ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО СТАНДАРТАМ
НПО "Всесоюзный научно-исследовательский
институт метрологии им. Д.И. Менделеева"
(НПО "ВНИИМ им. Д.И. Менделеева")
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Шаблоны путевые контрольные
КШ колеи 1520 мм
Методика контроля
МИ 1795-87
Москва
Издательство стандартов
1988
РАЗРАБОТАНЫ Проектно-технологическо-конструкторским бюро Главного управления пути Министерства путей сообщения
ИСПОЛНИТЕЛИ
М.А. Володин (руководитель темы);
В.Л. Чапайкин, И.А. Гучкова
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ
Научно-исследовательским отделением НПО "ВНИИМ им. Д.И. Менделеева".
УТВЕРЖДЕНЫ НПО "ВНИИМ им. Д.И. Менделеева".
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Шаблоны
путевые контрольные КШ колеи 1520 мм.
Методика контроля
МИ 1795-87
Настоящие методические указания распространяются на шаблоны путевые контрольные (КШ) колеи 1520 мм (далее - шаблоны), выпускаемые по ТУ 32 ЦП-152-77 и устанавливают методику их первичного и периодического контроля.
Назначение и устройство шаблона приведены в приложении 1.
1. ОПЕРАЦИИ И СРЕДСТВА КОНТРОЛЯ
1.1. При проведении контроля должны быть выполнены следующие операции и применены средства контроля с характеристиками, указанными в таблице.
|
Операция |
Номер пункта методических указаний |
Средства измерений и их технические характеристики |
Обязательность проведения операций при контроле |
|
|
первичном |
периодическом |
|||
|
Внешний осмотр |
- |
Да |
Да |
|
|
Определение метрологических характеристик |
|
|
|
|
|
Определение твердости рабочих поверхностей губок |
Твердомер типа ТР по ГОСТ 23677-79 |
Да |
Нет |
|
|
Определение шероховатости рабочих поверхностей губок |
Образцы шероховатости с параметром шероховатости Ra = 0,4 мкм по ГОСТ 9378-75 или образцы шероховатости аттестованные по ГОСТ 8.300-78; лупа ЛИ-3-10× по ГОСТ 25706-83. |
|
|
|
|
Профилограф-профилометр типа П 2-ой степени точности по ГОСТ 19300-86 |
Да |
Да |
||
|
Определение отклонения от плоскостности рабочих поверхностей губок |
Линейка поверочная лекальная типа ЛД класса точности II по ГОСТ 8026-75; |
|
|
|
|
набор щупов № 2 класса точности 2 по ГОСТ 882-75 |
Да |
Нет |
||
|
Определение рабочего размера шаблона |
Плита поверочная размером 2000×1000 класса точности 2 по ГОСТ 10905-86; |
|
|
|
|
меры длины концевые плоскопараллельные 5-го разряда по ГОСТ 9038-83; |
|
|
||
|
набор принадлежностей к плоскопараллельным мерам длины по ГОСТ 4119-76; |
|
|
||
|
набор щупов № 2 класса точности 2 по ГОСТ 882-75 |
|
|
||
|
Специальный стенд |
Да |
Да |
||
1.2. Средства измерений должны быть поверены (аттестованы) в органах государственной метрологической службы и должны иметь действующее клеймо или свидетельство о поверке.
1.3. Допускается применять другие, находящиеся в применении или вновь разработанные средства измерений и вспомогательные устройства, прошедшие аттестацию (поверку) и соответствующие по точности и диапазонам измерений требованиям настоящих методических указаний и ГОСТ 8.020-75.
2. УСЛОВИЯ КОНТРОЛЯ И ПОДГОТОВКА К НЕМУ
2.1. При проведении контроля должны быть соблюдены следующие условия:
температура окружающего воздуха (20 ± 5) °С;
изменение температуры окружающего воздуха в течение 1 ч не должно превышать ±0,5 °С;
относительная влажность воздуха не более 80 %;
атмосферное давление (99,75 ± 3,99) кПа, что соответствует (750 ± 30) мм рт. ст.
2.2. Перед контролем с шаблона удалить смазку бензином (ГОСТ 1012-72) и протереть их чистой мягкой салфеткой (ГОСТ 7259-77).
2.3. До проведения контроля шаблон и средства контроля должны быть выдержаны в рабочем помещении не менее 4 ч.
2.4. При работе с шаблоном и средствами контроля необходимо соблюдать требования, указанные в технической документации на них.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. При внешнем осмотре должно быть установлено соответствие шаблона требованиям нормативно-технической документации на его изготовление в части комплектности, клеймения, маркировки и хранения:
отсутствие на поверхностях шаблона механических повреждений, следов коррозии и других дефектов, влияющих на эксплуатационные свойства и внешний вид, а также равномерность окраски шаблона (без пропусков, подтеков и отслоений);
отсутствие на рабочих поверхностях губок шаблона забоин, царапин, следов коррозии, вмятин и трещин.
3.2. Определение метрологических характеристик.
3.2.1. Твердость рабочих поверхностей губок шаблона определяется прибором для определения твердости металлов по методу Роквелла типа ТР по ГОСТ 23677-79.
Вдавливание алмазного конyca следует производить нагрузкой 1471 Н (150 кгс) на боковых поверхностях рабочих губок шаблона на расстоянии 2 - 3 мм от измерительной поверхности губок в двух точках через 5 мм. Твердость рабочих поверхностей губок шаблона должна быть НRС 54 - 60.
3.2.2. Шероховатость рабочих поверхностей губок шаблона проверяется при помощи измерительной лупы сравнением с соответствующими образцами шероховатости или при помощи профилографа-профилометра типа П.
Параметр шероховатости рабочих поверхностей губок шаблона должен быть не более 0,32 мкм по ГОСТ 2789-73.
3.2.3. Отклонение от плоскостности рабочих поверхностей губок шаблона определяется при помощи лекальной линейки типа ЛД, для чего линейка прикладывается ребром к измерительной поверхности шаблона в продольном и диагональном направлениях и просвет, если он имеется, измеряется при помощи набора щупов. Щуп толщиной 0,03 мм не должен проходить в имеющийся зазор.
3.2.4. Рабочий размер шаблона определяется при помощи специального стенда, описание которого приведено в приложении 2, или при помощи скобы, составленной на размер 1519,8 мм из блока концевых мер 5-го разряда н двух боковиков, укрепленных на концах блока при помощи стяжек и набора принадлежностей к плоскопараллельным мерам длины.
3.2.4.1. Для определения рабочего размера собранная скоба укладывается в горизонтальном положении на поверхность поверочной плиты или лабораторного стола, а под ребра стяжек по концам и в средней части скобы помещаются аттестованные подкладки металлические толщиной (5,0 ± 0,1) мм. Для этой цеди можно использовать бракованные концевые меры. В этом положении скоба закрепляется струбцинами. Затем контролируемый шаблон измерительными губками вниз вводится в скобу сверху до тех пор, пока он не станет торцами губок на плиту или лабораторный стол. При таком расположении скобы и шаблона губки боковики скобы приходятся на уровне основания губок шаблона, т.е. в их верхнем сечении.
Выровняв шаблон по отношению к скобе (на глаз), щупами определяется размер зазора между губками скобы и шаблона.
Фактический рабочий размер шаблона в данном сечении определяется как разность размеров скобы и зазора 1519,8 мм ± l мм.
После этого под торцы губок шаблона подводятся последовательно аттестованные подкладки толщиной (10,0 ± 0,1) мм и (20,0 ± 0,1) мм. Определяя каждый раз с помощью щупов размер зазора, вычисляется фактический размер шаблона еще в двух сечениях его губок.
Рабочий размер шаблона во всех трех сечениях должен быть (1519,5 ± 0,1) мм.
Предельно допускаемая погрешность шаблона не должна превышать ±0,1 мм.
3.2.4.2. Для определения рабочего размера шаблона на стенде, стенд должен быть поверен и предварительно настроен на размер 1515 мм при помощи блоков концевых мер. Отсчет сверх этого размера производится по барабану микрометрического винта.
Рабочий размер шаблона проверяется в пяти точках, расположенных в трех сечениях: посередине и по углам рабочих поверхностей губок шаблона, для чего под шаблон подводятся подкладки соответствующей толщины.
Рабочий размер поверяемого шаблона во всех точках не должен выходить за пределы установленного размера (1519,5 ± 0,1) мм.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
4.1. Положительные результаты контроля, проводимого территориальными органами Госстандарта СССР, должны быть оформлены:
при первичном контроле - записью в паспорте шаблона, удостоверенной подписью поверителя и нанесением оттиска клейма на пробку, вделанную в стержень шаблона;
при периодическом контроле - выдачей свидетельства по форме, установленной Госстандартом СССР.
4.2. Шаблоны, не удовлетворяющие требованиям настоящих методических указаний, и выпуску в обращение не допускаются, имеющиеся на них клейма гасятся и владельцу выдается извещение о непригодности шаблона с указанием причин.
ПРИЛОЖЕНИЕ 1
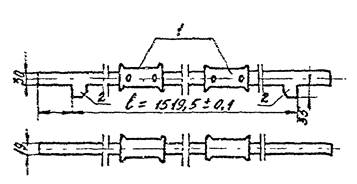
1. Шаблоны КШ колеи 1520 мм предназначены для поверки стендов, которые, в свою очередь, применяются для поверки шаблонов путевых рабочих.
2. Шаблоны КШ колеи 1520 мм конструктивно представляют собой штангу с двумя неподвижными рабочими губками 2 (см. рисунок), расстояние между внешними рабочими поверхностями которых (1519,5 ± 0,1) мм является их рабочим размером.
Рабочие губки шаблонов изготовляются из углеродистой стали, закаливаются или цементируются и соединяются с незакаленной стальной штангой посредством сварки.
Для изоляции штанги шаблона от теплового воздействии рук в процессе работы, на ней имеются двухсторонние накладки 1 из дерева или пластмассы.
ПРИЛОЖЕНИЕ 2
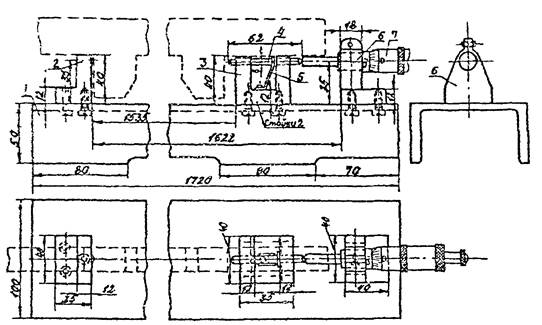
СТЕНД ДЛЯ ПОВЕРКИ ШАБЛОНОВ ПУТЕВЫХ КОНТРОЛЬНЫХ (КШ) КОЛЕИ 1520 ММ
Стенд для поверки шаблонов путевых контрольных (КШ) представляет собой скобу специальной конструкции с микро-метрическим винтом (см. рисунок), настраиваемую на размер 1515 мм по блоку концевых мер.
Стенд состоит из основания 1, упорной стойки 2 с шариковым упором, измерительной стойки 6 с микрометрическим винтом 7 и подвижного штифта 4 со сферическими рабочими поверхностями, перемещающегося в стойке 3 вдоль измерительной оси. Штифт 4, играющий роль удлинителя микрометрического винта, прижимается к торцу винта пружиной 5.
При контроле шаблона по высоте в трех сечениях (п. 3.2.4.2.) под него подкладываются подкладки высотой (10,0 ± 0,1) мм и (20,0 ± 0,1) мм, представляющие собой бруски прямоугольной форы, имеющие в поперечном сечении оба указанных выше размера. Эти же подкладки применяются и при настройке стенда по блоку концевых мер.
СОДЕРЖАНИЕ