ФЕДЕРАЛЬНАЯ
СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ,
ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
|
ФЕДЕРАЛЬНЫЕ
НОРМЫ И ПРАВИЛА |
|
УТВЕРЖДЕНЫ
|
Правила контроля
основного металла, сварных соединений и наплавленных
поверхностей при эксплуатации оборудования,
трубопроводов и других элементов атомных станций
(НП-084-15)
Введены
в действие
с 25.03.2016 г.
Москва 2016
Настоящие федеральные нормы и правила в области использования атомной энергии «Правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций» устанавливают требования к эксплуатационному контролю состояния металла оборудования, трубопроводов и элементов атомных станций.
Предназначены для организаций и предприятий, осуществляющих проектирование, конструирование и эксплуатацию оборудования, трубопроводов и других элементов атомных станций.
Выпускаются впервые*.
________
* В разработке принимали участие: А.А Арефьев (АО «НИКИЭТ»), А.Н. Барчонков (филиал АО «Концерн Росэнергоатом» Смоленская АЭС), Варовин А.Я. (ФГУП «ЦНИИ КМ «Прометей»), Гривизирский В.А. (Ростехнадзор), Гуцев Д.Ф. (АО «Концерн Росэнергоатом»), Европин С.В. (АО «НИКИЭТ»), Н.Н. Злобин (АО «ЗИО-Подольск»), И.Н. Коробская (ФГУП «ВО Безопасность»), Меламед В.Е. (ФГУП «ВО Безопасность»), Нещеретов И.И. (Федеральное бюджетное учреждение «Научно-технический центр по ядерной и радиационной безопасности»), Семишкин В.П (АО ОКБ «Гидропресс»), Т.А. Смирнова (Федеральное бюджетное учреждение «Научно-технический центр по ядерной и радиационной безопасности»), В.М. Ушаков (ГНЦ РФ АО «НПО ЦНИИТМаш»).
Разработаны на основании нормативных правовых актов Российской Федерации, федеральных норм и правил в области использования атомной энергии, а также с учетом рекомендаций МАГАТЭ.
Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 7 декабря 2015 г. № 502 «Об утверждении федеральных норм и правил в области использования атомной энергии «Правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций» зарегистрирован в Минюсте России 10 марта 2016 г., № 41366.
I. Назначение и область применения
I. Настоящие федеральные нормы и правила в области использования атомной энергии «Правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций» (далее - Правила) разработаны в соответствии с Федеральным законом от 21 ноября 1995 г. № 170-ФЗ «Об использовании атомной энергии» (Собрание законодательства Российской Федерации, 1995, № 48, ст. 4552; 1997, № 7, ст. 808; 2001, № 29, ст. 2949; 2002, № 1, ст. 2; № 13, ст. 1180; 2003, № 46, ст. 4436; 2004, № 35, ст. 3607; 2006, № 52, ст. 5498; 2007, № 7, ст. 834; № 49, ст. 6079; 2008, № 29, ст. 3418; № 30, ст. 3616; 2009, № 1, ст. 17; № 52, ст. 6450; 2011, № 29, ст. 4281; № 30, ст. 4590, ст. 4596; № 45, ст. 6333; № 48, ст. 6732; № 49, ст. 7025; 2012, № 26, ст. 3446; 2013, № 27, ст. 3451), постановлением Правительства Российской Федерации от 1 декабря 1997 г. № 1511 «Об утверждении Положения о разработке и утверждении федеральных норм и правил в области использования атомной энергии» (Собрание законодательства Российской Федерации, 1997, № 49, ст. 5600; 1999, № 27, ст. 3380; 2000, № 28, ст. 2981; 2002, № 4, ст. 325; № 44, ст. 4392; 2003, № 40, ст. 3899; 2005, № 23, ст. 2278; 2006, № 50, ст. 5346; 2007, № 14, ст. 1692; № 46, ст. 5583; 2008, № 15, ст. 1549; 2012, № 51, ст. 7203).
2. Настоящие Правила устанавливают требования к контролю состояния основного металла, сварных соединений и наплавленных поверхностей (далее - металла) оборудования, трубопроводов и других элементов атомных станций. В настоящих Правилах под другим элементом АС понимается оборудование (в том числе его составные части) и трубопроводы, на которые не распространяется действие федеральных норм и правил в области использования атомной энергии, устанавливающих требования к устройству и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок (далее - Правил устройства и безопасной эксплуатации).
Используемые сокращения приведены в приложении № 1, используемые термины и определения приведены в приложении № 2 к настоящим Правилам.
3. Настоящие Правила устанавливают порядок проведения эксплуатирующей организацией оценки соответствия металла оборудования, трубопроводов и других элементов АС в форме контроля.
4. При эксплуатации должен выполняться контроль состояния металла:
а) оборудования и трубопроводов, работающих под избыточным или вакуумметрическим давлением, на которые распространяется действие Правил устройства и безопасной эксплуатации;
б) оборудования и трубопроводов (а также корпусов турбин, арматуры, фильтров и насосов)1, работающих под избыточным или вакуумметрическим давлением и отнесенных к элементам третьего класса безопасности, на которые не распространяется действие Правил устройства и безопасной эксплуатации.
в) опор и подвесок, крепежных деталей оборудования и трубопроводов, указанных в подпунктах «а» и «б»1 настоящего пункта;
г) внутрикорпусных устройств реакторов1 типа ВВЭР (шахты, блока защитных труб, выгородки - для РУ ВВЭР-1000; шахты, днища шахты, блока защитных труб, корзины выемной - для РУ ВВЭР-440);
д) металлоконструкций реакторов1 типа РБМК и ЭГП;
е) металлоконструкций бассейнов выдержки, бассейнов перегрузки и хранения отработавшего ядерного топлива1.
________
1 Другие элементы АС.
5. Правила не распространяются на контроль состояния металла:
а) конденсаторов турбин, отсечной арматуры промежуточного перегрева, перепускных трубопроводов в пределах турбины и трубопроводов отбора пара от турбины до запорного устройства (при наличии запорного устройства на трубопроводе), а также элементов и узлов гидравлической системы регулирования турбоустановки;
б) вентиляционных установок;
в) строительных конструкций;
г) металлоконструкций перегрузочного и обмывочного боксов с находящимся в них оборудованием (кроме пробок, герметизирующих перегрузочные каналы реактора) реакторов с жидкометаллическим теплоносителем;
д) тепловыделяющих элементов и сборок, стержней системы управления и защиты и других конструкций внутри корпусов реакторов, технологических и иных каналов, содержащих делящиеся, поглощающие или замедляющие материалы;
е) тепловыделяющих элементов и сборок, стержней системы управления и защиты и других конструкций, находящихся внутри бассейнов выдержки и перегрузки, хранилищ отработавшего ядерного топлива, содержащих делящиеся, поглощающие или замедляющие материалы;
ж) труб и устройств, встроенных внутри оборудования, разрушение которых не приводит к выходу рабочей среды за пределы этого оборудования или к протечке через элементы, разделяющие различные среды;
з) механических и электрических устройств, расположенных в оборудовании и трубопроводах (механизмов перегрузочных устройств, исполнительных органов системы управления и защиты);
и) металлоконструкций, расположенных внутри оборудования и не нагруженных в проектных режимах давлением теплоносителя, кроме указанного в подпункте «г» пункта 4 настоящих Правил);
к) уплотнительных прокладок.
6. Правила обязательны для всех юридических и физических лиц, осуществляющих проектирование, конструирование, эксплуатацию, а также неразрушающий и разрушающий контроль металла оборудования, трубопроводов и других элементов АС, а также разработку средств и методик контроля металла.
7. Требования настоящих Правил должны соблюдаться при контроле металла оборудования, трубопроводов и других элементов исследовательских ядерных установок при условии включения таких требований в проектную или конструкторскую документацию.
II. Общие положения
8. Целью контроля состояния металла оборудования, трубопроводов и других элементов АС является:
а) выявление и фиксация несплошностей металла;
б) выявление и фиксация изменений геометрических размеров;
в) выявление и фиксация изменений механических характеристик и структуры металла;
г) выявление негерметичности оборудования и трубопроводов;
д) оценка соответствия состояния металла установленным требованиям.
9. Результаты контроля должны использоваться для периодической оценки безопасности АС, планирования работ по техническому обслуживанию и ремонту, определению остаточного ресурса оборудования, трубопроводов и других элементов АС.
10. Контроль состояния металла должен выполняться неразрушающими и разрушающими методами.
11. Контроль состояния металла подразделяется на предэксплуатационный, эксплуатационный (периодический) и внеочередной.
12. Проведение предэксплуатационного и эксплуатационного контроля состояния металла регламентируется типовыми программами предэксплуатационного и эксплуатационного контроля, разрабатываемыми для каждого типа АС. Предэксплуатационный неразрушающий контроль состояния металла должен проводиться по рабочим программам предэксплуатационного неразрушающего контроля. Эксплуатационный контроль состояния металла должен проводиться по рабочим программам неразрушающего и разрушающего эксплуатационного контроля.
Эксплуатирующая организация должна привести в соответствие с требованиями настоящих Правил типовые и рабочие программы контроля в течение 3 лет с момента ввода в действие настоящих Правил.
13. Перед выполнением предэксплуатационного и эксплуатационного неразрушающего контроля металла оборудования, трубопроводов и других элементов АС эксплуатирующей организацией должна быть разработана и реализована процедура нанесения, поддержания или восстановления постоянной неудаляемой в течение всего срока эксплуатации маркировки на объекты контроля либо иная система, обеспечивающая объективное сравнение результатов проведенного и последующего контроля.
Предэксплуатационный контроль
14. Предэксплуатационный контроль состояния металла оборудования и трубопроводов и других элементов АС должен проводиться для фиксации состояния металла после окончания работ, предшествующих физическому пуску РУ.
15. Результаты предэксплуатационного контроля являются исходными данными для сравнения с результатами контроля состояния металла при эксплуатации.
16. Объем предэксплуатационного неразрушающего контроля должен быть не менее объема эксплуатационного неразрушающего контроля.
17. Рабочие программы предэксплуатационного неразрушающего контроля должны разрабатываться эксплуатирующей организацией для каждого блока АС в соответствии с типовыми программами предэксплуатационного контроля.
18. Предэксплуатационный контроль должен проводиться в два этапа.
Контроль на первом этапе должен проводиться в организации-изготовителе или на АС. Контроль на втором этапе должен проводиться на смонтированном оборудовании, трубопроводах и других элементах АС.
19. На первом этапе предэксплуатационного контроля должны быть выполнены:
а) анализ документации для подтверждения выполнения требований к качеству основного металла, заводских сварных соединений и наплавленных поверхностей оборудования, деталей и сборочных единиц трубопроводов и других элементов АС;
б) контроль состояния металла оборудования, деталей и сборочных единиц трубопроводов и других элементов АС до начала проведения монтажных работ при неполноте информации по подпункту «а» настоящего пункта;
в) проверка соблюдения требований к контролю состояния металла при выполнении монтажа;
г) контроль и оценка состояния сварных соединений и наплавленных поверхностей, выполняемых при монтаже, по нормам, используемым при изготовлении.
20. Эксплуатирующей организации в качестве результатов предэксплуатационного контроля допускается принимать результаты неразрушающего и разрушающего контроля, выполненных организацией-изготовителем и (или) монтажной организацией, при этом копии отчетных документов с результатами контроля, выполненного организацией-изготовителем и (или) монтажной организацией, должны быть переданы эксплуатирующей организации. Перечень передаваемых документов по результатам контроля должен определяться эксплуатирующей организацией и организацией-изготовителем и (или) монтажной организацией.
21. На втором этапе предэксплуатационного контроля контроль состояния металла оборудования, трубопроводов и других элементов АС должен быть выполнен в период от завершения первого этапа предэксплуатационного контроля до физического пуска РУ.
22. Предэксплуатационный контроль на втором этапе должен проводиться с использованием методик и средств контроля, которые будут применяться при последующем эксплуатационном контроле по нормам, установленным настоящими Правилами.
23. Допускается проведение предэксплуатационного контроля состояния металла по другим методикам контроля с использованием средств контроля, предусмотренных для проведения эксплуатационного контроля, при условии, что такие методики и средства контроля удовлетворяют требованиям главы V настоящих Правил.
24. Предэксплуатационный контроль состояния металла оборудования, трубопроводов и других элементов АС, доступ к которым после выполнения монтажных операций ограничен или невозможен, должен быть выполнен до завершения монтажа или в его процессе.
25. Готовность оборудования, трубопроводов и других элементов АС к эксплуатации должна определяться с учетом результатов предэксплуатационного контроля.
Эксплуатационный контроль
26. Рабочие программы неразрушающего и разрушающего эксплуатационного контроля должны разрабатываться эксплуатирующей организацией для каждого блока АС в соответствии с типовыми программами эксплуатационного контроля.
27. Результаты текущего эксплуатационного контроля состояния металла оборудования, трубопроводов и других элементов АС должны сравниваться с результатами предыдущего контроля в процессе эксплуатации.
28. Результаты эксплуатационного контроля должны учитываться для оценки возможности дальнейшей эксплуатации оборудования, трубопроводов и других элементов АС до следующего очередного (планового) контроля.
29. Эксплуатационный разрушающий контроль должен проводиться по программам контроля:
а) механических свойств металла посредством вырезки образцов металла из оборудования, трубопроводов и других элементов АС;
б) коррозионной стойкости металлоконструкций, оборудования и трубопроводов АС с реакторами канального типа по индикаторным образцам;
в) изменения свойств металла технологических каналов по образцам-свидетелям;
г) изменения свойств металла по образцам-свидетелям в процессе эксплуатации, разрабатываемым на основании программ контроля радиационного охрупчивания и температурного старения металла корпусов реакторов типа ВВЭР и нейтронных отражателей реакторов типа БН.
30. Программы контроля должны быть согласованы разработчиком проекта РУ, головной материаловедческой организацией и утверждены эксплуатирующей организацией.
31. Требования к контролю радиационного охрупчивания и температурного старения металла приведены в приложении № 3 к настоящим Правилам.
Внеочередной контроль
32. Внеочередной контроль состояния металла оборудования, трубопроводов и других элементов АС должен проводиться:
а) после динамических воздействий техногенного или природного происхождения, интенсивность которых соответствует проектным значениям или превышает их;
б) при нарушении условий и пределов безопасной эксплуатации, оборудования, трубопроводов и других элементов АС, а также при отказах оборудования.
33. Внеочередной контроль должен проводиться по разработанной эксплуатирующей организацией программе, в которой должны быть установлены перечень оборудования, трубопроводов и других элементов АС, объемы и методы контроля.
Методы контроля
34. При выполнении предэксплуатационного и эксплуатационного контроля проводится:
а) визуальный осмотр, с целью получения информации об общем состоянии оборудования, трубопроводов и других элементов АС (в том числе их опор, подвесок и крепежных соединений), а также для обнаружения формоизменения и перемещений сверх установленных границ, коррозионных или механических повреждений, протечек или следов протечек. Визуальный осмотр должен проводиться по графикам осмотра оборудования, трубопроводов и других элементов АС в процессе эксплуатации независимо от объемов контроля, предусмотренных типовыми программами контроля. Если по результатам визуального осмотра обнаружены изменения состояния металла оборудования, трубопроводов и других элементов АС в зонах, не предусмотренных типовыми программами контроля, то контроль этих зон должен быть включен в рабочие программы контроля;
б) контроль состояния поверхности с целью выявления поверхностных несплошностей и отклонений от геометрических размеров;
в) контроль металла с целью выявления подповерхностных несплошностей и отклонений от геометрических размеров (контроль по толщине стенки);
г) определение механических свойств металла;
д) определение химического состава металла.
35. При выполнении контроля состояния поверхности оборудования, трубопроводов и других элементов АС применяются:
а) визуальный и измерительный контроль (телевизионный), контроль геометрических размеров оборудования, трубопроводов и других элементов АС, в том числе контроль с применением зеркал, перископов и других оптических средств;
б) капиллярный контроль;
в) магнитопорошковый контроль;
г) ультразвуковой контроль;
д) вихретоковый контроль;
е) металлографический контроль.
36. При выполнении контроля металла по толщине стенки оборудования, трубопроводов и других элементов АС применяются:
а) ультразвуковой контроль, включая ультразвуковой контроль толщины;
б) радиографический контроль;
в) вихретоковый контроль;
г) акустико-эмиссионный контроль;
д) контроль герметичности;
е) металлографический контроль.
37. Ультразвуковой контроль состояния металла должен проводится с применением средств и методик контроля, обеспечивающих оценку эквивалентной площади, условной протяженности и остаточной толщины по изменению амплитудного и (или) временного параметров сигнала и (или) оценку по геометрическим параметрам несплошности (высоты и протяженности) и остаточной толщины.
38. Если показатели контроля при оценке по эквивалентной площади и (или) условной протяженности превышают допустимые, следует принять решение о ремонте или перейти к оценке геометрических параметров несплошности.
39. Не приведенные в настоящих Правилах нормы оценки качества по геометрическим параметрам несплошности могут быть разработаны и применяться в соответствии с порядком, установленным в главе XII настоящих Правил.
40. Ультразвуковой и вихретоковый контроль должны проводиться автоматизированными средствами контроля с автоматической фиксацией результатов контроля. В зонах контроля, где по конструктивным особенностям технически невозможно или экономически нецелесообразно проводить автоматизированный контроль металла, должен проводиться ручной контроль.
41. При контроле свойств металла разрушающими методами проводятся:
а) механические испытания;
б) металлографические исследования;
в) коррозионные испытания и испытания на стойкость к межкристаллитной коррозии (для металла аустенитного класса);
г) определение содержания ферритной фазы (для сварных соединений и наплавок аустенитного класса);
д) определение химического состава.
42. Для определения химического состава применяются следующие методы:
а) атомно-эмиссионный;
б) рентгенофлюоресцентный;
в) аналитической химии.
43. При выполнении предэксплуатационного и эксплуатационного контроля состояния металла оборудования, трубопроводов или других элементов АС возможно применение одного или сочетания нескольких методов контроля. Применение для зоны контроля одного или сочетания нескольких методов неразрушающего контроля из указанных в пунктах 35 и 36 настоящих Правил должно устанавливаться в типовых программах предэксплуатационного и эксплуатационного контроля.
44. Методы контроля, не приведенные в настоящей главе, допускается применять при условии, что технические средства неразрушающего контроля (в том числе и импортные) и методики неразрушающего контроля удовлетворяют требованиям главы V настоящих Правил.
III. Требования к содержанию типовых программ контроля
45. Типовые программы предэксплуатационного и эксплуатационного контроля должны быть разработаны эксплуатирующей организацией на основе проекта РУ и проекта АС, согласованы с разработчиками проекта РУ и проекта АС в зоне их проектирования, головной материаловедческой организацией и утверждены эксплуатирующей организацией.
46. Типовые программы предэксплуатационного и эксплуатационного контроля состояния металла оборудования, трубопроводов и других элементов АС должны содержать:
а) перечень объектов контроля;
б) перечень зон контроля;
в) методы контроля для каждой зоны контроля;
г) ссылки на документы, содержащие методики контроля;
д) ссылки на документы, содержащие нормы оценки качества металла по результатам неразрушающего контроля;
е) порядок увеличения количества зон контроля в случае выявления несплошностей и отклонений от геометрических размеров при проведении текущего контроля.
47. Места вырезки металла для эксплуатационного разрушающего контроля, перечень образцов-свидетелей и образцов, изготовленных из вырезанного металла, индикаторных образцов для оценки коррозионной стойкости металлоконструкций и оборудования для реакторов канального типа, методы разрушающего контроля должны быть приведены в типовых программах эксплуатационного контроля и (или) программах разрушающего контроля.
48. Объем и периодичность эксплуатационного контроля должны соответствовать требованиям главы IX настоящих Правил.
49. В типовых программах предэксплуатационного и эксплуатационного контроля в отдельных разделах должны быть учтены различия (особенности) проектных решений отдельных блоков АС.
50. При продлении сроков эксплуатации блоков АС сверх проектного должны быть разработаны, согласованы и утверждены отдельные типовые программы эксплуатационного контроля состояния металла оборудования, трубопроводов и других элементов АС каждого блока РУ на продленный срок эксплуатации.
51. В типовой программе предэксплуатационного контроля должен быть предусмотрен контроль металла в зонах, которые при эксплуатации становятся недоступными для контроля по конструктивным особенностям или радиационной обстановке.
52. Эксплуатирующая организация должна организовать учет типовых программ предэксплуатационного и эксплуатационного контроля (подлинников и их учтенных копий) и вносимых в них изменений, а также обеспечить хранение подлинников типовых программ контроля и вносимых в них изменений в течение срока эксплуатации блоков АС соответствующего типа РУ.
IV. Требования к рабочим программам контроля
53. Объем и периодичность текущего контроля должен устанавливаться в рабочих программах контроля в соответствии с типовыми программами контроля и с учетом результатов предыдущего контроля.
54. Контроль по рабочим программам эксплуатационного контроля следует планировать таким образом, чтобы в течение цикла контроля были проконтролированы все зоны контроля, указанные в типовой программе эксплуатационного контроля.
55. Рабочие программы предэксплуатационного и эксплуатационного контроля должны содержать информацию о зонах контроля металла оборудования, трубопроводов и других элементов АС, методах контроля, схемах контроля и картах контроля, а также ссылки на документы, содержащие методики контроля и нормы оценки качества. В рабочих программах контроля должен быть предусмотрен перечень необходимых для проведения контроля технических и организационных мероприятий.
56. Эксплуатирующая организация должна организовать учет рабочих программ контроля (подлинников и их учтенных копий), вносимых в них изменений, а также обеспечить хранение рабочих программ контроля и вносимых в них изменений в течение всего срока эксплуатации блока АС.
57. Не менее чем за пять рабочих дней до начала контроля эксплуатирующая организация должна предоставить учтенные копии рабочих программ эксплуатационного контроля отделу инспекций Межрегионального территориального управления по надзору за ядерной и радиационной безопасностью, осуществляющему постоянный государственный надзор на соответствующем блоке АС.
V. Требования к
системам неразрушающего контроля
состояния металла
58. Технические требования к системам неразрушающего контроля (средствам контроля, методикам контроля, персоналу, выполняющему контроль) состояния металла должны быть установлены эксплуатирующей организацией совместно с разработчиками проекта РУ и проекта АС.
59. Разработка методик неразрушающего контроля и их введение в действие должны осуществляться эксплуатирующей организацией.
60. Неразрушающий и разрушающий контроль должен проводиться персоналом, обладающим теоретическими знаниями и практическими навыками.
61. Системы неразрушающего контроля (средства контроля, методики контроля, персонал, выполняющий контроль) подлежат оценке соответствия.
62. Метрологическое обеспечение измерений, выполняемых при контроле состояния металла, включает в себя применение технических средств, метрологических правил и норм, необходимых для получения достоверной информации о состоянии металла.
Достоверность информации о состоянии металла должна исключить или свести к минимуму риск принятия таких ошибочных действий при эксплуатации АС как признание дефектных годными или бракование годных в действительности объектов контроля.
63. Показатели вероятности выявления несплошностей или отклонений от геометрических размеров и метрологические характеристики средств измерений и методик выполнения измерений должны обеспечивать погрешности результатов измерений при проведении контроля, которые позволяют достоверно оценивать параметры несплошностей или отклонений от геометрических размеров по нормам, приведенным в настоящих Правилах.
64. Метрологическое обеспечение контроля состояния металла должно осуществляться в соответствии с законодательством об обеспечении единства измерений.
VI. Требования к подразделениям неразрушающего
и разрушающего контроля эксплуатирующей организации
и к подразделениям сторонних организаций, предоставляющих
услуги по проведению неразрушающего
и разрушающего контроля
65. Подразделения неразрушающего и разрушающего контроля должны располагать:
а) нормативными, организационными и методическими документами по применяемым методам контроля;
б) документами, подтверждающими проведение оценки соответствия используемых систем неразрушающего контроля;
в) персоналом;
г) средствами контроля;
д) условиями для хранения и подготовки материалов для контроля.
66. В подразделении неразрушающего и разрушающего контроля должны быть:
а) список персонала, выполняющего неразрушающий и разрушающий контроль. Список должен содержать фамилию, имя и отчество, должность, метод контроля, дату очередной проверки теоретических знаний и практических навыков;
б) график проверки теоретических знаний и практических навыков персонала;
в) копии протоколов проверки теоретических знаний и практических навыков персонала.
67. Сторонняя организация, привлекаемая эксплуатирующей организацией для выполнения работ по неразрушающему и разрушающему контролю, должна быть аккредитована в области использования атомной энергии.
68. При привлечении сторонних организаций для выполнения работ и предоставления услуг по неразрушающему и разрушающему контролю эксплуатирующая организация должна учитывать специализацию привлекаемых сторонних организаций по объектам и методам контроля и контролировать полноту и качество оказываемых услуг.
69. Привлечение сторонних организаций к проведению работ по неразрушающему и разрушающему контролю не снимает ответственность с эксплуатирующей организации за безопасность АС.
VII. Требования к материалам для неразрушающего
контроля
70. Материалы для неразрушающего контроля должны подвергаться входному контролю при их поступлении и проверке перед применением в соответствии с процедурой, разработанной эксплуатирующей организацией. Результаты входного контроля и проверки должны фиксироваться в журналах и (или) оформляться актами.
71. Материалы для неразрушающего контроля - радиографическая пленка, химические реактивы, фоторастворы, материалы для капиллярного и магнитопорошкового контроля должны соответствовать требованиям нормативных документов на указанные материалы.
72. Эксплуатирующая организация обязана организовать учет материалов для неразрушающего контроля и обеспечить необходимые условия для их хранения, установить порядок работы с материалами, порядок применения ранее не используемых видов материалов.
73. Применение материалов для неразрушающего контроля с истекшим сроком годности не допускается.
VIII. Требования к образцам, применяемым при
неразрушающем контроле
74. Образцы, применяемые при предэксплуатационном и эксплуатационном контроле состояния металла оборудования, трубопроводов и других элементов АС, в том числе применяемые в составе аттестованных эталонов (калибровочных образцов, мер), стандартные образцы утвержденного типа, аттестованные объекты (контрольные, настроечные и испытательные образцы) должны соответствовать законодательству об обеспечении единства измерений, нормативным документам и требованиям, установленным в методиках контроля.
75. На образцы должны быть оформлены паспорта. Паспорта на образцы для ультразвукового, вихретокового, телевизионного визуального, телевизионного измерительного, визуального и измерительного контроля должны содержать схемы образцов и моделей дефектов (искусственных и естественных несплошностей); паспорта на образцы для капиллярного и магнитопорошкового контроля должны содержать фотографии несплошностей и информацию о наборе дефектоскопических материалов, которыми выявлены несплошности, зафиксированные на фотографии.
76. На образцы должны быть оформлены свидетельства о поверке или сертификаты о калибровке с указанием фактических метрологических характеристик образцов.
77. Образцам должны быть присвоены идентификационные номера.
78. В подразделениях АС должен быть организован учет образцов, применяемых при неразрушающем контроле состояния металла оборудования, трубопроводов и других элементов АС.
IX.
Объекты, периодичность и объемы
предэксплуатационного и эксплуатационного контроля
79. Неразрушающему контролю подлежат:
а) корпуса водо-водяных реакторов - сварные соединения и антикоррозионные наплавки на цилиндрических поверхностях обечаек и патрубков, галтелях патрубков, поверхностях крышек и днищ, сварные соединения приварки деталей корпуса и крышки, в том числе к антикоррозионной наплавке, сварные соединения приварки патрубков, уплотнительные поверхности фланцевых разъемов, основной металл в зонах концентрации напряжений и зонах, расположенных напротив активной зоны, сварные соединения, антикоррозионные наплавки и радиусные переходы патрубков присоединения трубопроводов, уплотнительные поверхности разъемных соединений патрубков крышки с трубопроводами, сварные соединения опор, шпильки, шайбы, гайки и резьбовые отверстия, нажимные кольца;
б) корпуса реакторов с жидкометаллическим теплоносителем - сварные соединения приварки страховочных корпусов к основному корпусу, а также сварные соединения корпуса реактора в зоне отсутствия страховочного корпуса;
в) трубы технологических каналов и каналов системы управления и защиты реакторов канального типа;
г) оборудование, отнесенное к первому классу безопасности (кроме указанного в подпунктах «а» и «б» настоящего пункта), внутрикорпусные устройства реакторов типа ВВЭР, оборудование, отнесенное ко второму классу безопасности - сварные соединения корпусов и основной металл в зонах концентрации напряжений, сварные соединения приварки патрубков к корпусу и крышке, сварные соединения коллекторов или трубных досок парогенераторов, перемычки между отверстиями в металле коллекторов, внутренние поверхности корпусов в зоне пар-вода, радиусные переходы патрубков, уплотнительные поверхности фланцевых разъемов оборудования, сварные соединения присоединения опор, болты, шпильки, шайбы, гайки и резьбовые отверстия;
д) трубопроводы, отнесенные к первому и второму классам безопасности - сварные соединения, антикоррозионные наплавки, сварные соединения тройников, переходов, опор, патрубков, штуцеров и труб в местах отводов. На трубопроводах РУ и (или) АС с реакторами с жидкометаллическим теплоносителем контроль должен осуществляться в местах отсутствия страховочных кожухов, а также в местах приварки этих кожухов к трубопроводам.
Необходимость контроля при эксплуатации других элементов АС, не перечисленных в подпунктах «а» - «д» настоящего пункта, отнесенных к первому и второму классу безопасности, и оборудования, трубопроводов и других элементов АС, отнесенных к третьему классу безопасности, должны устанавливаться эксплуатирующей организацией по согласованию с разработчиками проекта РУ и проекта АС.
80. Конкретные зоны контроля, методы неразрушающего контроля оборудования, трубопроводов и других элементов АС должны быть приведены в типовых программах предэксплуатационного и эксплуатационного контроля.
81. Зоны контроля металла должны устанавливаться в зависимости от класса безопасности, эксплуатационных нагрузок и опыта эксплуатации оборудования, трубопроводов и других элементов АС.
82. Зона контроля применительно к сварному соединению или его части должна включать весь объем и (или) поверхность наплавленного металла (сварной шов), а также примыкающие к нему участки основного металла в обе стороны от сварного шва:
а) для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, шириной не менее 5 мм при номинальной толщине свариваемых деталей до 5 мм включительно;
б) для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, шириной не менее номинальной толщины свариваемых деталей при номинальной толщине свариваемых деталей более 5 до 20 мм включительно;
в) для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, шириной не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
г) для угловых, тавровых, торцевых сварных соединений и вварки труб в трубные доски, выполненных дуговой или электроннолучевой сваркой, шириной не менее 3 мм независимо от толщины свариваемых деталей (для сварных соединений вварки труб в трубные доски - по указанию конструкторской документации или методического документа на контроль);
д) для сварных соединений, выполненных электрошлаковой вваркой, шириной 50 мм независимо от толщины свариваемых деталей.
В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла должна определяться отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины.
83. Периодичность и объем эксплуатационного неразрушающего контроля зон оборудования, трубопроводов и других элементов АС в проектный срок эксплуатации блока АС приведены в таблице № 1.
84. Допускается изменение продолжительности цикла контроля на срок не более двенадцати месяцев с учетом графика планово-предупредительных ремонтов и результатов контроля в предыдущий и текущий циклы контроля.
85. При замене оборудования, трубопроводов и других элементов АС периодичность эксплуатационного контроля их зон должна соответствовать периодичности эксплуатационного контроля блока АС.
86. Периодичность, объем разрушающего контроля и места вырезки образцов должны устанавливаться в типовых программах эксплуатационного контроля, при этом периодичность контроля механических свойств металла должна быть не реже, чем через каждые 200000 часов эксплуатации.
87. Результаты разрушающего контроля, полученные на одном из блоков АС, допускается распространять на остальные блоки АС данного типа.
88. Если при очередном эксплуатационном контроле выявлены несплошности и (или) отклонения от геометрических размеров, возникновение которых связано с ранее не исследованными механизмами повреждения, эксплуатирующая организация обязана:
а) провести дополнительный контроль аналогичных зон оборудования, трубопроводов и других элементов АС;
б) принять меры по исключению или уменьшению воздействия повреждающих факторов;
в) сократить время до очередного эксплуатационного контроля аналогичных зон контроля для оценки эффективности принятых мер.
89. Результаты неразрушающего контроля зон оборудования и трубопроводов, отнесенных к первому и второму классам безопасности, должны быть выборочно перепроверены дефектоскопистами более высокой или равной квалификации, не участвовавшими в контроле зон указанного оборудования или трубопровода. Перепроверке подлежат: результаты контроля металла, выполненного ультразвуковым ручным методом, включая ультразвуковой контроль толщины, полученные без автоматической фиксации. Объем перепроверки определяется эксплуатирующей организацией и должен составлять не менее 3 % от объема контроля, проведенного указанными в типовых программах контроля методами. Если при перепроверке обнаружены дефекты либо изменения толщины металла зон оборудования и трубопроводов, которые не были зафиксированы в результате контроля, должна быть проведена перепроверка всех зон сварных соединений, основного металла и наплавленных поверхностей, проконтролированных в течение смены персоналом, допустившим несоответствие. Перепроверка должна выполняться по той же методике и с применением тех же средств, что и при контроле. Если в результате такой перепроверки будут также выявлены несоответствия, эксплуатирующая организация должна принять меры по выявлению и перепроверке всех зон сварных соединений, основного металла и наплавленных поверхностей оборудования и трубопроводов, проконтролированных указанным персоналом в течение всех смен в период текущего планового останова блока АС.
|
Предэксплуатационный контроль в объемах, предусмотренных типовой программой предэксплуатационного контроля |
Периодичность эксплуатационного неразрушающего контроля зон оборудования, трубопроводов и других элементов АС, установленных в типовой программе контроля |
||||
|
не
более десяти лет |
не
более |
не
менее, чем за десять лет |
|||
|
не
более |
не
более |
в
течение семи лет, |
в
течение трех лет |
||
|
Объемы неразрушающего контроля зон оборудования, трубопроводов и других элементов блока АС* |
|||||
|
отнесенных к первому классу безопасности - 100 %**; отнесенных ко второму классу безопасности - не менее 40 %**; отнесенных к третьему классу безопасности - не менее 20 %** |
отнесенных к первому классу безопасности - 100 %**; отнесенных ко второму и третьему классам безопасности - завершение до 100 %** |
отнесенных к первому, второму и третьему классам безопасности - 100 %** |
отнесенных к первому классу безопасности - 100 %**; отнесенных ко второму классу безопасности - не менее 60 %**; отнесенных к третьему классу безопасности - не менее 80 %** |
отнесенных к первому классу безопасности - 100 %**; отнесенных ко второму и третьему классам безопасности - завершение до 100 %** |
|
Примечания.
* За цикл контроля принимается десятилетний период, по истечении которого должна быть выполнена оценка текущего уровня безопасности блока АС. Объем эксплуатационного контроля должен быть распределен в рамках каждого цикла контроля.
** Объем контроля в процентах - количество зон контроля от общего количества зон контроля указанных в типовых программах эксплуатационного контроля.
90. Порядок выбора зон контроля для перепроверки, проведения перепроверки и оформления результатов перепроверки должен устанавливаться эксплуатирующей организацией.
91. Для проведения перепроверки эксплуатирующая организация вправе привлекать персонал сторонних организаций, аккредитованных в области использования атомной энергии.
92. Периодичность и объем эксплуатационного контроля металла проводимого в период сверх проектного срока службы блоков АС должны быть обоснованы и установлены эксплуатирующей организацией в отдельных типовых программах эксплуатационного контроля на период продленного срока эксплуатации по согласованию с разработчиками проекта РУ и проекта АС и головной материаловед-ческой организацией. При этом периодичность неразрушающего эксплуатационного контроля зон оборудования, трубопроводов и других элементов АС должна устанавливаться исходя из их фактического состояния и остаточного ресурса и быть не реже периодичности, установленной в типовой программе эксплуатационного контроля.
X. Эксплуатационный контроль с учетом
показателей риска
93. Обоснование изменения перечня зон контроля и сочетание методов контроля, установленных типовыми программами, а также периодичности контроля в пределах, установленных в главе IX настоящих Правил, должно выполняться исходя из оценки риска разрушения зон контроля оборудования, трубопроводов и других элементов АС.
94. Зоны контроля оборудования, трубопроводов и других элементов АС должны быть отнесены разработчиками проекта РУ и проекта АС к группам риска в соответствии с порядком, приведенным в приложении № 4 к настоящим Правилам.
95. Оценка риска разрушения зон контроля при эксплуатации оборудования, трубопроводов и других элементов АС с несплошностями и отклонениями от геометрических размеров должна выполняться эксплуатирующей организацией с привлечением разработчиков проекта РУ и проекта АС.
XI. Оценка качества
Оценка качества основного металла по результатам
визуального и измерительного контроля
96. При оценке качества основного металла по результатам визуального и измерительного контроля не допускаются:
а) трещины любой ориентации и протяженности;
б) механические повреждения с острыми углами;
в) прижоги;
г) капли металла после сварки;
д) несплошности, превышающие несплошности, указанные в нормативных документах и документах по стандартизации на основной металл.
Оценка
качества основного металла по результатам капиллярного
и магнитопорошкового контроля
97. Оценка качества основного металла по результатам капиллярного и магнитопорошкового контроля должна проводиться в соответствии с требованиями конструкторской документации.
98. По результатам капиллярного и магнитопорошкового контроля фиксации подлежат округлые несплошности размером более 1,0 мм; трещины любой ориентации и протяженности не допускаются.
99. Несплошности, зафиксированные по индикаторным следам, не удовлетворяющие нормам оценки качества, приведенным в конструкторской документации, допускается подвергать контролю по фактическим характеристикам, результаты которого являются окончательными.
Оценка
качества наплавленных уплотнительных поверхностей
по результатам визуального и измерительного контроля
100. При оценке качества наплавленных уплотнительных поверхностей по результатам визуального и измерительного контроля не допускаются трещины, неодиночные и протяженные несплошности.
Протяженной считается несплошность с отношением максимальной длины к максимальной ширине более трех (ширина измеряется в направлении, перпендикулярном к линии максимальной длины). При меньшем значении указанного отношения (до трех включительно) несплошность считается округлой.
Неодиночной считается несплошность, минимальное расстояние от края которой до края любой другой соседней несплошности менее трехкратной максимальной длины большей из двух рассматриваемых несплошностей. При большем значении указанного расстояния (начиная с равного трехкратной длине большей несплошности) несплошность считается одиночной.
101. Фиксации подлежат несплошности с максимальным размером, превышающим 0,2 мм. Зафиксированные округлые одиночные несплошности не допускаются (вне зависимости от размеров и количества), если они расположены на рабочей части и на расстоянии менее 2,5 мм от границ рабочей части наплавленной уплотнительной поверхности, а также если хотя бы две несплошности расположены на одной радиальной линии (при плоском уплотнении) или на одной образующей (при конусном уплотнении).
102. На боковых (нерабочих) наплавленных уплотнительных поверхностях не допускаются округлые одиночные несплошности с наибольшим размером, превышающим 1,0 мм, а также округлые одиночные несплошности с наибольшим размером, превышающим 0,2 мм и до 1,0 мм включительно, при их количестве более четырех на любых 100,0 мм протяженности боковой поверхности.
103. Размеры и количество допустимых округлых одиночных несплошностей на рабочей части наплавленных уплотнительных поверхностей по результатам визуального и измерительного контроля приведены в таблице № 2.
|
Номинальная ширина рабочей части наплавленной уплотнительной поверхности, мм |
Максимальный допустимый размер округлой одиночной несплошности, мм |
Максимальное допускаемое количество округлых одиночных несплошностей |
|||||||
|
На любых 100 мм протяженности рабочей части наплавленной уплотнительной поверхности |
На всей рабочей части наплавленной уплотнительной поверхности при диаметре условного прохода (Ду), мм |
||||||||
|
До 65 включительно |
Более 65 до 100 включительно |
Более 100 до 150 включительно |
Более 150 до 250 включительно |
Более 250 до 400 включительно |
Более 400 до 600 включительно |
Более 600 |
|||
|
До 5 включительно |
- |
- |
- |
- |
“ |
- |
- |
- |
- |
|
Более 5 до 10 включительно |
0,5 |
1 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Более 10 до 15 включительно |
0,6 |
2 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Более 15 до 25 включительно |
0,8 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Более 25 до 35 включительно |
1,0 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Более 35 до 50 включительно |
1,2 |
3 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
|
Более 50 |
1,5 |
4 |
6 |
7 |
8 |
9 |
10 |
12 |
15 |
104. На наплавленных направляющих поверхностях и на нерабочей части конусных наплавленных уплотнительных поверхностей не допускаются округлые одиночные несплошности с наибольшим размером, превышающим 1,5 мм, а также указанные несплошности с наибольшим размером, превышающим 0,2 мм до 1,5 мм включительно, при количестве более четырех на любых 100,0 мм длины наплавленной направляющей поверхности или протяженности нерабочей части конусной наплавленной уплотнительной поверхности.
Зафиксированные (с наибольшим размером выше 0,2 мм) округлые одиночные несплошности не допускаются (вне зависимости от размера и количества), если они расположены на расстоянии менее 2,5 мм от границы рабочей части конусной наплавленной уплотнительной поверхности.
105. На любом участке контролируемой наплавленной уплотнительной поверхности протяженностью 100,0 мм допускается не более двух фиксируемых одиночных несплошностей или одного скопления мелких несплошностей с наибольшим размером, превышающим 0,2 мм до 0,5 мм включительно, и количеством не более пяти при условии, что данное скопление может быть вписано в прямоугольники площадью не более 40,0 мм2, а минимальное расстояние от края скопления до края любой другой соседней несплошности составляет не менее 20,0 мм.
Оценка
качества наплавленных уплотнительных
поверхностей по результатам капиллярного контроля
106. При оценке качества наплавленных уплотнительных поверхностей по результатам капиллярного контроля не допускаются удлиненные индикаторные следы, а также округлые индикаторные следы, если:
а) максимальный размер индикаторного следа более чем в три раза превышает нормы, установленные в пунктах 100 - 105 настоящих Правил;
б) минимальное расстояние между краями двух любых соседних индикаторных следов меньше максимального размера большего из двух рассматриваемых индикаторных следов или если количество таких индикаторных следов превышает нормы, установленные в пунктах 100 - 105 настоящих Правил.
107. При выявлении индикаторных следов, не удовлетворяющих нормам, установленным настоящими Правилами, допускается удаление реактивов с поверхности контролируемого участка и проведение визуального контроля в местах расположения индикаторных следов с оценкой фактических размеров, расположения и количества несплошностей по нормам, установленным в пунктах 100 - 105 настоящих Правил.
Оценка
качества антикоррозионной наплавки
по результатам визуального и измерительного контроля
108. При оценке качества антикоррозионной наплавки по результатам визуального и измерительного контроля не допускаются:
а) трещины любой ориентации и протяженности;
б) скопления и неодиночные включения;
в) одиночные поры и шлаковые включения, наибольший размер которых превышает 1,0 мм; количество несплошностей на любом участке 10×10 см - более четырех штук, на любом участке 20×20 см - более восьми штук;
г) углубления между валиками - более 0,8 мм.
Примечание.
Одиночные несплошности с наибольшим размером до 0,2 мм включительно не учитываются как при подсчете числа одиночных несплошностей, так и при рассмотрении расстояния между одиночными несплошностями.
Оценка качества антикоррозионной наплавки
по результатам капиллярного контроля
109. При оценке качества антикоррозионной наплавки по результатам капиллярного контроля не допускаются:
а) одиночные индикаторные следы, наибольший размер которых превышает 3,0 мм;
б) протяженные индикаторные следы;
в) количество индикаторных следов на любом участке 10×10 см - более четырех штук, на любом участке 20×20 см - более восьми штук.
Примечания.
1. Капиллярный контроль выполняется по классу чувствительности не ниже второго.
2. Протяженным индикаторным следом считается след с отношением длины к ширине более трех.
3. Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются как при подсчете числа одиночных индикаторных следов, так и при рассмотрении расстояния между индикаторными следами.
4. Одиночным индикаторным следом считается след, если минимальное расстояние от его края до края любого другого соседнего индикаторного следа превышает трехкратный максимальный размер большего из двух рассматриваемых индикаторных следов.
Оценка
качества антикоррозионной наплавки
по результатам ультразвукового контроля
110. При ультразвуковом контроле антикоррозионной наплавки контролируется зона сплавления наплавки с основным металлом.
111. Нормы допустимых несплошностей в зоне сплавления антикоррозионной наплавки с основным металлом приведены в таблице № 3.
112. При оценке качества наплавленного антикоррозионного покрытия в зоне сплавления наплавленного металла с основным металлом по результатам ультразвукового контроля не допускаются:
а) несплошности, параметры которых превышают нормы, установленные в таблице № 3 настоящих Правил;
б) несплошности, расстояние между которыми по поверхности сканирования менее условной протяженности большей из этих несплошностей.
|
Номинальная толщина основного металла без учета антикоррозионной наплавки, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допустимая суммарная эквивалентная площадь одиночных несплошностей на любом участке размером 200×200 мм, мм2 |
|
|
Минимально фиксируемая |
Максимально допустимая |
||
|
До 100 включительно |
10 |
30 |
100 |
|
Более 100 до 300 включительно |
15 |
50 |
150 |
|
Более 300 |
20 |
70 |
200 |
Оценка качества сварных соединений
113. Нормы допустимых размеров несплошностей в сварных соединениях должны приниматься:
а) для стыковых сварных соединений различной толщины - по номинальной толщине более тонкой детали;
б) для угловых и тавровых сварных соединений - по расчетной высоте углового шва;
в) для торцевых сварных соединений - по удвоенной номинальной толщине более тонкой свариваемой детали;
г) для сварных соединений труб с трубными досками - по номинальной толщине стенки труб;
д) для сварных соединений, выполненных с расточкой, - по номинальной толщине стенки в месте расточки.
Оценка
качества сварных соединений по результатам
визуального и измерительного контроля
114. Трещины, отслоения, прожоги, свищи, наплывы, усадочные раковины, подрезы, брызги металла, непровары, скопления и неодиночные включения, выявленные при проведении визуального и измерительного контроля, не допускаются.
115. Нормы допустимых одиночных поверхностных несплошностей (пор, шлаковых и вольфрамовых включений) в сварных соединениях приведены в таблице № 4.
|
Номинальная толщина сваренных деталей, мм |
Допустимый наибольший размер несплошностей в сварных соединениях, мм |
Максимально допустимое количество несплошностей на любых 100 мм протяженности сварного соединения |
|
До 2 включительно |
0,3 |
2 |
|
Более 2 до 3 включительно |
0,4 |
3 |
|
Более 3 до 4 включительно |
0,5 |
4 |
|
Более 4 до 5 включительно |
0,6 |
4 |
|
Более 5 до 6 включительно |
0,8 |
4 |
|
Более б до 8 включительно |
1,0 |
5 |
|
Более 8 до 10 включительно |
1,2 |
5 |
|
Более 10 до 15 включительно |
1,5 |
5 |
|
Более 15 до 20 включительно |
2,0 |
6 |
|
Более 20 до 40 включительно |
2,0 |
б |
|
Более 40 до 100 включительно |
2,5 |
7 |
|
Более 100 до 200 включительно |
2,5 |
8 |
|
Более 200 |
2,5 |
9 |
Примечания.
1. Несплошности с наибольшим фактическим размером до 0,2 мм не учитываются вне зависимости от номинальной толщины сваренных деталей как при подсчете количества одиночных несплошностей, так и при рассмотрении расстояния между несплошностями.
2. Любую совокупность несплошностей (одиночных несплошностей, групп несплошностей), которая может быть вписана в квадрат с размером стороны, не превышающим значения допускаемого максимального размера одиночной несплошности, допускается рассматривать как одиночную несплошность.
3. Одиночной считается несплошность, минимальное расстояние от края которой до края любой другой соседней несплошности более трехкратной максимальной длины большей из двух рассматриваемых несплошностей.
116. Нормы допустимых углублений между валиками и чешуйчатости поверхности сварных соединениях приведены в таблице № 5.
|
Номинальная толщина сваренных деталей, мм |
Максимальный размер углубления, мм |
|
До 2 включительно |
0,6 |
|
Более 2 до 4 включительно |
0,8 |
|
Более 4 до 6 включительно |
1,0 |
|
Более 6 до 10 включительно |
1,2 |
|
Более 10 до 15 включительно |
1,5 |
|
Выше 15 |
2,0 |
117. Контроль подготовки и сборки деталей под сварку при выполнении ремонта, допустимые формы и размеры выполненных швов (ширина и высота усиления, вогнутость корня шва с внутренней стороны и выпуклость корня шва при односторонней сварке труб и превышение проплавления корня шва, смещение кромок, минимальное расстояние от края усиления шва до линии сплавления предварительной наплавки с основным металлом) и геометрическое положение осей сваренных деталей (смещение, излом или перпендикулярность) должны соответствовать требованиям конструкторской и технологической документации на ремонт.
Оценка
качества сварных соединений по результатам
капиллярного контроля
118. Оценку качества сварных соединений по результатам капиллярного контроля допускается проводить как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления реактивов в зоне зафиксированных индикаторных следов. Капиллярный контроль выполняется по классу чувствительности не ниже второго.
119. При контроле по индикаторным следам качество сварного соединения считается удовлетворительным при одновременном соблюдении следующих условий:
а) индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
б) наибольший размер каждого индикаторного следа не превышает более чем в три раза значений, приведенных во втором столбце таблицы № 4 настоящих Правил;
в) число индикаторных следов не превышает значений, приведенных в третьем столбце таблицы № 4 настоящих Правил;
г) индикаторные следы являются одиночными, если расстояние между несплошностями больше максимального размера наибольшей несплошности.
Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются вне зависимости от номинальной толщины сваренных деталей.
Оценка
качества сварных соединений по результатам
магнитопорошкового контроля
120. При оценке качества сварных соединений по результатам магнитопорошкового контроля должны применяться нормы для визуального и измерительного контроля, установленные в пунктах 114 - 115 настоящих Правил.
Оценка
качества сварных соединений по результатам
радиографического контроля
121. При оценке качества сварных соединений по результатам радиографического контроля не допускаются трещины, непровары, подрезы, несплавления, недопустимые включения, скопления, вогнутость корня шва и превышение проплава.
122. Нормы допустимых одиночных включений и скоплений для стыковых сварных соединений, включая предварительно наплавленные кромки, оборудования и трубопроводов для РУ типов ВВЭР, РБМК, ЭГП, а также оборудования и трубопроводов РУ типа БН, не находящихся в контакте с жидкометаллическим теплоносителем и (или) газом, установлены в таблице № 6.
123. Нормы допустимых одиночных включений и скоплений для стыковых сварных соединений, включая предварительно наплавленные кромки, для сварных соединений оборудования и трубопроводов РУ типа БН, находящихся в контакте с жидкометаллическим теплоносителем и (или) газом, установлены в таблице № 7.
|
Номинальная толщина сваренных деталей в месте сварки, мм |
Требуемая чувствительность контроля, мм, не более |
Одиночные включения и одиночные скопления |
Одиночные крупные включения |
|||||
|
Допустимый наибольший размер |
Допустимое количество включений и скоплений на любом участке сварного соединения длиной 100 мм |
Допустимая суммарная площадь включений и скоплений на любом участке сварного соединения длиной 100 мм, мм2 |
Допустимые включения |
Допустимое количество на любом участке сварного соединения длиной 100 мм |
||||
|
Включения, мм |
Скопления, мм |
Наибольший размер, мм |
Наибольшая ширина, мм |
|||||
|
Более 1,0 до 2,0 включительно |
0,10 |
0,4 |
1,2 |
4 |
2,5 |
5,0 |
0,5 |
2 |
|
Более 2,0 до 3,0 включительно |
0,10 |
0,6 |
1,8 |
5 |
5,0 |
5,0 |
0,6 |
2 |
|
Более 3,0 до 4,0 включительно |
0,20 |
0,8 |
2,4 |
6 |
7,0 |
5,0 |
0,8 |
2 |
|
Более 4,0 до 5,0 включительно |
0,20 |
1,0 |
3,0 |
7 |
11,0 |
5,0 |
1,0 |
2 |
|
Более 5,0 до 6,5 включительно |
0,20 |
1,2 |
3,2 |
7 |
15,0 |
5,0 |
1,2 |
3 |
|
Более 6,5 до 8,0 включительно |
0,20 |
1,5 |
3,7 |
8 |
20,0 |
5,0 |
1,5 |
3 |
|
Более 8,0 до 10,0 включительно |
0,30 |
1,5 |
3,7 |
9 |
25,0 |
5,0 |
1,5 |
3 |
|
Более 10,0 до 12,0 включительно |
0,30 |
2,0 |
4,5 |
10 |
30,0 |
6,0 |
2,0 |
3 |
|
Более 12,0 до 14,0 включительно |
0,40 |
2,0 |
4,5 |
11 |
35,0 |
6,0 |
2,0 |
3 |
|
Более 14,0 до 18,0 включительно |
0,40 |
2,5 |
5,0 |
11 |
40,0 |
6,0 |
2,5 |
3 |
|
Более 18,0 до 22,0 включительно |
0,50 |
3,0 |
6,0 |
12 |
45,0 |
7,0 |
3,0 |
3 |
|
Более 22,0 до 24,0 включительно |
0,50 |
3,0 |
6,0 |
12 |
50,0 |
7,0 |
3,0 |
3 |
|
Более 24,0 до 28,0 включительно |
0,60 |
3,0 |
7,0 |
14 |
55,0 |
8,0 |
3,0 |
3 |
|
Более 28,0 до 32,0 включительно |
0,60 |
3,5 |
7,0 |
14 |
60,0 |
8,0 |
3,5 |
3 |
|
Более 32,0 до 35,0 включительно |
0,60 |
3,5 |
7,5 |
14 |
65,0 |
9,0 |
3,5 |
3 |
|
Более 35,0 до 38,0 включительно |
0,75 |
3,5 |
8,0 |
15 |
70,0 |
9,0 |
3,5 |
3 |
|
Более 38,0 до 44,0 включительно |
0,75 |
4,0 |
8,5 |
16 |
85,0 |
10,0 |
4,0 |
3 |
|
Более 44,0 до 50,0 включительно |
0,75 |
4,0 |
10,0 |
16 |
95,0 |
12,0 |
4,0 |
3 |
|
Более 50,0 до 60,0 включительно |
1,00 |
4,0 |
11,0 |
16 |
110,0 |
14,0 |
4,0 |
4 |
|
Более 60,0 до 70,0 включительно |
1,00 |
4,0 |
12,0 |
16 |
125,0 |
14,0 |
4,0 |
4 |
|
Более 70,0 до 85,0 включительно |
1,25 |
5,0 |
12,0 |
17 |
135,0 |
14,0 |
5,0 |
4 |
|
Более 85,0 до 100,0 включительно |
1,50 |
5,0 |
13,0 |
17 |
140,0 |
14,0 |
5,0 |
4 |
|
Более 100,0 до 130,0 включительно |
2,00 |
5,0 |
13,0 |
17 |
150,0 |
14,0 |
5,0 |
4 |
|
Более 130,0 до 165,0 включительно |
2,50 |
6,0 |
13,0 |
18 |
165,0 |
14,0 |
6,0 |
4 |
|
Более 165,0 до 200,0 включительно |
3,00 |
6,0 |
14,0 |
18 |
185,0 |
14,0 |
6,0 |
4 |
|
Более 200,0 до 225,0 включительно |
3,50 |
7,0 |
14,0 |
20 |
210,0 |
14,0 |
7,0 |
4 |
|
Более 225,0 |
4,00 |
8,0 |
15,0 |
20 |
250,0 |
14,0 |
8,0 |
4 |
Примечания.
1. Требуемая чувствительность приведена применительно к канавочным эталонам. При использовании проволочных эталонов значения чувствительности 0,30; 0,60; 0,75 и 1,5 мм допускается заменять на 0,32; 0,63; 0,80 и 1,6 мм соответственно.
2. При просвечивании через две стенки (или более) чувствительность контроля устанавливается по суммарной номинальной толщине этих стенок.
|
Номинальная толщина сваренных деталей в месте сварки, мм |
Требуемая чувствительность контроля, мм, не более |
Допустимый наибольший размер одиночных включений, мм |
Допустимый наибольший размер одиночных скоплений, мм |
Допустимое число одиночных включений и одиночных скоплений на любом участке сварного соединения длиной 100 мм |
Допустимая суммарная площадь включений и скоплений на любом участке сварного соединения длиной 100 мм, мм2 |
|
До 2 включительно |
0,10 |
не допускается |
не допускается |
не допускается |
не допускается |
|
Более 2 до 3 включительно |
0,10 |
0,4 |
1,2 |
5 |
2,5 |
|
Более 3 до 5 включительно |
0,20 |
0,5 |
1,5 |
5 |
4,0 |
|
Более 5 до 8 включительно |
0,20 |
0,6 |
1,8 |
5 |
6,0 |
|
Более 8 до 11 включительно |
0,30 |
0,8 |
2,4 |
5 |
10,0 |
|
Более 11 до 14 включительно |
0,30 |
1,0 |
3,0 |
6 |
15,0 |
|
Более 14 до 20 включительно |
0,30 |
1,2 |
3,6 |
6 |
20,0 |
|
Более 20 до 26 включительно |
0,40 |
1,5 |
4,5 |
6 |
35,0 |
|
Более 26 до 34 включительно |
0,50 |
2,0 |
6,0 |
6 |
60,0 |
|
Более 34 до 45 включительно |
0,60 |
2,5 |
7,5 |
7 |
70,0 |
|
Более 45 до 67 включительно |
0,75 |
3,0 |
9,0 |
7 |
100,0 |
|
Более 67 до 90 включительно |
1,00 |
4,0 |
12,0 |
7 |
140,0 |
|
Более 90 до 120 включительно |
1,25 |
5,0 |
15,0 |
7 |
200,0 |
|
Более 120 до 200 включительно |
1,50 |
5,0 |
15,0 |
8 |
210,0 |
|
Более 200 |
2,00 |
5,0 |
15,0 |
10 |
250,0 |
Примечания.
1. Требуемая чувствительность приведена применительно к канавочным эталонам. При использовании проволочных эталонов значения требуемой чувствительности 0,30; 0,60; 0,75 и 1,5 мм допускается заменять на 0,32; 0,63; 080 и 1,6 мм соответственно.
2. При просвечивании через две стенки (или более) чувствительность контроля устанавливается по суммарной номинальной толщине этих стенок.
124. Выявленные включения и скопления, наибольший размер которых менее значений, указанных в графе «Требуемая чувствительность контроля» таблиц № 6 и 7 настоящих Правил, при оценке качества сварных соединений не учитываются как при подсчете количества включений, скоплений и их суммарной приведенной площади, так и при рассмотрении расстояний между включениями (скоплениями). При определении скоплений учитываются включения, наибольший размер которых превышает 0,2 мм.
125. Любую совокупность одиночных включений и одиночных скоплений, которая может быть вписана в квадрат с размером стороны, не превышающим значения допустимого максимального размера одиночного включения или одиночного скопления, допускается рассматривать как одно сплошное включение или скопление.
126. При отсутствии одиночных крупных включений (в том числе принимаемых за указанные включения в соответствии с пунктом 125 настоящих Правил) или при их количестве, менее допустимого по нормам, приведенным в таблице № 6 настоящих Правил, вместо них могут быть допущены в соответствующем количестве одиночные включения и (или) одиночные скопления допустимых размеров без их учета при подсчете суммарной площади одиночных включений и одиночных скоплений.
127. Для сварных соединений (наплавленных кромок) протяженностью менее 100 мм нормы, приведенные в таблицах № 6 и 7 настоящих Правил, по количеству и суммарной площади включений (скоплений) должны быть пропорционально уменьшены. Если при этом получается дробное количество допустимых включений (скоплений), то это количество округляется до ближайшего целого числа.
128. При контроле предварительно наплавленных кромок при ремонте сварных соединений требуемая чувствительность контроля, допустимый максимальный размер одиночных мелких включений и одиночных скоплений, а также допустимые максимальный размер и максимальная ширина одиночных крупных включений принимаются по нормам, приведенным в таблицах № 6 и 7 настоящих Правил, а допустимые число и суммарная приведенная площадь одиночных мелких включений и одиночных скоплений, а также допустимое число одиночных крупных включений не должны превышать 50 % от соответствующих норм, приведенных в таблицах № 6 и 7 настоящих Правил.
129. Оценку качества других, отличных от стыковых, типов сварных соединений следует проводить по таблицам № 6 и 7 настоящих Правил. При этом чувствительность контроля определяется также по радиационной толщине металла, а нормы допустимых размеров включений и скоплений должны приниматься с учетом пункта 125 настоящих Правил.
Оценка
качества стыковых сварных соединений по результатам
ультразвукового контроля
130. При оценке качества стыковых сварных соединений из сталей перлитного класса и (или) из высокохромистых сталей по результатам ультразвукового контроля для трубопроводов диаметром от 14 до 325 мм, толщиной от 2,0 до 5,5 мм должны применяться нормы, приведенные в таблице № 8, а для оборудования и трубопроводов толщиной более 5,5 до 400,0 мм включительно - нормы, приведенные в таблице № 9.
|
Номинальная толщина сваренных деталей, мм |
Браковочный уровень чувствительности от опорного углового отражателя в виде зарубки (высота × ширина), мм |
Допустимое число фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения |
|
От 2,0 до 2,5 включительно |
1,0×0,4 |
4 |
|
Более 2,5 до 3,5 включительно |
1,0×0,6 |
5 |
|
Более 3,5 до 4,0 включительно |
1,0×0,8 |
5 |
|
Более 4,0 до 4,5 включительно |
1,2×0,8 |
6 |
|
Более 4,5 до 5,0 включительно |
1,2×1,0 |
6 |
|
Более 5,0 до 5,5 включительно |
1,2×1,1 |
6 |
Примечания.
1. Приведенный в таблице браковочный уровень чувствительности установлен применительно к контролю с использованием стандартного углового отражателя в виде зарубки.
2. Допускается контроль по другим отражателям при условии соблюдения обеспечения идентичности результатов контроля.
3. Контрольный уровень чувствительности (уровень фиксации) достигается увеличением чувствительности дефектоскопа на 6 дБ по сравнению с браковочным уровнем.
4. Допуск на размеры стандартного углового отражателя при изготовлении не должен превышать ±10 %; перпендикулярность отражающей поверхности зарубки - 90 ± 1,0°.
|
Номинальная толщина сваренных деталей, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допустимое число фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения |
|
|
Минимально фиксируемая (контрольный уровень чувствительности) |
Максимально допустимая (браковочный уровень чувствительности) |
||
|
Более 5,5 до 10 включительно |
3,5 |
7,0 |
7 |
|
Более 10 до 20 включительно |
5,0 |
10,0 |
8 |
|
Более 20 до 40 включительно |
5,0 |
10,0 |
9 |
|
Более 40 до 60 включительно |
7,5 |
15,0 |
10 |
|
Более 60 до 80 включительно |
10,0 |
20,0 |
11 |
|
Более 80 до 100 включительно |
12,5 |
25,0 |
11 |
|
Более 100 до 120 включительно |
12,5 |
25,0 |
12 |
|
Более 120 до 200 включительно |
20,0 |
40,0 |
12 |
|
Более 200 до 300 включительно |
30,0 |
60,0 |
13 |
|
Более 300 до 400 включительно |
30,0 |
60,0 |
13 |
Примечания.
1. Приведенные в таблице нормы по эквивалентной площади установлены применительно к контролю с использованием стандартного плоскодонного отражателя. Допускается контроль с другими отражателями при условии обеспечения идентичности результатов контроля.
2. Поперечные несплошности и протяженные несплошности не допускаются.
131. Нормы оценки качества стыковых сварных соединений из сталей аустенитного класса и разнородных материалов по результатам ультразвукового контроля установлены в таблице № 10.
|
Номинальная толщина сваренных деталей, мм |
Диаметр опорного отражателя в виде бокового цилиндрического отверстия, мм/Расстояние от поверхности сканирования до бокового цилиндрического отверстия |
Браковочный уровень чувствительности относительно опорного уровня, дБ |
Допустимое число фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения |
Поправка N, мм |
||
|
При эксплуатации |
При ремонте |
При эксплуатации |
При ремонте |
|||
|
От 5,5 до 10,0 включительно |
2/s/2 |
4 |
0 |
7 |
5 |
8 |
|
Более 10,0 до 20,0 включительно |
3/s/2 и 2s/3 |
4 |
0 |
8 |
6 |
10 |
|
Более 20,0 до 40,0 включительно |
4/s/4, s/2 и 3s/4 |
4 |
0 |
9 |
7 |
12 |
|
Более 40,0 |
51s/5, 2s/5, 3s/5 и 4s/5 |
6 |
0 |
10 |
8 |
16 |
Примечания.
1. s - номинальная толщина сваренных деталей.
2. Приведенный в таблице браковочный уровень чувствительности установлен применительно к контролю с использованием стандартного отражателя в виде бокового цилиндрического отверстия. Допускается контроль по другим отражателям при условии обеспечения идентичности результатов контроля.
3. Контрольный уровень чувствительности (уровень фиксации) достигается увеличением чувствительности дефектоскопа на 6 дБ относительно браковочного уровня.
4. Контрольный уровень чувствительности (уровень фиксации) должен быть не менее чем на 6 дБ выше среднего уровня шумов, в противном случае зона контроля считается непригодной для проведения ультразвукового контроля и подлежит контролю другим объемным методом.
5. Условная протяженность выявленных несплошностей не должна превышать величину ΔL0 + N, где ΔL0 - условная протяженность плоскодонного отражателя с диаметром равным диаметру опорного отражателя, N - поправка в мм.
6. Для обеспечения воспроизводимости результатов контроля настроечные образцы без сварного соединения должны быть унифицированы, а их конструкция должна быть согласована с головной материаловедческой организацией.
7. При ультразвуковом контроле должен обеспечиваться контроль не менее 2/3 сечения по толщине сварного соединения, прилегающего к его корневой части.
132. Качество сварного соединения считается удовлетворительным при одновременном соблюдении следующих требований:
а) характеристики и количество одиночных несплошностей удовлетворяют нормам, приведенным в таблицах № 8, 9, 10 настоящих Правил;
б) расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя.
133. При оценке качества сварных соединений по результатам ультразвукового контроля согласно таблицам № 8, 9, 10 настоящих Правил протяженные несплошности не допускаются.
134. При контроле сварных соединений других типов нормы оценки качества должны приниматься в соответствии с пунктом 113 настоящих Правил.
Оценка
качества оборудования, трубопроводов и других
элементов атомных станций с допустимыми протяженными
несплошностями в основном металле и сварных соединениях
135. Оценка качества оборудования, трубопроводов и других элементов АС с допустимыми протяженными несплошностями в основном металле и сварных соединениях по результатам проведения эксплуатационного контроля должна выполняться по нормам:
а) для сварных соединений аустенитных трубопроводов Ду300 РУ РБМК, установленным в приложении № 5 к настоящим Правилам;
б) для сварных соединений трубопроводов Ду800 РУ РБМК, включая сварные соединения с аустенитными ремонтными заварками, установленным в приложении № 6 к настоящим Правилам;
в) для сварных соединений напорного и всасывающего коллекторов и патрубков Ду800 РУ РБМК, установленным в приложении № 7 к настоящим Правилам. При этом используется схематизация выявленных несплошностей, установленным в приложении № 9 к настоящим Правилам;
г) для основного металла и сварных соединений схем металлоконструкций РУ РБМК, установленным в приложении № 8 к настоящим Правилам. При этом используется схематизация выявленных несплошностей, приведенная в приложении № 9 к настоящим Правилам;
д) для технологических каналов и каналов системы управления и защиты РУ РБМК, установленным в приложении № 10 к настоящим Правилам;
е) для сварных соединений № 23 патрубков Ду1100 парогенераторов РУ ВВЭР-440, установленным в приложении № 11 к настоящим Правилам;
ж) для узла приварки коллекторов теплоносителя к патрубкам Ду1200 парогенераторов РУ ВВЭР-1000, установленным в приложении № 12 к настоящим Правилам.
136. После проведения ультразвукового контроля в очередной плановый останов блока АС эксплуатирующая организация должна направить информацию о сварных соединениях с несплошностями, допускаемых в эксплуатацию, а также о сварных соединениях, подвергнутых ремонту, разработчику проекта РУ (количество дефектных сварных соединений, подвергнутых ремонту; количество сварных соединений, допущенных в эксплуатацию с несплошностями, с указанием количества и размеров несплошностей и последующего межконтрольного периода).
Контроль
толщин стенок оборудования, трубопроводов и
других элементов атомных станций
137. Минимально допустимые значения толщин стенок в зонах контроля должны быть приведены в типовых программах эксплуатационного контроля.
138. Оценка результатов контроля толщин стенок и допуск в эксплуатацию оборудования, трубопроводов и других элементов АС по результатам измерений должны выполняться с учетом требований пункта 145 настоящих Правил.
139. Погрешность измерений для каждой зоны контроля должна быть приведена в типовых программах эксплуатационного контроля.
140. Зона контроля толщин стенок устанавливается типовой программой эксплуатационного контроля с учетом опыта эксплуатации и расчетно-экспериментального обоснования с приложением верификационного отчета об использованной модели. Дополнительные зоны контроля устанавливаются рабочими программами эксплуатационного контроля с учетом фактического характера эрозионно-коррозионного износа.
141. Если в течение десятилетнего цикла контроля не обнаружено недопустимых уменьшений толщин стенок, зоны контроля должны быть уточнены в рабочих программах контроля. При этом количество зон контроля не должно быть меньше указанного в типовых программах контроля.
142. Поиск точек с минимальной толщиной по зоне контроля допускается проводить с использованием ультразвукового и (или) радиографического методов контроля, и (или) визуального осмотра внутренней поверхности с помощью дистанционных средств.
143. Измерение толщины стенок в точках, обнаруженных в соответствии с требованиями настоящих Правил следует проводить дискретно.
144. Координаты (местоположение) точек с минимальными значениями толщины в зоне контроля должны быть установлены относительно маркировки или в системе координат, в соответствии с требованиями пункта 13 настоящих Правил.
145. Периодичность контроля эрозионно-коррозионного износа должна устанавливаться с учетом скорости уменьшения толщины таким образом, чтобы остаточная толщина стенки до следующего планового останова была не менее допустимых значений. Скорость эрозионно-коррозионного износа должна определяться путем сопоставления измеренных значений толщины стенки с результатами предыдущих измерений.
146. Возможность дальнейшей эксплуатации оборудования, трубопроводов и других элементов АС со значениями толщин меньшими, чем минимально допустимые значения толщин стенок, установленные в типовых программах эксплуатационного контроля, должна быть дополнительно обоснована эксплуатирующей организацией с учетом фактических режимов эксплуатации и скорости износа.
Оценка
качества металла теплообменных труб
парогенератора по результатам вихретокового контроля
147. При оценке качества теплообменных труб парогенератора не допускается несплошность металла теплообменных труб глубиной более 87 % от номинальной толщины стенки теплообменных труб.
148. Несплошность металла теплообменных труб глубиной до 60 % от номинальной толщины стенки теплообменных труб допускается независимо от ее протяженности.
149. Несплошности металла теплообменных труб с глубиной от 60 до 87 % включительно допускаются в соответствии с таблицей № 11 в зависимости от их протяженности.
|
Допустимая глубина несплошности, % от номинальной толщины стенки |
Протяженность несплошности, мм |
|
От 60 до 76 включительно |
До 20 включительно |
|
Более 76 до 87 включительно |
До 5 включительно |
Примечания.
1. Несплошности, расположенные на расстоянии менее 10,0 мм друг от друга, рассматриваются как одна протяженная несплошность.
2. Нормы оценки качества металла теплообменных труб по результатам вихретокового контроля - для несплошностей, ориентированных вдоль оси теплообменных труб.
150. При использовании норм для оценки качества металла теплообменных труб по результатам вихретокового контроля должны быть соблюдены следующие условия:
а) чувствительность средств контроля не должна быть ниже ā = 0,25, где ā - отношение глубины (высоты) несплошности к толщине стенки теплообменных труб;
б) погрешность измерения высоты и протяженности несплошности должна в диапазоне ±20 % в 95 % доверительном интервале;
в) вероятность выявления несплошности при контроле для ā = 1 - не хуже 0,9;
г) соотношение сигнал/шум между сигналом от несплошности и объекта контроля должно быть не менее 2.
151. В случае отсутствия измерительных средств контроля для получения данных о протяженности несплошностей металла теплообменных труб глубиной от 60 до 87 % от номинальной толщины стенки включительно допускается применять амплитудные критерии контроля в соответствии с приложением № 13 к настоящим Правилам.
Нормы оценки качества металла перемычек коллекторов теплоносителя первого контура приведены там же.
Оценка
качества крепежных деталей и шпилечных гнезд
оборудования, трубопроводов и других элементов атомных
станций по результатам визуального и измерительного,
капиллярного, ультразвукового и вихретокового контроля
152. При проведении визуального и измерительного, капиллярного, ультразвукового и вихретокового контроля шпилечных гнезд, шпилек, болтов, гаек, шайб должны применяться нормы оценки качества, приведенные в настоящих Правилах, если иное не предусмотрено конструкторской документацией.
153. При оценке качества на поверхности контролируемых крепежных деталей не допускаются трещины, расслоения, надрывы и коррозионные повреждения.
Задиры, забоины, риски и вмятины допускаются, если они не выводят значения диаметров крепежных деталей за минусовые допуски.
По результатам контроля не допускаются:
для шпилечных гнезд - смятие или выкрашивание резьбы глубиной более половины высоты профиля резьбы или длиной, превышающей половину длины витка;
для шпилек и болтов:
а) выкрашивание ниток рабочей части резьбы глубиной более половины высоты профиля резьбы, или длиной, превышающей 8 % общей длины резьбы по винтовой линии, а в одном витке - более 1/3 его длины;
б) вмятины на резьбе глубиной более 1/3 высоты профиля;
в) сколы и смятия металла более 0,2 высоты головки болта и уменьшающие размер под ключ менее 0,9 номинального размера;
для гаек:
а) выкрашивание ниток резьбы глубиной более 1/3 высоты профиля резьбы, если его длина превышает половину длины витка;
б) вмятины на резьбе глубиной, превышающей половину высоты профиля резьбы или составляющие 5 % и более от общей длины резьбы;
в) сколы и смятия металла более 0,2 высоты головки гайки и уменьшающие размер под ключ менее 0,9 номинального размера;
для шайб:
а) вмятины, забоины глубиной превышающей 1,0 мм;
б) изнашивание, если при проверке контакта по краске пятна краски располагаются неравномерно или количество пятен на квадрате 25×25 мм не превышает 9 пятен;
в) отклонение плоскостности более допуска на толщину шайбы;
г) площадь прилегания менее 80 % сопрягаемых выпуклых и вогнутых шайб.
Оценка
качества шпилек фланцевых разъемов
оборудования атомных станций по результатам
ультразвукового контроля
154. Нормы допустимых несплошностей по результатам ультразвукового контроля шпилек М20 - М200 со сверлением или без сверления из стали перлитного и аустенитного класса фланцевых разъемов оборудования АС установлены в таблице № 12.
|
Наружный диаметр резьбовой части шпильки, мм |
Эксплуатационная несплошность |
Технологическая несплошность |
Число точечных несплошностей n, не более (в зависимости от диаметра шпильки, мм) на всю длину шпильки |
||
|
Браковочный уровень чувствительности (глубина паза, мм) |
Максимально допустимая эквивалентная площадь несплошности, мм2 |
Минимально - фиксируемая эквивалентная площадь несплошности, мм2 |
|||
|
Предел текучести основного металла при 20 °С ниже 686 МПа |
|||||
|
От 20 до 42 включительно |
1,7 |
20 |
5 |
4 (от 20 до 36 включительно) |
|
|
7 (более 36 до 48 включительно) |
|||||
|
Более 42 до 64 включительно |
3,0 |
9 (более 48 до 100 включительно) |
|||
|
Более 64 до 200 включительно |
3,0 |
12 (более 100 до 200 включительно) |
|||
|
Предел текучести основного металла при 20 °С 686 МПа и выше |
|||||
|
От 20 до 42 включительно |
1,7 |
3 |
2 |
4 |
|
|
От 20 до 36 включительно |
|||||
|
Более 42 до 64 включительно |
1,7 |
7 |
3 |
||
|
Более 36 до 48 включительно |
|||||
|
Более 64 до 100 включительно |
3,0 |
15 |
4 |
4 |
|
|
Более 48 до 100 включительно |
|||||
|
Более 100 до 200 включительно |
3,0 |
20 |
5 |
5 (более 100 до 200 включительно) |
|
|
Более 100 до 200 включительно |
|||||
Примечания.
1. Браковочный уровень чувствительности должен устанавливаться от опорного углового отражателя в виде паза (пропила). Допускается контроль по другим отражателям при условии соблюдения обеспечения идентичности результатов контроля.
2. Для обеспечения воспроизводимости результатов контроля настроечные образцы с пазом (пропилом) должны быть унифицированы, а их конструкция должна быть согласована с головной материаловедческой организацией.
3. Контрольный уровень чувствительности (уровень фиксации) при использовании углового отражателя в виде паза достигается увеличением чувствительности дефектоскопа на 6 дБ относительно браковочного уровня.
4. Контрольный уровень чувствительности (уровень фиксации) должен быть не менее, чем на 6 дБ выше среднего уровня шумов, в противном случае зона контроля считается непригодной для проведения ультразвукового контроля и подлежит контролю другим методом.
5. Допуск на размеры стандартного углового отражателя в виде паза и плоскодонного отражателя при изготовлении не должен превышать ±10 %.
6. Оценка допустимости несплошности проводится для непротяженной несплошности по амплитуде, для совокупности непротяженных несплошностей - по количеству их на единицу длины, для протяженных - по условной протяженности для заданного паза (пропила).
Оценка
качества основного металла гладкой и галтельной
части шпилек, резьб шпилечных гнезд, гаек, шпилек главного
разъема корпуса реактора и люка-лаза парогенераторов по
результатам вихретокового контроля
155. Оценка качества должна проводиться путем сравнения сигнала, полученного от несплошности, с сигналом от паза на настроечном образце. Размеры пазов на настроечном образце приведены в таблице № 13.
|
Зона контроля |
Минимально фиксируемый уровень |
Максимально допустимый уровень |
||||
|
Глубина паза, мм |
Длина паза, мм |
Ширина паза, мм |
Глубина паза, мм |
Длина паза, мм |
Ширина паза, мм |
|
|
Резьбовые отверстия фланцевых разъемов парогенератора |
1,0 |
10,0 |
0,2 |
2,0 |
10,0 |
0,2 |
|
Резьбовая часть шпилек парогенератора |
1,0 |
10,0 |
0,2 |
2,0 |
10,0 |
0,2 |
|
Резьбовая часть гаек и отверстий главного разъема корпуса реактора |
1,0 |
20,0 |
0,5 |
2,0 |
20,0 |
0,5 |
|
Резьбовая часть шпилек корпуса реактора |
1,0 |
20,0 |
0,3 |
2,0 |
20,0 |
0,3 |
|
Гладкая и галтельная часть шпилек парогенератора |
1,0 |
10,0 |
0,2 |
2,0 |
10,0 |
0,2 |
|
Гладкая и галтельная часть шпилек корпуса реактора |
1,0 |
20,0 |
0,3 |
2,0 |
20,0 |
0,3 |
Примечания.
1. Допуск на размеры прямоугольного паза при изготовлении не должен превышать ±10 %.
2. Расположение пазов на настроечных образцах должно быть в корне резьбы вдоль витка.
3. Настроечные образцы должны изготавливаться из того же материала, что и материал зоны контроля.
4. Несплошности, сигнал от которых превышает максимально допустимый уровень, должны быть подвергнуты визуальному и измерительному и (или) капиллярному контролю, результаты которых являются окончательными.
5. Места, отремонтированные с применением сварки, при последующем контроле не подвергаются вихретоковому контролю и должны контролироваться иным поверхностным методом.
Общая
схема принятия решения по результатам эксплуатационного
неразрушающего контроля
156. Общая схема принятия решения по результатам эксплуатационного неразрушающего контроля металла оборудования, трубопроводов и других элементов АС приведена в приложении № 14 к настоящим Правилам.
157. Если по результатам эксплуатационного контроля размеры несплошностей превышают установленные в нормах, то в случае отсутствия технической возможности выполнения ремонта допустимость несплошностей должна быть обоснована. Решение о допуске в эксплуатацию объекта контроля с такими несплошностями утверждается эксплуатирующей организацией и подлежит рассмотрению уполномоченным органом государственного регулирования безопасности при использовании атомной энергии вместе с заключением организации научно-технической поддержки органа государственного регулирования безопасности при использовании атомной энергии.
XII.
Порядок разработки и применения новых норм допустимых
размеров протяженных несплошностей и отклонений
от геометрических размеров
158. Эксплуатирующая организация вправе выполнить разработку норм допустимых размеров несплошностей и отклонений от геометрических размеров, не приведенных в настоящих Правилах, по согласованию с разработчиками проекта РУ и (или) проекта АС и головной материаловедческой организацией.
159. При разработке норм допустимых размеров несплошностей или отклонений от геометрических размеров состояния металла оборудования, трубопроводов и других элементов АС в процессе эксплуатации должны учитываться:
а) физические и механические характеристики металла оборудования, трубопроводов и других элементов АС;
б) марка стали;
в) конструкция сварного соединения;
г) характер образования несплошностей или отклонений от геометрических размеров (усталостный, коррозионный, эрозионный), их расположение в металле (поверхностное, подповерхностное), ориентация несплошностей в стенке оборудования, трубопровода или другого элемента АС;
д) факторы риска при эксплуатации оборудования, трубопровода или другого элемента АС с несплошностью.
Характер несплошности, размер и ориентация, число несплошностей на единицу площади или объема должны быть таковыми, чтобы в процессе эксплуатации оборудования, трубопровода и другого элемента АС размер несплошности с учетом скорости ее роста не достигал половины критического размера в течение времени до очередного контроля.
Отклонение от геометрических размеров должно быть таким, чтобы в процессе эксплуатации уменьшение толщины стенки оборудования, трубопровода или другого элемента АС не достигало половины критического значения до очередного контроля.
160. Для применения не приведенных в настоящих Правилах норм допустимых размеров несплошностей и отклонений от геометрических размеров эксплуатирующая организация должна обратиться в уполномоченный орган государственного регулирования безопасности при использовании атомной энергии с заявлением о включении указанных норм в условия действия лицензии на эксплуатацию блока АС.
161. Вместе с заявлением должен быть представлен отчет, содержащий расчетно-экспериментальное обоснование норм оценки качества оборудования, трубопроводов и других элементов АС с допустимыми несплошностями или отклонениями от геометрических размеров и условия их применения.
162. Расчетно-экспериментальное обоснование должно содержать:
а) определение параметров расчетной трещины или зоны с отклонениями от геометрических размеров на основе правил схематизации;
б) анализ возможных механизмов роста трещин или увеличения размеров отклонений;
в) анализ предельных состояний зоны контроля с расчетной трещиной или с отклонениями от геометрических размеров;
г) оценку характеристик металла в зоне контроля, необходимых для расчетов на прочность с учетом продолжительности и условий эксплуатации;
д) определение параметров напряженно-деформированного состояния в условиях эксплуатации и при сейсмических воздействиях;
е) анализ выполнения условий прочности с учетом установленных коэффициентов запаса прочности на конец планируемого периода эксплуатации;
ж) заключение о возможности допуска в эксплуатацию оборудования, трубопроводов и других элементов АС с несплошностями или отклонениями от геометрических размеров до следующего контроля, либо на весь период планируемой эксплуатации.
XIII.
Оценка качества сварных соединений и наплавленных
поверхностей при ремонте
163. Оценка качества сварных соединений и наплавленных поверхностей при ремонте оборудования, трубопроводов и других элементов АС должна проводиться по нормам, установленным в главе XI настоящих Правил.
164. При обнаружении недопустимых несплошностей и (или) отклонений от геометрических размеров в металле оборудования, трубопроводов и других элементов АС результаты обследования дефектного узла должны быть оформлены актом.
165. В акте обследования дефектного узла должны содержаться следующие сведения:
а) дата обнаружения дефекта;
б) наименование оборудования, трубопровода, другого элемента АС, сборочной единицы (детали);
в) номер чертежа сборочной единицы (детали), сварного соединения;
г) наименование организации-изготовителя (монтажной организации);
д) марка металла дефектного узла;
е) срок эксплуатации оборудования, трубопровода, другого элемента АС, сборочной единицы (детали) на момент обнаружения дефекта;
ж) признаки, по которым обнаружен дефект;
з) условия эксплуатации (среда, рабочее давление, температура, параметры режимов и количество циклов нагружения, проведенных гидравлических испытаний), набранный флюенс нейтронов, время работы РУ и (или) АС на мощности, нарушения проектных режимов;
и) место расположения, характер, размеры и конфигурация дефекта;
к) дополнительные методы контроля, применявшиеся при обследовании;
л) результаты испытаний по определению механических характеристик, результаты металлографических исследований, причины повреждения металла;
м) случаи повреждения этого или аналогичного узла ранее, в том числе и на других АС;
н) перечень мероприятий по устранению дефекта и предотвращению подобных повреждений при дальнейшей эксплуатации.
Допускается в акт обследования дефектного узла вносить дополнительные сведения.
166. При неудовлетворительных результатах неразрушающего контроля акт обследования дефектного узла до пуска блока АС в эксплуатацию должен направляться разработчикам проекта РУ и (или) проекта АС, организации-изготовителю и в орган государственного регулирования безопасности при использовании атомной энергии.
167. При неудовлетворительных результатах контроля дальнейшая эксплуатация оборудования, трубопроводов и других элементов АС допускается только после устранения дефектов.
168. В случае обнаружения недопустимых несплошностей при выполнении контроля состояния поверхности оборудования, трубопроводов и других элементов АС должна быть проведена послойная выборка и контроль полноты удаления несплошностей с фиксацией результатов контроля.
169. При проведении ремонта должен проводиться контроль полноты удаления дефектов методами, установленными в технологической документации на ремонт.
170. Контроль отремонтированных участков сварных соединений и наплавленных поверхностей должен проводиться теми же методами контроля, которыми был выявлен дефект. При выполнении ремонта с использованием сварки должен быть проведен контроль отремонтированного участка сварного соединения и/или наплавленной поверхности. Объемы и методы контроля отремонтированных участков сварного соединения и/или наплавленной поверхности должны быть установлены в ремонтной конструкторско-технологической документации.
171. Результаты контроля после ремонта должны быть использованы для фиксации новых данных о предэксплуатационном состоянии металла отремонтированных сварных соединений и (или) наплавленных поверхностей.
XIV. Документация
Требования к разработке документации по контролю
172. Документация по контролю (методики или инструкции по контролю и (или) технологической карты контроля, и (или) технологический процесс по контролю) должна разрабатываться в соответствии со стандартизированными унифицированными методиками контроля.
173. Все подготовительные и контрольные операции должны быть включены в документацию по контролю.
174. Документация по контролю должна быть согласована с головной материаловедческой организацией только при наличии отступлений от стандартизированных унифицированных методик контроля.
175. Эксплуатирующей организацией должны разрабатываться схемы контроля оборудования, трубопроводов и других элементов АС на основании паспортов, конструкторской документации, исполнительных пространственных схем трубопроводов или разверток оборудования, с указанием зон контроля.
Схемы контроля оборудования, трубопроводов и других элементов АС должны содержать:
а) наименование и регистрационный номер;
б) номер помещения, в котором размещается зона контроля;
в) зоны контроля;
г) материал зоны контроля (марка стали);
д) толщины стенок в зонах контроля;
е) сечения и точки измерения твердости и толщины.
Эксплуатирующая организация должна обеспечивать поддержание схем контроля в актуальном состоянии, а также возможность применения компьютерных графических программ.
Требования к учетной документации
176. Результаты по неразрушающему и разрушающему контролю оборудования, трубопроводов и других элементов АС должны вноситься в журналы.
177. В журналах должны быть указаны сведения, на основании которых будет заноситься информация в заключение (протокол) по контролю.
178. Формы журналов и порядок их ведения (в том числе хранения, внесения изменений и организации доступа к ним) должны устанавливаться эксплуатирующей организацией.
179. Порядок ведения учетной документации должен обеспечить возможность восстановления результатов контроля в случае утраты или порчи отчетной документации.
Требования к отчетной документации
180. На основании учетной документации должна оформляться отчетная документация в виде заключения (протокола).
181. Отчетной документации должен быть присвоен регистрационный номер.
182. Отчетная документация должна оформляться на бумажном носителе информации.
183. Описание несплошностей и отклонений от геометрических размеров в отчетной документации по неразрушающему контролю должно обеспечивать возможность сравнения и оценки текущего и исходного состояния металла оборудования, трубопроводов и других элементов АС.
184. В случае выявления несплошностей металла к отчетной документации по результатам контроля должна прилагаться дефектограмма выявленных несплошностей металла.
В дефектограмме должны быть обозначены все несплошности, подлежащие фиксации конкретным методом контроля, с указанием характеристик несплошностей и отклонений от геометрических размеров, а также их местоположения на объекте контроля согласно маркировке, выполненной в соответствии с требованиями пункта 13 настоящих Правил.
185. После завершения неразрушающего контроля в объеме рабочей программы контроля должен быть оформлен акт (отчет) о состоянии металла оборудования, трубопроводов и других элементов АС с учетом результатов дополнительного контроля.
186. В акте (отчете) по неразрушающему контролю, выполненному в плановый останов блока АС, должны быть приведены:
а) номер типовой программы контроля;
б) номер рабочей программы контроля металла;
в) наименование объекта контроля;
г) срок эксплуатации контролируемого оборудования, трубопроводов или других элементов АС на момент контроля;
д) обозначение зоны контроля оборудования, трубопровода и другого элемента АС;
е) результаты контроля (параметры и координаты расположения несплошностей, отклонений от геометрических размеров и дефектов) с приложением дефектограмм;
ж) обобщенный анализ результатов контроля;
з) отступления от рабочей программы контроля;
и) протоколы, содержащие сравнительный анализ результатов неразрушающего контроля с результатами предыдущего контроля и оценкой развития несплошностей или отклонений от геометрических размеров.
Акт (отчет) должен быть подписан представителями организаций, участвующих в проведении контроля и утвержден главным инженером АС.
187. После завершения неразрушающего контроля, выполненного в плановый останов, должен быть сформирован комплект документации, подлежащий архивному хранению в течение всего срока эксплуатации блока АС, включающий:
а) рабочую программу контроля металла оборудования, трубопроводов и других элементов АС;
б) акт (отчет) по результатам неразрушающего контроля;
в) заключения (протоколы) по результатам неразрушающего контроля;
г) схемы расположения зон контроля;
д) решения, на основании которых проводился дополнительный контроль.
188. Протоколы и акты (отчеты) являются отчетной документацией по контролю образцов-свидетелей и образцов, вырезанных из оборудования, трубопроводов и других элементов АС.
189. В акте (отчете) по разрушающему контролю должны быть приведены:
а) номер программы разрушающего контроля;
б) срок эксплуатации оборудования, трубопроводов и других элементов АС на момент контроля;
в) обозначение зоны вырезки образцов из оборудования, трубопроводов и других элементов АС;
г) сведения о материалах, из которых были изготовлены образцы-свидетели, и характеристики их исходного состояния;
д) зоны расположения образцов-свидетелей и их характеристики (вид теплоносителя, рабочее давление, температура, поток и флюенс нейтронов, время эксплуатации);
е) виды контроля и методики проведения контроля;
ж) результаты контроля;
з) обобщенный анализ результатов контроля.
190. Отчетная документация по результатам контроля образцов-свидетелей и образцов, вырезанных из оборудования, трубопроводов и других элементов АС, должна быть подписана представителями организаций, участвующих в проведении контроля и утверждена главным инженером АС.
191. После завершения разрушающего контроля должен быть сформирован комплект документов, подлежащий архивному хранению в течение всего срока эксплуатации блока АС, включающий:
а) программу разрушающего контроля оборудования, трубопроводов и других элементов АС;
б) акт (отчет) по результатам разрушающего контроля;
в) протоколы по результатам разрушающего контроля.
Требования
к форме и содержанию заключения (протокола)
по неразрушающему контролю
192. Эксплуатирующая организация должна установить форму отчетных документов по каждому методу неразрушающего контроля.
193. Заключения (протоколы) по неразрушающему контролю каждым методом должны содержать следующие данные:
а) наименование АС и номер блока;
б) наименование подразделения или организации, выполнявшей контроль;
в) наименование, шифр или обозначение (номер) оборудования, трубопровода и (или) другого элемента АС, класс безопасности;
г) номер схемы расположения зон контроля (исполнительной схемы);
д) наименование зоны контроля;
е) метод контроля;
ж) номер технологической карты контроля (при использовании);
з) сведения о проведенной термической обработке (если таковая проводилась);
и) ссылки на методику контроля и нормы оценки качества;
к) типы и заводские номера аппаратуры, средств контроля, преобразователей и дополнительных принадлежностей, данные об их поверке или калибровке;
л) основные параметры контроля;
м) сведения о выявленных несплошностях или отклонениях от геометрических размеров оборудования, трубопроводов и других элементов АС и местах их расположения с приложением дефектограммы (при необходимости);
н) оценку качества по результатам контроля;
о) фамилии, имена, отчества, подписи, номера и сроки действия квалификационных удостоверений персонала, выполнившего контроль и оценку качества;
п) дату проведения контроля.
Допускается в заключения (протоколы) по неразрушающему контролю вводить дополнительные данные.
Требования к хранению документации
194. Эксплуатирующей организацией должны быть обеспечены условия для хранения документации по неразрушающему и разрушающему контролю, указанной в пунктах 188 и 190 настоящих Правил, исключающие ее утрату, порчу и несанкционированный доступ к содержащейся в ней информации в течение всего срока эксплуатации блока АС.
ПРИЛОЖЕНИЕ № 1
|
к
федеральным нормам и правилам в области |
АС - атомная станция
БН - реактор на быстрых нейтронах
Ду - диаметр условный
ВВЭР - водо-водяной энергетический реактор
РБМК - реактор большой мощности канальный
РУ - реакторная установка
РУ ВВЭР- 440 - реакторная установка с водо-водяным энергетическим реактором электрической мощностью в 440 МВт
РУ ВВЭР-1000 - реакторная установка с водо-водяным энергетическим реактором электрической мощностью в 1000 МВт
ЭГП - энергетический гетерогенный петлевой реактор
ЭЛС - электронно-лучевое соединение
ПРИЛОЖЕНИЕ № 2
|
к
федеральным нормам и правилам в области |
1. Браковочный уровень чувствительности - уровень чувствительности, при превышении которого выявленная несплошность относится к дефекту.
2. Включение - полость в металле шва или в наплавленном металле, заполненная газом, шлаком или инородным металлом (пора, шлаковое или вольфрамовое включение). Вольфрамовое включение - внедрившаяся в металл шва или в наплавленный металл нерасплавленная частица (осколок) вольфрамового электрода. Шлаковое включение - заполненная шлаком полость в металле шва или в наплавленном металле.
3. Включение одиночное - включение, минимальное расстояние от края которого до края любого другого соседнего включения - не менее максимальной ширины каждого из рассматриваемых включений, но не менее трехкратного максимального размера включений с меньшим значением этого показателя.
4. Дефект - каждое отдельное несоответствие оборудования, трубопроводов и других элементов АС, установленным требованиям.
5. Дефектограмма - условное обозначение на носителе информации зоны контроля с указанием начальной точки, направления контроля, дефектов и зафиксированных несплошностей.
6. Зона контроля - объем металла либо площадь поверхности оборудования, трубопровода или другого элемента АС, подвергаемых контролю.
7. Контрольный уровень чувствительности (уровень фиксации) - уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
8. Коэффициент опережения - величина усредненного по образцам-свидетелям расчетно-экспериментального значения плотности потока (или флюенса) нейтронов с Е больше 0,5 МэВ, воздействовавших на испытываемый комплект образцов-свидетелей за все время их облучения, к соответствующему максимальному значению данной величины в интересующей зоне внутренней поверхности корпуса реактора за период облучения образцов - свидетелей (коэффициент опережения показывает, во сколько раз по времени быстрее флюенс накапливается на образцах - свидетелях, чем на корпусе).
9. Несплошность - нарушение однородности материала, вызывающее скачкообразное изменение одной или нескольких физических характеристик, определяемых методами неразрушающего контроля. Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений.
10. Неразрушающий контроль - контроль, при котором не нарушается пригодность оборудования, трубопроводов и других элементов АС к применению по назначению.
11. Отслоение - нарушение сплошности сплавления наплавленного металла с основным на деталях (изделиях) с наплавленным антикоррозионным покрытием или предварительно наплавленных кромок под сварку с основным металлом.
12. Протяженность сварного соединения - длина сварного соединения, определяемая по его наружной поверхности (для угловых и тавровых сварных соединений - по наружной поверхности привариваемой детали у края углового шва).
13. Разрушающий контроль - контроль, при котором предусматривается полное или частичное разрушение объекта контроля.
14. Скопление - два или несколько включений с наибольшим размером более 0,2 мм, минимальное расстояние между краями которых меньше установленного для одиночных включений, но не менее максимальной ширины каждого из двух рассматриваемых любых соседних включений.
15. Технологический дефект - дефект, возникший в результате нарушения технологии изготовления, монтажа, ремонта, складирования или транспортирования оборудования, блоков трубопроводов и других элементов АС.
16. Эксплуатационный дефект - дефект, возникший в процессе эксплуатации оборудования, трубопроводов и других элементов АС.
В настоящих Правилах не приводятся определения общепринятых технических терминов, а также терминов, установленных в федеральных законах и федеральных нормах и правилах в области использования атомной энергии.
ПРИЛОЖЕНИЕ № 3
|
к
федеральным нормам и правилам в области |
Требования к контролю радиационного охрупчивания и
температурного
старения металла
1. Зоны контроля оборудования, конструкция, количество и места размещения образцов-свидетелей определяются конструкторской документацией в соответствии с Правилами устройства и безопасной эксплуатации.
2. Программа контроля по образцам-свидетелям или образцам, вырезанным из корпуса реактора, должна быть частью конструкторской документации.
3. Организация работ по учету флюенса быстрых нейтронов с энергией больше 0,5 МэВ на корпусах реакторов АС должна осуществляться эксплуатирующей организацией.
4. Контроль радиационного охрупчивания металла облучаемых элементов АС при эксплуатации должен включать:
а) контроль текущего значения параметров нейтронного облучения в зонах контроля, полученного в результате мониторинга;
б) оценку параметров нейтронного облучения металла образцов-свидетелей и зон контроля;
в) контроль параметров радиационного охрупчивания и температурного старения металла образцов-свидетелей;
г) контроль параметров радиационного охрупчивания металла по образцам, вырезанным из зоны контроля (при необходимости);
д) контроль температуры облучения образцов-свидетелей.
Возможность и необходимость вырезки образцов из зоны контроля с целью установления параметров радиационного охрупчивания должна быть обоснована эксплуатирующей организацией.
5. Контроль температурного старения металла необлучаемых элементов АС при эксплуатации должен включать:
а) контроль параметров температурного старения металла образцов-свидетелей;
б) контроль температуры выдержки образцов из температурных комплектов.
6. Контроль параметров радиационного охрупчивания и температурного старения должен включать определение механических свойств металла (предела текучести, предела прочности, относительного удлинения, относительного сужения), характеристик сопротивления хрупкому разрушению (критической температуры хрупкости и (или) вязкости разрушения), характеристик длительной прочности и ползучести (для РУ типа БН).
7. Испытания облучаемых и температурных комплектов должны проводиться на том же оборудовании и с использованием тех же методик испытаний и обработки экспериментальных результатов, которые были использованы при испытаниях контрольных комплектов.
8. Выгрузка и испытания образцов-свидетелей должны осуществляться не менее 6 раз за проектный срок службы. Первый раз выгрузка и испытания образцов-свидетелей должны проводиться не позднее, чем через 10 лет после начала эксплуатации.
9. Образцы-свидетели должны устанавливаться внутри корпуса реактора с коэффициентом опережения по флюенсу нейтронов, обеспечивающим подтверждение принятых в проекте РУ характеристик металла на период до следующей выгрузки образцов-свидетелей.
10. Результаты испытаний должны быть оформлены в виде отчета и использованы при обосновании безопасной эксплуатации РУ.
ПРИЛОЖЕНИЕ № 4
|
к
федеральным нормам и правилам в области |
1. Необходимость применения риск-ориентированного подхода при назначении объемов и периодичности эксплуатационного неразрушающего контроля в типовой программе эксплуатационного неразрушающего контроля, а также необходимый для этого перечень и объем расчетных и экспериментальных обоснований определяются эксплуатирующей организацией по согласованию с разработчиками проекта РУ и (или) проекта АС.
2. Сокращение количества зон контроля и увеличение периодичности контроля, установленных в типовой программе контроля, должно выполняться на основе применения риск-ориентированного подхода в соответствии с методикой, разрабатываемой эксплуатирующей организацией по согласованию с разработчиками проекта РУ и (или) проекта АС.
3. В результате применения риск-ориентированного подхода должны быть определены наиболее важные для безопасности зоны контроля оборудования и трубопроводов АС и должно быть проведено группирование зон контроля оборудования и трубопроводов по степени влияния их разрушения на безопасность АС.
4. Риск для зон контроля оборудования и трубопроводов АС определяется как произведение:
|
R = Pf⋅C, |
(4.1) |
где: Pf - вероятность разрушения зоны контроля;
С - последствия этого разрушения.
5. При выполнении вероятностного анализа разрушения зоны контроля должны учитываться статистические характеристики исходных данных, к которым относятся статистические распределения механических свойств металла, плотность распределения начальной дефектности (несплошностей), вероятность обнаружения дефектов (несплошностей) методами неразрушающего контроля, а также частоты режимов нагружения зоны контроля.
6. Вероятность разрушения зоны контроля должна быть определена для различных периодов времени, например, для всего срока эксплуатации и для периода между планово-предупредительными ремонтами. Вероятность разрушения должна уточняться в процессе эксплуатации с учетом фактической реализации режимов эксплуатации зоны контроля, результатов проведения эксплуатационного неразрушающего контроля и выполненных ремонтов. Расчет вероятности разрушения зоны контроля должен выполняться с учетом подрастания несплошностей во время эксплуатации.
7. Оценка последствий С разрушений зон контроля оборудования и трубопроводов должна проводиться на основе вероятностного анализа безопасности первого уровня и второго уровня. В качестве источников радиоактивности при анализе последствий должно быть рассмотрено ядерное топливо в активной зоне реактора.
8. Наихудшими последствиями для АС следует рассматривать запроектную аварию и ее самое неблагоприятное развитие, связанное с плавлением активной зоны.
9. Порядок проведения оценки последствий разрушения зон контроля должен быть установлен эксплуатирующей организацией по согласованию с разработчиками проекта РУ и (или) проекта АС.
Методика применения риск-ориентированного подхода должна содержать порядок выполнения этапов, количество и содержание которых зависит от условия, применялся ли ранее риск-ориентированный подход для рассматриваемой АС.
10. В случае первичного применения риск-ориентированного подхода, должны быть выполнены следующие работы:
1) определение перечня зон контроля оборудования и трубопроводов АС, которые рассматриваются для практического применения риск-ориентированного подхода.
2) сбор и анализ информации, необходимой для выполнения оценки риска:
а) анализ условий эксплуатации блока АС;
б) определение нагрузок на зоны контроля;
в) установление механизмов деградации, превалирующих при эксплуатации узлов;
г) выполнение вероятностного анализа разрушения для зон контроля и составление перечня исходных событий;
д) оценка последствий разрушения для всех зон контроля, включенных в перечень на основе вероятностного анализа безопасности;
е) определение риска R для каждой отдельной зоны контроля;
ж) анализ чувствительности значений риска к допущениям, принимаемым в подпунктах «б», «в», «г», «д» настоящего пункта, то есть к изменению параметров, определяющих основные допущения численных моделей в расчетах и исходных данных;
з) анализ неопределенностей при численном моделировании процессов деградации;
3) определение уровней оценки риска и приемочных критериев; заключение о полноте и приемлемости полученных данных по подпунктам 1 и 2 настоящего пункта экспертами, привлекаемыми эксплуатирующей организацией;
4) группирование зон контроля по категориям риска в соответствии с таблицей № 4.1 настоящего приложения;
5) назначение требований к эксплуатационному неразрушающему контролю в соответствии с подпунктом 4 настоящего пункта, в зависимости от категории риска; для наиболее опасных с точки зрения риска зон контроля необходимо проведение оценки выполненного ранее группирования зон контроля на основе детерминистских расчетов;
6) анализ результатов оценки соответствия систем эксплуатационного неразрушающего контроля;
7) оценка влияния результатов эксплуатационного неразрушающего контроля на значения рисков; при существенном изменении риска на порядок и более в вероятностном измерении должен проводиться пересмотр категорий риска зон контроля оборудования и трубопроводов АС.
11. Группирование зон контроля оборудования и трубопроводов по категориям риска от высокого до низкого уровня, согласно величине риска, должно быть представлено по форме таблицы № 4.1 настоящего приложения по двум шкалам: по вероятности разрушения Pf и по последствиям С.
|
Вероятность разрушения оборудования и трубопроводов, Рf |
Последствия разрушения оборудования и трубопроводов, С |
|||
|
отсутствуют |
низкие |
средние |
высокие |
|
|
высокая |
низкий риск |
средний риск |
большой риск |
большой риск |
|
средняя |
малый риск |
низкий риск |
средний риск |
большой риск |
|
низкая |
малый риск |
малый риск |
низкий риск |
средний риск |
12. Для принятия решений по изменению объемов и периодичности эксплуатационного неразрушающего контроля должны быть проанализированы:
а) чувствительность рисков к ключевым допущениям при вероятностном анализе разрушения и вероятностном анализе безопасности и к неопределенностям, если они могут иметь существенное влияние на группирование;
б) чувствительность рисков к погрешностям эксплуатационного неразрушающего контроля;
в) чувствительность рисков к эффективности системы обнаружения течи.
13. Границы между уровнями вероятности разрушения и последствиями разрушения должны быть установлены эксплуатирующей организацией по согласованию с разработчиками проекта РУ и (или) проекта АС.
14. Возможно объединение групп зон контроля оборудования и трубопроводов с различными категориями риска в соответствии с таблицей № 4.1 настоящего приложения на основе расчетных анализов и с учетом технологического регламента эксплуатации блока АС. Для групп «малого риска», при доказанном отсутствии последствий, основными критериями для сокращения количества зон контроля и увеличения периодичности эксплуатационного неразрушающего контроля являются стоимости простоя блока и ремонтных работ.
15. Для зон контроля, для которых применяется риск-ориентированный подход периодически должны выполняться:
а) расчетный анализ текущего состояния зоны контроля, основанный на:
перечне мероприятий реализованных за прошедший период работы блока АС;
накопленной повреждаемости, включая образование и подрастание несплошностей;
изменении свойств металла;
изменении статистических распределений, использованных в вероятностном анализе разрушения и вероятностном анализе безопасности, включая показатели надежности;
б) уточнение метода неразрушающего контроля и методики контроля конкретной зоны (при необходимости);
в) дополнительный детерминистский расчет состояния зоны контроля в случае увеличения роста несплошности;
г) пересмотр категории зоны контроля;
д) расчет чувствительности вероятностного анализа разрушения и вероятностного анализа безопасности к изменению статистических распределений и рассмотрение необходимости пересчета риска для конкретной зоны контроля.
С учетом подпунктов «в» и «г» пункта 15 настоящего приложения может быть принято решение о внесении изменений в типовую программу эксплуатационного неразрушающего контроля.
ПРИЛОЖЕНИЕ № 5
|
к
федеральным нормам и правилам в области |
1. Нормы устанавливают размеры допустимых протяженных несплошностей кольцевой ориентации (вдоль сварного шва, в околошовной зоне) в кольцевых сварных соединениях:
а) опускных и напорных трубопроводов;
б) водоуравнительных трубопроводов;
в) трубопроводов системы продувки и расхолаживания;
г) трубопроводов и коллекторов системы аварийного охлаждения реактора.
2. Нормы не распространяются на:
а) кольцевые сварные соединения с несплошностями, ориентированными по оси трубопровода;
б) кольцевые сварные соединения приварки днищ раздаточных групповых коллекторов и сварные соединения раздаточных групповых коллекторов;
в) кольцевые сварные соединения с несплошностями кольцевой ориентации, расположенными в наплавленном металле сварного шва;
г) кольцевые сварные соединения после их выполнения или ремонта;
д) кольцевые сварные соединения, прошедшие обработку по технологии обжатия и отремонтированные методом ремонтной наплавки;
е) продольные сварные соединения штампосварных колен.
3. Сварные соединения с несплошностями, выявленные ультразвуковым методом контроля, допускаются в эксплуатацию до следующего контроля при условии, что геометрические размеры несплошностей после их схематизации не превышают значений, приведенных в таблице № 5.1 настоящего приложения.
|
Высота несплошности, мм не более |
Протяженность несплошности, мм не более |
Межконтрольный период, год |
|
6 |
150 |
1 |
|
6 |
130 |
2 |
|
4 |
90 |
4 |
|
3 |
40 |
6 |
|
2 |
не регламентируется |
8 |
Примечание.
Допустимая суммарная протяженность нескольких зафиксированных в одном сварном соединении несплошностей не должна превышать максимально допустимую протяженность одной несплошности максимально допустимой высоты.
4. При определении периода между двумя контролями высота и протяженность измеренной несплошности должна удовлетворять ограничениям таблицы № 5.1 настоящего приложения по каждому параметру.
ПРИЛОЖЕНИЕ № 6
|
к
федеральным нормам и правилам в области |
1. Нормы устанавливают допустимые размеры протяженных несплошностей для сварных соединений трубопроводов Ду800, изготовленных из углеродистых сталей с наплавкой на внутренней поверхности, включая сварные соединения трубных блоков, гибов, тройников, патрубков тройников Ду800 следующей ориентации:
а) для кольцевых сварных соединений на продольные и продольных сварных соединений на поперечные несплошности;
б) для кольцевых сварных соединений на поперечные и продольных сварных соединений на продольные несплошности.
2. Нормы распространяются на сварные соединения:
а) выполненные перлитными сварочными материалами;
б) подвергнутые ремонту перлитными сварочными материалами;
в) подвергнутые ремонту аустенитными сварочными материалами.
3. Нормы не распространяются на:
а) разнородные сварные соединения расходомерных шайб с трубой Ду800;
б) сварные соединения расходомерных шайб;
в) сварные соединения, перлитная часть которых имеет контакт с теплоносителем.
4. Сварные соединения трубопроводов Ду800 допускаются в эксплуатацию с протяженными несплошностями, размеры которых не превышают значений, приведенных в таблице № 6.1 настоящего приложения для кольцевых сварных соединений на продольные и продольных сварных соединений на поперечные несплошности и таблице № 6.2 настоящего приложения - для кольцевых сварных соединений на поперечные и продольных сварных соединений на продольные несплошности.
|
Высота несплошности, мм |
Протяженность несплошности, мм |
|
4 |
110 |
|
6 |
75 |
|
8 |
55 |
|
10 |
45 |
|
12 |
35 |
|
14 |
30 |
Примечание.
Несплошности высотой менее 4,0 мм являются допустимыми независимо от их протяженности.
|
Высота несплошности, мм |
Протяженность несплошности, мм |
|
4 |
120 |
|
6 |
80 |
|
8 |
60 |
|
10 |
50 |
|
12 |
40 |
|
14 |
30 |
Примечание.
Несплошности высотой менее 4,0 мм являются допустимыми независимо от их протяженности.
5. При обнаружении в одном сварном соединении нескольких несплошностей, они должны быть схематизированы. Допустимость схематизированной несплошности соответствующей ориентации устанавливается по таблице № 6.1 или таблице № 6.2 настоящего приложения.
6. Каждое сварное соединение, допущенное в эксплуатацию с протяженной несплошностью по настоящим нормам должно пройти эксплуатационный контроль при очередном плановом останове блока АС. В случае если изменения ранее зафиксированных размеров протяженной несплошности не превышают значений, установленных в таблицах № 6.1 и 6.2 настоящего приложения с учетом погрешностей средств и методик контроля, то сварное соединение допускается в эксплуатацию с установленной настоящими Правилами периодичностью контроля.
ПРИЛОЖЕНИЕ № 7
|
к
федеральным нормам и правилам в области |
1. Нормы устанавливают допустимые размеры протяженных несплошностей для сварных соединений напорного и всасывающего коллекторов и сварных соединений приварки патрубков Ду800, изготовленных из углеродистых сталей с наплавкой на внутренней поверхности следующей ориентации:
а) для кольцевых сварных соединений на продольные и продольных сварных соединений на поперечные несплошности;
б) для кольцевых сварных соединений на поперечные и продольных сварных соединений на продольные несплошности.
2. Нормы не применимы для оценки качества сварных соединений, углеродистая часть которых имеет контакт с теплоносителем, а также для оценки качества сварных соединений после их выполнения или ремонта.
3. Сварные соединения допускаются в эксплуатацию с несплошностями, размеры которых не превышают значений, приведенных в таблице № 7.1 настоящего приложения. При обнаружении в одном сварном соединении нескольких несплошностей, они должны быть схематизированы. Допустимость схематизированной несплошности устанавливается по таблице № 7.1 настоящего приложения.
|
Отношение полуосей несплошности а/с* |
a/S*, % |
|||
|
Элемент контура многократной принудительной циркуляции |
||||
|
Сварные соединения коллектора (S* меньше или равно 80 мм) |
Сварное соединение приварки патрубка Ду800 к коллектору |
|||
|
подповерхностная несплошность |
поверхностная несплошность |
подповерхностная несплошность |
поверхностная несплошность |
|
|
0,01** |
5,8 |
6,2 |
2,4 |
3,9 |
|
0,04 |
6,4 |
6,7 |
6,6 |
6,2 |
|
0,06 |
6,6 |
6,9 |
6,8 |
6,6 |
|
0,10 |
7,0 |
7,3 |
7,0 |
7,1 |
|
0,20 |
8,1 |
8,2 |
7,8 |
8,1 |
|
0,30 |
8,9 |
9,1 |
8,7 |
9,1 |
|
0,40 |
9,9 |
10,3 |
9,6 |
10,3 |
|
0,50 |
11,2 |
11,7 |
10,9 |
11,7 |
|
0,60 |
12,7 |
13,2 |
12,3 |
13,2 |
|
0,70 |
13,9 |
13,2 |
13,9 |
13,2 |
|
0,80 |
15,2 |
13,2 |
15,2 |
13,2 |
|
0,90 |
16,5 |
13,2 |
16,5 |
13,2 |
Примечания.
* Пояснительные рисунки 1 и 2 представлены в приложении № 9 к настоящим Правилам.
** при а/с меньше 0,01 допускаемые значения a/S выбираются из строки соответствующей а/с = 0,01
1. Для подповерхностной несплошности должно сохраняться условие, что минимальное расстояние между контуром несплошности и поверхностью (Zв) больше, чем величина а/2 (Zв больше а/2). В противном случае несплошность рассматривается как поверхностная с высотой, равной (Zв + 2а), где 2а - высота поверхностной несплошности.
2. Высота несплошности определяется умножением величины a/S, взятой из таблицы, на S/100 для поверхностной несплошности, и на 2S/100 - для подповерхностной несплошности.
4. В случае невозможности применения средств и методик ультразвукового контроля, определяющих геометрические размеры выявленных несплошностей, допускается использовать эквивалентные и условные размеры выявленных несплошностей, при этом допустимость несплошности устанавливается по таблице № 7.2 настоящего приложения.
|
Номинальная толщина сваренных деталей, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
|
|
Минимально фиксируемая (контрольный уровень чувствительности) |
Максимально допустимая (браковочный уровень чувствительности) |
|
|
До 40 включительно |
4,0 |
10,0 |
|
Выше 40 до 80 включительно |
9,0 |
18,0 |
Примечания.
1. Поисковый уровень чувствительности достигается увеличением чувствительности дефектоскопа на 6 дБ по сравнению с контрольным уровнем чувствительности.
2. Несплошность считается одиночной, если её условная протяженность на контрольном уровне чувствительности равна или меньше 20 мм для сварных соединений толщиной до 40 мм включительно и 25 мм для сварных соединений свыше 40 мм до 80 мм включительно.
3. Протяженная несплошность бракуется, если она плоскостная и ее эквивалентная площадь превышает контрольный уровень чувствительности.
4. Протяженная несплошность бракуется, если она объемная и ее эквивалентная площадь превышает браковочный уровень чувствительности.
5. Каждое сварное соединение, допущенное в эксплуатацию с несплошностью, по нормам должно пройти эксплуатационный контроль при очередном плановом останове блока АС. В случае, если изменения ранее зафиксированных размеров несплошности будут превышать значения, установленные в таблице № 7.1 настоящего приложения, или будут превышать значения условных и эквивалентных размеров, приведенных в таблице № 7.2 настоящего приложения, с учетом погрешностей средств и методик контроля, то сварное соединение подлежит ремонту. В случае, если изменения ранее зафиксированных размеров несплошности не превышают значений, установленных в таблицах № 7.1 или 7.2 настоящего приложения, с учетом погрешностей средств и методик контроля, то сварное соединение допускается в эксплуатацию с установленной настоящими Правилами периодичностью контроля.
ПРИЛОЖЕНИЕ № 8
|
к федеральным
нормам и правилам в области |
1. Нормы устанавливают размеры допустимых несплошностей произвольной ориентации в основном металле и допустимых несплошностей в сварных соединениях (ориентированных как вдоль, так и поперек сварных соединений) в металлоконструкциях реакторов типа РБМК (схемы «Е», «ОР», «Л», «Д», «КЖ», «С», «Г», «Э»).
2. По результатам ультразвукового контроля при использовании средств и методик ультразвукового контроля с определением условных и эквивалентных размеров выявленных несплошностей допустимость несплошности устанавливается по таблице № 8.1 настоящего приложения.
3. Недопустимые по условным и эквивалентным размерам несплошности, при технической возможности должны быть проконтролированы с использованием средств и методик ультразвукового контроля, позволяющим определить геометрические размеры несплошности.
В этом случае допуск в эксплуатацию основного металла и сварных соединений металлоконструкций с несплошностями должен выполняться в соответствии с таблицами № 8.2 и 8.3 настоящего приложения.
4. Нормы допустимых несплошностей, приведенные в таблице № 8.2 настоящего приложения применяются к центральной части схем «Е» и «ОР» (круг размером R меньшим или равным 5,5 м, где R - радиус плиты).
|
Максимально
допустимая эквивалентная площадь одиночных несплошностей, мм2 |
Примечания |
|
От 4 до 10 включительно |
Несплошность не допускается при наличии хотя бы одного из следующих условий: |
|
а) несплошность оценена как протяженная; |
|
|
б) несплошность оценена как плоскостная; |
|
|
в) условная высота несплошности больше или равна 5 мм; |
|
|
г) точечные несплошности образуют скопление из двух или более несплошностей с расстоянием между ними менее половины толщины сваренных деталей |
|
|
Более 10 |
Любая несплошность не допускается |
Примечания.
1. Контрольный уровень чувствительности достигается увеличением чувствительности дефектоскопа на 6 дБ по сравнению с браковочным уровнем чувствительности.
2. Несплошность считается одиночной, если ее условная протяженность на контрольном уровне чувствительности равна или меньше 20 мм.
|
а/с* |
a/S* |
a/S* |
|
1 |
2 |
3 |
|
0,0 |
0,078 |
0,078 |
|
0,1 |
0,096 |
0,091 |
|
0,2 |
0,110 |
0,097 |
|
0,3 |
0,125 |
0,104 |
|
0,4 |
0,142 |
0,113 |
|
0,5 |
0,162 |
0,123 |
|
0,6 |
0,185 |
0,134 |
|
0,7 |
0,211 |
0,146 |
|
0,8 |
0,241 |
0,159 |
|
0,9 |
0,275 |
0,172 |
|
1,0 |
0,313 |
0,186 |
Примечания.
* Пояснительные рисунки 1 и 2 представлены в приложении № 9 к настоящим Правилам.
1. Высота несплошности определяется умножением величины a/S, взятой из таблицы на S/100 для поверхностной несплошности, и на 2S/100 - для подповерхностной несплошности.
5. Нормы допустимых несплошностей, приведенные в таблице № 8.3 настоящего приложения, применяются к периферийной части схем «Е» и «ОР» (кольцо R большем 5,5 м, где R - радиус плиты).
|
а/с* |
a/S* |
a/S* |
|
0,0 |
0,066 |
0,073 |
|
0,1 |
0,079 |
0,076 |
|
0,2 |
0,089 |
0,081 |
|
0,3 |
0,100 |
0,087 |
|
0,4 |
0,114 |
0,095 |
|
0,5 |
0,130 |
0,103 |
|
0,6 |
0,148 |
0,113 |
|
0,7 |
0,168 |
0,124 |
|
0,8 |
0,191 |
0,135 |
|
0,9 |
0,217 |
0,147 |
|
1,0 |
0,247 |
0,160 |
Примечания.
* Пояснительные рисунки 1 и 2 представлены в приложении № 9 к настоящим Правилам.
1. Высота несплошности определяется умножением величины a/S, взятой из таблицы, на S/100 для поверхностной несплошности и на 2S/100 - для подповерхностной несплошности.
6. Для схем металлоконструкций «Л», «Д», «КЖ», «С», «Г», «Э» допустимые размеры несплошностей принимаются равными 1,5 а/S, где значение a/S определяются по таблице № 8.2 настоящего приложения.
При обнаружении в одном сварном соединении нескольких несплошностей они должны быть схематизированы. Допустимость схематизированной несплошности устанавливается по таблицам № 8.2 или № 8.3 настоящего приложения.
7. Если параметры несплошности превышают установленные в таблицах № 8.1, 8.2, 8.3 настоящего приложения и при отсутствии технической возможности выполнения ремонта, допустимость несплошности должна быть обоснована с использованием данных расчета напряженно-деформированного состояния металлоконструкции. Решение о допуске в эксплуатацию металлоконструкции с такой несплошностью утверждается эксплуатирующей организацией и подлежит вместе с заключением организации научно-технической поддержки уполномоченного органа государственного регулирования безопасности при использовании атомной энергии рассмотрению уполномоченным органом государственного регулирования безопасности при использовании атомной энергии.
8. Каждая металлоконструкция, допущенная в эксплуатацию с несплошностью по нормам, должна пройти эксплуатационный контроль при очередном плановом останове блока АС. В случае если изменения ранее зафиксированных параметров несплошности превышают значения, установленные в таблицах № 8.1, 8.2, 8.3 настоящего приложения с учетом погрешностей средств и методик контроля, то металлоконструкция подлежит ремонту.
9. В случае если изменения ранее зафиксированных параметров несплошности не превышают значений, установленных в таблицах № 8.1, 8.2, 8.3 настоящего приложения, с учетом погрешностей средств и методик контроля, то металлоконструкция допускается в эксплуатацию с установленной настоящими Правилами периодичностью контроля.
ПРИЛОЖЕНИЕ № 9
|
к
федеральным нормам и правилам в области |
1. Поверхностной несплошностью считается несплошность, выходящая на поверхность объекта контроля. Поверхностная несплошность характеризуется высотой а и протяженностью 2с. Схематизация поверхностной несплошности показана на рис. 9.1 «а» и 9.2 «а» настоящего приложения.
2. Подповерхностной несплошностью считается несплошность, расположенная внутри толщины металла объекта контроля. Подповерхностная несплошность характеризуется высотой 2а и протяженностью 2с. Схематизация подповерхностной несплошности в виде эллипса показана на рис. 9.1 «б» и 9.2
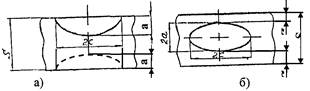
Рис. 9.1. Несплошности, ориентированные в продольном
направлении (вдоль
продольной оси оборудования или трубопровода, или поперек сварного соединения):
а) поверхностная несплошность, б)
подповерхностная несплошность
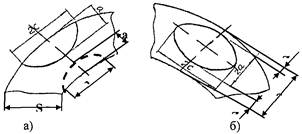
Рис. 9.2. Несплошности, ориентированные в кольцевом
направлении (поперек
продольной оси оборудования или трубопровода, или вдоль сварного соединения):
а) поверхностная несплошность, б)
подповерхностная несплошность
ПРИЛОЖЕНИЕ № 10
|
к федеральным
нормам и правилам в области |
1. Нормы устанавливают размеры допустимых отклонений и несплошностей в технологических каналах и каналах системы управления и защиты РУ РБМК, выявленные методами визуального (телевизионного) контроля и ультразвукового контроля при проведении внутриреакторного контроля.
2. Нормы не распространяются на послереакторный контроль.
3. Технологические каналы и каналы системы управления и защиты допускаются в эксплуатацию с отклонениями и несплошностями, размеры которых не превышают значений, приведенных в таблице № 10.1 настоящего приложения при условии, что другие параметры (наружный диаметр, толщина стенки, увеличение длины за счет ползучести, стрела прогиба, величина телескопического соединения трактов, состояние графитовой кладки) находятся в пределах, заданных типовой (регламентом) и рабочей программами с учетом фактического состояния каждого блока АС.
4. Контролируемые элементы реактора, к которым по конструкционным особенностям и радиационной обстановке имеется ограниченный доступ для проведения контроля неразрушающими методами, должен проводиться с применением дистанционных средств контроля.
5. Системы эксплуатационного неразрушающего контроля, применяемые для внутриреакторного контроля, должны обеспечивать выполнение всех требований настоящих Правил.
|
Зона контроля |
Метод контроля |
Контролируемый параметр |
Критерии оценки |
Примечание |
|
Технологический канал |
||||
|
Внутренняя поверхность средней части канала - Сб. 31 |
Визуальный или телевизионный |
Наличие или отсутствие оксидной пленки и отложений |
Наличие: железоокисных отложений; поверхностных несплошностей типа рисок, трещин, выбоин и резкого изменения рельефа поверхности; осыпания железоокисных отложений и/или пленки оксида циркония. Количественно не регламентируются |
По виду оксидной пленки. При черно-белом изображении по степени черноты (черная, серая, белая), при возможности получения цветного изображения - по цвету |
|
Поверхностные неоднородности на внутренней стенке трубы (трещины, риски и задиры до основного металла) |
В статическом режиме контроля должны выявляться и фиксироваться все неоднородности (отклонения) всех видов и направлений с размерами более 1,0×1,0 мм. Отнесение выявленных неоднородностей к дефектам производится по результатам анализа эксплуатирующей организацией совместно с разработчиком проекта РУ |
|
||
|
Состояние стыков «сталь-цирконий» переходников (наличие отложений и их отслоений) |
Наличие: раскрытия внутренних стыков переходников «сталь-цирконий», или выкрашивания отложений на нем; поверхностных несплошностей типа рисок, трещин, выбоин и резкого изменения рельефа поверхности; осыпания железоокисных отложений и/или пленки оксида циркония. Количественно не регламентируются |
По виду оксидной пленки. При черно-белом изображении по степени черноты (черная, серая, белая), при возможности получения цветного изображения - по цвету |
||
|
Технологический канал |
||||
|
Труба и ЭЛС средней части канала - Сб. 31 |
Ультразвуковой |
Наличие и протяженность несплошностей (трещины, выработки, риски) |
Качество основного металла и металла ЭЛС считается неудовлетворительным, если: амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала от эталонного отражателя типа риски глубиной 1,0 мм; амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала от эталонного отражателя типа риски глубиной 0,5 мм (уровень фиксации), при этом условная протяженность несплошности на уровне фиксации составляет 8,0 мм и более. При появлении множественных (более одной) несплошностей с параметрами несплошностей, не превышающих указанные выше, вопрос о дальнейшей эксплуатации технологического канала решается подготовкой эксплуатирующей организацией совместно с разработчиком проекта РУ специального обоснования |
При обнаружении несплошностей с условными размерами более допустимых требуется замена технологического канала или разработка специального обоснования, Несплошности считаются одиночными, если расстояние между ними не менее условной протяженности 8,0 мм |
|
Переходники «сталь-цирконий» (нижний и верхний внутренние стыки) |
Ультразвуковой |
Наличие раскрытия стыков и несплошностей (трещин) |
Фиксации подлежит раскрытие стыков. Качество металла штуцера считается неудовлетворительным если: амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала браковочного уровня чувствительности, в качестве которого принимается уровень на 4 дБ ниже опорного уровня сигнала от искусственного отражателя типа цилиндрическое отверстие диаметром 2,0 мм |
|
|
Канал системы управления и защиты |
||||
|
Внутренняя поверхность средней части канала - Сб. 35. |
Визуальный или телевизионный |
Наличие или отсутствие оксидной пленки и отложений |
Наличие: железоокисных отложений; поверхностных несплошностей типа рисок, трещин, выбоин и резкого изменения рельефа поверхности; осыпания железоокисных отложений и/или пленки оксида циркония. Количественно не регламентируются |
По виду оксидной пленки. При черно-белом изображении по степени черноты (черная, серая, белая), при возможности получения цветного изображения - по цвету |
|
Поверхностные неоднородности на внутренней стенке трубы (трещины, риски и задиры до основного металла) |
В статическом режиме контроля должны выявляться и фиксироваться все неоднородности (отклонения) всех видов и направлений с размерами более 1,0×1,0 мм. Отнесение выявленных неоднородностей к дефектам производится по результатам анализа эксплуатирующей организацией совместно с разработчиком проекта РУ |
|
||
|
Состояние стыков «сталь-цирконий» переходников (наличие отложений и их отслоений) |
Наличие: раскрытия внутренних стыков переходников «сталь-цирконий», или выкрашивания отложений на нем; поверхностных несплошностей типа рисок, трещин, выбоин и резкого изменения рельефа поверхности; осыпания железоокисных отложений и/или пленки оксида циркония. Количественно не регламентируются |
По виду оксидной пленки. При черно-белом изображении по степени черноты (черная, серая, белая), при возможности получения цветного изображения - по цвету |
||
|
Канал системы управления и защиты |
||||
|
Труба и ЭЛС средней части канала - Сб. 35 |
Ультразвуковой |
Наличие и протяженность несплошностей (трещины, выработки, риски) |
Качество основного металла и металла ЭЛС считается неудовлетворительным, если: амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала от эталонного отражателя типа риски глубиной 1,0 мм; амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала от эталонного отражателя типа риски глубиной 0,5 мм (уровень фиксации), при этом условная протяженность несплошности на уровне фиксации составляет 8,0 мм и более. При появлении множественных (более одной) несплошностей с параметрами несплошностей, не превышающих указанные выше, вопрос о дальнейшей эксплуатации канала системы управления и защиты решается подготовкой эксплуатирующей организацией совместно с разработчиком проекта РУ специального обоснования |
При обнаружении несплошностей с условными размерами, более допустимых требуется замена технологического канала или разработка специального обоснования. Несплошности считаются одиночными, если расстояние между ними не менее условной протяженности 8,0 мм |
|
Переходники «сталь-цирконий» (нижний и верхний внутренние стыки) |
Ультразвуковой |
Наличие раскрытия стыков и несплошностей (трещин) |
Качество металла штуцера считается неудовлетворительным если: амплитуда эхо-сигнала, полученного от несплошности, равна или превышает амплитуду эхо-сигнала браковочного уровня чувствительности, в качестве которого принимается уровень равный опорному уровню чувствительности, соответствующий эхо-сигналу от искусственного отражателя типа цилиндрическое отверстие диаметром 1,0 мм |
|
ПРИЛОЖЕНИЕ № 11
|
к
федеральным нормам и правилам в области |
1. Нормы устанавливают размеры допустимых протяженных несплошностей, ориентированных вдоль разнородных сварных соединений (перлитная сталь с аустенитной) № 23х и № 23г патрубков Ду1100 парогенераторов блоков ВВЭР-440 № 3 и № 4 Нововоронежской АЭС, № 23 и № 24 патрубков Ду 1100 парогенераторов блоков ВВЭР-440 № 1, 2, 3, 4 Кольской АЭС в зависимости от периодичности контроля.
2. Размеры допустимых протяженных несплошностей приведены в таблице № 11.1 настоящего приложения.
|
Суммарная протяженность несплошностей, мм |
Максимальная высота несплошностей для случая, когда время до следующего контроля или ремонта составит, мм |
|||
|
не более 12 месяцев |
не более 24 месяцев |
не более 36 месяцев |
не более 48 месяцев |
|
|
До 462 включительно |
19,0 |
17,0 |
15,0 |
13,0 |
|
От 463 до кольцевого |
16,0 |
14,0 |
12,0 |
10,0 |
3. Сварные соединения с выявленными несплошностями, превышающими размеры, установленные в таблице № 11.1 настоящего приложения, подлежат ремонту.
4. Сварное соединение, в котором впервые обнаружена несплошность, не превышающая размеров, установленных в таблице № 11.1 настоящего приложения, должно пройти эксплуатационный контроль при очередном плановом останове блока АС и оценку скорости подроста.
5. В случае, если изменение ранее зафиксированных размеров несплошности приведет к превышению допустимого значения до истечения периода, установленного в таблице № 11.1 настоящего приложения, то периодичность контроля сварного соединения должна быть сокращена или сварное соединение должно быть отремонтировано.
ПРИЛОЖЕНИЕ № 12
|
к
федеральным нормам и правилам в области |
1. Нормы устанавливают размеры допустимых протяженных несплошностей с продольной и поперечной ориентацией относительно сварного соединения узла приварки коллектора теплоносителя к патрубкам Ду1200 парогенераторов РУ ВВЭР-1000. Размеры допустимых протяженных продольных несплошностей и приведены в таблице № 12.1 настоящего приложения и протяженных поперечных несплошностей в таблице № 12.1 настоящего приложения.
|
Суммарная протяженность несплошности вдоль сварного соединения, мм |
Максимальная высота несплошности, мм, не более |
|
До 400 включительно |
13 |
|
Более 400 до 1000 включительно |
8 |
|
Более 1000 |
5 |
Примечание. Приведенные в таблице нормы применяются также для продольной проекции диагональных несплошностей.
|
Суммарная протяженность несплошности поперек сварного соединения, мм |
Максимальная высота несплошности, мм, не более |
|
До 40 включительно |
13 |
|
Более 40 до 60 включительно |
8 |
|
Более 60 |
5 |
Примечание. Приведенные в таблице нормы применяются также для поперечной проекции диагональных несплошностей.
2. Сварные соединения с выявленными несплошностями, превышающими размеры, установленные в таблицах № 12.1 и 12.2 настоящего приложения, подлежат ремонту.
3. Каждое сварное соединение с протяженной несплошностью, допущенное в эксплуатацию, должно подвергаться эксплуатационному контролю при каждом очередном плановом останове блока АС.
ПРИЛОЖЕНИЕ № 13
|
к
федеральным нормам и правилам в области |
Нормы допустимых несплошностей по результатам
вихретокового
контроля реакторной установки типа ВВЭР
1. Нормы должны применяться для оценки состояния металла при вихретоковом контроле следующих частей РУ ВВЭР:
а) теплообменных труб парогенератора;
б) перемычек коллекторов теплоносителя первого контура.
2. Нормы оценки состояния металла теплообменных труб по результатам вихретокового контроля установлены для несплошностей, ориентированных вдоль оси теплообменных труб.
3. В нормах недопустимой считается такая несплошность или повреждение трубы, при котором требуется ее глушение.
4. В случае отсутствия измерительных средств контроля для получения данных о протяженности несплошностей металла теплообменных труб глубиной от 60 до 87 % (включительно) допускается применять амплитудные критерии контроля в соответствии с таблицами № 13.1, 13.2, 13.3 настоящего приложения в зависимости от типа используемой аппаратуры.
Амплитудные критерии при контроле дефектоскопом
HARMONIC-210 при
нормировании 1,4 вольт на частоте 130 кГц
|
Допустимая глубина несплошности, % от номинальной толщины стенки теплообменных труб |
Амплитуда сигнала на открытом участке теплообменных труб, В |
Амплитуда сигнала под дистанционирующей решеткой, В |
|
От 60 до 68 включительно |
менее 0,63 |
менее 0,55 |
|
Более 68 до 77 включительно |
менее 0,58 |
менее 0,50 |
|
Более 77 до 87 включительно |
менее 0,38 |
менее 0,33 |
Амплитудные критерии при контроле дефектоскопами MIZ-70,
MIZ-30, MIZ-85,
QMNI-200 при нормировании 10,0 вольт на частоте 100 кГц
|
Допустимая глубина несплошности, % от номинальной толщины стенки теплообменных труб |
Амплитуда сигнала на открытом участке теплообменных труб, В |
Амплитуда сигнала под дистанционирующей решеткой, В |
|
От 60 до 68 включительно |
менее 3,63 |
менее 3,16 |
|
Более 68 до 77 включительно |
менее 3,33 |
менее 2,90 |
|
Более 77 до 87 включительно |
менее 2,21 |
менее 1,92 |
Амплитудные критерии при контроле дефектоскопом TEDDY при
нормирование
5,0 вольт на частоте 140 кГц
|
Допустимая глубина несплошности, % от номинальной толщины стенки теплообменных труб |
Амплитуда сигнала на открытом участке теплообменных труб, В |
Амплитуда сигнала под дистанционирующей решеткой, В |
|
От 60 до 68 включительно |
менее 1,64 |
менее 1,43 |
|
Более 68 до 77 включительно |
менее 1,50 |
менее 1,31 |
|
Более 77 до 87 включительно |
менее 1,00 |
менее 0,87 |
Примечания.
1. Оценка по амплитудному критерию проводится посредством нормирования от сигнала настроечного образца, поставляемого в комплекте с дефектоскопом:
с тремя сквозными отверстиями диаметром 1,30 мм, расположенными в поперечном сечении под углом 120° - для вихретоковых систем с дефектоскопами MIZ-30, MIZ-70, MIZ-85, OMNI-200;
с четырьмя сквозными отверстиями диаметром 1,20 мм, расположенными в поперечном сечении под углом 90° - для вихретоковых систем с дефектоскопом HARMONIC; с четырьмя плоскодонными отверстиями диаметром 4,75 мм, расположенными в поперечном сечении под углом 90° - для вихретоковых систем с дефектоскопом TEDDY.
2. Применение амплитудного критерия для систем с дефектоскопами, не указанными в таблицах № 13.1, 13.2, 13.3 настоящего приложения, осуществляется в порядке, установленном в главах V и XIII настоящих Правил.
5. Оценка состояния металла перемычек коллекторов теплоносителя первого контура должна проводиться путем сравнения сигнала, полученного от несплошности, с сигналом от паза на настроечном образце и определения протяженности выявленной несплошности. Размеры пазов на настроечном образце приведены в таблице № 13.4 настоящего приложения.
6. Вихретоковый контроль металла перемычек должен проводиться по всей толщине основного металла стенки коллектора. Несплошности, сигнал от которых превышает сигнал от паза настроечного образца глубиной 3,0 мм, и протяженность которых превышает 20,0 мм, не допускаются.
|
Уровень минимально фиксируемый |
Уровень максимально допустимый |
||||
|
Глубина, мм |
Длина, мм |
Ширина, мм |
Глубина, мм |
Длина, мм |
Ширина, мм |
|
1,0 |
10,0 |
0,3 |
3,0 |
20,0 |
0,3 |
Примечания. 1. Допуск на размеры прямоугольного паза при изготовлении не должен превышать ±10 %. 2. Настроечные образцы должны быть изготовлены из того же материала, что и материал зоны контроля.
ПРИЛОЖЕНИЕ № 14
|
к
федеральным нормам и правилам в области |
1. Общая схема принятия решения по результатам эксплуатационного неразрушающего контроля металла оборудования, трубопроводов и других элементов АС при эксплуатации представлена на рисунках 14.1 и 14.2 настоящего приложения.
2. Термин, применяемый в настоящем приложении.
Значения показателей контроля, превышающие уровень фиксации - значения, начиная с которых показатели неразрушающего контроля должны документироваться, анализироваться и сравниваться со значениями показателей предыдущих контролей; показатели выражаются в условных параметрах (например эквивалентная площадь или условная протяженность) или физических единицах (например геометрические размеры).
3. Общая схема принятия решения по результатам эксплуатационного контроля металла оборудования, трубопроводов и других элементов АС при эксплуатации должна предусматривать следующие этапы:
Этап 0 - проведение эксплуатационного неразрушающего контроля в соответствии с требованиями типовой программы контроля.
Этап 1 - регистрация показателей контроля, превышающих уровень фиксации.
Этап 2 - оценка значений показателей неразрушающего контроля, превышающих уровень фиксации.
Этап 3 - выявление новых несплошностей по сравнению со значениями показателей предыдущего неразрушающего контроля (если новых несплошностей не возникло, то должен быть проведен анализ изменения значений показателей зафиксированных ранее несплошностей).
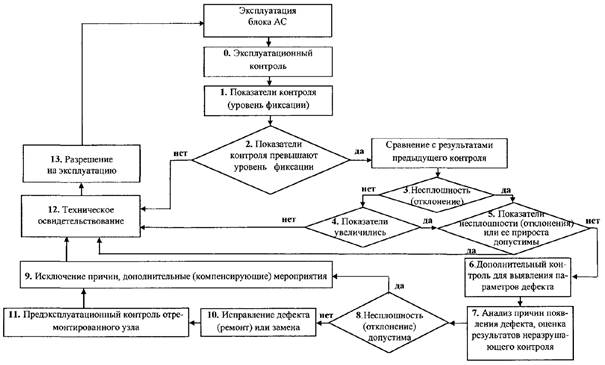
Рис. 14.1. Схема принятия решения и оценка допустимости
несплошности при
проведении эксплуатационного контроля металла оборудования, трубопроводов
других элементов АС
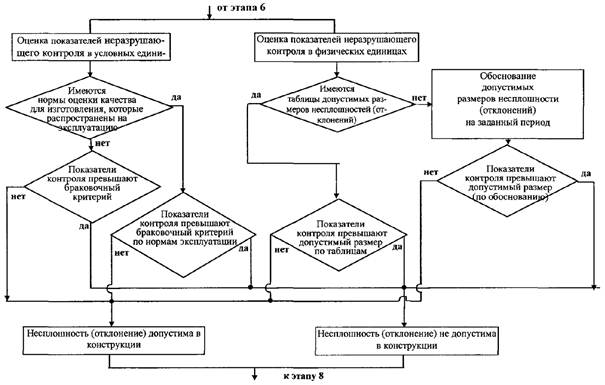
Рис. 14.2. Схема принятия решения и оценка допустимости
несплошности при
проведении эксплуатационного контроля металла оборудования, трубопроводов
других элементов АС (расшифровка этапа 7 на рис. 14.1 настоящего приложения)
Этап 4 - выявление изменений значений показателей несплошностей, зафиксированных в предыдущий неразрушающий контроль (если выявлено изменение показателей, то должна быть оценена величина изменений и сделано заключение относительно причин и времени этих изменений).
Этап 5 - оценка допустимости значений показателей несплошности и (или) ее прироста (сравнение показателей несплошностей с браковочными критериями по выявлению дефектов, а также оценка допустимости возникновения новых или прироста значений показателей зафиксированных ранее несплошностей).
Этап 6 - если несплошности выявлены впервые или установлено увеличение значений показателей несплошностей, выявленных в предыдущий контроль, то должен быть проведен дополнительный измерительный неразрушающий контроль, и дано заключение о виде, положении и величине несплошности и установлена причина ее появления (подроста).
Этап 7 - анализ причин появления новых несплошностей или увеличения скоростей подроста, зафиксированных ранее несплошностей (детализация этапа 7 представлена на рис. 14.1 настоящего приложения):
а) если состояние оборудования, трубопроводов и других элементов АС изменилось, то есть, выявлены новые значения показателей неразрушающего контроля или обнаружено увеличение значений показателей ранее выявленных несплошностей, то с учетом результатов предыдущего неразрушающего контроля должно быть сделано заключение относительно причин и скорости этих изменений;
б) если подтверждается, что возникло новое состояние, то есть обнаружена новая недопустимая несплошность, возникшая в процессе эксплуатации, или увеличились значения показателей ранее выявленной несплошности, дальнейшая эксплуатация оборудования или трубопроводов допускается только после устранения дефектов. Если причины возникновения несплошностей не установлены, должно быть разработано обоснование безопасности эксплуатации отремонтированного оборудования или трубопроводов до следующего останова блока АС. Решение о возможности дальнейшей эксплуатации и сроках проведения последующего эксплуатационного контроля оборудования и трубопроводов принимается эксплуатирующей организацией по результатам выполненного обоснования. Данное решение должно быть согласовано разработчиками проекта РУ и (или) проекта АС, организацией-изготовителем (для оборудования, отнесенного к первому классу безопасности), головной материаловед-ческой организацией и направлено вместе с результатами обоснования и заключением организации научно-технической поддержки уполномоченного органа государственного регулирования безопасности при использовании атомной энергии на рассмотрение в уполномоченный орган государственного регулирования безопасности при использовании атомной энергии;
в) для установления причин возникновения новой или увеличения показателей ранее выявленной несплошности и принятия решения должна быть создана комиссия. В состав комиссии должны входить представители эксплуатирующей организации, представители головной материаловедческой организации, проектной (конструкторской) организации и представители организации-изготовителя;
г) при работе комиссии должен проводиться:
повторный дополнительный измерительный контроль для уточнения геометрических характеристик несплошности, а также контроль аналогичных мест и узлов с аналогичными нагружениями и условиями работы;
анализ материалов поверочного расчета на прочность в соответствии с требованиями нормативных документов, а при его отсутствии выполнение соответствующего поверочного расчета на прочность;
расчет допустимых несплошностей в металле оборудования и трубопроводов проводится методами механики разрушения. Оценка допустимости выявленной несплошности должна проводиться по нормам допустимых несплошностей на стадии эксплуатации, установленным настоящими Правилами.
Результаты работы комиссии, отчетные документы о проведенном контроле и заключения комиссии должны передаваться в эксплуатирующую организацию.
Этап 8 - в зависимости от характера и размера выявленной несплошности комиссия подготавливает соответствующие предложения. Выявленные причины и результаты анализа причин появления и механизма развития несплошности должны быть учтены при установлении предела допустимой несплошности и принятии решения, допустима ли эксплуатация оборудования, трубопровода или другого элемента АС с выявленной несплошностью или нет.
Этап 9 - если характер и размер выявленной несплошности удовлетворяют нормам допустимых несплошностей на стадии эксплуатации, то комиссия дает предложения о возможности допуска оборудования, трубопроводов и других элементов АС с выявленной несплошностью в эксплуатацию, при условии исключения причин ее возникновения и выполнения дополнительных (компенсирующих) мероприятий.
Этап 10 - если характер и размер выявленной несплошности не удовлетворяют нормам допустимых несплошностей на стадии эксплуатации, то комиссия дает предложения о необходимости исправления выявленной несплошности (ремонта узла) и (или) замены элемента, исключения причин ее возникновения и выполнения дополнительных (компенсирующих) мероприятий.
На основании заключения и предложений комиссии эксплуатирующая организация принимает соответствующее решение о возможности допуска оборудования, трубопровода или другого элемента АС в эксплуатацию, о замене оборудования, о проведении ремонта.
Этап 11 - при замене или ремонте оборудования, трубопроводов и других элементов АС до начала их эксплуатации должен быть проведён предэксплуатационный контроль заменённого оборудования, участка трубопровода и другого элемента АС или отремонтированного участка.
Этап 12 - техническое освидетельствование отремонтированного узла или замененного оборудования, трубопровода и другого элемента АС.
Этап 13 - подготовка разрешения на эксплуатацию оборудования, трубопровода и другого элемента АС по результатам их контроля и технического освидетельствования.
4. Если принято решение об эксплуатации оборудования, трубопроводов и других элементов АС с выявленной несплошностью, должна быть устранена причина ее возникновения и, при необходимости, проведены дополнительные мероприятия (этап 9), например:
а) сокращена периодичность контроля;
б) выполнено усиление конструкции;
в) изменены условия эксплуатации оборудования, трубопроводов и других элементов АС с выявленной несплошностью.
5. Если принято решение о проведении ремонта или замене оборудования, трубопровода и другого элемента АС (этапы 9 и 10), должна быть устранена причина возникновения несплошности, а эффективность выполненных работ в процессе дальнейшей эксплуатации контролироваться:
а) установлением измерительной аппаратуры;
б) сокращением интервалов контроля;
в) увеличением объема контроля;
г) изменением, при необходимости, условий эксплуатации отремонтированного узла или замененного оборудования, трубопровода и другого элемента АС.
6. Если при анализе результатов ультразвукового или вихретокового контроля используется метод оценки результатов по изображениям, уровни фиксации должны быть видны на изображении, а процедура оценки результатов контроля по изображениям должна быть строго формализована.
СОДЕРЖАНИЕ