СТАНДАРТ ОТРАСЛИ
Оборудование для работы с
радиоактивными средами. Сварные
соединения. Типы, конструктивные
элементы и размеры
ОСТ 95 10440-2002
Предисловие
1 РАЗРАБОТАН ОАО «СвердНИИхиммаш»
2 УТВЕРЖДЕН Первым заместителем Министра Минатома РФ
Солониным М.И. 08.02.2002 г.
3 Принят и введен в действие Министерством Российской Федерации
по атомной энергии приказом № 127 от 13.03.2002
4 РАЗРАБОТАН взамен ОСТ 95 10440-91
5 Срок первой проверки - 2006 год.
6 Периодичность проверки - 5 лет
7 Стандарт закреплен за ОАО «СвердНИИхиммаш»
СОДЕРЖАНИЕ
|
4 Технологические рекомендации к сварным соединениям.. 58 Приложение А (рекомендуемое). Конструктивные элементы и размеры швов сварных соединений для ремонтных работ. 61
|
ОСТ 95 10440-2002
СТАНДАРТ ОТРАСЛИ
|
ОБОРУДОВАНИЕ
ДЛЯ РАБОТЫ С РАДИОАКТИВНЫМИ Типы, конструктивные элементы и размеры |
Срок введения 2002-06-01
(Измененная редакция. Изм. № 1, № 2)
1 Область применения
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры швов сварных соединений из коррозионно-стойких сталей и сплавов, применяемых для изготовления оборудования, предназначенного для работы с радиоактивными средами в производствах, на которые распространяются требования «Норм радиационной безопасности НРБ-99» и «Основных санитарных правил обеспечения радиационной безопасности ОСПОРБ-99».
Допускается применение данных типов сварных соединений для оборудования, предназначенного для переработки низко- и среднеактивных отходов АЭС группы С класса безопасности 3 при условии согласования с ГМО по технологии сварки и контролю.
При этом контроль сварных соединений должен проводиться по ПНАЭ Г-7-010 для категории сварного соединения III с.
(Измененная редакция. Изм. № 1)
2 Нормативные ссылки
В настоящем стандарте использованы ссыпки на следующие стандарты:
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия.
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры.
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
ОСТ 95 39-2002 Оборудование для работы с радиоактивными средами. Сварные соединения. Правила контроля.
ОСТ 95 10439-2002 Оборудование для работы с радиоактивными средами. Общие технические требования. Приемка. Эксплуатация и ремонт.
ОСТ 95 10441-2002 Оборудование для работы с радиоактивными средами. Сварка. Основные положения.
НРБ-99 Нормы радиационной безопасности
ОСПОРБ-99 Основные санитарные правила обеспечения радиационной безопасности.
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения.
ПНАЭ Г-7-010-89 Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля.
НП-070-06 Правила устройства и безопасной эксплуатации оборудования и трубопроводов объектов ядерного топливного цикла.
(Измененная редакция. Изм. № 1, № 2)
3 Общие положения
3.1 Стандарт устанавливает типы сварных соединений, выполняемых ручной электродуговой сваркой, ручной аргонодуговой сваркой и комбинированным способом сварки для оборудования, разрабатываемого в соответствии с НП-070 (ОСТ 95 10439).
(Измененная редакция. Изм. № 2)
3.2 В стандарте приняты следующие условные обозначения:
3.2.1 Для способов сварки:
- Р - ручная дуговая сварка покрытыми электродами;
- Рн - ручная аргонодуговая сварка неплавящимся электродом с присадочным материалом;
- К - комбинированная сварка (корень шва - аргонодуговая сварка неплавящимся электродом с присадочным материалом, заполнение разделки - ручная дуговая сварка).
3.2.2 Для типов сварных соединений:
- С - стыковые;
- У - угловые;
- Т - тавровые;
- Н - нахлесточные;
- С...Т - стыковые для труб;
- У...Т - угловые для труб;
- Top. - торцовые.
3.3 Обозначение сварных соединений в конструкторской документации должно выполняться в соответствии с требованиями ГОСТ 2.312.
Пример условного обозначения сварного шва стыкового соединения со скосом одной кромки, выполняемого ручной аргонодуговой сваркой неплавящимся электродом с присадочным материалом. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Ra = 6,3 мкм:
ОСТ
95 10440-2002 С8-Рн ![]()
То же таврового соединения с катетом 4 мм, обработанным с плавным переходом к основному металлу;
ОСТ
95 10440-2002 ТЗ-Рн ![]() .
.
3.4 В зависимости от степени ответственности и надежности для сварных соединений в стандарте указывается рекомендуемая категория сварного соединения, которая устанавливается в соответствии с требованиями ОСТ 95 39. «Оборудование для работы с радиоактивными средами. Сварные соединения. Правила контроля».
3.5 В технически обоснованных случаях разработчиком оборудования могут быть использованы другие способы сварки, приведенные в ОСТ 95 10441, а также типы, конструктивные элементы и размеры сварных соединений:
- для дуговой сварки в защитных газах - по ГОСТ 14771, ГОСТ 23518, ПНАЭ Г-7-009;
- для ручной дуговой сварки покрытыми электродами - по ГОСТ 5264, ГОСТ 11534, ГОСТ 16037, ПНАЭ Г-7-009;
- для автоматической сварки под флюсом - по ГОСТ 8713.
Применение сварных соединений, выполненных автоматической сваркой под флюсом допускается после согласования с изготовителем и заказчиком, с учетом требований ОСТ 95 10441.
При согласовании должна учитываться возможность выполнения последующей термической обработки изделия.
Качество выполненных сварных соединений должно соответствовать ОСТ 95 39. Метод контроля и нормы оценки качества должны быть указаны в технических требованиях чертежа.
Допускается применять нестандартные сварные соединения. В этом случае конкретные конструктивные элементы и размеры сварных швов устанавливаются в конструкторской документации и согласовываются с предприятием-изготовителем.
(Измененная редакция. Изм. № 1)
3.6 Основные типы, конструктивные элементы и размеры сварных
швов из двухслойной коррозионно-стойкой стали по ГОСТ
10885 - в соответствии с ГОСТ
16098.![]()
3.7 Основные типы сварных соединений, конструктивные элементы и их размеры в зависимости от толщины свариваемых деталей, вида сварки и допускаемой категории сварного соединения должны соответствовать указанным в таблицах:
для стыковых конструкций:
- стыковые соединения - таблицы 1 - 17;
- стыковые соединения под углом - таблицы 18 - 28;
- угловые соединения под углом 90° - таблицы 29 - 39;
- угловые соединения под углом не равным 90° - таблицы 40 - 48;
- тавровые соединения под углом 90° - таблицы 49 - 53;
- тавровые соединения под углом не равным 90° - таблицы 54 - 58;
- нахлестанные соединения - таблицы 59 - 60.
Для трубных конструкций:
- стыковые соединения - таблицы 61 - 72;
- вварка труб во фланец - таблицы 73 - 78;
- вварка труб в трубу или обечайку - таблицы 79 - 105, 110;
- вварка труб в эллиптическое днище - таблицы 106 - 109;
- вварка труб в трубную решетку - таблицы 111 - 114;
- сварка труб с плоским и кольцевым днищем - таблицы 115 - 116;
- вварка труб в трубную решетку с последующей развальцовкой -таблицы 117 - 119;
- торцовые соединения - таблицы 111 - 113, 117 - 119, А.1;
- сварные соединения, применяемые для ремонтных работ - приложение А таблицы А.1 - А.11.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
R, мм не более |
i, мм не более |
e, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||
|
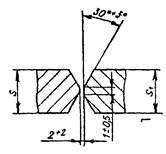
C1 |
|
|
Рн |
0,8 - 1,0 |
0 |
+0,2 |
2S |
3S |
4 |
IV |
|
1,2 - 1,5 |
+0,3 |
5 |
||||||||
|
1,6 - 2,5 |
+0,5 |
6 |
||||||||
|
Р |
3,0 - 4,0 |
+1,0 |
10 |
|||||||
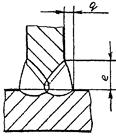
Таблица 2
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
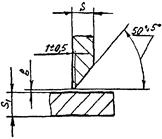
С2 |
|
|
Рн |
0,8 - 1,2 |
0 |
+0,5 |
6 |
0,5 |
±0,5 |
0 |
+0,25 |
I |
|
1,5 - 2,0 |
+1,0 |
8 |
1,0 |
|
0,5 |
±0,50 |
||||||
|
Р |
3,0 - 4,0 |
2 |
9 |
±1,0 |
1,0 |
II |
||||||
Таблица 3
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
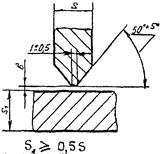
С4 |
|
|
Рн |
0,8 - 1,2 |
0 |
+1 |
6 |
0,5 |
±0,5 |
0 |
+0,5 |
I |
|
1,5 - 2,0 |
8 |
1,0 |
0,5 |
±0,5 |
||||||||
|
2,5 |
1 |
9 |
||||||||||
|
Р |
3,0 |
8 |
±1,0 |
IV |
||||||||
|
3,5 - 4,0 |
2 |
9 |
1,0 |
|||||||||
Таблица 4
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
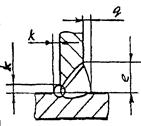
С7 |
|
|
Рн |
2,5 |
1 |
+1 |
8 |
0,5 |
±0,5 |
I |
|
3,0 |
||||||||||
|
4,0 |
9 |
|||||||||
|
Р |
3,0 |
2 |
1,0 |
±1,0 |
II |
|||||
|
4,0 |
10 |
|||||||||
(Измененная редакция. Изм. № 1)
Таблица 5
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С4 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
0,5 |
±0,5 |
I |
|
3,0 |
8 |
||||||||||||
|
3,5 |
9 |
1,0 |
|||||||||||
|
4,0 |
|||||||||||||
|
5,0 |
2 |
11 |
±1,0 |
±1,0 |
|||||||||
|
6,0 |
13 |
||||||||||||
|
8,0 |
15 |
||||||||||||
|
10,0 |
17 |
||||||||||||
|
12,0 |
19 |
||||||||||||
|
Р |
5,0 |
13 |
|
||||||||||
|
6,0 |
15 |
II для Р |
|||||||||||
|
8,0 |
17 |
|
|||||||||||
|
10,0 |
19 |
±3 |
I для К |
||||||||||
|
12,0 |
22 |
2 |
+1,0 |
|
|||||||||
|
14,0 |
25 |
-2,0 |
IV |
||||||||||
(Измененная редакция. Изм. № 1)
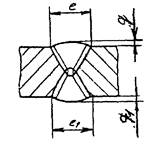
Таблица 6*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q = q1, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С4 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
6 |
±2 |
I |
|
3,0 |
8 |
|
|||||||||||
|
3,5 |
|
||||||||||||
|
4,0 |
9 |
|
|||||||||||
|
5,0 |
2 |
11 |
±1,0 |
|
|||||||||
|
6,0 |
13 |
|
|||||||||||
|
8,0 |
15 |
|
|||||||||||
|
10,0 |
17 |
|
|||||||||||
|
12,0 |
19 |
|
|||||||||||
|
Р, К |
5,0 |
13 |
8 (6) |
||||||||||
|
6,0 |
15 |
||||||||||||
|
8,0 |
17 |
||||||||||||
|
10,0 |
19 |
±3 |
10 (8) |
||||||||||
|
12,0 |
22 |
2 |
+1,0 |
||||||||||
|
14,0 |
25 |
-2,0 |
|||||||||||
___________
* Значения в скобках для способа сварки К
Таблица 7
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С13 |
|
|
Р, К |
12 |
18 |
I |
|
|
14 |
±2 |
||||||
|
16 |
20 |
|
|||||
|
18 |
21 |
|
|||||
|
20 |
|
||||||
|
22 |
22 |
±3 |
|||||
|
25 |
24 |
|
|||||
|
28 |
25 |
|
|||||
|
30 |
|
||||||
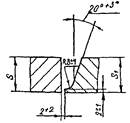
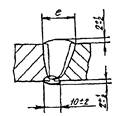
Таблица 8
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С14 |
|
|
Р, К |
12 |
21 |
I |
|
|
14 |
22 |
±3 |
|||||
|
16 |
23 |
|
|||||
|
18 |
24 |
|
|||||
|
20 |
25 |
|
|||||
|
22 |
±4 |
||||||
|
25 |
26 |
|
|||||
|
28 |
27 |
|
|||||
|
30 |
28 |
|
|||||
Таблица 9*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С15 |
|
|
Р, К, Рн |
12 |
15 (12) |
±2 |
I |
|
14 |
|||||||
|
16 |
17 (13) |
||||||
|
18 |
19 (15) |
±3 |
|||||
|
20 |
|||||||
|
22 |
21 (16) |
||||||
|
25 |
23 (17) |
||||||
|
28 |
26 (19) |
||||||
|
30 |
|||||||
___________
* Значения в скобках для способа сварки Рн
Таблица 10
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С17 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
I |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
±1,0 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
15 |
||||||||||||
|
12,0 |
16 |
||||||||||||
|
14,0 |
18 |
||||||||||||
|
Р, К |
5,0 |
12 |
|
||||||||||
|
6,0 |
14 |
III для Р |
|||||||||||
|
8,0 |
16 |
|
|||||||||||
|
10,0 |
18 |
I для К |
|||||||||||
|
12,0 |
22 |
2 |
+1,0 |
|
|||||||||
|
14,0 |
-2,0 |
|
|||||||||||
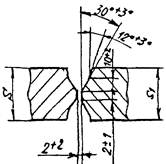
Таблица 11*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С18 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
I |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
±1,0 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
Р, К |
5,0 |
12 |
II для Р |
||||||||||
|
6,0 |
14 |
I для К |
|||||||||||
|
8,0 |
16 |
||||||||||||
|
10,0 |
+2 (+1) |
19 |
|||||||||||
|
12,0 |
22 |
2 |
+1,0 |
2 |
|||||||||
|
14,0 |
-2,0 |
||||||||||||
___________
* Значения в скобках для способа сварки К
Таблица 12
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм не более |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С20 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
IV |
|
3,0 |
7 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
2 |
8 |
|||||||||
|
5,0 |
10 |
±1,0 |
|||||||||
|
6,0 |
12 |
||||||||||
|
8,0 |
14 |
||||||||||
|
10,0 |
|
||||||||||
|
12,0 |
|
||||||||||
|
Р, К |
5,0 |
12 |
|||||||||
|
6,0 |
14 |
||||||||||
|
8,0 |
+2 |
16 |
|||||||||
|
10,0 |
19 |
||||||||||
|
12,0 |
22 |
2 |
+1,0 |
||||||||
|
14,0 |
-2,0 |
||||||||||
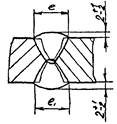
Таблица 13*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С21 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
6 |
±2 |
I |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
15 |
||||||||||||
|
12,0 |
16 |
||||||||||||
|
14,0 |
18 |
||||||||||||
|
Р, К |
5,0 |
12 |
8 (6) |
||||||||||
|
6,0 |
14 |
10 (6) |
|||||||||||
|
8,0 |
16 |
2 |
+1,0 |
||||||||||
|
10,0 |
18 |
-2,0 |
|||||||||||
|
12,0 |
22 |
||||||||||||
|
14,0 |
|||||||||||||
___________
* Значения в скобках для способа сварки К
Таблица 14
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С23 |
|
|
Рн, Р, К |
12 |
28 |
±3 |
I |
|
14 |
|||||||
|
Р, К |
16 |
29 |
|||||
|
18 |
31 |
||||||
|
20 |
|||||||
|
22 |
32 |
±4 |
|||||
|
25 |
34 |
||||||
|
28 |
35 |
||||||
|
30 |
|||||||
Таблица 15
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С24 |
|
|
Рн, Р, К |
12 |
22 |
±3 |
I |
|
14 |
|||||||
|
Р, К |
16 |
23 |
|||||
|
18 |
25 |
||||||
|
20 |
|||||||
|
22 |
26 |
±4 |
|||||
|
25 |
28 |
||||||
|
28 |
30 |
||||||
|
30 |
|||||||
Таблица 16
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e = e1, мм |
q = q1, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С25 |
|
|
Рн |
8 |
10 |
±2 |
0,5 |
+1,5 |
I |
|
11 |
12 |
-0,5 |
|||||||
|
14 |
14 |
±3 |
+2,0 |
||||||
|
17 |
16 |
-0,5 |
|||||||
|
20 |
18 |
||||||||
|
24 |
20 |
||||||||
|
28 |
22 |
||||||||
|
32 |
24 |
||||||||
|
Р, К |
12 |
14 |
±2 |
2,0 |
|
||||
|
14 |
|
||||||||
|
16 |
16 |
±3 |
|
||||||
|
18 |
18 |
+1,0 |
|||||||
|
20 |
-2,0 |
||||||||
|
22 |
20 |
||||||||
|
25 |
22 |
||||||||
|
28 |
25 |
||||||||
|
30 |
|||||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e = e1, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С27 |
|
|
Р, К |
30 - 34 |
17 |
±3 |
II |
|
св. 34 - 38 |
18 |
||||||
|
38 - 42 |
20 |
||||||
|
42 - 46 |
21 |
||||||
|
46 - 50 |
22 |
||||||
|
50 - 54 |
23 |
||||||
|
54 - 60 |
25 |
||||||
|
60 - 66 |
28 |
±4 |
|||||
|
66 - 72 |
30 |
||||||
|
72 - 78 |
32 |
||||||
|
78 - 84 |
34 |
||||||
|
84 - 90 |
36 |
||||||
|
90 - 96 |
38 |
||||||
|
96 - 100 |
40 |
||||||
|
100 - 108 |
42 |
±5 |
|||||
|
108 - 116 |
44 |
||||||
|
116 - 124 |
46 |
||||||
|
124 - 132 |
50 |
||||||
|
132 - 140 |
54 |
||||||
|
140 - 148 |
57 |
||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С51 |
|
|
Рн |
1,0 - 1,2 |
0 |
+0,5 |
6 |
0,5 |
±0,5 |
0 |
+0,5 |
II |
|
1,5 - 2,0 |
+1,0 |
8 |
1,0 |
0,5 |
±0,5 |
|||||||
|
Р |
3,0 - 4,0 |
2 |
10 |
±1,0 |
1,0 |
IV |
||||||
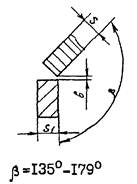
Таблица 19
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q = q1, мм |
e1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С53 |
|
|
Рн |
2,5 |
1 |
+1,0 |
8 |
1 |
±0,5 |
6 |
±2 |
II |
|
3,0 |
9 |
|||||||||||
|
4,0 |
±1,0 |
|||||||||||
|
Р |
3,0 |
2 |
±1,0 |
8 |
IV |
|||||||
|
4,0 |
10 |
|||||||||||
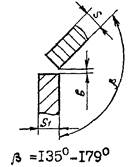
Таблица 20
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С54 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
II |
|
3,0 |
8 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
9 |
±3 |
|||||||||||
|
5,0 |
2 |
11 |
±1,0 |
±1,0 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
Р, К |
5,0 |
13 |
III |
||||||||||
|
6,0 |
14 |
||||||||||||
|
8,0 |
16 |
±4 |
|||||||||||
|
10,0 |
18 |
||||||||||||
|
12,0 |
21 |
±5 |
2 |
+1,0 |
|||||||||
|
14,0 |
23 |
±6 |
-2,0 |
||||||||||
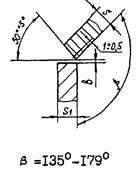
Таблица 21*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
e1, мм |
q1, мм |
Рекомендуемая категория |
|||||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С55 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
4 |
±2 |
1 |
±0,5 |
II |
|
|
3,0 |
8 |
|||||||||||||||
|
3,5 |
||||||||||||||||
|
4,0 |
9 |
|||||||||||||||
|
5,0 |
2 |
11 |
±3 |
±1,0 |
6 |
±1,0 |
||||||||||
|
6,0 |
12 |
|||||||||||||||
|
8,0 |
14 |
|||||||||||||||
|
10,0 |
18 |
|
10 |
±2 |
2 |
|
||||||||||
|
12,0 |
20 |
2 |
+1,0 |
+1,0 |
||||||||||||
|
14,0 |
22 |
-2,0 |
-2,0 |
|||||||||||||
|
Р, К |
5,0 |
2 |
+1 |
13 |
±3 |
1 |
±1,0 |
8 (6) |
±2 |
1 |
±1,0 |
III для Р |
||||
|
6,0 |
14 |
II для К |
||||||||||||||
|
8,0 |
16 |
|
||||||||||||||
|
10,0 |
18 |
±4 |
|
|||||||||||||
|
12,0 |
21 |
±5 |
2 |
+1,0 |
10 (6) |
2 (1) |
+1 |
(±1) |
|
|||||||
|
14,0 |
23 |
±6 |
-2,0 |
-2 |
|
|||||||||||
___________
* Значения в скобках для способа сварки К.
Таблица 22
|
Усл. обознач. |
Конструктивные элементы |
Способ свар. соед. |
S = S1, мм |
e, мм |
e1, мм |
h, мм не более |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С56 |
|
|
Рн |
12 |
12 |
±1 |
21 |
±2 |
|
II |
|
14 |
13 |
23 |
||||||||
|
16 |
15 |
24 |
||||||||
|
18 |
16 |
26 |
||||||||
|
20 |
17 |
28 |
||||||||
|
22 |
18 |
30 |
||||||||
|
25 |
20 |
33 |
||||||||
|
28 |
22 |
35 |
||||||||
|
30 |
23 |
37 |
||||||||
|
Р, К |
12 |
12 |
±2 |
18 |
±3 |
|
II |
|||
|
14 |
13 |
20 |
||||||||
|
16 |
14 |
22 |
||||||||
|
18 |
15 |
25 |
||||||||
|
20 |
16 |
27 |
||||||||
|
22 |
18 |
29 |
||||||||
|
25 |
19 |
32 |
±4 |
|||||||
|
28 |
20 |
36 |
||||||||
|
30 |
21 |
39 |
±5 |
|||||||
Таблица 23
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С57 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
II |
|
3,0 |
8 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
9 |
±3 |
±1,0 |
±1,0 |
|||||||||
|
5,0 |
2 |
11 |
|||||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
16 |
2 |
2 |
±1,0 |
|||||||||
|
12,0 |
18 |
||||||||||||
|
14,0 |
20 |
||||||||||||
|
Р, К |
5,0 |
13 |
1 |
1 |
|||||||||
|
6,0 |
14 |
||||||||||||
|
8,0 |
16 |
±4 |
2 |
III для Р |
|||||||||
|
10,0 |
18 |
II для К |
|||||||||||
|
12,0 |
21 |
±5 |
2 |
+1,0 |
|
||||||||
|
14,0 |
23 |
±6 |
-2,0 |
|
|||||||||
Таблица 24
|
Усл. обознач. |
Конструктивные элементы |
Способ свар. соед. |
S = S1, мм |
e, мм |
e1, мм |
h, мм не более |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С58 |
|
|
Рн |
12 |
12 |
±3 |
10 |
±3 |
|
II |
|
14 |
14 |
12 |
||||||||
|
16 |
15 |
13 |
||||||||
|
18 |
17 |
15 |
||||||||
|
20 |
18 |
16 |
||||||||
|
22 |
19 |
17 |
||||||||
|
25 |
22 |
20 |
||||||||
|
28 |
24 |
22 |
||||||||
|
30 |
25 |
23 |
||||||||
|
Р, К |
12 |
14 |
12 |
|
II |
|||||
|
14 |
15 |
13 |
||||||||
|
16 |
16 |
14 |
||||||||
|
18 |
17 |
15 |
||||||||
|
20 |
18 |
16 |
||||||||
|
22 |
19 |
17 |
||||||||
|
25 |
20 |
18 |
||||||||
|
28 |
22 |
20 |
||||||||
|
30 |
24 |
22 |
||||||||
Таблица 25
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С59 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
|
±1,0 |
±1,0 |
||||||||
|
6,0 |
12 |
|
|||||||||||
|
8,0 |
14 |
|
|||||||||||
|
10,0 |
16 |
|
|||||||||||
|
12,0 |
18 |
2 |
|||||||||||
|
14,0 |
20 |
||||||||||||
|
Р, К |
5,0 |
12 |
1 |
±1,0 |
|||||||||
|
6,0 |
14 |
||||||||||||
|
8,0 |
16 |
III для Р |
|||||||||||
|
10,0 |
18 |
II для К |
|||||||||||
|
12,0 |
22 |
2 |
+1,0 |
|
|||||||||
|
14,0 |
-2,0 |
|
|||||||||||
Таблица 26*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q = q1, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С60 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
4 |
±2 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
6 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
16 |
||||||||||||
|
12,0 |
18 |
2 |
|||||||||||
|
14,0 |
20 |
||||||||||||
|
Р, К |
5,0 |
12 |
1 |
±1,0 |
8 (6) |
||||||||
|
6,0 |
14 |
||||||||||||
|
8,0 |
16 |
||||||||||||
|
10,0 |
18 |
||||||||||||
|
12,0 |
22 |
2 |
+1,0 |
10 (6) |
|||||||||
|
14,0 |
-2,0 |
||||||||||||
___________
* Значения в скобках для способа сварки К.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С61 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||
|
3,5 |
8 |
||||||||||
|
4,0 |
|||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||
|
8,0 |
14 |
||||||||||
|
10,0 |
16 |
2 |
+1,0 |
||||||||
|
12,0 |
18 |
-2,0 |
|||||||||
|
14,0 |
22 |
|
|||||||||
|
Р, К |
5,0 |
12 |
1 |
±1,0 |
|||||||
|
6,0 |
14 |
||||||||||
|
8,0 |
16 |
III для Р |
|||||||||
|
10,0 |
18 |
2 |
II для К |
||||||||
|
12,0 |
22 |
+1,0 |
|||||||||
|
14,0 |
-2,0 |
||||||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
e1, мм |
q, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С62 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
4 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
6 |
±1,0 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
16 |
||||||||||||
|
12,0 |
18 |
2 |
+1,0 |
||||||||||
|
14,0 |
22 |
-2,0 |
|||||||||||
|
Р, К |
5,0 |
12 |
8 (6) |
1 |
±1,0 |
||||||||
|
6,0 |
14 |
||||||||||||
|
8,0 |
16 |
||||||||||||
|
10,0 |
18 |
10 (6) |
|||||||||||
|
12,0 |
22 |
2 |
+1,0 |
||||||||||
|
14,0 |
-2,0 |
||||||||||||
___________
* Значения в скобках для способа сварки К.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
n, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У2 |
|
|
Рн |
1 - 4 |
0 |
+0,5 |
0,5S1 - S1 |
0 |
+1 |
0 |
+1 |
III |
|
5 - 6 |
+1,0 |
|||||||||||
|
К |
6 - 10 |
1 |
±1 |
|||||||||
|
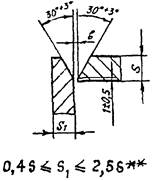
S1 ≥ 1; 0,4S ≤ S1 ≤ 2,5S** |
Р |
+2,0 |
+2 |
IV |
||||||||
Таблица 30
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
n, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У3 |
|
|
Рн |
2 - 4 |
0 |
+0,5 |
0,5S1 - S1 |
0 |
+1 |
0 |
+1 |
3 |
+1,0 |
II |
|
5 - 6 |
+1,0 |
4 |
-0,5 |
|||||||||||
|
К |
6 - 10 |
1 |
±1 |
5 |
||||||||||
|
Р |
+2 |
+2 |
6 |
+2,0 |
III |
|||||||||
|
0,4S ≤ S1 ≤ 2,5S** |
-1,0 |
|||||||||||||
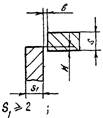
Таблица 31
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У4 |
|
|
Рн |
1 |
0 |
+0,5 |
3 |
±1 |
0 |
±1 |
III |
|
2 |
+1,0 |
||||||||||
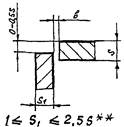
Таблица 32
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У5 |
|
|
Рн |
2,5 - 4,0 |
1 |
+1 |
6 |
±2 |
0 |
+1,5 |
3 |
+1,0 |
II |
|
Р |
3,0 - 4,0 |
2 |
8 |
1 |
±1,0 |
4 |
-0,5 |
III |
|||||


Таблица 33
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У6 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
8 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
2 |
11 |
±1,0 |
||||||||
|
6,0 |
13 |
||||||||||
|
8,0 |
15 |
||||||||||
|
10,0 |
17 |
||||||||||
|
12,0 |
18 |
2 |
|||||||||
|
14,0 |
20 |
||||||||||
|
Р, К |
5,0 |
13 |
1 |
|
|||||||
|
6,0 |
17 |
|
|||||||||
|
8,0 |
II для К |
||||||||||
|
10,0 |
19 |
±3 |
IV для Р |
||||||||
|
12,0 |
22 |
2 |
+1,0 |
|
|||||||
|
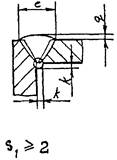
S1 ≥ 2; 0,4S ≤ S1 ≤ 2,5S** |
14,0 |
25 |
-0,5 |
|
|||||||
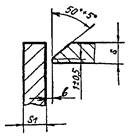
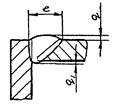
Таблица 34*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У7 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
3 |
±0,5 |
II |
|
3,0 |
8 |
||||||||||||
|
3,5 |
|
4 |
|||||||||||
|
4,0 |
9 |
|
|||||||||||
|
5,0 |
2 |
11 |
|
±1,0 |
±1,0 |
||||||||
|
6,0 |
13 |
|
5 |
||||||||||
|
8,0 |
15 |
|
|||||||||||
|
10,0 |
17 |
|
|||||||||||
|
12,0 |
19 |
±3 |
2 |
+1,0 |
8 |
±2,0 |
|||||||
|
14,0 |
22 |
|
-2,0 |
||||||||||
|
Р, К |
5,0 |
13 |
±2 |
1 |
±1,0 |
5 |
±1,0 |
|
|||||
|
6,0 |
15 |
|
|||||||||||
|
8,0 |
17 |
6 (5) |
II для К |
||||||||||
|
10,0 |
19 |
±3 |
III для Р |
||||||||||
|
12,0 |
22 |
2 |
+1,0 |
8 (6) |
±2,0 |
|
|||||||
|
14,0 |
25 |
-2,0 |
|
||||||||||
___________
* Значения в скобках для способа сварки К.
Таблица 35
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
e1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У8 |
|
|
Рн, Р, К |
12 |
2 |
+2 |
15 |
±3 |
14 |
±2 |
II |
|
14 |
17 |
15 |
±3 |
||||||||
|
Р, К |
16 |
||||||||||
|
18 |
19 |
17 |
|||||||||
|
20 |
|||||||||||
|
22 |
22 |
20 |
|||||||||
|
25 |
|||||||||||
|
28 |
26 |
24 |
|||||||||
|
30 |
|||||||||||
Таблица 36
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У9 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
8 |
||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||
|
8,0 |
14 |
|
|||||||||
|
10,0 |
16 |
||||||||||
|
12,0 |
18 |
2 |
+1,0 |
||||||||
|
14,0 |
20 |
-2,0 |
|||||||||
|
Р, К |
5,0 |
12 |
1 |
±1,0 |
|
||||||
|
6,0 |
14 |
|
|||||||||
|
8,0 |
16 |
II для К |
|||||||||
|
10,0 |
18 |
III для Р |
|||||||||
|
Рн, Р, К |
12,0 |
22 |
2 |
+1,0 |
|
||||||
|
14,0 |
-2,0 |
|
|||||||||
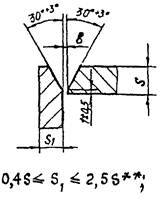
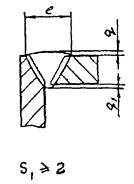
Таблица 37*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У10 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
3 |
+1,0 |
II |
|
3,0 |
7 |
-0,5 |
|||||||||||
|
3,5 |
4 |
||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
5 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
|
10,0 |
16 |
|||||||||||
|
12,0 |
18 |
2 |
+1,0 |
8 |
+2,0 |
||||||||
|
14,0 |
20 |
-2,0 |
-1,0 |
||||||||||
|
Рн, К |
5,0 |
12 |
1 |
±1,0 |
6 (5) |
+1,0 |
|
||||||
|
6,0 |
14 |
-0,5 |
|
||||||||||
|
8,0 |
16 |
II для К |
|||||||||||
|
10,0 |
18 |
III для Р |
|||||||||||
|
12,0 |
22 |
2 |
+1,0 |
8 (6) |
+2,0 |
|
|||||||
|
14,0 |
-2,0 |
-1,0 |
|
||||||||||
___________
* Значения в скобках для способа сварки К.
Таблица 38
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У11 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
8 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||
|
8,0 |
14 |
||||||||||
|
10,0 |
16 |
±3 |
2 |
|
|||||||
|
12,0 |
18 |
+1,0 |
|||||||||
|
14,0 |
20 |
-2,0 |
|||||||||
|
Р, К |
5,0 |
12 |
±2 |
1 |
±1,0 |
|
|||||
|
6,0 |
14 |
|
|||||||||
|
8,0 |
15 |
±3 |
II для К |
||||||||
|
10,0 |
17 |
III для Р |
|||||||||
|
0,4S ≤ S1 ≤ 2,5S**; S1 ≥ 2 |
12,0 |
20 |
2 |
+1,0 |
|
||||||
|
14,0 |
23 |
-2,0 |
|
||||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
e1, мм |
q1, мм |
Рекомендуемая категория |
||||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У12 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
6 |
+1,0 |
±2 |
1 |
II |
|
3,0 |
8 |
-0,5 |
|||||||||||||
|
3,5 |
|||||||||||||||
|
4,0 |
9 |
||||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||||||
|
6,0 |
12 |
||||||||||||||
|
8,0 |
14 |
||||||||||||||
|
10,0 |
16 |
±3 |
8 |
2 |
|||||||||||
|
12,0 |
18 |
2 |
+1,0 |
10 |
+2,0 |
||||||||||
|
14,0 |
20 |
-2,0 |
-1,0 |
||||||||||||
|
Р, К |
5,0 |
12 |
±2 |
1 |
±1,0 |
6 |
+1,0 |
|
|||||||
|
6,0 |
14 |
-0,5 |
III для Р |
||||||||||||
|
8,0 |
15 |
8 (6) |
II для К |
||||||||||||
|
10,0 |
17 |
±3 |
|
||||||||||||
|
12,0 |
20 |
2 |
+1,0 |
10 (6) |
+2,0 |
|
|||||||||
|
0,4S ≤ S1 ≤ 2,5S**; S1 ≥ 2 |
14,0 |
23 |
-2,0 |
-1,0 |
|
||||||||||
___________
* Значения в скобках для способа сварки К.
Таблица 39а
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
e, мм |
q, мм |
e1, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У13 |
|
|
Рн |
3,0 |
8 |
+2 |
1 |
±0,5 |
6 |
±1 |
1 |
±0,5 |
II |
|
4,0 |
9 |
7 |
|||||||||||
|
5,0 |
10 |
±1,0 |
±2 |
2 |
±1,0 |
||||||||
|
6,0 |
11 |
8 |
|||||||||||
|
8,0 |
13 |
10 |
|||||||||||
|
10,0 |
15 |
||||||||||||
(Введена дополнительно. Изм. № 1)
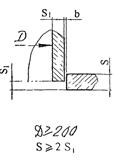
Таблица 39б
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
b, мм |
k1, мм |
k2, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У15 |
|
|
Рн |
3,0 |
0 |
+0,5 |
S1 |
-0,5 |
3 |
II |
|
|
4,0 |
|||||||||||
|
5,0 |
+1,0 |
4 |
|||||||||
|
6,0 |
|||||||||||
|
Р |
5,0 |
+1,0 |
III |
||||||||
|
6,0 |
-0,5 |
||||||||||
|
7,0 |
|||||||||||
|
8,0 |
|||||||||||
|
9,0 |
|
||||||||||
|
10,0 |
+1,5 |
5 |
|
||||||||
|
12,0 |
6 |
+2,0 |
|||||||||
|
-1,0 |
|||||||||||

(Введена дополнительно. Изм. № 1)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм не более |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У51 |
|
|
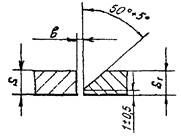
Рн |
1 |
0 |
+0,5 |
4 |
0 |
+1 |
II |
|
|
2 |
+1,0 |
6 |
|||||||
|
|
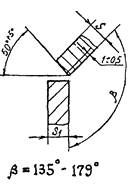
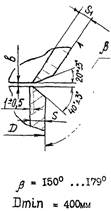
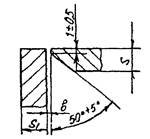
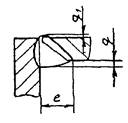
β = 60° - 89°; S1 ≥ 1 |
|
|
|
|
|
|
|
|
|
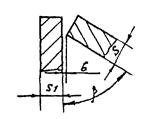
Таблица 41
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм не более |
q, мм |
e1, мм не более |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У53 |
|
|
Рн |
1,0 - 1,2 |
1 |
+1 |
8 |
1 |
+1,5 |
4 |
II |
|
Р |
3,0 - 4,0 |
2 |
10 |
±1,0 |
III |
||||||
|
β = 60° - 89°; S1 ≥ 2 |
|||||||||||
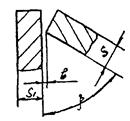
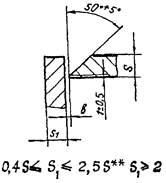
Таблица 42
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У54 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
III |
|
3,0 |
8 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
2 |
11 |
±1,0 |
||||||||
|
6,0 |
13 |
||||||||||
|
8,0 |
15 |
±3 |
|||||||||
|
10,0 |
17 |
±4 |
2 |
|
|||||||
|
12,0 |
19 |
+1,0 |
|||||||||
|
14,0 |
22 |
±5 |
-2,0 |
||||||||
|
Р, К |
5,0 |
13 |
±2 |
1 |
±1,0 |
|
|||||
|
6,0 |
15 |
III для Р |
|||||||||
|
8,0 |
17 |
±3 |
II для К |
||||||||
|
10,0 |
19 |
±4 |
|
||||||||
|
0,4S < S1 < 2,5S**; S1 > 2; β = 60° - 89° |
12,0 |
22 |
2 |
+1,0 |
|
||||||
|
14,0 |
24 |
±5 |
-2,0 |
|
|||||||
Таблица 43
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У55 |
|
|
Рн |
2,5 |
1 |
+1 |
7 |
±2 |
1 |
±0,5 |
4 |
±2,0 |
III |
|
3,0 |
8 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
9 |
||||||||||||
|
5,0 |
2 |
11 |
±1,0 |
6 |
|||||||||
|
6,0 |
13 |
||||||||||||
|
8,0 |
15 |
±3 |
|||||||||||
|
10,0 |
17 |
±4 |
1 |
±0,5 |
8 |
||||||||
|
12,0 |
19 |
2 |
+2,0 |
10 |
|||||||||
|
14,0 |
21 |
±5 |
-1,0 |
||||||||||
|
Р, К |
5,0 |
13 |
±2 |
1 |
±1,0 |
6 |
|
||||||
|
6,0 |
15 |
IV для Р |
|||||||||||
|
8,0 |
17 |
±3 |
8 (6) |
III для К |
|||||||||
|
10,0 |
19 |
±4 |
2 |
|
10 (6) |
|
|||||||
|
12,0 |
22 |
+2,0 |
|
||||||||||
|
0,4S ≤ S1 ≤ 2,5S**; S1 ≥ 2; β = 60° - 89° |
14,0 |
24 |
±5 |
-1,0 |
|
||||||||
___________
* Значения в скобках для способа сварки К.
Таблица 44
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
e1, мм |
h, мм не более |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У56 |
|
|
Рн |
12 |
2 |
12 |
-2,0 |
22 |
-2,0 |
|
II |
|
|
14 |
|
13 |
25 |
|||||||||
|
16 |
|
15 |
27 |
|||||||||
|
18 |
|
16 |
30 |
|||||||||
|
20 |
+1,0 |
17 |
32 |
|||||||||
|
22 |
-2,0 |
18 |
34 |
|||||||||
|
25 |
|
20 |
38 |
|||||||||
|
28 |
|
22 |
42 |
|||||||||
|
30 |
|
23 |
44 |
|||||||||
|
Р, К |
12 |
2 |
+2,0 |
12 |
±2 |
18 |
±3,0 |
|
|
|||
|
14 |
13 |
20 |
|
|||||||||
|
16 |
14 |
22 |
II для К |
|||||||||
|
18 |
15 |
25 |
III для Р |
|||||||||
|
20 |
16 |
27 |
|
|||||||||
|
22 |
18 |
29 |
|
|||||||||
|
25 |
19 |
32 |
±4,0 |
|
||||||||
|
28 |
20 |
36 |
|
|||||||||
|
30 |
21 |
39 |
±5,0 |
|
||||||||
Таблица 45
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У59 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
8 |
||||||||||
|
5,0 |
2 |
10 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||
|
8,0 |
14 |
||||||||||
|
10,0 |
16 |
||||||||||
|
12,0 |
18 |
||||||||||
|
14,0 |
20 |
2 |
|||||||||
|
Р, К |
5,0 |
12 |
1 |
|
|||||||
|
6,0 |
14 |
||||||||||
|
8,0 |
16 |
II для К |
|||||||||
|
10,0 |
18 |
III для Р |
|||||||||
|
S1 ≥ 2; 0,4S ≤ S1 ≤ 2,5S** |
12,0 |
22 |
2 |
+1,0 |
|
||||||
|
14,0 |
-2,0 |
|
|||||||||
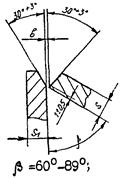
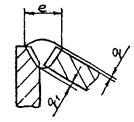
Таблица 46
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У60 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
4 |
±2 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
±1,0 |
6 |
|||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
10,0 |
16 |
8 |
|||||||||||
|
12,0 |
18 |
2 |
10 |
||||||||||
|
14,0 |
20 |
||||||||||||
|
Р, К |
5,0 |
12 |
1 |
6 |
|
||||||||
|
6,0 |
14 |
II для К |
|||||||||||
|
8,0 |
16 |
8 |
III для Р |
||||||||||
|
10,0 |
18 |
|
|||||||||||
|
12,0 |
22 |
10 |
|
||||||||||
|
β = 60° - 89° |
14,0 |
2 |
|
||||||||||
|
0,4S ≤ S1 ≤ 2,5S**; S1 ≥ 2 |
|||||||||||||
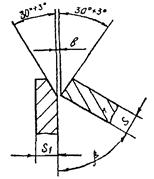
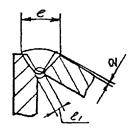
Таблица 47
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм не более |
q, мм |
n, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У61 |
|
|
Рн |
1 - 4 |
0 |
+0,5 |
0,5S - S |
0 |
+1,5 |
0 |
+1 |
II |
|
5 - 6 |
+1,0 |
|||||||||||
|
К |
6 - 10 |
1 |
±1,0 |
|||||||||
|
Р |
+2,0 |
+2 |
|
|||||||||
|
|
||||||||||||
|
II для К |
||||||||||||
|
III для Р |
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
e1, мм не более |
n, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
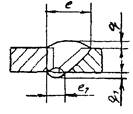
У63 |
|
|
Рн |
2 - 4 |
0 |
+0,5 |
0,5S1 - S1 |
0 |
+0,1 |
4 |
0 |
+1 |
II |
|
5 - 6 |
+1,0 |
5 |
|||||||||||
|
К |
6 - 10 |
1 |
±1,0 |
7 |
|||||||||
|
Р |
+2,0 |
+2 |
III |
||||||||||
|
S1 ≥ 2; 0,4S ≤ S1 ≤ 2,5S** |
|||||||||||||
___________
** Допускается сварку производить без учета ограничения 0,4S ≤ S1 ≤ 2,5S, но указанная категория шва не гарантируется
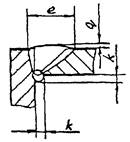
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
k, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т1 |
|
|
Рн |
2 - 4 |
0 |
+1 |
3 |
IV |
|
|
+1,0 |
|||||||||
|
5 - 8 |
+2 |
4 |
-0,5 |
||||||
|
|
|||||||||
|
Р |
4 - 10 |
6 |
+2,0 |
||||||
|
-1,0 |
|||||||||
|
10 - 20 |
+3 |
10 |
+2,5 |
||||||
|
-1,5 |
|||||||||
|
S1 ≥ 2 |
|||||||||
Таблица 50
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
k, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т3 |
|
|
Рн |
2 - 4 |
0 |
+1 |
3 |
III |
|
|
+1,0 |
|||||||||
|
5 |
+2 |
4 |
-0,5 |
||||||
|
|
|||||||||
|
Р |
4 - 10 |
6 |
+2,0 |
IV |
|||||
|
-1,0 |
|||||||||
|
10 - 20 |
+3 |
10 |
+2,5 |
||||||
|
-1,5 |
|||||||||
|
S ≥ 2 |
|||||||||
Таблица 51
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т6 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
2 |
±1,0 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
Р, К |
5,0 |
12 |
|
||||||||||
|
6,0 |
13 |
||||||||||||
|
8,0 |
15 |
±3 |
II для К |
||||||||||
|
10,0 |
17 |
3 |
III для Р |
||||||||||
|
12,0 |
20 |
|
|||||||||||
|
S1 ≥ 20; 4S ≤ S1 ≤ 2,5S** |
14,0 |
23 |
|
||||||||||
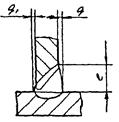
Таблица 52*
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т7 |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
3 |
+1,0 |
II |
|
3,0 |
7 |
-0,5 |
|||||||||||
|
3,5 |
4 |
||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
2 |
±1,0 |
5 |
||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
||||||||||||
|
Р, К |
5,0 |
12 |
6 (5) |
+2,0 |
|
||||||||
|
6,0 |
14 |
+1,0 |
|||||||||||
|
8,0 |
15 |
±3 |
II для К |
||||||||||
|
10,0 |
17 |
3 |
±2,0 |
8 (6) |
III для Р |
||||||||
|
12,0 |
20 |
|
|||||||||||
|
S1 ≥ 2; 0,4S ≤ S1 ≤ 2,5S** |
14,0 |
23 |
|
||||||||||
___________
* Значения в скобках для способа сварки К.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т8 |
|
|
Р, К |
12 |
2 |
+2 |
13 |
±2 |
2 |
±1 |
II |
|
14 |
14 |
±3 |
|||||||||
|
16 |
15 |
||||||||||
|
18 |
16 |
||||||||||
|
20 |
17 |
3 |
±2 |
||||||||
|
22 |
18 |
||||||||||
|
25 |
20 |
||||||||||
|
28 |
22 |
||||||||||
|
30 |
24 |
||||||||||
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
e, мм не более |
q, мм |
B, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
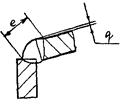
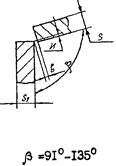
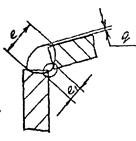
β° 91 - 110 |
β° 111 - 135 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т51 |
|
|
Рн |
2,0 |
4 |
6 |
1 |
±1 |
1 |
+1 |
IV |
|
3,0 |
|||||||||||
|
3,5 |
|||||||||||
|
4,0 |
|||||||||||
|
5,0 |
6 |
8 |
2 |
+2 |
|||||||
|
6,0 |
|||||||||||
|
Р |
5,0 |
6 |
9 |
||||||||
|
β = 91° - 135° |
|
6,0 |
7 |
10 |
|||||||
|
S1 ≥ 2 |
8,0 |
12 |
|||||||||
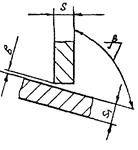
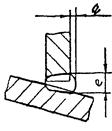
Таблица 55
|
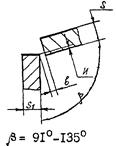
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
e, мм не более |
q, мм |
e1, мм не более |
B, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
β° 91 - 110 |
β° 111 - 135 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т52 |
|
|
Рн |
2,0 |
4 |
6 |
1 |
±1 |
4 |
1 |
+1 |
IV |
|
3,0 |
||||||||||||
|
3,5 |
||||||||||||
|
4,0 |
||||||||||||
|
5,0 |
6 |
8 |
2 |
6 |
+2 |
|||||||
|
6,0 |
||||||||||||
|
Р |
5,0 |
9 |
||||||||||
|
β = 91° - 135° |
|
6,0 |
7 |
10 |
7 |
|||||||
|
S1 ≥ 2 |
8,0 |
12 |
||||||||||
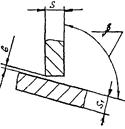
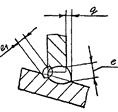
Таблица 56
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т53 |
|
|
Рн |
2,5 |
1 |
+1,0 |
6 |
±2 |
1 |
±0,5 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
10 |
2 |
±1,0 |
±1,0 |
||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
±3 |
|||||||||||
|
Р |
5,0 |
11 |
±2 |
|
|||||||||
|
6,0 |
13 |
||||||||||||
|
8,0 |
15 |
±3 |
II для К |
||||||||||
|
10,0 |
17 |
3 |
±2,0 |
III для Р |
|||||||||
|
12,0 |
20 |
±4 |
|
||||||||||
|
β = 91° - 135° |
14,0 |
22 |
|
||||||||||
|
S1 ≥ 2 |
|||||||||||||
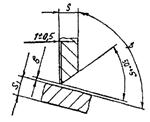
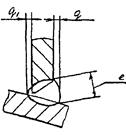
(Измененная редакция. Изм. № 1)
Таблица 57**
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
e, мм |
q = q1, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
Т54 |
|
|
Рн |
2,5 |
1 |
±0,5 |
6 |
±2 |
1 |
±0,5 |
4 |
±2 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
2 |
±1,0 |
10 |
2 |
6 |
||||||||
|
6,0 |
12 |
||||||||||||
|
8,0 |
14 |
±3 |
|||||||||||
|
Р, К |
5,0 |
11 |
±2 |
|
|||||||||
|
6,0 |
13 |
II для К |
|||||||||||
|
8,0 |
15 |
±3 |
8 (6) |
III для Р |
|||||||||
|
10,0 |
17 |
3 |
±2,0 |
|
|||||||||
|
12,0 |
20 |
±4 |
10 (6) |
|
|||||||||
|
β = 91° - 135° |
14,0 |
22 |
|
||||||||||
|
S1 ≥ 2; 0,4S ≤ S1 ≤ 2,5S** |
|||||||||||||
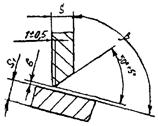
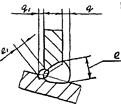
___________
* Значения в скобках для способа сварки К.
(Измененная редакция. Изм. № 1)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e = e1, мм |
q = q1, мм |
h, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т57 |
|
|
Р, К, Рн |
12 |
2 |
+2 |
13 |
±2 |
2 |
±1 |
|
III |
|
14 |
14 |
|||||||||||
|
Р, К |
16 |
15 |
±3 |
II для К |
||||||||
|
18 |
16 |
|||||||||||
|
20 |
17 |
3 |
±2 |
|||||||||
|
22 |
18 |
|||||||||||
|
25 |
20 |
|||||||||||
|
28 |
22 |
±4 |
||||||||||
|
30 |
24 |
|||||||||||
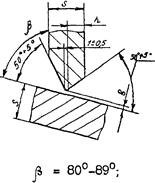
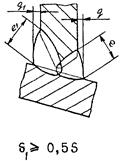
___________
** Допускается сварку производить без учета ограничения 0,4S ≤ S1 ≤ 2,5S, но указанная категория шва не гарантируется.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
B, мм не более |
k, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
Н1 |
|
|
Рн |
1 - 4 |
0 |
+0,5 |
3 |
Назначается конструктивно не более S |
IV |
|
5 - 8 |
+1,0 |
8 |
|||||||
|
Р |
3 - 5 |
3 |
|||||||
|
6 - 10 |
+1,5 |
8 |
|||||||
|
12 - 30 |
+2,0 |
12 |
|||||||
|
32 - 60 |
30 |
||||||||
|
S ≥ S1 |
|||||||||
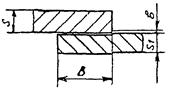
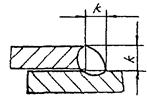
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
B, мм |
B, мм |
k, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
Н2 |
|
|
Рн |
1 - 4 |
0 |
+0,5 |
3 - 20 |
Назначается конструктивно не более S |
IV |
|
5 - 8 |
+1,0 |
8 - 40 |
|||||||
|
Р |
3 - 5 |
3 - 20 |
|||||||
|
6 - 10 |
+1,5 |
8 - 40 |
|||||||
|
12 - 30 |
+2,0 |
12 - 100 |
|||||||
|
32 - 60 |
30 - 200 |
||||||||
|
S1 ≥ S |
|||||||||
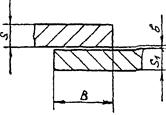
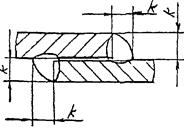
Примечание - Нахлесточные сварные соединения допускается применять для накладных и вспомогательных элементов. При контакте с радиоактивными средами сварные швы должны выполняться по замкнутому контуру с обязательной проверкой на герметичность по ОСТ 95 10439.
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С2Т |
|
|
Рн |
1,0 |
0 |
+0,5 |
4 |
±2 |
1 |
±0,5 |
I |
|
2,0 |
0,5 |
||||||||||
|
D = D1; Dmin = 10 мм |
|||||||||||
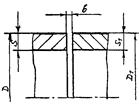
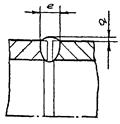
Таблица 62
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С4Т |
|
|
Рн |
1,0 |
1,0 |
+0,5 |
4 |
±2 |
1 |
±0,5 |
I |
|
2,0 |
|||||||||||
|
2,5 |
1,5 |
||||||||||
|
3,0 |
5 |
||||||||||
|
D = D1; Dmin = 10 мм |
|||||||||||
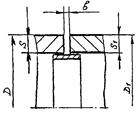
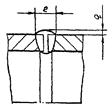
Таблица 63
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С8Т |
|
|
Рн |
2,5 |
1,0 |
+0,5 |
7 |
±2 |
1,0 |
±0,5 |
I |
|
3,0 |
8 |
Предпочтительно для соединений с вертикальным расположением труб. |
|||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
1,5 |
+1,0 |
10 |
||||||||
|
6,0 |
12 |
||||||||||
|
К |
6,0 |
2,0 |
1,5 |
±1,0 |
|||||||
|
7,0 |
14 |
||||||||||
|
8,0 |
15 |
±3 |
|||||||||
|
9,0 |
|||||||||||
|
D = D1; |
10,0 |
18 |
|||||||||
|
Dmin = 14 мм |
12,0 |
21 |
|||||||||
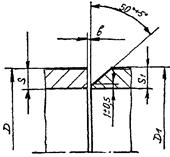
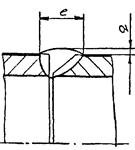
Таблица 64
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С17Т |
|
|
Рн |
2,5 |
1,0 |
+0,5 |
7 |
±2,0 |
1,0 |
±0,5 |
I |
|
3,0 |
8 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
1,5 |
+1,0 |
10 |
||||||||
|
6,0 |
12 |
||||||||||
|
7,0 |
2,0 |
12 |
|||||||||
|
8,0 |
12 |
±3,0 |
1,5 |
±1,0 |
|||||||
|
9,0 |
14 |
||||||||||
|
10,0 |
14 |
||||||||||
|
12,0 |
17 |
||||||||||
|
К |
6,0 |
14 |
±2,0 |
||||||||
|
7,0 |
14 |
||||||||||
|
8,0 |
15 |
±3,0 |
|||||||||
|
9,0 |
15 |
||||||||||
|
D = D1; |
10,0 |
18 |
|||||||||
|
Dmin = 14 мм |
12,0 |
21 |
|||||||||
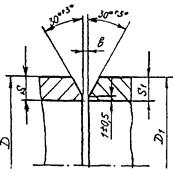
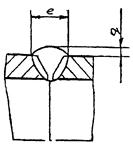
Примечание - Допускается выполнять соединение с подварнам швом.
Таблица 65
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С8Т |
|
|
Рн |
2,5 |
1 |
+1 |
6 |
±2 |
1 |
±0,5 |
I |
|
3,0 |
2 |
7 |
|||||||||
|
3,5 |
|||||||||||
|
4,0 |
9 |
||||||||||
|
5,0 |
10 |
||||||||||
|
6,0 |
12 |
||||||||||
|
К |
6,0 |
14 |
1,5 |
±1,0 |
|||||||
|
7,0 |
15 |
||||||||||
|
8,0 |
16 |
±3 |
|||||||||
|
9,0 |
|||||||||||
|
D = D1; |
10,0 |
3 |
19 |
||||||||
|
Dmin = 14 мм |
12,0 |
22 |
|||||||||
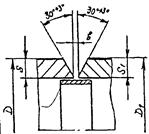
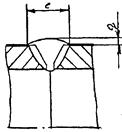
Таблица 66
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С20Т |
|
|
Рн, К |
4,5 |
11 |
+4 |
1 |
±1,0 |
I |
|
5,0 |
|||||||||
|
6,0 |
12 |
2 |
|||||||
|
6,5 |
|||||||||
|
7,0 |
13 |
||||||||
|
8,0 |
|||||||||
|
9,0 |
14 |
+5 |
3 |
||||||
|
10,0 |
|||||||||
|
12,0 |
16 |
||||||||
|
14,0 |
18 |
+6 |
4 |
||||||
|
16,0 |
|||||||||
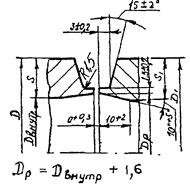
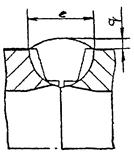
Таблица 67
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D×S, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С22Т |
|
|
Рн, К |
25×4,0 |
13 |
±1 |
1,0 |
±0,5 |
I |
|
38×4,0 |
|||||||||
|
34×5,0 |
14 |
||||||||
|
38×6,0 |
|||||||||
|
45×5,0 |
|||||||||
|
56×5,0 |
|||||||||
|
75×5,0 |
|||||||||
|
76×5,0 |
|||||||||
|
89×4,5 |
|||||||||
|
108×5,0 |
|||||||||
|
133×5,0 |
|||||||||
|
|
89×6,0 |
15 |
1,5 |
||||||
|
|
95×6,0 |
||||||||
|
|
108×6,0 |
||||||||
|
D = D1; |
|
|
133×6,0 |
||||||
|
Dр = Dвнутр.max + 1,6 |
|
|
159×6,0 |
||||||
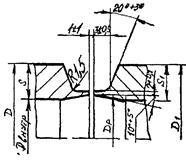
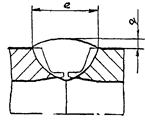
Таблица 68
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С23Т |
|
|
Рн, К |
От 3,5 до 5,0 |
10 |
±2 |
I |
|
Св. 5,0 до 8,0 |
14 |
||||||
|
« 8,0 « 10,0 |
16 |
||||||
|
« 10,0 « 14,0 |
18 |
±3 |
|||||
|
« 14,0 « 18,0 |
22 |
||||||
|
« 18,0 « 22,0 |
24 |
+4 |
|||||
|
«22,0 « 28,0 |
26 |
||||||
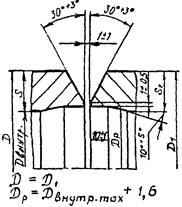
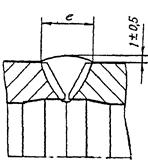
Таблица 69
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D×S, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С24Т |
|
|
Рн, К |
50×7 |
15 |
±2 |
I |
|
63×8 |
16 |
||||||
|
114×9 |
19 |
||||||
|
194×9 |
|||||||
|
140×10 |
|||||||
|
245×11 |
20 |
||||||
|
373×11 |
|||||||
|
325×12 |
21 |
||||||
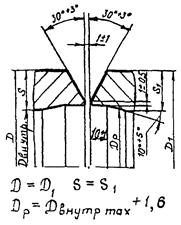
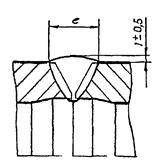
Таблица 70
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С25Т |
|
|
Рн |
4,5 |
11 |
+4 |
1 |
±0,5 |
I |
|
5,0 |
|||||||||
|
6,0 |
12 |
||||||||
|
Рн, К |
6,5 |
2 |
±1,0 |
II |
|||||
|
7,0 |
13 |
||||||||
|
8,0 |
|||||||||
|
9,0 |
14 |
+5 |
3 |
||||||
|
10,0 |
|||||||||
|
12,0 |
16 |
||||||||
|
14,0 |
18 |
+6 |
4 |
||||||
|
16,0 |
|||||||||
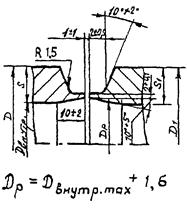
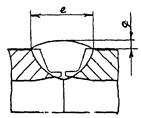
Таблица 71
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q = q1, мм |
e1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С54Т |
|
|
Рн |
2,5 |
1,0 |
+0,5 |
6 |
±2 |
1,0 |
±0,5 |
4 |
±2 |
II |
|
3,0 |
7 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
1,5 |
+1,0 |
9 |
6 |
|||||||||
|
6,0 |
11 |
||||||||||||
|
7,0 |
12 |
1,5 |
±1,0 |
||||||||||
|
8,0 |
±3 |
||||||||||||
|
9,0 |
14 |
||||||||||||
|
10,0 |
2,0 |
||||||||||||
|
12,0 |
17 |
||||||||||||
|
К |
6,0 |
1,5 |
13 |
±2 |
|||||||||
|
7,0 |
14 |
||||||||||||
|
8,0 |
15 |
±3 |
|||||||||||
|
9,0 |
15 |
||||||||||||
|
10,0 |
2,0 |
18 |
|||||||||||
|
12,0 |
|||||||||||||
|
При |
Dmin |
108, |
121, |
123; |
159, |
180; |
219 |
|
|
|
|||
|
|
lmax |
|
100 |
|
150 |
200 |
|
|
|
||||
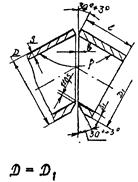
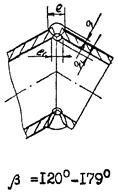
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
С57Т |
|
|
Рн |
2,5 |
1,0 |
+0,5 |
6 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
||||||||||
|
3,5 |
|||||||||||
|
4,0 |
8 |
||||||||||
|
5,0 |
1,5 |
+1,0 |
9 |
||||||||
|
6,0 |
11 |
||||||||||
|
7,0 |
12 |
||||||||||
|
8,0 |
13 |
±3 |
1,5 |
±1,0 |
|||||||
|
9,0 |
14 |
||||||||||
|
10,0 |
2,0 |
16 |
|||||||||
|
12,0 |
18 |
||||||||||
|
К |
6,0 |
1,5 |
13 |
±2 |
|||||||
|
7,0 |
14 |
||||||||||
|
8,0 |
15 |
±3 |
|||||||||
|
9,0 |
|||||||||||
|
10,0 |
2,0 |
18 |
|||||||||
|
12,0 |
21 |
||||||||||
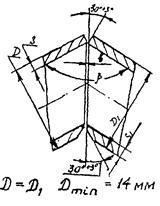
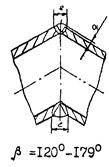
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
B, мм |
k1, мм |
k2, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У5Т |
|
|
Рн |
2,0 |
0 |
+0,5 |
S1 |
-0,5 |
3 |
+1,0 |
II |
|
2,5 |
-0,5 |
||||||||||
|
3,0 |
|||||||||||
|
3,5 |
|||||||||||
|
4,0 |
|||||||||||
|
5,0 |
+1,0 |
4 |
|||||||||
|
6,0 |
|||||||||||
|
Р |
5,0 |
III |
|||||||||
|
6,0 |
|||||||||||
|
7,0 |
|||||||||||
|
8,0 |
|||||||||||
|
9,0 |
5 |
||||||||||
|
10,0 |
+1,5 |
||||||||||
|
12,0 |
6 |
+2,0 |
|||||||||
|
-1,0 |
|||||||||||
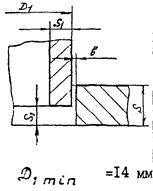
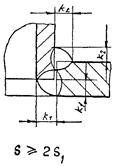
Таблица 74
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
B, мм |
e, мм |
q, мм |
k, мм |
f, мм |
Рекомендуемая категория |
||||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У7Т |
|
|
Рн |
2,0 |
0 |
+0,5 |
6 |
±1 |
1 |
±0,5 |
S1 |
-0,5 |
3 |
±1 |
II |
|
2,5 |
|||||||||||||||
|
3,0 |
|||||||||||||||
|
3,5 |
|||||||||||||||
|
4,0 |
|||||||||||||||
|
5,0 |
+1,0 |
7 |
2 |
±1,0 |
4 |
||||||||||
|
6,0 |
|||||||||||||||
|
Р |
5,0 |
10 |
±2 |
3 |
±2,0 |
6 |
III |
||||||||
|
6,0 |
|||||||||||||||
|
7,0 |
|||||||||||||||
|
8,0 |
|||||||||||||||
|
9,0 |
|||||||||||||||
|
10,0 |
+1,5 |
||||||||||||||
|
12,0 |
|||||||||||||||
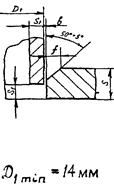
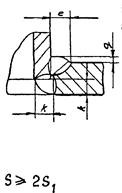
Таблица 75
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
B, мм |
e, мм |
q, мм |
q1, мм |
e1, мм |
f, мм |
Рекомендуемая категория |
|||||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У8Т |
|
|
Рн |
2,0 |
0 |
+0,5 |
6 |
±2 |
1,0 |
±0,5 |
1 |
±0,5 |
6 |
±1 |
3 |
±1 |
II |
|
2,5 |
|||||||||||||||||
|
3,0 |
|||||||||||||||||
|
3,5 |
|||||||||||||||||
|
4,0 |
|||||||||||||||||
|
5,0 |
+1,0 |
8 |
±1,0 |
2 |
±1,0 |
7 |
4 |
||||||||||
|
6,0 |
|||||||||||||||||
|
Р |
5,0 |
12 |
3 |
±2,0 |
10 |
±2 |
6 |
III |
|||||||||
|
6,0 |
|||||||||||||||||
|
7,0 |
|||||||||||||||||
|
8,0 |
|||||||||||||||||
|
9,0 |
|||||||||||||||||
|
10,0 |
+1,5 |
2,0 |
+1,0 |
||||||||||||||
|
D1min = 14 мм; S ≥ 2S1 |
12,0 |
-2,0 |
|||||||||||||||
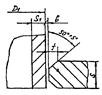
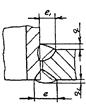
Таблица 76
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У12Т |
|
|
Рн |
2,0 |
0 |
±0,5 |
6 |
±2 |
1,0 |
±0,5 |
3 |
+1,0 |
II |
|
2,5 |
7 |
-0,5 |
|||||||||||
|
3,0 |
8 |
||||||||||||
|
3,5 |
4 |
||||||||||||
|
4,0 |
9 |
||||||||||||
|
5,0 |
±1,0 |
10 |
±1,0 |
5 |
|||||||||
|
6,0 |
11 |
||||||||||||
|
8,0 |
13 |
||||||||||||
|
Dн min = 38 мм; S ≥ 2S1 |
|||||||||||||
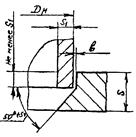
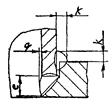
Таблица 77
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
e, мм |
q, мм |
e1, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У13Т |
|
|
Рн |
2,0 |
6 |
+2 |
1,0 |
±0,5 |
6 |
±1 |
1 |
±0,5 |
II |
|
2,5 |
7 |
||||||||||||
|
3,0 |
8 |
||||||||||||
|
3,5 |
|||||||||||||
|
4,0 |
9 |
7 |
|||||||||||
|
5,0 |
10 |
±1,0 |
±2 |
2 |
±1,0 |
||||||||
|
6,0 |
11 |
8 |
|||||||||||
|
8,0 |
13 |
10 |
|||||||||||
|
Dн min = 38 мм; S ≥ 2S1 |
10 |
15 |
|||||||||||
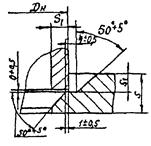
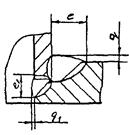
(Измененная редакция. Изм. № 1)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У14Т |
|
|
Рн |
2,0 |
0 |
±0,5 |
6 |
±2 |
1 |
±0,5 |
3 |
+1,0 |
III |
|
2,5 |
-0,5 |
||||||||||||
|
3,0 |
7 |
||||||||||||
|
3,5 |
4 |
||||||||||||
|
4,0 |
8 |
||||||||||||
|
5,0 |
±1,0 |
9 |
±1,0 |
5 |
|||||||||
|
6,0 |
11 |
||||||||||||
|
8,0 |
13 |
||||||||||||
|
S ≥ 2S1; S2 ≥ S1; Dн min = 38 мм |
|||||||||||||
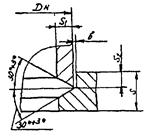
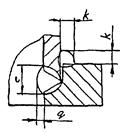
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D = D1, мм |
S = S1, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У15Т |
|
|
Рн |
8 - 78 |
1 |
0 |
+0,5 |
4 |
±1 |
1 |
±0,5 |
3 |
±1 |
II |
|
2 |
0,5 |
|||||||||||||
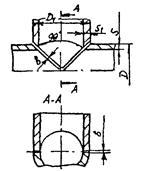
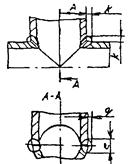
Таблица 80
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D = D1, мм |
S = S1, мм |
e, мм |
e1, мм не более |
q = q1, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У16Т |
|
|
Рн |
8 - 75 |
2,5 |
6 |
+2 |
6 - 8 |
2 |
+2 |
II |
|
3,0 |
8 |
8 - 12 |
|||||||||
|
4,0 |
9 - 14 |
||||||||||
|
5,0 |
10 |
14 - 20 |
|||||||||
|
6,0 |
11 |
19 - 25 |
|||||||||
|
8,0 |
14 |
25 - 32 |
|||||||||
|
К |
6,0 |
11 |
+3 |
19 - 25 |
3 |
III |
|||||
|
8,0 |
14 |
25 - 32 |
|||||||||
|
10,0 |
16 |
32 - 40 |
|||||||||
|
12,0 |
19 |
36 - 45 |
|||||||||
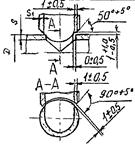
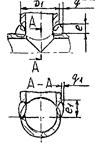
Таблица 81
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D, не более |
S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У17Т |
|
|
Рн |
8 - 60 |
0,1 |
1,0 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
II |
|
1 ≤ S ≤ 2,5S1 |
2,0 |
0,5 |
|||||||||||
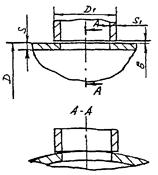
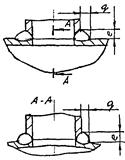
Таблица 82
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D, не более |
S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У18Т |
|
|
Рн |
8 - 60 |
0,1 - 0,89 |
1,0 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
II |
|
1 ≤ S ≤ 2,5S1 |
2,0 |
0,5 |
|||||||||||
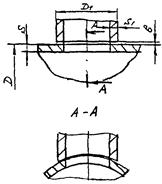
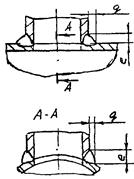
Таблица 83
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D, не более |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У19Т |
|
|
Рн |
10 - 56 |
0,1 |
2,5 - 4,0 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
II |
|
60 - 108 |
5,0 - 8,0 |
1,5 |
|||||||||
|
114 - 219 |
|||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
S1 + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; S ≥ 2 |
|||||||||||
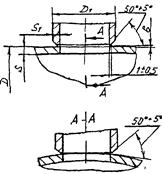
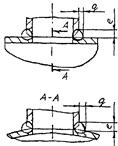
Таблица 84
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У20Т |
|
|
Рн |
10 - 56 |
0,1 - 0,89 |
2,5 - 4,0 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
II |
|
60 - 108 |
0,1 - 0,94 |
5,0 - 8,0 |
1,5 |
||||||||
|
114 - 219 |
|||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
S1 + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; S ≥ 2 |
|||||||||||
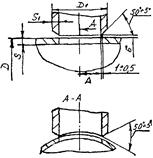
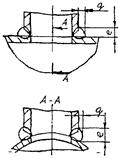
Таблица 85
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У21Т |
|
|
Рн |
10 - 159 |
2,5 - 4,0 |
2 - 20 |
2 |
±1 |
S1 + 5 |
0,5e |
II |
|
5,0 - 8,0 |
3 |
||||||||||
|
К |
45 - 219 |
6,0 - 8,0 |
3 - 25 |
|
S1 + 7 |
||||||
|
10,0 - 12,0 |
4 |
||||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; D ≥ 2D1 |
|||||||||||
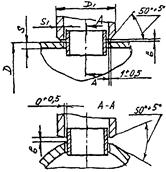
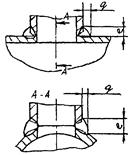
Таблица 86
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У24Т |
|
|
Рн |
10 - 159 |
2 - 20 |
2,5 - 4,0 |
1 |
±0,5 |
S1 + 4 |
0,5e |
II |
|
5,0 - 8,0 |
2 |
||||||||||
|
К |
45 - 219 |
6,0 - 8,0 |
3 - 25 |
S1 + 5 |
|||||||
|
10,0 - 12,0 |
|||||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; D ≥ 2D1 |
|||||||||||
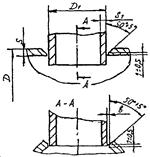
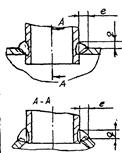
Таблица 87
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У25Т |
|
|
Рн |
45 - 219 |
750 |
2,5 - 4,0 |
2 - 20 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
II |
|
5,0 - 8,0 |
1,5 |
|||||||||||
|
К |
6,0 - 12,0 |
3 - 20 |
S1 + 5 |
|||||||||
|
0,4S1 ≤ S ≤ 2,5S1** |
||||||||||||
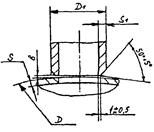
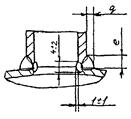
Таблица 88
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У26Т |
|
|
Рн |
10 - 159 |
750 |
2,5 - 4,0 |
2 - 10 |
1 |
±0,5 |
S + 4 |
0,5e |
II |
|
5,0 - 8,0 |
2 |
|||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
3 - 10 |
S + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1** |
||||||||||||
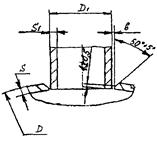
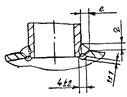
Таблица 89
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У27Т |
|
|
Р |
45 - 219 |
750 |
4 - 10 |
10 - 25 |
2 |
±1 |
|
0,5e |
III |
|
К |
II |
|||||||||||
|
Рн |
10 - 159 |
|||||||||||
|
0,4S1 ≤ S ≤ 2,5S1** |
||||||||||||
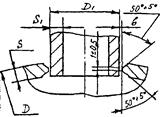
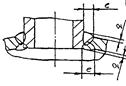
Таблица 90
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D = D1, мм |
S = S1, мм |
B, мм |
e, мм |
q, мм |
k, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У28Т |
|
|
Рн |
8 - 75 |
1 |
0 |
+0,5 |
4 |
±1 |
1 |
±0,5 |
3 |
±1 |
III |
|
2 |
0,5 |
|||||||||||||
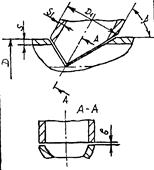
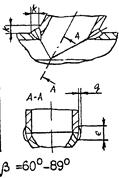
Таблица 91
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D, не более |
S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У29Т |
|
|
Рн |
8 - 60 |
0,1 |
1,0 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
III |
|
1 ≤ S ≤ 2,5S1; β = 60° - 89° |
2,0 |
0,5 |
|||||||||||
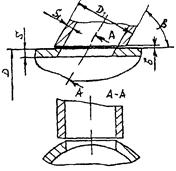
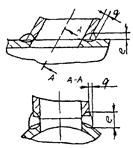
Таблица 92
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D |
S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У30Т |
|
|
Рн |
8 - 60 |
0,1 - 0,89 |
1,0 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
III |
|
1 ≤ S ≤ 2,5S1; β = 60° - 89° |
2,0 |
0,5 |
|||||||||||
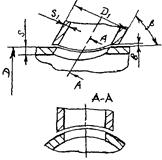
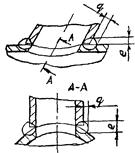
Таблица 93
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D, не более |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У31Т |
|
|
Рн |
10 - 56 |
0,1 |
2,5 - 4,0 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
III |
|
60 - 108 |
5,0 - 8,0 |
1,5 |
|||||||||
|
114 - 219 |
S1 + 5 |
||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
|||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; |
|||||||||||
|
S ≥ 2; β = 75° - 89° |
|||||||||||
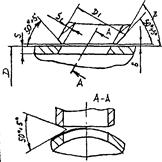
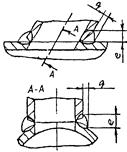
Таблица 94
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У32Т |
|
|
Рн |
10 - 56 |
0,1 - 0,89 |
2,5 - 4,0 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
III |
|
60 - 108 |
0,1 - 0,94 |
5,0 - 8,0 |
1,5 |
||||||||
|
114 - 219 |
S1 + 5 |
||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
|||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; |
|||||||||||
|
S ≥ 2; = 75° - 89° |
|||||||||||
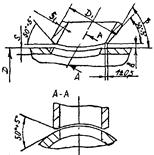
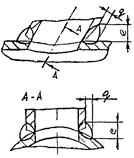
Таблица 95
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У35Т |
|
|
Рн |
10 - 159 |
2 - 10 |
2,5 - 4,0 |
1 |
±0,5 |
S1 + 4 |
0,5e |
III |
|
5,0 - 8,0 |
2 |
||||||||||
|
К |
45 - 219 |
3 - 10 |
6,0 - 12,0 |
S1 + 5 |
|||||||
|
0,4S1 ≤ S ≤ 2,5S1**; D ≥ 2D1; β = 75° ÷ 89° |
|||||||||||
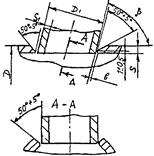
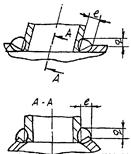
Таблица 96
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У36Т |
|
|
Рн |
45 - 219 |
750 |
2,5 - 4,0 |
2 - 20 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
III |
|
5,0 - 8,0 |
1,5 |
|||||||||||
|
К |
6,0 - 12,0 |
3 - 20 |
S1 + 5 |
|||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; β = 75° - 89° |
||||||||||||
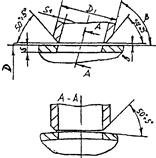
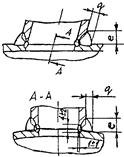
Таблица 97
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S, мм |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У37Т |
|
|
Рн |
10 - 159 |
750 |
2,5 - 4,0 |
2 - 10 |
1 |
±0,5 |
S + 4 |
0,5e |
II |
|
5,0 - 8,0 |
2 |
|||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
3 - 10 |
S + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; β = 75° - 89° |
||||||||||||
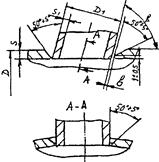
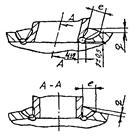
Таблица 98
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У38Т |
|
|
Р |
45 - 219 |
750 |
4 - 10 |
10 - 25 |
2 |
±1 |
|
0,5e |
III |
|
К |
II |
|||||||||||
|
Рн |
10 - 159 |
|||||||||||
|
β = 75° - 89°; 0,4S1 ≤ S ≤ 2,5S1** |
||||||||||||
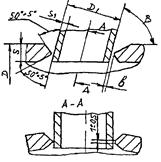
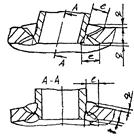
Таблица 99
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У41Т |
|
|
Рн |
8 - 60 |
2D1 |
1 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
II |
|
2 |
0,5 |
||||||||||||
|
1 ≤ S1 ≤ 2,5S |
|||||||||||||
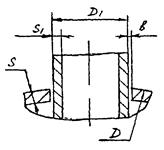
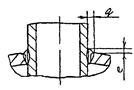
Таблица 100
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У42Т |
|
|
Рн |
8 - 108 |
750 |
2 - 3 |
1,0 |
±0,5 |
4 |
±1 |
3 |
±1 |
II |
|
2 ≤ S1 ≤ 2,5S |
|||||||||||||
|
Примечание - Допускается размер D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
|||||||||||||
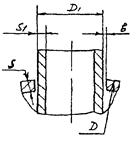
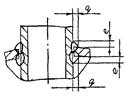
Таблица 101
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У43Т |
|
|
Рн |
10 - 159 |
2D1 |
2 - 10 |
2,5 - 4,0 |
1,0 |
±0,5 |
S + 4 |
0,5e |
II |
|
5,0 - 8,0 |
1,5 |
|||||||||||
|
К |
45 - 219 |
3 - 10 |
6,0 - 12,0 |
S + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1** |
||||||||||||
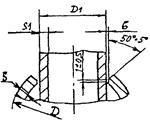
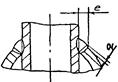
Таблица 102
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S, мм |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У44Т |
|
|
Рн |
10 - 159 |
750 |
2,5 - 4,0 |
2 - 10 |
1,0 |
±0,5 |
S + 4 |
0,5e |
II |
|
5,0 - 8,0 |
1,5 |
|||||||||||
|
0,4S1 ≤ S ≤ 2,5S1** |
К |
45 - 219 |
6,0 - 12,0 |
3 - 10 |
S + 5 |
|||||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
||||||||||||
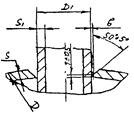
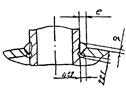
Таблица 103
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У47Т |
|
|
Рн |
14 - 159 |
750 |
3 - 10 |
8 - 25 |
1,5 |
±0,5 |
|
II |
|
К |
45 - 219 |
4 - 10 |
10 - 25 |
||||||||
|
S ≥ 2,5S1 |
|||||||||||
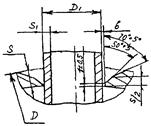
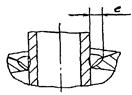
Таблица 104
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
e1, мм |
q1, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
У48Т |
|
|
Рн |
14 - 159 |
750 |
3 - 10 |
8 - 25 |
1,5 |
±0,5 |
|
4 |
±1 |
1 |
±1 |
II |
|
К |
45 - 219 |
4 - 10 |
10 - 25 |
||||||||||||
|
S ≥ 2,5S1 |
|
|
|
|
|
|
|
|
|
|
|||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
|||||||||||||||
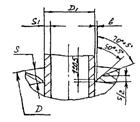
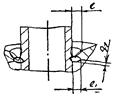
(Измененная редакция. Изм. № 2)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e = e1, мм не более |
q = q1, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У50Т |
|
|
Р |
45 - 219 |
750 |
4 - 10 |
10 - 25 |
2 |
±1 |
|
0,5e |
III |
|
К |
|
II |
||||||||||
|
Рн |
10 - 159 |
750 |
4 - 10 |
10 - 25 |
||||||||
|
0,4S ≤ S1 ≤ 2,5S** |
||||||||||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
||||||||||||
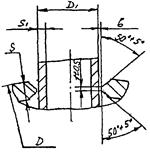
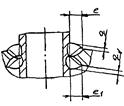
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У51Т |
|
|
Рн |
10 - 159 |
2,5 - 4,0 |
2 - 20 |
2 |
±1 |
S1 + 3 |
0,5e |
III |
|
5,0 - 8,0 |
3 |
||||||||||
|
К |
45 - 219 |
6,0 - 8,0 |
4 - 25 |
S1 + 5 |
|||||||
|
10,0 - 12,0 |
4 |
||||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; h ≥ S + 0,1D |
|||||||||||
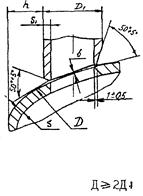
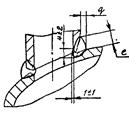
Таблица 107
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У52Т |
|
|
Рн |
45 - 219 |
750 |
2,5 - 4,0 |
2 - 20 |
1,0 |
±0,5 |
S1 + 4 |
0,5e |
II |
|
5,0 - 8,0 |
1,5 |
|||||||||||
|
К |
6,0 - 12,0 |
3 - 20 |
±1,0 |
S1 + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; h ≥ S + 0,1D |
|
|
|
|
||||||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
||||||||||||
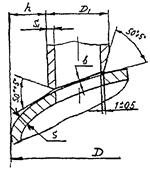
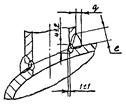
Таблица 108
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, мм не менее |
S1, мм |
S, мм |
B, мм |
e, мм не более |
q = q1, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||||||
|
У53Т |
|
|
Рн |
10 - 159 |
750 |
2,5 - 4,0 |
2 - 10 |
1,0 |
±0,5 |
S + 4 |
0,5e |
II |
|
5,0 - 8,0 |
2 - 20 |
1,5 |
||||||||||
|
К |
45 - 219 |
6,0 - 12,0 |
3 - 25 |
S + 5 |
||||||||
|
0,4S1 ≤ S ≤ 2,5S1**; h ≥ S + 0,1D |
|
|
|
|
||||||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
||||||||||||
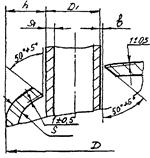
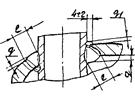
__________
** Допускается сварку производить без учета ограничения 0,4S1 ≤ S ≤ 2,5S1, но указанная категория шва не гарантируется.
(Измененная редакция. Изм. № 1)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
B, мм |
e, мм |
e1, мм |
q = q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У54Т |
|
|
Рн |
2,5 |
1,0 |
+0,5 |
6 |
±2 |
7 |
±2 |
1 |
±0,5 |
II |
|
3,0 |
7 |
8 |
|||||||||||
|
4,0 |
8 |
9 |
|||||||||||
|
5,0 |
1,5 |
10 |
11 |
±1,0 |
|||||||||
|
6,0 |
12 |
13 |
|||||||||||
|
8,0 |
14 |
15 |
|||||||||||
|
К |
6,0 |
±3 |
±3 |
||||||||||
|
8,0 |
16 |
17 |
|||||||||||
|
10,0 |
18 |
19 |
2 |
+1,0 |
|||||||||
|
12,0 |
22 |
22 |
-2,0 |
||||||||||
|
D не менее 750 мм |
|||||||||||||
|
- D1 10 - 159 мм для Рн, |
|
||||||||||||
|
- D1 45 - 219 мм для К. |
|
|
|
||||||||||
|
Примечание - Допускается диаметр D уменьшать до 200 мм, при условии возможного наложения подварочного шва. |
|||||||||||||
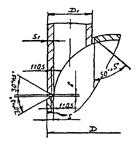
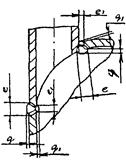
(Измененная редакция. Изм. № 2)
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D1/D |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У55Т |
|
|
Рн |
10 - 159 |
0,1 - 0,8 |
2 - 6 |
1 |
±0,5 |
S1 + 4 |
0,5e |
IV |
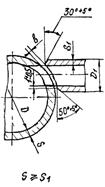
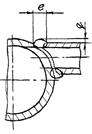
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
У61Т (торцевое соединение, тор. 01) |
|
|
Рн |
10 - 38 |
1 |
2 |
+0,5 |
II |
|
2 |
4 |
+1,0 |
||||||
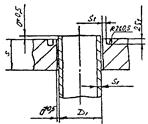
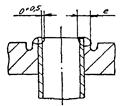
Таблица 112
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У62Т (торцевое соединение, тор. 02) |
|
|
Рн |
10 - 38 |
2,5 |
7 |
±1 |
2 |
+1 |
II |
|
3,0 |
8 |
|||||||||
|
3,5 |
9 |
|||||||||
|
4,0 |
10 |
|||||||||
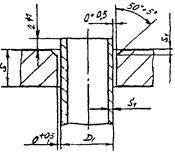
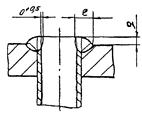
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У63Т (торцевое соединение, тор. 03) |
|
|
Рн |
10 - 38 |
2,5 |
9 |
±1 |
2 |
+1 |
II |
|
3,0 |
||||||||||
|
3,5 |
10 |
|||||||||
|
4,0 |
||||||||||
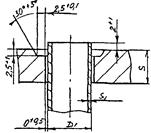
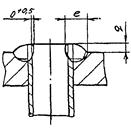
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У64Т |
|
|
Рн |
10 - 38 |
2,5 |
4 |
+1 |
2 |
±1 |
II |
|
3,0 |
5 |
|||||||||
|
3,5 |
6 |
|||||||||
|
4,0 |
||||||||||
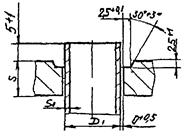
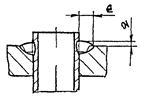
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У65Т (торцевое соединение, тор. 04) |
|
|
Рн |
10 - 65 |
2,5 |
5 |
±1 |
1 |
+1 |
II |
|
3,0 |
6 |
|||||||||
|
3,5 |
7 |
|||||||||
|
4,0 |
8 |
|||||||||
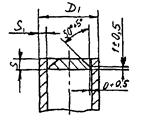
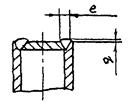
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D1, мм |
D, не менее |
S1, мм |
B, мм |
e, мм не более |
q, мм не более |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
У66Т |
|
|
Рн |
14 - 159 |
2D1 |
3 - 10 |
1,5 |
±0,5 |
S1 + 3 |
0,5e |
II |
|
К |
45 - 219 |
4 - 10 |
|||||||||
|
S ≥ 2,5S1 |
|||||||||||
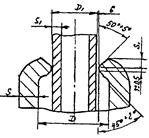

|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
Размер трубы, D/S, мм |
α, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У67Т (торцевое соединение, тор. 4-04) |
|
|
Рн |
25×2,0 |
2,5 |
4 |
+1 |
0 |
+0,43 |
II |
|
38×2,0 |
5,4 |
+0,55 |
||||||||
|
56×2,0 |
8,2 |
+0,76 |
||||||||
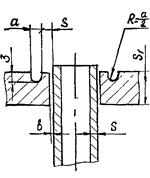
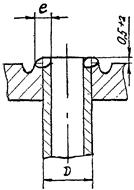
Таблица 118
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
У68Т (торцевое соединение, тор. 05) |
|
|
Рн |
10 - 38 |
2,0 |
5 |
+1 |
II |
|
2,5 |
6 |
|||||||
|
3,0 |
7 |
|||||||
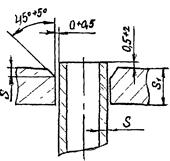
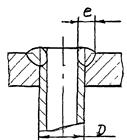
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
e, мм |
Рекомендуемая категория |
||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
У69Т (торцевое соединение, тор. 06) |
|
|
Рн |
10 - 38 |
2,0 |
4 |
+1 |
II |
|
2,5 |
5 |
|||||||
|
3,0 |
6 |
|||||||
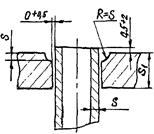
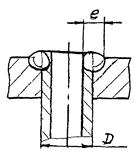
4 ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ К СВАРНЫМ СОЕДИНЕНИЯМ
4.1. К сварным соединениям листовых конструкций следует относить соединения деталей, изготавливаемых из листового материала, поковок и штамповок, в том числе соединения, выполняемые при изготовлении обечаек и трубопроводов диаметром свыше 250 мм.
4.2 К трубным сварным соединениям следует относить соединения труб диаметром не более 250 мм с трубами, с элементами арматуры, с фланцами, с муфтами, с трубными решетками, с листовыми конструкциями.
4.3 Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 120, должна производиться так же, как деталей одинаковой толщины, при этом конструктивные элементы кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 120
В миллиметрах
|
Толщина тонкой детали |
Разность толщин деталей |
|
От 0,8 до 3,0 включ. |
1 |
|
Св. 3,0 до 8,0 « |
2 |
|
Св. 8,0 до 16,0 « |
3 |
|
Св. 16,0 |
4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (рисунок 1).
Рисунок 1
4.4 При разнице в толщине свариваемых деталей свыше значений, указанных в таблице 120, на детали, имеющей большую толщину, должен быть сделан скос или проточка на поверхности, не контактирующей с коррозионной средой, до толщины тонкой детали.
Для стыковых соединений скос выполнять в соответствии с рисунком 2, для трубных соединений скос или проточку выполнять в соответствии с рисунками 3 и 4.
(Измененная редакция. Изм. № 1)
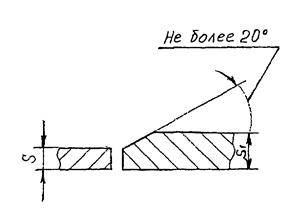
Рисунок 2
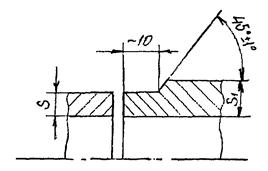
Рисунок 3
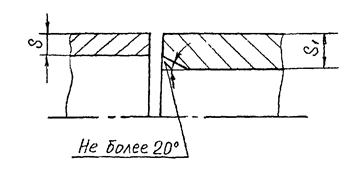
Рисунок 4
4.5 Поцварка сварных соединений, выполняемых ручной дуговой сваркой, выполняется после расчистки корня шва на глубину 1+1 мм.
4.6 Сварку аргонодуговым способом рекомендуется выполнять с защитой корня шва аргоном.
4.7 (Исключен. Изм. № 1)
4.8 (Исключен. Изм. № 1)
4.9 Для обеспечения минимального смещения кромок с внутренней стороны трубного соединения не соприкасающейся с коррозионной средой рекомендуется выполнять цилиндрическую калибровку (расточку, раздачу) концов труб согласно рисунку 5.
(Измененная редакция. Изм. № 1)
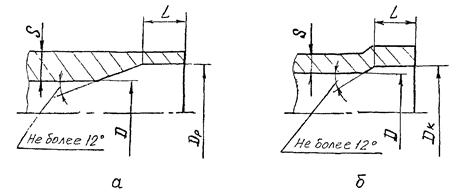
Цилиндрическая расточка (а) и калибровка (б) концов
труб (патрубков)
под стыковое соединение с односторонним доступом.
Рисунок 5
Таблица 121
|
S, мм |
L, мм не менее |
|
От 1 до 4 включительно |
10 |
|
Св. 4 до 8 включительно |
15 |
|
Св. 8 до 15 включительно |
20 |
|
Св. 15 до 25 включительно |
25 |
S - толщина стенки трубы
L - длина цилиндрической части калибровки (расточки)
(Измененная редакция. Изм. № 1)
Приложение А
Конструктивные элементы и размеры швов сварных соединений для ремонтных работ
Сварные швы не подлежат радиографическому контролю
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S = S1, мм |
a, мм не номин. |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
С28 (торцевое соединение Тор.-7) |
|
|
Рн, Р |
3 |
3 |
5 |
±1 |
1 |
±1 |
III |
|
4 |
4 |
6 |
||||||||
|
5 |
5 |
8 |
±2 |
|||||||
|
6 |
6 |
11 |
2 |
|||||||
|
8 |
8 |
12 |
||||||||
|
10 - 36 |
10 |
15 |
||||||||
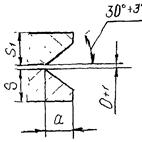
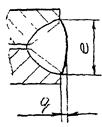
Таблица А.2
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У13 |
|
|
Рн |
3 |
21 - 36 |
6 |
±2 |
1 |
±0,5 |
III |
|
4 |
7 |
|||||||||
|
5 |
8 |
±1 |
||||||||
|
6 |
10 |
|||||||||
|
8 |
12 |
|||||||||
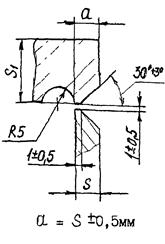
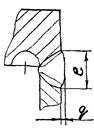
Таблица А.3
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
S1, мм |
B, мм |
e, мм |
q, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т5 |
|
|
Рн |
3 |
10 - 44 |
2 |
+1 |
6 |
±2 |
2 |
±1,0 |
III |
|
4 |
8 |
|||||||||||
|
5 |
9 |
|||||||||||
|
6 |
||||||||||||
|
8 |
11 |
3 |
||||||||||
|
13 |
||||||||||||
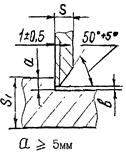
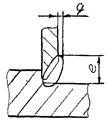
Таблица А.4
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Н3 |
|
|
Рн |
8 - 12 |
2 |
4 |
±1 |
1 |
±0,5 |
III |
|
3 |
5 |
|||||||||
|
4 |
6 |
2 |
±1,0 |
|||||||
|
5 |
7 |
|||||||||
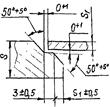
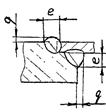
Таблица А.5
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D = D1, мм |
S = S1, мм |
B, мм |
e, мм |
к, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У15Т |
|
|
Рн |
8 - 75 |
1 |
0 |
+0,5 |
4 |
±1 |
3 |
±1 |
III |
|
2 |
0,5 |
|||||||||||
|
75 - 150 |
3 |
+0,5 |
5 |
3 |
||||||||
|
4 |
1,0 |
8 |
||||||||||
|
|
|
5 |
4 |
|||||||||
|
6 |
10 |
|||||||||||
|
7 |
||||||||||||
|
8 |
12 |
|||||||||||
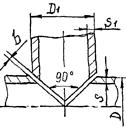
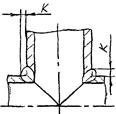
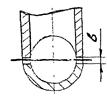

Таблица А.6
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
S1, мм |
e, мм |
e1, мм не более |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
У39Т |
|
|
Рн |
10 - 38 |
2,5 |
2 - 5 |
5 |
±1 |
3 |
1 |
±0,5 |
IV |
|
3,0 |
6 |
4 |
||||||||||
|
4,0 |
8 |
±2 |
||||||||||
|
5,0 |
10 |
5 |
||||||||||
|
6,0 |
12 |
6 |
2 |
±1,0 |
||||||||
|
8,0 |
14 |
8 |
||||||||||
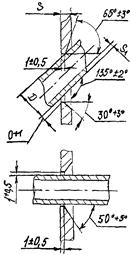
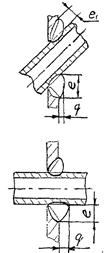
Таблица А.7
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
S1, мм |
e, мм |
e1, мм не более |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
У39Т |
|
|
Рн |
10 - 38 |
2 |
2 - 5 |
5 |
±1 |
2 |
2 |
±1,0 |
IV |
|
3 |
7 |
±2 |
||||||||||
|
|
|
4 |
8 |
3 |
||||||||
|
6 |
11 |
3 |
||||||||||
|
К = min (S;S1) |
8 |
12 |
||||||||||
|
10 |
13 |
4 |
4 |
|||||||||
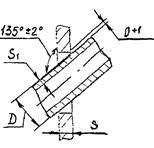
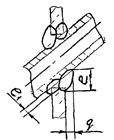
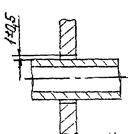
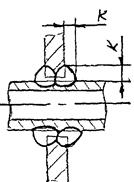
Таблица А.8
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У60Т |
|
|
Рн |
10 - 38 |
2,5 |
7 |
+2 |
0 |
+1 |
III |
|
3,0 |
8 |
|||||||||
|
3,5 |
9 |
|||||||||
|
4,0 |
10 |
|||||||||
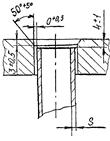
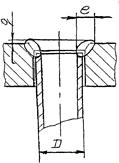
Таблица А.9
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
S1, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У70Т |
|
|
Рн |
10 - 38 |
6 - 18 |
2,5 |
4 |
±1 |
2 |
±1,0 |
III |
|
3,0 |
5 |
||||||||||
|
3,5 |
6 |
||||||||||
|
4,0 |
7 |
±2 |
3 |
||||||||
|
4,5 |
8 |
||||||||||
|
5,0 |
9 |
||||||||||
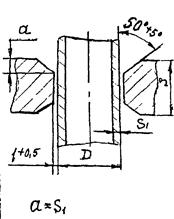
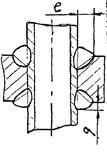
Таблица А.10
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
t, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
У71Т |
|
|
Рн |
25 - 60 |
10 |
0+0,5 |
11 |
±2 |
1 |
±1 |
II |
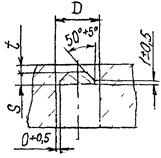
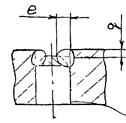
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
D, мм |
S, мм |
e, мм |
q, мм |
Рекомендуемая категория |
|||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У72Т |
|
|
Рн |
25 - 60 |
7 |
7 |
±1 |
7 |
±1 |
II |
|
Р |
||||||||||