
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАТИСТИЧЕСКИЙ ПРИЕМОЧНЫЙ КОНТРОЛЬ
ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ.
ПЛАНЫ КОНТРОЛЯ
ГОСТ
18242-72
(СТ СЭВ 548-77, СТ СЭВ 1673-79)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАТИСТИЧЕСКИЙ
ПРИЕМОЧНЫЙ КОНТРОЛЬ Acceptance statistical inspection |
ГОСТ (СТ СЭВ 548-77, СТ СЭВ 1673-791) |
* Переиздание (декабрь 1981 г.) с Изменением № 1, утвержденным в декабре 1980 г., Пост. № 6348 (ИУС 4 1981 г.).
Постановлением Государственного комитета стандартов Совета Министров СССР от 22 ноября 1972 г. № 2106 срок введения установлен
с 01.01.1974 г.
Настоящий стандарт устанавливает одноступенчатые, двухступенчатые, многоступенчатые в последовательные планы и порядок проведения статистического приемочного контроля качества продукции по альтернативному признаку для всех видов продукции производственно-технического назначения и товаров народного потребления, в том числе готовой продукции, полуфабрикатов, комплектующих изделий и материалов, поступающих, на контроль в виде одиночных или последовательных партий.
В случае контроля одиночных партий выбор плана контроля рекомендуется осуществлять на основе анализа оперативной характеристики плана контроля с учетом браковочного уровня дефектности.
Планы контроля, указанные в стандарте, не следует применять в случаях, когда нормативными документами предусмотрен сплошной контроль, а также в случаях, когда вероятность приемки дефектной партии должна быть значительно меньше предусмотренной настоящим стандартом.
В стандарте принята терминология по ГОСТ 15895-77.
Стандарт соответствует СТ СЭВ 548-77 и СТ СЭВ 1673-79.
1. Общие положения
1.1. Принципы выбора плана контроля.
1.1.1. Для разработки правил контроля должны быть установлены:
контролируемые свойства продукции,
виды дефектов,
приемочный уровень дефектности (AQL) для отдельных свойств или для групп свойств и способ его определения,
уровень контроля,
тип плана контроля,
объем партии,
план контроля по соответствующей таблице планов.
1.2. Виды дефектов и дефектные изделия.
1.2.1. Различают три вида дефектов: критические, значительные и малозначительные (ГОСТ 15467-79).
1.2.2. В соответствии с видами дефектов различают три вида дефектных изделий:
изделие с критическим дефектом - изделие, имеющее хотя бы один критический дефект;
изделие со значительным дефектом - изделие, имеющее один или несколько значительных дефектов, но не имеющее критических дефектов;
изделие с малозначительным дефектом - изделие, имеющее один или несколько дефектов малозначительных по отдельности и в совокупности, но не имеющее значительных и критических дефектов.
1.3. Приемочный уровень дефектности AQL.
1.3.1. Уровень дефектности в настоящем стандарте может быть выражен процентом дефектных единиц:
![]()
или числом дефектов на 100 единиц продукции
![]() .
.
1.3.2. При известном значении AQL для параметра или группы параметров большинство проверяемых партий на основе избранного плана выборочного контроля будет принято, если средняя доля дефектности этих партий будет не больше, чем AQL.
AQL не определяет уровень дефектности в отдельных партиях и поэтому не гарантирует выполнение требования потребителя в каждой отдельной партии, но гарантирует их выполнение в среднем для последовательности партий.
1.3.3. Чтобы определить риск потребителя при отдельных приемках на основании определенного плана выборочного контроля следует использовать оперативную характеристику плана или в обоснованных случаях следует вычислить предел среднего выходного уровня дефектности AОQL.
1.4. Уровень контроля.
1.4.1. Принято семь уровней контроля (табл. 1):
I, II, III - общие;
S-1; S-2; S-3; S-4 - специальные.
Таблица 1
|
Код объема выборки при уровне контроля |
|||||||
|
Объем партии |
специальном |
общем |
|||||
|
S-1 |
S-2 |
S-3 |
S-4 |
I |
II |
III |
|
|
2 - 8 |
A |
A |
A |
A |
A |
A |
B |
|
9 - 15 |
A |
A |
A |
A |
A |
B |
C |
|
16 - 25 |
A |
A |
B |
B |
B |
C |
D |
|
26 - 50 |
A |
B |
B |
C |
C |
D |
E |
|
51 - 90 |
B |
B |
C |
C |
C |
E |
F |
|
91 - 150 |
B |
B |
C |
D |
D |
F |
G |
|
151 - 280 |
B |
C |
D |
E |
E |
G |
H |
|
281 - 500 |
B |
C |
D |
E |
F |
H |
J |
|
501 - 1200 |
C |
C |
E |
F |
G |
J |
K |
|
1201 - 3200 |
C |
D |
E |
G |
H |
K |
L |
|
3201 - 10000 |
C |
D |
F |
G |
J |
L |
M |
|
10001 - 35000 |
C |
D |
F |
H |
K |
M |
N |
|
35001 - 150000 |
D |
E |
G |
J |
L |
N |
P |
|
150001 - 500000 |
D |
E |
G |
J |
M |
P |
Q |
|
500001 и выше |
D |
E |
H |
K |
N |
Q |
R |
1.4.2. Основным для применения является уровень контроля II.
Уровень III применяют, если применение уровня I или II является необоснованным из-за стоимости контроля или принятие партии продукции с долей дефектных единиц больше AQL не вызывает существенных потерь.
Специальные уровни S-1, S-2, S-3, S-4 применяют, если необходимы малые выборки (например, в случае проведения разрушающих испытаний), а принятие значительного риска является обоснованным.
Уровень контроля должен быть определен для отдельных групп изделий заинтересованными сторонами (поставщик - потребитель) или установлен в соответствующей нормативно-технической документации.
1.5. Типы планов контроля.
1.5.1. Различают следующие типы планов контроля: одноступенчатые, двухступенчатые, многоступенчатые и последовательные.
1.5.2. Одноступенчатые планы характеризуются наибольшим объемом выборки, их следует применять в следующих случаях: стоимость контроля изделия является небольшой, продолжительность контроля является слишком длительной и партия не может быть задержана до момента окончания контроля.
1.5.3. Двухступенчатые планы характеризуются промежуточным объемом выборки (меньшим, чем в одноступенчатых планах и большим, чем в многоступенчатых планах). Эти планы следует применять в том случае, если нельзя применять одноступенчатые планы из-за большого объема выборки и многоступенчатые планы из-за большой продолжительности.
1.5.4. Многоступенчатые планы характеризуются наименьшим ожидаемым числом контролируемых изделий в данном плане контроля. Эти планы следует применять в случае, если время, необходимое для отбора и контроля единиц продукции, является небольшим, а стоимость испытания большой.
1.5.5. Планы последовательного контроля рекомендуется применять тогда, когда по экономическим и техническим соображениям является необходимым контроль небольших выборок и когда многократный случайный отбор выборки, состоящей из одной единицы продукции, не является затруднительным, а стоимость отбора небольшая.
1.6.1. Различают нормальный, усиленный и ослабленный контроль.
1.6.2. Нормальный контроль является основным видом контроля и применяется во всех случаях (если не оговорено применение другого вида контроля) до тех пор, пока не возникнут условия перехода на усиленный или ослабленный контроль (черт. 1).
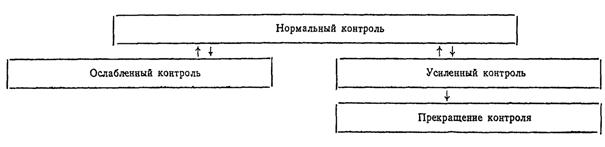
Черт. 1.
1.6.3. Переход с нормального контроля на усиленный контроль.
Если в ходе нормального контроля две из пяти последовательных партий будут забракованы, переходят на усиленный контроль.
Партии, возвращенные для контроля после их забракования при первом предъявлении, не учитывают.
Если десять очередных партий (или другое количество партий, установленное компетентным органом) контролируется по правилам усиленного контроля, следует прекратить приемку и принять меры для улучшения качества контролируемой продукции.
1.6.4. Переход с усиленного контроля на нормальный контроль.
Если при усиленном контроле пять очередных партий будет принято, переходят на нормальный контроль.
1.6.5. Переходы с нормального на ослабленный контроль.
С нормального контроля на ослабленный контроль переходят, если выполнены следующие условия:
при нормальном контроле не менее десяти последовательных партий были приняты;
общее число дефектных изделий, выявленных при контроле последних десяти партий, не превышает предельное число дефектных изделий (табл. 2);
технологический процесс стабилен и выпуск продукции ритмичен.
1.6.6. Переход с ослабленного контроля на нормальный контроль.
С ослабленного контроля переходят на нормальный контроль, если выполняется хотя бы одно из следующих условий:
очередная партия забракована при первом предъявлении;
нет оснований ни для принятия, ни для забракования партии, в таком случае партию следует принять, но, начиная со следующей партии, применять нормальный контроль;
изменение технологии или условий производства;
нарушены стабильность технологического процесса или ритмичный выпуск продукции;
другие условия требуют возвращения нормального контроля.
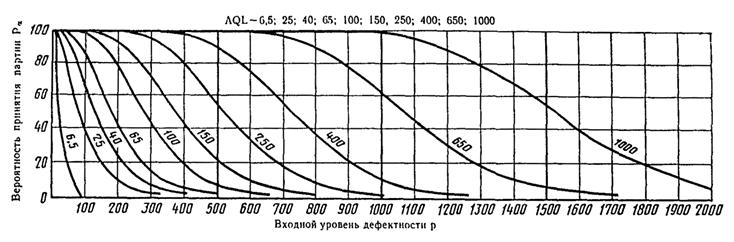
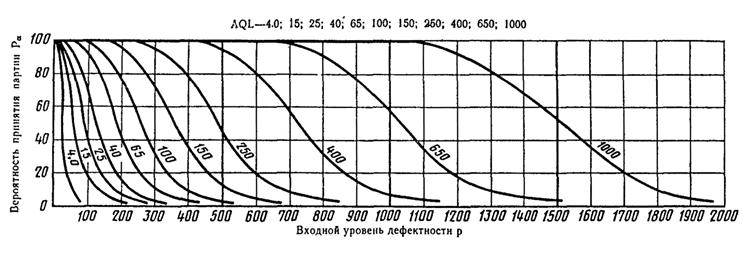
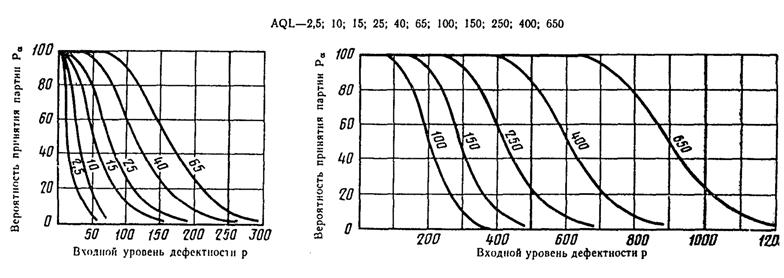
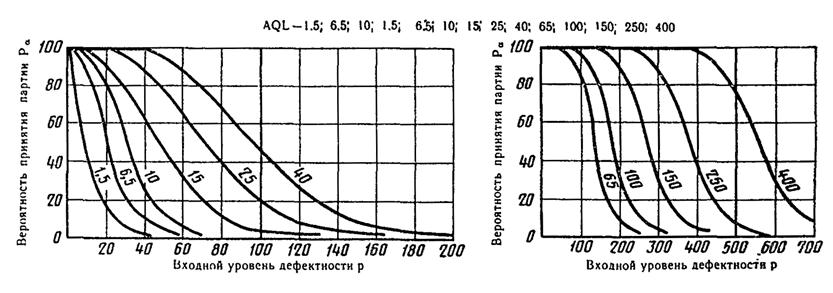
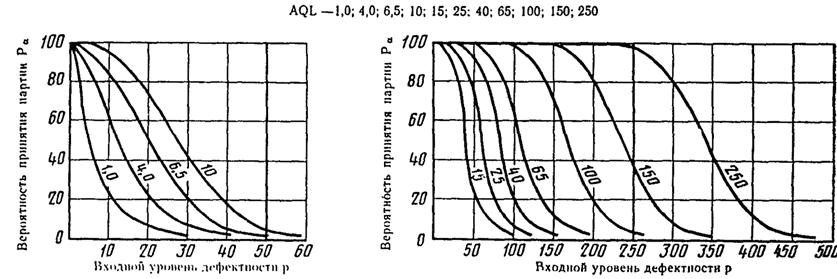
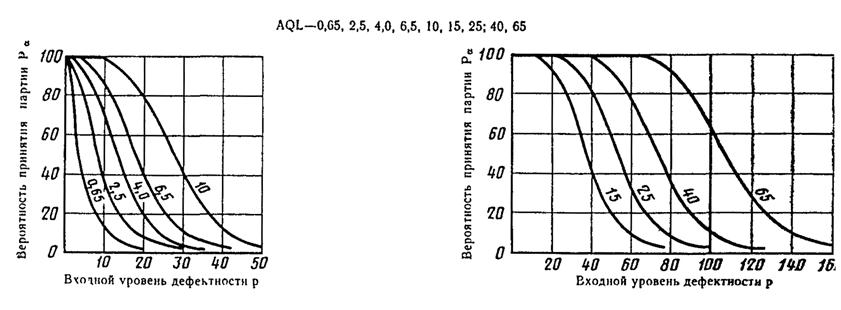
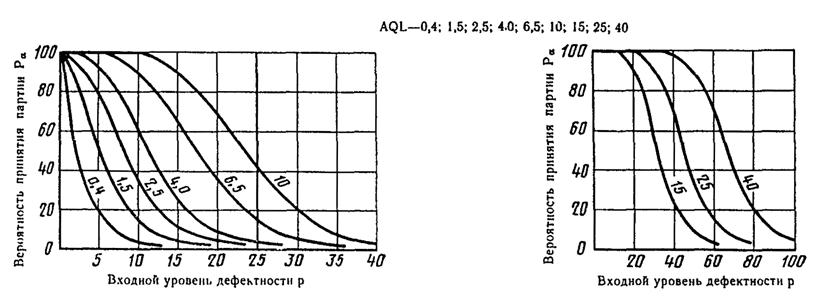
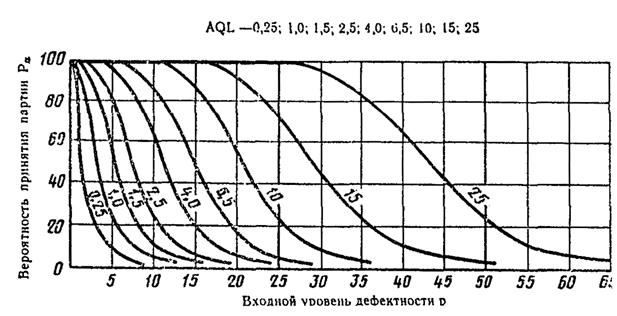
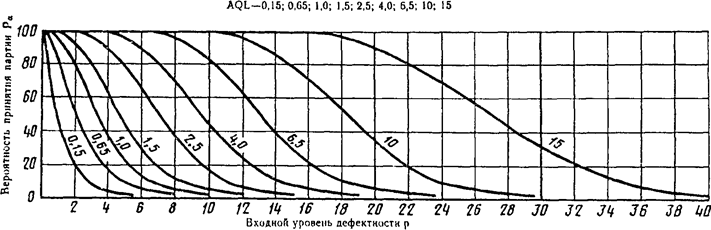
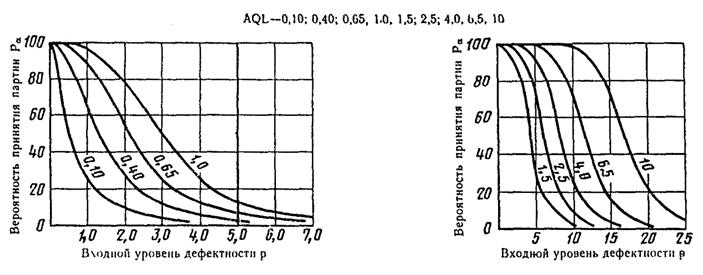
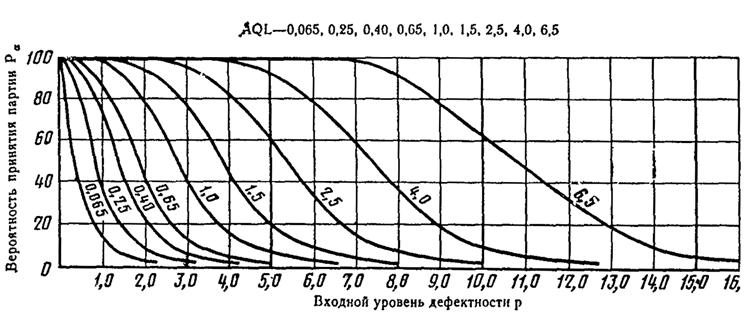
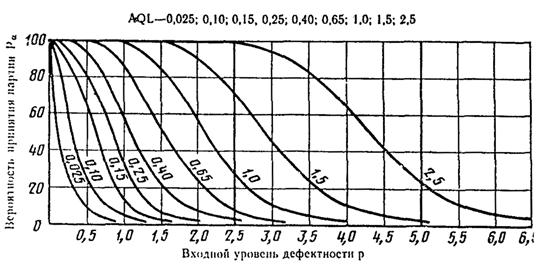
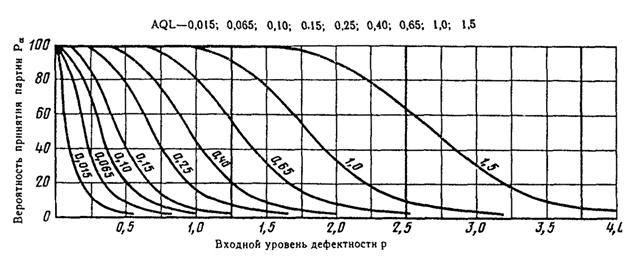
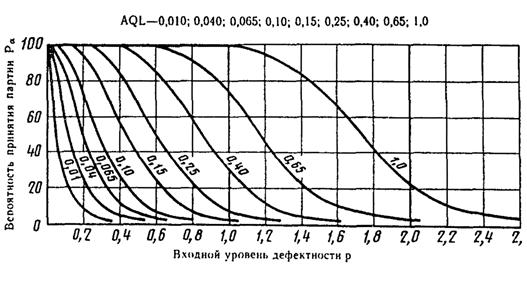
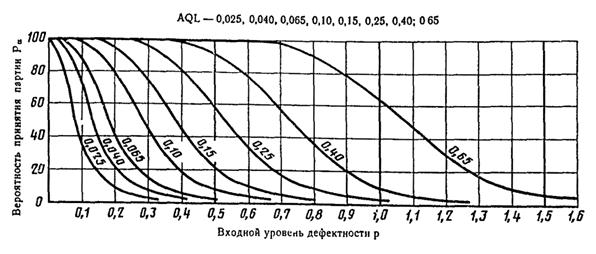
1.7. Оперативная характеристика.
1.7.1. Оперативная характеристика показывает вероятность принятия партии в зависимости от действительной доли дефектных единиц продукции этой партии.
Оперативную характеристику следует учитывать при выборе плана контроля, особенно в случае, когда важным является риск потребителя и поставщика во время отдельных приемок.
В табл. 3 - 18 помещены оперативные характеристики одноступенчатых планов контроля. Для данного кода объема выборки и данного значения AQL оперативные характеристики одноступенчатых, двухступенчатых и многоступенчатых планов контроля будут одинаковыми.
Таблица 2
|
Количество проконтролированных изделий в 10 выборках |
Предельные числа для ослабленного контроля при приемочном уровне дефектности AQL |
||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
|
|
20 - 29 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
|
30 - 49 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
|
50 - 79 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
|
80 - 120 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
0 |
|
130 - 199 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
0 |
0 |
|
200 - 319 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
* |
0 |
0 |
2 |
|
320 - 499 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
0 |
0 |
1 |
4 |
|
500 - 799 |
* |
* |
* |
* |
* |
* |
* |
* |
0 |
0 |
2 |
3 |
7 |
|
800 - 1249 |
* |
* |
* |
* |
* |
* |
* |
0 |
0 |
2 |
4 |
7 |
14 |
|
1250 - 1999 |
* |
* |
* |
* |
* |
* |
0 |
0 |
2 |
4 |
7 |
13 |
24 |
|
2000 - 3149 |
* |
* |
* |
* |
* |
0 |
0 |
2 |
4 |
8 |
14 |
22 |
40 |
|
3150 - 4999 |
* |
* |
* |
* |
0 |
0 |
1 |
4 |
8 |
14 |
24 |
38 |
67 |
|
5000 - 7999 |
* |
* |
* |
0 |
0 |
2 |
3 |
7 |
14 |
25 |
40 |
63 |
110 |
|
8000 - 12499 |
* |
* |
0 |
0 |
2 |
4 |
7 |
14 |
24 |
42 |
68 |
105 |
181 |
|
12500 - 19999 |
* |
0 |
0 |
2 |
4 |
7 |
13 |
24 |
40 |
69 |
110 |
169 |
|
|
20000 - 31499 |
0 |
0 |
2 |
4 |
8 |
14 |
22 |
40 |
68 |
115 |
181 |
||
|
31500 - 49999 |
0 |
1 |
4 |
8 |
14 |
24 |
38 |
67 |
111 |
186 |
|||
|
50000 |
2 |
3 |
7 |
14 |
25 |
40 |
63 |
110 |
181 |
301 |
|||
Продолжение табл. 2
|
Количество проконтролированных изделий в 10 выборках |
Предельные числа для ослабленного контроля при приемочном уровне дефектности AQL |
||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
|
20 - 29 |
* |
* |
0 |
0 |
2 |
4 |
8 |
14 |
22 |
40 |
68 |
115 |
181 |
|
30 - 49 |
* |
0 |
0 |
1 |
3 |
7 |
13 |
22 |
36 |
63 |
105 |
178 |
277 |
|
50 - 79 |
0 |
0 |
2 |
3 |
7 |
14 |
25 |
40 |
63 |
110 |
181 |
301 |
|
|
80 - 120 |
0 |
2 |
4 |
7 |
14 |
24 |
42 |
68 |
105 |
181 |
297 |
||
|
130 - 199 |
2 |
4 |
7 |
13 |
25 |
42 |
72 |
115 |
177 |
301 |
490 |
||
|
200 - 319 |
4 |
8 |
14 |
22 |
40 |
68 |
115 |
181 |
277 |
471 |
|||
|
320 - 499 |
8 |
14 |
24 |
39 |
68 |
113 |
189 |
||||||
|
500 - 799 |
14 |
25 |
40 |
63 |
110 |
181 |
|||||||
|
800 - 1249 |
24 |
42 |
68 |
105 |
181 |
||||||||
|
1250 - 1999 |
40 |
69 |
110 |
169 |
|||||||||
|
2000 - 3149 |
68 |
115 |
181 |
||||||||||
|
3150 - 4999 |
111 |
186 |
|||||||||||
|
5000 - 7999 |
181 |
||||||||||||
|
8000 - 12499 |
|||||||||||||
|
12500 - 19999 |
|||||||||||||
|
20000 - 31499 |
|||||||||||||
|
31500 - 49999 |
|||||||||||||
|
50000 |
|||||||||||||
________
* Число единиц в выборке из последних десяти партий недостаточно для перехода к ослабленному контролю при AQL. В этом случае для расчета берется более десяти партий при условии, что партии включают более поздние единицы продукции, чем для нормального контроля, и во время первоначальной проверки ни одна из партий не была забракована.
Таблица 3
Оперативные характеристики одноступенчатых планов контроля (код объема выборки А)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
||||||||||||||
|
6,5 |
6,5 |
25 |
40 |
65 |
100 |
150 |
- |
250 |
- |
400 |
- |
650 |
- |
1000 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
||||||||||||||
|
99,0 |
0,501 |
0,51 |
7,45 |
21,8 |
41,2 |
89,2 |
145 |
175 |
239 |
305 |
374 |
517 |
629 |
859 |
977 |
|
95,0 |
2,53 |
2,56 |
17,8 |
40,9 |
68,3 |
131 |
199 |
235 |
308 |
385 |
462 |
622 |
745 |
995 |
1122 |
|
90,0 |
5,13 |
5,25 |
26,6 |
55,1 |
87,3 |
158 |
233 |
272 |
351 |
432 |
515 |
684 |
812 |
1073 |
1206 |
|
75,0 |
13,4 |
14.4 |
48,1 |
86,8 |
127 |
211 |
298 |
342 |
431 |
521 |
612 |
795 |
934 |
1314 |
1354 |
|
50,0 |
29,3 |
34,7 |
83,9 |
134 |
184 |
284 |
383 |
433 |
533 |
633 |
733 |
933 |
1083 |
1383 |
1533 |
|
25,0 |
50,0 |
69,3 |
135 |
196 |
256 |
371 |
484 |
540 |
651 |
761 |
870 |
1087 |
1248 |
1568 |
1728 |
|
10,0 |
68,4 |
115 |
195 |
266 |
334 |
464 |
589 |
650 |
770 |
889 |
1006 |
1238 |
140Э |
1748 |
1916 |
|
5,0 |
77,6 |
150 |
237 |
315 |
388 |
526 |
657 |
722 |
848 |
972 |
1094 |
1334 |
1512 |
1862 |
2035 |
|
1,0 |
90,0 |
230 |
332 |
420 |
502 |
655 |
800 |
870 |
1007 |
1141 |
1272 |
1529 |
1718 |
2088 |
2270 |
|
- |
40 |
65 |
100 |
150 |
- |
250 |
- |
400 |
- |
650 |
- |
1000 |
- |
||
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
|||||||||||||||
Таблица 4
Оперативные характеристики одноступенчатых планов контроля (код объема выборки В)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
||||||||||||||||
|
4,0 |
4,0 |
15 |
25 |
40 |
65 |
100 |
- |
150 |
- |
250 |
- |
400 |
- |
650 |
- |
1000 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
||||||||||||||||
|
99,0 |
0,33 |
0,34 |
4,97 |
14,5 |
27,4 |
59,5 |
96,9 |
117 |
159 |
203 |
249 |
345 |
419 |
573 |
651 |
947 |
1029 |
|
95,0 |
1,70 |
1,71 |
11,8 |
27,3 |
45,5 |
87,1 |
133 |
157 |
206 |
256 |
308 |
415 |
496 |
663 |
748 |
1035 |
1152 |
|
90,0 |
3,45 |
3,50 |
17,7 |
36,7 |
58,2 |
105 |
155 |
181 |
234 |
288 |
343 |
456 |
541 |
716 |
804 |
1131 |
1222 |
|
75,0 |
9,14 |
9,60 |
32,0 |
57,6 |
84,5 |
141 |
199 |
228 |
287 |
347 |
408 |
530 |
623 |
809 |
903 |
1249 |
1344 |
|
50,0 |
20,6 |
23,1 |
55,9 |
89,1 |
122 |
189 |
256 |
283 |
356 |
422 |
489 |
622 |
722 |
922 |
1022 |
1389 |
1489 |
|
25,0 |
37,0 |
46,2 |
89,8 |
131 |
170 |
247 |
323 |
360 |
434 |
507 |
580 |
724 |
832 |
1046 |
1152 |
1539 |
1644 |
|
10,0 |
53,6 |
76,8 |
130 |
177 |
223 |
309 |
392 |
433 |
514 |
593 |
671 |
825 |
939 |
1165 |
1277 |
1683 |
1793 |
|
5,0 |
63,2 |
99,9 |
158 |
210 |
258 |
350 |
438 |
481 |
565 |
648 |
730 |
890 |
1008 |
1241 |
1356 |
1773 |
1883 |
|
1,0 |
78,4 |
154 |
221 |
280 |
335 |
437 |
533 |
580 |
672 |
761 |
848 |
1019 |
1145 |
1392 |
1513 |
1951 |
2069 |
|
6,5 |
6,5 |
25 |
40 |
65 |
100 |
- |
150 |
- |
250 |
- |
400 |
- |
650 |
- |
1000 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
|||||||||||||||||
Таблица 5
Оперативные характеристики одноступенчатых планов контроля (код объема выборки С)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||||||||
|
2,5 |
10 |
2,5 |
10 |
15 |
25 |
4 |
65 |
- |
100 |
- |
150 |
- |
250 |
- |
400 |
- |
650 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
|||||||||||||||||
|
99,0 |
0,20 |
3,28 |
0,20 |
2,89 |
8,72 |
16,5 |
35,7 |
58,1 |
70,1 |
95,4 |
122 |
150 |
207 |
251 |
344 |
391 |
568 |
618 |
|
95,0 |
1,02 |
7,63 |
1,03 |
7,10 |
16,4 |
27,3 |
52,3 |
79,6 |
93,9 |
123 |
154 |
185 |
249 |
298 |
398 |
449 |
639 |
691 |
|
90,0 |
2,09 |
11,2 |
2,10 |
10,6 |
22,0 |
34,9 |
63,0 |
93,1 |
109 |
140 |
173 |
206 |
273 |
325 |
429 |
482 |
679 |
733 |
|
75,0 |
5,59 |
19,4 |
5,76 |
19,2 |
34,5 |
50,7 |
84,4 |
119 |
137 |
172 |
208 |
245 |
318 |
374 |
485 |
542 |
749 |
806 |
|
50,0 |
12,9 |
31,4 |
13,9 |
33,6 |
53,5 |
73,4 |
113 |
153 |
173 |
213 |
253 |
293 |
373 |
433 |
553 |
613 |
833 |
893 |
|
25,0 |
24,2 |
45,4 |
27,7 |
53,9 |
78,4 |
102 |
148 |
194 |
216 |
260 |
304 |
348 |
435 |
499 |
627 |
691 |
923 |
987 |
|
10,0 |
36,9 |
58,4 |
46,1 |
77,8 |
106 |
134 |
186 |
235 |
260 |
308 |
356 |
403 |
495 |
564 |
699 |
766 |
1010 |
1076 |
|
5,0 |
45,1 |
65,8 |
59,9 |
94,9 |
126 |
155 |
210 |
263 |
289 |
339 |
389 |
438 |
534 |
605 |
745 |
814 |
1064 |
1131 |
|
1,0 |
60,2 |
77,8 |
92,1 |
133 |
168 |
201 |
262 |
320 |
348 |
403 |
456 |
509 |
612 |
687 |
835 |
908 |
1171 |
1241 |
|
4,0 |
- |
4,0 |
15 |
25 |
40 |
65 |
- |
100 |
- |
150 |
- |
250 |
- |
400 |
- |
650 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||||||||
Таблица 6
Оперативные характеристики одноступенчатых планов контроля (код объема выборки D)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
||||||||||||||||||
|
1,5 |
6,5 |
10 |
1,5 |
6,5 |
10 |
15 |
25 |
40 |
- |
65 |
- |
100 |
- |
150 |
- |
250 |
- |
400 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
||||||||||||||||||
|
99,0 |
0,13 |
2,00 |
6,00 |
0,13 |
1,83 |
5,45 |
10,3 |
.22,3 |
36,3 |
43,8 |
59,6 |
76,2 |
93,5 |
129 |
157 |
215 |
244 |
355 |
386 |
|
95,0 |
0,64 |
2,64 |
11,1 |
0,64 |
4,44 |
10,2 |
17,1 |
32,7 |
49,8 |
58,7 |
77,1 |
96,1 |
116 |
156 |
186 |
249 |
281 |
399 |
432 |
|
90,0 |
1,31 |
6,88 |
14,7 |
1,31 |
6,65 |
13,8 |
21,8 |
39,4 |
58,2 |
67,9 |
87,8 |
108 |
129 |
171 |
203 |
268 |
301 |
424 |
458 |
|
75,0 |
3,53 |
12.1 |
22,1 |
3,60 |
12,0 |
21,6 |
31,7 |
52,7 |
74,5 |
85,5 |
108 |
130 |
153 |
199 |
234 |
303 |
339 |
468 |
504 |
|
50,0 |
8,30 |
20,1 |
32,1 |
8,66 |
21,0 |
33,4 |
45,9 |
70,9 |
95,9 |
108 |
133 |
158 |
183 |
233 |
271 |
346 |
383 |
521 |
558 |
|
25,0 |
15,9 |
30,3 |
43,3 |
17,3 |
33,7 |
49,0 |
63,9 |
92,8 |
121 |
135 |
163 |
190 |
218 |
272 |
312 |
392 |
432 |
577 |
617 |
|
10,0 |
25,0 |
40,6 |
53,9 |
28,8 |
48,6 |
66,5 |
83,5 |
116 |
147 |
162 |
193 |
222 |
252 |
309 |
352 |
437 |
478 |
631 |
672 |
|
5,0 |
31,2 |
47,1 |
59,9 |
37,5 |
59,3 |
78,7 |
96,9 |
131 |
164 |
180 |
212 |
243 |
274 |
334 |
378 |
465 |
503 |
665 |
707 |
|
1,0 |
43,8 |
58,8 |
70,7 |
57,6 |
83,0 |
105 |
126 |
164 |
200 |
218 |
252 |
285 |
318 |
382 |
429 |
522 |
568 |
732 |
776 |
|
2,5 |
10 |
- |
2,5 |
10 |
15 |
25 |
40 |
- |
65 |
- |
100 |
- |
150 |
- |
250 |
- |
400 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
|||||||||||||||||||
Таблица 7
Оперативные характеристики одноступенчатых планов контроля (код объема выборки E)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||||||||||
|
1,0 |
4,0 |
6,5 |
10 |
1,0 |
4,0 |
6,5 |
10 |
15 |
25 |
- |
40 |
- |
65 |
- |
100 |
- |
150 |
- |
250 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
|||||||||||||||||||
|
99,0 |
0,077 |
1,19 |
3,63 |
7,00 |
0,078 |
1,15 |
3,35 |
6,33 |
13,7 |
22,4 |
27,0 |
36,7 |
46,9 |
57,5 |
79,6 |
96,7 |
132 |
150 |
219 |
238 |
|
95,0 |
0,394 |
2,81 |
6,63 |
11,3 |
0,395 |
2,73 |
6,29 |
10,5 |
20,1 |
30,6 |
36,1 |
47,5 |
59,2 |
71,1 |
95,7 |
115 |
153 |
173 |
246 |
266 |
|
90,0 |
0,807 |
4,16 |
8,80 |
14,2 |
0,808 |
4,09 |
8,48 |
13,4 |
24,2 |
35,8 |
41,8 |
54,0 |
66,5 |
79,2 |
105 |
125 |
165 |
185 |
261 |
282 |
|
75,0 |
2,19 |
7,41 |
13,4 |
19,9 |
2,22 |
7,39 |
13,3 |
19,5 |
32,5 |
45,8 |
52,6 |
66,3 |
80,2 |
94,1 |
122 |
144 |
187 |
208 |
288 |
310 |
|
50,0 |
5,19 |
12,6 |
20,0 |
27,5 |
5,32 |
12,9 |
20,6 |
28,2 |
43,6 |
59,0 |
66,7 |
82,1 |
97,5 |
113 |
144 |
168 |
213 |
236 |
321 |
344 |
|
25,0 |
10,1 |
19,4 |
28,0 |
36,2 |
10,7 |
20,7 |
30,2 |
39,3 |
57,1 |
74,5 |
83,1 |
100 |
117 |
134 |
167 |
192 |
241 |
266 |
355 |
379 |
|
10,0 |
16,2 |
26,8 |
36,0 |
44,4 |
17,7 |
29,9 |
40,9 |
51,4 |
71,3 |
90,5 |
100 |
119 |
137 |
155 |
190 |
217 |
269 |
295 |
388 |
414 |
|
5,0 |
20,6 |
31,6 |
41,0 |
49,5 |
23,0 |
36,5 |
48,4 |
59,6 |
80,9 |
101 |
111 |
130 |
150 |
168 |
205 |
233 |
286 |
313 |
409 |
435 |
|
1,0 |
29,8 |
41,5 |
50,6 |
58,7 |
35,4 |
51,1 |
64,7 |
77,3 |
101 |
123 |
134 |
155 |
176 |
196 |
235 |
264 |
321 |
349 |
450 |
477 |
|
1,5 |
6,5 |
10 |
- |
1,5 |
6,5 |
10 |
15 |
25 |
- |
40 |
- |
65 |
- |
100 |
- |
150 |
- |
250 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||||||||||
Таблица 8
Оперативные характеристики одноступенчатых планов контроля (код объема выборки F)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
||||||||||||||||
|
0,65 |
2,5 |
4,0 |
6,5 |
10 |
0,65 |
2,5 |
4,0 |
6,5 |
10 |
15 |
- |
25 |
- |
40 |
- |
65 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
||||||||||||||||
|
99,0 |
0,050 |
0,75 |
2,25 |
4,31 |
9,75 |
0,051 |
0,75 |
2,18 |
4,12 |
8,92 |
14,5 |
17,5 |
23,9 |
30,5 |
37,4 |
51,7 |
62,9 |
|
95,0 |
0,256 |
1,80 |
4,22 |
7,13 |
14,0 |
0,257 |
1,78 |
4,03 |
6,83 |
13,1 |
19,9 |
23,5 |
30,8 |
38,5 |
46,2 |
62,2 |
74,5 |
|
90,0 |
0,525 |
2,69 |
5,64 |
9,03 |
16,6 |
0,527 |
2,66 |
5,51 |
8,73 |
15,8 |
23,3 |
27,2 |
35,1 |
43,2 |
51,5 |
68,4 |
81,2 |
|
75,0 |
1,43 |
4,81 |
8,70 |
12,8 |
21,6 |
1,44 |
4,81 |
8,68 |
12,7 |
21,1 |
29,8 |
34,2 |
43,1 |
52,1 |
61,2 |
79,5 |
93,4 |
|
50,0 |
3,41 |
8,25 |
13,1 |
18,1 |
27,9 |
3,47 |
8,39 |
13,4 |
18,4 |
28,4 |
38,3 |
43,3 |
53,3 |
63,3 |
73,3 |
93,3 |
108 |
|
25,0 |
6,70 |
12,9 |
18,7 |
24,2 |
34,8 |
6,93 |
13,5 |
19,6 |
25,5 |
37,1 |
48,4 |
54,0 |
65,1 |
76,1 |
87,0 |
109 |
125 |
|
10,0 |
10,9 |
18,1 |
24,5 |
30,4 |
41,5 |
11,5 |
19,5 |
26,6 |
33,4 |
46,4 |
58,9 |
65,0 |
77,0 |
88,9 |
101 |
124 |
141 |
|
5,0 |
13,9 |
21,6 |
28,3 |
34,4 |
45,6 |
15,0 |
23,7 |
31,5 |
38,8 |
52,6 |
65,7 |
72,2 |
84,8 |
97,2 |
103 |
133 |
151 |
|
1,0 |
20,0 |
28,9 |
35,6 |
42,0 |
53,4 |
23,0 |
33,2 |
42,0 |
50,2 |
65,5 |
80,0 |
87,0 |
101 |
114 |
127 |
153 |
172 |
|
1,0 |
4,0 |
6,5 |
10 |
- |
1,0 |
4,0 |
6,5 |
10 |
15 |
- |
25 |
- |
40 |
- |
65 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
|||||||||||||||||
Таблица 9
Оперативные характеристики одноступенчатых планов контроля (код объема выборки G)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||||||||
|
0,40 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
0,40 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
- |
15 |
- |
25 |
- |
40 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
|||||||||||||||||
|
99,0 |
0,032 |
0,475 |
1,38 |
2,63 |
5,94 |
9,75 |
0,032 |
0,466 |
1,36 |
2,57 |
5,57 |
9,08 |
11,0 |
14,9 |
19,1 |
23,4 |
32,3 |
39,3 |
|
95,0 |
0,161 |
1,13 |
2,59 |
4,39 |
8,50 |
13,1 |
0,160 |
1,10 |
2,55 |
4,26 |
8,16 |
12,4 |
14,7 |
19,3 |
21,0 |
28,9 |
38,9 |
46,5 |
|
90,0 |
0,329 |
1,67 |
3,50 |
5,56 |
10,2 |
15,1 |
0,328 |
1,66 |
3,44 |
5,45 |
9,85 |
14,6 |
17,0 |
21,9 |
27,0 |
32,2 |
42,7 |
50,8 |
|
75,0 |
0,895 |
3,01 |
5,42 |
7,98 |
13,4 |
19,0 |
0,900 |
3,00 |
5,39 |
7,92 |
13,2 |
18,6 |
21,4 |
26,9 |
32,6 |
38,2 |
49,7 |
58,4 |
|
50,0 |
2,14 |
5,19 |
8,27 |
11,4 |
17,5 |
23,7 |
2,16 |
5,24 |
8,35 |
11,5 |
17,7 |
24,0 |
27,1 |
33,3 |
39,6 |
45,8 |
58,3 |
67,7 |
|
25,0 |
4,23 |
8,19 |
11,9 |
15,4 |
22,3 |
29,0 |
4,33 |
8,41 |
12,3 |
16,0 |
23,2 |
30,3 |
33,8 |
40,7 |
47,6 |
54,4 |
67,9 |
78,0 |
|
10,0 |
6,91 |
11,6 |
15,8 |
19,7 |
27,1 |
34,1 |
7,19 |
12,2 |
16,6 |
20,9 |
29,0 |
36,8 |
40,6 |
48,1 |
55,6 |
62,9 |
77,4 |
88,1 |
|
5,0 |
8,94 |
14,0 |
18,4 |
22,5 |
30,1 |
37,2 |
9,36 |
14,8 |
19,7 |
24,2 |
32,9 |
41,1 |
45,1 |
53,0 |
60,8 |
68,4 |
83,4 |
94,5 |
|
1,0 |
13,5 |
19,0 |
23,7 |
28,0 |
35,9 |
43,3 |
14,4 |
20,7 |
26,3 |
31,4 |
41,0 |
50,0 |
54,4 |
63,0 |
71,3 |
79,5 |
95,6 |
107 |
|
0,65 |
2,5 |
4,0 |
6,5 |
10 |
- |
0,05 |
2,5 |
4,0 |
6,5 |
10 |
- |
15 |
- |
25 |
- |
40 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||||||||
Таблица 10
Оперативные характеристики одноступенчатых планов контроля (код объема выборки H)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||||||||||
|
0,25 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
- |
10 |
0,25 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
- |
10 |
- |
15 |
- |
25 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
|||||||||||||||||||
|
99,0 |
0,020 |
0,306 |
0,888 |
1,69 |
3,66 |
6,06 |
7,41 |
11,1 |
0,020 |
0,238 |
0,872 |
1,65 |
3,57 |
5,81 |
7,01 |
9,54 |
12,2 |
15,0 |
20,7 |
25,1 |
|
95,0 |
0,103 |
0,712 |
1,66 |
2,77 |
5,34 |
8,20 |
9,74 |
12,9 |
0,103 |
0,710 |
1,64 |
2,73 |
5,23 |
7,96 |
9,39 |
12,3 |
15,4 |
18,5 |
24,9 |
29,8 |
|
90,0 |
0,210 |
1,07 |
2,23 |
3,54 |
6,42 |
9,53 |
11,2 |
14,5 |
0,210 |
1,06 |
2,20 |
3,49 |
6,30 |
9,31 |
10,9 |
14,0 |
17,3 |
20,6 |
27,3 |
32,5 |
|
75,0 |
0,574 |
1,92 |
3,46 |
5,09 |
8,51 |
12,0 |
13,8 |
17,5 |
0,576 |
1,92 |
3,45 |
5,07 |
8,44 |
11,9 |
13,7 |
17,2 |
20,8 |
24,5 |
31,8 |
37,4 |
|
50,0 |
1,38 |
3,33 |
5,31 |
7,30 |
11,3 |
15,2 |
17,2 |
21,2 |
1,39 |
3,36 |
5,35 |
7,34 |
11,3 |
15,3 |
17,3 |
21,6 |
25,3 |
29,3 |
37,3 |
43,3 |
|
25,0 |
2,74 |
5,30 |
7,70 |
10,0 |
14,5 |
18,8 |
21,0 |
25,2 |
2,77 |
5,39 |
7,84 |
10,2 |
14,8 |
19,4 |
21,6 |
26,0 |
30,4 |
34,8 |
43,5 |
49,9 |
|
10,0 |
4,50 |
7,56 |
10,3 |
12,9 |
17,8 |
22,4 |
24,7 |
29,1 |
4,61 |
7,78 |
10,6 |
13,4 |
18,6 |
23,5 |
26,0 |
30,8 |
35,6 |
40,3 |
49,5 |
56,4 |
|
5,0 |
5,82 |
9,13 |
12,1 |
14,8 |
19,9 |
24,7 |
27,0 |
31,6 |
5,99 |
9,49 |
12,6 |
15,5 |
21,0 |
26,3 |
28,9 |
33,9 |
38,9 |
43,8 |
53,4 |
60,5 |
|
1,0 |
8,80 |
12,5 |
15,9 |
18,8 |
24,3 |
29,2 |
31,7 |
36,3 |
9,21 |
13,3 |
16,8 |
20,1 |
26,2 |
32,0 |
34,8 |
40,3 |
45,6 |
50,9 |
61,1 |
68,7 |
|
0,40 |
1,5 |
2,5 |
4,0 |
6,5 |
- |
10 |
- |
0,40 |
1,5 |
2,5 |
4,0 |
6,5 |
- |
10 |
- |
15 |
- |
25 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||||||||||
Таблица 11
Оперативные характеристики одноступенчатых планов контроля (код объема выборки I)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||||||||||||
|
0,15 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
- |
6,5 |
- |
10 |
0,15 |
0,5 |
1,0 |
1,5 |
2,5 |
4,0 |
- |
6,5 |
- |
10 |
- |
15 |
|
|
р (доля дефектных единиц) |
р (число дефектов на 100 единиц продукции) |
|||||||||||||||||||||
|
99,0 |
0,013 |
0,188 |
0,550 |
1,05 |
2,30 |
3,72 |
4,50 |
6,13 |
7,88 |
9,75 |
0,013 |
0,186 |
0,545 |
1,03 |
2,23 |
3,63 |
4,38 |
5,96 |
7,62 |
9,35 |
12,9 |
15,7 |
|
95,0 |
0,094 |
0,444 |
1,03 |
1,73 |
3,32 |
5,03 |
5,98 |
7,91 |
9,89 |
11,9 |
0,064 |
0,444 |
1,02 |
1,71 |
3,27 |
4,98 |
5,87 |
7,71 |
9,61 |
11,6 |
15,6 |
18,6 |
|
90,0 |
0,132 |
0,666 |
1,38 |
2,20 |
3,98 |
5,91 |
6,91 |
8,95 |
11,0 |
13,2 |
0,131 |
0,665 |
1,38 |
2,18 |
3,94 |
5,82 |
6,79 |
8,78 |
10,8 |
12,9 |
17,1 |
20,3 |
|
75,0 |
0,359 |
1,202 |
2,16 |
3,18 |
5,30 |
7,50 |
8,62 |
10,9 |
13,2 |
15,5 |
0,360 |
1,20 |
2,16 |
3,17 |
5,27 |
7,45 |
8,55 |
10,8 |
13,0 |
15,3 |
19,9 |
23,4 |
|
50,0 |
0,863 |
2,09 |
3,33 |
4,57 |
7,06 |
9,55 |
10,8 |
13,3 |
15,8 |
18,3 |
0,866 |
2,10 |
3,34 |
4,59 |
7,09 |
9,59 |
10,8 |
13,3 |
15,8 |
18,3 |
23,3 |
27,1 |
|
25,0 |
1,72 |
3,5 |
4,84 |
6,31 |
9,14 |
11,9 |
13,3 |
16,0 |
18,6 |
21,3 |
1,73 |
3,37 |
4,90 |
6,39 |
9,28 |
12,1 |
13,5 |
16,3 |
19,0 |
21,8 |
27,2 |
31,2 |
|
10,0 |
2,84 |
4,78 |
6,52 |
8,16 |
11,3 |
14,2 |
15,7 |
18,6 |
21,4 |
24,2 |
2,88 |
4,86 |
6,65 |
8,35 |
11,6 |
14,7 |
16,2 |
19,3 |
22,2 |
25,2 |
30,9 |
35,2 |
|
5,0 |
3,68 |
5,30 |
7,66 |
9,39 |
12,7 |
15,8 |
17,3 |
20,3 |
23,2 |
26,0 |
3,75 |
5,93 |
7,87 |
9,69 |
13,1 |
16,4 |
18,0 |
21,2 |
24,3 |
27,4 |
33,4 |
37,8 |
|
1,0 |
5,59 |
8,00 |
10,1 |
12,0 |
15,6 |
18,9 |
20,5 |
23,6 |
26,5 |
29,5 |
5,76 |
8,30 |
10,5 |
12,6 |
16,4 |
20,0 |
21,8 |
25,2 |
28,5 |
31,8 |
38,2 |
42,9 |
|
0,25 |
1,0 |
1,5 |
2,5 |
4,0 |
- |
6,5 |
- |
10 |
- |
0,25 |
1,0 |
1,5 |
2,5 |
4,0 |
- |
6,5 |
- |
10 |
- |
15 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||||||||||||
Примечание к табл. 3 - 11. Биноминальное распределение принято для доли дефектных единиц, пуассоновское распределение - для числа дефектов на 100 единиц продукции.
Таблица 12
Оперативные характеристики одноступенчатых планов контроля (код объема выборки K)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,10 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
- |
4,0 |
- |
6,5 |
- |
10 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,0081 |
0,119 |
0,349 |
0,858 |
1,43 |
2,33 |
2,81 |
3,82 |
4,88 |
5,98 |
8,28 |
10,1 |
|
95,0 |
0,0410 |
0,284 |
0,654 |
1,09 |
2,09 |
3,19 |
3,76 |
4,94 |
6,15 |
7,40 |
9,96 |
11,9 |
|
90,0 |
0,0840 |
0,426 |
0,882 |
1,40 |
2,5? |
3,73 |
4,35 |
5,62 |
6,92 |
8,24 |
10,9 |
13,0 |
|
75,0 |
0,230 |
0,769 |
1,382 |
2,03 |
3,38 |
4,77 |
5,47 |
6,90 |
8,34 |
9,79 |
12,7 |
14,9 |
|
50,0 |
0,564 |
1,34 |
2,14 |
2,94 |
4,54 |
6,14 |
6,94 |
8,53 |
10,1 |
11,7 |
14,9 |
17,3 |
|
25,0 |
1,11 |
2,16 |
3,14 |
4,09 |
5,94 |
7,75 |
8,64 |
10,4 |
12,2 |
13,9 |
17,4 |
20,0 |
|
10,0 |
1,84 |
3,11 |
4,26 |
5,35 |
7,42 |
9,46 |
10,4 |
12,3 |
14,2 |
16,1 |
19,8 |
22,5 |
|
5,0 |
2,40 |
3,80 |
5,04 |
6,20 |
8,41 |
10,5 |
11,5 |
13,6 |
15,6 |
17,5 |
21,4 |
24,2 |
|
1,0 |
3,68 |
5,31 |
6,73 |
8,04 |
10,5 |
12,8 |
13,6 |
16,1 |
18,3 |
20,4 |
24,5 |
27,5 |
|
0,15 |
0,65 |
1,0 |
1,5 |
2,5 |
- |
4,0 |
- |
6,5 |
- |
10 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 13
Оперативные характеристики одноступенчатых планов контроля (код объема выборки L)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,065 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
- |
2,5 |
- |
4,0 |
- |
6,5 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,0051 |
0,075 |
0,218 |
0,412 |
0,893 |
1,45 |
1,75 |
2,39 |
3,05 |
3,74 |
5,17 |
6,29 |
|
95,0 |
0,0256 |
0,178 |
0,409 |
0,683 |
1,31 |
1,99 |
2,35 |
3,09 |
3,85 |
4,62 |
6,22 |
7,45 |
|
90,0 |
0,0525 |
0,266 |
0,551 |
0,873 |
1,58 |
2,33 |
2,72 |
3.&1 |
4,32 |
5,15 |
6,84 |
8,12 |
|
75,0 |
0,144 |
0,481 |
0,864 |
1,27 |
2,11 |
2,98 |
3,42 |
4,31 |
5,21 |
6,12 |
7,95 |
9,34 |
|
50,0 |
0,347 |
0,839 |
1,34 |
1,84 |
2,84 |
3,84 |
4,33 |
5,33 |
6,33 |
7,33 |
9,33 |
10,8 |
|
25,0 |
0,693 |
1,35 |
1,96 |
2,56 |
3,71 |
4,84 |
5,40 |
6,51 |
7,61 |
8,70 |
10,9 |
12,5 |
|
10,0 |
1,15 |
1,95 |
2,66 |
3,34 |
4,64 |
5,8.9 |
6,50 |
7,70 |
8,89 |
10,1 |
12,4 |
14,1 |
|
5,0 |
1,50 |
2,37 |
3,15 |
3,88 |
5,26 |
6,57 |
7,22 |
8,48 |
9,72 |
10,9 |
13,3 |
15,1 |
|
1,0 |
2,30 |
3,32 |
4,20 |
5,02 |
6,66 |
8,00 |
8,70 |
10,1 |
11,4 |
12,7 |
15,3 |
17,2 |
|
0,10 |
0,40 |
0,65 |
1,0 |
1,5 |
- |
2,5 |
- |
4,0 |
- |
6,5 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 14
Оперативные характеристики одноступенчатых планов контроля (код объема выборки M)

|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,040 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
- |
1,5 |
- |
2,5 |
- |
4,0 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,0032 |
0,047 |
0,138 |
0,261 |
0,566 |
0,922 |
1,11 |
1,51 |
1,94 |
2,38 |
3,28 |
3,99 |
|
95,0 |
0,0163 |
0,112 |
0,259 |
0,433 |
0,829 |
1,26 |
1,49 |
1,96 |
2,44 |
2,94 |
3,95 |
4,73 |
|
90,0 |
0,0333 |
0,168 |
0,349 |
0,533 |
1,00 |
1,48 |
1,72 |
2,23 |
2,75 |
3,27 |
4,34 |
5,16 |
|
75,0 |
0,0914 |
0,305 |
0,580 |
0,804 |
1,34 |
1,89 |
2,17 |
2,74 |
3,31 |
3,89 |
5,05 |
5,93 |
|
50,0 |
0,220 |
0,532 |
0,848 |
1,17 |
1,60 |
2,43 |
2,75 |
3,39 |
4,02 |
4,66 |
5,93 |
6,88 |
|
25,0 |
0,440 |
0,854 |
1,24 |
1,62 |
2,36 |
3,07 |
3,43 |
4,13 |
4,83 |
5,52 |
6,90 |
7,92 |
|
10,0 |
0,731 |
1,23 |
1,69 |
2,12 |
2,94 |
3,74 |
4,13 |
4,89 |
5,66 |
6,39 |
7,86 |
8,95 |
|
5,0 |
0,951 |
1,51 |
2,00 |
2,46 |
3,34 |
4,17 |
4,58 |
5,38 |
6,17 |
6,95 |
8,47 |
9,60 |
|
1,0 |
1,46 |
2,11 |
2,67 |
3,19 |
4,16 |
5,08 |
5,63 |
6,40 |
7,26 |
8,08 |
9,71 |
10,9 |
|
0,065 |
0,25 |
0,40 |
0,65 |
1,0 |
- |
1,5 |
- |
2,5 |
- |
4,0 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 15
Оперативные характеристики одноступенчатых планов контроля (код объема выборки N)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,025 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
- |
1,0 |
- |
1,5 |
- |
2,5 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,0020 |
0,030 |
0,087 |
0,165 |
0,357 |
0,581 |
0,701 |
0,954 |
1,22 |
1,50 |
2,07 |
2,51 |
|
95,0 |
0,0103 |
0,071 |
0,164 |
0,273 |
0,623 |
0,796 |
0,939 |
1,23 |
1,54 |
1,85 |
2,49 |
2,98 |
|
90,0 |
0,0210 |
0,106 |
0,220 |
0,349 |
0,630 |
0,931 |
1,09 |
1,40 |
1,73 |
2,06 |
2,73 |
3,25 |
|
75,0 |
0,0576 |
0,192 |
0,345 |
0,907 |
0,844 |
1,19 |
1,37 |
1,72 |
2,08 |
2,45 |
3,18 |
3,74 |
|
50,0 |
0,139 |
0,336 |
0,535 |
0,734 |
1,13 |
1,53 |
1,73 |
2,13 |
2,53 |
2,93 |
3,73 |
4,33 |
|
25,0 |
0,277 |
0,539 |
0,784 |
1,02 |
1,48 |
1,94 |
2,16 |
2,60 |
3,04 |
3,48 |
4,35 |
4,99 |
|
10,0 |
0,461 |
0,778 |
1,06 |
1,34 |
1,86 |
2,35 |
2,60 |
3,08 |
3,56 |
4,03 |
4,95. |
5,64 |
|
5,0 |
0,599 |
0,949 |
1,26 |
1,55 |
2,10 |
2,63 |
2,89 |
3,39 |
3,89 |
4,38 |
5,34 |
6,05 |
|
1,0 |
0,921 |
1,328 |
1,68 |
2,01 |
2,62 |
3,20 |
3,48 |
4,03 |
4,56 |
5,09 |
6,12 |
6,187 |
|
0,040 |
0,15 |
0,25 |
0,40 |
0,65 |
- |
1,0 |
- |
1,5 |
- |
2,5 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 16
Оперативные характеристики одноступенчатых планов контроля (код объема выборки P)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,015 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
- |
0,65 |
- |
1,0 |
- |
1,5 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,0013 |
0,0186 |
0,065 |
0,103 |
0,223 |
0,363 |
0,438 |
0,596 |
0,762 |
0,935 |
1,29 |
1,67 |
|
95,0 |
0,0064 |
0,0444 |
0,102 |
0,171 |
0,327 |
0,498 |
0,587 |
0,771 |
0,961 |
1,16 |
1,56 |
1,86 |
|
90,0 |
0,0131 |
0,0665 |
0,138 |
0,218 |
0,394 |
0,582 |
0,679 |
0,878 |
1,08 |
1,29 |
1,71 |
2,03 |
|
75,0 |
0,0360 |
0,120 |
0,216 |
0,317 |
0,527 |
0,745 |
0,895 |
1,08 |
1,30 |
1,53 |
1,99 |
2,34 |
|
50,0 |
0,0866 |
0,210 |
0,334 |
0,459 |
0,709 |
0,959 |
1,08 |
1,33 |
1,58 |
1,83 |
2,33 |
2,71 |
|
25,0 |
0,173 |
О,337 |
0,490 |
0,639 |
0,928 |
1,21 |
1,35 |
1,63 |
1,90 |
2,18 |
2,72 |
3,12 |
|
10,0 |
0,288 |
0,486 |
0,665 |
0,835 |
1,16 |
1,47 |
1,62 |
1,93 |
2,22 |
2,52 |
3,09 |
3,52 |
|
5,0 |
0,375 |
0,593 |
0,787 |
0,969 |
1,31 |
1,64 |
1,80 |
2,12 |
2,43 |
2,74 |
3,34 |
3,78 |
|
1,0 |
0,576 |
0,830 |
1,05 |
1,26 |
1,64 |
2,00 |
2,18 |
2,52 |
2,86 |
3,18 |
3,82 |
4,29 |
|
0,025 |
0,10 |
0,15 |
0,25 |
0,40 |
- |
0,65 |
- |
1,0 |
- |
1,5 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 17
Оперативные характеристики одноступенчатых планов контроля (код объема выборки Q)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
|||||||||||
|
0,010 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
- |
0,40 |
- |
0,65 |
- |
1,0 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
||||||||||||
|
99,0 |
0,00081 |
0,0119 |
0,0349 |
0,0856 |
0,143 |
0,232 |
0,281 |
0,382 |
0,488 |
0,598 |
0,828 |
1,01 |
|
95,0 |
0,00410 |
0,0384 |
0,0654 |
0,109 |
0,209 |
0,318 |
0,376 |
0,494 |
0,615 |
0,740 |
0,995 |
1,19 |
|
90,0 |
0,00840 |
0,0426 |
0,0882 |
0,140 |
0,252 |
0,372 |
0,435 |
0,562 |
0,692 |
0,624 |
1,09 |
1,30 |
|
75,0 |
0,0230 |
0,0769 |
0,138 |
0,203 |
0,338 |
0,476 |
0,547 |
0,690 |
0,834 |
0,979 |
1,27 |
1,49 |
|
50,0 |
0,0664 |
0,134 |
0,214 |
0,294 |
0.454 |
0,614 |
0,694 |
0,853 |
1,01 |
1,17 |
1,49 |
1,73 |
|
25,0 |
0,111 |
0,215 |
0,314 |
0,409 |
0,594 |
0,775 |
0,864 |
1,04 |
1,22 |
1,39 |
1,74 |
2,00 |
|
10,0 |
0,184 |
0,310 |
0,426 |
0,534 |
0,742 |
0,942 |
1,04 |
1,23 |
1,42 |
1,61 |
1,98 |
2,25 |
|
5,0 |
0,240 |
0,380 |
0,504 |
0,620 |
0,841 |
1,05 |
1,16 |
1,36 |
1,56 |
1,75 |
2,14 |
2,42 |
|
1,0 |
0,368 |
0,531 |
0,672 |
0,804 |
1,05 |
1,28 |
1,68 |
1,61 |
1,83 |
2,04 |
2,45 |
2,75 |
|
0,015 |
0,065 |
0,10 |
0,15 |
0,25 |
- |
0,40 |
- |
0,65 |
- |
1,0 |
- |
|
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
||||||||||||
Таблица 18
Оперативные характеристики одноступенчатых планов контроля (код объема выборки R)
|
Рa |
Квантиль оперативной характеристики (нормальный контроль) при AQL |
||||||||||
|
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
- |
0,25 |
- |
0,40 |
- |
0,65 |
|
|
p (доля дефектных единиц или число дефектов на 100 единиц продукции) |
|||||||||||
|
99,0 |
0,0074 |
0,0218 |
0,0412 |
0,0892 |
0,145 |
0,175 |
0,239 |
0,305 |
0,374 |
0,517 |
0,629 |
|
95,0 |
0,0178 |
0,0409 |
0,0683 |
0,131 |
0,199 |
0,235 |
0,309 |
0,385 |
0,462 |
0,622 |
0,745 |
|
90,0 |
0,0266 |
0,0561 |
0,0873 |
0,158 |
0,233 |
0,272 |
0,351 |
0,432 |
0,515 |
0,684 |
0,812 |
|
75,0 |
0,0481 |
0,0868 |
0,127 |
0,211 |
0,298 |
0,342 |
0,431 |
0,521 |
0,612 |
0,795 |
0,934 |
|
50,0 |
0,0839 |
0,134 |
0,184 |
0,284 |
0,384 |
0,433 |
0,533 |
0,633 |
0,733 |
0,933 |
1,08 |
|
25,0 |
0,135 |
0,196 |
0,256 |
0,371 |
0,484 |
0,540 |
0,651 |
0,761 |
0,870 |
1,09 |
1,26 |
|
10,0 |
0,195 |
0,266 |
0,334 |
0,464 |
0,589 |
0,650 |
0,770 |
0,889 |
1,01 |
1,24 |
1,41 |
|
5,0 |
0,237 |
0,315 |
0,388 |
0,526 |
0,657 |
0,722 |
0,648 |
0,972 |
1,09 |
1,33 |
1,51 |
|
1,0 |
0,332 |
0,4.20 |
0,502 |
0,665 |
0,800 |
0,870 |
1,02 |
1,14 |
1,27 |
1,53 |
1,72 |
|
0,040 |
0,065 |
0,10 |
0,15 |
- |
0,25 |
- |
0,40 |
- |
0,65 |
||
|
Квантиль оперативной характеристики (усиленный контроль) при AQL |
|||||||||||
Примечание к табл. 12 - 18. Все значения, указанные в таблице, основаны на пуассоновском распределении как аппроксимация биноминального распределения.
1.7.2. Оперативные характеристики планов контроля, у которых значение AQL больше 10,0, были вычислены по пуассоновскому распределению и применяются при контроле числа дефектов на 100 единиц продукции.
Оперативные характеристики, определенные числами AQL < 10,0 для объема выборки n меньшей или равной 80, вычислены по биноминальному распределению, их применяют при контроле процента дефектных единиц продукции.
Оперативные характеристики, определенные числами AQL ³ 10,0 для объема выборки n больше 80, были вычислены по пуассоновскому распределению и могут использоваться при контроле процента дефектных единиц и контроле числа дефектов на 100 единиц продукции.
1.8. Величины, определяющие план контроля.
1.8.1. План контроля определяют следующие величины:
приемочный уровень дефектности AQL (см. п. 1.3);
браковочный уровень дефектности LQ (ГОСТ 15895-77);
предел среднего выходного уровня дефектности AOQL;
средний выходной уровень дефектности AOQ;
приемочное число Ас;
браковочное число Re.
1.9. Сравнение планов контроля.
1.9.1. Средний объем выборки двухступенчатого плана будет меньше объема выборки одноступенчатого плана. Средний объем выборки многоступенчатого плана будет меньше среднего объема выборки двухступенчатого плана (см. табл. 19).
Таблица 19
Сравнение средних объемов выборок двухступенчатых и
многоступенчатых
планов с объемом выборок в одноступенчатых планах
(нормальный и усиленный контроль).
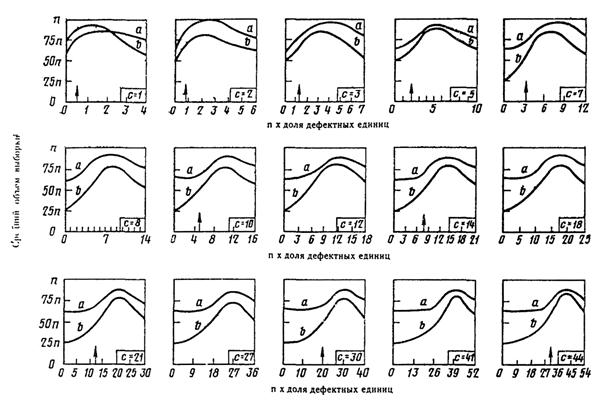
а - двухступенчатые планы
b - многоступенчатые планы
n - эквивалентный объем выборки в одноступенчатых планах контроля
с - приемочное число в одноступенчатых планах контроля
t - AQL для нормального контроля
1.10. Способы отбора выборок.
1.10.1. Выборки для контроля следует отбирать случайно. Выборки могут отбираться во время комплектования партии или после комплектации всех единиц, представляющих собой партию.
1.10.2. При двухступенчатых, многоступенчатых и последовательных планах контроля выборки по отдельным ступеням должны отбираться от всей партии.
Представленные для контроля партии должны быть однородными.
Неоднородные партии перед отбором выборок следует разделить на подгруппы, составленные из однородной продукции.
2. Планы контроля
2.1.1. Одноступенчатые планы даны в табл. 20 - 22.
Для определения соответствия партии продукции установленным требованиям следует:
1) отобрать случайным образом выборку продукции объемом, указанным в принятом плане контроля;
2) проверить каждое изделие в выборке на соответствие установленным требованиям и установить изделия с дефектами;
3) сравнить найденное число дефектных единиц в выборке с приемочным числом;
4) считать партию продукции соответствующей установленным требованиям, если найденное число дефектных единиц в выборке z меньше или равно приемочному числу Ас для данного плана контроля;
5) считать партию не соответствующей установленным требованиям, если число дефектных единиц z в выборке равно или больше браковочного числа Re для данного плана контроля.
Ход действия при применении одноступенчатых планов контроля приведен на черт. 2.
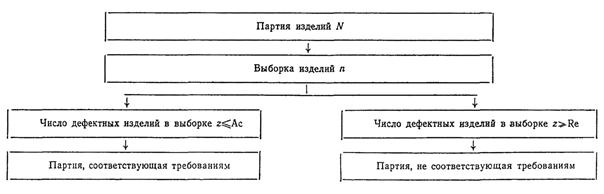
Черт. 2.
2.2.1. Двухступенчатые планы контроля даны в табл. 23 - 25.
Для определения соответствия партии продукции установленным требованиям следует:
1) отобрать случайным образом выборку объемом, указанным для первой ступени плана контроля;
2) проверить каждое изделие в выборке на соответствие установленным требованиям и установить изделия с дефектами;
3) пересчитать дефектные единицы, обнаруженные в выборке, отобранной для первой ступени плана контроля;
4) сравнить найденное число дефектных единиц в выборке с Ас и Re, указанными для первой ступени плана контроля;
5) считать партию продукции соответствующей требованиям, если число дефектных единиц, найденных в выборке первой ступени, меньше или равно Ас, указанному для первой ступени плана контроля;
6) считать партию не соответствующей требованиям, если число дефектных единиц в выборке первой ступени равно или больше Re, указанного для первой ступени плана контроля;
7) перейти к контролю на второй ступени, если число дефектных единиц, обнаруженное в выборке на первой ступени контроля больше Ас и меньше Re. В случае перехода к контролю на второй ступени следует:
8) отобрать выборку такого же объема, как на первой ступени контроля;
9) проверить каждое изделие в выборке и установить изделия с дефектами;
10) пересчитать дефектные изделия, обнаруженные в выборке, отобранной для второй ступени контроля;
11) суммировать дефектные единицы, обнаруженные на второй ступени контроля, с дефектными единицами, обнаруженными на первой ступени контроля;
12) сравнить полученное общее число дефектных единиц, обнаруженных в выборке на первой и второй ступенях контроля, с Ас и Re второй ступени плана контроля;
13) считать партию соответствующей требованиям, если общее число дефектных единиц меньше или равно Ас для второй ступени плана контроля;
14) считать партию не соответствующей требованиям, если общее число дефектных единиц равно или больше Re для второй ступени плана контроля.
Таблица 20
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
3 |
||||||||||||||||||||||||||
|
C |
5 |
0 |
1 |
||||||||||||||||||||||||
|
D |
8 |
0 |
1 |
|
|||||||||||||||||||||||
|
E |
13 |
0 |
1 |
|
|
||||||||||||||||||||||
|
F |
20 |
0 |
1 |
|
|
1 |
2 |
||||||||||||||||||||
|
G |
32 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
||||||||||||||||||
|
H |
50 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
||||||||||||||||
|
J |
80 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
||||||||||||||
|
K |
125 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
||||||||||||
|
L |
200 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
||||||||||
|
M |
315 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
||||||||
|
N |
500 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
||||||
|
P |
800 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||
|
Q |
1250 |
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||
|
R |
2000 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
||||||||
Продолжение табл. 20
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
|||
|
B |
3 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
44 |
45 |
|||
|
C |
5 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
44 |
45 |
|
|||
|
D |
8 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
44 |
45 |
|
||||
|
E |
13 |
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
44 |
45 |
|
|||||
|
F |
20 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|
|
|||||||||
|
G |
32 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||||||||||
|
H |
50 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||||||||||||
|
J |
80 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||||||||||||||
|
K |
125 |
10 |
11 |
14 |
15 |
21 |
22 |
|
|||||||||||||||||||
|
L |
200 |
14 |
15 |
21 |
22 |
|
|||||||||||||||||||||
|
M |
315 |
21 |
22 |
|
|||||||||||||||||||||||
|
N |
500 |
|
|||||||||||||||||||||||||
|
P |
800 |
||||||||||||||||||||||||||
|
Q |
1250 |
||||||||||||||||||||||||||
|
R |
2000 |
||||||||||||||||||||||||||
Таблица 21
Одноступенчатые планы (усиленный контроль)
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
3 |
||||||||||||||||||||||||||
|
C |
5 |
||||||||||||||||||||||||||
|
D |
8 |
0 |
1 |
||||||||||||||||||||||||
|
E |
13 |
0 |
1 |
|
|||||||||||||||||||||||
|
F |
20 |
0 |
1 |
|
|||||||||||||||||||||||
|
G |
32 |
0 |
1 |
|
1 |
2 |
|||||||||||||||||||||
|
H |
50 |
0 |
1 |
|
1 |
2 |
2 |
3 |
|||||||||||||||||||
|
J |
80 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
|||||||||||||||||
|
K |
125 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
|||||||||||||||
|
L |
200 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
|||||||||||||
|
M |
315 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
|||||||||||
|
N |
500 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|||||||||
|
P |
800 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
||||||||
|
Q |
1250 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
||||||||
|
R |
2000 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
||||||||
|
S |
3150 |
1 |
2 |
||||||||||||||||||||||||
Продолжение табл. 21
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
|
|
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
27 |
28 |
|||||
|
B |
3 |
0 |
1 |
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
27 |
28 |
41 |
42 |
||||||
|
C |
5 |
0 |
1 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
27 |
28 |
41 |
42 |
|
||||
|
D |
8 |
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
27 |
28 |
41 |
42 |
|
||||||
|
E |
13 |
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
27 |
28 |
41 |
42 |
|
|||||||
|
F |
20 |
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
|
|
|||||||||
|
G |
32 |
2 |
3 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
|||||||||||||
|
H |
50 |
3 |
4 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
|||||||||||||||
|
J |
80 |
5 |
6 |
8 |
9 |
12 |
13 |
18 |
19 |
|
|||||||||||||||||
|
K |
125 |
8 |
9 |
12 |
13 |
18 |
19 |
|
|||||||||||||||||||
|
L |
200 |
12 |
13 |
18 |
19 |
|
|||||||||||||||||||||
|
M |
315 |
18 |
19 |
|
|||||||||||||||||||||||
|
N |
500 |
|
|||||||||||||||||||||||||
|
P |
800 |
||||||||||||||||||||||||||
|
Q |
1250 |
||||||||||||||||||||||||||
|
R |
2000 |
||||||||||||||||||||||||||
|
S |
3150 |
||||||||||||||||||||||||||
Таблица 22
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
2 |
||||||||||||||||||||||||||
|
C |
2 |
0 |
1 |
||||||||||||||||||||||||
|
D |
3 |
0 |
1 |
|
|||||||||||||||||||||||
|
E |
5 |
0 |
1 |
|
|
||||||||||||||||||||||
|
F |
8 |
0 |
1 |
|
|
0 |
2 |
||||||||||||||||||||
|
G |
13 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
||||||||||||||||||
|
H |
20 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
||||||||||||||||
|
J |
32 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
||||||||||||||
|
K |
50 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
||||||||||||
|
L |
80 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
||||||||||
|
M |
125 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
||||||||
|
N |
200 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
||||||
|
P |
315 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||
|
Q |
500 |
0 |
1 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||
|
R |
800 |
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
||||||||
Продолжение табл. 22
|
Код объема выборки |
Объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
||
|
A |
2 |
|
0 |
1 |
|
|
1 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
|||
|
B |
2 |
0 |
1 |
|
0 |
2 |
1 |
3 |
2 |
4 |
3 |
5 |
5 |
6 |
7 |
8 |
10 |
11 |
14 |
15 |
21 |
22 |
30 |
31 |
|||
|
C |
2 |
|
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
14 |
17 |
21 |
24 |
|
|||
|
D |
3 |
|
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
14 |
17 |
21 |
24 |
|
||||
|
E |
5 |
0 |
2 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
14 |
17 |
21 |
24 |
|
|||||
|
F |
8 |
1 |
3 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|
|
|||||||||
|
G |
13 |
1 |
4 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||||||||||
|
H |
20 |
2 |
5 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||||||||||||
|
J |
32 |
3 |
6 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||||||||||||||
|
K |
50 |
5 |
8 |
7 |
10 |
10 |
13 |
|
|||||||||||||||||||
|
L |
80 |
7 |
10 |
10 |
13 |
|
|||||||||||||||||||||
|
M |
125 |
10 |
13 |
|
|||||||||||||||||||||||
|
N |
200 |
|
|||||||||||||||||||||||||
|
P |
315 |
||||||||||||||||||||||||||
|
Q |
500 |
||||||||||||||||||||||||||
|
R |
800 |
||||||||||||||||||||||||||
Примечание к табл. 20 - 22. Условные обозначения:
![]() - применяют первый план под стрелкой; если объем
выборки равен или больше объема партии, применяют 100 %-ный контроль;
- применяют первый план под стрелкой; если объем
выборки равен или больше объема партии, применяют 100 %-ный контроль;
![]() - применяют первый план над стрелкой;
- применяют первый план над стрелкой;
![]() - если число дефектных единиц в выборке больше Ac,
но меньше Re - партию принимают, но возвращаются к нормальному
контролю.
- если число дефектных единиц в выборке больше Ac,
но меньше Re - партию принимают, но возвращаются к нормальному
контролю.
Таблица 23
Двухступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
2 |
2 |
||||||||||||||||||||||||||
|
2 |
4 |
|||||||||||||||||||||||||||
|
C |
3 |
3 |
|
|||||||||||||||||||||||||
|
3 |
6 |
|||||||||||||||||||||||||||
|
D |
5 |
5 |
|
|
||||||||||||||||||||||||
|
5 |
10 |
|||||||||||||||||||||||||||
|
E |
8 |
8 |
|
|
|
|||||||||||||||||||||||
|
8 |
16 |
|||||||||||||||||||||||||||
|
F |
13 |
13 |
|
|
|
0 |
2 |
|||||||||||||||||||||
|
13 |
26 |
1 |
2 |
|||||||||||||||||||||||||
|
G |
20 |
20 |
|
|
|
0 |
2 |
0 |
3 |
|||||||||||||||||||
|
20 |
40 |
1 |
2 |
3 |
4 |
|||||||||||||||||||||||
|
H |
32 |
32 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
|||||||||||||||||
|
32 |
64 |
1 |
2 |
3 |
4 |
4 |
5 |
|||||||||||||||||||||
|
J |
50 |
50 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
|||||||||||||||
|
50 |
100 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
|||||||||||||||||||
|
K |
80 |
80 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
|||||||||||||
|
80 |
160 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
|||||||||||||||||
|
L |
125 |
125 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
|||||||||||
|
125 |
250 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
|||||||||||||||
|
M |
200 |
200 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
|||||||||
|
200 |
400 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
|||||||||||||
|
N |
315 |
315 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|||||||
|
315 |
630 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||
|
P |
500 |
500 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
||||||
|
500 |
1000 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||
|
Q |
800 |
800 |
|
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
||||||
|
800 |
1600 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||
|
R |
1250 |
1250 |
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
||||||||
|
1250 |
2500 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||
Продолжение табл. 23
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
2 |
2 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
17 |
22 |
25 |
31 |
||||
|
2 |
4 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
37 |
38 |
56 |
57 |
|||||||
|
C |
3 |
3 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
17 |
22 |
25 |
31 |
|
|||
|
3 |
6 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
37 |
38 |
56 |
57 |
|||||||
|
D |
5 |
5 |
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
17 |
22 |
25 |
31 |
|
||||
|
5 |
10 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
37 |
38 |
56 |
57 |
|||||||
|
E |
8 |
8 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
17 |
22 |
25 |
31 |
|
|||||
|
8 |
16 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
37 |
38 |
56 |
57 |
|||||||
|
F |
13 |
13 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
|
|
|||||||||
|
13 |
26 |
3 |
4 |
4 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
||||||||||||||
|
G |
20 |
20 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
|||||||||||||
|
20 |
40 |
4 |
5 |
6 |
5 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||||||
|
H |
32 |
32 |
2 |
5 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
|||||||||||||||
|
32 |
64 |
6 |
7 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||||||||
|
J |
50 |
50 |
3 |
7 |
5 |
9 |
7 |
11 |
11 |
16 |
|
|||||||||||||||||
|
50 |
100 |
8 |
9 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||||||||||
|
K |
80 |
80 |
5 |
9 |
7 |
11 |
11 |
16 |
|
|||||||||||||||||||
|
80 |
160 |
12 |
13 |
18 |
19 |
26 |
27 |
|||||||||||||||||||||
|
L |
125 |
125 |
7 |
11 |
11 |
16 |
|
|||||||||||||||||||||
|
125 |
250 |
18 |
19 |
26 |
27 |
|||||||||||||||||||||||
|
M |
200 |
200 |
11 |
16 |
|
|||||||||||||||||||||||
|
200 |
400 |
26 |
27 |
|||||||||||||||||||||||||
|
N |
315 |
315 |
|
|||||||||||||||||||||||||
|
315 |
630 |
|||||||||||||||||||||||||||
|
P |
500 |
500 |
||||||||||||||||||||||||||
|
500 |
1000 |
|||||||||||||||||||||||||||
|
Q |
800 |
800 |
||||||||||||||||||||||||||
|
800 |
1600 |
|||||||||||||||||||||||||||
|
R |
1250 |
1250 |
||||||||||||||||||||||||||
|
1250 |
2500 |
|||||||||||||||||||||||||||
Таблица 24
Двухступенчатые планы (усиленный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
2 |
2 |
||||||||||||||||||||||||||
|
2 |
4 |
|||||||||||||||||||||||||||
|
C |
3 |
3 |
||||||||||||||||||||||||||
|
3 |
6 |
|||||||||||||||||||||||||||
|
D |
5 |
5 |
|
|||||||||||||||||||||||||
|
5 |
10 |
|||||||||||||||||||||||||||
|
E |
8 |
8 |
|
|
||||||||||||||||||||||||
|
8 |
16 |
|||||||||||||||||||||||||||
|
F |
13 |
13 |
|
|
||||||||||||||||||||||||
|
13 |
26 |
|||||||||||||||||||||||||||
|
G |
20 |
20 |
|
|
0 |
2 |
||||||||||||||||||||||
|
20 |
40 |
1 |
2 |
|||||||||||||||||||||||||
|
H |
32 |
32 |
|
|
0 |
2 |
0 |
3 |
||||||||||||||||||||
|
32 |
64 |
1 |
2 |
3 |
4 |
|||||||||||||||||||||||
|
J |
50 |
50 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
||||||||||||||||||
|
50 |
100 |
1 |
2 |
3 |
4 |
4 |
5 |
|||||||||||||||||||||
|
K |
80 |
80 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
||||||||||||||||
|
80 |
160 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
|||||||||||||||||||
|
L |
125 |
125 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
||||||||||||||
|
125 |
250 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
|||||||||||||||||
|
M |
200 |
200 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
||||||||||||
|
200 |
400 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
|||||||||||||||
|
N |
315 |
315 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
||||||||||
|
315 |
630 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||
|
P |
500 |
500 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||
|
500 |
1000 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||
|
Q |
800 |
800 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||
|
800 |
1600 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||
|
R |
1250 |
1250 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||
|
1250 |
2500 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||
|
S |
0 |
2 |
||||||||||||||||||||||||||
|
1 |
2 |
|||||||||||||||||||||||||||
Продолжение табл. 24
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
2 |
2 |
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
15 |
20 |
23 |
29 |
|||||||
|
2 |
4 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
34 |
35 |
52 |
53 |
|||||||||
|
C |
3 |
3 |
|
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
15 |
20 |
23 |
29 |
|
|||||
|
3 |
6 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
34 |
35 |
52 |
53 |
|||||||||
|
D |
5 |
5 |
|
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
15 |
20 |
23 |
29 |
|
||||||
|
5 |
10 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
34 |
35 |
52 |
53 |
|||||||||
|
E |
8 |
8 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
15 |
20 |
23 |
29 |
|
|||||||
|
8 |
16 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
34 |
35 |
52 |
53 |
|||||||||
|
F |
13 |
13 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|
|
|||||||||
|
13 |
26 |
1 |
2 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||
|
G |
20 |
20 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||||||
|
20 |
40 |
3 |
4 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||||
|
H |
32 |
32 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||||||||
|
32 |
64 |
4 |
5 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||||||
|
J |
50 |
50 |
2 |
5 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||||||||||
|
50 |
100 |
6 |
7 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||||||||
|
K |
80 |
80 |
3 |
7 |
6 |
10 |
9 |
14 |
|
|||||||||||||||||||
|
80 |
160 |
11 |
12 |
15 |
16 |
23 |
24 |
|||||||||||||||||||||
|
L |
125 |
125 |
6 |
10 |
9 |
14 |
|
|||||||||||||||||||||
|
125 |
250 |
15 |
16 |
23 |
24 |
|||||||||||||||||||||||
|
M |
200 |
200 |
9 |
14 |
|
|||||||||||||||||||||||
|
200 |
400 |
23 |
24 |
|||||||||||||||||||||||||
|
N |
315 |
315 |
|
|||||||||||||||||||||||||
|
315 |
630 |
|||||||||||||||||||||||||||
|
P |
500 |
500 |
||||||||||||||||||||||||||
|
500 |
1000 |
|||||||||||||||||||||||||||
|
Q |
800 |
800 |
||||||||||||||||||||||||||
|
800 |
1600 |
|||||||||||||||||||||||||||
|
R |
1250 |
1250 |
||||||||||||||||||||||||||
|
1250 |
2500 |
|||||||||||||||||||||||||||
|
S |
2000 |
2000 |
||||||||||||||||||||||||||
|
2000 |
4000 |
|||||||||||||||||||||||||||
Таблица 25
Двухступенчатые планы (ослабленный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
||||||||||||||||||||||||||||
|
C |
|
|||||||||||||||||||||||||||
|
D |
2 |
2 |
|
|
||||||||||||||||||||||||
|
2 |
4 |
|||||||||||||||||||||||||||
|
E |
3 |
3 |
|
|
|
|||||||||||||||||||||||
|
3 |
6 |
|||||||||||||||||||||||||||
|
F |
5 |
5 |
|
|
|
0 |
2 |
|||||||||||||||||||||
|
5 |
10 |
0 |
2 |
|||||||||||||||||||||||||
|
G |
8 |
8 |
|
|
|
0 |
2 |
0 |
3 |
|||||||||||||||||||
|
8 |
16 |
0 |
2 |
0 |
4 |
|||||||||||||||||||||||
|
H |
13 |
13 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
|||||||||||||||||
|
13 |
26 |
0 |
2 |
0 |
4 |
1 |
5 |
|||||||||||||||||||||
|
J |
20 |
20 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
|||||||||||||||
|
20 |
40 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
|||||||||||||||||||
|
K |
32 |
32 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
|||||||||||||
|
32 |
64 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
|||||||||||||||||
|
L |
50 |
50 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
|||||||||||
|
50 |
100 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
|||||||||||||||
|
M |
80 |
80 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
|||||||||
|
80 |
160 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
|||||||||||||
|
N |
125 |
125 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|||||||
|
125 |
250 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||
|
P |
200 |
200 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
||||||
|
200 |
400 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||
|
Q |
315 |
315 |
|
|
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
||||||
|
315 |
630 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||
|
R |
500 |
500 |
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
||||||||
|
500 |
1000 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||
Продолжение табл. 25
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
D |
2 |
2 |
|
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
7 |
12 |
11 |
17 |
|
||||
|
2 |
4 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
18 |
22 |
26 |
30 |
|||||||
|
E |
3 |
3 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
7 |
12 |
11 |
17 |
|
|||||
|
3 |
6 |
0 |
2 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
18 |
22 |
26 |
30 |
|||||||
|
F |
5 |
5 |
0 |
3 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
|
|
|||||||||
|
5 |
10 |
0 |
4 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||||
|
G |
8 |
8 |
0 |
4 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
|||||||||||||
|
8 |
16 |
1 |
5 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||||||
|
H |
13 |
13 |
0 |
4 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
|||||||||||||||
|
13 |
26 |
3 |
6 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||||||||
|
J |
20 |
20 |
1 |
5 |
2 |
7 |
3 |
8 |
5 |
10 |
|
|||||||||||||||||
|
20 |
40 |
4 |
7 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||||||||||
|
K |
32 |
32 |
2 |
7 |
3 |
8 |
5 |
10 |
|
|||||||||||||||||||
|
32 |
64 |
6 |
9 |
8 |
12 |
12 |
16 |
|||||||||||||||||||||
|
L |
50 |
50 |
3 |
8 |
5 |
10 |
|
|||||||||||||||||||||
|
50 |
100 |
8 |
12 |
12 |
16 |
|||||||||||||||||||||||
|
M |
80 |
80 |
5 |
10 |
|
|||||||||||||||||||||||
|
80 |
160 |
12 |
16 |
|||||||||||||||||||||||||
|
N |
125 |
125 |
|
|||||||||||||||||||||||||
|
125 |
250 |
|||||||||||||||||||||||||||
|
P |
200 |
200 |
||||||||||||||||||||||||||
|
200 |
400 |
|||||||||||||||||||||||||||
|
Q |
315 |
315 |
||||||||||||||||||||||||||
|
315 |
630 |
|||||||||||||||||||||||||||
|
R |
500 |
500 |
||||||||||||||||||||||||||
|
500 |
1000 |
|||||||||||||||||||||||||||
Примечание к табл. 23 - 25. Условные обозначения:
![]() - применяют первый план под стрелкой; если объем
выборки равен или больше партии, применяют 100 %-ный контроль;
- применяют первый план под стрелкой; если объем
выборки равен или больше партии, применяют 100 %-ный контроль;
![]() - применяют первый план над стрелкой;
- применяют первый план над стрелкой;
![]() - применяют соответствующий одноступенчатый или
последующий двухступенчатый план контроля;
- применяют соответствующий одноступенчатый или
последующий двухступенчатый план контроля;
![]() - если во второй ступени контроля число дефектных
единиц в выборке больше Ac, но меньше Re
- партию принимают, но возвращаются к
нормальному контролю.
- если во второй ступени контроля число дефектных
единиц в выборке больше Ac, но меньше Re
- партию принимают, но возвращаются к
нормальному контролю.
2.2.2. Ход действия при применении двухступенчатых планов контроля приведен на черт. 3.
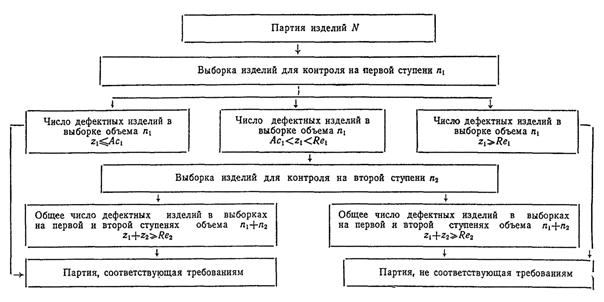
Черт. 3.
2.3.1. Многоступенчатые планы даны в табл. 26 - 28.
Для определения соответствия партии продукции установленным требованиям следует:
1) провести операции, указанные в п. 2.2;
2) перейти к контролю на третьей ступени, если общее число дефектных единиц в выборке как первой и второй ступеней контроля больше Ас и меньше Re второй ступени контроля.
Контроль следует проводить на третьей и, по мере необходимости, на дальнейших ступенях до последней так же, как на второй ступени.
2.3.2. Многоступенчатый контроль следует всегда начинать от первой ступени принятого плана контроля и кончать в момент получения информации, позволяющей принять решение о признании партии, соответствующей или не соответствующей требованиям.
Ход действия при применении многоступенчатых планов контроля приведен на черт. 4.
2.4. Планы последовательного контроля.
2.4.1. Последовательные планы контроля даны в табл. 29, 30.
Условия перехода с одного вида контроля на другой по п. 1.6.
2.4.2. Выбор плана контроля.
План контроля выбирают следующим образом:
устанавливают объем партии N и уровень контроля;
выбирают код объема выборки для данного объема партии и данного уровня контроля;
по табл. 29 или 30 находят параметры Н, b и максимальный объем выборки М в зависимости от кода объема выборки и приемочного уровня дефектности.
2.4.3. Определение соответствия партии продукции установленным требованиям:
1) из партии продукции отбирают последовательно по одной единице продукции;
2) после контроля каждой единицы продукции вычисляют значение
v = (H + i) - (b · z)
где Н и b - параметры плана контроля (табл. 29 и 30);
i - количество годных единиц продукции после очередного контроля;
z - количество дефектных единиц продукции после очередного контроля.
Партию продукции считают соответствующей требованиям, если v = 2Н.
Партию продукции считают не соответствующей требованиям, если v £ 0.
Если 0 < v < 2Н, контроль продолжается.
Таблица 26
Многоступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
||||||||||||||||||||||||||||
|
C |
|
|||||||||||||||||||||||||||
|
D |
2 |
2 |
|
|
||||||||||||||||||||||||
|
2 |
4 |
|||||||||||||||||||||||||||
|
2 |
6 |
|||||||||||||||||||||||||||
|
2 |
8 |
|||||||||||||||||||||||||||
|
2 |
10 |
|||||||||||||||||||||||||||
|
2 |
12 |
|||||||||||||||||||||||||||
|
2 |
14 |
|||||||||||||||||||||||||||
|
E |
3 |
3 |
|
|
|
|||||||||||||||||||||||
|
3 |
6 |
|||||||||||||||||||||||||||
|
3 |
9 |
|||||||||||||||||||||||||||
|
3 |
12 |
|||||||||||||||||||||||||||
|
3 |
15 |
|||||||||||||||||||||||||||
|
3 |
18 |
|||||||||||||||||||||||||||
|
3 |
21 |
|||||||||||||||||||||||||||
|
F |
5 |
5 |
|
|
|
# |
2 |
|||||||||||||||||||||
|
5 |
10 |
# |
2 |
|||||||||||||||||||||||||
|
5 |
15 |
0 |
2 |
|||||||||||||||||||||||||
|
5 |
20 |
0 |
3 |
|||||||||||||||||||||||||
|
5 |
25 |
1 |
3 |
|||||||||||||||||||||||||
|
5 |
30 |
1 |
3 |
|||||||||||||||||||||||||
|
5 |
35 |
2 |
3 |
|||||||||||||||||||||||||
|
G |
8 |
8 |
|
|
|
# |
2 |
# |
2 |
|||||||||||||||||||
|
8 |
16 |
# |
2 |
0 |
3 |
|||||||||||||||||||||||
|
8 |
24 |
0 |
2 |
0 |
3 |
|||||||||||||||||||||||
|
8 |
32 |
0 |
3 |
1 |
4 |
|||||||||||||||||||||||
|
8 |
40 |
1 |
3 |
2 |
4 |
|||||||||||||||||||||||
|
8 |
48 |
1 |
3 |
3 |
5 |
|||||||||||||||||||||||
|
8 |
56 |
2 |
3 |
4 |
5 |
|||||||||||||||||||||||
|
H |
13 |
13 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
|||||||||||||||||
|
13 |
26 |
# |
2 |
0 |
3 |
0 |
3 |
|||||||||||||||||||||
|
13 |
39 |
0 |
2 |
0 |
3 |
1 |
4 |
|||||||||||||||||||||
|
13 |
52 |
0 |
3 |
1 |
4 |
2 |
5 |
|||||||||||||||||||||
|
13 |
65 |
1 |
3 |
2 |
4 |
3 |
6 |
|||||||||||||||||||||
|
13 |
78 |
1 |
3 |
3 |
5 |
4 |
6 |
|||||||||||||||||||||
|
13 |
91 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||||||||||||||||
|
J |
20 |
20 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
|||||||||||||||
|
20 |
40 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
|||||||||||||||||||
|
20 |
60 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
|||||||||||||||||||
|
20 |
80 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
|||||||||||||||||||
|
20 |
100 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
|||||||||||||||||||
|
20 |
120 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
|||||||||||||||||||
|
20 |
140 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
|||||||||||||||||||
Продолжение табл. 26
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
D |
2 |
2 |
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
4 |
12 |
6 |
16 |
|
||||
|
2 |
4 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
11 |
19 |
17 |
27 |
|||||||
|
2 |
6 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
19 |
27 |
29 |
39 |
|||||||
|
2 |
8 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
27 |
34 |
40 |
49 |
|||||||
|
2 |
10 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
36 |
40 |
53 |
58 |
|||||||
|
2 |
12 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
45 |
47 |
65 |
68 |
|||||||
|
2 |
14 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
53 |
54 |
77 |
78 |
|||||||
|
E |
3 |
3 |
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
4 |
12 |
6 |
16 |
|
|||||
|
3 |
6 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
11 |
19 |
17 |
27 |
|||||||
|
3 |
9 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
19 |
27 |
29 |
39 |
|||||||
|
3 |
12 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
27 |
34 |
40 |
49 |
|||||||
|
3 |
15 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
36 |
40 |
53 |
58 |
|||||||
|
3 |
18 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
45 |
47 |
65 |
68 |
|||||||
|
3 |
21 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
53 |
54 |
77 |
78 |
|||||||
|
F |
5 |
5 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
|
|
|||||||||
|
5 |
10 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||||
|
5 |
15 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||||
|
5 |
20 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||||
|
5 |
25 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||||
|
5 |
30 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||||
|
5 |
35 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||||
|
G |
8 |
8 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
|||||||||||||
|
8 |
16 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||||||
|
8 |
24 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||||||
|
8 |
32 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||||||
|
8 |
40 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||||||
|
8 |
48 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||||||
|
8 |
56 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||||||
|
H |
13 |
13 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
|||||||||||||||
|
13 |
26 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||||||||
|
13 |
39 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||||||||
|
13 |
52 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||||||||
|
13 |
65 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||||||||
|
13 |
78 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||||||||
|
13 |
91 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||||||||
|
J |
20 |
20 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
|||||||||||||||||
|
20 |
40 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||||||||||
|
20 |
60 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||||||||||
|
20 |
80 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||||||||||
|
20 |
100 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||||||||||
|
20 |
120 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||||||||||
|
20 |
140 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||||||||||
Продолжение табл. 26
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
K |
32 |
32 |
|
|
|
|
|
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
||||||||
|
32 |
64 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
|||||||||||||||||
|
32 |
96 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
|||||||||||||||||
|
32 |
128 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
|||||||||||||||||
|
32 |
160 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
|||||||||||||||||
|
32 |
192 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
|||||||||||||||||
|
32 |
224 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
|||||||||||||||||
|
L |
50 |
50 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
|||||||||||
|
50 |
100 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
|||||||||||||||
|
50 |
150 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
|||||||||||||||
|
50 |
200 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
|||||||||||||||
|
50 |
250 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
|||||||||||||||
|
50 |
300 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
|||||||||||||||
|
50 |
350 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
|||||||||||||||
|
M |
80 |
80 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
|||||||||
|
80 |
160 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
|||||||||||||
|
80 |
240 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
|||||||||||||
|
80 |
320 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
|||||||||||||
|
80 |
400 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
|||||||||||||
|
80 |
480 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
|||||||||||||
|
80 |
560 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
|||||||||||||
|
N |
125 |
125 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|||||||
|
125 |
250 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||
|
125 |
375 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||
|
125 |
500 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||
|
125 |
625 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||
|
125 |
750 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||
|
125 |
875 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||
|
P |
200 |
200 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
||||||
|
200 |
400 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||
|
200 |
600 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||
|
200 |
800 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||
|
200 |
1000 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||
|
200 |
1200 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||
|
200 |
1400 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||
|
Q |
315 |
315 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
||||||
|
315 |
630 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||
|
315 |
945 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||
|
315 |
1260 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||
|
315 |
1575 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||
|
315 |
1890 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||
|
315 |
2205 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||
|
R |
500 |
500 |
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
5 |
1 |
7 |
2 |
9 |
|
||||||||
|
500 |
1000 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||
|
500 |
1500 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
3 |
8 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||
|
500 |
2000 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
5 |
10 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||
|
500 |
2500 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
7 |
11 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||
|
500 |
3000 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
10 |
12 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||
|
500 |
3500 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
13 |
14 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||
Продолжение табл. 26
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
K |
32 |
32 |
0 |
5 |
1 |
7 |
2 |
9 |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
32 |
64 |
3 |
8 |
4 |
10 |
7 |
14 |
|||||||||||||||||||||
|
32 |
96 |
6 |
10 |
8 |
13 |
13 |
19 |
|||||||||||||||||||||
|
32 |
128 |
8 |
13 |
12 |
17 |
19 |
25 |
|||||||||||||||||||||
|
32 |
160 |
11 |
15 |
17 |
20 |
25 |
29 |
|||||||||||||||||||||
|
32 |
192 |
14 |
17 |
21 |
23 |
31 |
33 |
|||||||||||||||||||||
|
32 |
224 |
18 |
19 |
25 |
26 |
37 |
38 |
|||||||||||||||||||||
|
L |
50 |
50 |
1 |
7 |
2 |
9 |
|
|||||||||||||||||||||
|
50 |
100 |
4 |
10 |
7 |
14 |
|||||||||||||||||||||||
|
50 |
150 |
8 |
13 |
13 |
19 |
|||||||||||||||||||||||
|
50 |
200 |
12 |
17 |
19 |
25 |
|||||||||||||||||||||||
|
50 |
250 |
17 |
20 |
25 |
29 |
|||||||||||||||||||||||
|
50 |
300 |
21 |
23 |
31 |
33 |
|||||||||||||||||||||||
|
50 |
350 |
25 |
26 |
37 |
38 |
|||||||||||||||||||||||
|
M |
80 |
80 |
2 |
9 |
|
|||||||||||||||||||||||
|
80 |
160 |
7 |
14 |
|||||||||||||||||||||||||
|
80 |
240 |
13 |
19 |
|||||||||||||||||||||||||
|
80 |
320 |
19 |
25 |
|||||||||||||||||||||||||
|
80 |
400 |
25 |
29 |
|||||||||||||||||||||||||
|
80 |
480 |
31 |
33 |
|||||||||||||||||||||||||
|
80 |
560 |
37 |
38 |
|||||||||||||||||||||||||
|
N |
125 |
125 |
|
|||||||||||||||||||||||||
|
125 |
250 |
|||||||||||||||||||||||||||
|
125 |
375 |
|||||||||||||||||||||||||||
|
125 |
500 |
|||||||||||||||||||||||||||
|
125 |
625 |
|||||||||||||||||||||||||||
|
125 |
750 |
|||||||||||||||||||||||||||
|
125 |
875 |
|||||||||||||||||||||||||||
|
P |
200 |
200 |
||||||||||||||||||||||||||
|
200 |
400 |
|||||||||||||||||||||||||||
|
200 |
600 |
|||||||||||||||||||||||||||
|
200 |
800 |
|||||||||||||||||||||||||||
|
200 |
1000 |
|||||||||||||||||||||||||||
|
200 |
1200 |
|||||||||||||||||||||||||||
|
200 |
1400 |
|||||||||||||||||||||||||||
|
Q |
315 |
315 |
||||||||||||||||||||||||||
|
315 |
630 |
|||||||||||||||||||||||||||
|
315 |
945 |
|||||||||||||||||||||||||||
|
315 |
1260 |
|||||||||||||||||||||||||||
|
315 |
1575 |
|||||||||||||||||||||||||||
|
315 |
1890 |
|||||||||||||||||||||||||||
|
315 |
2205 |
|||||||||||||||||||||||||||
|
R |
500 |
500 |
||||||||||||||||||||||||||
|
500 |
1000 |
|||||||||||||||||||||||||||
|
500 |
1500 |
|||||||||||||||||||||||||||
|
500 |
2000 |
|||||||||||||||||||||||||||
|
500 |
2500 |
|||||||||||||||||||||||||||
|
500 |
3000 |
|||||||||||||||||||||||||||
|
500 |
3500 |
|||||||||||||||||||||||||||
Таблица 27
Многоступенчатые планы (усиленный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
||||||||||||||||||||||||||||
|
C |
||||||||||||||||||||||||||||
|
D |
2 |
2 |
|
|||||||||||||||||||||||||
|
2 |
4 |
|||||||||||||||||||||||||||
|
2 |
6 |
|||||||||||||||||||||||||||
|
2 |
8 |
|||||||||||||||||||||||||||
|
2 |
10 |
|||||||||||||||||||||||||||
|
2 |
12 |
|||||||||||||||||||||||||||
|
2 |
14 |
|||||||||||||||||||||||||||
|
E |
3 |
3 |
|
|
||||||||||||||||||||||||
|
3 |
6 |
|||||||||||||||||||||||||||
|
3 |
9 |
|||||||||||||||||||||||||||
|
3 |
12 |
|||||||||||||||||||||||||||
|
3 |
15 |
|||||||||||||||||||||||||||
|
3 |
18 |
|||||||||||||||||||||||||||
|
3 |
21 |
|||||||||||||||||||||||||||
|
F |
5 |
5 |
|
|
||||||||||||||||||||||||
|
5 |
10 |
|||||||||||||||||||||||||||
|
5 |
15 |
|||||||||||||||||||||||||||
|
5 |
20 |
|||||||||||||||||||||||||||
|
5 |
25 |
|||||||||||||||||||||||||||
|
5 |
30 |
|||||||||||||||||||||||||||
|
5 |
35 |
|||||||||||||||||||||||||||
|
G |
8 |
8 |
|
|
# |
2 |
||||||||||||||||||||||
|
8 |
16 |
# |
2 |
|||||||||||||||||||||||||
|
8 |
24 |
0 |
2 |
|||||||||||||||||||||||||
|
8 |
32 |
0 |
3 |
|||||||||||||||||||||||||
|
8 |
40 |
1 |
3 |
|||||||||||||||||||||||||
|
8 |
48 |
1 |
3 |
|||||||||||||||||||||||||
|
8 |
56 |
2 |
3 |
|||||||||||||||||||||||||
|
H |
13 |
13 |
|
|
# |
2 |
# |
2 |
||||||||||||||||||||
|
13 |
26 |
# |
2 |
0 |
3 |
|||||||||||||||||||||||
|
13 |
39 |
0 |
2 |
0 |
3 |
|||||||||||||||||||||||
|
13 |
52 |
0 |
3 |
1 |
4 |
|||||||||||||||||||||||
|
13 |
65 |
1 |
3 |
2 |
4 |
|||||||||||||||||||||||
|
13 |
78 |
1 |
3 |
3 |
5 |
|||||||||||||||||||||||
|
13 |
91 |
2 |
3 |
4 |
5 |
|||||||||||||||||||||||
|
J |
20 |
20 |
|
|
# |
2 |
# |
2 |
# |
3 |
||||||||||||||||||
|
20 |
40 |
# |
2 |
0 |
3 |
0 |
3 |
|||||||||||||||||||||
|
20 |
60 |
0 |
2 |
0 |
3 |
1 |
4 |
|||||||||||||||||||||
|
20 |
80 |
0 |
3 |
1 |
4 |
2 |
5 |
|||||||||||||||||||||
|
20 |
100 |
1 |
3 |
2 |
4 |
3 |
6 |
|||||||||||||||||||||
|
20 |
120 |
1 |
3 |
3 |
5 |
4 |
6 |
|||||||||||||||||||||
|
20 |
140 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||||||||||||||||
Продолжение табл. 27
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
D |
2 |
2 |
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
3 |
10 |
6 |
15 |
|
||||||
|
2 |
4 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
10 |
17 |
16 |
25 |
|||||||||
|
2 |
6 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
17 |
24 |
26 |
36 |
|||||||||
|
2 |
8 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
24 |
31 |
37 |
46 |
|||||||||
|
2 |
10 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
32 |
37 |
49 |
55 |
|||||||||
|
2 |
12 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
40 |
43 |
61 |
64 |
|||||||||
|
2 |
14 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
48 |
49 |
72 |
73 |
|||||||||
|
E |
3 |
3 |
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
3 |
10 |
6 |
15 |
|
|||||||
|
3 |
6 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
10 |
17 |
16 |
25 |
|||||||||
|
3 |
9 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
17 |
24 |
26 |
36 |
|||||||||
|
3 |
12 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
24 |
31 |
37 |
46 |
|||||||||
|
3 |
15 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
32 |
37 |
49 |
55 |
|||||||||
|
3 |
18 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
40 |
43 |
61 |
64 |
|||||||||
|
3 |
21 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
48 |
49 |
72 |
73 |
|||||||||
|
F |
5 |
5 |
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|
|
|||||||||
|
5 |
10 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||
|
5 |
15 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||
|
5 |
20 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||
|
5 |
25 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||
|
5 |
30 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||
|
5 |
35 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||
|
G |
8 |
8 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||||||
|
8 |
16 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||||
|
8 |
24 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||||
|
8 |
32 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||||
|
8 |
40 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||||
|
8 |
48 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||||
|
8 |
56 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||||
|
H |
13 |
13 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||||||||
|
13 |
26 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||||||
|
13 |
39 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||||||
|
13 |
52 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||||||
|
13 |
65 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||||||
|
13 |
78 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||||||
|
13 |
91 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||||||
|
J |
20 |
20 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||||||||||
|
20 |
40 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||||||||
|
20 |
60 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||||||||
|
20 |
80 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||||||||
|
20 |
100 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||||||||
|
20 |
120 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||||||||
|
20 |
140 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||||||||
Продолжение табл. 27
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
K |
32 |
32 |
|
|
|
|
|
|
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
|||||||||
|
32 |
64 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
|||||||||||||||||||
|
32 |
96 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
|||||||||||||||||||
|
32 |
128 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
|||||||||||||||||||
|
32 |
160 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
|||||||||||||||||||
|
32 |
192 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
|||||||||||||||||||
|
32 |
224 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
|||||||||||||||||||
|
L |
50 |
50 |
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
||||||||||||||
|
50 |
100 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
|||||||||||||||||
|
50 |
150 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
|||||||||||||||||
|
50 |
200 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
|||||||||||||||||
|
50 |
250 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
|||||||||||||||||
|
50 |
300 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
|||||||||||||||||
|
50 |
350 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
|||||||||||||||||
|
M |
80 |
80 |
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
||||||||||||
|
80 |
160 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
|||||||||||||||
|
80 |
240 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
|||||||||||||||
|
80 |
320 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
|||||||||||||||
|
80 |
400 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
|||||||||||||||
|
80 |
480 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
|||||||||||||||
|
80 |
560 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
|||||||||||||||
|
N |
125 |
125 |
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
||||||||||
|
125 |
250 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||
|
125 |
375 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||
|
125 |
500 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||
|
125 |
625 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||
|
125 |
750 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||
|
125 |
875 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||
|
P |
200 |
200 |
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||
|
200 |
400 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||
|
200 |
600 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||
|
200 |
800 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||
|
200 |
1000 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||
|
200 |
1200 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||
|
200 |
1400 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||
|
Q |
315 |
315 |
|
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||
|
315 |
630 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||
|
315 |
945 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||
|
315 |
1260 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||
|
315 |
1575 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||
|
315 |
1890 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||
|
315 |
2205 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||
|
R |
500 |
500 |
- |
|
# |
2 |
# |
2 |
# |
3 |
# |
4 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|||||||||
|
500 |
1000 |
# |
2 |
0 |
3 |
0 |
3 |
1 |
5 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||
|
500 |
1500 |
0 |
2 |
0 |
3 |
1 |
4 |
2 |
6 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||
|
500 |
2000 |
0 |
3 |
1 |
4 |
2 |
5 |
3 |
7 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||
|
500 |
2500 |
1 |
3 |
2 |
4 |
3 |
6 |
5 |
8 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||
|
500 |
3000 |
1 |
3 |
3 |
5 |
4 |
6 |
7 |
9 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||
|
500 |
3500 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
10 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||
|
S |
800 |
800 |
- |
- |
# |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||
|
800 |
1600 |
# |
2 |
|||||||||||||||||||||||||
|
800 |
2400 |
0 |
2 |
|||||||||||||||||||||||||
|
800 |
3200 |
0 |
3 |
|||||||||||||||||||||||||
|
800 |
4000 |
1 |
3 |
|||||||||||||||||||||||||
|
800 |
4800 |
1 |
3 |
|||||||||||||||||||||||||
|
800 |
5600 |
2 |
3 |
|||||||||||||||||||||||||
Продолжение табл. 27
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
K |
32 |
32 |
0 |
4 |
0 |
6 |
1 |
8 |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
32 |
64 |
2 |
7 |
3 |
9 |
6 |
12 |
|||||||||||||||||||||
|
32 |
96 |
4 |
9 |
7 |
12 |
11 |
17 |
|||||||||||||||||||||
|
32 |
128 |
6 |
11 |
10 |
15 |
16 |
22 |
|||||||||||||||||||||
|
32 |
160 |
9 |
12 |
14 |
17 |
22 |
25 |
|||||||||||||||||||||
|
32 |
192 |
12 |
14 |
18 |
20 |
27 |
29 |
|||||||||||||||||||||
|
32 |
224 |
14 |
15 |
21 |
22 |
32 |
33 |
|||||||||||||||||||||
|
L |
50 |
50 |
0 |
6 |
1 |
8 |
|
|||||||||||||||||||||
|
50 |
100 |
3 |
9 |
6 |
12 |
|||||||||||||||||||||||
|
50 |
150 |
7 |
12 |
11 |
17 |
|||||||||||||||||||||||
|
50 |
200 |
10 |
15 |
16 |
22 |
|||||||||||||||||||||||
|
50 |
250 |
14 |
17 |
22 |
25 |
|||||||||||||||||||||||
|
50 |
300 |
18 |
20 |
27 |
29 |
|||||||||||||||||||||||
|
50 |
350 |
21 |
22 |
32 |
33 |
|||||||||||||||||||||||
|
M |
80 |
80 |
1 |
8 |
|
|||||||||||||||||||||||
|
80 |
160 |
6 |
12 |
|||||||||||||||||||||||||
|
80 |
240 |
11 |
17 |
|||||||||||||||||||||||||
|
80 |
320 |
16 |
22 |
|||||||||||||||||||||||||
|
80 |
400 |
22 |
25 |
|||||||||||||||||||||||||
|
80 |
480 |
27 |
29 |
|||||||||||||||||||||||||
|
80 |
560 |
32 |
33 |
|||||||||||||||||||||||||
|
N |
125 |
125 |
|
|||||||||||||||||||||||||
|
125 |
250 |
|||||||||||||||||||||||||||
|
125 |
375 |
|||||||||||||||||||||||||||
|
125 |
500 |
|||||||||||||||||||||||||||
|
125 |
625 |
|||||||||||||||||||||||||||
|
125 |
750 |
|||||||||||||||||||||||||||
|
125 |
875 |
|||||||||||||||||||||||||||
|
P |
200 |
200 |
||||||||||||||||||||||||||
|
200 |
400 |
|||||||||||||||||||||||||||
|
200 |
600 |
|||||||||||||||||||||||||||
|
200 |
800 |
|||||||||||||||||||||||||||
|
200 |
1000 |
|||||||||||||||||||||||||||
|
200 |
1200 |
|||||||||||||||||||||||||||
|
200 |
1400 |
|||||||||||||||||||||||||||
|
Q |
315 |
315 |
||||||||||||||||||||||||||
|
315 |
630 |
|||||||||||||||||||||||||||
|
315 |
945 |
|||||||||||||||||||||||||||
|
315 |
1260 |
|||||||||||||||||||||||||||
|
315 |
1575 |
|||||||||||||||||||||||||||
|
315 |
1890 |
|||||||||||||||||||||||||||
|
315 |
2205 |
|||||||||||||||||||||||||||
|
R |
500 |
500 |
||||||||||||||||||||||||||
|
500 |
1000 |
|||||||||||||||||||||||||||
|
500 |
1500 |
|||||||||||||||||||||||||||
|
500 |
2000 |
|||||||||||||||||||||||||||
|
500 |
2500 |
|||||||||||||||||||||||||||
|
500 |
3000 |
|||||||||||||||||||||||||||
|
500 |
3500 |
|||||||||||||||||||||||||||
|
S |
800 |
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||||
|
800 |
1600 |
|||||||||||||||||||||||||||
|
800 |
2400 |
|||||||||||||||||||||||||||
|
800 |
3200 |
|||||||||||||||||||||||||||
|
800 |
4000 |
|||||||||||||||||||||||||||
|
800 |
4800 |
|||||||||||||||||||||||||||
|
800 |
5600 |
|||||||||||||||||||||||||||
Таблица 28
Многоступенчатые планы (ослабленный контроль)
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень
дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
||||||||||||||||||||||||||||
|
C |
|
|||||||||||||||||||||||||||
|
D |
|
|
||||||||||||||||||||||||||
|
E |
|
|
|
|||||||||||||||||||||||||
|
F |
2 |
2 |
|
|
|
# |
2 |
|||||||||||||||||||||
|
2 |
4 |
# |
2 |
|||||||||||||||||||||||||
|
2 |
6 |
0 |
2 |
|||||||||||||||||||||||||
|
2 |
8 |
0 |
3 |
|||||||||||||||||||||||||
|
2 |
10 |
0 |
3 |
|||||||||||||||||||||||||
|
2 |
12 |
0 |
3 |
|||||||||||||||||||||||||
|
2 |
14 |
1 |
3 |
|||||||||||||||||||||||||
|
G |
3 |
3 |
|
|
|
# |
2 |
# |
2 |
|||||||||||||||||||
|
3 |
6 |
# |
2 |
# |
3 |
|||||||||||||||||||||||
|
3 |
9 |
0 |
2 |
0 |
3 |
|||||||||||||||||||||||
|
3 |
12 |
0 |
3 |
0 |
4 |
|||||||||||||||||||||||
|
3 |
15 |
0 |
3 |
0 |
4 |
|||||||||||||||||||||||
|
3 |
18 |
0 |
3 |
1 |
5 |
|||||||||||||||||||||||
|
3 |
21 |
1 |
3 |
1 |
5 |
|||||||||||||||||||||||
|
H |
5 |
5 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
|||||||||||||||||
|
5 |
10 |
# |
2 |
# |
3 |
# |
3 |
|||||||||||||||||||||
|
5 |
15 |
0 |
2 |
0 |
3 |
0 |
4 |
|||||||||||||||||||||
|
5 |
20 |
0 |
3 |
0 |
4 |
0 |
5 |
|||||||||||||||||||||
|
5 |
25 |
0 |
3 |
0 |
4 |
1 |
6 |
|||||||||||||||||||||
|
5 |
30 |
0 |
3 |
1 |
5 |
1 |
6 |
|||||||||||||||||||||
|
5 |
35 |
1 |
3 |
1 |
5 |
2 |
7 |
|||||||||||||||||||||
|
J |
8 |
8 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
|||||||||||||||
|
8 |
16 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
|||||||||||||||||||
|
8 |
24 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
|||||||||||||||||||
|
8 |
32 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
|||||||||||||||||||
|
8 |
40 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
|||||||||||||||||||
|
8 |
48 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
|||||||||||||||||||
|
8 |
56 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
|||||||||||||||||||
|
K |
13 |
13 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
|||||||||||||
|
13 |
26 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
|||||||||||||||||
|
13 |
39 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
|||||||||||||||||
|
13 |
52 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
|||||||||||||||||
|
13 |
65 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
|||||||||||||||||
|
13 |
78 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
|||||||||||||||||
|
13 |
91 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
|||||||||||||||||
Продолжение табл. 28
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень
дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
B |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
E |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
F |
2 |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
|
|
|||||||||
|
2 |
4 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||||
|
2 |
6 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||||
|
2 |
8 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||||
|
2 |
10 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||||
|
2 |
12 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||||
|
2 |
14 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||||
|
G |
3 |
3 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
|||||||||||||
|
3 |
6 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||||||
|
3 |
9 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||||||
|
3 |
12 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||||||
|
3 |
15 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||||||
|
3 |
18 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||||||
|
3 |
21 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||||||
|
H |
5 |
5 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
|||||||||||||||
|
5 |
10 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||||||||
|
5 |
15 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||||||||
|
5 |
20 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||||||||
|
5 |
25 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||||||||
|
5 |
30 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||||||||
|
5 |
35 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||||||||
|
J |
8 |
8 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
|||||||||||||||||
|
8 |
16 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||||||||||
|
8 |
24 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||||||||||
|
8 |
32 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||||||||||
|
8 |
40 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||||||||||
|
8 |
48 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||||||||||
|
8 |
56 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||||||||||
|
K |
13 |
13 |
# |
4 |
0 |
5 |
0 |
6 |
|
|||||||||||||||||||
|
13 |
26 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||||||||||||
|
13 |
39 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||||||||||||
|
13 |
52 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||||||||||||
|
13 |
65 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||||||||||||
|
13 |
78 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||||||||||||
|
13 |
91 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||||||||||||
Продолжение табл. 28
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень
дефектности AQL |
|||||||||||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
L |
20 |
20 |
|
|
|
|
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
|||||||
|
20 |
40 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
|||||||||||||||
|
20 |
60 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
|||||||||||||||
|
20 |
80 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
|||||||||||||||
|
20 |
100 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
|||||||||||||||
|
20 |
120 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
|||||||||||||||
|
20 |
140 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
|||||||||||||||
|
M |
32 |
32 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
|||||||||
|
32 |
64 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
|||||||||||||
|
32 |
96 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
|||||||||||||
|
32 |
128 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
|||||||||||||
|
32 |
160 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
|||||||||||||
|
32 |
192 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
|||||||||||||
|
32 |
224 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
|||||||||||||
|
N |
50 |
50 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|||||||
|
50 |
100 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||
|
50 |
150 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||
|
50 |
200 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||
|
50 |
250 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||
|
50 |
300 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||
|
50 |
350 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||
|
P |
80 |
80 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
||||||
|
80 |
160 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||
|
80 |
240 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||
|
80 |
320 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||
|
80 |
400 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||
|
80 |
480 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||
|
80 |
560 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||
|
Q |
125 |
125 |
|
|
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
||||||
|
125 |
250 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||
|
125 |
375 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||
|
125 |
500 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||
|
125 |
625 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||
|
125 |
750 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||
|
125 |
875 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||
|
R |
200 |
200 |
|
# |
2 |
# |
2 |
# |
3 |
# |
3 |
# |
4 |
# |
4 |
0 |
5 |
0 |
6 |
|
||||||||
|
200 |
400 |
# |
2 |
# |
3 |
# |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
1 |
7 |
3 |
9 |
|||||||||||
|
200 |
600 |
0 |
2 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
8 |
3 |
9 |
6 |
12 |
|||||||||||
|
200 |
800 |
0 |
3 |
0 |
4 |
0 |
5 |
1 |
6 |
2 |
7 |
3 |
10 |
5 |
12 |
8 |
15 |
|||||||||||
|
200 |
1000 |
0 |
3 |
0 |
4 |
1 |
6 |
2 |
7 |
3 |
8 |
5 |
11 |
7 |
13 |
11 |
17 |
|||||||||||
|
200 |
1200 |
0 |
3 |
1 |
5 |
1 |
6 |
3 |
7 |
4 |
9 |
7 |
12 |
10 |
15 |
14 |
20 |
|||||||||||
|
200 |
1400 |
1 |
3 |
1 |
5 |
2 |
7 |
4 |
8 |
6 |
10 |
9 |
14 |
13 |
17 |
18 |
22 |
|||||||||||
Продолжение табл. 28
|
Код объема выборки |
Объем выборки |
Общий объем выборки |
Приемочный уровень
дефектности AQL |
|||||||||||||||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||||||||||||||||
|
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
Ac |
Re |
|||
|
L |
20 |
20 |
0 |
5 |
0 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
20 |
40 |
1 |
7 |
3 |
9 |
|||||||||||||||||||||||
|
20 |
60 |
3 |
9 |
6 |
12 |
|||||||||||||||||||||||
|
20 |
80 |
5 |
12 |
8 |
15 |
|||||||||||||||||||||||
|
20 |
100 |
7 |
13 |
11 |
17 |
|||||||||||||||||||||||
|
20 |
120 |
10 |
15 |
14 |
20 |
|||||||||||||||||||||||
|
20 |
140 |
13 |
17 |
18 |
22 |
|||||||||||||||||||||||
|
M |
32 |
32 |
0 |
6 |
|
|||||||||||||||||||||||
|
32 |
64 |
3 |
9 |
|||||||||||||||||||||||||
|
32 |
96 |
6 |
12 |
|||||||||||||||||||||||||
|
32 |
128 |
8 |
15 |
|||||||||||||||||||||||||
|
32 |
160 |
11 |
17 |
|||||||||||||||||||||||||
|
32 |
192 |
14 |
20 |
|||||||||||||||||||||||||
|
32 |
224 |
18 |
22 |
|||||||||||||||||||||||||
|
N |
50 |
50 |
|
|||||||||||||||||||||||||
|
50 |
100 |
|||||||||||||||||||||||||||
|
50 |
150 |
|||||||||||||||||||||||||||
|
50 |
200 |
|||||||||||||||||||||||||||
|
50 |
250 |
|||||||||||||||||||||||||||
|
50 |
300 |
|||||||||||||||||||||||||||
|
50 |
350 |
|||||||||||||||||||||||||||
|
P |
80 |
80 |
||||||||||||||||||||||||||
|
80 |
160 |
|||||||||||||||||||||||||||
|
80 |
240 |
|||||||||||||||||||||||||||
|
80 |
320 |
|||||||||||||||||||||||||||
|
80 |
400 |
|||||||||||||||||||||||||||
|
80 |
480 |
|||||||||||||||||||||||||||
|
80 |
560 |
|||||||||||||||||||||||||||
|
Q |
125 |
125 |
||||||||||||||||||||||||||
|
125 |
250 |
|||||||||||||||||||||||||||
|
125 |
375 |
|||||||||||||||||||||||||||
|
125 |
500 |
|||||||||||||||||||||||||||
|
125 |
625 |
|||||||||||||||||||||||||||
|
125 |
750 |
|||||||||||||||||||||||||||
|
125 |
875 |
|||||||||||||||||||||||||||
|
R |
200 |
200 |
||||||||||||||||||||||||||
|
200 |
400 |
|||||||||||||||||||||||||||
|
200 |
600 |
|||||||||||||||||||||||||||
|
200 |
800 |
|||||||||||||||||||||||||||
|
200 |
1000 |
|||||||||||||||||||||||||||
|
200 |
1200 |
|||||||||||||||||||||||||||
|
200 |
1400 |
|||||||||||||||||||||||||||
Примечание к табл. 26 - 28. Условные обозначения:
![]() -
применяют первый план под стрелкой; если объем выборки равен или больше объема
партии, применяют 100 %-ный контроль;
-
применяют первый план под стрелкой; если объем выборки равен или больше объема
партии, применяют 100 %-ный контроль;
![]() -
применяют первый план над стрелкой;
-
применяют первый план над стрелкой;
![]() - нельзя применять партии при этом объеме выборки;
- нельзя применять партии при этом объеме выборки;
![]() - если в
последней ступени контроля число дефектных единиц в выборке превышает
приемочное число Ac, но не превышает браковочного числа Re
- партию принимают, но возвращаются к нормальному контролю.
- если в
последней ступени контроля число дефектных единиц в выборке превышает
приемочное число Ac, но не превышает браковочного числа Re
- партию принимают, но возвращаются к нормальному контролю.
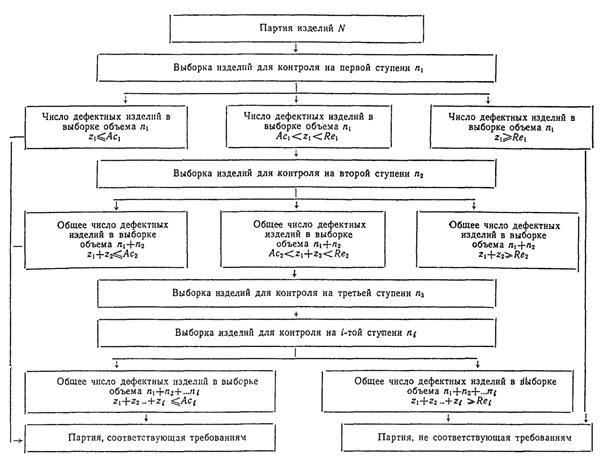
Черт. 4.
Если количество проверенных единиц продукции достигает максимального значения М по табл. 29 или 30, применяют последнюю ступень соответствующего многоступенчатого плана контроля.
Ход действия при применении последовательных планов контроля приведен на черт. 5.
Примеры применения планов контроля приведены в справочном приложении 1.
2.5. Применение планов контроля при оценке числа дефектов на 100 единиц продукции.
2.5.1. При оценке партии по числу дефектов на 100 единиц продукции следует поступать, как при контроле процента дефектных единиц (см. пп. 2.1 - 2.3), заменяя термин «дефектная единица» термином «дефект».
2.6. Вспомогательные данные, используемые для расчета некоторых величин, определяющих план контроля, приведены в табл. 31 - 36.
2.7. Контрольный журнал для регистрации последовательности партий от одного поставщика приведен в справочном приложении 2.
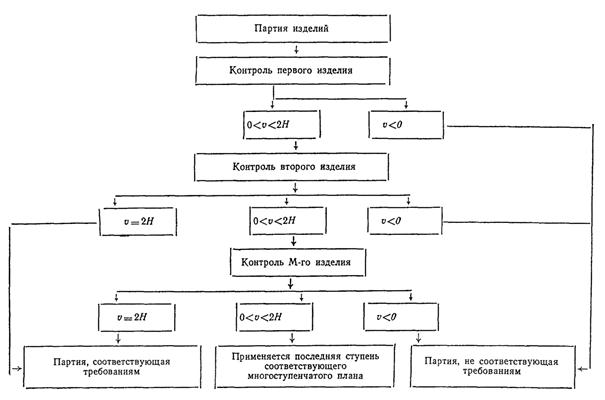
Черт. 5.
Таблица 29
Последовательные планы. Нормальный контроль
|
Код объема выборки |
Максимальный объем выборки М |
Параметр |
Приемочный уровень дефектности AQL |
||||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
||||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B |
|
|
|||||||||||||||||
|
C |
|
|
|
|
|
||||||||||||||
|
D |
14 |
H |
8 |
|
|
6 |
4 |
||||||||||||
|
b |
16 |
5 |
2 |
||||||||||||||||
|
E |
21 |
H |
13 |
|
|
9 |
8 |
6 |
|||||||||||
|
b |
26 |
8 |
5 |
3 |
|||||||||||||||
|
F |
35 |
H |
20 |
|
|
14 |
10 |
9 |
8 |
||||||||||
|
b |
40 |
13 |
7 |
5 |
3 |
||||||||||||||
|
G |
56 |
H |
32 |
|
|
22 |
16 |
15 |
11 |
10 |
|||||||||
|
b |
64 |
21 |
12 |
9 |
5 |
3 |
|||||||||||||
|
H |
91 |
H |
50 |
|
|
34 |
26 |
22 |
17 |
16 |
13 |
||||||||
|
b |
100 |
33 |
20 |
14 |
8 |
6 |
4 |
||||||||||||
|
J |
140 |
H |
80 |
|
|
55 |
40 |
34 |
28 |
24 |
20 |
17 |
|||||||
|
b |
160 |
54 |
32 |
23 |
14 |
10 |
7 |
5 |
|||||||||||
|
K |
224 |
H |
125 |
|
|
86 |
64 |
54 |
43 |
37 |
31 |
28 |
22 |
||||||
|
b |
250 |
85 |
53 |
36 |
22 |
16 |
11 |
8 |
5 |
||||||||||
|
L |
350 |
H |
200 |
|
|
137 |
103 |
86 |
69 |
60 |
51 |
43 |
36 |
|
|||||
|
b |
400 |
136 |
86 |
59 |
36 |
27 |
19 |
13 |
8 |
||||||||||
|
M |
560 |
H |
315 |
|
|
216 |
162 |
136 |
109 |
94 |
80 |
68 |
56 |
|
|||||
|
b |
630 |
215 |
136 |
93 |
58 |
42 |
30 |
21 |
14 |
||||||||||
|
N |
875 |
H |
500 |
|
|
343 |
260 |
216 |
174 |
150 |
127 |
108 |
89 |
|
|||||
|
b |
1000 |
342 |
219 |
149 |
93 |
68 |
48 |
34 |
22 |
||||||||||
|
P |
1400 |
H |
800 |
|
|
548 |
410 |
345 |
278 |
239 |
203 |
173 |
142 |
|
|||||
|
b |
1600 |
547 |
346 |
238 |
150 |
109 |
77 |
55 |
36 |
||||||||||
|
Q |
2205 |
H |
1250 |
|
|
856 |
651 |
539 |
434 |
374 |
318 |
270 |
223 |
|
|||||
|
b |
2500 |
855 |
542 |
373 |
235 |
171 |
121 |
86 |
58 |
||||||||||
|
R |
3500 |
H |
|
1370 |
1026 |
862 |
694 |
598 |
508 |
432 |
356 |
|
|||||||
|
b |
1369 |
868 |
597 |
376 |
273 |
194 |
139 |
93 |
|||||||||||
Примечание. Условные обозначения:
![]() -
применяют первый план под стрелкой;
-
применяют первый план под стрелкой;
![]() -
применяют первый план над стрелкой;
-
применяют первый план над стрелкой;
![]() - применяют
соответствующий одноступенчатый план контроля по ГОСТ 18242-72;
- применяют
соответствующий одноступенчатый план контроля по ГОСТ 18242-72;
![]()
![]() - применяют соответствующий одноступенчатый или
двухступенчатый план контроля по ГОСТ 18242-72 или следующий последовательный
план.
- применяют соответствующий одноступенчатый или
двухступенчатый план контроля по ГОСТ 18242-72 или следующий последовательный
план.
Таблица 30
Последовательные планы. Усиленный контроль
|
Код объема выборки |
Максимальный объем выборки М |
Параметр |
Приемочный уровень дефектности AQL |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
|||
|
A |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B |
|
|||||||||||||||||
|
C |
|
|
||||||||||||||||
|
D |
14 |
H |
8 |
|
6 |
|||||||||||||
|
b |
16 |
5 |
||||||||||||||||
|
E |
21 |
H |
13 |
|
9 |
8 |
||||||||||||
|
b |
26 |
8 |
5 |
|||||||||||||||
|
F |
35 |
H |
20 |
|
14 |
10 |
9 |
|||||||||||
|
b |
40 |
13 |
7 |
5 |
||||||||||||||
|
G |
56 |
H |
32 |
|
22 |
16 |
15 |
11 |
||||||||||
|
b |
64 |
21 |
12 |
9 |
5 |
|||||||||||||
|
H |
91 |
H |
50 |
|
34 |
26 |
22 |
17 |
14 |
|||||||||
|
b |
100 |
33 |
20 |
14 |
8 |
5 |
||||||||||||
|
J |
140 |
H |
80 |
|
55 |
40 |
34 |
28 |
22 |
19 |
||||||||
|
b |
160 |
54 |
32 |
23 |
14 |
8 |
6 |
|||||||||||
|
K |
224 |
H |
125 |
|
86 |
64 |
54 |
43 |
35 |
28 |
24 |
|||||||
|
b |
250 |
85 |
53 |
36 |
22 |
14 |
9 |
6 |
||||||||||
|
L |
350 |
H |
200 |
|
137 |
103 |
86 |
69 |
56 |
47 |
38 |
|
||||||
|
b |
400 |
136 |
86 |
59 |
36 |
23 |
15 |
10 |
||||||||||
|
M |
560 |
H |
315 |
|
216 |
162 |
136 |
109 |
89 |
73 |
60 |
|
||||||
|
b |
630 |
215 |
136 |
93 |
58 |
37 |
25 |
16 |
||||||||||
|
N |
875 |
H |
500 |
|
343 |
260 |
216 |
174 |
141 |
117 |
96 |
|
||||||
|
b |
1000 |
342 |
219 |
149 |
93 |
59 |
40 |
26 |
||||||||||
|
P |
1400 |
H |
800 |
|
548 |
410 |
345 |
278 |
225 |
186 |
154 |
|
||||||
|
b |
1600 |
547 |
346 |
238 |
150 |
96 |
64 |
43 |
||||||||||
|
Q |
2205 |
H |
1250 |
|
856 |
641 |
539 |
434 |
351 |
291 |
240 |
|
||||||
|
b |
2500 |
855 |
542 |
373 |
235 |
150 |
101 |
67 |
||||||||||
|
R |
3500 |
H |
2000 |
|
1370 |
1026 |
862 |
694 |
562 |
466 |
384 |
|
||||||
|
b |
4000 |
1369 |
808 |
597 |
376 |
240 |
162 |
108 |
||||||||||
|
S |
5600 |
H |
2158 |
|||||||||||||||
|
b |
2157 |
|||||||||||||||||
Примечание к табл. 29 - 30. Условные обозначения:
![]() -
применяют первый план под стрелкой;
-
применяют первый план под стрелкой;
![]() -
применяют первый план над стрелкой;
-
применяют первый план над стрелкой;
![]() - применяют
соответствующий одноступенчатый план контроля по ГОСТ 18242-72 или следующий
последовательный план.
- применяют
соответствующий одноступенчатый план контроля по ГОСТ 18242-72 или следующий
последовательный план.
Таблица 31
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Коэффициент AOQL при приемочном уровне дефектности AQL |
||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
7,4 |
|
D |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,6 |
- |
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,8 |
- |
- |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,8 |
- |
- |
4,2 |
|
G |
32 |
- |
- |
- |
- |
- |
- |
- |
- |
1,2 |
- |
- |
2,6 |
4,3 |
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
0,74 |
- |
- |
1,7 |
2,7 |
3,9 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
0,46 |
- |
- |
1,1 |
1,7 |
2,4 |
4,0 |
|
K |
125 |
- |
- |
- |
- |
- |
0,29 |
- |
- |
0,67 |
1,1 |
1,6 |
2,5 |
3,6 |
|
L |
200 |
- |
- |
- |
- |
0,18 |
- |
- |
0,42 |
0,69 |
0,97 |
1,6 |
2,2 |
3,3 |
|
M |
315 |
- |
- |
- |
0,12 |
- |
- |
0,27 |
0,44 |
0,62 |
1,00 |
1,4 |
2,1 |
3,0 |
|
N |
500 |
- |
- |
0,074 |
- |
- |
0,17 |
0,27 |
0,39 |
0,63 |
0,90 |
1,3 |
1,9 |
2,9 |
|
P |
800 |
- |
0,046 |
- |
- |
0,11 |
0,17 |
0,24 |
0,40 |
0,56 |
0,82 |
1,2 |
1,8 |
- |
|
Q |
1250 |
0,029 |
- |
- |
0,067 |
0,11 |
0,16 |
0,25 |
0,36 |
0,52 |
0,75 |
1,2 |
- |
- |
|
R |
2000 |
- |
- |
0,042 |
0,069 |
0,097 |
0,16 |
0,22 |
0,33 |
0,47 |
0,75 |
- |
- |
- |
Продолжение табл. 31
|
Код объема выборки |
Объем выборки |
Коэффициент AOQL при приемочном уровне дефектности AQL |
||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||
|
A |
2 |
- |
1 |
- |
- |
42 |
69 |
97 |
160 |
220 |
330 |
470 |
730 |
1100 |
|
B |
3 |
12 |
- |
- |
28 |
46 |
65 |
110 |
150 |
220 |
310 |
490 |
720 |
1100 |
|
C |
5 |
- |
- |
17 |
27 |
39 |
63 |
90 |
130 |
190 |
290 |
430 |
660 |
- |
|
D |
8 |
- |
11 |
17 |
24 |
40 |
56 |
82 |
120 |
180 |
270 |
410 |
- |
- |
|
E |
13 |
6,5 |
11 |
15 |
24 |
34 |
50 |
72 |
110 |
170 |
250 |
- |
- |
- |
|
F |
20 |
6,9 |
9,7 |
16 |
22 |
33 |
47 |
73 |
- |
- |
- |
- |
- |
- |
|
G |
32 |
6,1 |
9,9 |
14 |
21 |
29 |
46 |
- |
- |
- |
- |
- |
- |
- |
|
H |
50 |
6,3 |
9,0 |
13 |
19 |
29 |
- |
- |
- |
- |
- |
- |
- |
- |
|
J |
80 |
5,6 |
8,2 |
12 |
18 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
K |
125 |
5,2 |
7,5 |
12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
L |
200 |
4,7 |
7,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
M |
315 |
4,7 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
N |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
P |
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Q |
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Таблица 32
Одноступенчатые планы (усиленный контроль)
|
Код объема выборки |
Объем выборки |
Коэффициент AOQL при приемочном уровне дефектности AQL |
||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
D |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,6 |
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,8 |
- |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,8 |
- |
- |
|
G |
32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,2 |
- |
- |
2,6 |
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
- |
0,74 |
- |
- |
1,7 |
2,7 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
- |
0,46 |
- |
- |
1,1 |
1,7 |
2,4 |
|
K |
125 |
- |
- |
- |
- |
- |
- |
0,29 |
- |
- |
0,67 |
1,1 |
1,6 |
2,5 |
|
L |
200 |
- |
- |
- |
- |
- |
0,18, |
- |
- |
0,42 |
0,68 |
0,97 |
1,6 |
2,6 |
|
M |
315 |
- |
- |
- |
- |
0,12 |
- |
- |
0,27 |
0,44 |
0,62 |
1,0 |
1,6 |
2,5 |
|
N |
500 |
- |
- |
- |
0,074 |
- |
- |
0,17 |
0,27 |
0,39 |
0,63 |
1,0 |
1,6 |
2,5 |
|
P |
800 |
- |
- |
0,046 |
- |
- |
0,11 |
0,17 |
0,24 |
0,40 |
0,64 |
0,99 |
1,6 |
- |
|
Q |
1250 |
- |
0,029 |
- |
- |
0,067 |
0,11 |
0,16 |
0,25 |
0,41 |
0,64 |
0,99 |
- |
- |
|
R |
2000 |
0,018 |
- |
- |
0,042 |
0,069 |
0,097 |
0,16 |
0,26 |
0,40 |
0,62 |
- |
- |
- |
|
S |
3150 |
- |
- |
0,027 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Продолжение табл. 32
|
Код объема выборки |
Объем выборки |
Коэффициент AOQL при приемочном уровне дефектности AQL |
||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||
|
A |
2 |
- |
- |
- |
- |
- |
42 |
69 |
97 |
160 |
260 |
400 |
620 |
970 |
|
B |
3 |
- |
12 |
- |
- |
28 |
46 |
65 |
110 |
170 |
270 |
410 |
650 |
1100 |
|
C |
5 |
7,4 |
- |
- |
17 |
27 |
39 |
63 |
100 |
160 |
250 |
390 |
610 |
- |
|
D |
8 |
- |
- |
11 |
17 |
24 |
40 |
64 |
99 |
160 |
240 |
380 |
- |
- |
|
E |
13 |
- |
6,5 |
11 |
16 |
24 |
40 |
61 |
95 |
150 |
240 |
- |
- |
- |
|
F |
20 |
4,2 |
6,9 |
9,7 |
16 |
26 |
40 |
62 |
- |
- |
- |
- |
- |
- |
|
G |
32 |
4,3 |
6,1 |
9,9 |
16 |
25 |
39 |
- |
- |
- |
- |
- |
- |
- |
|
H |
50 |
3,9 |
6,3 |
10 |
16 |
25 |
- |
- |
- |
- |
- |
- |
- |
- |
|
J |
80 |
4,0 |
6,4 |
9,9 |
16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
K |
125 |
4,1 |
6,4 |
6,9 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
L |
200 |
4,0 |
6,2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
M |
315 |
3,9 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
N |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
P |
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Q |
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
S |
3150 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Примечание к табл. 31
- 32. Для получения точного значения
предела среднего выходного уровня дефектности AOQL
коэффициенты из таблицы следует умножить на ![]() .
.
Таблица 33
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (доля дефектных единиц) при b = 10 % для приемочного уровня дефектности AQL |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
68 |
- |
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
54 |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
37 |
- |
- |
58 |
|
D |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
25 |
- |
- |
41 |
54 |
||
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
16 |
- |
- |
27 |
36 |
44 |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
11 |
- |
- |
18 |
25 |
30 |
42 |
|
G |
32 |
- |
, |
- |
6,9 |
- |
- |
12 |
16 |
20 |
27 |
34 |
|||||
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
4,5 |
- |
- |
7,6 |
10 |
13 |
18 |
22 |
29 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
2,8 |
- |
- |
4,8 |
6,5 |
8,2 |
11 |
14 |
19 |
24 |
|
K |
125 |
1,8 |
- |
- |
3,1 |
4,3 |
5,4 |
7,4 |
9,4 |
12 |
16 |
23 |
|||||
|
L |
200 |
- |
- |
- |
- |
1,2 |
- |
- |
2,0 |
2,7 |
3,3 |
4,6 |
5,9 |
7,7 |
10 |
14 |
- |
|
M |
315 |
- |
- |
- |
0,73 |
- |
1,2 |
1,7 |
2,1 |
2,9 |
3,7 |
4,9 |
6,4 |
9,0 |
- |
- |
|
|
N |
500 |
- |
- |
0,46 |
- |
- |
0,78 |
1,1 |
1,3 |
1,9 |
2,4 |
3,1 |
4,0 |
5,6 |
- |
- |
- |
|
P |
800 |
- |
0,29 |
- |
- |
0,49 |
0,67 |
0,84 |
1,2 |
1,5 |
1,9 |
2,5 |
3,5 |
- |
- |
- |
- |
|
Q |
1250 |
0,18 |
- |
- |
0,31 |
0,43 |
0,53 |
0,74 |
0,94 |
1,2 |
1,6 |
2,3 |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
0,20 |
0,27 |
0,33 |
0,46 |
0,59 |
0,77 |
1,0 |
1,4 |
- |
- |
- |
- |
- |
- |
Таблица 34
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (доля дефектов на 100 единиц продукции) при b = 10 % для приемочного уровня дефектности AQL |
||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
46 |
|
D |
8 |
. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
29 |
- |
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
18 |
- |
- |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
12 |
- |
- |
20 |
|
G |
32 |
- |
- |
- |
- |
- |
- |
- |
- |
7,2 |
- |
- |
12 |
17 |
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
4,6 |
- |
- |
7,8 |
11 |
13 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
2,9 |
- |
- |
4,9 |
6,7 |
8,4 |
12 |
|
K |
125 |
- |
- |
- |
- |
- |
1,8 |
- |
- |
3,1 |
4,3 |
5,4 |
7,4 |
9,4 |
|
L |
200 |
- |
- |
- |
- |
1,2 |
- |
- |
2,0 |
2,7 |
3,3 |
4,6 |
5,9 |
7,7 |
|
M |
315 |
- |
- |
- |
0,73 |
- |
- |
1,2 |
1,7 |
2,1 |
2,9 |
3,7 |
4,9 |
6,4 |
|
N |
500 |
- |
- |
0,46 |
- |
- |
0,78 |
1,1 |
1,3 |
1,9 |
2,4 |
3,1 |
4,0 |
5,6 |
|
P |
800 |
- |
0,29 |
- |
- |
0,49 |
0,67 |
0,81 |
1,2 |
1,5 |
1,9 |
2,5 |
3,5 |
- |
|
Q |
1250 |
0,18 |
- |
- |
0,31 |
0,43 |
0,53 |
0,74 |
0,94 |
1,2 |
1,6 |
2,3 |
- |
- |
|
R |
2000 |
- |
- |
0,20 |
0,27 |
0,33 |
0,46 |
0,59 |
0,77 |
1,0 |
1,4 |
|||
Продолжение табл. 34
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (доля дефектов на 100 единиц продукции) при b = 10 % для приемочного уровня дефектности AQL |
||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||
|
A |
2 |
- |
120 |
- |
- |
200 |
270 |
330 |
460 |
590 |
770 |
1000 |
4000 |
1900 |
|
B |
3 |
77 |
- |
- |
130 |
180 |
220 |
310 |
390 |
510 |
670 |
940 |
1300 |
1800 |
|
C |
5 |
- |
- |
78 |
110 |
130 |
190 |
240 |
310 |
409 |
560 |
770 |
1100 |
- |
|
D |
8 |
- |
49 |
67 |
84 |
120 |
150 |
190 |
250 |
350 |
480 |
670 |
- |
- |
|
E |
13 |
30 |
41 |
51 |
71 |
91 |
120 |
160 |
220 |
300 |
410 |
- |
- |
- |
|
F |
20 |
27 |
33 |
46 |
59 |
77 |
100 |
140 |
- |
- |
- |
- |
- |
- |
|
G |
32 |
21 |
29 |
37 |
48 |
63 |
88 |
- |
- |
- |
- |
- |
- |
- |
|
H |
50 |
19 |
24 |
31 |
40 |
55 |
- |
- |
- |
- |
- |
- |
- |
- |
|
J |
80 |
15 |
19 |
25 |
35 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
K |
125 |
12 |
16 |
23 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
L |
200 |
10 |
14 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
M |
315 |
9,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
N |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
P |
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Q |
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Таблица 35
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (доля дефектных единиц) при b = 5 % для приемочного уровня дефектности AQL |
|||||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
78 |
- |
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
63 |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
45 |
- |
- |
66 |
|
D |
8 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
31 |
- |
- |
47 |
60 |
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
21 |
- |
- |
32 |
41 |
50 |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
14 |
- |
- |
22 |
28 |
34 |
46 |
|
G |
32 |
- |
- |
- |
- |
8,9 |
- |
- |
14 |
18 |
23 |
30 |
37 |
||||
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
5,8 |
- |
- |
9,1 |
12 |
15 |
20 |
25 |
32 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
3,7 |
- |
- |
5,8 |
7,7 |
9,4 |
13 |
16 |
20 |
20 |
|
K |
125 |
- |
- |
- |
- |
- |
2,4 |
- |
- |
3,8 |
5,0 |
6,2 |
8,4 |
11 |
14 |
18 |
24 |
|
L |
200 |
- |
- |
- |
- |
1,5 |
- |
- |
2,4 |
3,2 |
3,9 |
5,3 |
6,6 |
8,5 |
11 |
15 |
- |
|
M |
315 |
- |
- |
0,95 |
- |
- |
1,5 |
2,0 |
2,5 |
3,3 |
4,2 |
5,4 |
7,0 |
9,6 |
- |
- |
|
|
N |
500 |
- |
- |
0,60 |
- |
- |
0,95 |
1,3 |
1,6 |
2,1 |
2,6 |
3,4 |
4,4 |
6,1 |
- |
- |
- |
|
P |
800 |
- |
0,38 |
- |
- |
0,59 |
0,79 |
0,97 |
1,3 |
1,6 |
2,1 |
2,7 |
3,8 |
- |
- |
- |
- |
|
Q |
1250 |
0,24 |
- |
- |
0,38 |
0,50 |
0,62 |
0,84 |
1,1 |
1,4 |
1,8 |
2,4 |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
0,24 |
0,32 |
0,39 |
0,53 |
0,66 |
0,85 |
1,1 |
1,5 |
- |
- |
- |
- |
- |
- |
Таблица 36
Одноступенчатые планы (нормальный контроль)
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (число дефектов на 100 единиц продукции) при b = 5 % для приемочного уровня дефектности AQL |
||||||||||||
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
||
|
A |
2 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
B |
3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
C |
5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
60 |
|
D |
8 |
- |
- |
- |
- |
. |
- |
- |
- |
- |
- |
- |
38 |
- |
|
E |
13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
23 |
- |
- |
|
F |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
15 |
- |
- |
24 |
|
G |
32 |
- |
- |
- |
- |
- |
- |
- |
- |
9,4 |
- |
- |
15 |
20 |
|
H |
50 |
- |
- |
- |
- |
- |
- |
- |
6,0 |
- |
- |
9,5 |
13 |
16 |
|
J |
80 |
- |
- |
- |
- |
- |
- |
3,8 |
- |
- |
5,9 |
7,9 |
9,7 |
13 |
|
K |
125 |
- |
- |
- |
- |
- |
2,4 |
- |
- |
3,8 |
5,0 |
6,2 |
8,4 |
11 |
|
L |
200 |
- |
- |
- |
1,5 |
- |
- |
2,4 |
3,2 |
3,9 |
5,3 |
6,6 |
8,5 |
|
|
M |
315 |
- |
- |
- |
0,95 |
- |
- |
1,5 |
2,0 |
2,5 |
3,3 |
4,2 |
5,4 |
7,0 |
|
N |
500 |
- |
- |
0,60 |
- |
- |
0,95 |
1,3 |
1,6 |
2,1 |
2,6 |
3,4 |
4,4 |
6,1 |
|
P |
800 |
- |
0,38 |
- |
- |
0,59 |
0,79 |
0,97 |
1,3 |
1,6 |
2,1 |
2,7 |
3,8 |
- |
|
Q |
1250 |
0,24 |
- |
- |
0,38 |
0,50 |
0,62 |
0,84 |
1,1 |
1,4 |
1,8 |
2,4 |
- |
- |
|
R |
2000 |
- |
- |
0,24 |
0,32 |
0,39 |
0,53 |
0,66 |
0,85 |
1,1 |
1,5 |
- |
- |
- |
Продолжение табл. 36
|
Код объема выборки |
Объем выборки |
Браковочный уровень дефектности LQ (число дефектов на 100 единиц продукции) при b = 5 % для приемочного уровня дефектности AQL |
||||||||||||
|
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
||
|
A |
2 |
- |
150 |
- |
- |
240 |
320 |
390 |
530 |
660 |
850 |
1100 |
1500 |
2000 |
|
B |
3 |
100 |
- |
- |
160 |
210 |
260 |
350 |
440 |
570 |
730 |
10ЭО |
1400 |
1900 |
|
C |
5 |
- |
- |
95 |
130 |
160 |
210 |
260 |
340 |
440 |
610 |
810 |
1100 |
- |
|
D |
8 |
- |
5Э |
79 |
97 |
130 |
160 |
210 |
270 |
380 |
510 |
710 |
- |
- |
|
E |
13 |
37 |
48 |
60 |
81 |
100 |
130 |
170 |
230 |
310 |
440 |
- |
- |
- |
|
F |
20 |
32 |
3:5 |
53 |
66 |
85 |
110 |
150 |
- |
- |
- |
- |
- |
- |
|
G |
32 |
24 |
33 |
41 |
53 |
68 |
95 |
- |
- |
- |
- |
- |
- |
- |
|
H |
50 |
21 |
23 |
34 |
44 |
61 |
- |
- |
- |
- |
- |
- |
- |
- |
|
J |
80 |
16 |
21 |
27 |
38 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
K |
125 |
14 |
18 |
24 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
L |
200 |
11 |
15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
M |
315 |
9,6 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
N |
500 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
P |
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Q |
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
R |
2000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Разд. 3 - 5 (Исключены, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
Примеры применения планов контроля
Пример 1. Тип контроля - одноступенчатый.
Код объема выборки - G.
Приемочный уровень дефектности AQL = 1,5 %.
Найти объем выборок, приемочные и браковочные числа.
По табл. 20, 21, 22 настоящего стандарта находим объем выборок, приемочные и браковочные числа для усиленного, нормального и ослабленного контроля. Значения найденных величин приведены в табл. 1.
Таблица 1
|
Усиленный контроль |
Нормальный контроль |
Ослабленный контроль |
|||
|
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
|
50 |
1/2 |
32 |
1/2 |
13 |
0/2 |
Пример 2. Изготовителю необходимо для контроля готовой продукции определить планы контроля единиц продукции с двумя видами дефектов: значительными и малозначительными.
Установлены следующие значения приемочного уровня дефектности:
для значительных дефектов - 0,4 %;
для малозначительных дефектов - 6,5 %.
Учитывая, что контроль по обоим видам дефектов производится одновременно и изменение объема выборки при переходе от усиленного вида контроля к нормальному связано с организационными трудностями, изготовитель принимает решение изменить планы контроля следующим образом:
при усиленном контроле - перейти к следующему коду объема выборки для малозначительных дефектов;
при нормальном контроле - перейти к следующему коду объема выборки как для значительных, так и для малозначительных дефектов.
Значения выбранных объемов выборок, приемочных и браковочных чисел сводим в табл. 2.
Таблица 2
|
Виды дефектов |
Усиленный контроль |
Нормальный контроль |
Ослабленный контроль |
|||
|
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
|
|
Значительные |
200 |
1/2 |
200 |
2/3 |
50 |
0/2 |
|
Малозначительные |
200 |
18/19 |
200 |
21/22 |
50 |
7/10 |
Единицы продукции поступают на контроль партиями объемом 1400 - 1600 шт.
Принят общий уровень контроля II.
По табл. 1 настоящего стандарта определим код объема выборки для общего уровня контроля II. Получим - К.
Из организационных соображений поставщик по согласованию с потребителем принимает планы одноступенчатого контроля.
По табл. 20, 21, 22 настоящего стандарта определим объемы выборок, приемочные и браковочные числа, значения которых приведены в табл. 3.
Таблица 3
|
Виды дефектов |
Усиленный контроль |
Нормальный контроль |
Ослабленный контроль |
|||
|
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
Объем выборки |
Приемочное и браковочное числа c1/c2 |
|
|
Значительные |
200 |
1/2 |
125 |
1/2 |
50 |
0/2 |
|
Малозначительные |
125 |
12/13 |
125 |
14/15 |
50 |
7/10 |
Пример 3. Построить оперативные характеристики для планов контроля примера 2.
По табл. 20, 21 настоящего стандарта определим тип плана контроля, код объема выборки и приемочный уровень дефектности (см. табл. 4).
Таблица 4
|
Виды дефектов |
Тип плана контроля, код объема выборки, AQL |
|
|
усиленного |
нормального |
|
|
Значительные |
Одноступенчатый, L, 0,4 % |
Одноступенчатый, L, 0,4 % |
|
Малозначительные |
Одноступенчатый, L, 6,5 % |
Одноступенчатый, L, 6,5 % |
Найдем квантили оперативных характеристик для планов контроля значительных дефектов, воспользовавшись табл. 13 настоящего стандарта. Полученные значения сведем в табл. 5.
Таблица 5
|
Номер точки |
Значение ординаты P |
Значение абсциссы q в % для контроля |
|
|
усиленного |
нормального |
||
|
1 |
100 |
0 |
0 |
|
2 |
99 |
0,075 |
0,218 |
|
3 |
95 |
0,178 |
0,409 |
|
4 |
90 |
0,266 |
0,551 |
|
5 |
75 |
0,481 |
0,864 |
|
6 |
50 |
0,839 |
1,340 |
|
7 |
25 |
1,350 |
1,960 |
|
8 |
10 |
1,950 |
2,660 |
|
9 |
5 |
2,370 |
3,150 |
|
10 |
1 |
3,320 |
4,200 |
|
11 |
0 |
100 |
100 |
Квантили оперативных характеристик для планов контроля малозначительных дефектов приведены в табл. 6.
Таблица 6
|
Номер точки |
Значение ординаты P |
Значение абсциссы q в % для контроля |
|
|
усиленного |
нормального |
||
|
1 |
100 |
0 |
0 |
|
2 |
99 |
5,17 |
6,29 |
|
3 |
95 |
6,22 |
7,45 |
|
4 |
90 |
6,84 |
8,12 |
|
5 |
75 |
7,95 |
9,34 |
|
6 |
50 |
9,33 |
10,8 |
|
7 |
25 |
10,9 |
12,5 |
|
8 |
10 |
12,4 |
14,1 |
|
9 |
5 |
13,3 |
15,1 |
|
10 |
1 |
15,3 |
17,2 |
|
11 |
0 |
100 |
100 |
Построим графики оперативных характеристик (см. черт. 1 и 2).
Оперативные характеристики для планов контроля значительных дефектов.
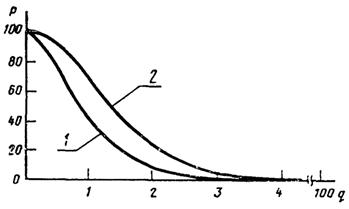
1 - усиленный контроль; 2 - нормальный контроль.
Черт. 1.
Оперативные характеристики для планов контроля малозначительных дефектов.
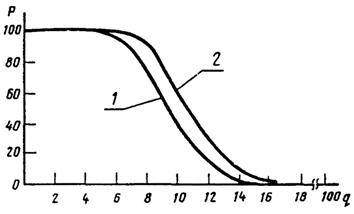
1 - усиленный контроль; 2 - нормальный контроль.
Черт. 2.
Пример 4. Определить предел среднего выходного уровня дефектности для планов контроля, найденных в примере 2.
По табл. 31 и 32 настоящего стандарта в соответствии с планами контроля (см. пример 3) определим коэффициенты К для вычисления предела среднего выходного уровня дефектности. Значения найденных величин приведены в табл. 7.
Таблица 7
|
Виды дефектов |
Усиленный контроль |
Нормальный контроль |
|
Значительные |
0,42 |
0,69 |
|
Малозначительные |
6,2 |
7,3 |
Вычислим отношение объема выборки n = 200 к объему партии N. Объем партии N примем равным 1500. Получим
![]()
По формуле примечания к табл. 31 - 32 настоящего стандарта вычислим значения предела среднего выходного уровня дефектности.
Результаты расчета сведем в табл. 8.
Таблица 8
|
Виды дефектов |
Усиленный контроль |
Нормальный контроль |
|
Значительные |
0,36 |
0,60 |
|
Малозначительные |
5,39 |
6,35 |
Пример 5. Переход от усиленного контроля к нормальному.
Результаты усиленного контроля последовательности партий представлены в табл. 9.
Таблица 9
|
Номер партии |
Решение о партии |
|
1 |
П |
|
2 |
П |
|
3 |
Б |
|
4 |
П |
|
5 |
П |
|
6 |
П |
|
7 |
П |
|
8 |
Б |
|
9 |
Б |
|
10 |
П |
|
11 |
П |
|
12 |
П |
|
13 |
П |
|
14 |
П |
|
15 |
- |
Примечание. П - партия принята по результатам контроля;
Б - партия забракована по результатам контроля.
Переход к нормальному контролю в соответствии с п. 1.6.4 настоящего стандарта осуществляется в случае принятия пяти последовательных партий.
В данном случае это будут партии 10; 11; 12; 13; 14. Поэтому, начиная с 15-й партии, следует применять нормальный контроль.
Пример 6. Переход от нормального контроля к усиленному.
Результаты нормального контроля последовательности партий представлены в табл. 10.
Переход к усиленному контролю в соответствии с п. 1.6.3 настоящего стандарта осуществляется в случае забракования двух партий из пяти последовательных партий.
В данном случае забракованы две партии 11 и 13 в пяти партиях 9; 10; 11; 12; 13.
Следовательно, начиная с 14-й партии следует применять усиленный контроль.
Примечание. Практически удобно следить за партиями следующим образом. Контролируется партия нормальным контролем до первой забракованной партии (в примере 4). После забракования партии внимательно следят за результатами контроля последующих четырех партий (в примере 5, 6, 7, 8). Если при контроле этих четырех партий не будет забраковано больше ни одной партии, то про забракованную партию забывают и производят нормальный контроль до следующей забракованной партии (11) После забракования внимательно следят за результатами контроля следующих четырех партии (12; 13; 14; 15). Если при контроле этих партий будет забракована еще хотя бы одна партия (13), переходят со следующей партии (14) к усиленному контролю. Если при контроле этих четырех партий ни одной партии забраковано не будет, то продолжают нормальный контроль до следующей забракованной партии, и т. д.
Пример 7. Переход от нормального контроля к ослабленному.
Рассматривается случаи, когда применение ослабленного контроля разрешено, выпуск продукции ритмичен, на контроль поступают партии объемом 1500 и установлен приемочный уровень дефектности 1 %.
Таблица 10
|
Номер партии |
Решение о партии |
|
1 |
П |
|
2 |
П |
|
3 |
П |
|
4 |
Б |
|
5 |
П |
|
6 |
П |
|
7 |
П |
|
8 |
П |
|
9 |
П |
|
10 |
П |
|
11 |
Б |
|
12 |
П |
|
13 |
Б |
|
14 |
- |
|
15 |
- |
Примечание. П - партия принята по результатам контроля;
Б - партия забракована по результатам контроля.
Результаты нормального контроля последовательности партий представлены в табл. 11.
Таблица 11
|
Номер партии |
Решение о партии |
Количество обнаруженных дефектных изделий |
|
1 |
П |
0 |
|
2 |
П |
1 |
|
3 |
Б |
2 |
|
4 |
П |
5 |
|
5 |
П |
3 |
|
6 |
П |
2 |
|
7 |
П |
2 |
|
8 |
П |
1 |
|
9 |
П |
2 |
|
10 |
П |
0 |
|
11 |
П |
0 |
|
12 |
П |
1 |
|
13 |
П |
1 |
|
14 |
П |
0 |
|
15 |
П |
1 |
|
16 |
П |
0 |
|
17 |
П |
0 |
Примечание. П - партия принята по результатам контроля;
Б - партия забракована по результатам контроля.
Переход к ослабленному контролю в соответствии с п. 1.6.5 настоящего стандарта осуществляется в случае принятия 10 последовательных партий при условии, что суммарное количество дефектных изделий в этих партиях не превосходит соответствующего предельного числа, приведенного в табл. 9.
В примере впервые встречается следующая последовательность из 10 принятых подряд партий: 5; 6; 7; 8; 9; 10; 11; 12; 13; 14. Однако суммарное количество дефектных единиц продукции 3 + 2 + 2 + 1 + 2 + 0 + 0 + 1 + 1 + 0 = 12, больше допустимого предельного числа 7. Следующая последовательность 10 принятых партий: 6; 7; 8; 9; 10; 11; 12; 13; 14; 15. Однако и здесь суммарное количество дефектных единиц продукции 2 + 2 + 1 + 2 + 0 + 0 + 1 + 1 + 0 + 1 = 10, больше допустимого предельного числа 7 и лишь последовательность партий 8; 9; 10; 11; 12; 13; 14; 15; 16; 17 с суммарным количеством обнаруженных дефектных единиц продукции (1 + 2 + 0 + 0 + 1 + 1 + 0 + 1 + 0 + 0 = 6) удовлетворяет правилам перехода.
Начиная с 18 партии, следует перейти к ослабленному контролю.
Пример 8. Требуется определить план контроля одиночной партии.
Заданы: объем партии - 1500 единиц продукции; приемочный уровень дефектности 4 %; браковочный уровень дефектности - 9 %; риск потребителя £5 %.
Уровень контроля - II общий.
Применяют одноступенчатый нормальный контроль.
По уровню контроля и объему партии устанавливают код объема выборки К.
Для кода объема выборки К и приемочного уровня дефектности 4 % по табл. 20 настоящего стандарта можно определить план контроля (n = 125, с1 = 10, с2 = 11). Для этого плана контроля по табл. 12 найдем браковочный уровень дефектности 13,6 %. Этот браковочный уровень дефектности не является удовлетворительным, он больше заданного (9 %).
Необходимо выбрать другой план. Снижаем приемочный уровень дефектности до 1,5 %. Для этого уровня дефектности и кода объема выборки К по табл. 20 настоящего стандарта можно отыскать план контроля (n = 125, с1 = 5, с2 = 6). Для этого плана контроля по табл. 12 найдем браковочный уровень дефектности 8,4 %. Этот уровень качества нас удовлетворяет, он меньше заданного (9 %).
Принимаем следующий план контроля: объем выборки 125 единиц продукции, приемочное число 5, браковочное число 6.
Пример 9.
Объем партии N = 1200 единиц продукции.
Уровень контроля S-4.
Приемочный уровень дефектности AQL = 6,5 %.
Контроль нормальный.
По табл. 1 настоящего стандарта для N = 1200 и уровня контроля S-4 выбираем код объема выборки F.
По табл. 1 настоящего стандарта для буквенного знака F и AQL = 6,5 % находим параметры плана контроля:
H = 9, b = 5, M = 35.
Результаты контроля приведены в табл. 12.
Таблица 12
|
Номер контролируемой единицы продукции |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Результат контроля |
+ |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
v |
10 |
11 |
12 |
13 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
Примечание. + - годная единица продукции,
- - дефектная единица продукции.
После контроля 15-й единицы продукции значение v = 18 = 2Н, т. е. партия соответствует требованиям.
Пример 10.
Объем партии N 50 единиц продукции.
Уровень контроля II, общий.
Приемочный уровень дефектности AQL = 10 %.
Нормальный контроль.
По табл. 29 настоящего стандарта для кода объема выборки D и AQL = 10 % находим параметры плана контроля:
H = 4, b = 2, M = 14.
Результаты контроля приведены в табл. 13.
Таблица 13
|
Номер контролируемой единицы продукции |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Результат контроля |
+ |
- |
+ |
+ |
+ |
+ |
- |
+ |
+ |
- |
+ |
- |
+ |
- |
|
v |
5 |
3 |
4 |
5 |
6 |
7 |
8 |
6 |
7 |
5 |
6 |
4 |
5 |
3 |
Примечание. + - годная единица продукции,
- - дефектная единица продукции.
После отбора и проверки 14-й единицы продукции нет основания ни для приемки, ни для забракования партии продукции, но объем выборки достиг максимального значения 14.
Согласно п. 2.4.3 настоящего стандарта для оценки партии принят многоступенчатый план контроля, обозначенный кодом объема выборки D и AQL, равным 10 %. На последней ступени этого плана контроля общий объем выборки равен 14, приемочное число равно 4, а браковочное число равно 5.
Так как во время применения последовательных планов контроля среди 14 проверенных единиц продукции отмечено 5 дефектных единиц, партию следует считать не соответствующей установленным требованиям.
ПРИЛОЖЕНИЕ 2
Справочное
Контрольный журнал
При контроле последовательности партий продукции от одного поставщика целесообразно вести контрольный журнал, в котором регистрируются данные контроля партии.
Используя контрольный журнал, поставщик имеет возможность:
оценить степень стабильности производственного процесса на уровне, определенном долей дефектных единиц продукции, еще допускаемой потребителем, сравнением действительной доли дефектных единиц и AQL;
уменьшить затраты на сортировку, так как по результатам наблюдений можно регулировать производственный процесс, благодаря чему случаи забраковки изделий будут значительно реже.
По данным контроля можно применять план контроля с меньшим объемом выборки, что снижает затраты на контроль.
Приложение 3. (Исключить, Изм. № 1).