должна быть достаточной для получения результатов по ДД.4.4.
Если в течение испытания имеются трудности при инициировании достаточной трещины (ДД.4.4), на внутреннюю поверхность испытуемого образца может быть нанесен надрез лезвием глубиной не менее 1 мм в осевом направлении вдоль зоны инициирования. Надрез должен быть расположен под местом удара и не должен распространяться в рабочую зону.
Д.Д.3.2 Кондиционирование
Испытуемый образец кондиционируют при температуре от минус 3,8 °С до минус 1,0 °С с циркуляцией жидкой или воздушной среды при номинальной толщине испытуемой трубы, мм:
еn < 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . в течение (3 ± 0,25) ч
8 ≤ еn < 16 . . . . . . . . . . . . . . . . . . . . . . . . . . . » (6 ± 0,5) ч
16 ≤ еn < 32 . . . . . . . . . . . . . . . . . . . . . . . . . . » (10 ± 1) ч
еn ≥ 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . » (16 ± 1) ч
ДД.4 Проведение испытания
ДД.4.1 Инициирование трещины должно произойти в течение (180 ± 20) с после извлечения испытуемого образца из кондиционируемой среды.
ДД.4.2 Используя отрезки трубы, имеющие минимальную длину рабочей зоны 5dn, без подачи давления определяют условия инициирования, вызывающие образование трещины длиной lс не менее 0,7dn. Скорость удара бойка должна составлять (15 ± 5) м/с. При необходимости наносят надрез в соответствии с ДД.3.1.
ДД.4.3 После извлечения испытуемого образца из кондиционируемой среды его подвергают воздействию постоянного внутреннего давления воздуха, поддерживаемого с погрешностью ± 2 %, и наносят удар бойком в зоне инициирования в соответствии с условиями, определенными по ДД.4.2.
Регистрируют испытательное давление, скорость удара бойка и измеряют длину трещины lс от центра бойка металлической рулеткой по ГОСТ 7502 с ценой деления не более 1 мм.
ДД.4.4 Создавая различные давления воздуха внутри трубы, получают не менее одного результата испытания, при котором образуется трещина длиной lс < 4,7dn, и не менее одного результата, при котором образуется трещина длиной lс ≥ 4,7dn.
ДД.5 Обработка результатов
ДД.5.1 Процесс быстрого распространения трещины характеризуется длиной трещины lс ≥ 4,7dn.
Нераспространение трещины характеризуется длиной трещины lс < 4,7dn.
За результат испытания принимают критическое давление pcS4 - наибольшее измеренное давление, при котором трещина не распространяется и которое ниже наименьшего измеренного давления, при котором происходит распространение трещины.
ДД.5.2 Определение критического давления без достижения процесса быстрого распространения трещины
Проводят единичное испытание, выбирая испытательное давление, равное требуемому МОР, по таблице 5. Если результатом испытания является нераспространение трещины, то это означает, что критическое давление быстрого распространения трещины не менее испытательного давления.
Приложение ДЕ
(обязательное)
Определение стойкости к быстрому распространению трещин (БРТ) полномасштабным методом (FS)
(Настоящее приложение заменяет ссылку на международный стандарт ИСО 13478 [6], не принятый в качестве национального)
ДЕ.1 Сущность метода
Трубу из полиэтилена при заданной температуре и заданном испытательном давлении газа подвергают ударному воздействию для инициирования трещины. Трещина может остановиться в пределах небольшого расстояния от места инициирования либо продолжить распространяться с высокой скоростью вдоль трубы. Определяют длину распространившейся трещины.
Испытание полномасштабным методом определения стойкости к быстрому распространению трещин моделирует режим работы труб подземного заложения в условиях эксплуатации газопроводов, когда скорость декомпрессии газа не замедляется при разгерметизации через любую трещину в трубе.
ДЕ.2 Аппаратура
ДЕ.2.1 Канал с крышками (рисунок ДЕ.1), предназначенный для размещения трубы длиной от 14 до 20 м с системой воздушного термостатирования, обеспечивающий поддержание температуры по всей длине испытуемой трубы в пределах (0 ± 1,5) °С. По длине канала устанавливают не менее четырех опор, предотвращающих прогиб трубы.
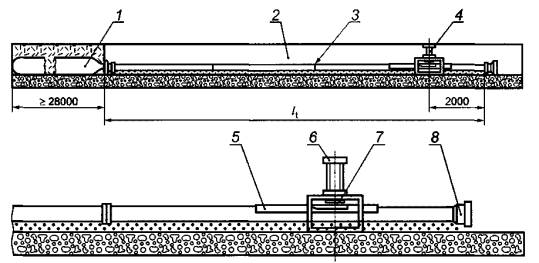
1 - стальной ресивер; 2-канал; 3 - сварной шов; 4 - приспособление для инициирования трещины; 5 - лоток для охлаждения; 6 - пневматический цилиндр; 7 - лезвие; 8 - заглушка
Рисунок ДЕ.1 - Схема установки для испытания на стойкость к БРТ полномасштабным методом (FS)
ДЕ.2.2 Стальной ресивер минимальной длиной, в два раза превышающей длину испытуемой трубы, и минимальным объемом, в три раза превышающим объем испытуемой трубы. Внутренний диаметр присоединительного участка ресивера должен иметь диаметр, больший или равный внутреннему диаметру испытуемой трубы.
Рекомендуется выравнивать оси ресивера и испытуемой трубы.
ДЕ.2.3 Система для создания давления в испытуемой трубе и стальном ресивере (ДЕ.2.2) с погрешностью ± 2 % от заданного давления. В качестве среды испытания используют азот или воздух.
ДЕ.2.4 Оборудование для инициирования трещины
ДЕ.2.4.1 Фреза для механической обработки продольной канавки на наружной поверхности трубы шириной от 8 до 25 мм (в зависимости от толщины стенки), глубиной ≈ 80 % номинальной толщины стенки трубы, длиной ≈ 500 мм с равномерным уменьшением глубины канавки до выхода ее на наружную поверхность трубы в направлении стального ресивера на длине около 250 мм (рисунок ДЕ.2).
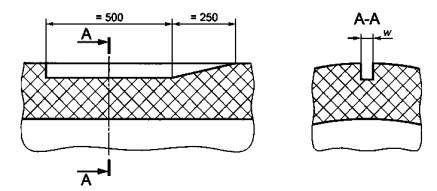
w - ширина канавки (от 8 до 25 мм в зависимости от толщины стенки); острые углы на дне канавки - скруглить
Рисунок ДЕ.2 - Канавка, обрабатываемая на наружной поверхности трубы
ДЕ.2.4.2 Приспособление для нанесения удара, инициирующего образование трещины в трубе, состоящее из пневмоцилиндра и бойка в виде стального лезвия, которое располагается вдоль канавки в испытуемой трубе и проникает через остаточную толщину стенки трубы. Конструкция лезвия, приводимого в движение быстродействующим поршнем пневмоцилиндра, приведена на рисунке ДЕ.3.

1 - часть, захватываемая держателем лезвия
Примечание - Лезвие затачивают шлифовкой.
Рисунок ДЕ.3 - Стальное лезвие для инициирования трещины в полиэтиленовой трубе
ДЕ.2.4.3 Система охлаждения места инициирования трещины в зоне канавки и небольшого участка трубы с обеих сторон от канавки смесью твердой двуокиси углерода по ГОСТ 12162 с денатурированным этиловым спиртом или низкозамерзающей охлаждающей жидкостью по нормативным или техническим документам, состоящая из деревянного лотка длиной около 1 м, выложенного полиэтиленовой пленкой для заполнения охлаждающей средой и опирающегося на верхнюю часть трубы (рисунок ДЕ.4).
ДЕ.2.4.4 Плотно пригнанная деревянная вставка длиной около 0,5 м, поддерживающая изнутри под канавкой испытуемую трубу и предотвращающая ее деформацию в процессе инициирования трещины (рисунок ДЕ.4). Верхняя часть вставки должна иметь углубление, которое заполняют упругим вспененным материалом для того, чтобы фиксировать положение деревянной вставки по отношению к канавке, в том числе при деформации трубы в процессе ее нагружения испытательным давлением, а также обеспечить охлаждение всей толщины трубы под канавкой, изолируя эту часть трубы от среды, создающей давление.
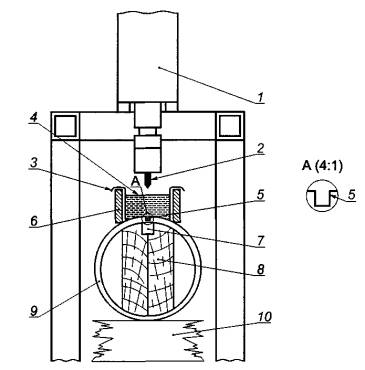
1 - пневмоцилиндр; 2 - лезвие; 3 - полиэтиленовая пленка; 4 - охлаждающая жидкость; 5 - канавка: 6 - деревянный лоток: 7 - упругий материал; 8 - деревянная вставка; 9 - испытуемая труба; 10 - опора, если требуется
Рисунок ДЕ.4 - Пример подготовки к инициированию трещины
ДЕ.3 Подготовка к испытанию
ДЕ.3.1 Обрабатывают канавку в зоне инициирования в соответствии с рисунком ДЕ.2 и ДЕ.2.4.1. Длина трубы, на которой выполняется канавка, должна быть не менее 3 м, центр канавки с постоянной глубиной должен находиться на расстоянии не менее 2 м от заглушаемого конца трубы. Для получения глубокой канавки или, если необходимо, ступенчатой по ширине канавки делают несколько проходов фрезой.
Глубина канавки должна обеспечивать создание достаточно высоких напряжений для инициирования быстро распространяющейся трещины на оставшейся толщине (которая должна находиться при температуре около минус 60 °С), однако не настолько глубокая, чтобы вызвать преждевременное разрушение в процессе нагружения трубы. Напряжение в оставшейся толщине стенки полиэтиленовых труб должно быть в пределах 20-25 МПа.
Размещают деревянную вставку под канавкой.
На конец испытуемой трубы у канавки устанавливают заглушку (рисунок ДЕ.1).
ДЕ.3.2 Прямые отрезки труб сваривают встык для получения образца длиной lt от14 до 20 м, включая отрезок трубы с нанесенной канавкой, грат не удаляют.
При испытании труб с высокой стойкостью к БРТ 4 м от общей длины испытуемой трубы могут быть заменены трубой для инициирования трещины с более низкой стойкостью к БРТ длиной от 5 до 6 м того же номинального диаметра и толщины стенки. Трубы соединяют сваркой встык.
Испытуемую трубу помещают в канал, соединяют с металлическим ресивером (ДЕ 2.2), при этом необходимо убедиться, что испытуемая труба выпрямлена и выровнена с ресивером.
Измеряют длину трубы от центра инициирования до места соединения с ресивером и общую длину испытуемой трубы и, если используют трубу для инициирования, измеряют ее длину, отмечают также расположение каждого стыкового соединения. Измерения проводят рулеткой по ГОСТ 7502.
ДЕ.3.3 Кондиционирование
Кондиционирование проводят при (0 ± 1,5) °С при номинальной толщине испытуемой трубы, мм:
еn < . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 в течение (6 ± 0,5) ч
16 £ еn < 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . » (10 ± 1) ч
еn ³ 32 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . » (16 ч ± 1) ч
Температуру измеряют с интервалом от 2 до 3 м вдоль любой стороны трубы от конца деревянного лотка до стального ресивера.
ДЕ.4 Проведение испытания
ДЕ.4.1 Испытуемую трубу охлаждают в зоне инициирования трещины смесью твердой двуокиси углерода с незамерзающей жидкостью (ДЕ.2.4.3) до температуры около минус 60 °С в течение не менее 1 ч.
ДЕ.4.2 Создают давление в испытуемой трубе и ресивере с погрешностью ± 2 %, рассчитанное по таблице 6 для требуемого МОР. Удаляют устройство для охлаждения канавки и инициируют образование трещины ударом металлического лезвия, расположенного вдоль канавки, по охлажденной канавке в центре ее полной глубины в месте расположения деревянной вставки (рисунок ДЕ.4).
Удар наносят не позднее чем через 3 мин после нагружения трубы испытательным давлением.
ДЕ.4.3 Измеряют длину разрушенного участка от центра инициирования рулеткой по ГОСТ 7502. Если применяют трубу для инициирования трещины, то длину измеряют от сварного шва между трубой для инициирования и испытуемой трубой (ДЕ.3.2).
Примечание - В процессе испытания труба может изгибаться в траншее, в результате чего возникает изгибающий момент, который может инициировать зарождение трещины, распространяющейся по окружности и, возможно, ее замыкание на первичной трещине (закольцовывание). Рекомендуется для снижения вероятности распространения трещины по окружности на полиэтиленовых трубах большого диаметра зигзагообразно натягивать стальную проволоку, закрепляя ее в стенках траншеи. Проволоку натягивают на высоте 150-300 мм над поверхностью испытуемой трубы, начиная от центра инициирования, на длину около 6 м.
ДЕ.5 Обработка результатов
ДЕ.5.1 Рассчитывают отношение длины разрушившегося участка к длине испытуемой трубы в процентах, измеренной от центра инициирования трещины (или от сварного шва с трубой для инициирования).
Результат испытания считают удовлетворительным, если при испытательном давлении (таблицы 3 и 6 настоящего стандарта) для требуемого максимального рабочего давления (МОР) наибольшая длина разрушившегося участка меньше или равна 90 % длины испытуемой трубы.
Длина разрушения трубы более 90 % длины испытуемой трубы, характеризующая процесс быстрого распространения трещин, является отрицательным результатом.
ДЕ.5.2 Условия принятия результатов
Для каждой испытуемой трубы самая длинная трещина должна соответствовать следующим условиям:
а) трещина должна выходить за пределы охлажденного (минус 60 °С) участка трубы с канавкой, т. е. приблизительно 1,5 м от центра инициирования;
б) трещина не должна замыкаться по окружности трубы и соединяться с первичной трещиной;
г) трещина не должна заканчиваться на сварном шве в пределах испытуемой трубы;
д) при использовании трубы для инициирования трещины (ДЕ.3.2) трещина должна распространяться вдоль всей ее длины и выйти на испытуемую трубу.
В случае невыполнения одного из вышеперечисленных требований результат не является достоверным. При необходимости испытание должно быть повторено.
Приложение ДЖ
(обязательное)
Определение стойкости к медленному распространению трещин (метод с надрезом)
(Настоящее приложение заменяет ссылку на международный стандарт ИСО 13479 [7], не принятый в качестве национального)
ДЖ.1 Сущность метода
Отрезок трубы с четырьмя продольными надрезами, нанесенными на наружную поверхность механической обработкой, помещают в ванну с водой при температуре 80 °С и испытывают на стойкость при постоянном внутреннем давлении в соответствии с ГОСТ 24157. Регистрируют время до разрушения или время испытания.
Испытание распространяют на трубы с номинальной толщиной стенки более 5 мм.
ДЖ.2 Аппаратура
ДЖ.2.1 Оборудование для испытания постоянным внутренним давлением при температуре 80 °С по ГОСТ 24157.
ДЖ.2.2 Оборудование для нанесения надреза:
- фрезерный станок, снабженный (для опоры образца по внутреннему диаметру) горизонтальным стержнем, жестко закрепленным на столе;
- фреза с режущими V-образными зубьями под углом 60°, шириной 12,5 мм, установленная на горизонтальном валу. Скорость резания должна составлять (0,010 ± 0,002) (мм/об)/зуб. Например, фреза с 20 зубьями, вращающаяся с частотой 700 об/мин. при скорости подачи 150 мм/мин будет иметь скорость резания 150/(20 × 700) = 0,011 (мм/об)/зуб.
Фрезу не следует использовать для других материалов и целей; после нанесения надреза длиной 500 м ее заменяют.
Фреза после нанесения каждых 100 м надрезов должна быть проверена на повреждение или изнашивание. Зубья фрезы сравнивают с новой фрезой, осматривая их под микроскопом с увеличением в 10-20 раз. Если имеется очевидное повреждение или изнашивание, фрезу необходимо заменить.
ДЖ.3 Подготовка к испытанию
ДЖ. 3.1 Общие требования
Перед проведением любых измерений образец кондиционируют при температуре (23 ± 2) °С в течение не менее 4 ч.
Испытуемый образец представляет собой отрезок трубы с минимальной свободной длиной между заглушками (3dn ± 5) мм, где dn - номинальный наружный диаметр трубы. Для труб номинальным наружным диаметром > 315 мм минимальная свободная длина должна быть ≥ 1000 мм и определяется, исходя из технических возможностей. Используют заглушки типа а в соответствии с ГОСТ 24157.
ДЖ.3.3 Расположение надрезов и измерение размеров
Отмечают места для обработки четырех надрезов, равномерно расположенных по окружности и центру образца, как показано на рисунке ДЖ.1.
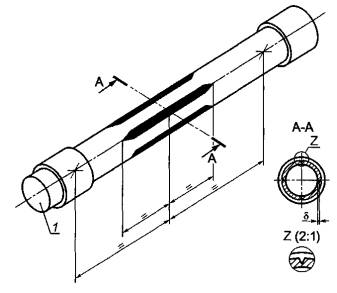
1 - заглушка; δ - остаточная толщина, соответствует 0,78 - 0,82 номинальной толщины стенки
Рисунок ДЖ.1 - Испытуемый образец
Измеряют в соответствии с ГОСТ Р ИСО 3126 средний наружный диаметр dem в центре образца и толщину стенки с обоих концов в месте расположения каждого надреза, рассчитывая среднеарифметическое значение для каждого надреза.
ДЖ.3.4 Нанесение надрезов
ДЖ.3.4.1 При толщине стенки трубы более 50 мм материал вначале обрабатывают шпоночной фрезой диаметром 16-20 мм, оставляя около 10 мм для дальнейшей обработки V-образной фрезой, как указано в ДЖ.3.4.2, и достижения остаточной толщины по таблице ДЖ.1.
Таблица ДЖ.1 - Остаточная толщина
В миллиметрах
|
Номинальный наружный диаметр dn |
Остаточная толщина δ |
|||||||||||||
|
SDR 26 |
SDR 21 |
SDR 17,6 |
SDR 17 |
SDR 13,6 |
SDR 11 |
SDR 9 |
||||||||
|
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
мин. |
макс. |
|
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,4 |
4,6 |
|
63 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,5 |
4,8 |
5,5 |
5,8 |
|
75 |
- |
- |
- |
- |
- |
- |
- |
- |
4,3 |
4,5 |
5,3 |
5,6 |
6,5 |
6,9 |
|
90 |
- |
- |
- |
- |
4,1 |
4,3 |
4,2 |
4,4 |
5,1 |
5,4 |
6,4 |
6,7 |
7,9 |
8,3 |
|
110 |
- |
- |
4,1 |
4,3 |
4,9 |
5,2 |
5,1 |
5,4 |
6,3 |
6,6 |
7,8 |
8,2 |
9,6 |
10,1 |
|
125 |
- |
- |
4,7 |
4,9 |
5,5 |
5,8 |
5,8 |
6,1 |
7,2 |
7,5 |
8,9 |
9,3 |
10,9 |
11,5 |
|
140 |
4,2 |
4,4 |
5,2 |
5,5 |
6,2 |
6,6 |
6,5 |
6,8 |
8,0 |
8,4 |
9,9 |
10,4 |
12,2 |
12,9 |
|
160 |
4,8 |
5,1 |
6,0 |
6,3 |
7,1 |
7,5 |
7,4 |
7,8 |
9,2 |
9,7 |
11,4 |
12,0 |
14,0 |
14,7 |
|
180 |
5,4 |
5,7 |
6,7 |
7,1 |
8,0 |
8,4 |
8,3 |
8,8 |
10,4 |
10,9 |
12,8 |
13,4 |
15,7 |
16,5 |
|
200 |
6,0 |
6,3 |
7,5 |
7,9 |
8,9 |
9,3 |
9,3 |
9,8 |
11,5 |
12,1 |
14,2 |
14,9 |
17,5 |
18,4 |
|
225 |
6,7 |
7,1 |
8,4 |
8,9 |
10,0 |
10,5 |
10,5 |
11,0 |
12,9 |
13,6 |
16,0 |
16,8 |
19,6 |
20,6 |
|
250 |
7,5 |
7,9 |
9,3 |
9,8 |
11,1 |
11,6 |
11,5 |
12,1 |
14,4 |
15,1 |
17,7 |
18,6 |
21,8 |
22,9 |
|
280 |
8,3 |
8,8 |
10,5 |
11,0 |
12,4 |
13,0 |
12,9 |
13,6 |
16,1 |
16,9 |
19,8 |
20,8 |
24,3 |
25,6 |
|
315 |
9,4 |
9,9 |
11,7 |
12,3 |
14,0 |
14,7 |
14,6 |
15,3 |
18,2 |
19,1 |
22,3 |
23,5 |
27,3 |
28,7 |
|
355 |
10,6 |
11,2 |
13,2 |
13,9 |
15,8 |
16,6 |
16,5 |
17,3 |
20,4 |
21,4 |
25,2 |
26,5 |
30,8 |
32,4 |
|
400 |
11,9 |
12,5 |
14,9 |
15,7 |
17,8 |
18,7 |
18,5 |
19,4 |
22,9 |
24,1 |
28,4 |
29,8 |
34,7 |
36,5 |
|
450 |
13,4 |
14,1 |
16,8 |
17,6 |
19,9 |
21,0 |
20,8 |
21,9 |
25,8 |
27,1 |
31,9 |
33,5 |
39,0 |
41,0 |
|
500 |
14,9 |
15,7 |
18,6 |
19,6 |
22,2 |
23,3 |
23,1 |
24,3 |
28,7 |
30,2 |
35,5 |
37,3 |
43,4 |
45,6 |
|
560 |
16,7 |
17,5 |
20,8 |
21,9 |
24,9 |
26,2 |
25,9 |
27,2 |
32,1 |
33,8 |
39,7 |
41,7 |
- |
- |
|
630 |
18,8 |
19,8 |
23,4 |
24,6 |
27,9 |
29,4 |
29,1 |
30,6 |
36,2 |
38,0 |
44,7 |
47,0 |
- |
- |

1 - стенка трубы; 2 - двусторонняя фреза с зубьями под углом 60°: а - подача; l - длина надреза; h - глубина надреза
Рисунок ДЖ.2 - Нанесение надреза
ДЖ.3.4.2 Каждый надрез обрабатывают попутным фрезерованием (рисунок ДЖ.2) на соответствующую глубину так, чтобы остаточная толщина стенки составляла 0,78 - 0,82 номинальной толщины стенки, установленной в таблице 2 настоящего стандарта; значения остаточной толщины для соответствующего диаметра и SDR трубы приведены в таблице ДЖ.1 (см. также примечание к настоящему пункту).
Длина каждого надреза на полной глубине l должна соответствовать номинальному наружному диаметру трубы ± 1 мм. Для труб диаметром более 315 мм со свободной длиной труб менее (3dn ± 5) мм длина каждого надреза должна быть равна свободной длине минус (500 ± 1) мм в соответствии с ДЖ.3.2.
Примечание - Чтобы остаточная толщина находилась в заданных выше пределах, целесообразно выбирать значение остаточной толщины стенки, близкое к максимальному значению.
ДЖ.3.4.3 Измеряют и записывают глубину каждого надреза и остаточную толщину стенки 5.
Примечания
1 Рекомендуется использовать средство измерений с наконечником, имеющим острый угол.
2 При возникновении сложностей при измерении остаточной толщины стенки толстостенных труб используют метод, приведенный в ДЖ.4.2.
ДЖ.3.5 Устанавливают на испытуемый образец заглушки, обеспечивающие полную передачу продольной нагрузки от внутреннего давления на образец (т.е. типа а по ГОСТ 24157).
ДЖ.3.6 Кондиционирование
Испытуемые образцы заполняют водой, погружают в ванну с водой при 80 °С и кондиционируют в течение времени, установленного в ГОСТ 24157, в зависимости от номинальной толщины стенки трубы.
ДЖ.4 Проведение испытания
ДЖ.4.1 Испытание давлением
ДЖ.4.1.1 Нагружение образца водой проводят в соответствии с ГОСТ 24157 при температуре испытания 80 °С, прикладывая и поддерживая испытательное давление, указанное в таблице ДЖ.2.
Таблица ДЖ.2 - Испытательное давление для полиэтилена
|
Стандартное размерное отношение SDR |
Испытательное давление Р, МПа |
|
|
ПЭ 80 |
ПЭ 100 |
|
|
26 |
0,32 |
0,368 |
|
21 |
0,4 |
0,46 |
|
17,6 |
0,482 |
0,554 |
|
17 |
0,5 |
0,575 |
|
13,6 |
0,635 |
0,73 |
|
11 |
0,8 |
0,92 |
|
9 |
1,0 |
1,2 |
|
Примечание - Испытательное давление Р рассчитывают по формуле
где σ - начальное напряжение в стенке трубы по таблице 3 настоящего стандарта, МПа; SDR - стандартное размерное отношение.
|
||
ДЖ.4.1.2 Подсоединяют образец к источнику давления и удаляют воздух. После кондиционирования, проведенного в соответствии с ДЖ.3.6, постепенно без толчков подают испытательное давление в течение наименьшего периода, составляющего от 30 с до 1 ч от начала нагружения, в зависимости от размера испытуемого образца и возможностей оборудования.
ДЖ.4.1.3 Испытательное давление поддерживают до момента разрушения образца или до истечения времени, установленного в таблице 3 настоящего стандарта; записывают время под давлением с точностью до 1 ч. В случае разрушения записывают положение разрушения на образце.
ДЖ.4.2 Измерение остаточной толщины после испытания
Измерение остаточной толщины после испытания проводят, если имеет место преждевременное разрушение образца. По завершении испытания давлением извлекают испытуемый образец из ванны с водой и охлаждают до температуры окружающего воздуха. Вырезают часть трубы в области расположения каждого надреза. Вскрывают надрез так, чтобы иметь доступ к одной из обработанных фрезой поверхностей надреза. Измеряют ширину поверхности надреза b с точностью ± 0,1 мм микроскопом или аналогичным средством измерений, как показано на рисунке ДЖ.3.

b - ширина обработанной фрезерованием поверхности надреза; h - глубина надреза; δ - остаточная толщина стенки
Рисунок ДЖ.3 - Глубина надреза
Рассчитывают остаточную толщину стенки δ для каждого надреза как разность между значениями средней толщины стенки в месте каждого надреза и фактической глубины надреза, записывают полученное значение. Остаточная толщина стенки должна соответствовать значениям, указанным в таблице ДЖ.1.
Если значение остаточной толщины стенки более максимального значения, указанного в таблице ДЖ.1, образец заменяют другим и испытывают вновь.
Глубину надреза h, мм, рассчитывают по формуле
![]() (ДЖ.2)
(ДЖ.2)
где dem - измеренный средний наружный диаметр трубы, мм:
b - ширина обработанной фрезерованием поверхности, мм.
ДЖ.5 Обработка результатов
Результат испытания считают удовлетворительным, если испытуемый образец не разрушился в течение контрольного времени испытания 500 ч при температуре 80 °С и давлении, установленном в таблице ДЖ.2, которое соответствует напряжению в стенке трубы 4,0 МПа (для ПЭ 80) и 4,6 МПа (для ПЭ 100).
Приложение ДИ
(обязательное)
Определение термостабильности
(Настоящее приложение заменяет ссылку на международный стандарт ИСО 13476-6 [8], не принятый в качестве национального)
ДИ.1 Сущность метода
Определяют индукционный период окисления материала методом дифференциальной сканирующей калориметрии (ДСК).
Образец, содержащий стабилизирующую систему, нагревают в потоке инертного газа (азота), продуваемого с постоянной скоростью. При достижении заданной температуры атмосферу переключают на подачу кислорода с той же скоростью и выдерживают при постоянной температуре до появления на термограмме экзотермического эффекта, что соответствует реакции термоокисления материала. Измеряют время от начала подачи кислорода до начала экзотермического эффекта - индукционный период окисления (или термостабильность). Этот параметр характеризует степень стабилизации испытуемого материала.
ДИ.2 Аппаратура
ДИ.2.1 Дифференциальный сканирующий калориметр, поддерживающий температуру испытания с погрешностью ± 0,3 °С, способный измерять время с разрешением ± 0,5 с и точностью ± 1 с или выше, измерять тепловой поток с разрешением ± 0,5 μВт и точностью ± 2 μВт или более.
Допускается использовать дифференциальный термический анализатор.
ДИ.2.2 Тигли из алюминия одинаковой массы, предпочтительно одноразового использования.
ДИ.2.3 Весы лабораторные I класса точности по ГОСТ 24104 или аналогичные, соответствующие указанным и весы по ГОСТ Р 53228.
ДИ.2.4 Баллон по ГОСТ 949 с азотом (не менее 99,99 %) по ГОСТ 9293 и с кислородом (не менее 99,5 %) по ГОСТ 5583, которые можно включать попеременно.
ДИ.3 Подготовка к испытанию
ДИ.3.1 Испытуемые образцы
Из сегмента трубы (отобранного от пробы по 7.2), используя микротом или другой острый инструмент, изготовляют образец толщиной (0,65 ± 0,1) мм и массой от 12 до 17 мг.
Рекомендуется для толстостенных изделий изготовлять образцы следующим образом: вырезают в радиальном направлении с использованием пустотелого инструмента (диаметр которого немного меньше внутреннего диаметра тигля) стержень по всей толщине трубы. От средней части стержня отрезают испытуемый образец в виде диска массой от 12 до 17 мг, взвешенный с точностью ± 0,5 мг, толщиной (0,65± 0,1) мм.
Из каждой пробы изготовляют один образец.
Примечание - Для определения термостабильности материала образец изготовляют из отрезков экструдированного материала, полученных на экструзионном пластомере, применяемом при определении показателя текучести расплава (ГОСТ 11645), или из прессованных пластин, литьевых образцов в соответствии с документацией на материал, при этом наличие пузырьков не допускается.
ДИ.3.2 Калибровка
Калибровка устанавливает соотношение между температурой, показываемой на приборе, Т и фактической температурой фазового перехода калибровочного материала и определения температурной поправки ΔТ.
Калибровку проводят по мере необходимости в соответствии с установленным порядком.
В качестве калибровочных материалов для полиэтилена используют индий и олово, при этом нагрев проводят: для индия - от комнатной температуры до 145 °С при скорости 10 °С/мин, от 145 °С до 165 °С при скорости 1 °С/мин; для олова - от комнатной температуры до 220 °С при скорости 10 °С/мин, от 220 °С до 240 °С при скорости 1 °С/мин.
Калибровку проводят в среде азота, используя закрытые тигли.
Помещают в прибор тигли одинаковой массы - один с калибровочным материалом, другой пустой. Устанавливают на приборе такие же условия, как для испытания полиэтилена, записывают базовую линию. Для каждого калибровочного материала получают температурную поправку ΔТcorr вычитанием начальной температуры Т1 из температуры фазового перехода Т2.
Затем корректируют температурную шкалу прибора линейной интерполяцией температурной поправки в корректируемом диапазоне автоматически или в соответствии с уравнением
![]() (ДИ1)
(ДИ1)
где ΔТ1corr, ΔТ2corr - температурные поправки для двух калибровочных материалов;
ΔТ1cal, ΔТ2cal - истинные температуры фазовых переходов двух калибровочных материалов.
ДИ.4 Проведение испытания
В камеру дифференциального сканирующего калориметра помещают алюминиевый тигель с образцом и пустой алюминиевый эталонный тигель, тигли должны быть чистыми. При работе с образцом и тиглем используют пинцет.
Через камеру прибора пропускают азот со скоростью (50 ± 5) мл/мин, по истечении 5 мин включают программируемый нагрев, начиная от комнатной температуры до температуры (200 ± 0,1) °С со скоростью 20 °С/мин. Выдерживают образец при изотермическом режиме нагревания в течение 3 мин. Во время испытания строят график зависимости теплового потока q от времени τ ((рисунок ДИ.1).
Камеру прибора переключают на подачу кислорода с той же скоростью, что и подавался азот, и отмечают эту точку на термограмме как нулевое время испытания (точка А). Запись термограммы продолжают до достижения максимума экзотермой окисления, затем прибор отключают. Или, в качестве альтернативы, испытание прекращают после достижения установленного времени испытания.
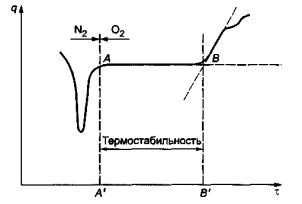
Рисунок ДИ.1 - Типичная кривая ДСК при определении термоокислительной стабильности полиэтилена
ДИ.5 Обработка результатов
К полученной кривой проводят касательную к экзотерме в точке ее максимального наклона до пересечения с продолжением горизонтальной прямой (точка В) и проецируют точки А и В на ось абсцисс.
За термостабильность принимают значение времени в минутах, прошедшее от точки A' до точки В', выраженное до трех значащих цифр. Термостабильность каждого образца должна быть более значения, указанного в таблице 3 настоящего стандарта.
Приложение ДК
(справочное)
Соответствие обозначений марок полиэтилена, применяемого для изготовления труб, по техническим документам обозначениям полиэтилена по настоящему стандарту
Таблица ДК.1
|
Обозначение полиэтилена по настоящему стандарту |
Обозначение марки полиэтилена по техническому документу |
|
ПЭ 80 |
ПЭ80Б-275, ПЭ80Б-286 по [9]; PE6GP-26B по [10]; F 3802Y, F3802YCF по [11]; F 3802В по [12] |
|
ПЭ 100 |
ПЭ2НТ11-9 по [13] |
Приложение ДЛ
(справочное)
Определение атмосферостойкости
ДЛ.1 Атмосферостойкость (старение при воздействии естественных климатических факторов) определяют по ГОСТ 9.708 (метод 1) на трубах диаметром 32 мм с SDR 11 или диаметром 63 мм с SDR 11, соответствующих требованиям настоящего стандарта. Испытания проводят на образцах в виде отрезка трубы длиной около 1 м. Получают исходные данные испытаний образцов той же партии и хранят несколько контрольных образцов в темном месте и соответствующей атмосфере до окончания испытаний.
ДЛ.2 Рабочая поверхность образцов, размещенных на раме, должна быть ориентирована на юг под углом наклона 45° к линии горизонта.
Продолжительность испытания определяют по данным энергии облучения (интенсивности суммарного солнечного излучения), взятым из результатов метеорологических наблюдений на климатических станциях.
После облучения энергией Е ≥ 3,5 ГДж/м2 образцы повторно испытывают по показателям: стойкость при постоянном внутреннем давлении (1000 ч при 80 °С), относительное удлинение при разрыве, термостабильность.
Примечание - При испытании на термостабильность после облучения с отрезков труб перед изготовлением испытуемых образцов снимают поверхностный слой (стружку) толщиной 0,2 мм.
ДЛ.3 Образцы считают выдержавшими испытание на атмосферостойкость, если результаты испытания соответствуют требованиям таблицы Г.1 (приложение Г).
Приложение ДМ
(справочное)
Перечень технических отклонений настоящего стандарта по отношению к ИСО 4437
ДМ.1 Ниже приведен текст структурных элементов стандарта ИСО 4437, подвергнутых изменениям в настоящем стандарте.
«1 Область применения
Настоящий международный стандарт устанавливает общие требования к композиции полиэтилена (ПЭ) для производства труб, физические и механические свойства труб, изготовленных из этих композиций, и требования к маркировке труб, которые предназначены для транспортирования газообразного топлива.
Распространяется на три типа труб:
- ПЭ трубы (наружный диаметр dn), в том числе с маркировочными полосами;
- ПЭ трубы с соэкструзионными слоями на наружной и/или внутренней поверхностях трубы (суммарный наружный диаметр dn), где все слои имеют одинаковый уровень MRS по приложению С;
- ПЭ трубы (наружный диаметр dn) с легкоудаляемой прилегающей оболочкой из термопласта на наружной поверхности по приложению D.
Настоящий международный стандарт включает руководство по расчету труб на основе максимального рабочего давления (МОР). Трубы предназначены для подземной прокладки.
Примечание - Если трубы, соответствующие настоящему международному стандарту, используют для надземной прокладки, то они всегда должны быть защищены футляром».
«4.4 Вторичный материал
Чистый вторичный материал может быть использован с учетом того, что он получен из труб и/или соединительных деталей, изготовленных из тех же композиций, что и относящаяся к делу продукция». 5.2.2 (таблица 5):
«Таблица 5 - Средний наружный диаметр и отклонение от крутости
В миллиметрах
|
Номинальный наружный диаметр dn |
dem, min |
dem, max |
Максимальное абсолютное отклонение от крутости (овальность)a |
|
|
Квалитет Кb |
Квалитет N |
|||
|
16 |
16,0 |
16,3 |
1,2 |
1,2 |
|
20 |
20,0 |
20,3 |
1,2 |
1,2 |
|
25 |
25,0 |
25,3 |
1,5 |
1,2 |
|
32 |
32,0 |
32,3 |
2,0 |
1,3 |
|
40 |
40,0 |
40,4 |
2,4 |
1,4 |
|
50 |
50,0 |
50,4 |
3,0 |
1,4 |
|
63 |
63,0 |
63,4 |
3,8 |
1,5 |
|
75 |
75,0 |
75,5 |
- |
1,6 |
|
90 |
90,0 |
90,6 |
- |
1,8 |
|
110 |
110,0 |
110,7 |
- |
2,2 |
|
125 |
125,0 |
125,8 |
- |
2,5 |
|
140 |
140,0 |
140,9 |
- |
2,8 |
|
160 |
160,0 |
161,0 |
- |
3,2 |
|
180 |
180,0 |
181,1 |
- |
3,6 |
|
200 |
200,0 |
201,2 |
- |
4,0 |
|
225 |
225,0 |
226,4 |
- |
4,5 |
|
250 |
250,0 |
251,5 |
- |
5,0 |
|
280 |
280,0 |
281,7 |
- |
9,8 |
|
315 |
315,0 |
316,9 |
- |
11,1 |
|
355 |
355,0 |
357,2 |
- |
12,5 |
|
400 |
400,0 |
402,4 |
- |
14,0 |
|
450 |
450,0 |
452,7 |
- |
15,6 |
|
500 |
500,0 |
503,0 |
- |
17,5 |
|
560 |
560,0 |
563,4 |
- |
19,6 |
|
630 |
630,0 |
633,8 |
- |
22,1 |
|
а Измерение отклонения от крутости проводят в месте изготовления в соответствии с ИСО 3126. b Для труб в бухтах с dn ≤ 63 мм применяют квалитет К, для труб dn ≥ 75 мм максимальную овальность устанавливают по соглашению. |
||||
«5.2.3 Толщины стенок и их допуски
Минимальная толщина стенки еу,min должна быть в соответствии с таблицей 6. Трубы небольших диаметров характеризуются толщиной стенки. Трубы больших диаметров характеризуются SDR. Могут применяться все значения SDR, выбранные из рядов, установленных ИСО 4065 и ИСО 161-1.
Таблица 6 - Минимальная толщина стенки
В миллиметрах
|
Номинальный наружный диаметр dn |
Минимальная толщина стенки еу, min |
||||||
|
SDR 9 |
SDR 11а |
SDR 13,6 |
SDR 17a |
SDR 17,6b |
SDR 21 |
SDR 26 |
|
|
16 |
3,0 |
2,3d |
- |
- |
- |
- |
- |
|
20 |
3,0 |
2,3d |
- |
- |
- |
- |
- |
|
25 |
3,0 |
2,3d |
2,0с |
- |
- |
- |
- |
|
32 |
3,6 |
3,0 |
2,4d |
2,0с |
2,0с |
- |
- |
|
40 |
4,5 |
3,7 |
3,0 |
2,4d |
2,3d |
2,0с |
- |
|
50 |
5,6 |
4,6 |
3,7 |
3,0 |
2,9d |
2,4d |
2,0с |
|
63 |
7,1 |
5,8 |
4,7 |
3,8 |
3,6 |
3,0 |
2,5d |
|
75 |
8,4 |
6,8 |
5,6 |
4,5 |
4,3 |
3,6 |
2,9d |
|
90 |
10,1 |
8,2 |
6,7 |
5,4 |
5,2 |
4,3 |
3,5 |
|
110 |
12,3 |
10,0 |
8,1 |
6,6 |
6,3 |
5,3 |
4,2 |
|
125 |
14,0 |
11,4 |
9,2 |
7,4 |
7,1 |
6,0 |
4,8 |
|
140 |
15,7 |
12,7 |
10,3 |
8,3 |
8,0 |
6,7 |
5,4 |
|
160 |
17,9 |
14,6 |
11,8 |
9,5 |
9,1 |
7,7 |
6,2 |
|
180 |
20,1 |
16,4 |
13,3 |
10,7 |
10,3 |
8,6 |
6,9 |
|
200 |
22,4 |
18,2 |
14,7 |
11,9 |
11,4 |
9,6 |
7,7 |
|
225 |
25,2 |
20,5 |
16,6 |
13,4 |
12,8 |
10,8 |
8,6 |
|
250 |
27,9 |
22,7 |
18,4 |
14,8 |
14,2 |
11,9 |
9,6 |
|
280 |
31,3 |
25,4 |
20,6 |
16,6 |
15,9 |
13,4 |
10,7 |
|
315 |
35,2 |
28,6 |
23,2 |
18,7 |
17,9 |
15,0 |
12,1 |
|
355 |
39,7 |
32,2 |
26,1 |
21,1 |
20,2 |
16,9 |
13,6 |
|
400 |
44,7 |
36,4 |
29,4 |
23,7 |
22,8 |
19,1 |
15,3 |
|
450 |
50,3 |
40,9 |
33,1 |
26,7 |
25,6 |
21,5 |
17,2 |
|
500 |
55,8 |
45,5 |
36,8 |
29,7 |
28,4 |
23,9 |
19,1 |
|
560 |
- |
50,9 |
41,2 |
33,2 |
31,9 |
26,7 |
21,4 |
|
630 |
- |
57,3 |
46,3 |
37,4 |
35,8 |
30,0 |
24,1 |
|
а Предпочтительные серии. b SDR 17,6 может быть исключено при следующем пересмотре настоящего международного стандарта. с Исходя из практического опыта сваривать трубы толщиной 2,0 мм методами стыковой сварки и электросварки не рекомендуется. d Значения минимальной толщины стенки большие, чем предельные размеры 2,3 мм, 2,4 мм и 2,9 мм, могут быть установлены исходя из практических соображений в соответствии с национальными требованиями. Смотри (для консультации) техническую документацию изготовителя или национальные спецификации. |
|||||||
Примечание - Минимальная требуемая толщина стенки для труб номинальным диаметром 75 мм и менее не всегда соответствует ИСО 4065.
Допуски на толщину стенки в любой точке должны соответствовать ИСО 11922-1:1997, Квалитет V. Максимально допустимое положительное предельное отклонение между минимальной толщиной стенки еу, min и толщиной стенки в любой точке еу должно соответствовать таблице 7
Таблица 7 - Допуски на толщину стенки в любой точке
В миллиметрах
|
Минимальная толщина стенки еу, min |
Предельное отклонение положительное |
Минимальная толщина стенки еу, min |
Предельное отклонение положительное |
||
|
> |
≤ |
> |
≤ |
||
|
2,0 |
3,0 |
0,4 |
30,0 |
31,0 |
3,2 |
|
3,0 |
4,0 |
0,5 |
31,0 |
32,0 |
3,3 |
|
4,0 |
5,0 |
0,6 |
32,0 |
33,0 |
3,4 |
|
5,0 |
6,0 |
0,7 |
33,0 |
34,0 |
3,5 |
|
6,0 |
7,0 |
0,8 |
34,0 |
35,0 |
3,6 |
|
7,0 |
8,0 |
0,9 |
35,0 |
36,0 |
3,7 |
|
8,0 |
9,0 |
1,0 |
36,0 |
37,0 |
3,8 |
|
9,0 |
10,0 |
1,1 |
37,0 |
38,0 |
3,9 |
|
10,0 |
11,0 |
1,2 |
38,0 |
39,0 |
4,0 |
|
11,0 |
12,0 |
1,3 |
39,0 |
40,0 |
4,1 |
|
12,0 |
13,0 |
1,4 |
40,0 |
41,0 |
4,2 |
|
13,0 |
14,0 |
1,5 |
41,0 |
42,0 |
4,3 |
|
14,0 |
15,0 |
1,6 |
42,0 |
43,0 |
4,4 |
|
15,0 |
16,0 |
1,7 |
43,0 |
44,0 |
4,5 |
|
16,0 |
17,0 |
1,8 |
44,0 |
45,0 |
4,6 |
|
17,0 |
18,0 |
1,9 |
45,0 |
46,0 |
4,7 |
|
18,0 |
19,0 |
2,0 |
46,0 |
47,0 |
4,8 |
|
19,0 |
20,0 |
2,1 |
47,0 |
48,0 |
4,9 |
|
20,0 |
21,0 |
2,2 |
48,0 |
49,0 |
5,0 |
|
21,0 |
22,0 |
2,3 |
49,0 |
50,0 |
5,1 |
|
22,0 |
23,0 |
2,4 |
50,0 |
51,0 |
5,2 |
|
23,0 |
24,0 |
2,5 |
51,0 |
52,0 |
5,3 |
|
24,0 |
25,0 |
2,6 |
52,0 |
53,0 |
5,4 |
|
25,0 |
26,0 |
2,7 |
53,0 |
54,0 |
5,5 |
|
26,0 |
27,0 |
2,8 |
54,0 |
55,0 |
5,6 |
|
27,0 |
28,0 |
2,9 |
55,0 |
56,0 |
5,7 |
|
28,0 |
29,0 |
3,0 |
56,0 |
57,0 |
5,8 |
|
29,0 |
30,0 |
3,1 |
57,0 |
58,0 |
5,9 |
Пункт 5.3. (Таблица 8 приведена полностью).
Таблица 8 - Механические характеристики трубы
|
Характеристика |
Единица измерения |
Требование |
Параметр испытания |
Метод испытания |
|
|
ч |
Время до разрушения ≥ 100 ч |
20 °С ПЭ 80; 9,0 МПа ПЭ 100; 12,4 МПа |
ИСО 1167-1a ИСО 1167-2а |
|
Гидростатическая прочность |
Время до разрушения ≥ 165 чb |
80 °С ПЭ 80; 4,5 МПа ПЭ 100; 5,4 МПа |
||
|
|
Время до разрушения ≥ 1000 ч |
ПЭ 80; 4,0 МПа ПЭ 100; 5,0 МПа |
||
|
Относительное удлинение при разрыве |
% |
≥ 350 |
- |
ИСО 6259-1 ИСО 6259-3 |
|
Стойкость к быстрому распространению трещин (RCP) (БРТ) |
|
рс ≥ 1,5 × МОР и |
|
ИСО 13477 |
|
бар |
pc = 3,6 × pcS4 + 2,6 (в барах)с |
0°С |
||
|
Стойкость к медленному распространению трещин: метод конуса (еn ≤ 5 мм) |
мм/день |
< 10 |
80 °С |
ИСО 13480 |
|
Стойкость к медленному распространению трещинd: метод с надрезом (еn > 5 мм) |
ч |
≥ 500 |
80 °С |
ИСО 13479 |
|
а Заглушка типа А. b Окончательным результатом является хрупкое разрушение. В случае пластического разрушения до истечения контрольного времени испытания может быть выбрано более низкое напряжение. Минимальное время испытания, соответствующее выбранному напряжению, полученное из графика напряжение/время, приведено в таблице 9. с Испытания (RCP) (БРТ) применимы к ПЭ трубам, используемым в распределительных сетях при 0,1 < МОР £ 4 бара и dn ³ 250 мм, или в распределительных сетях при МОР > 4 бар и dn ³ 90 мм. Испытание проводят обязательно только в случае, когда толщина стенки трубы больше установленной для испытания БРТ, проводимого для оценки композиции (см. таблицу 2). Для более жестких условий эксплуатации (например, отрицательные температуры) испытания БРТ также рекомендуется проводить для определения критического давления при минимальной рабочей температуре. Коэффициент корреляции полномасштабный метод/ метод S4 равен 3,6 и определяется по формуле pcFS + patm = 3,6 (pcFS + patm), где pcFS - критическое давление при полномасштабном методе; patm - атмосферное давление; pcS4 - критическое давление при маломасштабном методе. Примечание - Следует принимать во внимание, что в дальнейшем коэффициент корреляции может быть изменен. Если результат не удовлетворяет требованию, проводят повторное испытание полномасштабным методом по ИСО 13478. В этом случае критическое давление рс = pcFS. d Условия испытаний - см. по ИСО 13479. |
||||
«5.6 Минимальные требования к содержанию маркировки
Элементы маркировки должны быть нанесены методом печати или формования непосредственно на трубу таким образом, чтобы маркировка не приводила к возникновению трещин и других повреждений. При нормальном хранении, в результате погодных и технологических воздействий, использования допускаемых методов монтажа и эксплуатации маркировка должна оставаться разборчивой в течение использования трубы.
Если используется печать, цвет напечатанной информации должен отличаться от основного цвета изделия. Размер и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Все трубы должны иметь маркировку в соответствии с таблицей 12.
Длина труб в бухте может быть указана на бухте.
Маркировку наносят с интервалом не более 1 м.
Таблица 12 - Минимальные требования к содержанию маркировки
|
Элемент маркировки |
Маркировка или символ |
|
Изготовитель или товарный знак |
Наименование изготовителя или знак |
|
Внутренняя среда |
Газ |
|
Для труб en ≤ 3,0 мм: номинальный наружный диаметр х толщина стенки |
dn × en |
|
Для труб en > 3,0 мм: номинальный наружный диаметр серия трубы |
dn SDR |
|
Материал и обозначение |
ПЭ 80 или ПЭ 100 |
|
Месяц, год и место (для обеспечения прослеживаемости) производства |
Дата изготовления, год и месяц, цифрами или в виде кода. Наименование или код места производства, если производства находятся в разных местах |
|
Ссылка на настоящий международный стандарт |
ИСО 4437 |
Приложение ДН
(справочное)
Перечень структурных элементов ИСО 4437, не включенных в настоящий стандарт
Раздел 1. Примечание:
«Примечание - Если трубы, соответствующие настоящему международному стандарту, используют для наружной прокладки, то они всегда должны быть защищены футляром».
3.12. Примечание:
«Примечание - 1 бар = 0,1 МПа = 105 Па; 1 МПа = 1 Н/мм2».
«3.15 вторичный материал: Неиспользованный материал, полученный путем дробления или гранулирования собственной продукции, для повторного использования изготовителем труб».
«4.2 Изменение свойств композиции
Любые изменения в уровнях дозировки или технологическом процессе производства композиции, влияющие на эксплуатационные качества трубы, могут потребовать проведения новой классификации композиции.
Примечание - См. библиографические ссылки [5] и [7]».
5.3. Таблица 8. Не включено (в таблицу 3 настоящего стандарта) следующее испытание.
|
Характеристика |
Единица измерения |
Требование |
Параметр испытания |
Метод испытания |
|
Стойкость к медленному распространению трещин: метод конуса (en £ 5 мм) |
мм/день |
< 10 |
80 °С |
ИСО 13480 |
5.4. Таблица 10. Не включен (в таблицу 3 настоящего стандарта) нижеприведенный показатель.
|
Характеристика |
Единица измерения |
Требование |
Параметр испытания |
Метод испытания |
|
Показатель текучести расплава (ПТР) |
г/10 мин |
Изменение ПТР после переработки < 20 %а |
190 °С |
ИСО 1133 |
|
а Значение, определяемое изготовителем труб по отношению к значению, определенному на композиции. |
||||
«Приложение
В
(информационное)
Настоящий международный стандарт определяет физические свойства ПЭ труб подземного заложения для транспортирования газообразного топлива. Он устанавливает требования к размерам и максимальному рабочему давлению в зависимости от коэффицента запаса прочности и рабочей температуры.
Настоящее руководство касается вычисления расчетного напряжения σs, SDR трубы и толщины стенки. Минимальную длительную прочность MRS материала трубы (определенную при 20 °С на срок службы 50 лет по ИСО 9080) делят на коэффициент запаса прочности (для расчета трубопроводов) С
![]()
Настоящим международным стандартом для расчетов систем газоснабжения установлено минимальное значение С, равное 2,0.
B.1 Расчетное напряжение труб σs
ИСО 12162 описывает «коэффициент запаса прочности (для расчета трубопроводов)» или «коэффициент С», детализируя содержание этого коэффициента, и приводит его минимальные значения для применения.
В соответствии с ИСО 12162:1995 (раздел 5) минимальный коэффициент должен быть установлен для гидростатического рабочего давления воды при 20 °С на срок службы 50 лет с учетом следующих факторов:
а) дополнительных напряжений и других воздействий, не определяемых количественно, которые могут возникнуть при эксплуатации;
b) влияния температуры, времени и среды внутри и снаружи трубы, если они отличаются от принятых 20 °С, срока службы 50 лет, установленных в ИСО 9080, это влияние может иметь как положительное, так и отрицательное воздействие;
c) стандартов, имеющих отношение к MRS для температур, отличающихся от 20 °С.
Минимальные значения коэффициента С приведены в ИСО 12162:1995, таблица 2.
Расчетное напряжение обозначают символом, приведенным в ИСО 12162, как σs, однако аббревиатура HDS (гидростатическое расчетное напряжение) также широко распространена в международной практике. С целью удовлетворения требований на всей международной арене и как компромисс предлагается альтернативное обозначение: σHds.
B.2 Коэффициент С
Рассматриваемый коэффициент С относится к материалу труб, предполагаемым условиям монтажа и рабочим условиям. Однако нет четкого разграничения между соответствующим влиянием, характеризующим материал, и влиянием на коэффициент условий применения. Это должно быть откорректировано отдельными коэффициентами, касающимися влияния материала и аспектов применения. Доля коэффициента, относящегося к условиям применения, не рассматривается в настоящем международном стандарте, который должен быть сосредоточен только на материале.
Поэтому коэффициент, относящийся к материалу См, должен быть меньше значения 2,0, указанного в настоящем международном стандарте, и должен быть определен ИСО/ТК 138 ПК 4 опытным путем. Он должен учитывать свойства элементов трубопровода, не учтенные в σLPL (например, влияние процесса экструзии, колебания свойств от партии к партии). Таким образом, минимальный коэффициент должен быть равен 1,25 (такой же, как для воды).
Коэффициент, относящийся к применению Сa, должен быть передан на усмотрение инженера по газораспределению с использованием соответствующего свода правил по проектированию (как приведено в ИСО/ТС 10839) и национальных правил и может зависеть от местоположения трубопровода, МОР, типа транспортируемого газа и т.д. При этом необходимо учитывать различия между (гидро)статическим и динамическим нагружением.
Транспортируемая среда, такая как газы или агрессивные конденсаты, в случае абсорбирования может снижать прочность материала, на котором базируется расчетное напряжение; при этом влияние газа значительно меньше, чем конденсата. Для природного газа предлагается коэффициент СА, зависящий от типа газа, установить равным 1,0 (как и для воды). Для СУГ (сжиженных попутных газов) компонент СА должен быть 1,1 - на 10 % более, чем для природного газа (разность, которая уже определена в газовой промышленности в соответствии со сводами правил ИСО). Этот коэффициент для промышленных газов должен учитывать состав газа со специальной ссылкой на жидкие углеводороды и должен быть не менее 1,2. Однако эта составляющая коэффициента должна стать предметом дальнейшего обсуждения».
Приложение D.
Примечание к D.1.
«Примечание - Другие типы многослойных труб установлены в стандартах ИСО 17484-1 или ИСО 18225».
D.3. Второй абзац: «Характеристики трубы с оболочкой до и после определения атмосферостойкости по 4.5 должны соответствовать 5.3. Выбранные условия гарантируют, что труба отвечает установленным требованиям по испытательным напряжениям».
D.5. Второй абзац: «На защитную оболочку также наносят маркировку, которая предупреждает, что перед электросваркой или механическим соединением защитная оболочка должна быть удалена».
Приложение ДП
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДП.1
|
Обозначение ссылочного национального, межгосударственного стандарта |
Степень соответствия |
Обозначение и наименование ссылочного международного стандарта |
|
NEQ |
ИСО 16781:2003 «Системы пластмассовых трубопроводов и каналов. Пластмассовые трубы и соединительные детали. Метод определения атмосферостойкости при воздействии естественных климатических факторов» |
|
|
IDТ |
ИСО 161-1:1996 «Трубы из термопластов для транспортирования жидких и газообразных сред. Номинальные наружные диаметры и номинальные давления. Часть 1. Метрическая серия» |
|
|
IDТ |
ИСО 3126:2005 «Трубопроводы из пластмасс. Пластмассовые элементы. Определение размеров» |
|
|
IDТ |
ИСО 4065:1996 «Трубы из термопластов. Таблица универсальных толщин стенок» |
|
|
ГОСТ 8032-84 |
NEQ |
ИСО 3:1973 «Предпочтительные числа и ряды предпочтительных чисел»: ИСО 497:1973 «Правила применения рядов предпочтительных чисел и рядов приближенных предпочтительных чисел» |
|
ГОСТ 11645-73 |
NEQ |
ИСО 1133:2005 «Пластмассы. Определение индекса текучести расплава термопластов по массе (MFR) и по объему (MVR)» |
|
ГОСТ ИСО 11922-1-2006 |
IDТ |
ИСО 11922-1:1997 «Трубы из термопластичных материалов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия» |
|
ГОСТ ИСО 12162-2006 |
IDТ |
ИСО 12162:1995 «Материалы термопластичные для напорных труб и соединительных деталей. Классификация и обозначение. Коэффициент запаса прочности» |
|
ГОСТ 15139-69 |
NEQ |
ИСО 1183-1:2004 «Пластмассы. Методы определения плотности непористых пластмасс. Часть 1. Метод погружения, метод с применением жидкостного пикнометра и метод титрования»; ИСО 1183-2:2004 «Пластмассы. Методы определения плотности непористых пластмасс. Часть 2. Определение плотности с помощью градиентной колонки»; ИСО 1183-3:1999 «Пластмассы. Методы определения плотности непористых пластмасс. Часть 3. Метод с применением газового пикнометра» |
|
ГОСТ 24157-80 |
NEQ |
ИСО 1167:1996* «Трубы из термопластов для транспортирования жидких и газообразных сред. Стойкость к внутреннему давлению. Метод испытания» |
|
ГОСТ 26311-84 |
NEQ |
АСТМ Д 3849-07 Стандартный метод определения сажи. Морфологическая характеристика, определенная с помощью электронного микроскопа |
|
ГОСТ 26359-84 |
NEQ |
ЕН 12099:1997 «Трубопроводы из пластмасс. Материалы для труб и элементов из полиэтилена. Определение содержания летучих веществ» |
|
ГОСТ 27078-86 |
NEQ |
ИСО 2505:1981** «Трубы из термопластов. Изменение длины. Метод определения и параметры» |
|
MOD |
ИСО 6259-1:1997 «Трубы из термопластов. Определение свойств при растяжении. Часть 1. Общий метод испытания» |
|
|
MOD |
ИСО 6259-3:1997 «Трубы из термопластов. Определение свойств при растяжении. Часть 3. Трубы из полиолефинов» |
|
|
*Действуют ИСО 1167-1:2006, ИСО 1167-2:2006. ** Действует ИСО 2505:2005. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
||
Приложение ДР
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДР.1
|
Структура настоящего стандарта |
Структура международного стандарта ИСО 4437:2007 |
|
1 Область применения |
1 Область применения |
|
2 Нормативные ссылки |
2 Нормативные ссылки |
|
3 Термины и определения |
3 Термины и определения |
|
4 Основные параметры и размеры (5.2) |
4 Композиция ПЭ |
|
4,1 Средний наружный диаметр и овальность и их предельные отклонения (5.2.2) |
4.1 Технические данные |
|
* |
4.2 Изменение свойств композиции |
|
4,2 Толщины стенок и их предельные отклонения (5.2.3) |
4.3 Композиция для маркировочных полос |
|
* |
4.4. Вторичный материал |
|
4.3 Средний наружный диаметр после прогрева (5.2.4) |
4.5 Характеристики композиции ПЭ |
|
5 Технические требования (5) |
4.6 Свариваемость композиции ПЭ |
|
5.1 Характеристики (5.1, 5.3, 5.4, 5.5) |
4.7 Классификация |
|
5.2 Требования к сырью (4) |
5 Трубы |
|
5.2.1 Технические данные (4.1) |
5.1 Внешний вид |
|
5.2.2 Характеристики ПЭ композиции (4.5) |
5,2 Геометрические характеристики |
|
5.2.3 Композиция для маркировочных полос (4.3) |
5.2.1 Общие положения |
|
5.2.4 Вторичное сырье (4.4) |
5.2.2 Средний наружный диаметр и отклонение от крутости (овальность) и их допуски |
|
5.2.5 Классификация (4.7) |
5.2.3 Толщины стенок и их допуски |
|
5.3 Маркировка (5.6) |
5.2.4 Кольцевая усадка диаметра |
|
5.4 Упаковка** (-) |
5.3 Механические характеристики |
|
6 Требования безопасности и охраны окружающей среды** (-) |
5.4 Физические характеристики |
|
7 Правила приемки** (-) |
5.5 Совместимость (материалов) для соединений свариваемых встык |
|
8 Методы испытаний** (-) |
5.6 Минимальные требования к содержанию маркировки |
|
8.1 Общие положения** (-) |
Приложение А Стойкость к газовым составляющим |
|
8.2 Внешний вид (5.1) |
Приложение В*** Руководство по расчету |
|
8.3 Определение размеров (5.2.1) |
Приложение С Трубы с соэкструзионными слоями |
|
8.4 Определение среднего наружного диаметра труб после прогрева (5.2.4) |
Приложение D Трубы с легкоудаляемой защитной оболочкой |
|
8.5 Определение стойкости при постоянном внутреннем давлении (5.3, таблица 8) |
Приложение Е Техника пережима |
|
8.6 Определение изменения длины труб после прогрева (5.4, таблица 10) |
|
|
8.7 Определение стойкости к газовым составляющим (приложение А) |
|
|
8.8 Определение свариваемости - стойкости к осевому растяжению сварного стыкового соединения (5.5) |
|
|
9 Транспортирование и хранение** (-) |
|
|
10 Гарантии изготовителя** (-) |
|
|
Приложение А Трубы с соэкструзионными слоями (приложение С) |
|
|
Приложение Б Трубы с защитной оболочкой (приложение D) |
|
|
Приложение В Определение стойкости к внутреннему давлению после применения пережима (приложение Е) |
|
|
Приложение Г Характеристики композиции полиэтилена для изготовления труб и маркировочных полос (4.5) |
|
|
Приложение ДА Соотношение между коэффициентом запаса прочности и максимальным рабочим давлением |
|
|
Приложение ДБ Коэффициент снижения давления при различных рабочих температурах газа |
|
|
Приложение ДВ Расчетная масса 1 м труб |
|
|
Приложение ДГ Порядок оформления и утверждения контрольных образцов внешнего вида |
|
|
Приложение ДД Определение стойкости к быстрому распространению трещин (БРТ) маломасштабным методом (S4) |
|
|
Приложение ДЕ Определение стойкости к быстрому распространению трещин (БРТ) полномасштабным методом (FS) |
|
|
Приложение ДЖ Определение стойкости к медленному распространению трещин (метод с надрезом) |
|
|
Приложение ДИ Определение термостабильности |
|
|
Приложение ДК Соответствие обозначений марок полиэтилена, применяемого для изготовления труб, по техническим документам обозначениям полиэтилена по настоящему стандарту |
|
|
Приложение ДЛ Определение атмосферостойкости (4.5, таблица 2) |
|
|
Приложение ДМ Перечень технических отклонений настоящего стандарта по отношению к ИСО 4437 |
|
|
Приложение ДН Перечень структурных элементов ИСО 4437, не включенных в настоящий стандарт |
|
|
Приложение ДП Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте |
|
|
Приложение ДР Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта |
|
|
Библиография |
Библиография |
|
* Данный подраздел исключен (см. «Введение»), ** Включение в настоящий стандарт данных разделов и подразделов обусловлено необходимостью приведения его в соответствие с требованиями ГОСТ 1.5. *** Данное приложение исключено, т.к. его положения имеют рекомендательный и неокончательный характер (см. «Введение»). |
|
Библиография
|
Трубы и фитинги из пластмасс. Изготовление образцов соединений труба/труба или труба/фитинг методом сварки встык |
|
|
[2] Гигиенические нормативы ГН 2.2.5.1313-03 |
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
|
Системы трубопроводов из пластмасс. Полиэтиленовые трубы. Метод испытания на стойкость к внутреннему давлению после применения пережима |
|
|
Метод определения степени распределения пигмента или углеродной сажи в пластмассовых трубах, фитингах и композициях |
|
|
Трубы из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к быстрому распространению трещин (RCP) (БРТ). Маломасштабный метод (метод S4) |
|
|
Трубы из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к быстрому распространению трещин (RCP) (БРТ). Полномасштабный метод (FST) |
|
|
Трубы из полиолефинов для транспортирования жидких и газообразных сред. Определение стойкости к распространению трещин. Метод испытания на медленное распространение трещин на трубах с надрезом |
|
|
Пластмассы. Дифференциальная сканирующая колориметрия. Часть 6. Определение времени индукции окисления (изотеримическая OIT) и температуры индукции окисления (динамическая OIT) |
|
|
Композиция полиэтилена средней плотности для труб и соединительных деталей газораспределительных сетей марок ПЭ80Б-275 и ПЭ80Б-286 |
|
|
Полиэтилен низкого давления (газофазный метод) |
|
|
Полиэтилен средней плотности для трубопроводов |
|
|
Полиэтилен средней плотности марки F 3802В для трубопроводов |
|
|
Композиция полиэтилена высокой плотности типа ПЭ 100 |
Ключевые слова: трубы из полиэтилена для газопроводов, трубы с защитной оболочкой для газопроводов, размеры, технические требования, правила приемки, методы испытаний, транспортирование, хранение