ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

МОЛОТКИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ
Технические условия
|
|
Москва |
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Всероссийский научно-исследовательский институт сертификации» (АО «ВНИИС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 августа 2019 г. № 602-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
|
6 Транспортирование и хранение. 17 Приложение А (рекомендуемое) Клинья для строительных молотков. 17 |
ГОСТ Р 58518-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОЛОТКИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ
Технические условия
Construction steel hammers. Specifications
Дата введения - 2020-03-01
1 Область применения
Настоящий стандарт устанавливает технические требования к молоткам стальным строительным (далее - молотки), применяемым при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных и монтажных работ.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 166 Штангенциркули. Технические условия
ГОСТ 190 Олифа оксоль. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1435 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2695 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882 Сплавы твердые спеченные. Марки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 4976 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7931 Олифа натуральная. Технические условия
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9012 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 13837 Динамометры общего назначения. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16588 Пилопродукция и деревянные детали. Методы определения влажности
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19248 Припои. Классификация и обозначения
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 25347 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 29027 Влагомеры твердых и сыпучих веществ. Общие технические требования и методы испытаний
ГОСТ Р 53464 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Молотки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
3.1.2 Молотки в зависимости от назначения должны изготовляться следующих типов, приведенных в таблице 1.
Таблица 1 -Типы молотков в зависимости от назначения
|
Тип |
Наименование |
Назначение |
|
МСТ |
Молоток столярный |
Для забивания гвоздей и выполнения других операций при производстве столярных работ |
|
МПЛ |
Молоток плотничный |
Для забивания и выдергивания гвоздей при производстве плотничных работ |
|
МКИ |
Молоток-кирочка |
Для околки и тески кирпича и керамических стеновых камней при производстве каменных и других работ |
|
МШТ |
Молоток штукатурный |
Для выполнения вспомогательных операций при производстве штукатурных работ |
|
МПА |
Молоток паркетный |
Для сплачивания паркетных досок, наборного, штучного паркета при производстве паркетных работ |
|
МКР |
Молоток кровельный |
Для загиба, уплотнения и выравнивания фальцев при производстве кровельных работ |
|
МШИ |
Молоток шиферный |
Для пробивки отверстий в шифере и забивки шиферных гвоздей при устройстве асбестоцементных кровель |
|
МПЛИ |
Молоток плиточный |
Для околки и подтески кромок керамических плиток, а также для пробивки отверстий (исполнение 1). |
|
МША |
Молоток шанцевый |
Для выполнения ударных операций при монтажных и арматурных работах |
|
МКУ |
Молоток-кулачок |
Для околки, осаживания и расщебенки бутового, булыжного камня и брусчатки при выполнении каменных, дорожных и других работ |
3.1.3 Основные размеры и масса молотков должны соответствовать указанным на рисунках 1 - 24 и в таблицах 2, 3.
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300 ± 5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку - 2-му ряду по ГОСТ Р 53464.
|
|
|
__________ * Условные размеры. |
|
1 - корпус; 2 - ручка; 3 - клин Рисунок 1 - Молотки столярные, тип МСТ |
|
|
|
Масса - не более 0,80 кг __________ * Условные размеры. |
|
1 - корпус; 2 - ручка; 3 - клин Рисунок 2 - Молотки плотничные, тип МПЛ. Исполнение 1 |
|
|
|
Масса - не более 1,0 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - кольцо; 3 - стержень; 4 - рукоятка Рисунок 3 - Молотки плотничные, тип МПЛ. Исполнение 2 |
|
|
|
Масса - не более 0,50 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка; 3 - клин Рисунок 4 - Молотки плотничные, тип МПЛ. Исполнение 3 |
|
|
|
Масса - не более 0,90 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка Рисунок 5 - Молотки плотничные, тип МПЛ. Исполнение 4 |
|
|
|
Масса - не более 0,70 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка Рисунок 6 - Молотки-кирочки, тип МКИ. Исполнение 1 |
|
|
|
Масса - не более 1,00 кг. |
|
1 - корпус; 2 - кольцо; 3 - стержень; 4 - рукоятка Рисунок 7 - Молотки-кирочки, тип МКИ. Исполнение 2 |
|
|
|
Масса - не более 0,60 кг. |
|
1 - корпус; 2 - ручка Рисунок 8 - Молотки-кирочки, тип МКИ. Исполнение 3 |
|
|
|
Масса - не более 0,70 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка; 3 - клин Рисунок 9 - Молотки штукатурные, тип МШТ. Исполнение 1 |
|
|
|
Масса - не более 1,00 кг. |
|
1 - корпус; 2 - кольцо; 3 - стержень; 4 - рукоятка Рисунок 10 - Молотки штукатурные, тип МШТ. Исполнение 2 |
|
|
|
Масса - не более 0,75 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка Рисунок 11 - Молотки штукатурные, тип МШТ. Исполнение 3
|
|
Масса - не более 0,70 кг __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 12 - Молоток паркетный, тип МПА
|
|
__________ * Условные размеры. |
|
1 - корпус; 2 - оковка; 3 - ручка; 4 - клин Рисунок 13 - Молотки кровельные, тип МКР |
|
|
|
Масса - не более 1,50 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - оковка; 3 - ручка; 4 - клин Рисунок 14 - Молотки кровельные, типоразмер МКР-3
|
|
Масса - не более 0,70 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 15 - Молотки шиферные, тип МШИ. Исполнение 1 |
|
|
|
Масса - не более 1,00 кг. |
|
1 - корпус; 2 - кольцо, 3 - стержень; 4 - рукоятка Рисунок 16 - Молотки шиферные, тип МШИ. Исполнение 2 |
|
|
|
Масса - не более 0,09 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 17 - Молотки плиточные, тип МПЛИ. Исполнение 1
|
|
Масса - не более 0,10 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 18 - Молотки плиточные, тип МПЛИ. Исполнение 2
|
|
Масса - не более 0,09 кг. |
|
1 - корпус; 2 - вставка; 3 - ручка; 4 - клин Рисунок 19 - Молотки плиточные, тип МПЛИ. Исполнение 3 |
|
|
|
Масса - не более 2,20 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 20 - Молотки шанцевые, тип МША. Исполнение 1 |
|
|
|
Масса - не более 2,50 кг. |
|
1 - корпус; 2 - кольцо; 3 - стержень; 4 - рукоятка Рисунок 21 - Молотки шанцевые, тип МША. Исполнение 2 |
|
|
|
Масса - не более 2,30 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 22 - Молотки шанцевые, тип МША. Исполнение 3 |
|
|
|
Масса - не более 2,20 кг. __________ * Условные размеры. |
|
1 - корпус; 2 - ручка, 3 - клин Рисунок 23 - Молотки-кулачки, тип МКУ. Исполнение 1 |
|
|
|
Масса - не более 2,30 кг. |
|
1 - корпус; 2 - кольцо; 3 - стержень; 4 - рукоятка Рисунок 24 - Молотки-кулачки, тип МКУ. Исполнение 2 |

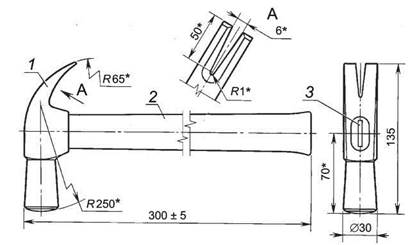



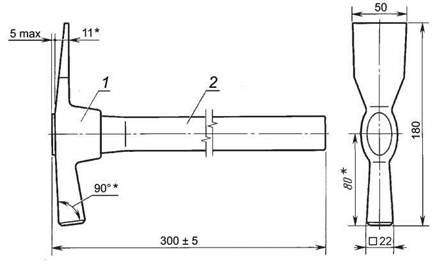







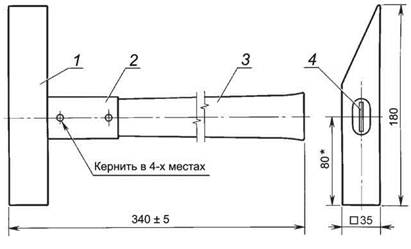

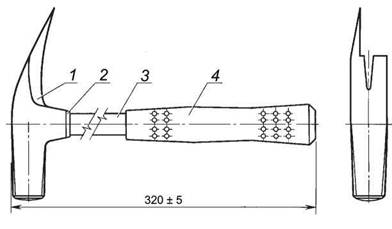
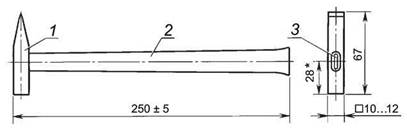


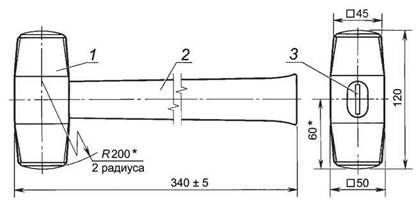


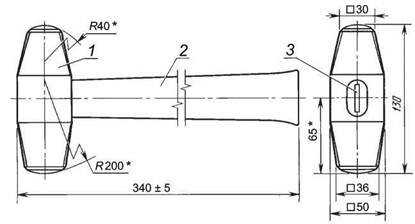

Таблица 2 - Основные размеры и масса молотков типоразмеров МСТ
Размеры в мм
|
Типоразмер молотка |
L ±5 |
Н |
H1 |
А |
R |
Масса, кг, не более |
|
МСТ-1 |
280 |
95 |
43 |
19 |
190 |
0,25 |
|
МСТ-2 |
300 |
112 |
52 |
25 |
225 |
0,50 |
|
МСТ-3 |
|
120 |
54 |
30 |
250 |
0,80 |
|
МСТ-4 |
340 |
125 |
58 |
35 |
265 |
1,10 |
Таблица 3 - Основные размеры и масса молотков типоразмеров МКР
Размеры в мм
|
Типоразмер молотка |
L |
Н |
H1 |
Масса, кг, не более |
|
±5 |
||||
|
МКР-1 |
300 |
118 |
50 |
0,60 |
|
МКР-2 |
340 |
160 |
67 |
0,75 |
3.1.4 Варианты исполнения клиньев для молотков должны соответствовать рисункам и таблицам, приведенным в приложении А.
3.1.5 Варианты исполнения всадов и их размеры приведены в приложении Б (рисунки Б.1 - Б.10) и таблице Б.1.
3.1.6 Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
Пример - Условное обозначение молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ Р 58518-2019
3.2 Характеристики (свойства)
3.2.1 Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам группы II.143...207 НВ по ГОСТ 8479.
3.2.2 Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977.
3.2.3 Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в таблице 4.
Таблица 4 - Типы молотков в зависимости от термической обработки
|
Тип молотка |
Наименование обрабатываемого участка |
Твердость, HRC |
Глубина термической обработки торца, мм |
|
Молотки всех типов |
Боек |
44...57 |
5 - 10 |
|
МСТ, МПА, МКР, МПЛИ |
Носок |
||
|
МКИ |
15 - 20 |
||
|
МПЛ, МШТ, МШМ |
Гвоздодерная часть |
37...44 |
Вся длина гвоздодерной части |
3.2.4 Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
3.2.5 Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
3.2.6 Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248.
3.2.7 Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
0,3 мм - для корпуса молотка массой до 0,2 кг;
0,5 мм - для корпуса молотка массой от 0,2 до 1,0 кг;
1,0 мм - для корпуса молотка массой св. 1,0 кг и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
3.2.8 Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
![]() 3,2 мкм - для торцевых поверхностей бойка и носка наружных
поверхностей гвоздодерной части;
3,2 мкм - для торцевых поверхностей бойка и носка наружных
поверхностей гвоздодерной части;
![]() 40 мкм - для наружных поверхностей корпусов молотков,
изготовленных из проката, или поверхностей, подвергаемых механической
обработке;
40 мкм - для наружных поверхностей корпусов молотков,
изготовленных из проката, или поверхностей, подвергаемых механической
обработке;
![]() 320 мкм - для наружных поверхностей корпусов молотков, не
подвергаемых механической обработке.
320 мкм - для наружных поверхностей корпусов молотков, не
подвергаемых механической обработке.
3.2.9 Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин. Допускается не более двух сросшихся здоровых сучков диаметром не более 5 мм на расстоянии длины ручки со стороны свободного конца. На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
3.2.10 Влажность деревянных ручек перед насадкой не должна быть более 12%.
3.2.11 Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
3.2.12 Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
3.2.13 Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами всада не допускаются.
3.2.14 Рукоятка должна быть плотно насажена на стержень. Прокручивание рукоятки относительно стержня при ударе не допускается.
3.2.15 Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
490 Н (50 кгс) - для молотков массой до 0,2 кг;
980 Н (110 кгс) - для молотков массой от 0,2 кг до 1,0 кг;
1470 Н (150 кгс) - для молотков массой свыше 1,0 кг.
3.2.16 Бойки молотков при ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и шиферных молотков при выдергивании гвоздей не должны изменять геометрическую форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
3.2.17 Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306. Выбор покрытия - по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150. Допускается применять лакокрасочное покрытие.
3.2.18 Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976. Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
3.2.19 Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации У1 по ГОСТ 9.104.
3.2.20 Поверхности торца бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть осветлены механическим способом.
3.3 Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, приведенных в таблице 5.
Таблица 5 - Материалы для изготовления деталей молотков
|
Наименование детали |
Материал |
|
Корпус |
Сталь марки 40Х по ГОСТ 4543, сталь марки У7 или У8 по ГОСТ 1435, сталь марок 45, 50 или 60 по ГОСТ 1050 и сталь марки 45Л или 50Л по ГОСТ 977 |
|
Ручка |
Пиломатериалы твердых лиственных пород по ГОСТ 2695 |
|
Клин, оковка, кольцо |
|
|
Вставка |
Твердый сплав ВК8, ВК15 по ГОСТ 3882 |
|
Стержень |
Сталь любой марки по ГОСТ 1050 |
|
Рукоятка |
Резина по технической документации, утвержденной в установленном порядке |
3.4 Маркировка
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
- товарный знак предприятия-изготовителя;
- тип или типоразмер молотка.
Примечание - Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
3.5 Упаковка
3.5.1 Упаковка молотков - по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность молотков от механических повреждений и воздействия влаги во время транспортирования и хранения.
3.5.2 В транспортную тару должен быть вложен упаковочный лист (вкладыш) по ГОСТ 18088.
3.5.3 Маркировка транспортной тары - по ГОСТ 14192.
4 Правила приемки
4.1 Молотки должны быть приняты техническим контролем предприятия-изготовителя.
4.2 Для проверки соответствия молотков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
4.3 Приемку и поставку молотков осуществляют партиями.
Размер партии устанавливают соглашением сторон. Партия должна состоять из молотков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявляемых к приемке по одному документу.
4.4 При проверке молотков на соответствие требованиям 3.1.1 (в части соответствия образцам- эталонам), 3.1.3, 3.2.2, 3.2.4 - 3.2.9, 3.2.11 - 3.2.13, 3.2.17 - 3.2.20, 3.4 применяют двухступенчатый контроль, для чего от партии отбирают молотки в выборку в соответствии с таблицей 6.
Таблица 6 -Двухступенчатый контроль партии молотков
|
Объем партии молотков, шт. |
Ступень контроля |
Объем одной выборки молотков, шт. |
Объем двух выборок молотков, шт. |
Приемочное число |
Браковочное число |
|
51 - 90 |
Первая |
8 |
16 |
0 |
2 |
|
Вторая |
1 |
2 |
|||
|
91 - 150 |
Первая |
13 |
26 |
0 |
3 |
|
Вторая |
3 |
4 |
|||
|
151 - 280 |
Первая |
20 |
40 |
1 |
4 |
|
Вторая |
4 |
5 |
|||
|
281 - 500 |
Первая |
32 |
64 |
2 |
5 |
|
Вторая |
6 |
7 |
|||
|
501 - 1200 |
Первая |
50 |
100 |
3 |
7 |
|
Вторая |
8 |
9 |
4.5 Партию молотков принимают, если количество дефектных молотков в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных молотков больше или равно браковочному числу.
Если количество дефектных молотков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию молотков принимают, если количество дефектных молотков в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных молотков в двух выборках больше или равно браковочному числу.
4.6 Для проверки молотков на соответствие требованиям 3.2.1, 3.2.3, 3.2.10, 3.2.14 - 3.2.16, 3.3 от партии отбирают 1 % молотков, но не менее 5 шт.
Если при проверке отобранных для контроля молотков хотя бы одно изделие не будет удовлетворять требованиям, приведенным в 3.2.1, 3.2.3, 3.2.10, 3.2.14 - 3.2.16, следует проводить повторные испытания удвоенного числа изделий, отобранных из той же партии. При неудовлетворительных результатах повторной проверки молотки приемке не подлежат. Результаты повторной проверки являются окончательными.
4.7 Потребитель имеет право проводить контрольную проверку количества молотков, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытания, установленные настоящим стандартом.
5 Методы испытаний
5.1 Длину молотков в сборе проверяют при помощи измерительных средств с абсолютной погрешностью ± 1 мм, остальные размеры молотков, диаметр сучков и выступ конца ручки измеряют с абсолютной погрешностью ± 0,1 мм.
5.2 Допуск соосности всада относительно плоскости симметрии корпуса молотка проверяют при помощи шаблона или штангенциркулем ШЦ-1-125-0,1 по ГОСТ 166.
5.3 Проверка термически обработанной части корпусов молотков по ГОСТ 9013 (см. 3.2.3) и ГОСТ 9012 (см. 3.2.1). Допускается применять метод проверки образцов-свидетелей, термически обработанных вместе с контролируемой партией изделий, для определения твердости корпусов молотков.
5.4 Массу молотков определяют взвешиванием на весах с допустимой погрешностью ± 0,005 кг.
5.5 Влажность древесины ручек определяют по ГОСТ 16588 или при помощи влагомера по ГОСТ 29027.
5.6 Контроль металлических и окисных покрытий - по ГОСТ 9.302.
5.7 Прочность соединения корпуса молотка с ручкой или стержнем (см. 3.2.15) проверяют методом приложения равномерно возрастающей нагрузки. Статическую нагрузку прикладывают в течение 2 мин и измеряют динамометром общего назначения 2-го класса точности по ГОСТ 13837. Молотки типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3 проверке по 3.2.15 не подлежат.
5.8 Контроль по 3.2.2, 3.2.4 - 3.2.6, 3.2.8, 3.2.9, 3.2.11, 3.2.13, 3.2.17 (в случае лакокрасочного покрытия), 3.2.8 - 3.2.20, 3.4 осуществляют визуально методом сравнения с образцами-эталонами.
5.9 Шероховатость (см. 3.2.8) контролируют визуально методом сравнения с образцами шероховатости или на профилометре по ГОСТ 19300.
5.10 Испытания молотков на соответствие 3.2.14 и 3.2.16 проводят пятикратным ударом молотка по стальной плите, термически обработанной до твердости 34 ... 42 HRC3. Прочность гвоздодерной части молотков испытывают путем выдергивания пяти гвоздей диаметром 3 - 4 мм, длиной 100 мм, забитых на глубину 75 мм в торец березового бруса. После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
6 Транспортирование и хранение
6.1 Упакованные молотки допускается перевозить транспортом любого вида при обеспечении мер, предохраняющих молотки от механических повреждений и воздействия влаги.
6.2 Хранение молотков - по группе хранения 2 (С) ГОСТ 15150.
Приложение А
(рекомендуемое)
Клинья для строительных молотков

Рисунок А.1 - Клинья для строительных молотков. Исполнение 1
Таблица А.1 - Основные размеры и масса клиньев молотков различных типов (типоразмеров)
Размеры в мм
|
Тип или типоразмер молотка |
В |
Н |
Н1 |
Н2 |
D |
s |
s1 |
Масса, кг, не более |
|
МПЛИ |
8 |
8 |
9,6 |
2 |
8 |
2,5 |
1,0 |
0,004 |
|
МСТ-1 |
14 |
16 |
|
3 |
|
4,0 |
1,6 |
0,008 |
|
МПА, МСТ-2, МСТ-3, МКР-1, МКР-2 |
20 |
20 |
12 |
4 |
10 |
5,0 |
2,0 |
0,010 |
|
МШТ, МПЛ, МШИ |
25 |
15 |
0,013 |
|||||
|
МСТ-4, МРК-3 |
30 |
18 |
0,015 |
|||||
|
МКУ, МША |
22 |
36 |
21,6 |
0,018 |

Рисунок А.2 - Клинья для строительных молотков. Исполнение 2
Таблица А.2 - Основные размеры и масса клиньев молотков различных типов (типоразмеров)
Размеры в мм
|
Тип или типоразмер молотка |
В |
Н |
С |
С1 |
т |
т1 |
т2 |
S |
Число зубьев |
Масса, кг, не более |
|
МПЛ |
8 |
8 |
2,5 |
0,6 |
0,0 |
0,3 |
- |
2,7 |
2 |
0,003 |
|
МСТ-1 |
12 |
12 |
4,0 |
0,004 |
||||||
|
МПА, МСТ-2, МСТ-3, МКР-1, МКР-2 |
15 |
15 |
3,5 |
1,0 |
0,9 |
0,6 |
0,3 |
3,8 |
3 |
0,006 |
|
МШТ, МПЛ, МШИ |
20 |
20 |
4,5 |
1,0 |
0,8 |
0,4 |
5,0 |
0,012 |
||
|
МСТ-4, МКР-3 |
22 |
22 |
5,0 |
1,0 |
0,5 |
5,5 |
0,015 |
|||
|
МКУ, МША |
24 |
24 |
6,0 |
1,5 |
6,0 |
0,022 |
Приложение Б
(обязательное)
Всады строительных молотков
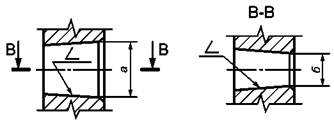
Рисунок Б.1 - Всады строительных молотков

Рисунок Б.2 - Всады для молотков типов МПЛ-1, МШТ-1, МШИ-1

Рисунок Б.3 - Всады для молотков типов МША-1, МКУ-1

Рисунок Б.4 - Всады для молотков типа МКИ-1
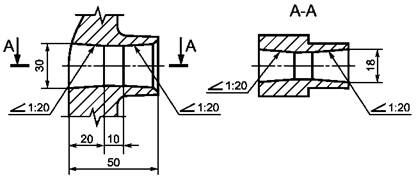
Рисунок Б.5 - Всады для молотков типа МШТ-3

Рисунок Б.6 - Всады для молотков типов МПЛ-2, МШТ-2, МКИ-2, МШИ-2, МША-2, МКУ-2

Рисунок Б.7 - Всады для молотков типа МША-3

Рисунок Б.8 - Всады для молотков типа МШТ-4

Рисунок Б.9 - Всады для молотков типа МПЛ-3

Рисунок Б. 10 - Всады для молотков типа МКИ-3
Таблица Б.1 -Основные размеры всадов молотков различных типов (типоразмеров)
Размеры в мм
|
Тип молотка |
а |
б |
Уклон L |
||
|
Номинальный размер |
Предельное отклонение |
Номинальный размер |
Предельное отклонение |
||
|
МПЛИ |
16 |
+0,43 |
6 |
+0,30 |
1:15 |
|
МСТ-1 |
22 |
+0,52 |
12 |
+0,43 |
1:20 |
|
МСТ-2, МСТ-3, МПА, МКР-1, МКР-2 |
30 |
16 |
|||
|
МПЛ-1, МШТ-1, МШИ-1 |
1:30 |
||||
|
МСТ-4, МКР-3 |
32 |
+0,62 |
18 |
1:20 |
|
|
МКУ-1, МША-1 |
34 |
20 |
+0,52 |
1:30 |
|
Ключевые слова: молотки стальные строительные, технические требования