МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И
СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION
(ISC)
|
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |

ТРУБЫ
ИЗ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
ДЛЯ ПОДВОДНЫХ
МОРСКИХ ТРУБОПРОВОДОВ
Общие технические условия
|
|
Москва Стандартинформ 2013 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 15 марта 2012 г. № 49)
За принятие проголосовали:
|
Краткое наименование страны по MK (ИСО 3166) 004-97 |
Код страны по MK (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Узбекистан |
UZ |
Узстандарт |
4 Настоящий стандарт разработан на основе ГОСТ Р 53500-2009 «Трубы из низколегированных сталей для подводных морских трубопроводов. Общие технические условия»
5 Приказом Федерального агентства по техническому регулированию и метрологии от 5 июня 2013 г. № 140-ст межгосударственный стандарт ГОСТ 31444-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Настоящий стандарт разработан на основе регионального стандарта ДНВ-ОС-Ф101:2007 «Морской стандарт. Подводные трубопроводные системы» в части требований к трубам из низколегированных сталей.
В части большинства требований к трубам из низколегированных марганцовистых сталей ДНВ-ОС-Ф101:2007 имеет ссылку на требования международного стандарта ИСО 3183:2007, приложение J, поэтому формой изложения настоящего стандарта выбрана форма изложения проекта стандарта ГОСТ ИСО 3183 «Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия».
В настоящем стандарте для характеристики прочностных свойств стали, применяемой для изготовления труб, использовано обозначение классов прочности.
ГОСТ 31444-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ ИЗ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
ДЛЯ ПОДВОДНЫХ МОРСКИХ ТРУБОПРОВОДОВ
Общие технические условия
Pipes from low-alloy steels for submarine sea pipelines.
General specifications
Дата введения - 2014-01-01
1 Область применения
Настоящий стандарт устанавливает требования к бесшовным и сварным трубам из низколегированных сталей, предназначенных для строительства подводных морских трубопроводов в нефтяной и газовой промышленности.
2 Обеспечение соответствия
Для обеспечения соответствия требованиям настоящего стандарта должна быть применена система менеджмента качества по стандарту [1].
Изготовитель должен обеспечить соответствие качества труб требованиям настоящего стандарта. Потребитель имеет право удостовериться в том, что изготовитель выполняет установленные требования, и забраковать любое изделие, не соответствующее этим требованиям.
3 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ ISO 3183-2012 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ 31458-2012 Трубы стальные и изделия из труб. Документы о приемочном контроле
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ ИСО 10124-2002 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений1)
________
1) На территории Российской Федерации действует ГОСТ Р ИСО 10124-99 «Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультрозвуковой метод контроля расслоений».
ГОСТ ИСО 10543-2002 Трубы стальные напорные бесшовные и сварные, горячетянутые. Метод ультразвуковой толщинометрии2)
________
2) На территории Российской Федерации действует ГОСТ Р ИСО 10543-99 «Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии».
(Поправка).
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
4 Термины и определения
В настоящем стандарте применены термины по ГОСТ ИСО 3183, а также следующий термин с соответствующим определением:
4.1 подводный морской трубопровод (submarine pipeline): Трубопровод, являющийся частью подводной морской трубопроводной системы, которая, за исключением стояков трубопровода, расположена ниже уровня воды при максимальном уровне прилива. Трубопровод может быть расположен полностью или частично на поверхности дна или заглублен в дно моря.
5 Обозначения и сокращения
5.1 Обозначения
В настоящем стандарте приняты следующие обозначения:
δ - относительное удлинение после разрыва, округленное до целого числа, %;
Аgb - размер оправки (пуансона) для испытания на направленный загиб;
As - площадь поперечного сечения стенки трубы, мм2;
AR - площадь поперечного сечения торцового уплотнения, мм2;
В - расстояние между стенками матрицы или опорами при испытании на направленный загиб;
CEIIW - углеродный эквивалент, рассчитываемый по формуле Международного института сварки;
![]() - углеродный эквивалент, рассчитываемый по химической
составляющей формулы Ито-Бессио;
- углеродный эквивалент, рассчитываемый по химической
составляющей формулы Ито-Бессио;
D - наружный диаметр трубы, мм;
Da - наружный диаметр трубы после деформации, задаваемый изготовителем, мм;
Db - наружный диаметр трубы до деформации, задаваемый изготовителем, мм;
d - глубина надреза, мм;
ε - коэффициент деформации;
F - площадь поперечного сечения образца под надрезом при испытании на ударный изгиб, мм2;
F0 - площадь поперечного сечения рабочей части образца до испытания на растяжение, мм2;
KV - работа удара при испытании образца с V-образным надрезом полного размера, Дж;
KVp - измеренная средняя работа удара при испытании образца с V-образным надрезом полного размера, Дж;
L - длина трубы, м;
m1 - масса на единицу длины трубы с гладкими концами, кг/м;
N - фактическое усилие, создаваемое торцовыми уплотнениями испытательной установки, Н;
Р - гидростатическое испытательное давление, МПа;
rа - радиус оправки (пуансона) для испытания на направленный загиб, мм;
rb - радиус матрицы для испытания на направленный загиб, мм;
σв - предел прочности на растяжение, МПа;
σт0,5 - предел текучести (общее удлинение 0,5 %), МПа;
sγ - коэффициент деформации;
S - тангенциальное напряжение при гидростатическом испытании, МПа;
Se - эквивалентное напряжение по Мизесу, МПа;
Sh - тангенциальное напряжение, МПа;
Si - осевое напряжение;
Т - температура испытания, °С;
t - толщина стенки трубы, мм;
tmin - допустимая минимальная толщина стенки трубы, мм;
Vt - поперечная скорость распространения ультразвука, м/с;
Vc - скорость сканирования;
Wc - наименьшая ширина луча.
5.2 Сокращения
В настоящем стандарте приняты следующие сокращения:
CTOD - раскрытие в вершине трещины;
CVN - V-образный надрез;
CSR - коэффициент чувствительности к растрескиванию;
CLR - коэффициент длины трещины;
CTR - коэффициент толщины трещины;
DAC - отрезок амплитудной коррекции;
DWT - разрыв падающим грузом;
EDI - электронный обмен данными;
HAZ - зона термического влияния;
HFW - способ изготовления труб высокочастотной электросваркой;
HIC - водородное растрескивание;
HV - твердость по Виккерсу;
IQI - эталон качества изображения;
М - состояние поставки труб после термомеханической прокатки или термомеханического формообразования;
MPQT - аттестационные испытания технологии производства труб;
MPS - инструкция по технологии производства труб;
NDT - неразрушающий контроль;
N - состояние поставки труб после прокатки с нормализацией, формообразования с нормализацией или нормализации и отпуска;
Q - состояние поставки труб после закалки и отпуска;
SAW - способ изготовления труб дуговой сваркой под флюсом;
SAWH - способ изготовления труб со спиральным швом дуговой сваркой под флюсом;
SAWL - способ изготовления труб с продольным швом дуговой сваркой под флюсом;
SMLS - способ для изготовления бесшовных труб;
SSC - сульфидное растрескивание под напряжением;
WPS - технологическая инструкция по сварке труб;
WPQR - документ об аттестации технологии сварки.
6 Группы или классы прочности труб и состояние поставки
6.1 Группы или классы прочности труб
Группы или классы прочности труб должны соответствовать таблице 1. Обозначение группы или класса прочности представляет собой сочетание букв и цифр. Группа или класс прочности идентифицирует уровень прочности труб и связана с химическим составом стали. Обозначение группы или класса прочности дополнительно содержит буквы N, Q или М, которые указывают на состояние поставки труб (таблица 1).
Таблица 1 - Группы или классы прочности труб и состояние поставки
|
Группа прочности или класс прочности1) |
|
|
В состоянии после прокатки с нормализацией, формообразования с нормализацией, нормализации или нормализации и отпуска N |
245N или МКП 245N |
|
290N или МКП 290N |
|
|
320N или МКП 320N |
|
|
360N или МКП 360N |
|
|
В состоянии после закалки и отпуска Q |
245Q или МКП 245Q |
|
290Q или МКП 290Q |
|
|
320Q или МКП 320Q |
|
|
360Q или МКП 360Q |
|
|
390Q или МКП 390Q |
|
|
415Q или МКП 415Q |
|
|
450Q или МКП 450Q |
|
|
485Q или МКП 485Q |
|
|
555Q или МКП 555Q |
|
|
В состоянии после термомеханической прокатки или термомеханического формообразования М |
245М или МКП 245М |
|
290М или МКП 290М |
|
|
320М или МКП 320М |
|
|
360М или МКП 360М |
|
|
390М или МКП 390М |
|
|
415М или МКП 415М |
|
|
450М или МКП 450М |
|
|
485М или МКП 485М |
|
|
555М или МКП 555М |
|
|
1) Для промежуточных классов прочности обозначение стали должно устанавливаться по согласованию с потребителем, но должно быть в приведенном выше формате. |
|
Примечания
1 Цифровая часть обозначения групп или классов прочности соответствует установленному минимальному пределу текучести.
2 В национальной стандартизации термин «группа прочности» аналогичен термину «класс прочности». В буквенную часть обозначения классов прочности труб, применяемых для трубопроводов нефтяной и газовой промышленности (КП), при применении труб для подводных морских трубопроводов добавлена буква М (МКП).
3 Дополнительное обозначение при поставке труб, стойких к распространению трещин, - F (приложение А).
4 Дополнительное обозначение при поставке труб для эксплуатации в кислых средах - S (приложение Б).
5 Дополнительное обозначение при поставке труб, стойких к повышенным локальным деформациям, - Р (приложение В).
6 Дополнительное обозначение при поставке труб с повышенными требованиями к размерам - D (приложение Г) .
7 Дополнительное обозначение при поставке труб повышенной надежности - U (приложение Д).
6.2 Состояние поставки труб
При поставке состояние труб должно соответствовать требованиям заказа на поставку по указанному в нем обозначению группы или класса прочности, в пределах допустимых состояний поставки, приведенных в таблице 1.
7 Информация, предоставляемая потребителем
7.1 Обязательная информация
Заказ на поставку должен содержать следующую информацию:
1) количество (общую массу или общую длину труб);
2) тип труб (таблица 2);
3) обозначение настоящего стандарта;
4) группу или класс прочности трубы (6.1);
5) наружный диаметр и толщину стенки (9.9.1, таблица 9);
6) минимальную расчетную температуру эксплуатации Tmin;
7) применение отдельных приложений настоящего стандарта (приложения А, Б, В, Г или Д).
7.2 Дополнительная информация
7.2.1 После согласования в заказе на поставку должно быть указано, какое из следующих дополнительных требований применимо к конкретной позиции заказа:
1) поставка промежуточных групп или классов прочности труб с минимальным пределом текучести свыше 290 МПа и их обозначение [таблица 1, сноска 1), таблица 2, сноска 1)];
2) поставка труб SAWL наружным диаметром D ≤ 914,00 мм с двумя швами [таблица 2, сноска 3)];
3) ультразвуковой контроль на наличие расслоений или механических повреждений кромок рулонного и листового проката (8.3.11);
4) способ производства рулонного или листового проката, используемого для производства сварных труб (8.3.9);
5) поставка труб SAWH со стыковым сварным швом концов рулонного или листового проката (8.9.2);
6) химический состав металла труб промежуточных групп или классов прочности (9.2.1);
7) максимальный углеродный эквивалент для группы прочности 555Q или класса прочности МКП 555Q (таблица 4);
8) сумма массовых долей ниобия и ванадия в химическом составе металла труб в состоянии поставки N или Q, превышающая 0,06 % [9.2.1, таблица 4, сноска 5)];
9) химический состав металла труб толщиной стенки более 25 мм в состоянии поставки N или Q и труб толщиной стенки более 35 мм в состоянии поставки М (9.2.2);
10) испытание на растяжение при температуре, отличающейся от комнатной, и соответствующие критерии приемки (9.3.3);
11) температура испытаний на ударный изгиб (CVN) для труб толщиной стенки более 40 мм (9.7.2, таблица 8);
12) поставка труб по внутреннему диаметру и толщине стенки (9.9.1, таблица 9, примечание 3);
13) поставка труб в другом интервале длин (9.9.1.3);
14) отделка концов труб, отличающаяся от предусмотренной отделки (9.10.2.1);
15) предельные отклонения наружного диаметра и допустимая овальность концов труб толщиной стенки t > 25,0 мм [9.9.3.1, таблица 10, сноска 3)];
16) применимость предельных отклонений наружного диаметра к внутреннему диаметру (9.9.3.1);
17) овальность концов труб с D/t > 75 (9.9.3.1, таблица 10);
18) предельные отклонения наружного диаметра и овальность труб наружным диаметром свыше 1422 мм (9.9.3.1, таблица 10);
19) поставка труб с минусовым предельным отклонением толщины стенки, отличающимся от установленного минусового отклонения [9.9.3.2, таблица 11, сноска 1)];
20) минимальная средняя длина труб, отличающаяся от 12,10 м (9.9.3.3);
21) высота наружного и внутреннего валиков труб SAWL (таблица 13);
22) предоставление данных о свариваемости металла труб и максимальной температуре термообработки труб после сварки (9.14);
23) предоставление свидетельства о прохождении технического контроля 3.1 А, 3.1 С или акта приемки (10.1.3);
24) поставка толстостенных труб большого диаметра партиями, состоящими из нескольких плавок (10.2.1);
25) применение кольцевого образца для испытания на раздачу при определении предела текучести в поперечном направлении [таблица 15, сноска 3)];
26) альтернативный метод контроля смещения валиков внутреннего и наружного сварных швов труб SAW (10.4.7.4);
27) гидростатическое испытание при давлении, отличающемся от расчетного давления (10.4.8.5);
28) специальные методы контроля размеров труб (10.4.11);
29) количество в процентах сохраняемых результатов контроля размеров труб (10.4.11.7);
30) проведение неразрушающего контроля (приложение К):
а) форма отчета и документирования результатов неразрушающего контроля (К.2.2);
б) проведение контроля на выявление расслоений по концам труб на расстоянии более 50 мм от торцов [К.3.1, таблица К.1, сноска 4)];
в) периодичность калибровки контрольного оборудования при изготовлении труб HFW из рулонного проката (К.4.1.8);
г) применение альтернативных методов неразрушающего контроля и размеров искусственных дефектов (К.4.3.1, К.4.3.2);
д) критерии приемки при контроле на расслоения тела трубы ультразвуковым методом (К.4.4.2.1, таблица К.2);
е) метод контроля стыковых сварных швов концов рулонного или листового проката (К.4.5.2.5);
ж) вид искусственного дефекта для ультразвукового контроля сварного шва труб SAW толщиной стенки 19 мм и более на выявление продольных и поперечных несовершенств [К.4.5.3.4, перечисления а), б)];
и) конфигурация преобразователей Х-типа для выявления поперечных несовершенств при ультразвуковом контроле сварного шва труб SAW [К.4.5.3.4, перечисление г)];
к) пороговый уровень, равный 80 % полной высоты экрана, при ультразвуковом контроле сварного шва труб SAW для выявления поперечных несовершенств [К.4.5.3.4, перечисление д) 4)];
31) измененная или дополнительная маркировка (11.2);
32) расположение маркировки, отличающееся от предусмотренного (11.2);
33) маркировка клеймами или вибротравлением (11.2.3);
34) маркировка труб, предназначенных для нанесения покрытия предприятием, наносящим покрытие (11.2.4);
35) дополнительная маркировка длины трубы (11.2.6);
36) нанесение отметки краской (11.2.7);
37) нанесение временного наружного и/или внутреннего покрытия, специального покрытия (12.1).
7.2.2 При поставке труб, в соответствии с требованиями приложений А, Б и/или В настоящего стандарта, после согласования в заказе на поставку должны быть указаны следующие данные:
1) при поставке в соответствии с требованиями приложения А 5 значений температуры испытаний, включая Tmin, для проведения испытаний на ударный изгиб (CVN), на разрыв падающим грузом (DWT), на ударный изгиб (CVN) после старения;
2) при поставке в соответствии с требованиями приложения Б:
а) химический состав для промежуточных групп или классов прочности (Б.4.1.1 и Б.4.1.2);
б) химический состав для труб в состоянии поставки N и Q толщиной стенки t > 25,0 мм (Б.4.1.1) и труб в состоянии поставки М толщиной стенки t > 35,0 мм (Б.4.1.2);
в) предельные значения химических элементов (сноски 1) - 6) таблиц Б.1 и Б.2);
г) повышенная твердость до 275HV10 для труб толщиной стенки более 9 мм вблизи наружной поверхности валика сварного шва, зоны термического влияния (HAZ) и тела трубы (Б.4.3);
д) альтернативный метод испытаний стойкости к водородному растрескиванию (HIC) и соответствующие критерии приемки (Б.4.2, Б.7.1.3);
е) микрофотографии трещин, вызванных водородным растрескиванием HIC (Б.7.1.4);
ж) испытание стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства (таблица Б.3);
и) альтернативные среда, размер образца для четырехточечного изгиба, метод испытаний стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства и соответствующие критерии приемки (Б.4.4, Б.6.2, Б.7.2.2);
3) при поставке в соответствии с требованиями приложения В - для каждой позиции заказа должно быть дополнительно указано проведение предварительной деформации и старения на всей трубе или на образце от трубы полного сечения (В.6.2).
8 Технология производства
8.1 Способ производства
Трубы, поставляемые по настоящему стандарту, должны быть изготовлены в соответствии с требованиями и ограничениями, указанными в таблицах 2 и 3.
Таблица 2 - Допустимые процессы производства
|
Группа или класс прочности труб1) |
||
|
от 245 или МКП 245 до 555 или МКП 555 всех состояний поставки |
555Q, 555М или МКП 555Q, МКП 555М |
|
|
SMLS |
X |
- |
|
HFW |
X |
- |
|
SAWH2) |
X |
X |
|
SAWL3) |
X |
X |
|
1) Если согласовано, поставляют трубы промежуточных групп прочности 290 или классов прочности свыше МКП 290. 2) Трубы со спиральным швом поставляют наружным диаметром D ≥ 114,3 мм. 3) Если согласовано, поставляют трубы с двумя швами, но диаметром D ≥ 914 мм. |
||
Таблица 3 - Маршруты изготовления труб
|
Исходный материал |
Формообразование труб |
Термообработка труб |
Состояние поставки |
|
|
SMLS |
Трубная заготовка |
Деформация с нормализацией |
- |
N |
|
Горячая деформация |
Нормализация |
N |
||
|
Закалка и отпуск |
Q |
|||
|
Горячая деформация и окончательная холодная обработка |
Нормализация |
N |
||
|
Закалка и отпуск |
Q |
|||
|
HFW |
Рулонный прокат, полученный прокаткой с нормализацией |
Холодное формообразование |
Нормализация зоны сварного шва |
Н |
|
Рулонный прокат, полученный термомеханической прокаткой |
Термообработка1) зоны сварного шва |
М |
||
|
Термообработка1) зоны сварного шва и снятие напряжений во всей трубе |
М |
|||
|
Горячекатаный рулонный прокат или прокат, полученный прокаткой с нормализацией |
Нормализация |
N |
||
|
Закалка и отпуск |
Q |
|||
|
Холодное формообразование с последующим горячим редуцированием при контролируемой температуре, позволяющим обеспечить нормализованное состояние |
- |
N |
||
|
Холодное формообразование с последующим термомеханическим формообразованием трубы |
- |
М |
||
|
SAW |
Рулонный или листовой прокат, подвергнутый нормализации или полученный прокаткой с нормализацией |
Холодное формообразование |
Отсутствует, за исключением случая, когда требуется с учетом степени холодной формовки |
N |
|
Рулонный или листовой прокат, полученный термомеханической прокаткой |
Отсутствует, за исключением случая, когда требуется с учетом степени холодной формовки |
М |
||
|
Закаленный и отпущенный листовой прокат |
Q |
|||
|
Рулонный или листовой прокат в состоянии после прокатки, термомеханической прокатки, прокатки с нормализацией или нормализации |
Закалка и отпуск |
Q |
||
|
Нормализация |
N |
|||
|
Формообразование с нормализацией |
- |
N |
||
|
1) Применяемая термообработка указана в 8.8. |
||||
Трубы должны быть изготовлены по технологии производства, аттестованной в соответствии с приложением Е.
8.2 Процессы, требующие валидации
Заключительные операции, выполняемые при изготовлении труб, влияющие на их соответствие требованиям настоящего стандарта (кроме химического состава и размеров), должны пройти процедуру валидации.
Процессы, требующие валидации:
- для бесшовных термообработанных труб: термообработка;
- для электросварных труб в состоянии после прокатки: калибровка, сварка и термообработка шва;
- для электросварных термообработанных труб: сварка шва и термообработка труб по всему объему.
8.3 Исходная заготовка
8.3.1 Трубная заготовка, рулонный или листовой прокат, применяемые в качестве исходной заготовки для производства труб, должны быть изготовлены из стали, полученной кислородно-конвертерным или электросталеплавильным способом по технологии производства чистой стали.
Примечание - К электросталеплавильному процессу может быть приравнено получение стали мартеновским способом с последующим внепечным рафинированием (обработка в установке типа печь-ковш).
8.3.2 Сталь должна быть раскислена и произведена по технологии, обеспечивающей получение мелкого зерна.
8.3.3 Ширина рулонного или листового проката, применяемого для производства спирально-шовных труб, должна быть кратной не менее 0,8 и не более 3,0 наружного диаметра трубы.
8.3.4 Любые смазочно-охлаждающие вещества, которые загрязняют зону разделки шва или прилегающие участки, должны быть удалены до выполнения продольных сварных швов на трубах SAWL или спиральных сварных швов на трубах SAWH.
8.3.5 Рулонный и листовой прокат, используемый для производства труб, должен быть подвергнут неразрушающему контролю в соответствии с требованиями приложения D раздела G [2]. Контролю подвергают каждый лист или размотанный рулон или проводят контроль по кромкам свернутого рулонного проката.
8.3.6 Если согласовано, рулонный и листовой прокат до или после обрезки кромок должен быть подвергнут изготовителем труб ультразвуковому контролю на наличие расслоений или механических повреждений в соответствии с требованиями приложения D раздела G [2] или готовая труба должна быть подвергнута ультразвуковому контролю по всему телу трубы.
8.3.7 Бесшовная труба должна быть изготовлена из катаной, кованой или непрерывнолитой заготовки, блюмов или слитков. При использовании процесса окончательной холодной обработки должна быть отметка в документе о приемке.
8.3.8 Концы трубы после горячей деформации должны быть обрезаны на длину, достаточную для устранения дефектов.
8.3.9 Рулонный и листовой прокат для изготовления сварных труб должен быть изготовлен из непрерывнолитой заготовки или слябов, отлитых под давлением, если не согласовано иное. Трубы должны быть SAW или HFW. Рулонный и листовой прокат не должен иметь ремонтных сварных швов.
8.3.10 Стыкуемые кромки рулонного или листового проката перед сваркой следует обработать фрезерованием или иным способом резания. Ширина рулонного и листового проката отслеживается постоянно.
Сварной шов и зона термического влияния должны быть полностью нормализованы после сварки.
8.3.11 Рулонный и листовой прокат, используемый для производства труб, должен быть подвергнут неразрушающему контролю в соответствии с требованиями приложения D раздела G [2]. Контролю подвергают каждый лист или размотанный рулон или проводят контроль по кромкам свернутого рулонного проката.
8.3.12 Холодная формовка (т.е. при температурах ниже 250 °С) не должна давать остаточную деформацию свыше 5 %, за исключением случаев выполнения термообработки или когда испытания на старение под действием напряжения обеспечивают получение приемлемых результатов.
8.3.13 Формовка трубы и сварка с последующей нормализацией выполняется в соответствии с рекомендациями изготовителей рулонного или листового проката и расходных материалов для сварочных работ.
8.3.14 Должны использоваться расходные материалы для низководородной сварки, приводящие к содержанию способного к диффузии водорода, не превышающему 5 мл на 100 г металла сварного шва. При сварке труб SAWL, при отсутствии результатов сравнительных испытаний зависимости способного к диффузии водорода от содержания влаги во флюсе, содержание остаточной влаги в агломерированном флюсе не должно превышать 0,03 %.
8.3.15 Расходные материалы для сварочных работ должны иметь индивидуальную маркировку и сертификат о приемке, соответствующий ГОСТ 31458. Сварочная проволока должна иметь сертификат типа 3.1, флюс для дуговой сварки SAW - сертификат типа 2.2.
8.3.16 Обращение с материалами для сварки, выполнение сварочных работ и обеспечение качества сварки должны соответствовать требованиям заводских технологических инструкций.
8.4 Технологические сварные швы
8.4.1 Технологические сварные швы должны быть выполнены с применением следующих способов сварки:
а) полуавтоматической дуговой сварки под флюсом;
б) электросварки.
8.4.2 Технологические сварные швы должны быть:
а) расплавлены и слиты с конечным сварным швом;
б) удалены механической обработкой;
в) обработаны в соответствии с Ж.2 (приложение Ж).
8.4.3 При сварке труб SAW не допускается выполнение прерывистых технологических швов, если это не было согласовано потребителем после предоставления изготовителем данных, подтверждающих соответствие механических свойств металла прерывистых технологических швов и металла швов, в промежутке между ними, требованиям, установленным для тела трубы.
8.4.4 В процессе сварки должно быть обеспечено полное проплавление технологических швов.
8.5 Сварные швы на трубах SAW
При сварке труб SAW дуговой сваркой под флюсом как минимум один валик должен быть выполнен на внутренней поверхности трубы и хотя бы один валик - на наружной поверхности трубы.
8.6 Сварные швы на трубах с двумя швами
На трубах с двумя швами сварные швы должны быть расположены примерно на 180° друг от друга.
8.7 Термообработка сварных швов труб HFW
8.7.1 Сварной шов и вся зона термического влияния (HAZ) труб всех групп или классов прочности должны быть подвергнуты нормализации.
8.7.2 В макроструктуре сварного шва труб HFW не допускаются вредные окислы, образующиеся в процессе сварки.
8.8 Холодная деформация и холодное экспандирование
8.8.1 Коэффициент деформации для холоднодеформированных труб не должен превышать 0,015, кроме случаев когда:
а) трубы подвергают последующей нормализации или закалке и отпуску;
б) трубы, подвергнутые холодной деформации, подвергают последующей термобработке для снятия напряжений.
8.8.2 Коэффициент деформации для холодноэкспандированных труб должен быть не менее 0,003 и не более 0,015. Холодное экспандирование не должно приводить к высоким локальным деформациям.
8.8.3 Коэффициент деформации sr рассчитывают по следующей формуле
![]() (1)
(1)
где Da - наружный диаметр после деформации, задаваемый изготовителем, мм;
Db - наружный диаметр до деформации, задаваемый изготовителем, мм;
![]() - абсолютное значение разности наружных диаметров, мм.
- абсолютное значение разности наружных диаметров, мм.
8.8.4 Коэффициент деформации при холодной калибровке концов труб не должен превышать 0,015, если концы труб не подвергают последующей термообработке для снятия напряжений.
8.9 Стыковые сварные швы концов рулонного или листового проката
8.9.1 На готовой трубе с продольным швом не допускаются стыковые сварные швы концов рулонного или листового проката.
8.9.2 Трубы SAWH могут поставляться со стыковыми швами концов рулонного или листового проката при условии, что стыковые швы расположены на расстоянии не менее 300 мм от торцов трубы и подвергнуты такому же неразрушающему контролю, которому подвергают кромки рулонного или листового проката, в соответствии с приложением D раздела G [2].
8.9.3 Если согласовано, стыковые сварные швы рулонного или листового проката на концах спирально-шовных труб допускаются при условии разделения на соответствующих концах труб стыкового сварного шва рулонного или листового проката и спирального шва на расстояние не менее 150 мм по окружности.
8.9.4 Стыковые сварные швы рулонного или листового проката на готовых спирально-шовных трубах должны быть:
а) выполнены дуговой сваркой под флюсом или сочетанием дуговой сварки под флюсом и дуговой сварки металлическим электродом в среде защитного газа;
б) проконтролированы по тем же критериям приемки, которые установлены для спиральных сварных швов.
8.10 Стыкованные трубы
Не допускается поставка стыкованных труб.
8.11 Термообработка
8.11.1 Термообработка должна быть проведена в соответствии с документированными процедурами, применяемыми при аттестационных испытаниях технологии производства (MPQT).
8.11.2 Документированные процедуры должны соответствовать рекомендациям изготовителя материала с учетом интенсивности нагрева и охлаждения, времени и температуры выдержки.
8.11.3 По требованию потребителя изготовитель труб должен предоставить информацию о максимальной температуре термообработки сварных труб после сварки для соответствующей стали.
8.12 Прослеживаемость
Изготовитель должен разработать и соблюдать инструкцию по технологии производства (MPS), обеспечивающую прослеживаемость каждой отдельной трубы до номера плавки, номера партии термообработки, номера контролируемой партии и записей по всем необходимым испытаниям. Такие процедуры должны предусматривать требования к ремонту и записям по контролю размеров труб и другим видам контроля. Хранение и погрузочно-разгрузочные операции не должны приводить к повреждению маркировки труб.
9 Критерии приемки
9.1 Общие положения
9.1.1 Общие технические требования к поставке труб должны соответствовать требованиям стандарта [3].
9.1.2 Трубы групп прочности 415Q, 415М или классов прочности МКП 415Q, МКП 415М и выше должны поставляться вместо труб, заказанных как трубы групп прочности 360Q, 360М или классов прочности МКП 360Q, МКП 360М и ниже, только по согласованию с потребителем.
9.2 Химический состав
9.2.1 Химический состав стали сварных и бесшовных труб стандартных групп или классов прочности в состоянии поставки N и Q толщиной стенки t ≤ 25,0 мм должен соответствовать требованиям таблицы 4, химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным в таблице 4.
Таблица 4 - Химический состав труб t ≤ 25,0 мм в состоянии поставки N и Q
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалент %, не более |
||||||||||
|
С1) |
Si |
Mn1) |
Р |
S |
V |
Nb |
Ti |
Прочие2) |
СЕIIW3) |
СЕPcm4) |
|
|
245N или МКП 245N |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
5) |
5) |
0,04 |
6), 7) |
0,36 |
0,198) |
|
290N или МКП 290N |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
7) |
0,36 |
0,198) |
|
320N или МКП 320N |
0,14 |
0,40 |
1,40 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
6), 7) |
0,38 |
0,208) |
|
360N или МКП 360N |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,05 |
0,04 |
6) |
0,43 |
0,228) |
|
245Q или МКП 245Q |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
7) |
0,34 |
0,198) |
|
290Q или МКП 290Q |
0,14 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
7) |
0,34 |
0,198) |
|
320Q или МКП 320Q |
0,15 |
0,45 |
1,40 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
7) |
0,36 |
0,208) |
|
360Q или МКП 360Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
6), 9) |
0,39 |
0,208) |
|
390Q или МКП 390Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,07 |
0,05 |
0,04 |
6), 9) |
0,40 |
0,218) |
|
415Q или МКП 415Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,05 |
0,04 |
6), 9) |
0,41 |
0,228) |
|
450Q или МКП 450Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,010 |
0,09 |
0,05 |
0,06 |
6), 9) |
0,42 |
0,228) |
|
485Q или МКП 485Q |
0,17 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,05 |
0,06 |
6), 9) |
0,42 |
0,238) |
|
555Q или МКП 555Q |
0,17 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,06 |
0,06 |
6), 9) |
По согласованию |
|
|
1) Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, при этом максимальное увеличение должно быть не более 0,20 %. 2) Общая массовая доля AI < 0,060 %, N < 0,012 %, AI/N > 2:1 (не применимо к сталям, раскисленным или обработанным титаном). 3) CEIIW = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15. 4) СЕРcm = C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/10 + 5B. 5) Если не согласовано иное, сумма массовых долей ниобия и ванадия должна быть не более 0,06 %. 6) Сумма массовых долей ниобия, ванадия и титана должна быть не более 0,15 %. 7) Cu ≤ 0,35 %, Ni ≤ 0,30 %, Cr ≤ 0,30 %, Мо ≤ 0,10 %, В ≤ 0,0005 %. 8) Для бесшовных труб указанное значение может быть увеличено на 0,03 %, но должно быть не более 0,25 %. 9) Cu ≤ 0,50 %, Ni ≤ 0,50 %, Cr ≤ 0,50 %, Мо ≤ 0,50 %, В ≤ 0,0005 %. |
|||||||||||
Химический состав бесшовных труб стандартных групп или классов прочности в состоянии поставки М толщиной стенки t ≤ 35,0 мм должен соответствовать требованиям таблицы 5, химический состав промежуточных групп прочности должен быть согласован, но должен соответствовать требованиям, указанным в таблице 5.
Таблица 5 - Химический состав труб t ≤ 35 мм в состоянии поставки М
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
СЕPcm, %, не более |
|||||||||
|
С1) |
Si |
Mn1) |
Р |
S |
V |
Nb |
Ti |
Прочие2) |
||
|
245М или МКП 245М |
0,12 |
0,40 |
1,25 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
3) |
0,19 |
|
290М или МКП 290М |
0,12 |
0,40 |
1,35 |
0,020 |
0,010 |
0,04 |
0,04 |
0,04 |
3) |
0,19 |
|
320М или МКП 320М |
0,12 |
0,45 |
1,35 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
3) |
0,20 |
|
360М или МКП 360М |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,05 |
0,05 |
0,04 |
4)-5) |
0,20 |
|
390М или МКП 390М |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,06 |
0,08 |
0,04 |
4)-5) |
0,21 |
|
415М или МКП 415М |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,08 |
0,08 |
0,06 |
4)-5) |
0,21 |
|
450М или МКП 450М |
0,12 |
0,45 |
1,65 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
4)-5) |
0,22 |
|
485М или МКП 485М |
0,12 |
0,45 |
1,75 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
4)-5) |
0,226) |
|
555М или МКП 555М |
0,12 |
0,45 |
1,85 |
0,020 |
0,010 |
0,10 |
0,08 |
0,06 |
4)-5) |
0,246) |
|
1) При уменьшении массовой доли углерода на каждые 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % сверх установленного максимального значения, но не более чем на 0,20 %. 2) Общая массовая доля Al ≤ 0,060 %, N ≤ 0,012 %, Al/N ≥ 2:1 (не распространяется на стали, раскисленные титаном или обработанные титаном). 3) Cu ≤ 0,35 %, Ni ≤ 0,30 %, Cr ≤ 0,30 %, Мо ≤ 0,10 %, В ≤ 0,0005 %. 4) Общая массовая доля ниобия, ванадия и титана должна быть не более 0,15 %. 5) Cu ≤ 0,50 %, Ni ≤ 0,50 %, Cr ≤ 0,50 %, Мо ≤ 0,50 %, В ≤ 0,0005 %. 6) Для толщины стенки t > 25 мм параметр стойкости против растрескивания металла шва при сварке может быть увеличен на 0,01 %. |
||||||||||
9.2.2 Для труб толщиной стенки более указанной выше химический состав должен быть согласован.
9.2.3 Для труб с массовой долей углерода в стали по анализу изделия, не превышающей 0,12 %, углеродный эквивалент СЕРcm, %, следует рассчитывать по следующей формуле
![]() (2)
(2)
где обозначения химических элементов представляют собой массовую долю элемента в стали в процентах (таблицы 4 и 5).
Если по анализу плавки массовая доля бора менее 0,0005 %, то
допускается не определять содержание бора при анализе изделия и для расчета ![]() считать
массовую долю бора равной нулю.
считать
массовую долю бора равной нулю.
9.2.4 Для труб с массовой долей углерода в стали по анализу изделия, превышающей 0,12 %, углеродный эквивалент СЕIIW, %, следует рассчитывать по следующей формуле
![]()
где обозначения химических элементов представляют собой массовую долю элемента в стали в процентах (таблицы 4 и 5).
9.3 Механические свойства при растяжении и твердость
9.3.1 Механические свойства труб при испытаниях на растяжение и твердость основного металла, сварного шва и зоны термического влияния должны соответствовать требованиям таблицы 6.
Таблица 6 - Требования к механическим свойствам тела труб при испытаниях поперечных образцов на растяжение и твердость
|
Предел текучести1) σт0,5, МПа |
Предел прочности1) σв, МПа |
Отношение1) σт0,5/σв |
Относительное удлинение δ, % |
Твердость HV 10 |
||||
|
Основного металла, сварного шва |
зоны термического влияния |
|||||||
|
не менее |
не более |
не менее2) |
не более |
не более |
не менее |
не более |
||
|
245N, 245Q, 245М или МКП 245N, МКП 245Q, МКП 245М |
245 |
4503) |
415 |
760 |
0,93 |
4) |
270 |
300 |
|
290N, 290Q, 290М или МКП 290N, МКП 290Q, МКП 290М |
290 |
495 |
415 |
760 |
270 |
|||
|
320N, 320Q, 320М или МКП 320N, МКП 320Q, МКП 320М |
320 |
520 |
435 |
760 |
270 |
|||
|
360N, 360Q, 360М или МКП 360N, МКП 360Q, МКП 360М |
360 |
525 |
460 |
760 |
270 |
|||
|
390Q, 390М или МКП 390Q, МКП 390М |
390 |
540 |
490 |
760 |
270 |
|||
|
415Q, 415М или МКП 415Q, МКП 415М |
415 |
565 |
520 |
760 |
270 |
|||
|
450Q, 450М или МКП 450Q, МКП 450М |
450 |
570 |
535 |
760 |
270 |
|||
|
485Q, 485М или МКП 485Q, МКП 485М |
485 |
605 |
570 |
760 |
300 |
|||
|
555Q, 555М или МКП 555Q, МКП 555М |
555 |
675 |
625 |
8255) |
300 |
|||
|
1) Для промежуточных групп прочности разность между заданным максимальным и заданным минимальным пределами текучести должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице; а разность между заданными минимальным пределом прочности и пределом текучести для тела трубы должна быть равна разности для следующей более высокой группы прочности, указанной в настоящей таблице. Для промежуточных групп прочности ниже 555 или классов прочности МКП 555 предел прочности не должен превышать 760 МПа. 2) При испытании образцов, вырезанных в продольном направлении, минимальный предел прочности менее заданного на 5 %. 3) Для труб наружным диаметром D < 219,1 мм максимальный предел текучести не должен превышать 495 МПа. 4) Установленное минимальное относительное удлинение должно быть рассчитано по следующей формуле
где AХC - площадь поперечного сечения соответствующего образца для испытания на растяжение, мм2: - для цилиндрических образцов: 130 мм2 - для образцов диаметром 12,5 мм и 8,9 мм и 65 мм2 - для образцов диаметром 6,4 мм; - для образцов полного сечения: меньшее из следующих значений - а) 485 мм2 или б) площади поперечного сечения образца, рассчитанной по наружному диаметру и толщине стенки трубы и округленной до 10 мм2; - для образцов в виде полосы: меньшее из следующих значений - а) 485 мм2 или б) площади поперечного сечения образца, рассчитанной по ширине образца и толщине стенки трубы и округленной до 10 мм2; σвmin - установленный минимальный предел прочности, МПа. 5) По согласованию для труб группы прочности 555 или класса прочности МКП 555 может быть установлено более жесткое ограничение максимального предела прочности. |
||||||||
9.3.2 Предел прочности при растяжении сварного шва, в том числе стыкового шва концов рулонного или листового проката, должен быть таким же, как для основного металла. При испытании сварного соединения на растяжение разрушение по сварному соединению не допускается.
9.4 Гидростатическое испытание
Труба должна выдержать гидростатическое испытание без утечек через сварной шов или тело трубы.
9.5 Испытание на сплющивание труб HFW
При испытании на сплющивание труб HFW применяют следующие критерии:
а) для труб группы или класса прочности с пределом текучести σт0,5 ≥ 415 МПа толщиной стенки t ≥ 12,7 мм не допускается раскрытие сварного шва, пока расстояние между плитами не станет менее 66 % наружного диаметра трубы. Для всех других сочетаний группы или класса прочности труб и толщины стенки не допускается раскрытие сварного шва, пока расстояние между плитами не станет менее 50 % наружного диаметра трубы;
б) для труб с отношением D/t > 10 не допускаются трещины или разрывы, на любом участке образца, кроме сварного шва, пока расстояние между плитами не станет менее 33 % наружного диаметра трубы.
Примечание - К сварному шву относится расстояние с каждой стороны от линии сплавления, равное 6,4 мм для труб наружным диаметром D < 60,3 мм и 13 мм для труб наружным диаметром D ≥ 60,3 мм.
9.6 Испытание на направленный загиб
9.6.1 За исключением допускаемого в 9.6.2, на образцах для испытаний не допускаются:
а) полное разрушение;
б) трещины или разрывы в металле сварного шва длиной более 3,2 мм, независимо от их глубины;
в) трещины или разрывы в основном металле, зоне термического влияния (HAZ) или на линии сплавления длиной более 3,2 мм или глубиной более 12,5 % толщины стенки.
9.7 Испытания на ударный изгиб образцов с V-образным надрезом (CVN)
9.7.1 Общие положения
9.7.1.1 Испытания на ударный изгиб (CVN) проводят на образцах с V-образным надрезом (CVN) полного размера 10×10 мм.
Если применимы образцы меньшего размера, требуемое минимальное среднее значение работы удара (для комплекта из трех образцов) должно быть равным требуемому значению для образцов полного размера, умноженному на отношение ширины образца меньшего размера к ширине образца полного размера, с округлением расчетного значения до целого числа.
9.7.1.2 Значение результата испытаний для отдельного образца должно быть не менее 75 % требуемого минимального среднего значения работы удара (для комплекта из трех образцов).
9.7.1.3 Допускается проведение испытаний при температуре ниже установленной, при условии соответствия результатов испытания при такой температуре установленным требованиям к работе удара и содержанию вязкой составляющей.
9.7.2 Испытания тела трубы, сварных швов и зоны термического влияния
9.7.2.1 Требования к работе удара образца с V-образным надрезом полного размера 10×10 мм поперечного направления для основного металла, сварного шва и зоны термического влияния должны соответствовать указанным в таблице 7, а температура испытания - в таблице 8.
Таблица 7 - Требования к работе удара образца с V-образным надрезом полного размера для основного металла, сварного шва и зоны термического влияния
|
Работа удара образца с V-образным надрезом (CVN) полного размера, Дж |
||
|
средняя |
минимальная |
|
|
245N, 245Q, 245М или МКП 245N, МКП 245Q, МКП 245М |
27 |
22 |
|
290N, 290Q, 290М или МКП 290N, МКП 290Q, МКП 290М |
30 |
24 |
|
320N, 320Q, 320М или МКП 320N, МКП 320Q, МКП 320М |
32 |
27 |
|
360N, 360Q, 360М или МКП 360N, МКП 360Q, МКП 360М |
36 |
30 |
|
390Q, 390М или МКП 390Q, МКП 390М |
39 |
33 |
|
415Q, 415М или МКП 415Q, МКП 415М |
42 |
35 |
|
450Q, 450М или МКП 450Q, МКП 450М |
45 |
38 |
|
485Q, 485М или МКП 485Q, МКП 485М |
50 |
40 |
|
555Q, 555М или МКП 555Q, МКП 555М |
56 |
45 |
Таблица 8 - Температура испытания
|
Толщина стенки t, мм |
Температура испытания, °С |
|
t ≤ 20 |
Tmin |
|
20 < t ≤ 40 |
Tmin - 10 °С |
|
t > 40 |
По согласованию |
|
Примечание - Tmin - минимальное значение температуры эксплуатации, указанное в заказе. Если не указано, то Tmin = 0 °С. |
|
Примечание - Значения работы удара, указанные в таблице 7, обеспечивают достаточную стойкость к началу разрушения для большинства конструкций трубопроводов.
9.7.2.2 При использовании образцов толщиной менее 10 мм для сравнения со значениями, приведенными в таблице 7, измеренная средняя работа удара должна быть преобразована в работу удара KV по следующей формуле
![]() (5)
(5)
где KVp - измеренная средняя работа удара, Дж;
F - площадь поперечного сечения под надрезом, мм2.
9.7.2.3 Из комплекта, состоящего из трех образцов с V-образным надрезом, только для одного образца допускается иметь минимальное значение, указанное в таблице 7.
9.8 Состояние поверхности, несовершенства и дефекты
9.8.1 Общие положения
9.8.1.1 Трубы в готовом состоянии не должны иметь дефектов.
9.8.1.2 Трубы не должны иметь трещин, раковин и непроваров.
9.8.2 Подрезы
Подрезы на трубах SAW, выявляемые при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
а) подрезы глубиной менее 0,2 мм, допустимые независимо от их длины, должны быть обработаны в соответствии с Ж.1 (приложение Ж);
б) подрезы глубиной более 0,2, но не более 0,5 мм, допустимы при следующих условиях:
1) длина отдельных подрезов - не более 100 мм;
2) на любом участке сварного шва длиной 300 мм суммарная длина подрезов - не более 4t, но максимум 100 мм;
3) все такие подрезы обработаны в соответствии с Ж.2 (приложение Ж);
в) подрезы глубиной более 0,5, но не более 1,0 мм, допустимы при следующих условиях:
1) длина отдельных подрезов - не более 50 мм;
2) на любом участке сварного шва длиной 300 мм суммарная длина подрезов - не более 4t, но максимум 100 мм;
3) все такие подрезы обработаны в соответствии с Ж.2 (приложение Ж);
г) подрезы, превышающие ограничения, установленные в перечислении б), должны быть классифицированы как дефекты и обработаны в соответствии с Ж.3 (приложение Ж).
9.8.3 Прожоги
9.8.3.1 Прожоги должны быть классифицированы как дефекты.
Примечание - Прожоги представляют собой локализованные точки проплавления поверхности, возникающие вследствие образования дуги между электродом или землей и поверхностью трубы.
9.8.3.2 Прожоги должны быть обработаны в соответствии с Ж.2 или Ж.3 [перечисление а) или б), приложение Ж] если они не могут быть удалены зачисткой или механической обработкой, после которых образующееся углубление должно быть тщательно зачищено и проверено на полноту удаления дефекта путем травления 10 %-ным раствором персульфата аммония или 5 %-ным раствором ниталя.
9.8.4 Расслоения
Выходящие на торец трубы или фаску расслоения или включения, длина которых по окружности при визуальном определении превышает 6,4 мм, должны быть классифицированы как дефекты. Трубы с такими дефектами должны быть забракованы или подрезаны до тех пор, пока на концах труб не останется следов таких расслоений или включений.
9.8.5 Геометрические отклонения формы и вмятины
9.8.5.1 За исключением вмятин, геометрические отклонения от правильной цилиндрической формы сварной трубы (такие как плоские вогнутости и выпуклости), которые возникают в процессе формообразования трубы или технологических операций глубиной более 0,005D или 2,5 мм (что меньше), измеряемой по прямой между крайней точкой отклонения и линией продления обычного контура трубы, должны считаться дефектами и быть обработаны в соответствии с Ж.3 [перечисление а) или б), приложение Ж].
9.8.5.2 Геометрические отклонения должны измеряться калибром с учетом заданного внутреннего/наружного диаметра. Длина калибра должна быть 200 мм или 0,25D, что меньше.
9.8.5.3 Геометрические отклонения от правильной цилиндрической формы трубы (такие как плоские вогнутости и выпуклости), кроме вмятин, проверяют на 10 % изготовленных труб, но не менее чем на четырех трубах за восьмичасовую смену.
9.8.5.4 Длина вмятин в любом направлении должна быть не более 0,5D, а глубина, измеряемая по прямой между крайней точкой отклонения и линией продления обычного контура трубы, не должна превышать следующих значений:
а) 3,2 мм - для вмятин с острым дном, образующихся при холодном формообразовании;
б) 6,4 мм - для остальных вмятин;
в) 1,0 мм - для вмятин на длине до 100 мм от торца трубы.
Вмятины, превышающие установленные ограничения, должны считаться дефектами и должны быть обработаны в соответствии с Ж.3 [перечисление а) или б), приложение Ж].
9.8.6 Участки повышенной твердости
Участки повышенной твердости размером более 50 мм в любом направлении и в пределах 100 мм от торцов трубы, независимо от размера участка, должны считаться дефектами, если их твердость превышает 300 HV10 для труб, предназначенных для работ в некислой среде, и 250 HV10 - в кислой среде по отдельным отпечаткам. Трубы с такими дефектами должны быть обработаны в соответствии с требованиями Ж.3, [перечисление а) или б), приложение Ж].
9.8.7 Другие несовершенства поверхности
Другие несовершенства поверхности, обнаруженные при визуальном контроле, должны быть изучены, классифицированы и обработаны следующим образом:
а) несовершенства глубиной не более 0,05t или 0,5 мм, в зависимости от того, что больше, но максимум 0,7 мм для t < 25 мм и максимум 1,0 мм для t > 25 мм, не уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как допустимые несовершенства и обработаны в соответствии с требованиями Ж.1 (приложение Ж);
б) несовершенства глубиной более 0,05t, не уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как дефекты и зачищены абразивным способом в соответствии с Ж.2 (приложение Ж) или обработаны в соответствии с Ж.3 (приложение Ж);
в) несовершенства, уменьшающие толщину стенки ниже минимального допустимого значения, должны быть классифицированы как дефекты и обработаны в соответствии с Ж.3 (приложение Ж).
Примечание - Под «несовершенствами, уменьшающими толщину стенки ниже минимального допустимого значения» понимают несовершенства, толщина стенки под которыми менее минимального допустимого значения.
9.9 Размеры, масса и отклонения
9.9.1.1 Трубы должны поставляться размерами, указанными в заказе на поставку, с учетом допустимых отклонений.
9.9.1.2 Наружный диаметр и толщина стенки должны быть в пределах допустимых ограничений, указанных в таблице 9.
Таблица 9 - Допустимые наружный диаметр и толщина стенки
В миллиметрах
|
Толщина стенки t |
||
|
Специальная труба с гладкими концами1) |
Обычная труба с гладкими концами |
|
|
От 10,3 до 13,7 |
От 1,7 до 2,4 включ. |
|
|
От 13,7 до 17,1 |
От 2,2 до 3,0 включ. |
|
|
От 17,1 до 21,3 |
От 2,3 до 3,2 включ. |
|
|
От 21,3 до 26,7 |
От 2,1 до 7,5 включ. |
|
|
От 26,7 до 33,4 |
От 2,1 до 7,8 включ. |
|
|
От 33,4 до 48,3 |
От 2,1 до 10,0 включ. |
|
|
От 48,3 до 60,3 |
От 2,1 до 12,5 включ. |
|
|
От 60,3 до 73,0 |
От 2,1 до 3,6 включ. |
Св. 3,6 до 14,2 включ. |
|
От 73,0 до 88,9 |
От 2,1 до 3,6 включ. |
Св. 3,6 до 20,0 включ. |
|
От 88,9 до 101,6 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 22,0 включ. |
|
От 101,6 до 168,3 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 25,0 включ. |
|
От 168,3 до 219,1 |
От 2,1 до 4,0 включ. |
Св. 4,0 до 40,0 включ. |
|
От 219,1 до 273,1 |
От 3,2 до 4,0 включ. |
Св. 4,0 до 40,0 включ. |
|
От 273,1 до 323,9 |
От 3,6 до 5,2 включ. |
Св. 5,2 до 45,0 включ. |
|
От 323,9 до 355,6 |
От 4,0 до 5,6 включ. |
Св. 5,6 до 45,0 включ. |
|
От 355,6 до 457,0 |
От 4,5 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 457,0 до 559,0 |
От 4,8 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 559,0 до 711,0 |
От 5,6 до 7,1 включ. |
Св. 7,1 до 45,0 включ. |
|
От 711,0 до 864,0 |
От 5,6 до 7,1 включ. |
Св. 7,1 до 52,0 включ. |
|
От 864,0 до 965,0 |
Св. 5,6 до 52,0 включ. |
|
|
От 965,0 до 1422,0 |
Св. 6,4 до 52,0 включ. |
|
|
От 1422,0 до 1829,0 |
Св. 9,5 до 52,0 включ. |
|
|
От 1829,0 до 2134,0 |
Св. 10,3 до 52,0 включ. |
|
|
1) Трубы, имеющие такое сочетание наружного диаметра и толщины стенки, называют специальными трубами с гладкими концами. Трубы, имеющие другие сочетания, указанные в настоящей таблице, называют обычными трубами с гладкими концами. Трубы с промежуточным сочетанием наружного диаметра и толщины стенки, по отношению к указанным в настоящей таблице, считаются специальными трубами с гладкими концами, если ближайшее меньшее сочетание, указанное в таблице, относится к специальным трубам с гладкими концами; трубы с другими промежуточными сочетаниями считаются обычными трубами с гладкими концами. Примечания 1 Стандартизованные значения наружного диаметра и толщины стенки труб приведены в стандартах [3] и [4]. 2 В национальной промышленности стандартизованные значения наружного диаметра и толщины стенки труб приведены в соответствующих стандартах на сортамент труб в зависимости от способа их производства. 3 По согласованию потребителя с изготовителем трубы поставляют в соответствии с внутренним диаметром. |
||
9.9.1.3 Трубы должны поставляться длиной от 11,70 до 12,70 м, если не согласовано иное.
Массу на единицу длины m1, кг/м, рассчитывают по следующей формуле
m1 = 0,02466 t k (D - t), (6)
где t - толщина стенки, мм;
D - наружный диаметр, мм.
Примечания
1 Номинальная масса трубы представляет собой произведение ее длины на массу единицы длины.
2 Формула (6) не учитывает увеличения массы трубы за счет массы усиления сварного шва или швов. В национальной промышленности рекомендуется рассчитывать массу на единицу длины сварных труб по формуле (6) при умножении ее на поправочный коэффициент k, равный: 1,010 - для спиральношовных и прямошовных труб с одним швом; 1,015 - для прямошовных труб с двумя швами.
9.9.3 Предельные отклонения диаметра, толщины стенки, длины и прямолинейности
9.9.3.1 Предельные отклонения наружного диаметра и овальность труб не должны превышать значений, указанных в таблице 10. Минусовые отклонения наружного диаметра и овальности не применимы к участкам ремонта дефектов шлифованием.
Таблица 10 - Предельные отклонения диаметра и овальность
В миллиметрах
|
Предельное отклонение диаметра |
Овальность |
|||||
|
труб, кроме концов1) |
концов труб2),3),4) |
труб, кроме концов1) |
концов труб2) |
|||
|
Бесшовные трубы |
Сварные трубы |
Бесшовные трубы |
Сварные трубы |
|||
|
До 60,3 |
±0,5 или ±0,0075D, что больше |
±0,5 или ±0,0075D, что больше, но не более ±3,2 |
±0,5 или ±0,005D, что больше, но не более ±1,6 |
В пределах отклонений диаметра |
||
|
От 60,3 до 610 включ. |
0,015D |
0,01D |
||||
|
Св. 610 до 1422 включ. |
±0,01D |
±0,005D, но не более ±4,0 |
±2,0 |
±1,6 |
Для D/t ≤ 75 0,01D, но не более 10; для D/t > 75 по согласованию |
Для D/t ≤ 75 0,0075D, но не более 8; для D/t > 75 по согласованию |
|
Св. 1422 |
По согласованию |
|||||
|
1) Размеры тела трубы измеряют приблизительно в середине длины трубы. 2) Конец трубы - это участок длиной 100 мм от каждого торца трубы. 3) Для бесшовных труб предельные отклонения применяют для труб t ≤ 25,0 мм, предельные отклонения для труб с большей толщиной стенки должны быть согласованы. 4) Для экспандированных труб наружным диаметром D ≥ 219,1 мм и неэкспандированных труб предельные отклонения диаметра и овальность могут быть определены по расчетному внутреннему диаметру (наружный диаметр минус двойная толщина стенки) или, если согласовано, по измеренному внутреннему диаметру вместо наружного диаметра (9.9.3.1). |
||||||
Если согласовано, предельные отклонения, указанные в таблице 10, могут быть применимы к внутреннему диаметру труб.
9.9.3.2 Предельные отклонения толщины стенки не должны превышать указанных в таблице 11.
Таблица 11 - Предельные отклонения толщины стенки
В миллиметрах
|
Предельное отклонение1) |
|
|
Бесшовные трубы (SMLS) |
|
|
До 4,0 |
+0,600 -0,500 |
|
От 4,0 до 10,0 |
+0,150t -0,125t |
|
От 10,0 до 25,0 |
±0,125t |
|
От 25,0 |
+3,7 или +0,1t; что более2) -3,0 или -0,1t; что более2) |
|
Трубы HFW |
|
|
До 6,0 включ. |
±0,400 |
|
Св. 6,0 до 15,0 включ. |
±0,700 |
|
Св. 15,0 |
±1,000 |
|
Трубы SAW3) |
|
|
До 6,0 включ. |
±0,500 |
|
Св. 6,0 до 10,0 включ. |
±0,700 |
|
Св. 10,0 до 20,0 включ. |
±1,000 |
|
Св. 20,0 |
+1,500 -1,000 |
|
1) Если в заказе на поставку указано минусовое предельное отклонение толщины стенки меньше, чем установлено в настоящей таблице, плюсовое предельное отклонение должно быть увеличено настолько, чтобы сохранить допустимое поле отклонений. 2) Плюсовое отклонение толщины стенки неприменимо к зоне сварного соединения. |
|
9.9.3.3 Средняя длина труб должна быть не менее 12,10 м, если не согласовано иное.
9.9.3.4 Отклонения от прямолинейности не должны превышать следующих значений:
а) отклонение от общей прямолинейности - 0,15 % общей длины трубы, как показано на рисунке 1;
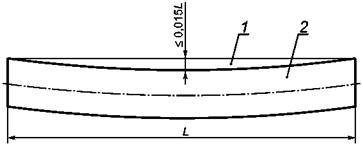
1 - натянутая струна или проволока; 2 - труба
Рисунок 1 - Измерение общей прямолинейности
б) отклонения от концевой прямолинейности - 3,0 мм на длине 1000 мм от каждого торца, как показано на рисунке 2.
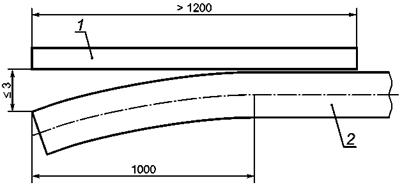
1 - линейка; 2 – труба
Рисунок 2 - Измерение концевой прямолинейности
9.9.3.5 По дополнительному требованию могут поставляться трубы с более точными геометрическими размерами (приложение Г), что отмечается индексом D при маркировке данных труб.
9.10 Отделка концов труб
9.10.1 Общие положения
9.10.1.1 Трубы должны поставляться с гладкими концами без резьбы.
9.10.1.2 На торцах труб не должно быть заусенцев.
9.10.1.3 Неперпендикулярность торцов труб, измеряемая как показано на рисунке 3, не должна превышать 1,6 мм.
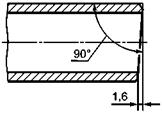
Рисунок 3 - Неперпендикулярность торца трубы
9.10.2 Отделка концов
9.10.2.1 Если не согласовано иное, трубы должны поставляться с перпендикулярно обрезанными торцами и на них не должно быть заусенцев.
9.10.2.2 Внутренний валик сварного шва должен быть удален до высоты от 0 до 0,5 мм на длине не менее 100 мм с обоих торцов трубы.
9.10.2.3 По согласованию наружный валик сварного шва должен быть удален до высоты от 0 до 0,5 мм на длине не менее 250 мм с обоих торцов трубы. Переход к основному металлу трубы должен быть ровным и без видимой ступени.
9.10.2.4 Если не согласовано иное, на торцах труб с гладкими концами толщиной стенки t > 3,2 мм должна быть выполнена фаска под сварку. Угол фаски, измеряемый от линии, перпендикулярной к оси трубы, должен быть равен 30° + 5°, ширина торцевого притупления - (1,6 ± 0,8) мм.
9.10.2.5 Если проводят механическую обработку внутренней поверхности трубы, то угол внутренней фаски, измеренный от продольной оси трубы, не должен превышать следующих значений:
а) для бесшовных труб (SMLS) - значений, указанных в таблице 12;
б) для сварного шва сварных труб - 7,0°.
Таблица 12 - Максимальный угол внутренней фаски для бесшовных труб (SMLS)
|
Толщина стенки t, мм |
Максимальный угол внутренней фаски |
|
До 10,5 |
7,0° |
|
От 10,5 до 14,0 |
9,5° |
|
От 14,0 до 17,0 |
11,0° |
|
От 17,0 |
14,0° |
9.11 Предельные отклонения для сварного шва
9.11.1 Радиальное смещение кромок рулонного или листового проката
Для труб HFW радиальное смещение кромок рулонного или листового проката (рисунок 4а) не должно приводить к уменьшению оставшейся толщины стенки в сварном шве менее минимальной допустимой.
1 - остаточная толщина стенки в сварном шве
а - Радиальное смещение кромок рулонного или листового проката на трубах HFW
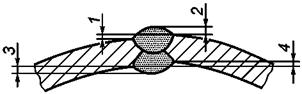
1 - наружное радиальное
смещение; 2 - высота наружного валика сварного шва;
3 - высота внутреннего валика сварного шва; 4 - внутреннее
радиальное смещение
б - Радиальное смещение кромок рулонного или листового проката и
высота валиков
сварного шва на трубах SAW
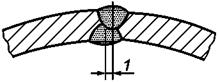
1 - смещение
в - Смещение валиков сварного шва на трубах SAW
Рисунок 4 - Отклонение размеров сварного шва
Для труб SAW радиальное смещение кромок рулонного или листового проката (рисунок 4б или рисунок 4в, какой применим) не должно превышать допустимых значений, указанных в таблице 13.
(Поправка).
Таблица 13 - Допуски для сварного шва
|
Допуск для сварного шва |
|||
|
Наружный шов |
Сварные швы должны иметь обычную структуру поверхности и плавно переходить в основной металл, не выступая за пределы исходной разделки под сварной шов более чем на 3 мм (5 мм для сварных швов SAW) |
||
|
Высота валика наружного и внутреннего швов для труб SAWL |
Наружные сварные швы: для t < 13 мм не более 3,0 мм; для t ≥ 13 мм не более 4,0 мм. Внутренние сварные швы: не более 3,5 мм |
||
|
Оплавление сварного шва (только для труб HFW) |
Наружное оплавление должно быть зачищено заподлицо с основным металлом. Внутреннее оплавление не должно выступать над основным металлом более чем на 1,5 мм. Зачистка не должна снижать толщину стенки ниже, чем до tmin и выемка от зачистки должна иметь ровный переход к основному металлу. Допускаются надрезы глубиной максимум 0,3 мм + 0,05t |
||
|
Высота валика наружного и внутреннего шва (двухсторонние сварные швы) |
Высота < 0,2t, но не более 4 мм |
||
|
Высота валика наружного шва (односторонние сварные швы) |
Высота < 0,2t, но не более 4 мм |
||
|
Вогнутость наружного сварного шва |
Не допускается |
||
|
Вогнутость корня сварного шва |
Толщина сварного шва должна быть не менее tmin |
||
|
Радиальное смещение кромок для труб SAWL |
Для t ≤ 15 мм не более 1,3 мм; для 15 < t ≤ 25 мм не более 0,1t мм; для t > 25 мм не более 2,0 мм |
||
|
Радиальное смещение кромок для тpyб HFW |
Толщина в сварном шве должна быть не менее tmin |
||
|
Смещение наружного шва относительно внутреннего |
Для t ≤ 20 мм не более 3,0 мм; для t > 20 мм не более 4,0 мм |
||
|
Колебание сварного шва (отклонение сварного шва от прямой линии) |
Не более 0,2t, но максимум 4,0 мм |
||
|
Подрез |
Отдельные подрезы |
Суммарная длина на протяжении любых 300 мм сварного шва |
|
|
Глубина d |
Разрешенная длина |
||
|
d > 1,0 мм |
Не допускается |
- |
|
|
1,0 мм ≥ d > 0,5 мм |
50 мм |
Не более 4t, но максимум 100 мм |
|
|
0,5 мм ≥ d > 0,2 мм |
100 мм |
Не ограничено |
|
|
d < 0,2 мм |
Не ограничено |
||
|
Трещины, прожоги дуговым разрядом, начало/окончание кратеров, неудачная попытка восстановить сварку после обрыва дуги, поры поверхностные |
Не допускаются |
||
|
Непровар/отсутствие проплавления |
Допустимая длина единичного несоответствия - не более t, но максимум 25 мм. Суммарная длина на протяжении любых 300 мм сварного шва не более 50 мм |
||
|
Сквозные проплавления |
Толщина сварного шва в любой точке не менее t и отдельная длина/ширина не более t/4, но максимум 4 мм в любом направлении. Суммарная длина на протяжении любых 300 мм сварного шва не более t/2, но максимум 8 мм |
||
9.12 Макрографический и металлографический контроль
9.12.1 Макросечение должно демонстрировать качественный сварной шов, плавно переходящий в основной металл без дефектов сварки в соответствии с критериями, указанными в таблице 13.
Для трубы SAW должна быть продемонстрирована полная переплавка прихваточных сварных швов. Для аттестационных испытаний технологии изготовления сварные швы должны соответствовать требованиям стандарта [4].
9.12.2 Выравнивание внутренних и наружных швов для труб SAW должно быть проверено на макросечении, если не используются другие альтернативные методы с демонстрацией их возможностей.
9.12.3 Металлографический контроль должен быть подтвержден документально микрофотографиями при достаточном увеличении для того, чтобы продемонстрировать, что вдоль линии сварки отсутствуют вредные окиси от процесса сварки.
9.12.4 Необходимо убедиться, что зона термического влияния была полностью подвергнута соответствующей тепловой обработке по всей толщине стенки, и не осталось неотпущенного мартенсита.
9.13 Предельные отклонения массы
9.13.1 За исключением предусмотренного в 9.13.2, предельные отклонения массы отдельной трубы
или партии труб от номинальной массы трубы, рассчитанной умножением ее длины на
массу единицы длины трубы (9.9.2),
не должны превышать: ![]() номинальной массы трубы.
номинальной массы трубы.
9.13.2 Если в заказе на поставку указано нижнее предельное отклонение толщины стенки менее соответствующего отклонения, приведенного в таблице 11, верхнее предельное отклонение массы должно быть увеличено на процент, равный соответствующему проценту уменьшения нижнего предельного отклонения толщины стенки.
9.14 Свариваемость металла труб
9.14.1 Если согласовано, изготовитель должен предоставить данные о свариваемости для соответствующей стали или провести испытания свариваемости в соответствии с условиями испытаний и критериями приемки, указанными в заказе на поставку.
Требования к химическому составу стали и, в частности, предельные значения СEРcm и CEIIW (таблицы 4 и 5) были выбраны для улучшения свариваемости металла, однако необходимо учитывать, что поведение стали в процессе сварки и после нее зависит не только от химического состава стали, но и от применяемых расходных материалов, условий подготовки и выполнения самой сварки.
9.14.2 По требованию потребителя изготовитель труб обязан предоставить информацию о максимальной температуре термообработки.
10 Контроль
10.1 Приемочные документы
10.1.1 Соответствие требованиям заказа на поставку должно быть проверено специальным контролем в соответствии с ГОСТ 31458.
10.1.2 Приемочные документы должны быть применимы в печатном или электронном виде в системе электронного обмена данными (EDI), соответствующем любому соглашению об электронном обмене данными между потребителем и изготовителем.
10.1.3 Изготовитель должен предоставить потребителю свидетельство о прохождении технического контроля 3.1 В по ГОСТ 31458, если в заказе на поставку не указано о предоставлении свидетельства о прохождении технического контроля 3.1 А, 3.1 С или акта приемки по ГОСТ 31458.
10.1.4 Следующая информация, если применима, должна быть указана по каждой позиции заказа:
а) наружный диаметр, толщина стенки, тип труб, группа или класс прочности, состояние поставки, номер плавки, номер партии термообработки, номера труб;
б) химический состав (плавки и изделия) и углеродный эквивалент (по анализу изделия и критерий приемки);
в) результаты испытаний на растяжение, тип, размер, расположение и ориентация образцов для испытаний;
г) результаты испытаний на ударный изгиб образцов с V-образным надрезом (CVN); температура испытаний, размер, расположение и ориентация образцов; критерии приемки для применяемых образцов специального размера;
д) заданное минимальное гидростатическое испытательное давление и заданная длительность испытания;
е) для сварных труб - применяемый метод неразрушающего контроля сварного шва (рентгеновский, ультразвуковой или электромагнитный), а также тип и размер применяемого искусственного дефекта или эталона качества изображения;
ж) для бесшовных труб (SMLS) - применяемый метод неразрушающего контроля (ультразвуковой, электромагнитный или магнитопорошковый), а также тип и размер применяемого искусственного дефекта;
и) для труб HFW - минимальная температура термообработки сварного шва; к) результаты остальных испытаний и измерений, включая результаты дополнительных испытаний по приложениям А, Б, В, Г или Д, или ссылка на отчет с результатами испытаний.
10.2 Периодичность контроля
10.2.1 Периодичность контроля труб должна соответствовать указанной в таблице 14.
Таблица 14 - Периодичность контроля труб
|
Тип труб |
Периодичность контроля |
Критерий приемки |
|
|
Анализ плавки |
Все трубы |
Один анализ от плавки стали1) |
|
|
Анализ изделия |
Все трубы |
Два анализа от плавки стали (отобранные от разных изделий) |
|
|
Испытание на растяжение тела труб |
Все трубы |
Одно испытание на контролируемую партию не более 100 или 502) труб с одинаковым коэффициентом холодного экс-пандирования3) |
|
|
Испытание на ударный изгиб (CVN) тела труб наружным диаметром D ≥ 114,3 мм и толщиной стенки, указанными в таблице 17 |
Все трубы |
Одно испытание на контролируемую партию не более 100 или 504) труб с одинаковым коэффициентом холодного экс-пандирования3) |
|
|
Контроль твердости по толщине стенки тела труб |
Все трубы |
Одно испытание на контролируемую партию не более 100 или 502) труб с одинаковым коэффициентом холодного экс-пандирования3) |
|
|
Гидростатическое испытание |
Все трубы |
Каждая труба |
|
|
Контроль геометрических отклонений формы труб |
Все трубы |
10 % труб от партии, но не менее 4 труб за 8-часовую рабочую смену |
|
|
Контроль диаметра и овальности тела труб |
Все трубы |
Одно испытание на контролируемую партию не более 100 или 205) труб |
|
|
Контроль толщины стенки тела труб |
Все трубы |
Каждая труба |
|
|
Контроль длины |
Все трубы |
Каждая труба |
|
|
Контроль прямолинейности |
Все трубы |
5 % труб от партии, но не менее 4 труб за 8-часовую рабочую смену |
9.19.3.4 |
|
Контроль геометрических параметров торцов труб |
Все трубы |
5 % труб от партии, но не менее 4 труб за 8-часовую рабочую смену |
|
|
Визуальный контроль |
Все трубы |
Каждая труба, если не согласован альтернативный метод контроля |
|
|
Неразрушающий контроль |
Все трубы |
В соответствии с приложением К |
Приложение К |
|
Взвешивание |
Все трубы |
Каждая труба или связка труб6) |
|
|
Испытание на растяжение продольного или спирального шва труб наружным диаметром D ≥ 219,1 мм |
HFW, SAWL, SAWH |
Одно испытание на контролируемую партию не более 100 или 507) труб с одинаковым коэффициентом холодного экспандирования3),8),9) |
|
|
Испытание на ударный изгиб (CVN) продольного или спирального шва и зоны термического влияния (HAZ) труб наружным диаметром D ≥ 114,3 мм и толщиной стенки, указанной в таблице 18 |
HFW, SAWL, SAWH |
Одно испытание на контролируемую партию не более 100 или 504) труб с одинаковым коэффициентом холодного экс-пандирования3),8),9) |
|
|
Контроль твердости участков повышенной твердости сварных труб холодного формообразования |
HFW, SAWL, SAWH |
Любой участок повышенной твердости размером более 50 мм в любом направлении |
|
|
Контроль твердости по толщине стенки продольного или спирального шва и зоны термического влияния (HAZ) |
HFW, SAWL, SAWH |
Одно испытание на контролируемую партию не более 100 или 502) труб с одинаковым коэффициентом холодного экс-пандирования3) |
|
|
Испытание на направленный загиб продольного или спирального сварного шва |
SAWL, SAWH |
Одно испытание на контролируемую партию не более 100 или 502) труб с одинаковым коэффициентом холодного экс-пандирования3) |
|
|
Контроль макроструктуры продольного или спирального сварного шва |
SAWL, SAWH |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены; если применимы альтернативные методы контроля - в начале производства каждого сочетания наружного диаметра и толщины стенки |
|
|
Испытание на растяжение стыкового шва рулонного или листового проката труб наружным диаметром D > 219,1 мм |
SAWH |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандирования3),8) |
|
|
Испытание на ударный изгиб (CVN) стыкового шва концов рулонного или листового проката труб наружным диаметром D ≥ 114,3 мм и толщиной стенки, указанными в таблице 17 |
SAWH |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандиро-вания3),8) |
|
|
Испытание на направленный загиб стыкового шва рулонного или листового проката |
SAWH |
Одно испытание на контролируемую партию не более 50 труб с одинаковым коэффициентом холодного экспандиро-вания3),8) |
|
|
Испытание на сплющивание |
HFW |
Как указано на рисунке 6 |
|
|
Металлографический контроль сварного шва |
HFW |
Не менее одного испытания в смену плюс испытание при любом изменении размера труб в течение рабочей смены; если применимы альтернативные методы контроля - в начале производства каждого сочетания наружного диаметра и толщины стенки |
|
|
1) При изготовлении труб из трубной заготовки, поставляемой сторонним изготовителем, приемку химического состава плавки осуществляют по документу о качестве изготовителя заготовки, без контроля химического состава. 2) Для труб наружным диаметром D ≤ 508 мм - не более 100 труб, наружным диаметром D > 508 мм - не более 50 труб. 3) Коэффициент холодного экспандирования, установленный изготовителем и рассчитанный по наружному диаметру или окружности до и после экспандирования. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует формирования новой партии. 4) Для труб наружным диаметром 114,3 мм ≤ D ≤ 508 мм - не более 100 труб, наружным диаметром D > 508 мм - не более 50 труб. 5) Для труб наружным диаметром D ≤ 168,1 мм - не более 100 труб, но не менее 1 и не более 6 труб за 8-часовую рабочую смену, наружным диаметром D > 168,1 мм - не более 20 труб. 6) Для труб наружным диаметром D < 114,3 мм - каждой трубы или связки труб, наружным диаметром D ≥ 114,3 мм - каждой трубы. 7) Для труб наружным диаметром 219,1 мм ≤ D ≤ 508 мм - не более 100 труб, наружным диаметром D > 508 мм - не более 50 труб. 8) Дополнительно, не менее одного раза в неделю должно быть проведено испытание для труб, изготовляемых на каждой сварочной установке. 9) На трубах с двумя продольными швами должны быть испытаны оба шва трубы, представляющей контролируемую партию. |
|||
При значительной поставке толстостенных труб большого диаметра, для которых контролируемая партия определяется объемом плавки, может быть согласовано объединение в одной контролируемой партии нескольких плавок. Периодичность испытаний первых 30000 т труб должна соответствовать указанной в таблице 14, последующих труб - следующим требованиям:
- контролируемая партия может состоять из труб не более трех плавок;
- в случае неудовлетворительных результатов испытаний контролируемой партии периодичность испытаний снова должна соответствовать указанной в таблице 14 до получения удовлетворительных результатов последующих 30000 т труб.
10.3 Пробы и образцы для испытаний
10.3.1 Пробы для химического анализа
Пробы для анализа плавки и анализа изделия должны быть отобраны и подготовлены в соответствии со стандартом [5].
10.3.2 Пробы и образцы для механических испытаний
10.3.2.1 Общие положения
Пробы должны быть отобраны, а образцы должны быть изготовлены для испытаний на растяжение, ударный изгиб образцов с V-образным надрезом (CVN), направленный загиб и сплющивание от труб после термообработки, экспандирования и окончательной обработки в соответствии с применимыми стандартами.
Пробы вырезают любым методом, который не оказывает влияние на механические свойства продукции.
Пробы и образцы для разных видов испытаний должны быть отобраны из участков, показанных на рисунках 5 и 6, и в соответствии с таблицей 15, а также с учетом дополнительных требований, приведенных в 10.3.2.2 - 10.3.2.7.
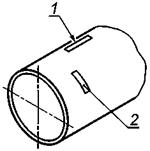
1 - L - продольная проба; 2 - Т - поперечная проба
а - Бесшовная труба
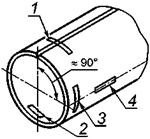
1 - W - поперечная проба
со сварным швом по оси пробы;
2 - Т180 - поперечная проба, расположенная приблизительно в 180°
от продольного сварного шва;
3 - Т90 - поперечная проба, расположенная приблизительно в 90° от
продольного сварного шва;
4 - L90 - продольная проба, расположенная приблизительно в 90° от
продольного сварного шва
Примечание - От двухшовной трубы поперечную пробу 2 отбирают от второго сварного шва.
б - Tpyбы HFW и SAWL
1 - W - поперечная проба
со спиральным сварным швом по оси пробы; 2 - L - продольная проба,
расположенная на расстоянии не менее а/4 в продольном направлении от
спирального сварного шва;
3 - Т - поперечная проба, расположенная на расстоянии не менее а/4 в
продольном направлении от
спирального сварного шва; 4 - стыковой сварной шов концов рулонного или
листового проката длиной а;
5 - WS - поперечная проба, расположенная на расстоянии не менее а/4 от
пересечения спирального
сварного шва и стыкового сварного шва рулонного или листового проката
в - Трубы SAWH
Рисунок 5 - Ориентация и расположение проб и образцов для испытаний
1 - сварка; 2 -
конец рулона; 3 - два образца для испытаний от каждого конца рулона;
4 - остановка сварного шва; 5 - два образца для испытаний с
каждой стороны от остановки сварного шва
Рисунок 6 - Испытания на сплющивание
Таблица 15 - Количество, ориентация и расположение образцов для механических испытаний труб
|
Расположение пробы |
Вид испытания |
Количество, ориентация и расположение образцов от проб1) |
||||
|
Толщина стенки, мм |
||||||
|
до 25 включ. |
св. 25 |
|||||
|
Наружный диаметр, мм |
||||||
|
до 219,1 |
от 219,1 |
до 219,1 |
от 219,1 |
|||
|
SMLS неэкспандированные |
Тело трубы |
Растяжение |
1L2) |
1L |
1L2) |
1L |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
Контроль твердости |
1Т |
1Т |
1Т |
1Т |
||
|
SMLS холодноэкспандированные |
Тело трубы |
Растяжение |
1L2) |
1Т3) |
1L2) |
1Т3),4) |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
Контроль твердости |
1Т |
1Т |
1Т |
1Т |
||
|
HFW |
Тело трубы |
Растяжение |
1L902) |
1Т1803),4) |
1L902) |
1Т1803),4) |
|
Ударный изгиб (CVN) |
3Т90 |
3Т90 |
3Т90 |
3Т90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
- |
1W |
|
|
Ударный изгиб (CVN) |
3W и 3 HAZ5) |
6W и 6 HAZ5) |
||||
|
Контроль твердости |
1W |
1W |
1W |
1W |
||
|
Металлографический контроль |
1W |
1W |
1W |
1W |
||
|
Тело трубы и сварной шов |
Сплющивание |
Как показано на рисунке 6 |
||||
|
SAWL |
Тело трубы |
Растяжение |
1L902) |
1Т1803),4) |
1L902) |
1Т1803),4) |
|
Ударный изгиб (CVN) |
3Т90 |
3Т90 |
3Т90 |
3Т90 |
||
|
Сварной шов |
Растяжение |
- |
1W |
- |
1W |
|
|
Ударный изгиб |
3W и 6 HAZ6) |
6Wn 12 HAZ6),7) |
||||
|
Направленный загиб |
2W8) |
2W8) |
2W8) |
2W7),8) |
||
|
Контроль твердости |
1W |
1W |
1W |
1W7) |
||
|
Контроль макроструктуры |
1W |
1W |
1W |
1W |
||
|
SAWH |
Тело трубы |
Растяжение |
1L2) |
1Т3) |
1L2) |
1Т3) |
|
Ударный изгиб (CVN) |
3Т |
3Т |
3Т |
3Т |
||
|
Сварной шов |
Растяжение |
- |
1W |
- |
1W |
|
|
SAWH |
Сварной шов |
Ударный изгиб (CVN) |
3W и 6 HAZ6) |
6W и 12HAZ6) |
||
|
Направленный загиб |
2W8) |
2W8) |
2W8) |
2W8) |
||
|
Контроль твердости |
1W |
1W |
1W |
1W |
||
|
Контроль макроструктуры |
1W |
1W |
1W |
1W |
||
|
1) Обозначения, применяемые для указания ориентации и расположения проб и образцов для испытаний, - рисунок 5. 2) Изготовитель по своему выбору может применять продольные образцы полного сечения. 3) Если согласовано, для определения предела текучести в поперечном направлении допускается применять кольцевые образцы, подвергаемые испытанию на раздачу на гидравлической установке в соответствии со стандартом [6]. 4) Для глубоководных трубопроводов может быть указано проведение дополнительных испытаний, требования и периодичность которых должны быть согласованы. 5) Для сварного шва, изготовленного высокочастотной сваркой, W означает, что надрез должен располагаться на линии сплавления, a HAZ - что надрез должен располагаться на линии сплавления +2 мм. 6) Для сварного шва, изготовленного SAW, HAZ означает, что надрез должен располагаться на линии сплавления или линии сплавления +2 мм. 7) На трубах с двумя продольными сварными швами испытанию должны быть подвергнуты оба шва трубы, представляющей контролируемую партию. 8) Для труб толщиной стенки t > 19,0 мм образцы для испытаний могут быть подвергнуты механической обработке для получения прямоугольного поперечного сечения образцов толщиной 18,0 мм. |
||||||
При проведении механических испытаний, указанных в разделе 9, образцы для испытаний с дефектами подготовки или несовершенствами, не связанными с целью конкретного механического испытания, независимо от того, выявлены они до испытания или после него, могут быть забракованы и заменены другими образцами от той же трубы.
10.3.2.2 Образцы для испытаний на растяжение
По выбору изготовителя испытания тела труб могут быть проведены на образцах в виде полосы или на цилиндрических образцах. Образцы для испытаний должны быть отобраны и подготовлены в соответствии с ГОСТ 10006 или стандартом [6] и как показано на рисунке 5.
Испытания сварных швов проводят на цилиндрических образцах или на образцах в виде полосы.
Образцы для испытаний в виде полосы должны представлять всю толщину стенки трубы. Поперечные образцы должны быть выпрямлены, выпрямление продольных образцов не допускается. Используемые для захвата концы образцов должны быть механически обработаны перед установкой в фиксаторы испытательной установки. Валики сварных швов должны быть зачищены вровень с поверхностью, а местные несовершенства удалены.
Цилиндрические образцы для испытаний должны быть изготовлены из невыпрямленных проб. Для труб толщиной стенки t ≥ 19,0 мм диаметр цилиндрических продольных образцов для испытаний должен быть равен 12,7 мм. Диаметр цилиндрических поперечных образцов для испытаний должен соответствовать указанному в таблице 16, однако изготовителем может быть выбран образец следующего большего диаметра. Для испытаний труб диаметром D < 219,1 мм изготовителем могут быть выбраны продольные образцы полного сечения.
Таблица 16 - Соотношение размеров труб и диаметров поперечных цилиндрических образцов для испытаний на растяжение
В миллиметрах
|
Толщина стенки t |
|||
|
Диаметр образца для испытания в пределах расчетной длины |
|||
|
12,7 |
8,9 |
6,41) |
|
|
От 219,1 до 273,1 |
- |
От 28,1 |
До 28,1 |
|
От 273,1 до 323,9 |
От 36,1 |
От 25,5 до 36,1 |
До 25,5 |
|
От 323,9 до 355,6 |
От 33,5 |
От 23,9 до 33,5 |
До 23,9 |
|
От 355,6 до 406,4 |
От 32,3 |
От 23,2 до 32,3 |
До 23,2 |
|
От 406,4 до 457,0 |
От 30,9 |
От 22,2 до 30,9 |
До 22,2 |
|
От 457,0 до 508,0 |
От 29,7 |
От 21,5 до 29,7 |
До 21,5 |
|
От 508,0 до 559,0 |
От 28,8 |
От 21,0 до 28,8 |
До 21,0 |
|
От 559,0 до 610,0 |
От 28,1 |
От 20,5 до 28,1 |
До 20,5 |
|
От 610,0 до 660,0 |
От 27,5 |
От 20,1 до 27,5 |
До 20,1 |
|
От 660,0 до 711,0 |
От 27,0 |
От 19,8 до 27,0 |
До 19,8 |
|
От 711,0 до 762,0 |
От 26,5 |
От 19,5 до 26,5 |
До 19,5 |
|
От 762,0 до 813,0 |
От 26,2 |
От 19,3 до 26,2 |
До 19,3 |
|
От 813,0 до 864,0 |
От 25,8 |
От 19,1 до 25,8 |
До 19,1 |
|
От 864,0 до 914,0 |
От 25,5 |
От 18,9 до 25,5 |
До 18,9 |
|
От 914,0 до 965,0 |
От 25,3 |
От 18,7 до 25,3 |
До 18,7 |
|
От 965,0 до 1016,0 |
От 25,1 |
От 18,6 до 25,1 |
До 18,6 |
|
От 1016,0 до 1067,0 |
От 24,9 |
От 18,5 до 24,9 |
До 18,5 |
|
От 1067,0 до 1118,0 |
От 24,7 |
От 18,3 до 24,7 |
До 18,3 |
|
От 1118,0 до 1168,0 |
От 24,5 |
От 18,2 до 24,5 |
До 18,2 |
|
От 1168,0 до 1219,0 |
От 24,4 |
От 18,1 до 24,4 |
До 18,1 |
|
От 1219,0 до 1321,0 |
От 24,2 |
От 18,1 до 24,2 |
До 18,1 |
|
От 1321,0 до 1422,0 |
От 24,0 |
От 17,9 до 24,0 |
До 17,9 |
|
От 1422,0 до 1524,0 |
От 23,8 |
От 17,8 до 23,8 |
До 17,8 |
|
От 1524,0 до 1626,0 |
От 23,6 |
От 17,6 до 23,6 |
До 17,6 |
|
От 1626,0 до 1727,0 |
От 23,4 |
От 17,5 до 23,4 |
До 17,5 |
|
От 1727,0 до 1829,0 |
От 23,3 |
От 17,4 до 23,3 |
До 17,4 |
|
От 1829,0 до 1930,0 |
От 23,1 |
От 17,4 до 23,1 |
До 17,4 |
|
От 1930,0 до 2134,0 |
От 23,0 |
От 17,3 до 23,0 |
До 17,3 |
|
От 2134,0 |
От 22,9 |
От 17,2 до 22,9 |
До 17,2 |
|
1) Для труб размерами, недостаточными для изготовления образцов, для испытаний диаметром 6,4 мм не должны быть применимы цилиндрические образцы для испытаний на растяжение. |
|||
Если согласовано, для определения предела текучести в поперечном направлении допускается применение кольцевых образцов для испытаний на раздачу.
10.3.2.3 Образцы для испытаний на ударный изгиб с V-образным надрезом (CVN)
Образцы для испытания основного металла изготовляют в соответствии со стандартом [7], если только в заказе на поставку не указаны образцы по стандарту [6]. Ось надреза образца должна быть перпендикулярна к поверхности трубы.
При этом не допускается правка испытуемого материала.
Размер и ориентация образцов для испытания должны соответствовать требованиям таблицы 17, кроме образцов ближайшего меньшего размера, которые могут быть применимы, если ожидаемая работа удара превышает 80 % полной шкалы измерений установки для испытаний на ударный изгиб.
Таблица 17 - Соотношение размеров труб и требуемых образцов для испытания на ударный изгиб
В миллиметрах
|
Толщина стенки |
||||
|
Размер и ориентация образца с V-образным надрезом |
||||
|
полного размера1) |
3/42) |
2/33) |
1/24) |
|
|
От 114,3 до 141,3 |
От 12,6 |
От 11,7 до 12,6 |
От 10,9 до 11,7 |
От 10,1 до 10,9 |
|
От 141,3 до 168,3 |
От 11,9 |
От 10,2 до 11,9 |
От 9,4 до 10,2 |
От 8,6 до 9,4 |
|
От 168,3 до 219,1 |
От 11,7 |
От 9,3 до 11,7 |
От 8,6 до 9,3 |
От 7,6 до 8,6 |
|
От 219,1 до 273,1 |
От 11,4 |
От 8,9 до 11,4 |
От 8,1 до 8,9 |
От 6,5 до 8,1 |
|
От 273,1 до 323,9 |
От 11,3 |
От 8,7 до 11,3 |
От 7,9 до 8,7 |
От 6,2 до 7,9 |
|
От 323,9 до 355,6 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 355,6 до 406,4 |
От 11,1 |
От 8,6 до 11,1 |
От 7,8 до 8,6 |
От 6,1 до 7,8 |
|
От 406,4 |
От 11,0 |
От 8,5 до 11,0 |
От 7,7 до 8,5 |
От 6,0 до 7,7 |
|
1) Образцы полного размера из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, в зависимости от того, что применимо. 2) Образцы размером 3/4 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, в зависимости от того, что применимо. 3) Образцы размером 2/3 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, в зависимости от того, что применимо. 4) Образцы размером 1/2 из невыпрямленных проб, перпендикулярных к оси трубы или сварного шва, в зависимости от того, что применимо. |
||||
Примечание - Трубы с сочетанием наружного диаметра и толщины стенки, не указанным в таблице 17, допускается не подвергать испытаниям на ударный изгиб (CVN).
Каждый образец для испытания сварного шва или зоны термического влияния (HAZ) перед выполнением надреза должен быть подвергнут травлению для того, чтобы выполнить надрез в требуемом месте.
Ось надреза на образцах для испытания сварного шва от труб SAW должна быть расположена по оси наружного валика сварного шва или как можно ближе к этой оси.
Ось надреза на образцах для испытания зоны термического влияния (HAZ) на образцах от труб SAW должна быть расположена как можно ближе к краю наружного валика сварного шва, как показано на рисунке 7.
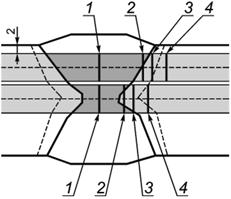
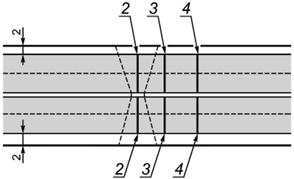
1 - ось надреза,
выполняемого на образце для испытания металла сварного шва; 2 - ось
надреза по линии
сплавления, выполняемого на образце, включающем 50 % металла сварного шва и 50
% зоны
термического влияния (HAZ); 3 - ось надреза на расстоянии приблизительно 2 мм от
линии сплавления;
4 - ось надреза на расстоянии приблизительно 5 мм от линии сплавления
Примечание - Образцы для испытания области корня сварного шва отбирают от труб толщиной стенки более 25 мм.
Рисунок
7 - Расположение оси надреза на образцах для испытания на
ударный изгиб зоны термического влияния (HAZ)
10.3.2.4 Образцы для испытаний на направленный загиб
Образцы для испытаний на направленный загиб должны быть подготовлены в соответствии со стандартом [8] или [6] и рисунком 8.
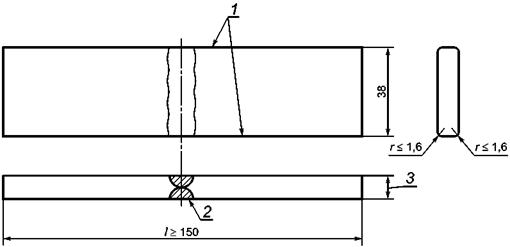
1 - длинные кромки
механически обрабатывают и/или отрезают кислородной резкой; 2 - сварной
шов;
3 - толщина стенки
а - Трубы SAW
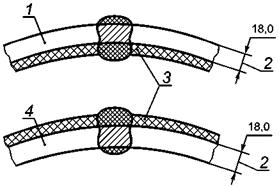
1 - загнутый образец с
наружной стороной шва; 2 - уменьшенная толщина стенки;
3 - металл, удаляемый до или после выпрямления; 4 - загнутый образец с корнем шва
Примечание - Применяют приспособление размером, предназначенным для труб толщиной стенки t = 19,0 мм
б - Образцы с уменьшенной толщиной стенки (по выбору, для труб SAW толщиной стенки t > 19,0 мм)
Рисунок 8 - Образцы для испытаний на направленный загиб
Образцы от труб толщиной стенки t > 19,0 мм могут быть подвергнуты механической обработке для получения прямоугольного сечения с уменьшенной толщиной стенки 18,0 мм. Образцы от труб толщиной стенки t ≤ 19,0 мм должны представлять полную толщину стенки с изогнутым поперечным сечением.
Для труб SAW усиление сварного шва должно быть удалено с обеих поверхностей образца.
10.3.2.5 Образцы для испытаний на сплющивание
Образцы должны быть подготовлены в соответствии со стандартом [9], за исключением длины образца для испытания, которая должна быть не менее 60 мм.
Небольшие поверхностные несовершенства могут быть удалены шлифованием.
10.3.2.6 Образцы для контроля макроструктуры и металлографического контроля
Пробы для контроля макроструктуры и металлографического контроля должны быть отобраны от одного из концов трубы, выбранной для контроля.
Образцы должны представлять собой все поперечное сечение продольного или спирального шва, с расположением шва посередине образца, включать в себя всю область сварного шва и не менее 15 мм основного металла с каждой стороны от линии сплавления.
Поперечное сечение образцов подвергают шлифованию, полированию и травлению для четкого выявления линии сплавления и зоны термического влияния (HAZ).
10.3.2.7 Образцы для контроля твердости по толщине стенки
Пробы для контроля твердости по толщине стенки должны быть отобраны от одного из концов трубы, выбранной для испытаний.
Образцы для контроля твердости тела трубы должны представлять собой поперечное сечение стенки трубы, для контроля твердости сварного шва и зоны термического влияния (HAZ) - поперечное сечение продольного или спирального шва, включающее сварной шов и не менее 15 мм основного металла от линии сплавления.
Поперечное сечение образцов подвергают шлифованию, полированию и травлению для четкого выявления линии сплавления и зоны термического влияния (HAZ).
10.4 Методы испытания
Методы и процедуры химического анализа плавки и анализа изделия должны соответствовать требованиям общепризнанных стандартов и иметь достаточную точность. Результаты химического анализа должны быть указаны с тем же числом десятичных знаков после запятой (или более), что и в требованиях, установленных в настоящем стандарте.
Примечание - Стандарт [10] содержит перечень существующих международных стандартов по химическому анализу и информацию о назначении и точности разных методов.
10.4.2 Испытание на растяжение
Испытания на растяжение проводят в соответствии со стандартом [11] или [6].
При испытании тела трубы должны быть определены предел текучести, предел прочности и относительное удлинение после разрушения образца в процентах. При испытании сварного шва труб должен быть определен предел прочности.
При испытании сварных швов на растяжении в поперечном направлении не допускается разрыв образца по металлу сварного шва.
Относительное удлинение после разрушения образца в процентах указывают со ссылкой на расчетную длину образца 50,8 мм. Для образцов с расчетной длиной менее 50,8 мм измеренное относительное удлинение после разрушения образца должно быть приведено к относительному удлинению с расчетной длиной 50,8 мм в соответствии со стандартом [12] или [6].
10.4.3 Испытания на ударный изгиб образца с V-образным надрезом (CVN)
Испытание должно быть проведено в соответствии со стандартом [7], если в заказе на поставку не указан стандарт [6].
10.4.4 Испытания на направленный загиб
Испытание на направленный загиб должно быть проведено в соответствии со стандартом [8]. Размер оправки (пуансона) Аgb, мм, не должен превышать значения, рассчитанного по следующей формуле с округлением значения до 1 мм
![]() (7)
(7)
где 1,15 - коэффициент неоднородности структуры;
D - наружный диаметр, указанный в заказе, мм;
t - толщина стенки, указанная в заказе, мм;
ε - коэффициент деформация, указанный в таблице 18.
Таблица 18 - Значения коэффициента деформации для испытания на направленный загиб
|
Коэффициент деформации ε1) |
|
|
245N, 245Q, 245М или |
0,1375 |
|
290N, 290Q, 290М или |
0,1375 |
|
320N, 320Q, 320М или |
0,1325 |
|
360N, 360Q, 360М или |
0,1250 |
|
390Q, 390М или |
0,1175 |
|
415Q, 415М или |
0,1125 |
|
450Q, 450М или |
0,1100 |
|
485Q, 485М или |
0,1025 |
|
555Q, 555М или |
0,0950 |
|
1) Для промежуточных групп или классов прочности значения коэффициента деформации могут быть получены путем интерполяции, основанной на заданном минимальном пределе прочности, с округлением интерполированного значения до ближайшего кратного 0,0025. |
|
Оба образца для испытания должны быть загнуты на 180° в приспособлении, показанном на рисунке 9. Размеры приспособления указаны в таблице 19.
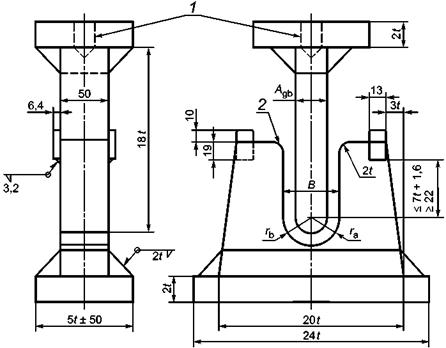
1 - резьбовое
установочное отверстие; 2 - закаленные и смазанные опоры или закаленные
ролики;
rа - радиус оправки
(пуансона) для испытания на направленный загиб;
rb - радиус матрицы для
испытания на направленный загиб
а - Плунжерный тип
Рисунок 9 - Приспособления для испытаний на направленный загиб
|
|
1 – ролик |
|
б - Регулируемый тип |
в - Охватывающий тип |
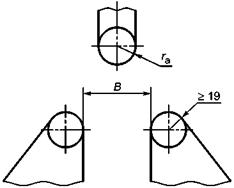
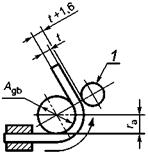
Рисунок 9, лист 2
Таблица 19 - Размеры приспособления для испытания на направленный загиб
|
Размеры1), мм |
|||
|
rа2 |
rb2) |
B2) |
|
|
245N, 245Q, 245М или |
3,0t |
4,0t + 1,6 |
8,0t + 3,2 |
|
290N, 290Q, 290М или |
3,0t |
4,0t + 1,6 |
8,0t + 3,2 |
|
320N, 320Q, 320М или |
3,5t |
4,5t + 1,6 |
9,0t + 3,2 |
|
360N, 360Q, 360М или |
4,0t |
5,0t + 1,6 |
10,0t + 3,2 |
|
390Q, 390М или |
4,0t |
5,0t + 1,6 |
10,0t + 3,2 |
|
415Q, 415М или |
4,5t |
5,5t + 1,6 |
11,0t + 3,2 |
|
450Q, 450М или |
4,5t |
5,5t + 1,6 |
11,0t + 3,2 |
|
485Q, 485М или |
5,0t |
6,0t + 1,6 |
12,0t + 3,2 |
|
555Q, 555М или |
5,0t |
6,0t + 1,6 |
12,0t + 3,2 |
|
1) Для промежуточных классов прочности размеры принимают как для ближайшего более низкого класса прочности или определяют интерполяцией. 2) ra, rb, В - рисунок 9. |
|||
При испытаниях в непосредственном контакте с оправкой должны находиться корень сварного шва одного из образцов и наружная сторона сварного шва другого образца.
10.4.5 Испытание на сплющивание
Испытания на сплющивание должны проводиться в соответствии со стандартом [9].
Как показано на рисунке 6, один из двух образцов, отбираемых от каждого конца рулона, должен быть испытан с положением сварного шва «6 ч», второй - с положением «12 ч», два других образца должны быть испытаны с положениями сварного шва «3 ч» и «9 ч».
Образцы для испытаний, отбираемые от концов труб в местах остановки сварного шва, должны быть испытаны только с положением сварного шва «3 ч» или «9 ч».
10.4.6 Контроль твердости участков повышенной твердости
Если при визуальном контроле (по цвету поверхности) были обнаружены участки повышенной твердости, то должен быть проведен контроль их твердости в соответствии со стандартами [13], [14] или [15] с использованием переносных твердомеров, методами, соответствующими стандартам [16], [17] или [18] соответственно, в зависимости от применяемого метода.
10.4.7 Контроль макроструктуры и металлографический контроль
10.4.7.1 Контроль макроструктуры проводят при увеличении 5× - 10×, металлографический контроль - при увеличении 40× (записи могут быть сохранены при увеличении 20×).
10.4.7.2 При проведении контроля макроструктуры сварных швов проверяют:
- радиальное смещение кромок рулонного или листового проката в сварном шве труб SAW и HFW;
- осевое смещение валиков сварного шва труб SAW;
- высоту остатков грата наружного и внутреннего сварных швов труб HFW;
- высоту наружного и внутреннего валиков сварного шва труб SAW;
- полноту проплавления технологических сварных швов труб SAW.
10.4.7.3 При проведении металлографического контроля труб HFW проверяют полноту термообработки зоны термического влияния (HAZ) по всей толщине стенки, отсутствие неотпущенного мартенсита и вредных окислов от сварки.
10.4.7.4 Если согласовано, смещение валиков внутреннего и наружного сварных швов труб SAW может быть проверено альтернативными методами контроля, например ультразвукового контроля, если будет продемонстрирована способность такого метода выявлять такое смещение. При применении альтернативного метода контроль макроструктуры должен быть проведен в начале изготовлении каждого сочетания наружного диаметра и толщины стенки.
10.4.8 Гидростатическое испытание
10.4.8.1 Бесшовные трубы (SMLS) всех размеров и сварные трубы диаметром D ≤ 457 мм должны быть подвергнуты испытательному давлению с выдержкой не менее 5 с, сварные трубы диаметром D > 457 мм - не менее 10 с.
10.4.8.2 Для обеспечения испытания каждой трубы при требуемом испытательном давлении каждая испытательная установка (кроме установок, на которых испытывают только непрерывносварные трубы) должна быть оборудована средствами регистрации испытательного давления и длительности выдержки каждой трубы под давлением или автоматическим или блокирующим устройством, которое гарантированно не допускает классификации трубы как проверенной, пока не будут соблюдены все требования испытания (давление и выдержка). Оборудование должно регистрировать падение приложенного давления как минимум на 2 % и удерживать испытательное давление на заданном уровне в течение не менее 10 с. Для каждой идентифицируемой трубы должны быть сохранены записи по приложенному испытательному давлению и времени выдержки. Поверка приборов для регистрации испытательного давления должна быть проведена с использованием грузопоршневого манометра или аналогичного прибора не реже одного раза в четыре месяца до каждого применения. По выбору изготовителя могут быть проведены испытания при давлении более высоком, чем требуемое.
Примечание - В любом случае, установленное испытательное давление представляет собой давление, ниже которого оно не должно опускаться в течение всей установленной выдержки при испытании.
![]() (8)
(8)
где Р - гидростатическое испытательное давление, МПа;
tmin - минимальная (с учетом нижнего отклонения) толщина стенки, мм;
D - наружный диаметр, мм;
S - тангенциальное напряжение, равное 0,96σт0,5min или 0,84σвmin, МПа.
Результат округляют с точностью до 0,1 МПа.
10.4.8.4 Если при испытании применяют торцовое уплотнение, создающее сжимающие продольные осевые напряжения, испытательное давление должно быть рассчитано при максимальном напряжении Se, эквивалентном комбинированному напряжению, определяемому по уравнению Мизеса.
Эквивалентное напряжение по Мизесу следует рассчитывать по следующей формуле
![]() (9)
(9)
где Sh - тангенциальное напряжение, определяемое по формуле
![]() (10)
(10)
Si - осевое напряжение, определяемое по формуле
![]() (11)
(11)
где N - фактическое усилие, создаваемое торцовыми уплотнениями испытательной установки, Н;
As - площадь поперечного сечения стенки трубы, мм2, определяемая по формуле
As = π(D - t)t/4. (12)
10.4.8.5 По согласованию с потребителем трубы могут быть испытаны при давлении, отличающемся от рассчитанного по 10.4.8.3.
10.4.9 Контроль твердости по толщине стенки
10.4.9.1 Контроль твердости металла тела труб, сварного шва и зоны термического влияния (HAZ) должен быть проведен по методу Виккерса в соответствии со стандартом [14]. Контроль проводят в трех положениях по толщине стенки вблизи наружной и внутренней поверхностей и посередине толщины стенки.
При контроле твердости основного металла отдельные значения измерений, выходящие за допустимые пределы, могут считаться допустимыми, если среднее значение дополнительных измерений, сделанных вблизи сомнительной точки, минимум трех и максимум шести, не выходит за пределы приемки и если ни один из отдельных отпечатков не превышает допустимый предел более чем на 10 HV10.
10.4.9.2 Участки контроля твердости бесшовных труб должны соответствовать указанным на рисунке 10 а со следующими исключениями:
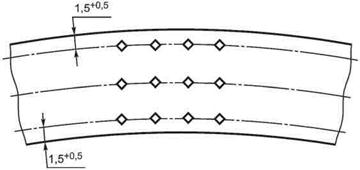
а - Бесшовная труба
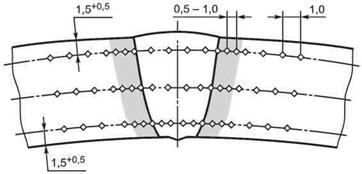
б - труба SAW
Рисунок 10 - Места контроля твердости по толщине стенки
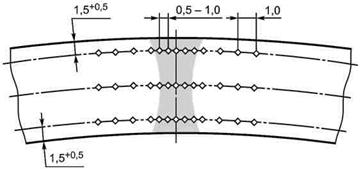
в - Tpyбa HFW
Рисунок 10, лист 2
а) на трубах толщиной стенки t < 4,0 мм твердость должна измеряться посередине толщины стенки;
б) на трубах толщиной стенки 4,0 мм ≤ t < 6 мм твердость должна измеряться на наружной и внутренней поверхностях.
10.4.9.3 Участки контроля твердости сварной трубы включают поперечное сечение сварного шва. Твердость основного металла, твердость видимой зоны термического влияния и твердость вдоль оси шва должны быть измерены согласно рисункам 10б или 10в со следующими исключениями:
а) на трубах толщиной стенки t < 4,0 мм твердость должна измеряться посередине толщины стенки;
б) на трубах толщиной стенки 4,0 мм ≤ t < 6,0 мм твердость измеряют на наружной и внутренней поверхностях.
10.4.9.4 При контроле твердости труб HFW должно быть выполнено в каждом положении по одному отпечатку на линии сплавления и не менее шести отпечатков с каждой стороны от линии сплавления, расположенных на расстоянии 0,5 - 1,0 мм друг от друга.
В сварном шве SAW должны быть сделаны не менее трех отпечатков, расположенных на равном расстоянии вдоль каждого поперечного направления. В зоне термического влияния отпечатки алмазного наконечника должны быть сделаны в поперечном направлении на расстоянии 0,5 - 1,0 мм, начиная как можно ближе к линии сплавления согласно рисунку 10в.
10.4.10 Визуальный контроль
10.4.10.1 За исключением предусмотренного в 10.4.10.2, каждая труба должна быть подвергнута визуальному контролю для выявления дефектов поверхности при освещенности не менее 500 люкс. Такая освещенность должна быть обеспечена по всей наружной поверхности и, насколько возможно, по внутренней поверхности.
Примечание - Обычно визуальному контролю подвергают всю внутреннюю поверхность труб SAW большого диаметра.
10.4.10.3 Визуальному контролю должна быть подвергнута вся наружная поверхность труб, насколько возможно, внутренняя поверхность и торцы труб.
10.4.10.4 Сварные швы должны быть подвергнуты визуальному контролю в соответствии со стандартом [19], наружные сварные швы - по всей длине, внутренние сварные швы труб внутренним диаметром 610 мм и более - по всей длине, внутренним диаметром менее 610 мм - насколько возможно, с концов труб.
10.4.10.5 Перед проведением визуального контроля поверхность труб должна быть очищена от рыхлой окалины и веществ, препятствующих осмотру, способом, не повреждающим качество поверхности трубы и не скрывающим возможные несовершенства.
10.4.10.6 Визуальный контроль должен проводить персонал:
а) способный (после специального обучения) выявлять и оценивать несовершенства поверхности;
б) обладающий остротой зрения, соответствующей применимым требованиям пункта 6.3 стандарта [20] или теста Джегера (J-w на 300 мм) и прошедший тест не более чем за 12 мес до проведения контроля.
10.4.10.7 Поверхность сварных труб холодного формообразования должна быть подвергнута контролю для выявления геометрических отклонений контура трубы. Если такой контроль не подтверждает, что причиной геометрических отклонений поверхности являются механические повреждения, но показывает, что такие отклонения поверхности могут быть обусловлены участками повышенной твердости, должны быть определены размеры таких участков и, при необходимости, их твердость. Метод контроля твердости выбирает изготовитель. Если размеры участка и его твердость превысят критерии приемки, указанные в 9.8.6, участок повышенной твердости должен быть удален в соответствии с процедурой, установленной в приложении Ж.
10.4.11.1 Для подтверждения соответствия требованиям к размерам и геометрии труб должны применяться соответствующие методы измерений. Если в заказе на поставку не указаны специальные методы, применяемые методы должны быть выбраны изготовителем.
10.4.11.2 Для контроля применяют калиброванные средства измерений. Для проведения измерений допускается применение автоматических средств измерений при условии документированного подтверждения соответствия их точности установленным требованиям.
10.4.11.3 Если в заказе на поставку не указан специальный метод контроля, измерение наружного диаметра должно быть проведено измерительной лентой, калибром-кольцом, калибром-скобой, калибром-пробкой, специальным механическим или оптическим измерительным средством.
Измерения внутреннего диаметра не должны проводиться измерительной лентой.
Примечание - На калибрах для контроля сварных труб SAW может быть выполнен паз или надрез для прохождения калибра поверх усиления сварного шва. Калибр должен проходить снаружи трубы или заходить внутрь трубы не менее чем на 100 мм с каждого торца.
10.4.11.4 Овальность тела труб должна определяться как разность между наибольшим и наименьшим наружными диаметрами, измеренными в одной плоскости поперечного сечения.
Если не согласовано иное, овальность концов труб должны определяться как разность между наибольшим и наименьшим внутренними диаметрами, измеренными в одной плоскости поперечного сечения.
10.4.11.5 Измерения толщины стенки должны быть проведены специальным механическим средством измерений или калиброванным устройством для ультразвукового контроля соответствующей точности. В случае разногласий предпочтение должно быть отдано измерениям, проводимым специальным механическим средством измерений.
Специальное механическое средство измерений должно иметь контактные наконечники круглого поперечного сечения диаметром не более 6,35 мм. Торец наконечника, контактирующего с внутренней поверхностью трубы, должен быть скруглен радиусом не более 38,1 мм - для труб наружным диаметром 168,3 мм и выше, радиусом не более d/4, но не менее 3,2 мм - для труб наружным диаметром менее 168,3 мм. Торец наконечника, контактирующего с наружной поверхностью трубы, должен быть плоским или закругленным, с радиусом скругления не менее 38,1 мм.
Устройство для ультразвукового контроля толщины стенки должно обеспечивать непрерывное измерение толщины стенки по всей длине труб с охватом контроля не менее 100 %.
10.4.11.6 Геометрические отклонения от правильной цилиндрической формы труб (за исключением вмятин) должны быть проверены шаблоном с соответствующими кривизной, наружным или внутренним диаметрами и длиной 0,25D или 200 мм, что менее. Измерения по внутреннему диаметру должны быть проведены на длине не менее 50 мм от торцов труб. Измерения по наружному диаметру должны быть проведены на участке, определенном при визуальном контроле.
10.4.12 Взвешивание
Каждая труба диаметром D ≥ 141,3 мм должна быть взвешена отдельно. Трубы диаметром D < 141,3 мм должны быть взвешены отдельно или соответствующими партиями, определенными изготовителем.
Для определения отклонений массы труб диаметром D ≥ 141,3 мм должна быть определена длина каждой трубы, труб диаметром D < 141,3 мм - длина каждой трубы или общая длина труб в соответствующей партии, скомплектованными изготовителем.
10.4.13 Неразрушающий контроль
Неразрушающий контроль должен быть проведен в соответствии с приложением К.
10.4.14 Отбраковка и переработка
Если результаты любого механического или технологического испытания не соответствуют установленным требованиям после проведения закалки и отпуска или нормализации трубы, допускается проведение одной повторной термообработки. Все механические и технологические испытания после повторной термообработки должны быть повторены.
10.4.15 Повторные испытания
10.4.15.1 Для приемки или отбраковки контролируемой партии или плавки, показавшей неудовлетворительные результаты первичных испытаний, должны быть проведены повторные испытания в соответствии с 10.4.15.4 - 10.4.15.7, за исключением предусмотренного в 10.4.15.8 и 10.4.15.9.
10.4.15.2 Если при химическом анализе изделия массовая доля какого-либо из элементов не соответствует установленным требованиям, должно быть проведено повторное испытание двух проб, отобранных от двух других труб той же плавки. Если хотя бы один их результатов повторного анализа не соответствует требованиям, плавка должна быть забракована.
10.4.15.5 Должна быть установлена причина получения неудовлетворительных результатов испытаний контролируемой партии и проведены соответствующие корректирующие действия для их предотвращения.
Если на результаты испытаний оказали воздействие неправильный отбор, механическая обработка, подготовка образцов или проведение испытаний образца, образец может быть заменен правильно подготовленным образцов и подвергнут необходимому испытанию.
10.4.15.6 Изготовитель может провести индивидуальные испытания оставшихся труб в партии. Если общее количество всех забракованных труб водной партии превышает 25 %, партия должна быть забракована. В этом случае изготовитель должен определить и задокументировать причины неудовлетворительных результатов испытаний и при необходимости внести изменения в технологию производства труб. Должна быть проведена повторная аттестация технологии производства (MPS) в случае недопустимого отклонения существенных переменных процессов.
10.4.15.7 При получении несоответствующих результатов испытаний на ударный изгиб (CVN) зоны термического влияния (HAZ) или сварного шва трубы HFW может быть согласовано проведение повторных испытаний на образцах, отобранных от той же трубы, при условии проведения переработки труб в соответствии с 10.4.15.3.
10.4.15.8 Повторные испытания отбракованных труб не допускаются.
10.4.15.9 Не допускаются повторные гидростатические испытания труб, не выдержавших испытаний.
11 Маркировка
11.1 Общие положения
11.1.1 Изготовитель должен нанести маркировку на трубы, изготовленные в соответствии с настоящим стандартом.
11.1.2 Может быть нанесена дополнительная маркировка по выбору изготовителя или в соответствии с указаниями заказа на поставку.
11.2 Маркировка труб
11.2.1 Маркировка труб должна включать следующую информацию, при применении:
а) наименование или торговый знак изготовителя труб X;
б) обозначение настоящего стандарта;
в) тип труб (таблица 2);
г) наружный диаметр;
д) толщину стенки;
е) группу или класс прочности трубы (таблица 1);
ж) обозначение дополнительных требований (6.1);
и) отметку представителя инспекции заказчика Y, при применении;
к) идентификационный номер Z, который позволяет соотнести изделие с соответствующим документом о приемочном контроле.
Примеры
X ГОСТ 31444 - 2012 SMLS 168×7,5 485Q S Y Z
X ГОСТ 31444 - 2012 SAWL 508×16 МКП 360N FS Y Z
11.2.2 За исключением допустимого в 11.2.3 и 11.2.4, требуемая маркировка должна быть стойкой и четкой:
а) маркировка труб диаметром D ≤ 48,3 мм должна быть нанесена на одном из следующих мест:
1) на ярлыке, закрепленном на связке труб;
2) на ленте или хомуте, применяемых для обвязки труб;
3) на одном из концов каждой трубы;
4) непрерывно по всей длине трубы;
б) маркировка бесшовных труб диаметром D > 48,3 мм и сварных труб диаметром 48,3 мм < D < 406,4 мм, если в заказе на поставку не указано конкретное расположение, должна быть нанесена:
1) на наружной поверхности трубы в последовательности, указанной в 11.2.1, и начинаться на расстоянии от 415 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы и начинаться на расстоянии не менее 150 мм от одного из торцов трубы;
c) маркировка сварных труб диаметром D ≥ 406,4 мм, если в заказе на поставку не указано конкретное расположение, должна быть нанесена:
1) на наружной поверхности трубы в последовательности, указанной в 11.2.1, и начинаться на расстоянии от 450 до 750 мм от одного из торцов трубы;
2) на внутренней поверхности трубы и начинаться на расстоянии не менее 150 мм от одного из торцов трубы.
Расположение маркировки, отличающееся от указанного, должно быть согласовано.
а) такая маркировка должна быть расположена на фаске торца трубы или на расстоянии 150 мм от одного из торцов трубы;
б) такая маркировка должна быть расположена на расстоянии не менее 25 мм от любого сварного шва;
в) холодное клеймение (при температуре менее 100 °С) рулонного или листового проката или труб, не подвергаемых последующей термообработке, должно быть выполнено только скругленными или притуплёнными клеймами.
11.2.5 При нанесении временного защитного покрытия (12.2) маркировка должна быть выполнена после нанесения такого покрытия.
11.2.6 Дополнительно к маркировке, указанной в 11.2.1, должна быть нанесена маркировка длины трубы в метрах с двумя десятичными знаками или, если согласовано, в другом формате:
а) на трубах диаметром D ≤ 48,3 мм длина отдельной трубы (измеренной на готовой трубе) должна быть указана на подходящем участке наружной поверхности трубы, общая длина труб в связке - на ярлыке, ленте или хомуте, связывающих трубы;
б) на трубах диаметром D > 48,3 мм длина отдельной трубы (измеренной на готовой трубе) должна быть указана на следующих участках:
1) на подходящем участке наружной поверхности трубы;
2) если согласовано, на подходящем участке внутренней поверхности трубы.
11.2.7 Если согласовано, изготовителем на внутренней поверхности каждой трубы должна быть нанесена краской отметка диаметром приблизительно 50 мм. Для труб групп или классов прочности, приведенных в таблице 20, цвет краски должен соответствовать указанному в таблице 20, для остальных групп или классов прочности цвета краски должны быть указаны в заказе на поставку.
Таблица 20 - Цвет краски
|
Цвет краски |
|
|
320N, 320Q, 320М или |
Черный |
|
360N, 360Q, 360М или |
Зеленый |
|
390Q, 390М или |
Синий |
|
415Q, 415М или |
Красный |
|
450Q, 450М или |
Белый |
|
485Q, 485М или |
Фиолетовый |
|
555Q, 555М или |
Желтый |
12 Покрытия и предохранители
12.1 Наружные и внутренние покрытия
12.1.1 За исключением предусмотренного в 12.1.2 - 12.1.4, трубы должны поставляться без покрытия.
12.1.3 Если согласовано, трубы должны поставляться со специальным покрытием.
12.1.4 Если согласовано, трубы должны поставляться с внутренним покрытием.
12.2 Предохранители концов труб
На концах трубы для предохранения от повреждений должны быть установлены предохранительные колпаки или пробки.
13 Сохранение записей
Изготовитель должен сохранять в течение 10 лет со дня приобретения продукции у изготовителя записи по всем видам процессов, контроля и испытаний, включая аттестационные испытания.
14 Погрузка труб
Если за погрузку труб отвечает изготовитель, он должен подготовить и следовать схемам погрузки труб, на которых должно быть показано, как укладывать, защищать и закреплять трубы на грузовиках, вагонах, баржах или морских судах, в зависимости от того, какое транспортное средство будет применимо. Погрузка не должна приводить к повреждению торцов труб, истиранию, наклепу и усталостному растрескиванию. Погрузка должна осуществляться в соответствии с применяемыми правилами, нормами, стандартами или рекомендованными инструкциями.
Примечание - Дополнительная информация - в стандартах [21] и [22].
Приложение А
(обязательное)
Трубы, стойкие к распространению трещин (F)
А.1 Общие положения
А.1.1 В настоящем приложении установлены дополнительные требования для труб, заказываемых с повышенной стойкостью тела трубы к распространению трещины (вязкого разрушения) в газопроводах.
Примечания
1 Достаточно высокая работа удара (CVN) в сочетании с достаточно большой долей вязкой составляющей в изломе образцов имеют существенное значение для предотвращения распространения хрупкого разрушения и ограничения распространения вязкого разрушения в газопроводах.
2 Потребитель должен принять все необходимые меры для того, чтобы эксплуатация газопроводов, для которых предназначены требования настоящего приложения, проводилась при рабочих параметрах, включая состав и давление газа, сравнимых или сопоставимых с условиями испытаний, на которых основаны указания по оценке материала.
А.1.2 Дополнительные требования настоящего приложения применимы к трубам толщиной стенки не более 30 мм и наружным диаметром не более 1120 мм, предназначенным для газопроводов, транспортирующих главным образом чистый метан с коэффициентом использования до 80 % при давлении до 15 МПа. Требования по обеспечению стойкости труб к распространению вязкого разрушения за пределами этих ограничений должны быть установлены по согласованию.
А.2 Дополнительная информация, предоставляемая потребителем
В заказе на поставку должны быть указаны для каждой позиции заказа пять значений температуры испытаний, включая Tmin, для проведения испытаний на ударный изгиб (CVN), на разрыв падающим грузом (DWT), на ударный изгиб (CVN) после старения.
А.3 Критерии приемки
А.3.1 Средняя работа удара (для комплекта из трех поперечных образцов полного размера) при испытании на ударный изгиб (CVN) тела трубы должна быть не менее значения, указанного в таблице А.1. Испытание проводят на пяти комплектах образцов при различных температурах, включая Tmin.
Таблица А.1 - Требования к работе удара при испытании на ударный изгиб поперечных образцов с V-образным надрезом для проверки свойств по ограничению распространения трещин, проводимых при Tmin
|
Среднее значение работы удара при испытании трех образцов1),2), Дж, не менее |
|||
|
Наружный диаметр при t ≤ 30 мм3), мм |
|||
|
до 610 включ. |
610 < D ≤ 820 включ. |
820 < D ≤ 1120 включ. |
|
|
245N, 245Q, 245М или |
40 |
40 |
40 |
|
290N, 290Q, 290М или |
40 |
43 |
52 |
|
360N, 360Q, 360М или |
50 |
61 |
75 |
|
415Q, 415М или |
64 |
77 |
95 |
|
450Q, 450М или |
73 |
89 |
109 |
|
485Q, 485М или |
82 |
100 |
124 |
|
555Q, 555М или |
103 |
126 |
155 |
|
1) Значения, полученные при испытании продольных образцов, должны быть на 50 % больше значений для поперечных образцов. 2) Минимальное значение работы удара одного образца должно быть более 75 % этих значений. 3) Значение работы удара для больших значений толщин и диаметров принимают по согласованию. |
|||
А.3.2 Для сварных труб, поставляемых без окончательной термообработки (нормализации или закалки и отпуска), проводят испытания на ударный изгиб (CVN) тела трубы после старения.
Среднее значение работы удара (для комплекта из трех поперечных образцов полного размера) при испытании на ударный изгиб (CVN) тела трубы после старения должно быть не ниже значений, указанных в таблице А.1.
Испытание проводят на пяти комплектах образцов при различных температурах, включая Tmin. Приемку труб проводят по средним значениям работы удара при температуре Tmin, средние значения работы удара при других температурах являются справочными. Испытания проводят на образцах, деформация которых равна фактической деформации при формообразовании труб, без какого-либо выпрямления или дополнительной деформации. Старение образцов проводят в течение 1 ч при температуре 250 °С.
А.3.3 Для сварных труб наружным диаметром более 500 мм, толщиной стенки более 8 мм, групп или классов прочности с σт0,5 > 360 МПа проводят испытания на разрыв падающим грузом (DWT).
Среднее содержание вязкой составляющей (для комплекта из двух поперечных образцов полного размера) должно быть не менее 85 % площади излома. Для одного из образцов комплекта допускается содержание вязкой составляющей менее указанного значения, но не менее 75 %. Испытание проводят на пяти комплектах образцов при различных температурах, включая Tmin.
А.3.4 Если трубы групп или классов прочности с σт0,5 ≥ 450 МПа, заказываемые с повышенной стойкостью к распространению трещины (F), предназначены также для эксплуатации в кислых средах (S), минимальные значения содержания вязкой составляющей (среднее и для одного образца) при испытании на разрыв падающим грузом (DWT) должны быть установлены по согласованию.
А.4 Периодичность испытаний
Периодичность дополнительных аттестационных испытаний технологии производства труб MPQT, поставляемых с дополнительными требованиями по стойкости тела трубы к распространению вязкого разрушения, должна соответствовать указанной в таблице А.2.
Таблица А.2 - Испытания для дополнительного требования F
|
Вид испытания |
Степень контроля |
Критерии приемки |
|
|
Бесшовные и сварные трубы |
Испытания на ударный изгиб основного металла труб для построения переходной кривой |
Одно испытание для каждого класса прочности трубы, представленной для аттестационных испытаний технологии производства1) |
Таблица А.1 |
|
Сварные трубы |
Испытания падающим грузом |
||
|
Сварные трубы |
Испытания на ударный изгиб основного металла труб для построения переходной кривой в состоянии деформационного старения |
Таблица А.11) |
|
|
1) Для аттестационных испытаний технологии производства MPQT должны быть отобраны две трубы от двух различных контролируемых партий. |
|||
А.5 Образцы для дополнительных испытаний
А.5.1 Для испытания на ударный изгиб (CVN) от тела трубы отбирают пять комплектов образцов, состоящих из трех поперечных образцов полного размера, соответствующих 10.3.2.3.
А.5.2 Для испытания на ударный изгиб (CVN) после испытания старения тела трубы отбирают пять комплектов образцов, состоящих из трех поперечных образцов полного размера, соответствующих 10.3.2.3.
А.5.3 Для испытания на разрыв падающим грузом (DWT) от тела трубы отбирают пять комплектов образцов, состоящих из трех поперечных образцов полного размера, соответствующих стандарту [23].
Для испытаний используют образцы, представляющие всю толщину стенки труб. Если согласовано, могут быть использованы образцы уменьшенной толщины. В этом случае обе поверхности образца должны быть подвергнуты одинаковой механической обработке для получения прямоугольного сечения с уменьшенной толщиной стенки, равной 19,0 мм.
Пробы для испытаний отбирают в направлении перпендикулярном к направлению прокатки или оси трубы. Ось надреза образца должна быть перпендикулярна к поверхности трубы.
А.6 Методы дополнительных испытаний
А.6.1 Испытания на ударный изгиб (CVN) тела трубы проводят в соответствии с 10.4.3 при пяти различных температурах, включая Tmin.
А.6.2 Испытания на ударный изгиб (CVN) после испытания на старение в соответствии с [2] проводят в соответствии с 10.4.3 при пяти различных температурах, включая Tmin.
А.6.3 Испытания на разрыв падающим грузом (DWT) проводят в соответствии со стандартом [23] при пяти различных температурах, включая Tmin.
А.7 Маркировка труб
В маркировке труб дополнительно к маркировке, указанной в 11.1, после обозначения группы или класса прочности должна быть указана буква F, обозначающая применение требований настоящего приложения.
Приложение Б
(обязательное)
Трубы, предназначенные для эксплуатации в кислых средах (S)
Б.1 Общие положения
Настоящее приложение устанавливает дополнительные требования к трубам, предназначенным для эксплуатации в кислых средах.
Примечание - Последствия внезапного разрушения компонентов металлических нефте- и газопроводов, вызванного воздействием газов и жидких сред, содержащих сероводород, привели к разработке стандарта [24] и в дальнейшем стандартов [25], [26], которые являются при добыче нефти и газа основой для установления требований и рекомендаций по аттестации и выбору материалов для применения в средах, содержащих влажный сероводород. Низколегированные стали, выбранные на основе стандарта [26], обладают при добыче нефти и газа стойкостью к растрескиванию в средах, содержащих сероводород, но необязательно при любых условиях эксплуатации. Различные условия эксплуатации могут потребовать проведения альтернативных испытаний, описанных в приложении В стандарта [26]. Это приложение устанавливает требования к аттестации низколегированных сталей, предназначенных для работы в сероводородных средах при лабораторных испытаниях.
Потребитель должен сам выбрать низколегированные стали, пригодные для предполагаемых условий эксплуатации.
Б.2 Дополнительная информация, предоставляемая потребителем
В заказе на поставку должно быть дополнительно указано какое из следующих положений применимо к конкретной позиции заказа:
1) химический состав для промежуточных групп или классов прочности (Б.4.1.1 и Б.4.1.2);
2) химический состав для труб в состоянии поставки N и Q толщиной стенки t > 25,0 мм (Б.4.1.1) и труб в состоянии поставки М толщиной стенки t > 35,0 мм (Б.4.1.2);
3) предельные значения химического состава [таблицы Б.1 и Б.2, сноски 3) - 6)];
4) повышенная твердость до 275 HV10 для труб толщиной стенки более 9 мм вблизи наружной поверхности валика сварного шва, зоны термического влияния (HAZ) и тела трубы (БАЗ);
5) альтернативные методы испытаний стойкости к водородному растрескиванию (HIC) и соответствующие критерии приемки (Б.4.2, Б.7.1.3);
6) микрофотографии трещин, вызванных HIC (Б.7.1.4);
7) испытание стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства (Б.4.4);
8) альтернативные среды, размер образца для четырехточечного изгиба, метод испытаний стойкости к сульфидному растрескиванию под напряжением (SSC) при аттестации технологии производства и соответствующие критерии приемки (Б.4.4, Б.6.2, Б.7.2.2).
Б.3 Технология производства
Б.3.1 Должно быть применено вакуумирование или альтернативные процессы для снижения содержания газов в стали.
Б.3.2 Плавка стали должна быть обработана для получения необходимой формы включений. Процедура контроля (в т.ч. металлографического контроля) может быть согласована между изготовителем и потребителем для оценки эффективности получения необходимой формы включений.
Б.3.3 Изготовитель и потребитель должны согласовывать отдельную технологическую инструкцию по сварке (WPS) труб, предназначенных для эксплуатации в кислых средах.
Б.4 Критерии приемки
Б.4.1 Химический состав
Б.4.1.1 Для бесшовных и сварных труб толщиной стенки t ≤ 25,0 мм в состоянии поставки N и Q химический состав стандартных классов прочности указан в таблице Б.1. Химический состав труб толщиной стенки t > 25,0 мм и в состоянии поставки N и Q промежуточных групп или классов прочности должен быть согласован, но должен соответствовать требованиям, указанным для стандартных классов прочности в таблице Б.1.
Таблица Б.1 - Химический состав стали труб толщиной стенки труб t ≤ 25 мм в состоянии поставки N и Q
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалент, %, не более |
||||||||||
|
С1) |
Si |
Mn1) |
Р |
S2) |
V |
Nb |
Ti |
Прочие3),4) |
CEIIW |
СЕРcm |
|
|
245N или МКП 245N |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
5) |
5) |
0,04 |
0,36 |
0,19 |
|
|
290N или МКП 290N |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
0,05 |
0,05 |
0,04 |
0,36 |
0,19 |
|
|
320N или МКП 320N |
0,14 |
0,40 |
1,40 |
0,020 |
0,003 |
0,07 |
0,05 |
0,04 |
0,38 |
0,20 |
|
|
360N или МКП 360N |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,10 |
0,05 |
0,04 |
0,43 |
0,22 |
|
|
245Q или МКП 245Q |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
0,04 |
0,04 |
0,04 |
0,34 |
0,19 |
|
|
290Q или МКП 290Q |
0,14 |
0,40 |
1,35 |
0,020 |
0,003 |
0,04 |
0,04 |
0,04 |
0,34 |
0,19 |
|
|
320Q или МКП 320Q |
0,15 |
0,45 |
1,40 |
0,020 |
0,003 |
0,05 |
0,05 |
0,04 |
0,36 |
0,20 |
|
|
360Q или МКП 360Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,07 |
0,05 |
0,04 |
0,39 |
0,20 |
|
|
390Q или МКП 390Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,07 |
0,05 |
0,04 |
0,40 |
0,21 |
|
|
415Q или МКП 415Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,08 |
0,05 |
0,04 |
5), 6) |
0,41 |
0,22 |
|
450Q или МКП 450Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,09 |
0,05 |
0,06 |
5), 6) |
0,42 |
0,22 |
|
485Q или МКП 485Q |
0,16 |
0,45 |
1,65 |
0,020 |
0,003 |
0,09 |
0,05 |
0,06 |
5), 6), 7) |
0,42 |
0,227) |
|
1) Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более чем на 0,20 %. 2) Если согласовано, массовая доля серы должна быть не более 0,008 % для бесшовных труб и не более 0,006 % для сварных труб, при этом может быть согласовано более низкое отношение Ca/S. 3) Массовая доля Мо ≤ 0,15 %. Если согласовано, массовая доля Cu ≤ 0,10 %. 4) Если не согласовано иное, то для сварных труб при намеренном добавлении Са отношение Ca/S ≥ 1,5 при массовой доле S > 0,0015 %. Массовая доля Са ≤ 0,006 %. 5) Если согласовано, массовая доля Мо ≤ 0,35 %. 6) Если согласовано, массовая доля Cr ≤ 0,45 % и Ni ≤ 0,50 %. 7) Рcm должно быть не более 0,22 для сварных труб и 0,25 для бесшовных труб. |
|||||||||||
Б.4.1.2 Для сварных труб толщиной стенки t ≤ 35,0 мм в состоянии поставки М химический состав стали стандартных классов или групп прочности указан в таблице Б.2. Химический состав стали труб толщиной стенки t > 35,0 мм и промежуточных групп или классов прочности должен быть согласован, но должен соответствовать требованиям, указанным в таблице Б.2.
Таблица Б.2 - Химический состав сварных труб t ≤ 35,0 мм в состоянии поставки М
|
Массовая доля элементов по анализу плавки и изделия, %, не более |
Углеродный эквивалент СEРcm %, не более |
|||||||||
|
С1) |
Si |
Mn1) |
Р |
S2) |
V |
Nb |
Ti |
Прочие3),4) |
||
|
245М или МКП 245М |
0,10 |
0,40 |
1,25 |
0,020 |
0,002 |
0,04 |
0,04 |
0,04 |
0,19 |
|
|
290М или МКП 290М |
0,10 |
0,40 |
1,35 |
0,020 |
0,002 |
0,04 |
0,04 |
0,04 |
0,19 |
|
|
320М или МКП 320М |
0,10 |
0,45 |
1,35 |
0,020 |
0,002 |
0,05 |
0,05 |
0,04 |
0,20 |
|
|
360М или МКП 360М |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,05 |
0,06 |
0,04 |
0,20 |
|
|
390М или МКП 390М |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,06 |
0,08 |
0,04 |
0,21 |
|
|
415М или МКП 415М |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,08 |
0,08 |
0,06 |
5) |
0,21 |
|
450М или МКП 450М |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,10 |
0,08 |
0,06 |
5), 6) |
0,22 |
|
485М или МКП 485М |
0,10 |
0,45 |
1,45 |
0,020 |
0,002 |
0,10 |
0,08 |
0,06 |
5), 6) |
0,22 |
|
1) Для каждого уменьшения массовой доли углерода на 0,01 % ниже установленной максимальной массовой доли допускается увеличение массовой доли марганца на 0,05 % по сравнению с установленной максимальной массовой долей, но не более чем на 0,20 %. 2) Если согласовано, массовая доля серы должна быть не более 0,008 % для бесшовных труб и не более 0,006 % для сварных труб, при этом может быть согласовано более низкое отношение Ca/S. 3) Массовая доля Мо ≤ 0,15 %. Если согласовано, массовая доля Cu ≤ 0,10 %. 4) Если не согласовано иное, то для сварных труб при намеренном добавлении Са отношение Ca/S ≥ 1,5 при массовой доле S > 0,0015 %. Массовая доля Са ≤ 0,006 %. 5) Если согласовано, массовая доля Мо ≤ 0,35 %. 6) Если согласовано, массовая доля Cr ≤ 0,45 %. |
||||||||||
Б.4.2 Испытание стойкости к водородному растрескиванию (HIC)
Испытание для оценки стойкости материала к водородному растрескиванию должно соответствовать следующим критериям приемки, каждый коэффициент которых представляет собой максимальное допустимое среднее значение для трех сечений образца при испытании в растворе (среде) А (таблица В.3 стандарта [27]):
а) коэффициент чувствительности к растрескиванию CSR ≤ 2 %;
б) коэффициент длины трещин CLR ≤ 15 %;
в) коэффициент толщины трещин CTR ≤ 5 %.
Если испытания стойкости к водородному растрескиванию (HIC) проводят в альтернативной среде (Б.7.1.3) для имитации конкретных условий эксплуатации, то могут быть согласованы альтернативные критерии приемки.
Б.4.3 Контроль твердости по толщине стенки
Твердость по толщине стенки тела трубы, сварного шва и зоны термического влияния (HAZ) не должна превышать 250 HV10.
Максимальный допустимый уровень твердости верхнего слоя сварного шва, наружной поверхности зоны термического влияния (HAZ) и основного металла может быть повышен до 275 HV10, при условии согласования с потребителем альтернативного уровня твердости верхнего слоя сварного шва, а также при условии, что толщина стенки трубы превышает 9 мм, верхний слой сварного шва непосредственно не контактирует с кислой средой и водород не удерживается, например, катодной защитой.
Б.4.4 Испытание стойкости к сульфидному растрескиванию под напряжением (SSC)
После удаления из испытательной среды образцов, подвергаемых испытанию стойкости к сульфидному растрескиванию под напряжением SSC (Б.7.2.1), должно быть проведено исследование растянутой поверхности образцов под микроскопом малой мощности при увеличении 10×. Образец считается не выдержавшим испытание, если на растянутой поверхности образцов будут обнаружены трещины или признаки разрушения и если не будет доказано, что они не являются следствием сульфидного растрескивания под напряжением.
Б.4.5 Состояние поверхности, несовершенства и дефекты
Участки повышенной твердости на поверхности сварных труб размером, превышающим 50 мм в любом направлении, должны быть классифицированы как дефекты, если их твердость по отдельным отпечаткам превышает:
а) 250 HV10 на внутренней поверхности трубы или на участке ремонта внутреннего валика сварного шва;
б) 275 HV10 на наружной поверхности трубы или на участке ремонта наружного валика сварного шва.
Трубы с такими дефектами должны быть обработаны в соответствии с Ж.3, перечисление а) или б).
Б.4.6 Внутренний грат на трубах HFW
Высота остатка внутреннего грата, выступающего над прилегающей поверхностью трубы, не должна превышать 0,3 мм + 0,05t.
Б.5 Периодичность испытаний
Периодичность дополнительных приемо-сдаточных испытаний стойкости труб к водородному растрескиванию (HIC) и дополнительных аттестационных испытаний стойкости труб к сероводородному растрескиванию под напряжением (SSC) указана в таблице Б.3.
Таблица Б.3 - Периодичность дополнительных испытаний
|
Тип труб |
Объем испытаний |
Критерии приемки |
|
|
Приемо-сдаточные испытания |
|||
|
Испытание стойкости к водородному растрескиванию (HIC) |
SAW и HFW |
1 труба от каждой из трех первых плавок или до трех последовательных плавок соответствующих требованиям, далее не более чем от каждой 10-й плавки стали |
|
|
Аттестационные испытания |
|||
|
Испытание стойкости к водородному растрескиванию (HIC) |
SAW и HFW |
Одно испытание (3 образца) от каждой трубы, отобранной для аттестации технологии производства1) |
|
|
Испытание стойкости к сульфидному растрескиванию под напряжением (SSC), если согласовано |
Все трубы |
||
|
1) Для аттестационных испытаний технологии производства MPQT должны быть отобраны две трубы от двух различных контролируемых партий. |
|||
Если результаты испытания трубы от какой-либо 10-й плавки стали окажутся неудовлетворительными, то должны быть проведены дополнительные испытания трех труб от трех плавок из предыдущих девяти плавок или испытания трех последующих последовательных плавок. После получения удовлетворительных результатов испытаний трех последовательных плавок, периодичность испытаний может быть уменьшена до одного испытания не более чем от каждой 10-й плавки стали.
Если результаты какого-либо из испытаний трех последующих плавок окажутся неудовлетворительными, то должны быть проведены дополнительные испытания трех труб от трех плавок из предыдущих десяти плавок с наименьшим отношением Ca/S (по анализу плавки) и массовой долей серы не более 0,0015 %. Если массовая доля серы в плавках более 0,0015 %, должны быть испытаны плавки с наименьшим отношением Ca/S. Если все результаты испытаний окажутся удовлетворительными, все десять плавок должны быть приняты. Если хотя бы одно из испытаний окажется неудовлетворительным, должны быть проведены испытания всех десяти плавок. В дальнейшем должны проводиться испытания одной трубы от каждой плавки до получения удовлетворительных результатов испытаний от трех последовательных плавок. После получения удовлетворительных результатов испытаний трех последовательных плавок периодичность испытаний может быть уменьшена до одного испытания не более чем от каждой десятой плавки стали.
Б.6 Образцы для дополнительных испытаний
Б.6.1 Пробы и образцы для испытаний стойкости к водородному растрескиванию (HIC) должны быть отобраны и подготовлены в соответствии со стандартом [27].
Б.6.2 Для испытания стойкости к сульфидному растрескиванию под напряжением (SSC) от каждой трубы, предназначенной для аттестации технологии производства, должна быть отобрана одна продольная проба, из каждой пробы должно быть изготовлено по три образца для четырехточечного изгиба в соответствии со стандартами [28] или [29].
Если не согласовано иное, то образец для четырехточечного изгиба должен иметь следующие размеры: длину не менее 115 мм, ширину 15 мм и толщину 5 мм, при испытании сварных труб продольный или спиральный шов должны быть расположены посередине образца. Допускается перед изготовлением образцов выпрямление пробы со стороны внутренней поверхности трубы.
Б.7 Методы дополнительных испытаний
Б.7.1 Испытание стойкости к водородному растрескиванию (HIC)
Б.7.1.1 Испытания стойкости к водородному растрескиванию (HIC) проводят в соответствии со стандартом [27].
Б.7.1.2 За исключением предусмотренного в Б.7.1.3, испытания должны быть проведены в среде, соответствующей раствору А стандарта [27].
(Поправка).
Б.7.1.3 Если согласовано, испытание может быть проведено:
а) в альтернативной среде (таблица В.3 стандарта [26],), включая раствор В стандарта [27];
б) при парциальном давлении сероводорода H2S, соответствующем предполагаемой области применения;
в) по критериям приемки, равным или превышающим критерии, установленные в Б.4.2.
Б.7.1.4 В протоколе испытания должны быть указаны значения коэффициента чувствительности к растрескиванию, коэффициента длины трещин и коэффициента толщины трещин. Если согласовано, к протоколу должны быть приложены фотографии трещин.
Б.7.2 Испытание стойкости к сульфидному растрескиванию под напряжением (SSC)
Б.7.2.1 За исключением предусмотренного в Б.7.2.2, испытания должны быть проведены в растворе А в соответствии со стандартом [30].
Испытанию подвергают образец для четырехточечного изгиба, соответствующий стандартам [28] или [29], продолжительность испытания должна составлять 720 ч.
За исключением предусмотренного в Б.7.2.2, испытательное напряжение должно составлять не менее 72 % установленного минимального предела текучести трубы.
Примечание - Применение при испытании стойкости к сульфидному растрескиванию под напряжением (SSC) напряжения, равного 72 % установленного минимального предела текучести, не следует рассматривать как свидетельство того, что металл предварительно аттестован для всех условий эксплуатации в кислых средах. Предварительная аттестация материалов - по стандарту [26].
Б.7.2.2 Если согласовано, допускается проводить испытание стойкости к сульфидному растрескиванию под напряжением (SSC) по альтернативному методу, в альтернативной среде (включая парциальное давление сероводорода, соответствующее предполагаемой области применения) и по другим критериям приемки (таблица В.1 стандарта [31]). При проведении таких испытаний вместе с результатами в протоколе должны быть указаны полные сведения об испытательной среде и условиях испытания.
Б.8 Маркировка труб
В дополнение к требованиям по маркировке, указанным в 11.1, после обозначения группы или класса прочности должна следовать буква S, указывающая на то, что трубы предназначены для эксплуатации в кислой среде и к ним применимы требования настоящего приложения.
Приложение В
(обязательное)
Трубы, стойкие к локальным повышенным деформациям (Р)
B.1 Общие положения
В.1.1 В настоящем приложении установлены дополнительные требования к трубам, заказываемым с повышенной стойкостью к повышенным локальным деформациям (Р).
В.1.2 Дополнительные требования настоящего приложения применимы к трубам, предназначенным для трубопроводов, в которых суммарное номинальное напряжение в любом направлении, вызванное разовой деформацией - более 1,0 %, но не более 5,0 %, или накопленное пластическое напряжение - более 2,0 %.
B.2 Дополнительная информация, предоставляемая потребителем
Для конкретной позиции заказа должно быть дополнительно указано о необходимости проведения предварительной деформации на всей трубе или на образце от трубы полного сечения (В.6.2).
B.3.1 Механические свойства труб из сталей с пределом текучести σт0,5 ≤ 450 МПа при испытании на растяжение продольных пропорциональных образцов, проведенном до испытаний, предусмотренных по В.3.2, должны соответствовать следующим требованиям:
а) разница между максимальным и минимальным значениями предела текучести после испытаний образцов, отобранных от тела трубы, не должна превышать 100 МПа;
б) отношение σт0,5/σв не должно превышать 0,90, если не согласовано иное;
в) относительное удлинение должно быть не менее 20 %.
Указанные механические свойства труб из сталей с пределом текучести σт0,5 > 450 МПа при испытании на растяжение продольных пропорциональных образцов должны быть установлены по согласованию.
B.3.2 Механические свойства тела всех труб и зоны сварного соединения труб SAW и HFW после старения должны соответствовать следующим требованиям:
a) временное сопротивление, предел текучести и твердость должны соответствовать указанным в таблице 6;
b) относительное удлинение должно быть не менее 15 %;
c) работа удара при испытании на ударный изгиб (CVN) должна соответствовать указанной в таблице 7.
B.3.3 Если трубы предназначены для эксплуатации в кислых средах (S) и/или должны обладать повышенной стойкостью к распространению трещины (F), дополнительные испытания, предусмотренные приложениями Б и/или А, должны быть проведены на образцах после предварительной деформации и старения с критериями приемки, установленными в соответствующем приложении Б и/или А.
B.4 Периодичность дополнительных испытаний
В.4.1 Периодичность дополнительных приемо-сдаточных испытаний на растяжение и дополнительных аттестационных испытаний технологии производства труб на соответствие требованиям настоящего приложения должна соответствовать указанной в таблице В.1. Вместо аттестационных испытаний допускается определение соответствия труб на основании документированных данных предыдущего производства.
Таблица В.1 - Периодичность дополнительных испытаний
|
Тип испытания |
Объем испытаний |
Критерии приемки |
|
|
Испытания при изготовлении труб |
|||
|
Бесшовные и сварные трубы |
Испытание на растяжение тела трубы |
Один образец на партию, состоящую не более чем из 50/1001) труб, с одинаковым коэффициентом холодного экс-пандирования2 |
|
|
Испытания для проведения аттестационных испытаний технологии производства |
|||
|
Бесшовные и сварные трубы |
Испытание на растяжение тела трубы после старения |
По одному образцу для каждого вида испытания от одной из труб, представленной для аттестационных испытаний технологии производства3 |
|
|
Испытание на ударный изгиб тела труб после старения |
|||
|
Контроль твердости по толщине стенки тела труб после старения |
|||
|
Сварные трубы |
Испытание на растяжение сварного шва после старения |
||
|
Испытание на ударный изгиб сварного шва после старения |
|||
|
Контроль твердости по толщине стенки сварного шва после старения |
|||
|
1) Не более 100 труб диаметром D < 508 мм и не более 50 труб диаметром D > 508 мм. 2) Коэффициент холодного экспандирования рассчитывает изготовитель. Увеличение или уменьшение коэффициента холодного экспандирования более чем на 0,002 требует создания новой партии. 3) Для аттестационных испытаний технологии производства MPQT должны быть отобраны две трубы от двух различных контролируемых партий. |
|||
B.5 Образцы для дополнительных испытаний
B.5.1 Предварительной деформации подвергают всю трубу или образец от трубы полного сечения.
B.5.2 Пробы отбирают из участков трубы или отрезка трубы полного сечения в положении «5 - 7 ч» или «12 ч» после проведения деформации и подвергают старению. Образцы вырезают из проб после старения.
B.5.3 Испытание на растяжение после старения проводят на
продольных пропорциональных образцах, соответствующих ГОСТ
10006, с расчетной длиной равной ![]() , где F0 -
площадь поперечного сечения рабочей части образца до испытания.
, где F0 -
площадь поперечного сечения рабочей части образца до испытания.
B.5.4 Испытания на ударный изгиб (CVN) проводят на поперечных образцах после старения, соответствующих требованиям 10.3.2.3.
B.5.5 Контроль твердости по толщине стенки проводят на образцах после деформационного старения, соответствующих требованиям 10.3.2.7.
B.6 Методы дополнительных испытаний
B.6.1 Испытания на растяжение, на ударный изгиб (CVN) при температуре испытаний, выбранной в соответствии с таблицей 8, и контроль твердости по толщине стенки образцов после деформационного старения проводят в соответствии с требованиями 10.4.2, 10.4.3 и 10.4.9 соответственно.
B.6.2 Старение проводят в соответствии со стандартом [2].
B.7 Маркировка
В маркировке труб, дополнительно к маркировке, указанной в 11.1, после обозначения группы или класса прочности должна быть указана буква Р, обозначающая применение требований настоящего приложения.
Приложение Г
(обязательное)
Трубы с повышенными требованиями к размерам (D)
Г.1 Общие положения
Г.1.1 В настоящем приложении установлены дополнительные требования к трубам, заказываемым с повышенными требованиями к размерам (D).
Г.1.2 Повышенные требования к размерам могут предусматривать ужесточение предельных отклонений размеров или увеличение периодичности их контроля.
Г.2 Критерии приемки и периодичность контроля
Дополнительные требования к предельным отклонениям размеров труб и периодичность их контроля должны соответствовать указанным в таблице Г.1
Таблица Г.1 - Дополнительные требования к размерам труб
|
Проверяемый параметр |
Диаметр труб |
Периодичность контроля1) |
Предельное отклонение2) |
|
|
SMLS, HFW, SAWL или SAWH |
Диаметр концов трубы |
Все |
Концы каждой трубы |
Согласно таблице 10 |
|
Овальность торцов трубы, D/t ≤ 75 |
610 мм < D ≤ 1422 мм |
Концы каждой трубы |
0,0075D, но макс. 5,0 мм |
|
|
SMLS |
Толщина стенки 15 мм ≤ t < 25 мм |
Все |
Каждая труба |
+0,125t -0,100t |
|
Толщина стенки t ≥ 25 мм |
Все |
Каждая труба |
±0,100t, но не более 3,0 мм |
|
|
SAWL или SAWH |
Толщина стенки t < 6 мм |
Все |
Каждая труба |
±0,5 мм |
|
Толщина стенки 6 мм < t ≤ 10 мм |
Все |
Каждая труба |
±0,6 мм |
|
|
Толщина стенки 10 мм < t ≤ 20 мм |
Все |
Каждая труба |
±0,8 мм |
|
|
Толщина стенки t > 20 мм |
Все |
Каждая труба |
±1,0 мм |
|
|
Отклонения формы (выпуклость и вогнутость) |
Все |
Концы 10 % трубы |
0,005D или 1,5 мм, что менее |
|
|
1) Периодичность контроля остальных параметров - в соответствии с таблицей 14. 2) Остальные предельные отклонения - в соответствии с 9.9.3. |
||||
Г.2.1 По согласованию допускается изготовление трубы с более жесткими предельными отклонениями.
Г.3 Маркировка
В маркировке труб, дополнительно к маркировке, указанной в 11.1, после обозначения группы или класса прочности должна быть указана буква D, обозначающая применение требований настоящего приложения.
Приложение Д
(обязательное)
Трубы повышенной надежности (U)
Д.1 Общие положения
Дополнительное требование U предусматривает определение предела текучести (σт0,5min) при температуре окружающей среды на поперечных образцах.
Испытание на растяжение бесшовных труб, поставляемых в состоянии закалки и отпуска, допускается проводить на продольных образцах.
В результате испытания средний предел текучести должен быть выше заданного предела текучести не менее чем на два среднеквадратических отклонения.
Результаты, полученные при испытании, распространяют для производства труб свыше 50 партий. Допускается применение результатов, проведенных ранее испытаний, при выпуске той же продукции.
Д.2 Программа испытаний
Д.2.1 Обязательные механические испытания
Д.2.1.1 Если результаты обязательных испытаний соответствуют или более значений 1,03σт0,5min, то дальнейшие испытания не проводят.
Д.2.1.2 Если результаты испытания менее значений σт0,5min, то проводят повторные испытания образцов согласно Д.2.3.1.
Д.2.2 Подтверждающие механические испытания
Д.2.2.1 Если результаты обязательных испытаний оказываются в диапазоне от σт0,5min до 1,03 σт0,5min, то проводят подтверждающие испытания на двух образцах, отобранных от двух разных труб.
Д.2.2.2 Если результаты подтверждающих испытаний обеспечивают получение значений более σт0,5min, образцы считаются зачетными.
Д.2.2.3 Если результаты подтверждающих испытаний хотя бы одного образца ниже значений предела текучести σт0,5min, то проводят повторные испытания согласно Д.2.3.2.
Д.2.3 Повторные испытания
Д.2.3.1 Если в результате обязательных испытаний получены значения менее σт0,5min, то проводят четыре повторных испытания образцов, отобранных от четырех труб (по одному на каждую трубу).
Если результаты четырех повторных испытаний равны или более значений σт0,5min, то образцы считаются зачетными.
Если результаты повторного испытания хотя бы одного образца меньше значений σт0,5min, то испытания не засчитывают и трубы, от которых отобраны образцы, бракуют.
Д.2.3.2 Если результаты подтверждающих испытаний хотя бы одного образца не равны или менее σт0,5min, то проводят по два повторных испытания на двух трубах.
Если результаты всех повторных испытаний равны или более значений σт0,5min, то образцы считают зачетными.
Если результаты испытания хотя бы одного образца менее σт0,5min, то испытания не засчитывают и трубы, от которых отобраны образцы, бракуют.
Д.2.3.3 Повторные испытания забракованных труб не допускаются.
Д.2.3.4 Если на результаты испытания оказал влияние неверный отбор образца, механическая обработка, подготовка, обработка или испытание, образец заменяют и выполняют повторное испытание.
Д.2.3.5 В случае отбраковки труб после повторных испытаний изготовитель может провести повторную термообработку или индивидуальные испытания всех оставшихся труб. Если суммарная отбраковка из числа всех труб составляет 15 %, включая трубы, отбракованные при обязательных и/или подтверждающих испытаниях, то все трубы бракуют. Изготовитель должен провести расследование, составить отчет по причинам несоответствия и при необходимости внести изменения в производственный процесс.
Д.3 Периодичность испытаний
Периодичность испытаний для подтверждения соответствия требованиям настоящего приложения должна соответствовать указанной в таблице 14.
Д.4 Образцы для испытаний и методы испытаний
Образцы и методы испытаний на растяжение должны соответствовать требованиям 10.3.2.2 и 10.4.2 соответственно.
Д.5 Маркировка
В маркировке труб, дополнительно к маркировке, указанной в 11.1, после обозначения группы или класса прочности должна быть указана буква R, обозначающая применение требований настоящего приложения.
Приложение
Е
(обязательное)
Аттестация технологии производства труб
Е.1 Общие положения
Е.1.1 В настоящем приложении установлены дополнительные требования, относящиеся к аттестации технологии производства труб.
Е.1.2 При первой поставке труб определенного наружного диаметра или определенной группы/класса прочности должна быть разработана инструкция по технологии производства MPS, подтверждающая, что требования настоящего стандарта могут быть выполнены при применении предлагаемой технологии производства.
Е.1.3 Соответствие технологии производства труб должно быть подтверждено аттестацией MPS и проведением аттестационных испытаний технологии производства MPQT в соответствии с Е.3 и Е.4.
Е.2 Дополнительная информация, предоставляемая потребителем
В заказе на поставку по каждой позиции заказа, дополнительно к информации по разделу 7, потребителем, если применимо или согласовано, должно быть указано следующее:
а) предоставление MPS вместо проведения аттестационных испытаний технологии производства MPQT для труб из сталей с пределом текучести σт0,5 ≤ 485 МПа, не предназначенных для эксплуатации в кислых средах (Е.4.1);
б) проведение аттестационных испытаний технологии производства MPQT в течение первого дня производства для труб из сталей с пределом текучести σт0,5 ≥ 485 МПа (Е.4.1);
в) испытание на прокаливаемость (валик на листе или валик на трубе), способ, параметры процесса сварки и критерии приемки (Е.4.4);
г) испытание на свариваемость, способ, параметры процесса сварки и критерии приемки (Е.4.4);
д) другие испытания, метод испытаний и критерии приемки.
Е.3 Инструкция по технологии производства
Перед началом производства труб изготовитель должен разработать инструкцию по технологии производства MPS, в которой должно быть указано как, при применении предполагаемой технологии производства, могут быть получены и подтверждены требуемые свойства труб.
В инструкции по технологии производства MPS должны быть указаны все факторы, влияющие на качество и стабильность свойств труб, подробно описаны все основные этапы производства от контроля исходных материалов до отгрузки готовых труб, включая все точки контроля и проверки, приведены ссылки на процедуры, разработанные на отдельные процессы производства.
В инструкции по технологии производства MPS должны быть указаны следующие сведения (по применимости):
1) изготовитель стали;
2) план или описание/схема технологического процесса;
3) план контроля качества труб для проекта;
4) технология производства;
5) заданный химический состав;
6) способы выплавки и разливки стали;
7) вакуумирование металла в ковше (вторичная очистка), дегазация, данные о контроле формы включений;
8) способ, обеспечивающий достаточное удаление переходных зон от одной стали к другой;
9) данные и последующие ограничения для макро- и микроструктуры, например обжатие, электромагнитное перемешивание, применяемое при непрерывной разливке стали;
10) изготовитель и расположение производства исходных материалов и/или проката для сварных труб;
11) температура нагрева заготовки для бесшовных труб;
12) допустимые отклонения температуры нагрева слябов, температуры начала и конца прокатки и ускоренного охлаждения;
13) метод контроля уровня водорода (например, наложение слябов или пластин);
14) процесс формообразования труб, включая подготовку кромок, контроль смещения и формы (включая ширину проката для HFW);
15) процесс применения сварочных присадочных материалов и флюса;
16) все процессы, связанные с производственной и ремонтной сваркой, включая технологическую инструкцию по сварке (WPS) и документ об аттестации технологии сварки (WPQR);
17) процессы термообработки (включая термообработку сварного шва в потоке), включая допустимые отклонения параметров процесса;
18) способ холодного экспандирования/редуцирования/калибровки/отделки, заданный и максимальный коэффициент деформации;
19) процедура по гидростатическому испытанию;
20) процедура по неразрушающему контролю (в том числе рулонного или листового проката, если применимо);
21) перечень требуемых механических испытаний и испытаний стойкости к коррозии;
22) процедура по контролю размеров труб;
23) присвоение номеров труб;
24) процедура по прослеживаемости труб;
25) процедуры по маркировке, нанесению покрытия и защиты поверхности;
26) погрузочно-разгрузочные операции и транспортирование.
Е.4 Аттестационные испытания технологии производства
Е.4.1 Для аттестации технологии производства, описываемой в инструкции по технологии производства MPS, должны быть проведены аттестационные испытания технологии производства MPQT.
Технология производства труб из сталей с пределом текучести σт0,5 ≤ 485 МПа должна быть аттестована в течение первого дня производства, кроме случаев, предусмотренных в Е.4.6. Если согласовано, вместо аттестационных испытаний технологии производства MPQT труб из сталей с пределом текучести σт0,5 ≤ 485 МПа, не предназначенных для эксплуатации в кислых средах, должна быть предоставлена MPS, содержащая все существенные переменные, указанные в Е.4.6.
Технология производства труб из сталей с пределом текучести σт0,5 ≥ 485 МПа должна быть аттестована до начала производства труб, если не согласовано иное.
Е.4.2 Аттестационные испытания технологии производства MPQT должны состоять из испытаний одной трубы от двух различных контролируемых партий (всего две трубы). Если при производстве труб используют сталь только одной плавки, то аттестационные испытания MPQT могут быть проведены только на одной трубе из этой плавки. Аттестационные испытания должны включать все установленные для производства труб обязательные испытания и дополнительные испытания, указанные в таблице Е.1.
Таблица Е.1 - Аттестационные испытания технологии производства MPQT1
|
Тип труб |
Объем испытаний |
Критерии приемки |
|
|
Все обязательные и дополнительные приемо-сдаточные испытания |
Все трубы |
Одно испытание от каждой трубы, отобранной для аттестации технологии производства4) |
Таблица 14 |
|
Испытание на ударный изгиб (CVN) по внутреннему диаметру |
SMLS2),3) толщиной стенки более 25 мм после закалки и отпуска |
||
|
Испытание на растяжение сварного шва |
SAW и HFW |
||
|
Испытание на вязкость разрушения сварного шва (CTOD)5),6) |
Расстояние между вершиной трещины и линией сплавления сварного шва должно быть не менее 0,15 мм |
||
|
Испытание на ударный изгиб (CVN) тела трубы после старения7) |
Таблица 7 |
||
|
Дополнительные испытания при поставке труб, стойких к распространению трещины F |
|||
|
Испытание на ударный изгиб (CVN) для тела трубы |
Все трубы |
Одно испытание от каждой трубы, отобранной для аттестации технологии производства4) |
Таблица А.1 |
|
Испытание на изгиб (CVN) тела трубы после старения |
SAW и HFW |
Таблица А.1 |
|
|
Испытание на разрыв падающим грузом (DWT) тела трубы |
SAW и HFW D > 500 мм и t > 8 мм групп или классов прочности с σт0,5 > 360 МПа т0,5 |
||
|
Дополнительные испытания при поставке труб для эксплуатации в кислых средах S |
|||
|
Испытание на стойкость к сульфидному растрескиванию под напряжением (SSC) |
Все трубы |
Одно испытание (3 образца) от каждой трубы, отобранной для аттестации технологии производства4) |
|
|
Испытание на стойкость к водородной коррозии (HIC) |
SAW и HFW |
||
|
Дополнительные испытания при поставке труб, стойких к локальным пластическим деформациям (Р) |
|||
|
Испытание на растяжение тела трубы после старения |
Все трубы |
Одно испытание от каждой трубы, отобранной для аттестации технологии производства4) |
В.3.29) |
|
Испытание на ударный изгиб (CVN) тела трубы после старения |
|||
|
Контроль твердости по толщине стенки тела трубы после старения |
|||
|
Испытание на растяжение зоны сварного соединения после старения |
SAW и HFW |
||
|
Испытание на ударный изгиб (CVN) сварного шва после старения |
|||
|
Контроль твердости по толщине стенки сварного шва после старения |
|||
|
1) Если не указано иное, отбор образцов и методы обязательных приемо-сдаточных испытаний должны соответствовать разделу 10, дополнительных приемо-сдаточных испытаний - соответствующим приложениям А, Б, В, Г и/или Д, дополнительных аттестационных испытаний - Е.5. 2) Применимо только к трубам, поставляемым в состоянии после закалки и отпуска. 3) Образцы отбирают на расстоянии 2 мм от внутренней поверхности трубы. 4) Всего должны быть отобраны две трубы от двух различных контролируемых партий. 5) Испытание не требуется для труб толщиной стенки менее 13 мм. 6) Для труб HFW испытание проводят по линии сплавления сварного шва. 7) Только для труб, в процессе холодного формообразования которых коэффициент деформации превышает 5 % и трубы не подвергаются последующей термической обработке. 8) Определяют временное сопротивление, предел текучести и относительное удлинение. 9) Испытания проводят на продольных пропорциональных образцах, соответствующих стандарту [32]. |
|||
Е.4.3 Если в процессе холодного формообразования труб коэффициент деформации превышает 5 % и трубы не подвергаются последующей термической обработке, должно быть проведено испытание на ударный изгиб после старения для тела трубы. Испытания должны быть проведены на образцах от труб, деформация которых равна фактической деформации при формообразовании труб, без какого-либо выпрямления или дополнительной деформации.
Работа удара при испытании образца с V-образным надрезом от тела трубы должна соответствовать требованиям, указанным в таблице 7.
Примечание - Если потребитель требует проведения испытаний на свариваемость или испытаний на прокаливаемость, он должен предоставить изготовителю информацию о способе и параметрах процесса сварки, для которой ему необходимы данные о свариваемости и прокаливаемости, и критерии приемки.
Е.4.5 Изготовитель может представить потребителю для подтверждения результаты аттестационных испытаний предыдущего производства труб близкого размера и аналогичной группы или класса прочности.
1) при изменении способа выплавки и разливки стали;
2) при изменении параметров процесса прокатки, ускоренного охлаждения и/или процесса закалки и отпуска, превышающем допустимые отклонения;
3) при изменении толщины стенки трубы более чем на +5 %/-10 %;
4) при отклонении в анализе ковшовой пробы массовой доли С, превышающем ±0,02 %, Сэкв, превышающем ±0,02 и/или Рcm, превышающем ±0,03;
5) при изменении процесса формообразования труб;
6) при изменении формы кромок при сварке;
7) при изменении подводимой при сварке теплоты более чем на 15 %.
Для труб HFW дополнительно переаттестация MPS должна быть проведена при изменении следующих существенных переменных:
1) при изменении толщины стенки;
2) при изменении коэффициента нагрева при сварке Q = (amps×volts)/(cкopocть перемещения×толщина стенки) более чем на ±5 %;
3) при добавлении или удалении импидора;
4) при отклонении ширины рулонного или листового проката, превышающем согласованные предельные отклонения.
Если результаты хотя бы одного из испытаний при аттестации технологии производства MPQT являются неудовлетворительными, в MPS должны быть внесены соответствующие изменения и проведена полная ее переаттестация. Возможность проведения повторного испытания должна быть согласована.
Е.5 Дополнительные аттестационные испытания
Е.5.1 Испытания на ударный изгиб по внутреннему диаметру проводят для бесшовных труб толщиной стенки более 25 мм в состоянии после закалки и отпуска.
Пробы для испытаний отбирают с внутренней поверхности трубы, на расстоянии не менее 2 мм от поверхности. Испытанию подвергают один комплект поперечных образцов с V-образным надрезом (CVN). Образцы и методы испытаний - в соответствии с 10.3.2.3 и 10.4.3.
Е.5.2 Испытание на растяжение сварного шва с определением предела прочности, предела текучести и относительного удлинения проводят на образцах и методами испытаний в соответствии с 10.3.2.2 и 10.4.2.
Е.5.3 Испытание на вязкость разрушения сварного шва (CTOD) проводят для сварных труб толщиной стенки не менее 13 мм в соответствии с методами, установленными в стандарте [33] или [34] при минимальной расчетной температуре Tmin.
Для испытаний отбирают поперечную сварному шву пробу, содержащую для труб SAW - сварной шов и не менее 10 мм зоны термического влияния (HAZ) с каждой стороны от линии сплавления, для труб HFW - линию сплавления сварного шва. Подготавливают не менее трех образцов с боковым надрезом для испытания на изгиб (SENB) в соответствии со стандартом [33] или [34]. Боковой надрез должен быть выполнен для труб SAW - по средней линии сварного шва, для труб HFW - по линии сплавления сварного шва.
После разрушения образца при металлографическом исследовании микроструктуры области разрушения определяют расположение вершины трещины относительно линии сплавления сварного шва. При этом укрупнение зерна в микроструктуре зоны термического влияния (HAZ) допускается только в пределах области между плоскостью, перпендикулярной к плоскости расположения трещины, проходящей через вершину трещины, и параллельной плоскостью, расположенной на расстоянии не менее 0,15 мм до вершины трещины.
Е.5.4 Испытание на ударный изгиб (CVN) тела трубы после старения проводят для труб, в процессе холодного формообразования которых коэффициент деформации превышает 5 % и трубы не подвергаются последующей термической обработке.
Старению подвергают всю трубу или образец от трубы полного сечения, без какого-либо выпрямления или приложения дополнительной деформации, в соответствии с Е.5.5. После старения из средней части трубы или образца полного сечения отбирают пробу для изготовления трех продольных образцов с V-образным надрезом, перпендикулярным к наружной поверхности трубы или образца полного сечения.
Методы испытаний на ударный изгиб (CVN) тела трубы после старения - в соответствии с 10.3.2.3 и 10.4.3.
Е.5.5 Старение проводят в процессе термической обработки отрезка трубы при температуре 250 °С в течение одного часа. После этого из средней части отрезка трубы вырезают необходимое количество образцов. Ориентация образцов должна быть параллельной оси отрезка трубы, надрез на образцах должен быть перпендикулярен к поверхности отрезка трубы.
Е.5.6 Старение проводят после предварительной деформации (изгиба) всей трубы или образца от трубы согласно стандарту [2].
Е.5.7 Отбор образцов и методы дополнительных аттестационных испытаний труб, стойких к распространению трещины (F) и труб для эксплуатации в кислых средах (S) должны соответствовать приложениям А и Б соответственно.
Приложение
Ж
(обязательное)
Обработка поверхностных несовершенств и дефектов
Ж.1 Обработка допустимых поверхностных несовершенств
Несовершенства поверхности труб, в том числе сварных швов, не классифицированные как дефекты, могут быть оставлены без ремонта или удалены косметической абразивной зачисткой, выполненной с плавным переходом зачищенного участка к прилежащей поверхности трубы.
Ж.2 Обработка исправимых поверхностных дефектов
Ж.2.1 Исправимые поверхностные дефекты должны быть удалены абразивной зачисткой.
Ж.2.2 Зачистка должна быть выполнена таким образом, чтобы зачищенная поверхность плавно переходила в контур трубы.
Ж.2.3 Полнота удаления дефектов должна быть проверена местным визуальным контролем с применением при необходимости неразрушающего контроля. Толщина стенки в месте зачистки должна быть проверена ультразвуковым методом для подтверждения соответствия требованиям к минимальной толщине стенки. Если толщина стенки или толщина сварного шва в месте зачистки после удаления дефекта менее допустимой толщины, такие дефекты должны быть классифицированы как неисправимые.
Ж.2.4 Общая площадь «зачищенной области» не должна превышать 10 % суммарной площади наружной и внутренней поверхностей трубы. Отшлифованные области, которые плавно переходят в окружающий материал и классифицируются как косметическая шлифовка, не должны учитываться при расчете.
Ж.2.5 Допускается машинная обработка по всей длине трубы, если она выполняется согласно аттестованной методике, которая гарантирует отсутствие кольцевой выточки или других дефектов глубиной более 0,5 мм. В этом случае требования Ж.2.4 не применяют к трубе, обработанной машинным способом.
Ж.3 Обработка неисправимых поверхностных дефектов
В отношении труб с неисправимыми поверхностными дефектами должны быть проведены следующие действия:
а) дефекты сварных швов на трубах SAW должны быть отремонтированы сваркой в соответствии с Ж.4.
б) участки труб с поверхностными дефектами должны быть отрезаны с учетом ограничений по длине труб; и весь неразрушающий контроль, относящийся к торцам трубы, выполняют на новых торцах;
в) труба должна быть забракована полностью.
Ж.4 Обработка дефектов ремонтной сваркой
Ж.4.1 Ремонт тела трубы сваркой не допускается.
Ж.4.2 Ремонт сваркой ограничивают ремонтом сварных швов на трубах SAW. Если не согласовано иное, ремонт сварных швов холодноэкспандированных труб должен быть проведен до холодного экспандирования.
Ж.4.3 Общая длина участка ремонта на каждом сварном шве должна быть не более 5 % общей длины сварного шва.
Ж.4.4 Ремонт сварных швов на расстоянии 150 мм от концов труб не допускается.
Ж.4.5 Ремонт сварных швов должен проводиться при применении технологии сварки, аттестованной в соответствии с приложением Е.
Ж.4.6 Ремонт ранее отремонтированных сварных швов не допускается.
Ж.4.7 Расстояние между двумя участками ремонта сварных швов должен быть не менее 150 мм.
Ж.4.8 Несовершенства сварного шва, находящиеся на расстоянии менее 100 мм, подвергают ремонту как единое несовершенство.
Ж.4.9 Ремонт сваркой после окончательной термообработки не допускается.
Ж.4.10 После ремонта сварного шва вся площадь ремонта должна быть подвергнута радиографическому или ультразвуковому контролю в соответствии с критериями приемки и требованиями к первичному контролю сварных швов.
Приложение И
(обязательное)
Аттестация технологии сварки и ремонтной сварки
И.1 Общие положения
И.1.1 Технология сварки и ремонтной сварки труб должна быть аттестована в ходе аттестации технологии производства (MPQT).
И.1.2 Сварка труб должна быть выполнена одним из следующих способов:
- автоматической дуговой сваркой под флюсом SAW;
- автоматической высокочастотной электрической сваркой HFW.
И.1.3 Ремонтная сварка должна быть выполнена одним из следующих способов:
а) автоматической сваркой под флюсом;
б) автоматической или полуавтоматической дуговой сваркой металлическим электродом в среде защитного газа;
в) ручной сваркой покрытым электродом с низкой массовой долей водорода.
И.1.4 Все сварочные работы должны выполняться строго в соответствии с технологической инструкцией по сварке (WPS) и требованиями настоящего приложения. При изменении любого параметра за пределы допустимых отклонений существенных переменных процедура сварки подлежит пересмотру и повторной аттестации. Существенные переменные и их допустимые отклонения приведены в И.2.2.
И.1.5 Все сварочные материалы требуют обращения и хранения в соответствии с рекомендациями изготовителя, для того чтобы предотвратить попадание в них влаги и других загрязнений.
И.1.6 Пробные швы должны быть выполнены на рулонном или листовом прокате или трубе.
И.1.7 Изготовитель должен сохранять записи о процессе сварки и результаты аттестационных испытаний технологии сварки. По требованию потребителя должны быть предоставлены копии технологической инструкции по сварке (WPS) и документа об аттестации технологии сварки (WPQR).
И.2 Аттестация технологии сварки
И.2.1 Общие положения
И.2.1.1 Аттестация технологии сварки должна быть проведена на основе предварительной технологической инструкции по сварке pWPS при применении того же типа оборудования, в тех же условиях, что и для производственного процесса сварки.
И.2.1.2 Число проб контрольных сварных соединений должно быть достаточным для получения требуемого числа образцов из участков, указанных на рисунке И.1. При принятии решения относительно числа проб контрольных соединений должна учитываться возможность проведения повторных испытаний.
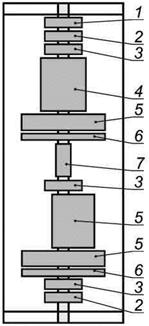
1 - образцы для
испытания на растяжение сварного шва, вырезанные перпендикулярно к шву;
2 - образцы для испытания на растяжение сварного шва вырезанные вдоль
шва;
3 - образцы для испытания на изгиб; 4 - образцы для испытания на
ударный изгиб;
5 - образцы для контроля макроструктуры и твердости; 6 - образцы
для коррозионных испытаний;
7 -
образцы для контроля микроструктуры и химического анализа
Рисунок
И.1 - Аттестационные испытания процедуры сварки - отбор контрольных
образцов для продольных сварных швов
И.2.1.3 Контрольные пробы сварных соединений для аттестации процедуры сварки (WPQ) должны иметь достаточный размер для учета реалистичных ограничений в процессе сварки.
И.2.1.4 Трубы, отобранные для аттестационных испытаний, должны быть репрезентативными в отношении верхнего диапазона заданного химического состава.
И.2.1.5 Приемочные документы на расходные материалы, включая защитные газы, газы для защиты обратной стороны шва и плазменные газы, должны быть проверены. Подтверждение приемочных документов и их прослеживаемость до конкретного материала должны быть установлены до начала аттестации сварки. Записи при аттестации сварки должны включать все данные, необходимые для разработки WPS по планируемому использованию существенных переменных в допустимых пределах.
И.2.1.6 Должны быть применимы следующие требования для сварки прямым или спиральным швом:
- аттестационные испытания технологии сварки должны проводиться в условиях, репрезентативных в отношении производственной сварки с точки зрения положения шва, температуры промежуточного прохода, применения предварительного нагрева, теплопроводности, интервала времени между каждым из слоев и т.п.;
- в случае, если множественные сварочные дуги соединяются в одну сварочную головку, параметры должны быть зарегистрированы для каждой сварочной дуги;
- направление прокатки листового или рулонного проката (при необходимости) и положение «12 ч» (для фиксированного положения трубы) должны быть отмечены на контрольном образце;
- если для сварки контрольного образца используют больше одного сварочного процесса или сварочного металла, для каждого сварочного процесса и сварочного металла необходимо зарегистрировать используемые параметры и приблизительную толщину наплавленного сварочного металла;
- если технологические сварные швы должны быть расплавлены с окончательным сварным швом во время производственной сварки, они должны быть включены в состав изготовляемого сваркой контрольного образца;
- нагрев образцов, в дополнение к нагреву во время сварки, не допускается, за исключением случаев нагрева, требуемого для достижения и поддержания минимальной температуры предварительного нагрева и последующего нагрева, как указано в pWPS;
- содержание кислорода в газах для защиты обратной стороны шва и продолжительность использования данного вида газов до, во время и после сварки должны быть документированы;
- каждый образец должен быть отдельно помечен штампом или несмываемой краской близко к шву, а записи, сделанные во время аттестационной сварки, неразрушающего контроля и механических испытаний, должны быть прослеживаемыми до каждого контрольного образца.
И.2.1.7 Ремонтная сварка должна быть аттестована при проведении отдельных аттестационных испытаний ремонтных сварных швов.
Аттестационные испытания должны проводиться посредством моделирования конкретных случаев ремонта.
Аттестационная ремонтная сварка должна проводиться с учетом И.2.1.1 - И.2.1.7.
При проведении аттестационной ремонтной сварки также должны соблюдаться следующие условия:
- предварительный подогрев для ремонтной сварки должен осуществляться как минимум на 50 °С выше минимальной заданной температуры подогрева при производственной сварке;
- при необходимости ремонта сваркой термообработанных труб в инструкцию по аттестации ремонтной сварки (WPS) должен быть включен процесс последующей соответствующей термообработки, в зависимости от влияния ремонтной сварки на свойства и микроструктуру существующего сварного шва и основного металла;
- аттестация ремонтной сварки должна проводиться посредством вырезания углубления на исходном сварном шве, выполненном в соответствии с аттестованной технологией сварки (WPQ).
Если какая-либо из следующих существенных переменных будет изменена вне установленных ограничений, существующую технологию сварки не применяют и должна быть аттестована новая технология:
а) процесс сварки:
1) изменение вида сварки, например замена сварки под флюсом на сварку металлическим электродом в среде защитного газа;
2) изменение способа сварки, например замена ручной сварки полуавтоматической;
б) металл труб:
1) изменение категории группы или класса прочности. Если в пределах одной категории класса прочности применяют разные системы легирования, то каждая легирующая композиция должна быть аттестована отдельно. Существуют следующие категории групп или классов прочности:
- до 290 или МКП 290 включ.;
- св. 290 до 450 или св. МКП 290 до МКП 450;
- от 450 или МКП 450 и св.;
2) увеличение толщины стенки трубы, по сравнению с аттестованной, в пределах каждой категории групп или класса прочности;
3) увеличение в пределах категории групп или классов прочности и интервалов толщин стенок труб углеродного эквивалента (СЕIIW - при массовой доле углерода более 0,12 % и СEРcm - при массовой доле углерода не более 0,12 %), определенного по анализу ремонтируемого металла, более чем на 0,03 % выше значения углеродного эквивалента аттестованного металла;
4) изменение состояния поставки (таблица 1);
в) сварочные материалы:
1) изменение классификации присадочного металла;
2) изменение марки расходуемых материалов;
3) изменение диаметра электрода;
4) изменение состава защитного газа X более чем на ±5 %;
5) изменение расхода защитного газа q более чем на ±10 %;
6) изменение марки флюса при сварке под флюсом;
г) параметры сварки:
1) изменение вида тока, например переход с переменного на постоянный;
2) изменение полярности тока;
3) при автоматической и полуавтоматической сварке изменение интервалов тока, напряжения, скорости перемещения и теплоподвода для охватываемых интервалов толщин стенок. Для аттестации всего интервала в его пределах должны быть испытаны соответствующим образом выбранные точки. Новая аттестация потребуется в том случае, если отклонение от аттестованного интервала превысит одно из следующих значений:
- по силе тока - 10 %;
- по напряжению - 7 %;
- по скорости перемещения при автоматической сварке - 10 %;
- по теплоподводу - 10 %;
д) при ручной и полуавтоматической сварке изменение ширины валика шва более чем на 50 %;
е) нагрев и термообработка после сварки:
1) проведение ремонтной сварки при температуре трубы ниже температуры аттестационных испытаний;
2) добавление или исключение термообработки после сварки.
И.2.3 Аттестационные испытания
И.2.3.1 Общие положения
И.2.3.1.1 Для аттестации сварки проводят визуальный и неразрушающий контроль, механические и коррозионные испытания контрольных образцов после сварки или после выполнения послесварочной термообработки, в зависимости от того, что применимо для готовой трубы.
Основной металл должен сохранять минимальные установленные механические свойства после любой операции послесварочной термообработки. Свойства основного металла после выполнения послесварочной термообработки должны быть задокументированы по результатам дополнительных испытаний, записи по испытаниям сохранены в рамках аттестации технологии сварки.
И.2.3.1.2 Визуальный и неразрушающий контроль проводят через 48 ч после завершения сварки каждого контрольного образца.
В случае если контрольный образец не отвечает критериям приемки визуального и неразрушающего контроля, должен быть сварен еще один контрольный образец и подвергнут такому же контролю. Если дополнительный контрольный образец не соответствует установленным требованиям, технологию сварки не аттестуют.
И.2.3.1.3 Виды и периодичность разрушающих испытаний для аттестации технологии сварки указаны в таблице И.1, методы испытаний и критерии приемки - в И.2.3.3.
Образцы для испытаний должны быть отобраны из положений, показанных на рисунке И.1.
И.2.3.1.4 Должны быть аттестованы следующие виды ремонтной сварки:
- ремонт по всей толщине сварного шва;
- частичный ремонт по толщине сварного шва;
- ремонт незавершенной сварки корня сварного шва;
- ремонт наружного валика сварного шва при однопроходной сварке;
- ремонт корня сварного шва при однопроходной сварке.
Виды и количество разрушающих испытаний для аттестации процедуры ремонтной сварки приведены в таблице И.1, методы испытаний и критерии приемки - в И.2.3.3.
Таблица И.1 - Аттестационные испытания технологии сварки и ремонтной сварки
|
Периодичность испытаний, не менее |
||||||||||
|
Наружный диаметр |
Толщина стенки |
Испытание сварного шва на поперечное растяжение |
Испытание сварного соединения на продольное растяжение1 |
Испытание на направленный загиб по корневой части шва |
Испытание на направленный загиб по наружной стороне шва |
Испытание на боковой загиб сварного шва |
Испытания на ударный изгиб (комплекты образцов)2),3),4),5) |
Контроль макроструктуры и твердости |
Другие испытания7) |
Испытание стойкости к распространению трещины |
|
Технология сварки |
||||||||||
|
До 300 включ. |
До 25 включ. |
2 |
2 |
2 |
2 |
0 |
46) |
2 |
||
|
Св. 300 |
2 |
2 |
4 |
4 |
0 |
46) |
2 |
|||
|
До 300 включ. |
Св. 25 |
2 |
2 |
0 |
0 |
4 |
66) |
2 |
8) |
|
|
Св. 300 |
2 |
2 |
0 |
0 |
4 |
66) |
2 |
8) |
||
|
Ремонтная сварка |
||||||||||
|
Ремонт по всей толщине сварного шва |
1 |
1 |
19) |
19) |
2 |
4), 6), 10) |
8) |
|||
|
Частичный ремонт по толщине сварного шва |
1 |
1 |
19) |
19) |
2 |
8) |
||||
|
Ремонт незавершенной сварки корня сварного шва |
1 |
1 |
||||||||
|
Ремонт наружного валика сварного шва при однопроходной сварке |
||||||||||
|
Ремонт корня сварного шва при однопроходной сварке |
1 |
1 |
||||||||
|
1) Проведение испытания на растяжение всего сварного соединения для труб наружным диаметром < 200 мм не требуется. 2) Для t < 6 мм проведение испытания на ударный изгиб не требуется. 3) Каждый комплект образцов для испытания на ударный изгиб состоит из 3 образцов. 4) V-образный надрез должен находиться посередине сварного шва, на линии сплавления (с 50 % металла сварного шва и 50 % зоны термического влияния HAZ), на расстоянии 2 и 5 мм от линии сплавления, как показано на рисунках 7 и И.3. 5) Для двусторонних сварных швов четыре дополнительных комплекта образцов для испытаний на ударный изгиб должны быть отобраны с расположением надреза посередине сварного шва, по линии сплавления (с 50 % металла сварного шва и 50 % зоны термического влияния HAZ), на расстоянии 2 и 5 мм от линии сплавления, как показано на рисунке 7. 6) При использовании нескольких процессов сварки или расходных материалов для сварки отбор образцов для испытания на ударный изгиб должен проводиться от соответствующих участков сварного шва, если испытуемый участок не может считаться представительным для всего сварного шва. 7) Требования к коррозионным испытаниям указаны в приложении Б, химическому анализу - в 10.4.1. 8) Для тела сварных труб толщиной стенки более 50 мм испытание на стойкость к распространению трещины проводят только в случае, если не предусмотрено проведение послесварочной термообработки. 9) Для труб с t < 25 мм проводят одно испытание на изгиб по наружной поверхности, одно испытание - по внутренней поверхности. 10) Для ремонтной сварки по всей или по части толщины сварного шва, когда к исходному металлу добавляется новая зона термического влияния (HAZ), комплекты из трех образцов отбирают в соответствии с рисунками И.4 и И.5. |
||||||||||
И.2.3.1.5 Разрушающие испытания, результаты которых не соответствуют установленным требованиям, могут быть проведены повторно. Перед выполнением повторного испытания должна быть определена причина несоответствия и указана в протоколе. Если на результаты испытаний оказали влияние неверный отбор образцов, механическая обработка, подготовка, обработка или условия испытаний, образец для испытаний и проба (что применимо) заменяют правильно подготовленным образцом или пробой и проводят повторное испытание.
И.2.3.1.6 Разрушающее испытание, результаты которого не соответствуют установленным требованиям, может быть не принято, если причину несоответствия нельзя отнести к неверному отбору образцов, механической обработке, подготовке, обработке или условиям испытаний образцов.
И.2.3.1.7 Повторное проведение испытания, при котором не были выполнены установленные требования, должно проводиться только по согласованию. Повторному испытанию подвергают два дополнительных образца/ комплекта образцов. Если результаты обоих повторных испытаний соответствуют требованиям, то результаты испытания считаются приемлемыми. Все результаты испытаний, включая неудовлетворительные, должны быть указаны в отчете по испытаниям.
И.2.3.2 Неразрушающие испытания
И.2.3.2.1 Все контрольные сварные швы должны подвергнуться 100 %-ному визуальному контролю, 100 %-ному ультразвуковому контролю, 100 %-ному рентгенографическому контролю, а также 100 %-ному испытанию магнитопорошковым методом. Испытания должны проводиться в соответствии с требованиями приложения К.
И.2.3.3.1 Испытание на растяжение
И.2.3.3.1.1 Испытание на поперечное растяжение сварного шва
После испытаний на поперечное растяжение сварного шва не должно наблюдаться трещин в металле сварного шва. Временное сопротивление при растяжении сварного шва должно быть не менее установленного предела прочности при растяжении основного металла. Отбор образцов и методы испытаний - в соответствии с 10.3.2.2 и 10.4.2.
И.2.3.3.1.2 Испытание на продольное растяжение сварного соединения
Для продольных сварных швов, подвергаемых деформации менее 0,4 %, максимальный предел текучести σт0,5 металла сварного шва должен быть выше минимального предела текучести основного металла не менее чем на 80 МПа, относительное удлинение - не менее чем на 18 %. Отбор образцов и методы испытаний - в соответствии с 10.3.2.2 и 10.4.2.
И.2.3.3.2 Испытание на направленный загиб
Испытания на направленный загиб не должны выявлять никаких явных дефектов, размеры которых превышают 3 мм в любом направлении. Небольшие вязкие разрывы размером менее 6 мм, начинающиеся у кромки образца, могут не учитываться, если они не связаны с очевидными дефектами. Отбор образцов и методы испытаний - в соответствии с 10.3.2.4 и 10.4.4.
И.2.3.3.3 Испытание на боковой загиб
Испытания на боковой загиб сварного шва проводят в соответствии со стандартом [35].
Образец для испытаний должен представлять всю толщину сварного шва и иметь размеры, указанные на рисунке И.2. Длина сторон образца, представляющих внутреннюю и наружную поверхности трубы, должна быть приблизительно 25 мм, ширина - приблизительно 10 мм. Кромки образца могут быть скруглены радиусом, равным 0,1t. Усиление сварного шва должно быть удалено с наружной стороны и внутренней стороны вровень с прилежащей поверхностью. Сварной шов должен быть расположен посередине образца.
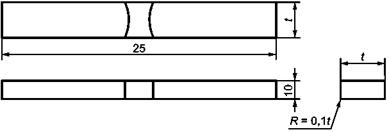
Рисунок И.2 - Образец для испытаний на боковой загиб сварного шва
Образцы должны быть загнуты до угла 180° при помощи оправки диаметром 4t - для труб с минимальным пределом текучести ≤360 МПа, 5t - для труб с минимальным пределом текучести ≥415 МПа.
Загиб образца проводят по боковой стороне таким образом, чтобы весь сварной шов находился в области растяжения.
И.2.3.3.4 Испытание на ударный изгиб
Среднее и отдельные значения работы удара на образцах с V-образным надрезом в каждом положении не должны быть менее установленного значения для основного металла в поперечном направлении.
К испытаниям на ударный изгиб предъявляют следующие требования:
- если два из трех образцов любого комплекта не отвечают требованиям, аттестация технологии сварки неприемлема;
- если более одного комплекта образцов содержат образцы, не соответствующие требованиям, аттестация технологии сварки неприемлема;
- если согласовано, повторные испытания могут быть проведены на двух дополнительных комплектах образцов. Все образцы, прошедшие повторное испытание, должны соответствовать установленным требованиям.
Отбор образцов и методы испытаний - в соответствии с 10.3.2.3 и 10.4.3 с учетом положения V-образного надреза на образцах для испытаний ремонтных сварных швов, показанного на рисунках И.3, И.4 и И.5.
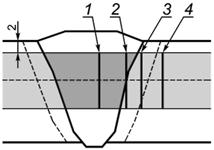
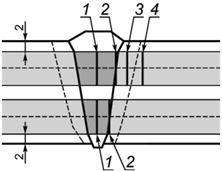
Рисунок И.3 - Положение V-образного
надреза для испытания на ударный изгиб
образцов с односторонним ремонтным сварным швом
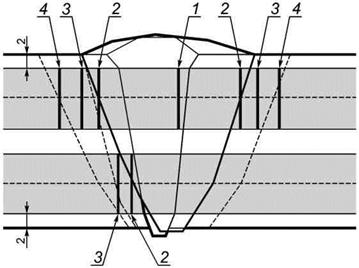
1 - середина сварного
шва; 2 - линия сплавления (по 50 % металла сварного шва и HAZ);
3 - 2 мм от линии сплавления; 4 - 5 мм от линии сплавления
Рисунок И.4 - Положение V-образного
надреза для испытания на ударный изгиб образцов
для ремонтной сварки по всей толщине сварного шва
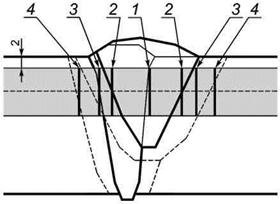
1 - середина сварного
шва; 2 - линия сплавления (по 50 % металла сварного шва и HAZ);
3 - 2 мм от линии сплавления; 4 - 5 мм от линии сплавления
Рисунок
И.5 - Положение V-образного
надреза для испытания на ударный изгиб образцов
для ремонтной сварки по части толщины сварного шва
И.2.3.3.5 Контроль твердости
Твердость основного металла, HAZ и металла сварного шва не должна превышать:
- 325 HV10 - для труб, эксплуатируемых в некислых средах;
- 250 HV10 - для труб, эксплуатируемых в кислых средах (для наружных валиков сварных швов, не подвергаемых воздействию кислой среды, максимальная твердость 275 HV10 может быть установлена только для основного металла труб толщиной стенки более 12 мм).
Если единичные показания твердости на различных участках (металл сварного шва, HAZ, основной металл) не соответствуют установленным требованиям, допускается повторный контроль твердости на обратной стороне образца или на той же стороне образца после ее шлифовки и повторной подготовки. Ни одно из значений, полученных при дополнительном контроле твердости, не должно превышать допустимые значения.
Отбор образцов и методы испытаний - в соответствии с 10.3.2.7 и 10.4.9.
И.2.3.3.6 Контроль макроструктуры
Контроль макроструктуры проводят при помощи фотографирования (не менее, чем с 5× увеличением).
Макроструктура должна демонстрировать качественный сварной шов, плавно переходящий в основной металл, без дефектов сварки в соответствии с уровнем качества С стандарта [4].
Отбор образцов и методы испытаний - в соответствии с 10.3.2.6 и 10.4.7.
И.2.3.3.7 Контроль стойкости к коррозии
Испытание стойкости к сульфидному растрескиванию под напряжением (SSC) проводят для сварных швов труб с пределом текучести >450 МПа. Критерии приемки должны соответствовать стандарту [26].
Отбор образцов и методы испытаний - в соответствии с приложением Б.
И.2.3.3.8 Испытание стойкости к распространению трещины
Требования по стойкости к распространению трещины не применимы для сварных швов.
Для тела сварных труб толщиной стенки более 50 мм испытание стойкости к распространению трещины проводят только в случае, если не предусмотрено проведение послесварочной термообработки.
Отбор образцов и методы испытаний - в соответствии с приложением А.
И.3 Аттестация сварщиков
И.3.1 Аттестация
И.3.1.1 Общие положения
И.3.1.1.1 Каждый сварщик-ремонтник или оператор-ремонтник должен быть аттестован в соответствии со стандартом [36] или [37].
И.3.1.1.2 Сварщики, выполняющие ручную, полуавтоматическую и автоматическую сварку должны быть аттестованы по односторонней сварке труб и концов рулонного или листового проката в требуемом основном положении в соответствии со стандартами [38], [39] или другими соответствующими стандартами. На соответствие данным требованиям также должны быть аттестованы сварщики, выполняющие временные или технологические швы.
И.3.2 Приемка
При аттестации сварщик-ремонтник или оператор-ремонтник должен выполнять сварные швы, соответствие которых должно быть подтверждено следующим:
а) визуальным контролем, контролем рентгеновским или ультразвуковым методом, магнитопорошковым методом в соответствии с приложением К;
б) двумя испытаниями на направленный загиб в поперечном направлении (И.2.3.3).
И.3.3 Отказ в приемке
Если результат хотя бы одного из видов контроля по И.3.2 не будет отвечать установленным требованиям, но будет доказано, что несоответствие сварного шва вызвано металлургическими или другими не зависящими от сварщика причинами, то сварщику разрешается выполнить еще один дополнительный аттестационный шов. Если и этот шов окажется не соответствующим хотя бы по одному из видов контроля, предусмотренных п. И.3.2, сварщика лишают аттестации. Дополнительные испытания не допускаются до тех пор, пока сварщик не пройдет дополнительное обучение.
И.3.4 Переаттестация
Переаттестация в соответствии с И.3.1 должна быть проведена в следующих случаях:
а) прошел один год с момента предыдущей проведенной аттестации;
б) сварщик не выполнял сварочные работы с применением аттестованных технологий сварки в течение трех месяцев или более;
в) квалификация сварщика вызывает сомнения.
Приложение
К
(обязательное)
К.1 Аттестация персонала
К.1.1 Аттестация персонала, осуществляющего неразрушающий контроль (кроме визуального контроля), должна проводиться в соответствии со стандартом [40] или эквивалентными нормативными документами.
Аттестация персонала, осуществляющего ручной или полуавтоматический неразрушающий контроль, должна проводиться в соответствии со стандартами [20], [41] или [42].
Персонал, осуществляющий визуальный контроль, должен пройти соответствующее обучение и аттестацию в соответствии с документами, разработанными изготовителем труб, осуществляющим визуальный контроль сварных швов.
Оценка остроты зрения персонала, интерпретирующего результаты неразрушающего контроля, должна быть проведена по требованиям теста, предусмотренного в стандарте [20] или теста Джегера (J-w на 300 мм), не более чем за 12 мес до проведения контроля.
К.1.2 Неразрушающий контроль должен проводить персонал уровней 1, 2 или 3.
К.1.3 Оценка показаний, полученных при неразрушающем контроле, должна быть проведена персоналом уровня 2 или 3 или персоналом уровня 1 под наблюдением персонала уровня 2 или 3.
К.2 Стандарты на методы контроля
К.2.1 Неразрушающий контроль, кроме контроля поверхности и проверки толщины стенки, должен быть проведен в соответствии со следующими стандартами или эквивалентными документами:
а) электромагнитный контроль (рассеянием магнитного потока) - [43] или [44];
б) электромагнитный (вихретоковый контроль) - [45];
в) ультразвуковой контроль - [46], [47], ГОСТ ИСО 10124; ГОСТ ИСО 10543, [48], [49] или [50];
г) ультразвуковой контроль сварного шва - [51], [52];
д) магнитопорошковый контроль - [53] или [54];
е) радиографический контроль - [55].
К.2.2 Неразрушающий контроль должен быть проведен в соответствии с документированными процедурами, содержащими следующие данные:
- метод неразрушающего контроля;
- применяемые стандарты на методы испытаний;
- способ сварки, если применимо;
- вид сварных швов, если применимо;
- расходные материалы (включая наименование изготовителя);
- группу или класс прочности;
- оборудование для контроля, основное и вспомогательное;
- чувствительность;
- параметры искусственных дефектов и метод калибровки;
- настройку триггера или сигнала;
- способ настройки оборудования для ультразвукового контроля и тревожного сигнала;
- оценку несовершенств;
- способ подтверждения соответствия оборудования применяемой процедуре;
- оформление отчета и документирование результатов.
Если не согласовано иное, оформление отчета должно проводиться в соответствии с требованиями стандарта на применяемый метод контроля.
К.3 Виды, методы и периодичность контроля
К.3.1 Виды, методы и периодичность неразрушающего контроля труб должны соответствовать указанным в таблице К.1
Таблица К.1 - Виды, методы и периодичность контроля1)
|
Тип труб или участок контроля |
Вид или область контроля |
Метод контроля2) |
Периодичность контроля, % |
Критерии приемки |
|
Все трубы |
Остаточная намагниченность |
- |
53) |
|
|
Концы всех труб |
Несовершенства на концах труб, не подвергаемых автоматическому контролю |
UT+ST |
100 или отрезать |
|
|
Расслоения на концах труб4) |
UT |
100 |
||
|
Расслоения на торцах или фаске |
ST |
100 |
||
|
Бесшовные трубы |
Расслоения по телу труб |
UT |
100 |
|
|
Продольные несовершенства по телу труб |
UT |
100 |
||
|
Поперечные несовершенства по телу труб |
UT |
100 или 10 6) |
||
|
Продольные поверхностные несовершенства по телу труб5) |
ST |
100 или 10 6) |
||
|
Трубы HFW |
Расслоения по телу труб |
UT |
100 |
|
|
Расслоения в области, прилежащей к сварному шву7) |
UT |
100 |
||
|
Несовершенства сварного шва |
UT |
100 |
||
|
Трубы SAW |
Расслоения по телу труб |
UT |
100 |
|
|
Расслоения в области, прилежащей к сварному шву7) |
UT |
100 |
||
|
Несовершенства сварного шва |
UT |
100 |
||
|
Поверхностные несовершенства в зоне сварного соединения |
ST |
1008) |
||
|
Несовершенства сварного шва на концах труб и пересечения спирального и стыкового шва |
RT |
100 |
||
|
1) Альтернативные методы могут быть применимы при условии соблюдения требований К.4.3. 2) Обозначения: UT - ультразвуковой контроль, ST - контроль поверхностными методами, например магнитопорошковым методом или методом рассеяния магнитного потока, RT - рентгенографический контроль. 3) 5 % от общего количества труб по заказу, но не менее 4 труб за 8-часовую рабочую смену. 4) Не применим к трубам толщиной стенки 5 мм и менее. Контроль проводят на расстоянии не менее 50 мм от торцов труб, если согласовано, - на большем расстоянии. 5) Применяют только к наружной поверхности. 6) 100 % при испытании первых 20 труб по заказу, при удовлетворительных результатах испытаний, 10 % от остального количества труб по заказу, но не менее 5 труб за 8-часовую рабочую смену. 7) По выбору изготовителя может быть проведен на рулонном или листовом прокате или на готовых трубах. 8) 100 % при испытании первых 20 труб по заказу, при удовлетворительных результатах испытаний, последующий контроль не менее 1 трубы за 8-часовую рабочую смену. |
||||
К.3.2 Время проведения неразрушающего контроля определяет изготовитель с учетом следующего:
а) контроль должен быть проведен после окончательной термообработки, если применимо;
б) контроль бесшовных труб может быть проведен перед обрезкой концов труб, отделкой концов труб, калибровкой и правкой. При проведении холодной правки и/или калибровки концов труб с деформацией, не превышающей 1,5 %, контроль тела трубы может быть проведен до правки и калибровки труб, но контроль концов труб должен быть проведен после правки и калибровки труб;
в) неразрушающий контроль сварных швов должен быть проведен по возможности не позднее 24 ч после окончания процесса сварки;
г) неразрушающий контроль сварных швов холодноэкспандированных труб должен быть проведен после операции холодного экспандирования; неразрушающий контроль бесшовных труб должен быть проведен после всех операций термообработки и холодного экспандирования, при применении, но может быть проведен до обрезки концов, выполнения фаски и калибровки концов.
К.4 Автоматический неразрушающий контроль
К.4.1 Общие требования к системам автоматического контроля
К.4.1.1 Поверка системы контроля
Все системы автоматического неразрушающего контроля должны проходить поверку с интервалами, не превышающими 12 месяцев.
К.4.1.2 Документация о возможностях системы контроля
Документация о возможностях системы автоматического неразрушающего контроля должна быть доступна и подтверждать способность системы выявлять искусственные дефекты, используемые для настройки заданной чувствительности контроля.
Документация, как минимум, должна охватывать:
- процедуру эксплуатации системы неразрушающего контроля;
- возможность применения для заданной толщины стены;
- возможность применения для заданного материала;
- повторяемость результатов;
- выявление дефектов, типичных для производственного процесса с применяемым оборудованием;
- пороговый уровень параметров настройки;
- данные контроля в динамическом режиме, демонстрирующие возможность применения системы контроля в условиях производства.
К.4.1.3 Стандартные образцы для ультразвукового и электромагнитного контроля
Стандартные образцы должны соответствовать требованиям применяемого стандарта на метод контроля и требованиям, заданным в настоящем приложении. Стандартный образец должен быть выполнен из отрезка трубы такими же наружным диаметром, толщиной стенки и предельными отклонениями, а также со схожими акустическими характеристиками, что и трубы, подвергаемые контролю во время производства. Стандартный образец для контроля сварных труб должен содержать сварной шов, типичный для производственных сварных швов, подвергаемых контролю.
Необходимую длину стандартных образцов определяет изготовитель труб. На стандартном образце должны быть выполнены искусственные дефекты, необходимые для контроля трубы в соответствии с настоящим приложением.
Проверка размеров и формы искусственных дефектов должна быть проведена в соответствии с доступной документированной процедурой. Стандартные образцы должны иметь маркировку, идентифицирующую специальное применение каждого стандартного образца.
К.4.1.4 Подтверждение контролируемой длины труб
При использовании оборудования для автоматического неразрушающего контроля концевые участки труб небольшой длины обычно остаются не охваченными контролем. Для начала применения оборудования должен быть подготовлен образец трубы с соответствующими контрольными индикаторами на каждом из концов образца. Расстояния от торцов образца трубы до контрольных индикаторов должны быть равны длинам концевых участков трубы, не охватываемых автоматическим контролем на данном оборудовании. До начала применения образец трубы должен пройти контроль на данном оборудовании при рабочей скорости сканирования. По усмотрению изготовителя упомянутые контрольные индикаторы могут быть выполнены на стандартном образце, применяемом для контроля.
К.4.1.5 Скорость сканирования
Должна быть выбрана необходимая скорость сканирования. Она должна быть достаточно низкой для того, чтобы длина между активацией каждого преобразователя (пространственное разрешение) была достаточно короткой, т. е. расстояние, на которое преобразователь перемещается, будучи неактивным, должно быть существенно меньше максимальной длины допустимых несовершенств.
Скорость сканирования Vc должна определяться в соответствии со следующим неравенством:
Vc ≤ Wc ∙ PRF/3,
где Wc - наименьшая ширина луча по уровню - 6 дБ на заданном расстоянии от всех преобразователей решетки;
PRF - окружная частота сканирования (повторения импульсов на преобразователь).
Окружная скорость сканирования для контроля бесшовных труб и спиральных сварных швов должна определяться в зависимости от эффективного промежутка между импульсами (плотности импульсов), от окружной частоты сканирования и от шага спирального сварного шва. Эффективный промежуток между импульсами (EPS) определяется следующими условиями:
- EPS = скорость окружного сканирования /PRF;
- EPS не должен превышать 1 мм/импульс;
- шаг спирального сварного шва (мм/об) не должен превышать наименьшую эффективную ширину луча по уровню - 6 дБ всех преобразователей в пределах решетки.
К.4.1.6 Отсутствие соединения
Системы автоматического ультразвукового контроля должны иметь систему, определяющую отсутствие соединения. Настройки сигнала об отсутствии соединения и проверка настроек должны быть документированы в процедуре изготовителя.
К.4.1.7 Начальные чувствительность и пороговые настройки (калибровка)
Чувствительность и пороговые настройки должны быть установлены в соответствии с документированной процедурой. Система должна быть оптимизирована в статическом режиме. Когда настройки оптимизированы, соответствующие параметры должны быть зафиксированы и стандартный образец должен быть пропущен через контрольное оборудование на рабочей скорости три раза. Любое изменение настроек, необходимое для поддержания статического режима, должно быть зарегистрировано по среднему значению трех показаний. Для принятия настроек необходимо, чтобы все искусственные дефекты были выявлены при пороговых настройках или выше.
Во время производственного контроля относительная скорость движения трубы через контрольное оборудование не должна превышать скорости, используемой при настройке чувствительности и/или сигнала тревоги во время калибровки в динамическом режиме.
К.4.1.8 Проверка чувствительности и пороговых настроек (калибровка)
Проверка чувствительности и/или настройки сигнала тревоги должна проводиться каждые 4 ч или на каждой 10-й контролируемой трубе, в зависимости от того, какой период длиннее, и:
- в начале и в конце каждой рабочей смены;
- при смене оператора системы неразрушающего контроля (для непрерывных смен конец и начало проверки могут быть объединены);
- каждый раз при сомнении в исправности оборудования.
Периодичность проверки при изготовлении труб HFW из рулонного проката должна быть согласована. Как минимум, такая периодичность должна включать начало и конец контроля, а также любые остановки при изготовлении труб.
К.4.1.9 Перенастройка чувствительности и пороговых настроек (повторная калибровка)
Перенастройка чувствительности и пороговых настроек должна выполняться каждый раз, когда:
- искусственные дефекты не вызывают сигнал тревоги во время проверки чувствительности и пороговых настроек;
- изменяется параметр, влияющий на чувствительность и/или на настройку сигнала тревоги в системе;
- результаты проверки чувствительности и/или настройки сигнала тревоги не удовлетворяют требованиям к данному оборудованию.
Для перенастройки чувствительности и пороговых настроек в процессе производства настройки должны быть оптимизированы в статическом режиме. Когда настройки оптимизированы, стандартный образец должен быть пропущен через контрольное оборудование на рабочей скорости один раз. Любое изменение настроек, необходимое для поддержания статического режима, должно быть зарегистрировано. Для принятия настроек необходимо, чтобы все искусственные дефекты были выявлены при пороговых настройках или выше.
К.4.1.10 Повторный контроль труб
Если в результате проверки чувствительность и пороговые настройки не соответствуют требованиям к конкретному оборудованию, все трубы, проверенные с момента последней удовлетворительной проверки, должны быть подвергнуты повторному контролю.
К.4.1.11 Специальные требования к оборудованию для ультразвукового контроля сварных швов
Оборудование должно контролировать сварной шов по всей толщине.
До начала производственного контроля должно быть подтверждено соответствие шкалы диапазона и угла наклона всех преобразователей документированной процедуре.
Оборудование для контроля сварных швов должно быть оснащено системой прослеживания сварного шва. Система должна быть способна прослеживать среднюю линию сварного шва с точностью ±2 мм или выше. Для систем, не соответствующих этому требованию, должны быть документированы данные, подтверждающие что:
- на чувствительность в процессе производственного контроля не повлияет низкая точность системы прослеживания;
- низкая точность компенсируется чувствительностью системы и настройками строб детектирования.
Стробы детектирования должны устанавливаться достаточно широко для охвата 3 мм основного металла с каждой стороны от линии сплавления и компенсировать:
- отклонения системы прослеживания сварного шва;
- отклонения ширины наружного и внутреннего валиков сварного шва;
- смещение внутреннего и наружного валиков сварного шва.
К.4.1.12 Специальные требования к приспособлениям для рентгенографического контроля
При проведении рентгенографического контроля в соответствии со стандартом [55] для изображения класса R1 должны использоваться индикаторы качества изображения (IQI) проволочного типа, соответствующие стандарту [56].
В качестве альтернативы ренгенографическому контролю может применяться радиоскопический контроль в соответствии со стандартом [57], при условии подтверждения соответствия оборудования принципам, указанным в К.4.3.3, и обеспечения чувствительности и выявления несовершенств, эквивалентных рентгенографическому контролю, проводимому в соответствии со стандартом [55].
При проведении радиоскопического контроля качество рентгеновского изображения должно проверяться с периодичностью, соответствующей указанной в К.4.1.8.
К.4.2 Трубы, вызывающие сомнение
Во всех случаях, когда в процессе автоматического неразрушающего контроля труб получен сигнал, равный или превышающий пороговый уровень, или если поверхностные несовершенства не доступны для визуального контроля, трубы должны считаться сомнительными.
По таким трубам могут быть приняты следующие действия:
- трубы могут быть подвергнуты повторному контролю с использованием оборудования для автоматического неразрушающего контроля в статическом режиме. Трубы, прошедшие такой контроль, считаются принятыми;
- вызывающие сомнения участки труб могут быть подвергнуты ручному контролю с использованием того же метода неразрушающего контроля и с той же чувствительностью, что и при автоматическом контроле, и соответствующих методик. Трубы, прошедшие такой контроль, считаются принятыми;
- вызывающие сомнения участки сварных швов, за исключением сварных швов труб HFW, могут быть подвергнуты рентгенографическому контролю для определения, вызваны ли данные показания окалиной или пористостью. Трубы, соответствующие при этом требованиям стандарта [55], считаются принятыми;
- дефекты сварных швов, за исключением сварных швов HFW, могут быть подвергнуты ремонту сваркой в соответствии с приложением Ж;
- дефекты могут быть удалены абразивной зачисткой в соответствии с приложением Ж;
- вызывающие сомнения участки труб могут быть отрезаны, если оставшаяся длина труб соответствует минимальной заданной длине;
- трубы могут быть забракованы.
Если вызывающий сомнение участок трубы отрезают, новый конец трубы должен соответствовать всем требованиям неразрушающего контроля, касающимся концов труб.
К.4.3 Альтернативные методы контроля
К.4.3.1 Если согласовано, для контроля могут быть применимы альтернативные методы при условии, что возможности альтернативного метода подтверждены соответствующими документами в соответствии с К.4.3.2, и альтернативный метод имеет, по меньшей мере, такую же чувствительность и способность к выявлению несовершенств.
К.4.3.2 Подтверждение возможностей альтернативного метода контроля должно быть основано на принципах, указанных в К.4.3.3, при использовании стандартных образцов, подобных заказанным трубам. Стандартные образцы должны иметь ряд характерных естественных и/или искусственных дефектов согласованных размеров, которые являются типичными для определенного процесса производства труб.
Документация по назначению и применению должна включать:
- краткое описание назначения оборудования;
- подробное описание оборудования;
- руководство по эксплуатации, включая тип оборудования и периодичность проверок;
- калибровку;
- ограничения применения оборудования в отношении материала, особенностей сварки, в том числе размера геометрии, типа трещин, отделки поверхности и т. д.;
- повторяемость результатов контроля.
Документация по эксплуатации (статистические данные) должна включать:
- точность в определении размеров (случайную и систематическую погрешности);
- точность в определении ориентации и положения;
- способность определения характера дефектов, в сравнении с результатами других способов или методов контроля;
- повторяемость результатов контроля;
- вероятность определения значений или данных при различных пороговых настройках для определения порога, необходимого для выявления несовершенств в процессе контроля.
Документация по аттестации (программа аттестации) должна включать:
- начальную оценку и заключения, основанные на имеющихся данных;
- идентификацию и оценку существенных параметров и их вариантность;
- планирование и выполнение программы контроля;
- вспомогательные исследования.
Как минимум, определение возможности применения альтернативного контроля включает оценку технической документации для автоматического неразрушающего контроля, включая систему обеспечения качества, доступных данных по возможностям и эксплуатации оборудования. В большинстве случаев должен быть проведен ограниченный практический контроль.
К.4.4 Специальные требования к отдельным видам контроля
К.4.4.1 Контроль концов труб, не охваченных автоматическим неразрушающим контролем
При проведении автоматического неразрушающего контроля концевые участки труб небольшой длины остаются неохваченными контролем. Эти участки должны быть либо отрезаны, либо подвергнуты ручному или автоматическому контролю в том же объеме, который требуется для труб полной длины.
Методы, чувствительность и критерии приемки для неохваченных контролем концов труб должны быть такими же, как для повторно контролируемых труб, вызвавших сигналы, равные или превышающие пороговый уровень оборудования для автоматического неразрушающего контроля.
Изготовитель должен до начала производства предоставить для одобрения предполагаемые объем, методы, чувствительность и критерии приемки для контроля неохватываемых автоматическим контролем концов труб со ссылкой на применяемые процедуры.
К.4.4.2.1 Ультразвуковой контроль торцов труб на наличие расслоений должен быть проведен в соответствии со стандартом [48] по критериям приемки, указанным в таблице К.2.
Таблица К.2 - Критерии приемки для расслоений при ультразвуковом контроле
|
Условия эксплуатации труб |
Площадь отдельного несовершенства, мм2, не более |
Размеры несовершенства, принимаемого во внимание, не менее |
Размер рассматриваемой области, мм |
Плотность распределения, в пределах рассматриваемой области, не более |
|
Тело трубы |
||||
|
Некислая среда |
1000 |
Площадь - 300 мм2. Длина - 35 мм. Ширина - 8 мм |
1000×1000 |
10 |
|
Кислая среда |
500 |
Площадь - 150 мм2. Длина - 15 мм. Ширина - 8 мм |
500×500 |
5 |
|
Тело трубы, если согласовано |
||||
|
Любая среда |
100 |
Площадь - 30 мм2. Длина - 5 мм. Ширина - 5 мм |
500×500 |
5 |
|
Кромки рулонного или листового проката |
||||
|
Любая среда |
100 |
Длина - 10 мм. Ширина - 6 мм |
1000 мм длины |
3 |
|
Примечания 1 Все размеры принимаемого во внимание несовершенства, т.е. площадь, длина и ширина, должны превышать указанные минимальные размеры. 2 Два и более расположенных рядом несовершенств должны рассматриваться как одно, если расстояние между ними меньше минимального значения любого из размеров. 3 Плотность распределения определяется числом несовершенств, имеющих площадь, не превышающую допустимую, и размеры, превышающие минимальные. 5 Ширина несовершенства представляет собой размер несовершенства, измеряемый перпендикулярно к продольной оси трубы. |
||||
К.4.4.2.2 Контроль торцов труб магнитопорошковым или вихретоковым методом, ручной или автоматический, на наличие расслоений на притуплении фаски или на торце трубы должен выполняться в соответствии с требованиями К.4.1 и следующими стандартами:
- [53] - для контроля магнитопорошковым методом;
- [45] - для вихретокового контроля.
Должен быть применим следующий критерий приемки: длина несовершенства, измеренная по окружности трубы, не должна превышать 6 мм.
К.4.4.2.3 Трубы, не соответствующие указанным критериям приемки, должны считаться сомнительными и быть обработаны в соответствии с приложением Ж.
К.4.4.3 Контроль остаточной намагниченности
К.4.4.3.1 Продольное магнитное поле должно быть измерено на трубах, которые подвергаются контролю магнитными методами по всей длине или для операций, с которыми до их отгрузки применяется магнитное оборудование.
Измерения должны быть проведены следующим образом:
- на торцовом притуплении фаски или на перпендикулярно обрезанном торце должны быть выполнены четыре измерения через каждые 90° по окружности торца трубы;
- на обоих концах 5 % изготовленных труб, но не менее одного раза каждые 4 ч рабочей смены с применением гауссметра, использующего эффект Холла, или калиброванного инструмента другого типа. В спорных случаях должны проводиться измерения гауссметром, использующим эффект Холла. Измерения должны выполняться в соответствии с документированной процедурой, подтверждающей получение точных результатов;
- намагниченность труб должна измеряться после любого контроля с использованием магнитного поля до погрузки труб для доставки с трубного завода;
- не допускается проводить измерения намагниченности труб, уложенных в штабели.
К.4.4.3.3 В случае несоответствия требованиям, указанным в К.4.4.3.2, все трубы, изготовленные между забракованной трубой и последней принятой трубой, должны быть подвергнуты индивидуальным измерениям.
К.4.4.3.4 Если последовательность изготовления труб документирована, трубы могут быть подвергнуты измерениям в обратной последовательности, начиная с трубы, изготовленной непосредственно перед забракованной трубой, и до получения удовлетворительных показаний не менее чем от трех последовательно изготовленных труб.
Не требуется подвергать измерениям трубы, изготовленные до этих трех принятых труб.
Трубы, изготовленные после забракованной трубы, должны быть подвергнуты индивидуальным измерениям до получения удовлетворительных показаний не менее чем от трех последовательно изготовленных труб.
К.4.4.3.5 Забракованные трубы должны быть подвергнуты размагничиванию по всей длине и повторному измерению намагниченности до получения удовлетворительных показаний не менее чем от трех последовательно изготовленных труб.
К.4.4.3.6 Операции с трубами, проводимые с применением электромагнитного оборудования, после измерения намагниченности должны выполняться способом, не приводящем к появлению остаточной намагниченности, превышающей критерии приемки, указанные в К.4.4.3.2.
К.4.4.3.7 Требования к остаточной намагниченности должны применяться только для контроля в пределах трубного завода, так как на намагниченность труб могут оказать воздействие операции и условия, связанные с процессом доставки и разгрузки труб.
К.4.5 Особенности проведения неразрушающего контроля различных видов труб
К.4.5.1 Контроль бесшовных труб
К.4.5.1.1 Концы и торцы труб должны контролироваться в соответствии с К.4.4.1 и К.4.4.2.
К.4.5.1.2 Ультразвуковой контроль расслоений в теле трубы должен выполняться в соответствии с требованиями К.4.1 и ГОСТ ИСО 10124 со следующим уточнением: расстояние между смежными трассами сканирования должно быть достаточно малым, чтобы обеспечить выявление несовершенств минимального размера.
Должны быть применимы критерии приемки, указанные в таблице К.2.
К.4.5.1.3 Ультразвуковой контроль для выявления продольных несовершенств в теле трубы должен проводиться в соответствии с требованиями К.4.1 и стандартом [46]. Углы наклона преобразователя должны выбираться таким образом, чтобы получить наилучший результат для соотношения толщина стенки/наружный диаметр контролируемой трубы.
Должен быть применим критерий приемки, соответствующий уровню приемки L2/C по стандарту [46].
К.4.5.1.4 Ультразвуковой контроль для выявления поперечных несовершенств в теле трубы должен проводиться в соответствии с требованиями К.4.1 и стандарта [47]. Углы наклона преобразователя должны выбираться таким образом, чтобы получить наилучший результат контроля для соотношения толщина стенки/наружный диаметр контролируемой трубы.
Должен быть применим критерий приемки, соответствующий уровню приемки L2/C по стандарту [47].
К.4.5.1.5 Ультразвуковой контроль толщины стенки трубы должен выполняться в соответствии с требованиями К.4.1 и ГОСТ ИСО 10543.
Должен быть применим следующий критерий приемки: толщина стенки не должна выходить за пределы допустимых отклонений.
К.4.5.1.6 Контроль труб для выявления продольных и поперечных поверхностных несовершенств должен проводиться в соответствии с требованиями К.4.1 и одного из следующих стандартов:
- [45] - контроль вихретоковым методом;
- [43] - контроль методом рассеяния магнитного потока;
- [44] - контроль методом рассеяния магнитного потока;
- [54] - контроль магнитопорошковым методом.
Для выявления несовершенств на внутренней поверхности предпочтение должно отдаваться методам, приведенным в стандартах [45], [43] или [44], при условии документированного подтверждения равенства амплитуд сигналов от искусственных дефектов на внутренней поверхности, используемых для настройки чувствительности.
Должны быть применимы критерии приемки, соответствующие:
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [45];
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [43];
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [44];
- уровню сигнала/уровню приемки М2 (таблица 2) - при контроле по стандарту [54].
К.4.5.1.7 Трубы, не соответствующие указанным выше критериям приемки, должны считаться сомнительными трубами, как описано в К.4.2, и должны быть обработаны в соответствии с приложением Ж.
К.4.5.2.1 Концы и торцы трубы должны контролироваться в соответствии с К.4.4.1 и К.4.4.2.
К.4.5.2.2 Ультразвуковой контроль тела трубы для выявления расслоений должен проводиться в соответствии с требованиями К.4.1 и ГОСТ ИСО 10124 со следующим уточнением: расстояние между смежными трассами сканирования должно быть достаточно малым, чтобы обеспечить выявление несовершенств минимального размера.
Должны быть применимы критерии приемки, указанные в таблице К.2.
Допускается не проводить ультразвуковой контроль тела трубы для выявления расслоений, если изготовителем рулонного проката был проведен неразрушающий контроль кромок проката в соответствии с требованиями подраздела G приложения D стандарта [2].
К.4.5.2.3 Ультразвуковой контроль области, прилегающей к сварному шву, для выявления расслоений должен выполняться изготовителем труб, если трубы изготовляются из порезанного на полосы рулонного проката. Допускается не проводить ультразвуковой контроль области, прилегающей к сварному шву, если трубы изготовляются из не порезанного на полосы рулонного проката и его изготовителем был проведен неразрушающий контроль кромок проката в соответствии с требованиями подраздела G приложения D стандарта [2].
Контроль, выполняемый изготовителем труб, должен проводиться в соответствии с требованиями К.4.1 и стандартом [49].
Должны быть применимы критерии приемки, указанные в таблице К.2.
К.4.5.2.4 Ультразвуковой контроль для выявления продольных несовершенств сварного шва по всей длине труб должен проводиться в соответствии с требованиями К.4.1, стандартом [55] и следующими требованиями:
а) точность определения расположения сварного шва относительно средней линии шва не должна превышать ±2 мм в зависимости от ширины шва;
б) стандартный образец должен иметь типичный сварной шов с удаленным наружным гратом и остатком внутреннего грата. На нем должны быть выполнены искусственные дефекты в виде наружного и внутреннего надрезов, расположенных параллельно и по средней линии сварного шва. Надрезы должны иметь прямоугольный профиль (тип надреза «N»), глубину, равную 5 % толщины стенки трубы, но не менее 0,3 мм и не более 1,2 мм;
в) должна использоваться одна или несколько конфигураций преобразователей, обеспечивающих количество преобразователей, достаточное для охвата толщины стенки с каждой из сторон сварного шва:
1) одиночные эхо-импульсные преобразователи, например такие, для которых угол наклона по возможности является перпендикуляром к радиальной центральной линии сварного шва;
2) соединенные в ряд преобразователи с каждой стороны сварного шва с углом наклона, который, по возможности, является перпендикуляром к радиальной центральной линии сварного шва;
3) преобразователи, переключающиеся как передатчик/приемник, для которых угол наклона, по возможности, является перпендикуляром к радиальной центральной линии сварного шва;
г) оборудование должно включать устройства для прослеживания/центрирования сварного шва и обеспечивать проверку равного соединения для всех преобразователей;
д) каждый преобразователь должен быть откалиброван по искусственному дефекту, расположенному в области сварного шва, исследуемой данным преобразователем;
е) для одиночных эхо-импульсных преобразователей и соединенных в ряд преобразователей настройки порогового уровня должны быть следующими:
1) если контроль выполняется одной парой преобразователей, охватывающей всю толщину стенки, должен быть оптимизирован обратный сигнал от пересечения с искусственными дефектами и наружной и внутренней поверхностями трубы и принят пороговый уровень, равный 80 % полной высоты на экране самого низкого из полученных обратных сигналов;
2) если контроль выполняется с парами преобразователей, каждая из которых охватывает только часть толщины стенки, должен быть принят пороговый уровень, равный 80 % полной высоты экрана;
ж) для преобразователей, переключающихся как передатчик/приемник, пороговый уровень должен быть принят соответственно с потерей 75 % полученного сигнала;
и) для каждого преобразователя должны быть записаны следующие данные:
1) тип, частота, угол наклона и размеры;
2) расстояние от точки выхода луча до средней линии сварного шва;
3) угол между направленным ультразвуковым лучом и продольной осью трубы;
4) амплитуды и настройки усиления;
к) интервалы стробирования должны быть установлены таким образом, чтобы исключить отражения от остатков внутреннего грата, но должны быть достаточно широкими для того, чтобы предельные отклонения в системе прослеживания сварного шва вызывали ответные сигналы от внутренней стороны сварного шва и зоны термического влияния;
л) должны быть отрегулированы и проверены настройки, исключающие наложение тревожных сигналов.
Должен быть применим следующий критерий приемки: трубы с несовершенствами сварного шва, вызывающими сигналы ниже порогового уровня, должны быть приняты.
К.4.5.2.6 Трубы, не соответствующие указанным выше критериям приемки, должны считаться сомнительными, как описано в К.4.2, и должны быть обработаны в соответствии с приложением Ж.
К.4.5.3 Контроль труб SAWL и SAWH
К.4.5.3.1 Концы и торцы трубы должны контролироваться в соответствии с К.4.4.1 и К.4.4.2.
К.4.5.3.2 Ультразвуковой контроль тела трубы для выявления расслоений должен проводиться в соответствии с требованиям К.4.1 и ГОСТ ИСО 10124 со следующим уточнением: расстояние между смежными трассами сканирования должно быть достаточно малым, чтобы обеспечивать выявление несовершенств минимального размера.
Должны быть применимы критерии приемки, указанные в таблице К.2.
Допускается не проводить ультразвуковой контроль области, прилегающей к сварному соединению, для выявления расслоений, если изготовителем рулонного проката был проведен неразрушающий контроль кромок проката в соответствии с требованиями подраздела G приложения D стандарта [2].
К.4.5.3.3 Ультразвуковой контроль области труб, прилегающей к сварному шву, для выявления расслоений должен выполняться в соответствии с К.4.1 и стандартом [49].
Должны быть применимы критерии приемки, указанные в таблице К.2.
Допускается не проводить ультразвуковой контроль области труб, прилегающей коварному шву, если изготовителем рулонного или листового проката был проведен неразрушающий контроль кромок проката в соответствии с требованиями подраздела G приложения D стандарта [2].
К.4.5.3.4 Ультразвуковой контроль сварного шва труб SAW для выявления продольных и поперечных несовершенств должен проводиться в соответствии с требованиями К.4.1, стандарта [52] и следующими требованиями:
а) стандартный образец должен иметь типичный сварной шов. Поверхность сварного шва вокруг искусственного дефекта должна быть обработана вровень с основной поверхностью трубы для исключения помех от неудаленного усиления сварного шва.
Стандартный образец должен иметь следующие искусственные дефекты:
1) одно сквозное сверленое отверстие диаметром 1,6 мм на средней линии сварного шва для выявления поперечных несовершенств;
2) продольные наружный и внутренний надрезы, параллельные сварному шву и прилегающие к нему, для выявления продольных несовершенств. Надрез должен иметь прямоугольный профиль (тип надреза «N»), глубину, равную 5% толщины стенки, но не более 1,5 мм и не менее 0,3 мм, длину, равную 1,5 размера элемента преобразователя (кристаллического) или 20 мм, в зависимости от того, что меньше. Длина надреза не включает длину скругленных углов. Ширина надреза не должна превышать 1 мм;
3) для труб толщиной стенки 19 мм и более продольный искусственный дефект, например сквозное сверленое отверстие, должен располагаться в середине толщины сварного шва и параллельно сварному шву. Такой дефект должен обеспечивать отраженный сигнал, соизмеримый с сигналом от надреза типа «N5». Изготовитель должен предложить вид искусственного дефекта, наиболее подходящего для такого контроля. Тип используемого дефекта должен быть согласован;
4) если согласовано, в качестве искусственных дефектов для выявления поперечных несовершенств могут быть использованы внутренний и наружный надрезы, расположенные под прямым углом к сварному шву или по средней линии сварного шва;
5) внутреннее и наружное усиления сварного шва вблизи искусственных дефектов должны быть удалены вровень с прилегающей к сварному шву основной поверхностью трубы;
6) допускается использование дополнительных искусственных дефектов для определения начала и конца сварного шва и установки временных стробов. Необходимость использования, тип и количество дополнительных искусственных дефектов должны быть установлены изготовителем и описаны в документированной процедуре;
б) углы наклона преобразователей должны выбираться таким образом, чтобы получить наилучший возможный результат контроля труб данными наружным диаметром и толщиной стенки. Угол наклона преобразователя в области, охватываемой преобразователем, должен приближаться, по возможности, к 90° по отношению к скосу кромки сварного шва;
в) конфигурация преобразователей для выявления продольных несовершенств должна обеспечивать достаточное количество возвратных пар преобразователей для того, чтобы охватить всю толщину сварного шва. Для каждого искусственного дефекта должна быть предназначена специальная пара преобразователей;
г) конфигурация преобразователей для выявления поперечных несовершенств должна представлять собой два широких луча возвратных преобразователей, проходящих по валику сварного шва. Допускается по согласованию для выявления поперечных несовершенств использование конфигурации Х-типа;
д) каждый преобразователь должен быть откалиброван по отношению к искусственному дефекту, расположенному в области сварного шва, охватываемой данным преобразователем. Ответный сигнал от искусственных дефектов должен быть оптимизирован для каждого преобразователя и каждой пары преобразователей:
1) для выявления продольных несовершенств должен быть оптимизирован ответный сигнал от продольных наружного и внутреннего надрезов и установлен пороговый уровень, равный 80 % полной высоты на экране, для каждого из полученных ответных сигналов;
2) если отдельный искусственный дефект располагается посередине толщины сварного шва, должен быть оптимизирован ответный сигнал от данного дефекта и установлен пороговый уровень, равный 80 % полной высоты на экране, для каждого из полученных ответных сигналов;
3) для выявления поперечных несовершенств для сквозного сверленого отверстия диаметром 1,6 мм или поперечных надрезов должен быть установлен пороговый уровень, не превышающий 80 % полной высоты экрана;
4) если согласовано, для выявления поперечных несовершенств при использовании поперечных наружного и внутренних надрезов должен быть оптимизирован ответный сигнал от данных дефектов и установлен пороговый уровень, равный 80 % полной высоты экрана, для каждого из полученных ответных сигналов;
5) для установления порогового уровня не должны использоваться дополнительные искусственные дефекты, допустимые в перечислении а);
е) для каждого преобразователя должны быть записаны следующие данные:
1) тип, частота, угол наклона и размер;
2) расстояние от точки выхода луча до средней линии сварного шва;
3) угол между направленным ультразвуковым лучом и продольной осью трубы;
4) амплитуды и настройки усиления;
ж) интервалы стробирования должны быть установлены таким образом, чтобы компенсировать:
1) предельные отклонения в системе прослеживания сварного шва;
2) изменения ширины наружного и внутреннего валиков сварного шва;
3) смещение наружного и внутреннего валиков сварного шва;
и) должны быть отрегулированы и проверены настройки, исключающие наложение тревожных сигналов;
к) когда настройки оптимизированы, должны быть записаны соответствующие параметры настройки, и стандартный образец должен быть пропущен через контрольное оборудование на рабочей скорости три раза. Любое изменение настроек, необходимое для поддержания статического режима, должно быть записано как среднее значение трех показаний. Для принятия настроек все искусственные дефекты должны быть выявлены при пороговом уровне настройки или выше. Не допускается значительное относительное изменение амплитуды между возвратными преобразователями. Временные стробы не должны отклоняться более чем на 2,5 мм от контрольного положения.
Должен быть применим следующий критерий приемки: трубы с несовершенствами сварного шва, вызывающими сигналы ниже порогового уровня.
К.4.5.3.5 Для труб SAWH стыковые сварные швы концов рулонного или листового проката (если такие швы допускаются) должны подвергаться ультразвуковому контролю по всей длине шва в соответствии с требованиями для контроля спиральных швов. В качестве альтернативного контроля можно использовать ручной ультразвуковой контроль в соответствии с требованиями К.5.
Кроме того, пересечение спиральных швов и стыковых швов концов рулонного или листового проката должно подвергаться рентгенографическому контролю в соответствии с требованиями К.4.1 и стандарта [55].
Должны быть применимы критерии приемки, соответствующие:
- К.4.5.3.4 - для автоматического ультразвукового контроля;
- К.5 - для ручного ультразвукового контроля;
- стандарта [55] - для рентгенографического контроля.
К.4.5.3.6 Контроль сварного шва труб для выявления продольных и поперечных поверхностных несовершенств должен проводиться в соответствии с требованиями К.4.1 и одного из следующих стандартов:
- [45] - контроль методом вихревых токов;
- [43] - контроль методом рассеяния магнитного потока для выявления продольных несовершенств;
- [44] - контроль методом рассеяния магнитного потока для выявления поперечных несовершенств;
- [54] - контроль магнитопорошковым методом.
Должны быть применимы критерии приемки, соответствующие:
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [45];
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [43];
- уровню сигнала/уровню приемки L2 - при контроле по стандарту [44];
- уровню сигнала/уровню приемки М2, (таблица 3) - при контроле по стандарту [54].
К.4.5.3.7 Рентгенографический контроль сварного шва на концах труб должен включать область, не охватываемую автоматическим ультразвуковым контролем, и не менее 300 мм длины сварного шва от торца трубы.
Контроль должен проводиться в соответствии с требованиями К.4.1 и стандарта [55] по критериям приемки, соответствующим стандарту [55].
К.4.5.3.8 Трубы, не соответствующие указанным выше критериям приемки, должны считаться сомнительными по К.4.2 и обработаны в соответствии с приложением Ж.
К.5 Ручной неразрушающий контроль
К.5.1 Общие положения
Во всех случаях, когда при автоматическом неразрушающем контроле несовершенства вызывают сигналы, равные или превышающие пороговый уровень, или когда несовершенства не доступны для визуального осмотра, может быть проведен ручной неразрушающий контроль для подтверждения наличия или отсутствия дефекта. Вместо ручного контроля, предусмотренного настоящим подразделом, может быть проведен автоматический или полуавтоматический контроль при условии обеспечения равной или более высокой чувствительности при выявлении несовершенств.
Кроме того, ручному неразрушающему контролю могут подвергаться концы труб, не охватываемые автоматическим контролем (К.4.4.1).
В соответствии с требованиями заказчика может быть проведен любой дополнительный неразрушающий контроль труб.
К.5.2 Ручной контроль сварных швов рентгенографическим методом
Для охвата всей длины сварного шва или дополнительно к другим методам неразрушающего контроля в случаях, когда тип или точность показания не могут быть определены с достаточной уверенностью, должен быть проведен рентгенографический контроль сварного шва в соответствии с требованиями К.4.1 и стандарта [55] и критериями приемки в соответствии со стандартом [55].
К.5.3 Ручной контроль ультразвуковым методом для выявления несовершенств в теле трубы
К.5.3.1 Общие положения
Для проверки толщины стенки и выявления расслоений на неохваченных автоматическим контролем концах труб, а также для подтверждения наличия или отсутствия дефектов в случаях, когда несовершенства при автоматическом неразрушающем контроле вызывают сигналы, равные или превышающие пороговый уровень, должен быть проведен контроль тела труб ультразвуковым методом.
Должны быть применимы критерии приемки, указанные в таблице К.2.
К.5.3.2 Контроль для выявления радиальных трещин
Для выявления радиально расположенных трещин в дополнение к преобразователям с углом наклона луча 90° должны использоваться преобразователи с другим углом наклона. Общие требования к проведению контроля должны соответствовать стандарту [58] или эквивалентному стандарту и следующим требованиям:
- характеристики преобразователей должны соответствовать стандартам [59] и [60];
- должны быть применимы преобразователи со сдвигом волны 45° и 60°;
- преобразователи с углом наклона 90° должны быть двухкристальными, с областью фокусирования, соответствующей толщине стенки трубы, подвергаемой контролю;
- чувствительность преобразователей должна определяться характеристикой отрезка амплитудной коррекции (DAC), с настройкой по наружному и внутреннему искусственным дефектам типа прямоугольного надреза глубиной 3 % толщины стенки трубы.
Должен быть применим следующий критерий приемки: несовершенство не должно вызывать показаний, превышающих отрезок амплитудной коррекции (DAC).
К.5.3.3 Контроль для выявления расслоений
Ультразвуковой контроль тела труб для выявления расслоений должен проводиться в соответствии с требованиями ГОСТ ИСО 10124 со следующим уточнением: расстояние между смежными трассами сканирования должно быть достаточно малым для обеспечения выявления несовершенств минимального размера.
Должны быть применимы критерии приемки, указанные в таблице К.2.
Допускается не проводить ультразвуковой контроль тела труб для выявления расслоений, если изготовителем рулонного проката был проведен неразрушающий контроль проката в соответствии с требованиями подраздела G приложения D стандарта [2].
К.5.3.4 Контроль области, прилегающей к сварному шву, для выявления расслоений
Ультразвуковой контроль области труб, прилегающей к сварному шву, для выявления расслоений должен выполняться в соответствии с требованиями стандарта [49].
Должны быть применимы критерии приемки, указанные в таблице К.2.
Допускается не проводить ультразвуковой контроль тела труб для выявления расслоений, если изготовителем рулонного проката был проведен неразрушающий контроль проката в соответствии с требованиями подраздела G приложения D стандарта [2].
К.5.3.5 Контроль толщины стенки
Ультразвуковой контроль толщины стенки тела труб должен выполняться в соответствии с требованиями ГОСТ ИСО 10543.
Должен быть применим следующий критерий приемки: толщина стенки не должна выходить за пределы допустимых отклонений.
К.5.3.6 Контроль бесшовных труб для выявления продольных и поперечных несовершенств
Для выявления продольных и поперечных несовершенств на концах труб, не охватываемых автоматическим неразрушающим контролем, и для подтверждения наличия или отсутствия дефектов в случаях, когда несовершенства при автоматическом неразрушающем контроле вызывают сигналы, равные или превышающие пороговый уровень, должен быть проведен контроль тела трубы ультразвуковым методом.
Ультразвуковой контроль поверхности труб для выявления продольных несовершенств должен проводиться в соответствии со стандартом [46]. Углы наклона преобразователей должны выбираться таким образом, чтобы получить наилучший результат контроля для соотношения толщина стенки/наружный диаметр контролируемой трубы.
Должен быть применим критерий приемки, соответствующий уровню приемки L2/C по стандарту [46].
Ультразвуковой контроль поверхности труб для выявления поперечных несовершенств должен выполняться в соответствии с требованиями стандарта [47]. Углы наклона преобразователей должны выбираться таким образом, чтобы получить наилучший результат контроля для соотношения толщина стенки/наружный диаметр контролируемой трубы.
Должен быть применим критерий приемки, соответствующий уровню приемки L2/C по стандарту [47].
К.5.4 Ручной контроль ультразвуковым методом для выявления несовершенств сварных швов
К.5.4.1 Общие положения
Ультразвуковой контроль основного металла и сварных швов для выявления продольных и поперечных несовершенств должен проводиться на неохватываемых контролем концах труб и для подтверждения наличия или отсутствия дефектов, когда несовершенства при автоматическом неразрушающем контроле вызывают сигналы, равные или превышающие пороговый уровень.
К.5.4.2 Контроль сварных швов труб HFW
Стандартный образец должен соответствовать требованиям, указанным в К.4.5.2.4, перечисление б).
Должны использоваться одна или несколько следующих конфигураций преобразователей:
- одиночные эхо-импульсные преобразователи с углом наклона к средней линии сварного шва, приблизительно равным 90°;
- соединенные в ряд преобразователи с углом наклона к средней линии сварного шва, приблизительно равным 90°.
Угол наклона преобразователя для начального сканирования должен выбираться таким образом, чтобы получить наилучший результат для соотношения толщина стенки/наружный диаметр контролируемой трубы и так, чтобы угол наклона преобразователя к фаске кромки под сварку приблизительно был равен 90°.
Отрезок амплитудной коррекции (DAC) должен строиться по надрезам, выполненным на стандартном образце. 2-точечный отрезок амплитудной коррекции (DAC) можно использовать только в том случае, если сканирование ограничивается одним интервалом или менее (DAC). Если сканирование выполняется с использованием более чем одного полного интервала, должен быть построен как минимум 3-точечный отрезок амплитудной коррекции (DAC).
Должен быть применим следующий критерий приемки: максимальный эхо-сигнал от любого преобразователя не должен превышать отрезок амплитудной коррекции (DAC).
К.5.4.3 Контроль сварных швов труб SAWL и SAWH
Стандартный образец должен соответствовать требованиям, указанным в К.4.5.3.4, перечисление а).
Угловые преобразователи должны обеспечивать доступ в углах или иметь клинья или зажимы, позволяющие изменять угол наклона от 30° до 75°, при контроле поверхности трубы под углом 90°. Углы преобразователей должны выбираться так, как указано в подразделе В300 приложения D стандарта [2].
Чувствительность контроля должна устанавливаться следующим образом:
- для контроля продольных несовершенств в области сварного шва отрезок амплитудной коррекции (DAC) должен быть построен с использованием продольных наружных и внутренних надрезов. 2-точечный отрезок амплитудной коррекции (DAC) можно использовать только, если сканирование ограничивается одним интервалом или менее. Если сканирование выполняется с использованием более чем одного полного интервала, должен быть построен как минимум 3-точечный отрезок амплитудной коррекции (DAC);
- для контроля поперечных несовершенств отрезок амплитудной коррекции (DAC) должен строиться с использованием сквозных сверленых отверстий диаметром 1,6 мм, выполненных по средней линии сварного шва, по двум точкам (например, 1/2 и полный интервал).
Сканирование для выявления поперечных несовершенств должно выполняться по валику сварного шва. Должны быть применимы преобразователи с углами наклона излучения 45° и 60°. Предпочтительным является использование преобразователей на 4 МГц.
Должен быть применим следующий критерий приемки: максимальный эхо-сигнал от любого преобразователя не должен превышать отрезок амплитудной коррекции (DAC).
К.5.5 Ручной контроль магнитопорошковым методом
Контроль поверхности должен проводиться в соответствии с подразделом В500 приложения D стандартов [2] и [54].
Контроль концов труб должен выполняться в соответствии с В500 приложения D стандартов [2] и [53].
Контроль сварных швов должен выполняться в соответствии с В500 приложения D стандарта [2].
Должны быть применимы соответствующие критерии приемки, установленные в настоящем подразделе.
К.5.6 Ручной контроль вихретоковым методом
Контроль поверхности и концов труб должен проводиться в соответствии со стандартом [45].
Контроль сварных швов должен проводиться в соответствии с подразделом В700 (параграфы В702 - В708) приложения D стандарта [2] и стандартом [45].
Должны быть применимы соответствующие критерии приемки, установленные в настоящем подразделе.
К.6 Неразрушающий контроль участков ремонта сварного шва труб SAW
Перед повторной сваркой должен быть проведен неразрушающий контроль участков ремонта сварных швов магнитопорошковым методом для подтверждения полноты удаления дефектов.
Отремонтированный сварной шов должен быть подвергнут полному повторному автоматизированному неразрушающему контролю с использованием методов контроля, предусмотренных в К.4.5.
В качестве альтернативного контроля можно использовать ручной неразрушающий контроль, проводимый в соответствии с требованиями К.5 и установленными в нем критериями приемки. При этом для скрытых дефектов преимущественно должен применяться ручной контроль ультразвуковым методом.
Библиография
|
ГОСТ Р ИСО 9001:2008 |
Системы менеджмента качества. Требования |
|
|
DNV-OS-101 -2007 |
Подводные трубопроводные системы |
|
|
(DNV-OS-F-101-2007) |
(Submarine pipeline systems) |
|
|
ИСО 404 |
Сталь и стальные заготовки. Общие технические условия поставки |
|
|
(ISO 404) |
(Steel and steel products - General technical delivery requirements) |
|
|
ИСО 5817:2003 |
Сварка. Сварные швы при сварке плавлением стали, никеля, титана и других сплавов (лучевая сварка исключена). Уровни качества в зависимости от дефектов шва |
|
|
(ISO 5817:2003) |
(Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections) |
|
|
ИСО 14284 |
Сталь и чугун. Отбор и приготовление образцов для определения химического состава |
|
|
(ISO 14284) |
(Steel and iron - Sampling and preparation of samples for the determination of chemical composition) |
|
|
АСТМ А 370 |
Стандартные методы испытаний и определения для механических испытаний стальных изделий |
|
|
(ASTM A 370) |
(Standard Test Methods and Definitions for Mechanical Testing of Steel Products) |
|
|
ИСО 148-1 |
Материалы металлические. Испытание на удар по Шарпи на маятниковом копре. Часть 1. Метод испытания |
|
|
(ISO 148-1) |
(Metallic materials - Charpy pendulum impact test - Part 1: Test method) |
|
|
ИСО 7438 |
Материалы металлические. Испытание на загиб |
|
|
(ISO 7438) |
(Metallic materials - Bend test) |
|
|
ИСО 8492 |
Материалы металлические. Трубы. Испытание на сплющивание |
|
|
(ISO 8492) |
(Metallic materials - Tube - Fattening test) |
|
|
ИСО/ТО 9769:1991 |
Сталь и чугун. Обзор существующих методов анализа |
|
|
(ISO/TR 9769:1991) |
(Steel and iron - Review of available methods of analysis) |
|
|
ИСО 6892:1998 |
Материалы металлические. Испытания на растяжение при температуре окружающей среды |
|
|
(ISO 6892:1998) |
(Metallic materials - Tensile testing at ambient temperature) |
|
|
ИСО 2566-1 |
Сталь. Таблицы перевода величин относительного удлинения. Часть 1. Сталь углеродистая и низколегированная |
|
|
(ISO 2566-1) |
(Steel - Conversion of elongation values - Part 1: Carbon and low alloy steels) |
|
|
ИСО 6506 (все части) |
Материалы металлические. Определение твердости по Бринеллю |
|
|
ISO 6506 (all parts)] |
(Metallic materials - Brinell hardness test) |
|
|
ИСО 6507 (все части) |
Материалы металлические. Определение твердости по Виккерсу |
|
|
ISO 6507 (all parts)] |
(Metallic materials - Vickers hardness test) |
|
|
ИСО 6508 (все части) |
Материалы металлические. Определение твердости по Роквеллу |
|
|
ISO 6508 (all parts)] |
(Metallic materials - Rockwell hardness test) |
|
|
АСТМ А 956 |
Стандартные методы контроля твердости стальных изделий по Либу |
|
|
(ASTM A 956) |
(Standard Test Method for Leeb Hardness Testing of Steel Products) |
|
|
АСТМ А 1038 |
Стандартная практика контроля твердости при помощи переносных твердомеров методом ультразвукового контактного импеданса |
|
|
(ASTM A 1038) |
(Standard Practice for Portable Hardness Testing by the Ultrasonic Contact Impedance Method) |
|
|
АСТМ Е 110 |
Стандартный метод контроля твердости металлических материалов вдавливанием с применением переносных твердомеров |
|
|
(ASTM E 110) |
(Standard Test Method for Indentation Hardness of Metallic Materials by Portable Hardness Testers) |
|
|
ИСО 17637 |
Контроль неразрушающий сварных швов. Визуальный контроль соединений, полученных при сварке плавлением |
|
|
(ISO 17637) |
(Non destructive testing of welds - Visual testing of fusion - welded joints) |
|
|
EH 473 |
Неразрушающий контроль. Аттестация и сертификация персонала НК. Общие принципы |
|
|
(EN 473) |
(Non destructive testing - Qualification and certification of NDT personnel - General principles) |
|
|
API RP 5L1 |
Railroad Transportation of Line Pipe |
|
|
API RP 5LW |
Recommended Practice for Transportation of Line Pipe on Barges and Marine Vessels |
|
|
API RP 5L 3 |
Recommended Practice for Conducting Drop-Weight Tear Tests on Line Pipe |
|
|
NACE MR0175/ISO 15156-1 |
Petroleum and Natural Gas Industries - Materials for Use in H2S Containing Environments in Oil and Gas Production - Part 1: General Principles for Selection of Cracking-Resistant Materials |
|
|
EFC Publication 16 |
Guidelines on materials requirements for carbon and low alloy steels for H2S-containing environments in oil and gas production |
|
|
ИСО 15156-2:2003 |
Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна |
|
|
(ISO 15156-2:2003) |
(Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low alloy steels, and the use of cast irons) |
|
|
NACE TM 0284 |
Evaluation of Pipeline Steel for Resistance to Stepwise Cracking |
|
|
ИСО 7539-2:89 |
Коррозия металлов и сплавов. Испытание на коррозию под напряжением. Часть 2. Приготовление и использование коромыслообразных образцов |
|
|
(ISO 7539-2:89) |
(Corrosion of metals and alloys - Stress corrosion testing - Part 2: Preparation and use of bent-beam specimens) |
|
|
АСТМ Ж 39 |
Стандартная практика подготовки и применения образцов в форме изогнутой балки для испытания на коррозию под напряжением |
|
|
(ASTM G 39) |
(Standard Practice for Preparation and Use of Bent-Beam Stress-Corrosion Test Specimens) |
|
|
NACE TM 0177:2005 |
Лабораторные испытания стойкости металлов к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в Н23-содержащих средах |
|
|
(NACE TM 0177:2005) |
(Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments) |
|
|
ИСО 15156-1:2001 |
Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов |
|
|
(ISO 15156-1:2001) |
(Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 1: General principles for selection of cracking-resistant materials) |
|
|
ИСО 6892 |
Материалы металлические. Испытания на растяжение при температуре окружающей среды |
|
|
(ISO 6892) |
(Metallic materials - Tensile testing at ambient temperature) |
|
|
BS 7448-2:1997 |
Испытание на вязкость разрушения. Часть 2. Метод определения Klc, критических значений CTOD (раскрытие в вершине трещины) и критических значений J для сварных швов в металлических материалах |
|
|
(BS 7448-2:1997) |
(Fracture mechanics toughness tests. Part 2: Method for determination of K, critical CTOD and critical J values of welds in metallic materials) |
|
|
ASTM E 1820 |
Standard Test Method for Measurement of Fracture Toughness |
|
|
ИСО 5173:2009 |
Испытания разрушающие на сварных швах в металлических материалах. Испытания на загиб |
|
|
(ISO 5173:2009) |
(Destructive tests on welds in metallic materials - Bend tests) |
|
|
EH 1418 |
Персонал, осуществляющий сварку. Квалификационные испытания операторов сварки, осуществляющих сварку проплавлением, и устойчивость инструментальной оснастки для сварки для полностью механизированного и автоматизированного процесса сварки металлических материалов |
|
|
(EN 1418) |
(Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials) |
|
|
ИСО 14732:1998 |
Персонал, осуществляющий сварку. Квалификационные испытания операторов сварки плавлением и наладчиков электрической контактной сварки для полностью механизированной и автоматической сварки металлических материалов |
|
|
(ISO 14732:1998) |
(Welding personnel - Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials) |
|
|
ISO 9606-1 |
Approval testing of welders - Fusion welding - Part 1: Steels |
|
|
EN 287-1 |
Approval testing of welders - Fusion welding - Part 1: Steels |
|
|
ИСО 11484 |
Трубы стальные напорные. Квалификация и сертификация персонала по неразрушающему контролю |
|
|
(ISO 11484) |
(Steel products - Employers qualification system for nondestructive testing (NDT) personnel) |
|
|
ИСО 9712:2005 |
Контроль неразрушающий. Квалификация и аттестация персонала |
|
|
(ISO 9712:2005) |
(Non-destructive testing - Qualification and certification of personnel) |
|
|
ASNT SNT-TC-1A |
Рекомендуемая практика № SNT-TC-1A. Неразрушающий контроль |
|
|
(ASNT SNT-TC-1A) |
(Recommended Practice No. SNT-TC-1A-Non-Destructive Testing) |
|
|
ИСО 9402:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Испытание труб из ферромагнитной стали методом рассеяния по всей окружности флюса с помощью магнитного преобразователя для обнаружения продольных дефектов |
|
|
(ISO 9402:1989) |
(Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of longitudinal imperfections) |
|
|
ИСО 9598:1989 |
Трубы стальные бесшовные напорные. Контроль всей периферийной поверхности труб из ферромагнитной стали путем исследования магнитных полей рассеяния для обнаружения поперечных несовершенств |
|
|
(ISO 9598:1989) |
(Seamless steel tubes for pressure purposes - Full peripheral magnetic transducer/flux leakage testing of ferromagnetic steel tubes for the detection of transverse imperfections) |
|
|
ИСО 9304:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Контроль методом вихревых токов для обнаружения несовершенств |
|
|
(ISO 9304:1989) |
(Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Eddy current testing for the detection of imperfections) |
|
|
ИСО 9303:1989 |
Трубы стальные бесшовные и сварные (кроме труб, полученных дуговой сваркой под флюсом) напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения продольных несовершенств |
|
|
(ISO 9303:1989) |
(Seamless and welded (except submerged arc-welded) steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of longitudinal imperfections) |
|
|
ИСО 9305:1989 |
Трубы стальные бесшовные напорные. Ультразвуковой контроль всей периферийной поверхности для обнаружения поперечных несовершенств |
|
|
(ISO 9305:1989) |
(Seamless steel tubes for pressure purposes - Full peripheral ultrasonic testing for the detection of transverse imperfections) |
|
|
ИСО 11496 |
Трубы стальные бесшовные и сварные напорные. Ультразвуковой контроль концов труб для обнаружения слоистых несовершенств |
|
|
(ISO 11496) |
(Seamless and welded steel tubes for pressure purposes - Ultrasonic testing of tube ends for the detection of laminar imperfections) |
|
|
ИСО 13663:1995 |
Трубы стальные сварные напорные. Ультразвуковой контроль участка, смежного со сварным швом, для обнаружения слоистых несовершенств |
|
|
(ISO 13663:1995) |
(Welded steel tubes for pressure purposes - Ultrasonic testing of the area adjacent to the weld seam for the detection of laminar imperfections) |
|
|
ИСО 12094:1994 |
Трубы стальные сварные напорные. Ультразвуковой контроль для обнаружения слоистых несовершенств в полосовом/листовом материале, используемом для изготовления сварных труб |
|
|
(ISO 12094:1994) |
(Welded steel tubes for pressure purposes - Ultrasonic testing for the detection of laminar imperfections in strips/plates used in the manufacture of welded tubes) |
|
|
ИСО 9764:1989 |
Трубы стальные, полученные электрической контактной сваркой и индукционной сваркой, напорные. Ультразвуковой контроль сварного шва для обнаружения продольных несовершенств |
|
|
(ISO 9764:1989) |
(Electric resistance and induction welded steel tubes for pressure purposes - Ultrasonic testing of the weld seam for the detection of longitudinal imperfections) |
|
|
ИСО 9765:1990 |
Трубы стальные напорные, полученные дуговой сваркой под флюсом. Ультразвуковой контроль сварного шва для обнаружения продольных и/или поперечных несовершенств |
|
|
(ISO 9765:1990) |
(Submerged arc-welded steel tubes for pressure purposes - Ultrasonic testing of the weld seam for the detection of longitudinal and/or transverse imperfections) |
|
|
ИСО 13664 |
Трубы стальные напорные бесшовные и сварные. Контроль концов труб магнитопорошковым методом для обнаружения слоистых несовершенств |
|
|
(ISO 13664) |
(Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube ends for the detection of laminar imperfections) |
|
|
ИСО 13665 |
Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств |
|
|
(ISO 13665) |
(Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections) |
|
|
ИСО 12096 |
Трубы стальные напорные, полученные дуговой сваркой под флюсом. Радиографический контроль сварного шва для обнаружения несовершенств |
|
|
(ISO 12096) |
(Submerged arc-welded steel tubes for pressure purposes - Radiographic testing of the weld seam for the detection of imperfections) |
|
|
ИСО 19232-1:2004 |
Контроль неразрушающий. Качество изображения на рентгеновских снимках. Часть 1. Показатели качества изображения (проволочный тип). Определение значения качества изображения |
|
|
(ISO 19232-1:2004) |
(Non-destructive testing - Image quality of radiographs - Part 1: Image quality indicators (wire type) - Determination of image quality value) |
|
|
EH 13068 (все части) |
Неразрушающий контроль. Ренгеноскопический контроль |
|
|
EN 13068 (all parts)] |
(Non-destructive testing. Radioscopic testing) |
|
|
ASTM A 577 |
Standard Specification for Ultrasonic Angle-Beam Examination of Steel Plates |
|
|
ИСО 10375:1997 |
Контроль неразрушающий. Ультразвуковой контроль. Определение характеристик преобразователя и акустического поля |
|
|
(ISO 10375:1997) |
(Non-destructive testing - Ultrasonic inspection - Characterization of search unit and sound field) |
|
|
[60] |
ИСО 12715:1999 |
Контроль неразрушающий ультразвуковой. Эталонные образцы и методика испытания для определения характеристик профилей луча контактного преобразователя |
|
(ISO 12715:1999) |
(Ultrasonic non-destructive testing - Reference blocks and test procedures for the characterization of contact search unit beam profiles) |
Ключевые слова: нефтяная и газовая промышленность, стальные трубы, низколегированные стали, подводный морской трубопровод, требования к технологии производства труб, размер, химический состав, испытания, контроль, маркировка, условия поставки