МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
Система проектной документации для строительства
ИЗДЕЛИЯ СКОБЯНЫЕ
ДЛЯ ДЕРЕВЯННЫХ ОКОН И ДВЕРЕЙ
|
|
Москва Стандартинформ 2017 |
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН частным учреждением «Центр по сертификации оконной и дверной техники» (ЦС ОДТ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. № 93-П)
За принятие проголосовали:
|
Краткое наименование страны по |
Код страны по |
Сокращенное наименование национального органа |
|
Армения |
AM |
Минэконом Республики Армения |
|
Грузия |
GE |
Грузстандарт |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 ноября 2016 г. № 1804-ст межгосударственный стандарт ГОСТ 5090-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2017 г.
5 ВЗАМЕН ГОСТ 5087-80, ГОСТ 5090-86, ГОСТ 5091-78
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ СКОБЯНЫЕ ДЛЯ ДЕРЕВЯННЫХ ОКОН И ДВЕРЕЙ Locking fitting for wooden windows and doors. Specifications |
Дата введения - 2017-07-01
1 Область применения
Настоящий стандарт распространяется на запирающие, фиксирующие и вспомогательные скобяные изделия для деревянных окон и дверей, применяемых при строительстве жилых и общественных зданий, и устанавливает требования к конструкции, эксплуатационным и прочностным характеристикам, правила приемки и методы контроля.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.308-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 538-2014 Изделия замочные и скобяные. Общие технические условия
ГОСТ 1145-80 Шурупы с потайной головкой. Конструкция и размеры
ГОСТ 1146-80 Шурупы с полупотайной головкой. Конструкция и размеры
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12301-2006 Коробки из картона, бумаги и комбинированных материалов. Общие технические условия
ГОСТ 12303-80 Пачки из картона, бумаги и комбинированных материалов. Общие технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17474-80 Винты с полупотайной головкой классов точности А и В. Конструкция и размеры
ГОСТ 17475-80 Винты с потайной головкой классов точности А и В. Конструкция и размеры
ГОСТ 18242-72*Статистический приемочный контроль по альтернативному признаку. Планы контроля
__________
* В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 «Статистические метода. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества».
ГОСТ 24033-80 Окна и балконные двери деревянные. Методы механических испытаний
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Виды и условные обозначения
3.1 Виды, условные обозначения и рекомендуемая область применения скобяных изделий приведены в таблице 1.
Таблица 1
|
Вид изделия |
Условное обозначение |
Рекомендуемая область применения |
Номер рисунка |
|
Фрамужный прибор |
ПФ1 |
Для фрамуг общественных зданий со спаренными или раздельными переплетами шириной до 1300 мм |
|
|
|
ПФ2 |
Для фрамуг общественных зданий со спаренными или раздельными переплетами шириной до 830 мм |
|
|
Накладной шпингалет |
ШН1 |
Для створок окон высотой более 1100 мм и балконных дверей со спаренными или раздельными переплетами и полотнами |
|
|
|
ШН2 |
Для створок окон со спаренными или раздельными переплетами высотой более 1100 мм включительно |
|
|
Врезная завертка |
ЗР3 |
Для створок окон и балконных дверей |
|
|
Накладная завертка |
ЗФ1 |
Для дверей санузлов |
|
|
|
ЗФ2 |
Для форточек окон жилых зданий |
|
|
Накладная задвижка |
ЗТ |
Для створок окон и балконных дверей жилых и общественных зданий |
|
|
Стяжка |
СТ |
Для окон и балконных дверей со спаренными переплетами и полотнами |
|
|
Фиксатор |
ФК1 |
Для окон со спаренными створками |
|
|
|
ФК3 |
Для окон с раздельными створками |
|
|
Дверной глазок |
ГД |
Для входных дверей в квартиры |
|
|
Дверная цепочка |
ЦД |
Для входных дверей в квартиры |
|
|
Дверной упор |
УД1 |
Для дверей |
|
|
|
УД2 |
||
|
Оконный упор |
УО |
Для окон с раздельными створками |
|
|
Угольник |
УГ |
Для окон |
|
|
Нагель |
НГ |
Для крепления шиповых соединений |
|
|
Ручки-скобы |
РС80 |
Для окон и балконных дверей жилых зданий |
|
|
|
РС100 |
Для окон и внутренних дверей зданий |
|
|
|
РС140 |
Для входных дверей в квартиры и внутренних дверей и окон общественных зданий |
|
|
|
РС200, РС250, РС300, РС400, РС500, РС600 |
Для входных дверей в здания |
|
|
Ручки-кнопки |
РК1 |
Для внутренних дверей жилых зданий и дверей санузлов |
|
|
|
РК2 |
Для внутренних дверей жилых зданий |
3.2 Конструкции и основные размеры скобяных изделий разного назначения приведены на рисунках А.1 - А.21 приложения A.
3.3 Основные размеры соединителей, ограничителей, ручек и накладок, предназначенных для комплектования фрамужных приборов и врезных заверток, указаны в приложении Б.
Примеры установки фрамужных приборов, соединителя для фрамуг с тройным остеклением приведены в приложении B.
4 Технические требования
4.1 Требования к конструкции
4.1.1 Изделия должны соответствовать требованиям ГОСТ 538, настоящего стандарта и образцу-эталону, утвержденному в установленном на предприятии порядке.
4.1.2 Изделия должны изготовляться по конструкторской документации, разработанной с учетом требований настоящего стандарта.
4.1.3 Настоящий стандарт не устанавливает форму ручек, накладок, сечения засовов накладных шпингалетов, а также заостренной части штифтов для заверток.
4.1.4 Шнур фрамужного прибора типа ПФ2 должен проходить по роликам свободно, без заеданий и не соскакивать с них.
4.1.5 Засовы врезных шпингалетов и заверток в открытом положении не должны выступать над лицевой поверхностью планок или западать внутрь корпуса более чем на 1 мм.
4.1.6 Размеры засовов и запорных планок накладных шпингалетов типов ШН1, ШН2 и накладной задвижки ЗТ должны обеспечивать при их соединении натяг не менее 3 мм. Толщина запорных планок указанных изделий должна быть не менее 1 мм.
4.1.7 Завертки типа ЗФ1 следует изготовлять двусторонними, типов ЗР3 и ЗФ2 - правого и левого исполнения.
4.1.8 Конструкцией фиксаторов должна предусматриваться возможность их установки как на правые, так и на левые створки окна.
4.1.9 Угол зрения дверного глазка должен быть не менее 120°.
4.1.10 Ручки-скобы типов РС80 - РС140 рекомендуется изготовлять исполнения 1.
4.1.11 Конструкция разъемных соединений изделий должна исключать возможность их самопроизвольного разъединения после установки на оконные и дверные блоки.
4.1.12 Подвижные детали изделий в зависимости от их назначения должны фиксироваться в крайних и, при необходимости, в промежуточных положениях.
4.1.13 Конструкция изделий должна обеспечивать их надежное крепление в течение всего срока службы.
4.2 Требования к прочности
4.2.1 Прочность скобяных изделий характеризуется показателями сопротивления воздействию статических, динамических или ударных нагрузок. Изделия, эксплуатация которых связана с необходимостью воспринимать нагрузки, испытывают на сопротивляемость указанным нагрузкам.
4.2.2 Засовы-штанги накладных шпингалетов должны быть прочными и выдерживать нагрузку Р = 800 Н.
4.2.3 Дверные цепочки должны быть прочными и выдерживать усилие на разрыв 1960 Н.
4.2.4 Ручки-скобы должны быть прочными к воздействиям нагрузок:
- вдоль оси ручки-скобы параллельно плоскости ее крепления (таблица 2);
- перпендикулярно оси ручки-скобы (таблица 3).
Таблица 2 - Прочность ручек-скоб при действии нагрузки вдоль оси ручки-скобы параллельно плоскости ее крепления
|
Типоразмер ручки-скобы |
Нагрузка Р |
|
|
Н |
кгс |
|
|
РС80, РС100 |
490 |
50 |
|
РС140 - РС600 |
780 |
80 |
Таблица 3 - Прочность ручек-скоб при действии нагрузки перпендикулярно оси ручки-скобы
|
Типоразмер ручки-скобы |
Ширина захвата а* |
Нагрузка Р |
|
|
Н |
кгс |
||
|
РС80, РС100 |
80 |
490 |
50 |
|
РС140 |
100 |
882 |
90 |
|
РС200 - РС600 |
200 |
1715 |
175 |
|
* а - ширина участка приложения нагрузки в средней части ручки-скобы. |
|||
4.2.5 Ручки-кнопки типов РК1 и РК2 должны быть прочными при действии нагрузок, приведенных в таблице 4.
Таблица 4 - Прочность ручек-кнопок при действии нагрузок
|
Вид нагрузки |
Нагрузка Р |
|
|
Н/Н · м |
кгс/кг · м |
|
|
1 Перпендикулярно оси ручки-кнопки |
390 |
40 |
|
2 Вдоль оси ручки-кнопки от плоскости ее крепления |
490 |
50 |
|
3 Крутящий момент вокруг оси ручки-кнопки по ходу часовой стрелки |
9,8 |
1,0 |
4.3 Требования к эксплуатационным характеристикам
4.3.1 Значения эксплуатационных характеристик устанавливают в проектной документации с учетом усилий, прикладываемых человеком для функционирования изделий, а также в зависимости от назначения и области применения изделий.
4.3.2 Подвижные детали изделий должны перемещаться без заеданий.
4.4 Требования к качеству защитно-декоративных (защитных) покрытий
Скобяные изделия должны иметь защитные или защитно-декоративные покрытия по ГОСТ 538 в зависимости от групп условий эксплуатации 1 - 3 по ГОСТ 9.303, с учетом области их применения, климатических исполнений У, УХЛ, ТВ, ТС, ТМ и категорий размещения 2 - 4 по ГОСТ 15150.
4.5 Требования к материалам
4.5.1 Для изготовления деталей скобяных изделий применяют следующие материалы: сталь, алюминиевые сплавы, медные сплавы, пластмассы, стекло по нормативным документам (НД), утвержденным в установленном порядке.
4.5.2 Нагели должны изготовляться из цинково-алюминиевых или других сплавов твердостью 50...90 НВ.
4.5.3 Накладной засов задвижки типа ЗТ должен быть выполнен из стального прутка.
4.6 Комплектность
4.6.1 Каждое изделие должно поставляться комплектно в соответствии с требованиями НД на изделия конкретных видов, конструкторской документации и договоров.
4.6.2 Скобяные изделия с учетом функциональных особенностей следует комплектовать шурупами по ГОСТ 1145, ГОСТ 1146 или винтами по ГОСТ 17474 и ГОСТ 17475.
4.6.3 Скобяные изделия должны быть снабжены этикеткой (при необходимости паспортом) по ГОСТ 2.601, а также (при необходимости) инструкциями по эксплуатации и монтажу (установке).
4.7 Маркировка
4.7.1 На каждое изделие должна быть нанесена маркировка, содержащая товарный знак предприятия-изготовителя и вариант исполнения. Место нанесения маркировки указывают в рабочих чертежах.
4.7.2 На потребительской таре должно быть указано:
- наименование, адрес, товарный знак предприятия-изготовителя;
- наименование и условное обозначение изделия;
- количество изделий в таре;
- штамп службы технического контроля;
- номер упаковщика, дата упаковки (месяц, год);
- класс коррозионной стойкости покрытия.
4.8 Упаковка
4.8.1 Изделия должны храниться и транспортироваться в упакованном виде.
4.8.2 Изделия одного вида должны быть упакованы в потребительскую, а затем в транспортную тару. Способ упаковки изделий должен исключать их самопроизвольное перемещение и обеспечивать сохранность изделий с их комплектующими и крепежными деталями.
4.8.3 В качестве потребительской тары рекомендуется применять коробки по ГОСТ 12301, пачки по ГОСТ 12303, а также упаковывать изделия в полиэтиленовую пленку по ГОСТ 10354 или полиэтиленовую термоусадочную пленку по ГОСТ 25951.
4.8.4 Для упаковки ручек-скоб, заверток, задвижек, врезных шпингалетов, дверных и оконных упоров, стяжек, угольников допускается применять упаковочное средство УМ-1 по ГОСТ 9.014. Крепежные детали должны быть завернуты и упакованы в пачки вместе с изделиями.
4.8.5 В каждую упаковку вкладывают упаковочный лист, содержащий сведения по 4.7.2 настоящего стандарта. В индивидуальную упаковку допускается вкладывать этикетку, содержащую те же сведения.
5 Правила приемки
5.1 Изделия должны быть приняты службой технического контроля предприятия-изготовителя на соответствие требованиям настоящего стандарта, а также дополнительным требованиям, определенным в договоре на поставку изделий.
5.2 Качество готовых изделий подтверждают:
- входным контролем материалов и комплектующих деталей;
- производственным операционным контролем;
- ежесменным приемочным контролем готовых изделий;
- приемо-сдаточными испытаниями партии изделий, проводимыми службой технического контроля предприятия-изготовителя;
- периодическими испытаниями.
5.3 Порядок входного контроля материалов и комплектующих деталей устанавливают в технологической документации с учетом требований НД на эти материалы и комплектующие детали.
5.4 Качество изготовления деталей изделий в процессе производства подтверждают проведением производственного операционного контроля на всех стадиях технологического цикла.
5.5 Приемочный контроль качества готовых изделий при размере партии 90 шт. включительно проводят методом сплошного контроля (поштучно). При размере партии 91 шт. и более приемочный контроль следует проводить по ГОСТ 18242. План приемочного контроля изделий - по ГОСТ 538.
5.6 Приемо-сдаточные испытания каждой партии готовых изделий проводит служба технического контроля предприятия-изготовителя. Порядок проведения приемо-сдаточных испытаний устанавливают в системах контроля качества предприятия-изготовителя.
5.7 Периодические испытания
5.7.1 Периодические испытания заверток, дверных цепочек, фрамужных приборов должны проводиться не реже одного раза в три года. При периодических испытаниях проводят проверку изделий в объеме приемочного контроля на соответствие требованиям 4.2 и 4.3 настоящего стандарта и требованиям НД на изделия конкретных типов.
5.7.2 Для проведения периодических испытаний отбирают не менее трех изделий. Если хотя бы одно изделие не выдержало испытания, следует провести испытания удвоенного их числа. При неудовлетворительных результатах повторных испытаний изделия считают не выдержавшими периодические испытания. Партию изделий бракуют.
5.7.3 Квалификационные испытания проводят по всем показателям в соответствии с требованиями настоящего стандарта и НД на изделия конкретных видов при постановке продукции на производство.
5.7.4 Испытания изделий в целях сертификации (если необходимо) проводят в объеме периодических испытаний.
5.7.5 В случае внесения изменений в конструкцию, материалы или технологию изготовления проводят типовые испытания изделий для оценки эффективности и целесообразности внесенных изменений. Объем типовых испытаний определяется характером изменений. Типовым испытаниям подвергают изделия, прошедшие приемочный контроль.
5.7.6 После окончания гарантийного срока хранения изделий проверяют упаковку, маркировку, комплектность, внешний вид, отсутствие или наличие коррозии, работоспособность.
6 Методы испытаний
6.1 Методы испытаний изделий при ежесменном приемочном контроле и приемо-сдаточных испытаниях партий изделий, проводимых службой технического контроля предприятия-изготовителя, устанавливают в НД на изделия конкретных видов.
6.2 Размеры проверяют универсальным измерительным инструментом. Внешний вид и цвет изделий проверяют визуально методом сравнения с образцом-эталоном. Проверку работы подвижных деталей проводят вручную, выполняя не менее пяти раз циклы работы изделия.
6.3 Испытания изделий по показателям прочности и эксплуатационным характеристикам проводят по методикам испытательных лабораторий с учетом требований настоящего стандарта и в соответствии с ГОСТ 24033.
6.4 Все испытания на прочность проводят по следующей схеме: прикладываемые нагрузки доводят до нормативных и оставляют приложенными в течение 1 мин. После снятия нагрузок визуально проверяют состояние испытуемого образца.
6.5 При испытании на прочность засовов-штанг накладных шпингалетов нагрузку 800 Н прикладывают на расстоянии 5 мм от места крепления перпендикулярно плоскости установки шпингалета.
6.6 При испытании на прочность ручек-скоб и ручек-кнопок в зависимости от типа и вида ручки прикладывают нагрузки, приведенные в таблицах 2 - 4.
6.7 Коррозионную стойкость покрытий проверяют в специальных камерах в нейтральном тумане 5 %-ного NaCl в соответствии с ГОСТ 9.308 и рабочими методиками испытательных лабораторий. Оценка результатов испытаний - по ГОСТ 538. Испытания на коррозионную стойкость покрытий должны проводиться на изделии в собранном виде или на отдельных его частях.
6.8 Комплектность, упаковку и маркировку проверяют визуально на соответствие требованиям конструкторской документации.
7 Транспортирование и хранение
7.1 Изделия транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами и условиями погрузки и крепления грузов, действующими на транспорте соответствующего вида.
7.2 Условия хранения изделий - по группе 2, условия транспортирования - по группе 5, установленных ГОСТ 15150.
8 Гарантии изготовителя
8.1 Предприятие-изготовитель должно гарантировать соответствие изделий требованиям настоящего стандарта и НД на изделия конкретных видов при соблюдении условий транспортирования, хранения и эксплуатации, а также при условии наличия единой маркировки товарного знака предприятия-изготовителя на основных деталях изделий, поставляемых на рынок как целое издание или как комплект отдельных деталей.
8.2 Гарантийный срок - не менее 24 мес со дня начала эксплуатации или со дня продажи через торговую сеть.
8.3 Гарантийный срок хранения - один год со дня изготовления.
8.4 В случае поставки изделий после окончания гарантийного срока хранения изделия должны быть проверены изготовителем (поставщиком) или потребителем.
Приложение А
(справочное)
Конструкции скобяных изделий
|
Примечание - Размер L = (B + 13) мм, где B - ширина фрамуги с учетом наплава. Пример условного обозначения фрамужного прибора для фрамуг со спаренными переплетами: ПФ1 ГОСТ 5090-2016 То же для фрамуг с раздельными переплетами с соединителем и расстоянием между фрамугами 53 мм: ПФ1-1-53 ГОСТ 5090-2016 Рисунок А.1 - Фрамужный прибор типа ПФ1 |

|
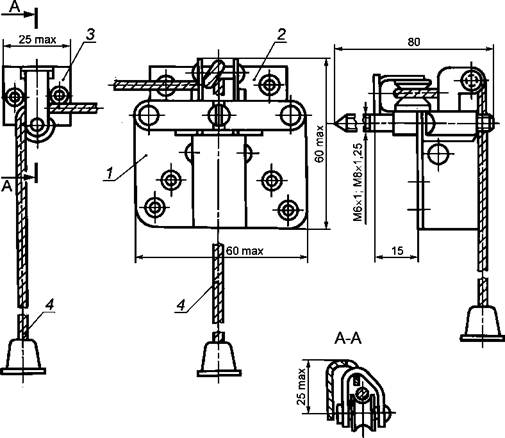
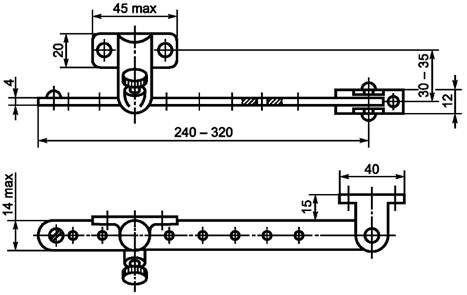
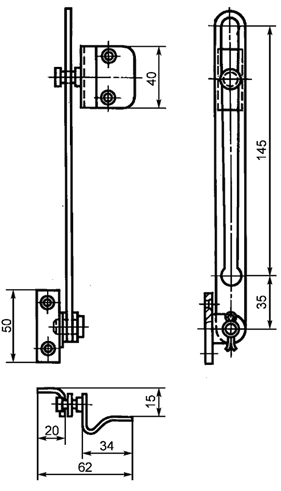
1 - защелка; 2 - корпус; 3 - угловой блок; 4 - шнур Пример условного обозначения фрамужного прибора для спаренных фрамуг с ограничителем: ПФ2 ГОСТ 5090-2016 Рисунок А.2 - Фрамужный прибор типа ПФ2 |
|
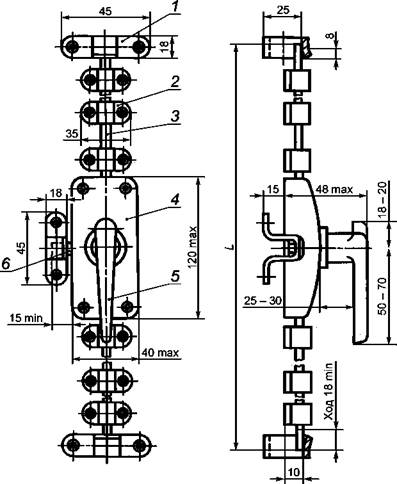
1 - запорная планка; 2 - направляющая; 3 - засов-штанга; 4 - корпус; 5 - ручка; 6 - засов Пример условного обозначения шпингалета: ШН1 ГОСТ 5090-2016 Рисунок А.3 - Накладной шпингалет типа ШН1 |
|
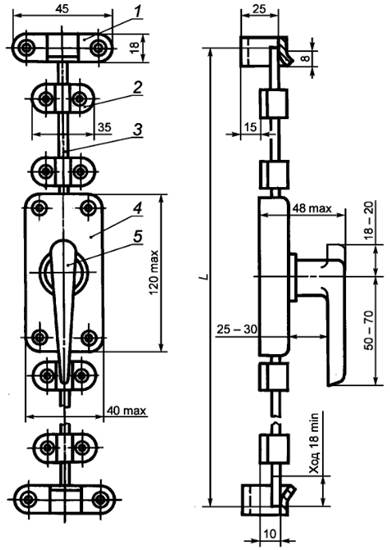
Примечание - Размер L = (H + 30) мм, где H - высота створки с учетом наплава. 1 - запорная планка; 2 - направляющая; 3 - корпус; 4 - накладка; 5 - ручка Пример условного обозначения шпингалета: ШН2 ГОСТ 5090-2016 Рисунок А.4 - Накладной шпингалет типа ШН2 |
|
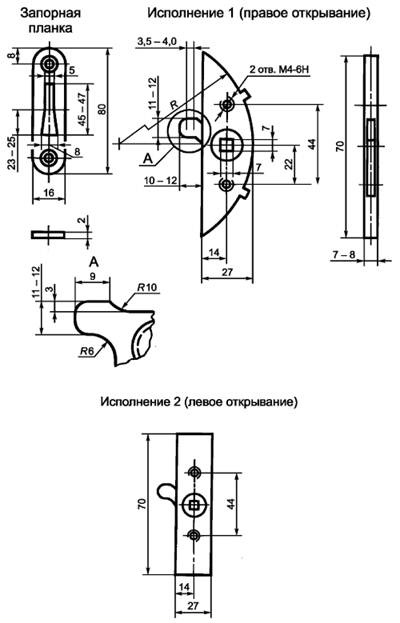
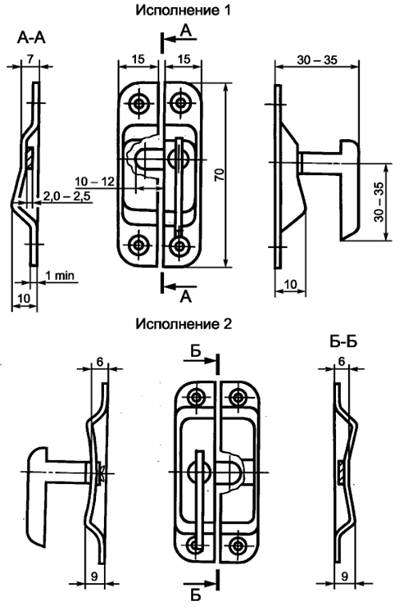
Пример условного обозначения завертки исполнения 1 (правое) с ручкой типа Р1: ЗР3-1-П-Р1 ГОСТ 5090-2016 Тоже исполнения 2 (левое) с ручкой типа Р2 и накладкой: ЗР3-2-Л-Р2 ГОСТ 5090-2016 Рисунок А.5 - Врезная завертка типа ЗР3 |
|
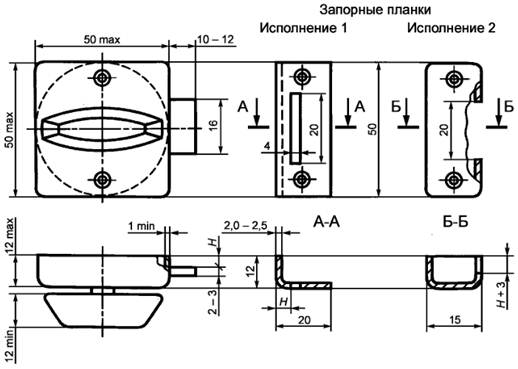
Пример условного обозначения накладной завертки типа ЗФ1 с запорной планкой исполнения 1: ЗФ1-1 ГОСТ 5090-2016 Рисунок А.6 - Накладная завертка типа ЗФ1 |
|
Пример условного обозначения накладной завертки типа ЗФ2 исполнения 1: ЗФ2-1 ГОСТ 5090-2016 То же исполнения 2: ЗФ2-2 ГОСТ 5090-2016 Рисунок А.7 - Накладная завертка типа ЗФ2 |
|
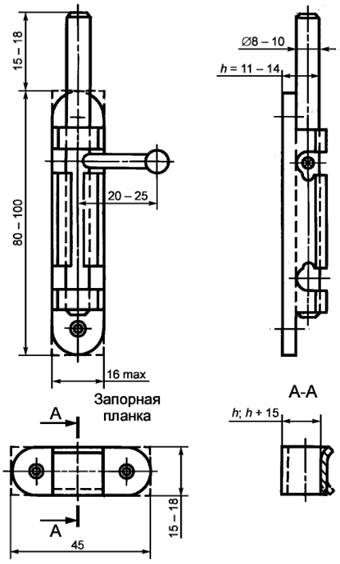
Пример условного обозначения задвижка для створок с наплавом: ЗT(h + 15) ГОСТ 5090-2016 То же без наплава: ЗT(h) ГОСТ 5090-2016 Рисунок А.8 - Накладная задвижка типа ЗТ |
|
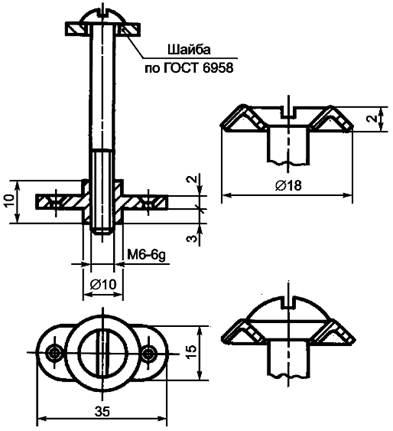
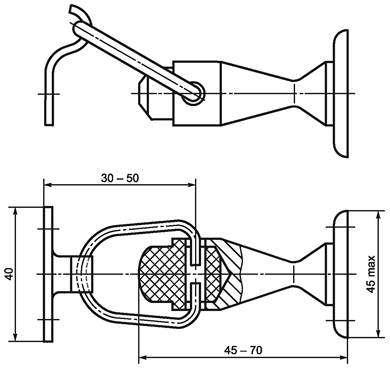
Пример условного обозначения стяжки: СТ ГОСТ 5090-2016 Рисунок А.9 - Стяжки СТ |
|
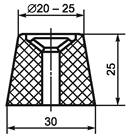
Пример условного обозначения фиксатора типа ФК1: ФК1 ГОСТ 5090-2016 Рисунок А.10 - Фиксатор типа ФК1 |
|
Пример условного обозначения фиксатора типа ФКЗ-70 длиной 70 мм: ФКЗ-70 ГОСТ 5090-2016 Рисунок А.11 - Фиксатор типа ФКЗ
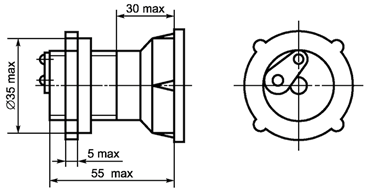
Пример условного обозначения дверного глазка: ГД ГОСТ 5090-2016 Рисунок А. 12 - Дверной глазок ГД |
|
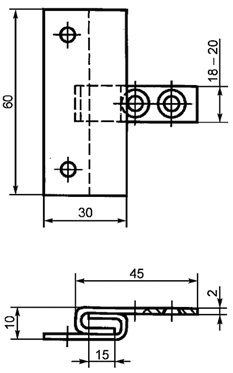
1 - запорная планка; 2 - основание Пример условного обозначения дверной цепочки: ЦД ГОСТ 5090-2016 Рисунок А.13 - Дверная цепочка ЦД |

|
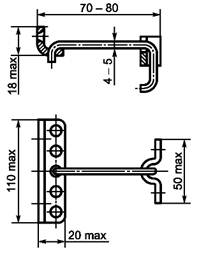
Пример условного обозначения дверного упора типа УД1: УД1 ГОСТ 5090-2016 Рисунок А.14 - Дверной упор УД1 |
|
Пример условного обозначения дверного упора типа УД2: УД2 ГОСТ 5090-2016 Рисунок А.15 - Дверной упор УД2 |
|
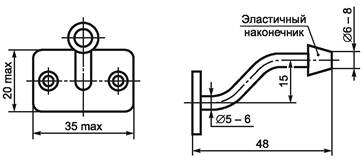
Пример условного обозначения оконного упора: УО ГОСТ 5090-2016 Рисунок А.16 - Дверной упор УО |
|
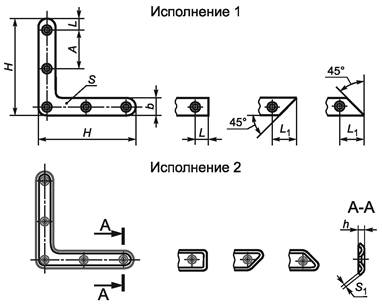
Пример условного обозначения угольника УГ со стороной Н = 50 мм исполнения 1: УГ50-1 ГОСТ 5090-2016 Рисунок А.17 - Угольник УГ |
|
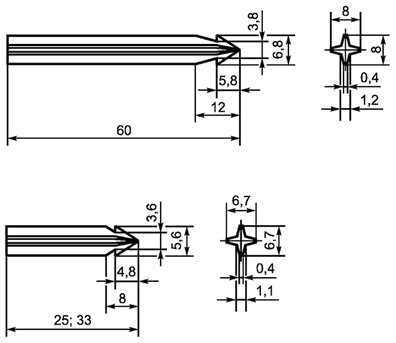
Пример условного обозначения нагеля длиной 33 мм: НГ33 ГОСТ 5090-2016 Рисунок А.18 - Нагель НГ |
|
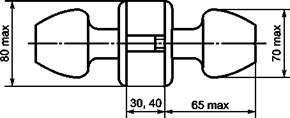
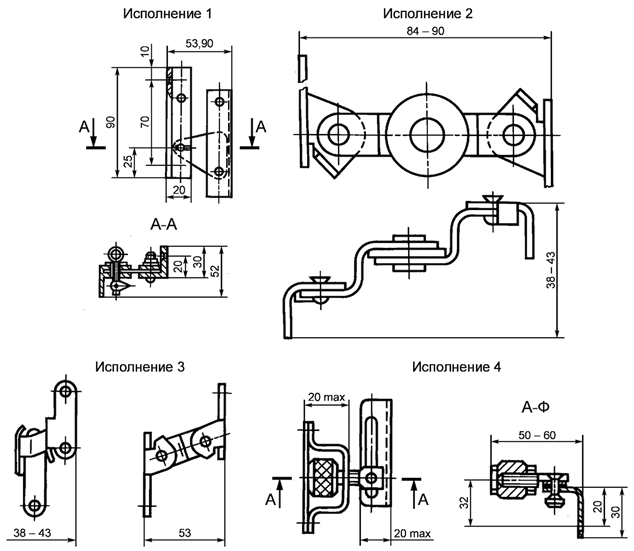
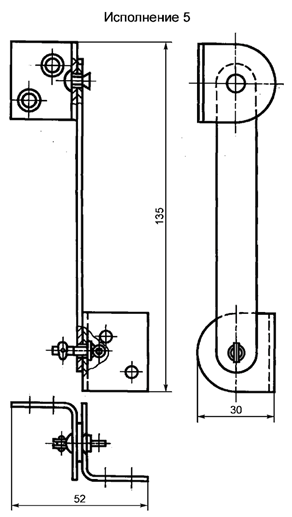
Пример условного обозначения ручки-скобы типоразмера РС80 исполнения 1: РС80-1 ГОСТ 5090-2016 Рисунок А.19 - Ручки-скобы типов PC |

|
Пример условного обозначения ручки-кнопки типа РК1: РК1 ГОСТ 5090-2016 Рисунок А.20 - Ручка-кнопка типа РК1 |
|
Пример условного обозначения ручки-кнопки типа РК2: РК2 ГОСТ 5090-2016 Рисунок А.21 - Ручка-кнопка типа РК2 |

Приложение Б
(справочное)
Комплектующие изделия для фрамужных приборов
|
Примечание - Размеры 53 и 90 мм соответствуют расстоянию между переплетами между переплетами фрамуг. Рисунок Б.1 - Соединители для фрамуг с раздельными и раздельно-спаренными переплетами |
|
Рисунок Б.2 - Соединители для фрамуг с тройным остеклением |
|
Рисунок Б.3 - Ограничитель для фрамуг со спаренными переплетами и с тройным остеклением |
Приложение В
(справочное)
Примеры установки фрамужных приборов
|
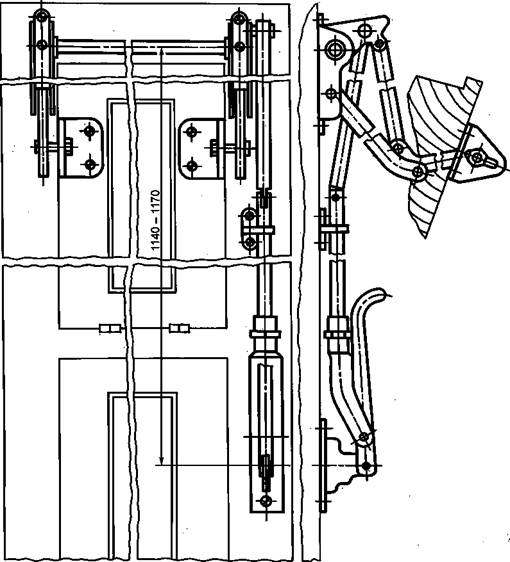
Рисунок В.1 - Фрамужный прибор типа ПФ-1 |
|
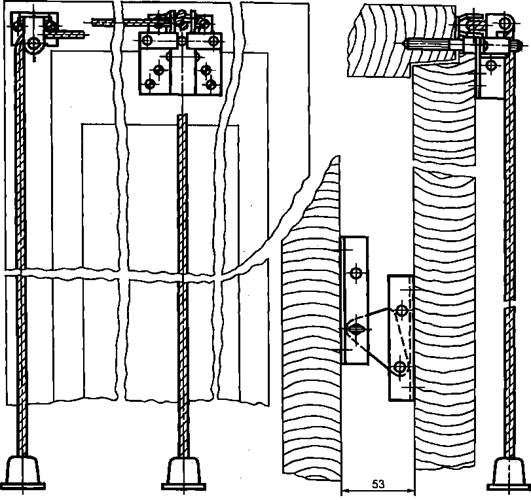
Рисунок В.2 - Фрамужный прибор типа ПФ-2 |
|
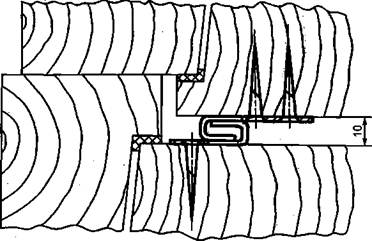
Рисунок В.3 - Фрамужный соединитель типа СФ-2 |
|
Ключевые слова: запирающие, фиксирующие, вспомогательные скобяные изделия для деревянных окон и дверей; строительство; жилые и общественные здания |