|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ
ИЗДЕЛИЙ ИЗ КОРРОЗИОННО-СТОЙКОЙ
НЕРЖАВЕЮЩЕЙ СТАЛИ
Часть 1
Болты, винты и шпильки
ISO 3506-1:1997
Mechanical properties of corrosion-resistant stainless steel fasteners
Part 1: Bolts, screws and studs
(IDT)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 декабря
4 Настоящий стандарт идентичен международному стандарту ИСО 3506-1:1997 «Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки» (ISO 3506-1:1997 «Mechanical properties of corrosion-resistant stainless steel fasteners - Parti: Bolts, screws and studs»)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и действующим в этом качестве межгосударственным стандартам, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ Часть 1 Болты, винты и шпильки Mechanical properties of corrosion-resistant
stainless steel fasteners. |
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает механические свойства болтов, винтов и шпилек, изготовленных из аустенитных, мартенситных и ферритных коррозионно-стойких нержавеющих сталей при испытании в условиях с температурой окружающей среды от 15°С до 25°С. Механические свойства изменяются при повышении или понижении температуры.
Стандарт распространяется на болты, винты и шпильки:
-
с номинальным диаметром резьбы d до
- с треугольной метрической резьбой, с диаметром и шагом по ИСО 68-1, ИСО 261 и ИСО 262;
- любой конструкции.
Настоящий стандарт не распространяется на болты, винты и шпильки со специальными свойствами, такими как свариваемость.
Настоящий стандарт не устанавливает требования к коррозионной стойкости или стойкости к окислению в особых условиях окружающей среды. Часть информации о материалах, для особых условий окружающей среды, приведена в приложении Е. Определения коррозии и коррозионной стойкости - по ИСО 8044.
Настоящий стандарт устанавливает классификацию по классам прочности крепежных изделий из коррозионно-стойкой нержавеющей стали. Некоторые из этих сталей допускается применять при низких температурах до минус 200°С, другие - при высоких температурах среды до 800°С. Информация о влиянии температуры на механические свойства приведена в приложении F.
Коррозионная стойкость, окисляемость и механические свойства при повышенных и пониженных температурах должны быть согласованы между изготовителем и потребителем в каждом конкретном случае. Изменение риска межкристаллитной коррозии при повышении температуры в зависимости от содержания углерода показано в приложении G.
Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях - немагнитные; после холодного деформирования могут проявиться магнитные свойства (см. приложение Н).
2 Нормативные ссылки
Следующие ниже нормативные стандарты содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных стандартов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих стандартов.
ИСО 68-1 Резьбы ИСО винтовые общего назначения. Основной профиль. Часть 1. Метрические винтовые резьбы (ISO 68-1, ISO general purpose screw threads - Basic profile - Part 1: Metric screw threads)
ИСО 261 Резьбы метрические ИСО общего назначения. Общий вид (ISO 261, ISO general purpose metric screw threads - General plan)
ИСО 262 Резьбы ИСО метрические общего назначения. Выбранные размеры для винтов, болтов и гаек (ISO 262, ISO general purpose metric screw threads - Selected sizes for screws, bolts and nuts)
ИСО 724:1993 Резьбы метрические ИСО общего назначения. Основные размеры (ISO 724, ISO general purpose metric screw threads - Basic dimensions)
ИСО 898-1:1999 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки (ISO 898-1:1999, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs)
ИСО 3651-1 Стали нержавеющие. Определение стойкости к межкристаллитной коррозии. Часть 1. Аустенитные и ферритно-аустенитные (дуплекс) нержавеющие стали. Коррозионное испытание в азотной кислоте посредством измерения потери массы (метод Хью) (ISO 3651-1, Determination of resistance to intergranular corrosion stainless steels - Part 1: Austenitic and ferritic-austenitic (duplex) stainless steels - Corrosion test in nitric acid medium by measurement of loss in mass (Huey test)
ИСО 3651-2 Стали нержавеющие. Определение стойкости к межкристаллитной коррозии. Часть 2. Ферритные, аустенитные и ферритно-аустенитные (дуплекс) нержавеющие стали. Коррозионное испытание в среде, содержащей серную кислоту (ISO 3651-2, Determination of resistance to intergranular corrosion steels - Part 2: Ferrictic, austenitic and ferritic-austenitic (duplex) stainless steels - Corrosion test in media containing sulfuric acid)
ИСО 6506:1981 Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю (ISO 6506:1981, Metallic materials - Hardness test - Brinell test)
ИСО 6507-1:1997 Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (ISO 6507-1:1997, Metallic materials - Hardness test - Vickers test - Part 1: Test method)
ИСО 6508:1986 Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А, В, С, D, E, F, G, Н, К) (ISO 6508:1986, Metallic materials - Hardness test - Rockwell test (scales A - B - C - D - E - F - G - H - K)
ИСО 6892 Материалы металлические. Испытание на растяжение (ISO 6892 Metallic materials - Tensile testing at ambient temperature)
ИСО 8044 Коррозия металлов и сплавов. Общие термины и определения (ISO 8044, Corrosion of metals and alloys - Basic terms and definitions)
3 Обозначения, маркировка и обработка
3.1 Обозначения
Система обозначений марок нержавеющей стали и классов прочности болтов, винтов и шпилек приведена на рисунке 1. Обозначение материала состоит из двух частей, разделенных дефисом. Первая часть обозначает марку стали, вторая часть - класс прочности.
Обозначение марки стали (первая часть) состоит из буквы:
А - аустенитная сталь;
С - мартенситная сталь;
F - ферритная сталь, которая обозначает класс стали, и цифры, которая обозначает диапазон предельных значений химического состава этого класса стали.
Обозначение класса прочности (вторая часть) состоит из двух цифр, которые обозначают 0,1 минимального предела прочности на разрыв.
Примеры обозначения:
1 - аустенитной нержавеющей стали, холоднодеформированной, с пределом прочности на разрыв не менее 700 Н/мм2 (700 МПа) - А2-70.
2 - мартенситной стали, закаленной и отпущенной, с пределом прочности на разрыв не менее 700 Н/мм2 (700 МПа) - С4-70.
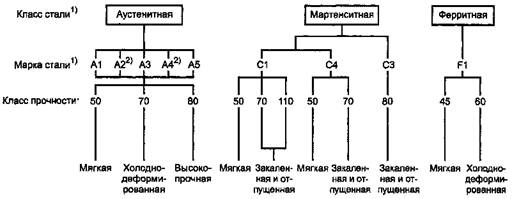
1) Классы стали, классифицированные по рисунку 1, описаны в приложении В и определены химическим составом по таблице 2.
2) Нержавеющие стали с содержанием углерода не более 0,03 % могут быть дополнительно промаркированы буквой L.
Пример - A4L-80
Рисунок 1 - Система обозначений марок нержавеющей стали и классов прочности болтов, винтов и шпилек
3.2 Маркировка
Крепежные изделия, удовлетворяющие всем требованиям настоящего стандарта, маркируют и(или) обозначают в соответствии с 3.1.
3.2.1 Болты и винты
Все болты и винты с шестигранной головкой и винты с внутренним шестигранником в головке, номинальным диаметром резьбы d ≥
3.2.2 Шпильки
Шпильки номинальным диаметром резьбы d ≥
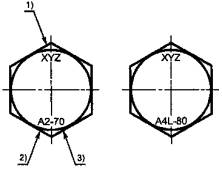
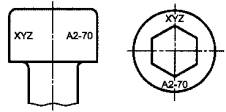
1) Знак изготовителя.
2) Марка стали.
3) Класс прочности.
Маркировка болтов и винтов с шестигранной головкой
Маркировка винтов с внутренним шестигранником в головке (варианты маркировки)
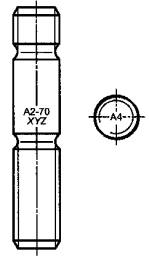
Маркировка шпилек
Примечание - Маркировка левой резьбы - по ИСО 898-1
Рисунок 2 - Маркировка болтов, винтов и шпилек
3.2.3 Упаковка
На всех упаковках любых размеров должна быть маркировка с указанием обозначения изделия и товарного знака изготовителя.
3.3 Завершающая обработка
Если не указано иное, крепежные изделия в соответствии с настоящим стандартом поставляют чистыми без дополнительной обработки. Для достижения максимальной коррозионной стойкости рекомендуется пассивация.
4 Химический состав
Химический состав нержавеющих сталей для крепежных изделий согласно настоящему стандарту приведен в таблице 1.
Выбор химического состава в установленных для марки стали пределах - на усмотрение изготовителя, если химический состав не согласован между изготовителем и потребителем.
В случаях возникновения риска межкристаллитной коррозии рекомендуется проведение испытаний по ИСО 3651-1 или ИСО 3651-2. В таких случаях рекомендуется применять стабилизированные нержавеющие стали A3 и А5 или нержавеющие стали А2 и А4 с содержанием углерода не более 0,03 %.
Таблица 1 - Марки нержавеющей стали. Химический состав
|
Класс стали |
Марка |
Химический состав, %1) |
Сноска |
||||||||
|
С |
Si |
Мn |
Р |
S |
Сr |
Mo |
Ni |
Сu |
|||
|
Аустенитные |
А1 |
0,12 |
1 |
6,5 |
0,2 |
0,15-0,35 |
16-19 |
0,7 |
5-10 |
1,75-2,25 |
2), 3), 4) |
|
А2 |
0,1 |
1 |
2 |
0,05 |
0,03 |
15-20 |
-5) |
8-19 |
4 |
7), 8) |
|
|
A3 |
0,08 |
1 |
2 |
0,045 |
0,03 |
17-19 |
-5) |
9-12 |
1 |
9) |
|
|
А4 |
0,08 |
1 |
2 |
0,045 |
0,03 |
16-18,5 |
2-3 |
10-15 |
1 |
8), 10) |
|
|
А5 |
0,08 |
1 |
2 |
0,045 |
0,03 |
16-18,5 |
2-3 |
10,5-14 |
1 |
9), 10) |
|
|
Мартенситные |
С1 |
0,09-0,15 |
1 |
1 |
0,05 |
0,03 |
11,5-14 |
- |
1 |
- |
10) |
|
С3 |
0,17-0,25 |
1 |
1 |
0,04 |
0,03 |
16-18 |
- |
1,5-2,5 |
- |
|
|
|
С4 |
0,08-0,15 |
1 |
1,5 |
0,06 |
0,15-0,35 |
12-14 |
0,6 |
1 |
- |
2), 10) |
|
|
Ферритные |
F1 |
0,12 |
1 |
1 |
0,04 |
0,03 |
15-18 |
-6) |
1 |
- |
11), 12) |
|
1) Приведены максимальные значения, если не указано иное. 2) Сера может быть заменена селеном. 3) Если содержание никеля менее 8 %, то содержание марганца должно быть не менее 5 %. 4) При содержании никеля более 8 % нижний предел содержания меди не применяется. 5) Молибден может присутствовать по решению изготовителя стали. В случае если содержание молибдена влияет на условия применения стали, его содержание должно быть согласовано между изготовителем и потребителем стали. 6) Молибден может присутствовать по решению изготовителя стали. 7) Если содержание хрома менее 17 %, содержание никеля должно быть не менее 12 %. 8) Для аустенитных сталей с минимальным содержанием углерода 0,03 % содержание азота не должно превышать 0,22 %. 9) Для стабилизации содержание титана должно быть не менее 5 × % С, но не более 0,8 %, или содержание ниобия и (или) тантала - не менее 10 × % С, но не более 1,0 %. 10) По решению изготовителя стали содержание углерода может быть выше для достижения особых механических свойств, но не должно превышать 0,12 %. 11) Допускается содержание титана не менее 5 × % С, но не более 0,8 %. 12) Допускается содержание ниобия и (или) тантала не менее 10 × % С, но не более 1,0 %. |
|||||||||||
|
Примечания 1 Описание указанных марок нержавеющих сталей с учетом их свойств и области применения приведены в приложении В. 2 Примеры нержавеющих сталей по ИСО 683-13 и ИСО 4954 приведены в приложениях С и D соответственно. 3 Некоторые материалы для специального применения описаны в приложении Е. |
|||||||||||
5 Механические свойства
Механические свойства болтов, винтов и шпилек должны соответствовать указанным в таблицах 2, 3 или 4.
Для болтов и винтов из мартенситной стали прочность на разрыв при испытании на косой шайбе не должна быть меньше минимальных значений предела прочности на разрыв, приведенных в таблице 3.
Указанные в данном разделе требования по механическим свойствам следует выполнять при испытаниях в соответствии с программой испытаний, указанной в разделе 6.
Таблица 2 - Механические свойства болтов, винтов и шпилек из аустенитных сталей
|
Класс стали |
Марка |
Класс прочности |
Ряд диаметров резьбы |
Предел прочности на разрыв Rm1), Н/мм2, не менее |
Условный предел текучести Rp021), Н/мм2, не менее |
Удлинение после разрыва А2), мм, не менее |
|
Аустенитные |
А1, А2 А3, А4 А5 |
50 |
≤ М39 |
500 |
210 |
0,6 d |
|
70 |
≤ М243) |
700 |
450 |
0,4 d |
||
|
80 |
≤ М393) |
800 |
600 |
0,3 d |
||
|
1) Напряжения растяжения рассчитывают по площади расчетного сечения болта (см. приложение А). 2) Определяют в соответствии с 6.2.4 сравнением фактической длины винта до испытания и составленных после испытания частей, d - номинальный диаметр резьбы. 3) Для крепежных изделий с номинальным диаметром резьбы d более |
||||||
Таблица 3 - Механические свойства болтов, винтов и шпилек из мартенситных и ферритных сталей
|
Класс стали |
Марка |
Класс прочности |
Предел прочности на разрыв Rm1), Н/мм2, не менее |
Условный предел текучести Rp0,21), Н/мм2, не менее |
Удлинение после разрыва А2), мм, не менее |
Твердость |
||
|
HB |
HRC |
HV |
||||||
|
Мартенситные |
С1 |
50 |
500 |
250 |
0,2 d |
147-209 |
- |
155-220 |
|
70 |
700 |
410 |
0,2 d |
209-314 |
20-34 |
220-330 |
||
|
1103) |
1100 |
820 |
0,2 d |
- |
36-45 |
350-440 |
||
|
С3 |
80 |
800 |
640 |
0,2 d |
228-323 |
21-35 |
240-340 |
|
|
С4 |
50 |
500 |
250 |
0,2 d |
147-209 |
- |
155-220 |
|
|
70 |
700 |
410 |
0,2 d |
209-314 |
20-34 |
220-330 |
||
|
Ферритные |
F4) |
45 |
450 |
250 |
0,2 d |
128-209 |
- |
135-220 |
|
60 |
600 |
410 |
0,2 d |
171-271 |
- |
180-285 |
||
|
1) Напряжения растяжения рассчитывают по площади расчетного сечения болта (см. приложение А). 2) Определяют в соответствии с 6.2.4 сравнением фактической длины винта до испытания и составленных после испытания частей, d - номинальный диаметр резьбы. 3) Закалка и отпуск при минимальной температуре отпуска 275°С. 4) Номинальный диаметр резьбы d не более |
||||||||
Таблица 4 - Минимальный разрушающий крутящий момент MB,min для болтов и винтов М 1,6 до М 16 (с крупным шагом резьбы) из аустенитных марок сталей
|
Резьба |
Минимальный разрушающий крутящий момент MB,min, Н·м |
||
|
Класс прочности |
|||
|
50 |
70 |
80 |
|
|
М 1,6 |
0,15 |
0,2 |
0,24 |
|
М 2 |
0,3 |
0,4 |
0,48 |
|
М 2,5 |
0,6 |
0,9 |
0,96 |
|
М 3 |
1,1 |
1,6 |
1,8 |
|
М 4 |
2,7 |
3,8 |
4,3 |
|
М 5 |
5,5 |
7,8 |
8,8 |
|
М 6 |
9,3 |
13 |
15 |
|
М 8 |
23 |
32 |
37 |
|
М 10 |
46 |
65 |
74 |
|
М 12 |
80 |
110 |
130 |
|
М 16 |
210 |
290 |
330 |
Минимальный разрушающий момент кручения для крепежных изделий из мартенситных и ферритных сталей согласовывается между изготовителем и потребителем.
6 Методы испытаний
6.1 Программа испытаний
Испытания проводят в зависимости от марки материала и длины болта или шпильки, как указано в таблице 5.
Таблица 5 - Программа испытаний
|
Марка |
Предел прочности на разрыв1) |
Разрушающий крутящий момент2) |
Условный предел текучести Rp0,21) |
Удлинение после разрыва1) |
Твердость |
Прочность на косой шайбе |
|
А1 |
l ≥ 2,5 d3) |
l ≥ 2,5 d |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
- |
- |
|
А2 |
l ≥ 2,5 d3) |
l ≥ 2,5 d |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
- |
- |
|
A3 |
l ≥ 2,5 d3) |
l ≥ 2,5 d |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
- |
- |
|
А4 |
l ≥ 2,5 d3) |
l ≥ 2,5 d |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
- |
- |
|
А5 |
l ≥ 2,5 d3) |
l ≥ 2,5 d |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
- |
- |
|
С1 |
l ≥ 2,5 d3) |
- |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
Требуемая |
ls ≥ 2 d |
|
С3 |
l ≥ 2,5 d3) |
- |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
Требуемая |
ls ≥ 2 d |
|
С4 |
l ≥ 2,5 d3) |
- |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
Требуемая |
ls ≥ 2 d |
|
F1 |
l ≥ 2,5 d3) |
- |
l ≥ 2,5 d3) |
l ≥ 2,5 d3) |
Требуемая |
- |
|
l - длина болта. d - номинальный диаметр резьбы. ls - гладкая часть стержня. 1) Для всех размеров не менее М 5. 2) Для размеров менее М 5 испытания проводят для всех длин. 3) Для шпилек требуется, чтобы l ≥ 3,5 d. |
||||||
6.2 Методы испытаний
6.2.1 Общие требования
Погрешность всех измерений размеров должна быть не более ±
Все испытания на разрыв и растяжение следует проводить на испытательных машинах, оборудованных самоцентрирующимися зажимами, чтобы исключить изгибающие нагрузки (см. рисунок 3). Нижний держатель должен быть закален и иметь резьбу для проведения испытаний по 6.2.2 - 6.2.4. Твердость нижнего держателя должна быть не менее 45 HRC. Допуск на внутреннюю резьбу - 5H6G.
6.2.2 Предел прочности на разрыв Rm
Определение предела прочности на разрыв проводят на крепежных изделиях длиной, равной 2,5 номинального диаметра резьбы (2,5 d) или больше, в соответствии с ИСО 6892 и ИСО 898-1.
Длина свободной резьбы, находящейся под нагрузкой, должна быть не менее номинального диаметра резьбы d.
Разрушение должно происходить между опорной поверхностью головки винта и верхней плоскостью держателя.
Полученное значение для Rm должно соответствовать значениям, указанным в таблицах 2 и 3.
6.2.3 Условный предел текучести Rp0,2
Условный предел текучести определяют на готовых болтах и винтах. Эти испытания проводят только для крепежных изделий длиной, равной 2,5 d и больше.
Испытание проводят путем измерения удлинения болта или винта при осевой растягивающей нагрузке (см. рисунок 3).
Испытуемая деталь должна ввинчиваться в закаленный держатель с резьбой на глубину одного диаметра d (см. рисунок 3).
Диаграмма зависимости удлинения болта от нагрузки приведена на рисунке 4.
|
|
|
|
Рисунок 3 - Тензометр, установленный на болт в самоцентрирующихся зажимах |
Рисунок 4 - Диаграмма зависимости нагрузки и удлинения для определения условного предела текучести Rp0,2 |
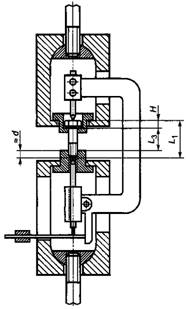
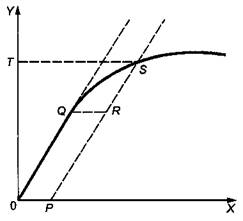
Растягиваемую длину болта, по которой рассчитывают Rp0,2, определяют расстоянием L3 между нижним торцом головки и держателем с резьбой (см. рисунок 3 и примечание 2 к таблицам 2 и 3). Значение, равное 0,2 % длины L3, наносят на горизонтальную ось ОР диаграммы зависимости удлинения от нагрузки и то же значение наносят по горизонтали на участке прямой QR. Линией PR параллельно участку упругой деформации определяем точку пересечения с кривой S, которая соответствует нагрузке в точке Т вертикальной оси. Нагрузка, поделенная на площадь поперечного болта, обозначает условный предел текучести Rp0,2.
Удлинение происходит между опорной поверхностью головки болта и концом держателя.
6.2.4 Удлинение при разрыве А
Удлинение при разрыве определяют на крепежных изделиях длиной, равной 2,5 d или больше.
Длину винта L1 следует измерять перед испытанием (см. рисунок 5). Затем испытуемую деталь ввинчивают в держатель с резьбой на глубину одного диаметра d (см. рисунок 3).
После разрушения детали ее части должны быть составлены вместе для повторного измерения длины L2 (см. рисунок 5).
Удлинение после разрушения А, мм, вычисляют по формуле
A = L2 - L1
Полученное значение удлинения А должно быть больше значений, указанных в таблицаx 2 и 3.
При испытании на выточенных образцах значения удлинения следует оговаривать дополнительно.
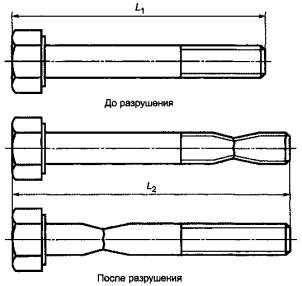
Рисунок 5 - Определение удлинения при разрыве А (см. 6.2.4)
6.2.5 Разрушающий крутящий момент Мв
Разрушающий крутящий момент определяют в специальном устройстве, изображенном на рисунке 6. Устройство для определения крутящего момента должно иметь точность как минимум 7 % минимального значения, указанного в таблице 4.
Резьба винта должна быть зажата на длину одного диаметра в разъемной матрице с глухим отверстием так, чтобы минимум два полных витка резьбы находились над зажимным устройством.
Крутящий момент следует прикладывать к винту до появления разрушения. Винт должен выдерживать без разрушения минимальный крутящий момент, указанный в таблице 4.
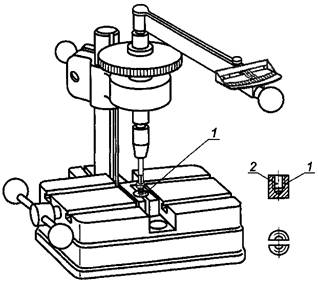
1 - разъемный зажим; 2 - глухое отверстие
Рисунок 6 - Устройство для определения разрушающего крутящего момента Мв (6.2.5)
6.2.6 Испытание на разрыв на косой шайбе болтов и винтов из мартенситных сталей
Испытание проводят по ИСО 898-1, размеры шайбы приведены в таблице 6.
Таблица 6 - Размеры косой шайбы
|
Номинальный диаметр резьбы болта или винта d, мм |
a |
|
|
Болты и винты с длиной гладкой части стержня ls ≥ 2 d |
Болты и винты с резьбой до головки или длиной гладкой части стержня ls < 2 d |
|
|
d ≤ 20 |
10° ± 30' |
6° ± 30' |
|
20 < d ≤ 39 |
6° ± 30' |
4° ± 30' |
6.2.7 Испытание на твердость НВ, HRC или HV
Испытание на твердость проводят по ИСО 6506 (НВ), ИСО 6508 (HRC) или ИСО 6507-1 (HV). В спорных случаях решающим условием для приемки является испытание на твердость по Виккерсу (HV). Испытание на твердость следует проводить на конце болта, на половине радиуса между центром и поверхностью резьбы. В спорных случаях эту зону выбирают на расстоянии 1 d от конца болта.
Значения твердости должны быть в пределах, указанных в таблице 3.
Приложение А
(обязательное)
Наружная резьба. Определение площади расчетного сечения болта
Площадь расчетного сечения As вычисляют по формуле
![]()
где
d29) - номинальный средний диаметр резьбы;
d3 - внутренний диаметр резьбы, вычисляемый по формуле d3 = d1 - Н/6 (d1 - номинальный базовый внутренний диаметр резьбы, H - высота исходного треугольника резьбы).
Таблица А.1 - Номинальная площадь расчетного сечения для крупной и мелкой резьбы
|
С крупным шагом резьбы d |
Номинальная
площадь расчетного сечения As,nom, |
С мелким
шагом резьбы |
Номинальная
площадь расчетного сечения As,nom, |
|
М 1,6 |
1,27 |
М 8 × 1 |
39,2 |
|
М 2 |
2,07 |
М 10 × 1 |
64,5 |
|
М 2,5 |
3,39 |
М 10 × 1,25 |
61,2 |
|
М 3 |
5,03 |
М 12 × 1,25 |
92,1 |
|
М 4 |
8,78 |
М 12 × 1,5 |
88,1 |
|
М 5 |
14,2 |
М 14 × 1,5 |
125 |
|
М 6 |
20,1 |
М 16 × 1,5 |
167 |
|
М 8 |
36,6 |
М 18 × 1,5 |
216 |
|
М 10 |
58 |
М 20 × 1,5 |
272 |
|
М 12 |
84,3 |
М 22 × 1,5 |
333 |
|
М 14 |
115 |
М24 × 2 |
384 |
|
М 16 |
157 |
М 27 × 2 |
496 |
|
М 18 |
192 |
М 30 × 2 |
621 |
|
М 20 |
245 |
М 33 × 2 |
761 |
|
М 22 |
303 |
М 36 × 3 |
865 |
|
М 24 |
353 |
М 39 × 3 |
1030 |
|
М 27 |
459 |
|
|
|
М 30 |
561 |
|
|
|
М 33 |
694 |
|
|
|
М 36 |
817 |
|
|
|
М 39 |
976 |
|
|
|
1) Р - шаг мелкой резьбы. |
|||
9) См. ИСO 724.
Приложение В
(справочное)
Описание классов и марок нержавеющих сталей
В.1 Общее описание
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны стали марок от А1 до А5, от С1 до С4 и F1, входящие в состав следующих классов сталей:
аустенитная сталь от А1 до А5;
мартенситная сталь от С1 до С4;
ферритная сталь F1.
В данном приложении описаны характеристики перечисленных классов и марок сталей.
Также в данном приложении приведена информация о нестандартизированном классе сталей FA, имеющем ферритно-аустенитную структуру.
В.2 Стали класса А (с аустенитной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны пять основных марок аустенитных сталей - от А1 до А5. Стали этих марок не могут подвергаться закалке и обычно немагнитные. Для повышения износостойкости в стали марок от А1 до А5 может быть добавлена медь, как указано в таблице 1.
Для нестабилизированных сталей марок А2 и А4 применимо следующее.
Так как оксид хрома повышает коррозионную стойкость стали, для нестабилизированных сталей имеет большое значение низкое содержание углерода. Из-за высокой притягиваемости хрома и углерода вместо оксида хрома получается карбид хрома, особенно при повышенных температурах (см. приложение G).
Для стабилизированных сталей марок A3 и А5 применимо следующее.
Элементы Ti, Nb или Та воздействуют на углерод, позволяют оксиду хрома проявить свои свойства в полной мере.
Для применения в открытом море или похожих условиях требуются стали с содержанием примерно 20 % хрома и никеля и от 4,5 % до 6,5 % молибдена.
В случае высокой вероятности коррозии должны быть проведены консультации с экспертами.
В.2.1 Стали марки А1
Стали марки А1 разработаны для применения в машиностроении. Из-за высокого содержания серы стали этой марки менее коррозионно-стойкие, чем другие марки сталей этой группы.
В.2.2 Стали марки А2
Стали марки А2 являются наиболее часто применяемыми нержавеющими сталями. Они применяются для кухонного оборудования и аппаратов для химической промышленности. Стали этой марки неприменимы при использовании неокисляющей кислоты и хлоросодержащих соединений, как, например, в морской воде и плавательных бассейнах.
В.2.3 Стали марки A3
Стали марки A3 являются стабилизированными нержавеющими сталями со свойствами сталей марки А2.
В.2.4 Стали марки А4
Стали марки А4 кислотоустойчивые, легированы молибденом и более коррозионно-стойкие. Стали марки А4 наиболее востребованы в бумажной промышленности, так как эта марка разработана для работы с серной кислотой (поэтому данному сорту присвоено название «кислотоустойчивые»), а также в некоторой степени подходят для работы в хлоросодержащей среде. Стали марки А4 также часто применяют в пищевой и кораблестроительной промышленности.
В.2.5 Стали марки А5
Стали марки А5 являются стабилизированными кислотоустойчивыми сталями со свойствами сталей марки А4.
В.3 Стали класса F (с ферритной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описана одна марка ферритных сталей F1. Стали этого класса обычно не допускается подвергать закалке и не следует подвергать закалке в тех случаях, когда она возможна.
Стали марки F1 - магнитные.
В.3.1 Стали марки F1
Стали марки F1 обычно используют для несложного оборудования, за исключением суперферритов, имеющих очень низкое содержание углерода и азота. Такие стали могут заменять стали марок А2 и A3 и использоваться в среде с высоким содержанием хлора.
В.4 Стали класса С (с мартенситной структурой)
В ИСО 3506-2, ИСО 3506-3 и настоящем стандарте описаны марки мартенситных сталей С1, С3 и С4. Стали этого класса могут закаливаться до очень высокой прочности.
Стали этого класса - магнитные.
В.4.1 Стали марки С1
Стали марки С1 имеют ограниченную коррозионную стойкость. Они применяются в турбинах, насосах и для ножей.
В.4.2 Стали марки С3
Стали марки С3 имеют ограниченную коррозионную стойкость, хотя и лучшую, чем стали марки С1. Они применяются в насосах и клапанах.
В.4.3 Стали марки С4
Стали марки С4 имеют ограниченную коррозионную стойкость. Они применяются в машиностроении, в остальном они схожи со сталями марки С1.
В.5 Стали класса FA (с ферритно-аустенитной структурой)
Стали класса FA не описаны в ИСО 3605-2, ИСО 3605-3 и настоящем стандарте, но, весьма вероятно, будут описаны в будущем.
Стали этого класса называют дуплексными сталями. Первые стали класса FA имели некоторые недоработки, которые были устранены в сталях, разработанных в последнее время. Стали класса FA лучше, чем стали марок А4 и А5, особенно по прочностным характеристикам. Стали класса FA также имеют повышенное сопротивление точечной и изломной коррозии.
Примеры химического состава сталей этого класса приведены в таблице В.1.
Таблица В.1 - Химический состав ферритно-аустенитных сталей
|
Класс стали |
Химический состав, % |
||||||
|
С, не более |
Si |
Мn |
Сr |
Ni |
Mo |
N |
|
|
Ферритно-аустенитные |
0,03 |
1,7 |
1,5 |
18,5 |
5 |
2,7 |
0,07 |
|
0,03 |
< 1 |
< 2 |
22 |
5,5 |
3 |
0,14 |
|
Приложение С
(справочное)
Химический состав нержавеющих сталей (выдержки из ИСО 683-13:1986)
Таблица С.1
|
Тип стали2) |
Химический состав, %1) |
Обозначение марки
крепежных |
|||||||||||||
|
С |
Si |
Mn |
P |
S |
N |
Al |
Cr |
Mo |
Nb3) |
Ni |
Se, |
Ti |
Cu |
||
|
не более |
|||||||||||||||
|
Ферритные стали |
|||||||||||||||
|
8 |
0,08 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0-18,0 |
- |
- |
1,0 max |
- |
- |
- |
F1 |
|
8b |
0,07 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0-18,0 |
- |
- |
1,0 max |
- |
7×%C≤1,1 |
- |
F1 |
|
9с |
0,08 max |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
16,0-18,0 |
0,90-1,30 |
- |
1,0 max |
- |
- |
- |
F1 |
|
F1 |
0,025 max5) |
1,0 |
1,0 |
0,040 |
0,030 max |
0,025 max5) |
- |
17,0-19,0 |
1,75-2,50 |
-6) |
0,60 max |
- |
-6) |
- |
F1 |
|
Мартенситные стали |
|||||||||||||||
|
3 |
0,09-0,15 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
11,5-13,5 |
- |
- |
1,0 max |
- |
- |
|
С1 |
|
7 |
0,08-0,15 |
1,0 |
1,5 |
0,060 |
0,15-0,35 |
- |
- |
12,0-14,0 |
0,60 max7) |
- |
1,0 max |
- |
- |
- |
С4 |
|
4 |
0,16-0,25 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
12,0-14,0 |
- |
- |
1,0 max |
- |
- |
- |
С1 |
|
9а |
0,10-0,17 |
1,0 |
1,5 |
0,060 |
0,15-0,34 |
- |
- |
15,5-17,5 |
0,60 max7) |
- |
1,0 max |
- |
- |
- |
С3 |
|
9b |
0,14-0,23 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
15,0-17,5 |
- |
- |
1,5-2,5 |
- |
- |
- |
С3 |
|
5 |
0,26-0,35 |
1,0 |
1,0 |
0,040 |
0,030 max |
- |
- |
12,0-14,0 |
- |
- |
1,0 max |
- |
- |
- |
С1 |
|
Аустенитные стали |
|||||||||||||||
|
10 |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0-19,0 |
- |
- |
9,0-12,0 |
- |
|
|
А28) |
|
11 |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0-19,0 |
- |
- |
8,0-11,0 |
- |
- |
- |
А2 |
|
15 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0-19,0 |
- |
- |
9,0-12,0 |
- |
5×%C≤0,8 |
- |
А39) |
|
16 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0-19,0 |
- |
10×%C≤1,0 |
9,0-12,0 |
- |
- |
- |
А39) |
|
17 |
0,12 max |
1,0 |
2,0 |
0,060 |
0,15-0,35 |
- |
- |
17,0-19,0 |
-10) |
- |
8,0-10,011) |
- |
- |
- |
А1 |
|
13 |
0,10 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
17,0-19,0 |
- |
- |
11,0-13,0 |
- |
- |
- |
А2 |
|
19 |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,0-2,5 |
|
11,0-14,0 |
|
|
|
А4 |
|
20 |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,0-2,5 |
- |
10,5-13,5 |
- |
- |
- |
А4 |
|
21 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,0-2,5 |
- |
11,0-14,0 |
- |
5×%C≤0,8 |
- |
А59) |
|
23 |
0,08 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,0-2,5 |
10×%C≤1,0 |
11,0-14,0 |
- |
- |
- |
А59) |
|
Аустенитные стали |
|||||||||||||||
|
19а |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,5-3,0 |
- |
11,5-14,5 |
- |
- |
- |
A4 |
|
20а |
0,07 max |
1,0 |
2,0 |
0,045 |
0,030 max |
- |
- |
16,5-18,5 |
2,5-3,0 |
- |
11,0-14,0 |
- |
- |
- |
A4 |
|
10N |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
- |
17,0-19,0 |
- |
- |
8,5-11,5 |
- |
- |
- |
A2 |
|
19N |
0,030 max |
1,0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
- |
16,5-18,5 |
2,0-2,5 |
- |
10,5-13,5 |
- |
- |
- |
A48) |
|
19aN |
0,030 max |
1.0 |
2,0 |
0,045 |
0,030 max |
0,12-0,22 |
- |
16,5-18,5 |
2,5-3,0 |
- |
11,5-14,5 |
- |
- |
- |
A48) |
|
1) Элементы, не указанные в данной таблице, не должны добавляться в сталь без соглашения между изготовителем и потребителем стали, за исключением элементов, предназначенных для завершения плавления. Должны быть приняты все необходимые меры предосторожности, чтобы предотвратить попадание в сталь из отходов и материалов, используемых при производстве, элементов, которые могут повлиять на прочность, механические свойства и применяемость стали. 2) Номера типов временные и будут пересмотрены при издании соответствующего стандарта. 3) Тантал обозначен как ниобий. 4) Не по ИСО 683-13. 5) (С + N) не более 0,040 %. 6) 8×(С + N) ≤ (Nb + Ti) ≤ 0,80 %. 7) По согласованию, при оформлении заказа, сталь допускается поставлять с содержанием Мо 0,20 %-0,60 %. 8) Высокая стойкость к межкристаллитной коррозии. 9) Стабилизированные стали. 10) Изготовитель может добавить молибден до 0,70 %. |
|||||||||||||||
Приложение D
(справочное)
Нержавеющие стали для холодной высадки и штамповки (выдержки из ИСО 4954:1993)
Таблица D.1
|
Тип стали (обозначение)1) |
Химический состав2), % |
Обозначение марки крепежных изделий3) |
||||||||||
|
Номер |
Наименование |
По ИСО 4954 |
С |
Si |
Mn |
P |
S |
Сr |
Mo |
Ni |
Прочие |
|
|
не более |
||||||||||||
|
|
Ферритные стали |
|
|
|
|
|
|
|
|
|
|
|
|
71 |
Х 3 Сr 17 E |
- |
≤ 0,04 |
1,00 |
1,00 |
0,040 |
0,030 |
16,0-18,0 |
|
≤ 1,0 |
|
F1 |
|
72 |
Х 6 Cr 17 E |
D1 |
≤ 0,08 |
1,00 |
1,00 |
0,040 |
0,030 |
16,0-18,0 |
|
≤ 1,0 |
|
F1 |
|
73 |
Х 6 СrМо 17 1Е |
D2 |
≤ 0,08 |
1,00 |
1,00 |
0,040 |
0,030 |
16,0-18,0 |
0,90-1,30 |
≤ 1,0 |
|
F1 |
|
74 |
Х 6 СrТi 2Е |
- |
≤ 0,08 |
1,00 |
1,00 |
0,040 |
0,030 |
10,5-12,5 |
|
≤ 0,50 |
Ti: 6×% C ≤ 1,0 |
F1 |
|
75 |
X 6 CrNb 12E |
- |
≤ 0,08 |
1,00 |
1,00 |
0,040 |
0,030 |
10,5-12,5 |
|
≤ 0,50 |
Nb: 6×%C≤1,0 |
F1 |
|
|
Мартенситные стали |
|
|
|
|
|
|
|
|
|
|
|
|
76 |
Х 12 Сr 13Е |
D10 |
0,90-0,15 |
1,00 |
1,00 |
0,040 |
0,030 |
11,5-13,5 |
|
≤ 1,0 |
|
С1 |
|
77 |
X 19 CrNi 16 2E |
D12 |
0,14-0,23 |
1,00 |
1,00 |
0,040 |
0,030 |
15,0-17,5 |
|
1,5-2,5 |
|
С3 |
|
|
Аустенитные стали |
|
|
|
|
|
|
|
|
|
|
|
|
78 |
X 2 CrNi 18 10E |
D20 |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
9,0-12,0 |
|
А24) |
|
79 |
X 5 CrNi 18 9E |
D21 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
8,0-11,0 |
|
А2 |
|
80 |
X 10 CrNi 18 9E |
D22 |
≤ 0,12 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
8,0-10,0 |
|
А2 |
|
81 |
X 5 CrNi 18 12E |
D23 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
11,0-13,0 |
|
А2 |
|
82 |
X 6 CrNi 18 16E |
D25 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
15,0-17,0 |
|
17,0-19,0 |
|
А2 |
|
83 |
X 6 CrNiTi 18 10E |
D26 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
9,0-12,0 |
Ti: 5×%C≤0,80 |
A3 |
|
84 |
X 5 CrNiMo 17 12 2E |
D29 |
≤ 0,07 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5-18,5 |
2,0-2,5 |
10,5-13,5 |
|
А4 |
|
85 |
X 6 CrNiMoTi 17 12 2E |
D30 |
≤ 0,08 |
1,00 |
2,00 |
0,045 |
0,30 |
16,5-18,5 |
2,0-2,5 |
11,0-14,0 |
Ti: 5×%C≤0,80 |
А5 |
|
86 |
X 2 CrNiMo 17 13 3E |
- |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5-18,5 |
2,5-3,0 |
11,5-14,5 |
|
А44) |
|
87 |
X 2 CrNiMoN 17 13 3E |
- |
≤ 0,030 |
1,00 |
2,00 |
0,045 |
0,030 |
16,5-18,5 |
2,5-3,0 |
11,5-14,5 |
N: 0,12-0,22 |
А44) |
|
88 |
X 3 CrNiCu 18 9 3E |
D32 |
≤ 0,04 |
1,00 |
2,00 |
0,045 |
0,030 |
17,0-19,0 |
|
8,5-10,5 |
Cu: 3,00-4,00 |
А2 |
|
1) В первой графе приведены
последовательные номера. Во второй графе приведены обозначения в соответствии
с системой, предложенной Международным техническим комитетом ИСО/ТК 17/ПК 2.
В третьей графе приведены устаревшие номера по ИСО 4954 (пересмотрен в 2) Элементы, не указанные в данной таблице, не должны добавляться в сталь без соглашения между изготовителем и потребителем стали, за исключением элементов, предназначенных для завершения плавления. Должны быть приняты все необходимые меры предосторожности, чтобы предотвратить попадание в сталь из отходов и материалов, используемых при производстве, элементов, которые могут повлиять на прочность, механические свойства и применяемость стали. 3) Не по ИСО 4954. 4) Очень высокое сопротивление межкристаллитной коррозии. |
||||||||||||
Приложение Е
(справочное)
Аустенитные нержавеющие стали с особой стойкостью к хлоридам, вызывающим коррозионные напряжения (выдержки из ЕН 10088-1:1995)
Опасность разрушения болтов, винтов и шпилек под действием хлорной коррозии (например, внутри плавательных бассейнов) может быть уменьшена, если применять материалы, указанные в таблице Е.1.
Таблица Е.1
|
Аустенитные нержавеющие стали (обозначение/номер материала) |
Химический состав, % |
|||||||||
|
С |
Si |
Мn |
Р |
S |
N |
Сr |
Mo |
Ni |
Сu |
|
|
не более |
||||||||||
|
X 2 CrNiMoN 17-13-5 (1.4439) |
0,03 |
1,0 |
2,0 |
0,045 |
0,015 |
0,12-0,22 |
16,5-18,5 |
4,0-5,0 |
12,5-14,5 |
|
|
X 1 NiCrMoCu 25-20-5 (1.4539) |
0,02 |
0,7 |
2,0 |
0,030 |
0,010 |
≤ 0,15 |
19,0-21,0 |
4,0-5,0 |
24,0-26,0 |
1,2-2,0 |
|
X 1 NiCrMoCuN 25-20-7 (1.4529) |
0,02 |
0,5 |
1,0 |
0,030 |
0,010 |
0,15-0,25 |
19,0-21,0 |
6,0-7,0 |
24,0-26,0 |
0,5-1,5 |
|
X 2 CrNiMoN 22-5-31) (1.4462) |
0,03 |
1,0 |
2,0 |
0,035 |
0,015 |
0,10-0,22 |
21,0-23,0 |
2,5-3,5 |
4,5-6,5 |
|
|
1) Аустенитно-ферритные стали. |
||||||||||
Приложение F
(справочное)
Механические свойства при повышенных температурах, применение при низких температурах
Примечание - Если болты, винты и шпильки правильно рассчитаны, то сопряженные гайки будут автоматически им соответствовать. Следовательно, в случае применения при повышенных или низких температурах достаточно учитывать только механические свойства болтов, винтов и шпилек.
F.1 Снижение предела текучести или условного предела текучести при повышенных температурах
Значения, указанные в данном приложении, только справочные. Потребители должны понимать, что фактически химическая среда, нагружение установленных крепежных изделий и окружающая среда могут значительно отличаться. Если нагрузки непостоянны и период действия повышенных температур значительный или высока возможность коррозионных напряжений, то потребитель должен консультироваться с изготовителем.
Значения предела текучести ReL или условного предела текучести Rp0,2 при повышенных температурах в процентах от значений при комнатной температуре указаны в таблице F.1.
Таблица F.1 - Влияние температуры на ReL и Rp0,2
|
Марка стали |
ReL и Rp0,2, %, при температуре |
|||
|
100°С |
200°С |
300°С |
400°С |
|
|
А2 А4 |
85 |
80 |
75 |
70 |
|
С1 |
95 |
90 |
80 |
65 |
|
С3 |
90 |
85 |
80 |
60 |
|
Примечание - Значения применимы только для классов прочности 70 и 80. |
||||
F.2 Применение при низких температурах
Применение болтов, винтов и шпилек из нержавеющих сталей при низких температурах см. таблицу F.2.
Таблица F.2 - Применение болтов, винтов и шпилек из нержавеющих сталей при низких температурах (только аустенитные стали)
|
Марка стали |
Нижний предел рабочих температур при длительном действии |
|
|
А2 |
-200°С |
|
|
А4 |
Болты и винты1) |
-60°С |
|
Шпильки |
-200°С |
|
|
1)В связи с наличием легирующего элемента Мо стабильность аустенита уменьшается и переходная температура смещается в сторону более высоких значений, если в процессе изготовления крепежные изделия подвергались высокой степени деформации. |
||
Приложение G
(справочное)
Температурно-временная диаграмма межкристаллитной коррозии в аустенитной нержавеющей стали марки А2
На рисунке G.1 показано приблизительное время появления риска межкристаллитной коррозии для аустенитной нержавеющей стали марки А2 (стали 18/8) с различным содержанием углерода при температуре от 550°С до 925°С.
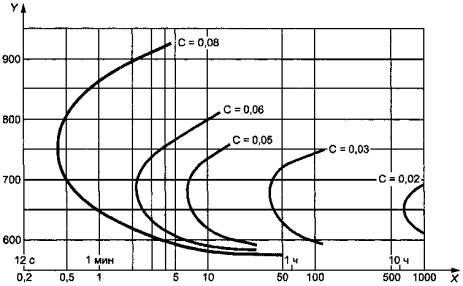
Рисунок G.1
Приложение Н
(справочное)
Магнитные свойства аустенитных нержавеющих сталей
Все крепежные изделия из аустенитных нержавеющих сталей при нормальных условиях - немагнитные, но после холодного деформирования могут проявлять магнитные свойства.
Каждый материал характеризуется способностью намагничиваться, это применимо и к нержавеющим сталям. Полностью немагнитным может быть только вакуум. Магнитную проницаемость материала обозначают коэффициентом μr, показывающим отношение магнитной проницаемости материала к магнитной проницаемости вакуума. Материал имеет низкую магнитную проницаемость, если его коэффициент μr близок к 1.
Примеры:
А2: μr = 1,8;
А4: μr = 1,015;
A4L: μr = 1,005;
F1: μr = 5.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 68-1 |
MOD |
ГОСТ 9150-2002 (ИСО 68-1:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль» |
|
ИСО 261 |
MOD |
ГОСТ 8724-2002 (ИСО 261:1998) «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» |
|
ИСО 262 |
- |
* |
|
ИСО 724:1993 |
MOD |
ГОСТ 24705-2004 (ИСО 724:1993) «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры» |
|
ИСО 898-1:1999 |
MOD |
ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний» |
|
ИСО 3651-1 |
- |
* |
|
ИСО 3651-2 |
- |
* |
|
ИСО 6506:1981 |
NEQ |
ГОСТ 9012-59 «Металлы. Метод измерения твердости по Бринеллю» |
|
ИСО 6507-1:1997 |
IDT |
ГОСТ Р ИСО 6507-1-2007 «Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения» |
|
ИСО 6508:1986 |
NEQ |
ГОСТ 9013-59 «Металлы. Метод измерения твердости по Роквеллу» |
|
ИСО 6892 |
- |
* |
|
ИСО 8044 |
- |
* |
|
*Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
||
Библиография
[1] ISO 683-13:1986, Heat-treated steels, alloy steels and free cutting steels - Part 13: Wrought stainless steels.
[2] ISO 4954:1993, Steels for cold heading and cold extruding.
[3] EN 10088-1:1995, Stainless steels - Parti: List of stainless steels
Ключевые слова: болты, винты, шпильки, механические свойства, методы испытаний, система обозначений, маркировка