СРЕДСТВА
КОНТРОЛЯ
И ИЗМЕРЕНИЙ ЛИНЕЙНЫХ И
УГЛОВЫХ РАЗМЕРОВ
Методики контроля и поверки
|
5 |
Приборы для угловых измерений |
Москва 1991
ПЕРЕЧЕНЬ КНИГ
методик контроля и поверки
Книга 1 Калибры
Книга 2 Микрометрические приборы
Книга 3 Штангенинструмент
Книга 4 Головки измерительные, индикаторы и индикаторные приборы
Книга 5 Приборы для угловых измерений
Книга 6 Меры
Книга 7 Поверочный инструмент
Составители: отдел стандартизации ВНИИизмерения.
Методики контроля и поверки (МИ) средств контроля и измерений (СКИ), выпускаемые специализированными заводами Минстанкопрома СССР, сгруппированы по видам СКИ в сборнике из семи книг. В это издание вошли в основном все МИ, утвержденные на конец 1990 г.
Сборники дополнены техническими характеристиками СКИ, выпускаемых по техническим условиям (ТУ), что создает условия контроля и поверки при отсутствии ТУ.
Порядок введения МИ на предприятии в соответствии с РД 50-661-88.
В книге 5 сборника помещены методики поверки и контроля уровней, угломеров и поверочных угольников.
Данный сборник МИ предназначен для метрологических служб предприятий и организаций отраслей машиностроения и органов Госстандарта.
УГЛОМЕР МАЯТНИКОВЫЙ
ТИП ЗУРИ-М
Угломер маятниковый типа ЗУРИ-М применяют для измерения углов режущих инструментов различных видов и используют для нужд народного хозяйства. Предусмотрена поставка на экспорт.
Угломер изготавливает Кировский завод «Красный инструментальщик» (610000, г. Киров обл., ул. К. Маркса, 18).
Технические характеристики угломера по ТУ 2.034.666-82 «Угломер маятниковый типа ЗУРИ-М. Технические условия» - срок действия до 30.12.92 г.
Контроль угломера по методическим указаниям МИ 1382-86 «Угломер маятниковый. Тип ЗУРИ-М. Методика поверки».
Основные параметры, размеры и характеристики соответствуют указанным на черт. 1 и по тексту.
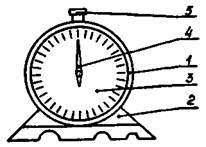
1. Корпус 2. Линейка контрольная 3. Шкала 4. Стрелка 5. Кнопка тормоза
Примечание. Чертеж не определяет конструкцию угломера.
Черт. 1
|
Диапазон намерений |
0 - 360° |
|
Цена деления шкалы |
1° |
|
Основная погрешность на всем диапазоне измерения не должна |
± 1° |
|
Размах показаний не должен превышать |
30' |
Усилие торможения на тормозной кнопке угломера должно быть 2 - 4 Н.
Отклонение измерительной поверхности контрольной линейки от прямолинейности в пределах угла наклона линейки на 20° в каждую сторону от среднего положения не должно превышать 0,005 мм на всей длине.
Твердость измерительной поверхности контрольной линейки не ниже 59 НRСэ ГОСТ 9013-59.
Параметр шероховатости измерительной поверхности контрольной линейки Ra ≤ 0,16 мкм, а поверхностей, прилегавших к измерительной поверхности контрольной линейки, Ra ≤ 0,63 мкм.
Расстояние между штрихами шкалы на радиусе, равном длине стрелки, не менее 0,5 мм. Ширина штрихов - в пределах 0,10 - 0,15 мм. Отклонение в ширине штрихов в пределах одной шкалы не более 0,05 мм.
Ширина стрелки, находящейся над шкалой, не более 0,15 мм.
Расстояние между конусом стрелки и циферблатом не должно превышать 0,5 мм.
Требование к размагниченности контрольных линеек контролирует изготовитель, потребитель контролирует размагниченность контрольных линеек после их нахождения в магнитных полях.
У угломеров предъявлены требования к внешнему виду:
отсутствие на наружных поверхностях дефектов, ухудшающих их внешний вид или влияющих на эксплуатационные качества;
наличие на наружных поверхностях угломеров, за исключением измерительной поверхности контрольной линейки, надежного противокоррозионного покрытия.
|
Габаритные размеры, мм, не более |
20×90×100 |
|
Масса, кг, не более |
0,18 |
Комплектность угломера должна соответствовать таблице.
Таблица
|
Обозначение |
Наименование |
Кол-во |
Примечание |
|
ЗУРИ-М.000 |
Угломер маятниковый в сборке Комплект укладок и тары |
1 |
|
|
ФП.ЗУРИ-М.000 |
Футляр Документы |
1 |
|
|
Угломер, маятниковый тип ЗУРИ-М. Паспорт |
1 |
На нерабочих поверхностях каждого угломера наносят:
товарный знак изготовителя
диапазон
цена деления шкалы
порядковый заводской номер
год выпуска
надпись «Made in USSR» - для экспортных поставок.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
|
УГЛОМЕР
МАЯТНИКОВЫЙ МЕТОДИКА ПОВЕРКИ |
МИ 1382-86 |
Срок введения с 21.07.86 г.
Настоящие методические указания распространяются на угломер маятниковый типа ЗУРИ-М, выпускаемый по ТУ 2-034-666-82, и устанавливают методику его первичной и периодических поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в таблице.
|
Наименование операции |
Номер пункта методических указаний |
Наименование образцового средства измерений или вспомогательного средства поверки; номер документа регламентирующего технические требования к средству; разряд по государственной поверочной схеме в (или) метрологические и (или) основные технические характеристики |
Обязательность проведения операции при |
||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации и хранении |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Внешний осмотр |
- |
Да |
Да |
Да |
|
|
Опробование: |
|||||
|
Проверка взаимодействия частей |
Плита 1-2-160×160 по ГОСТ 10905-86 |
Да |
Да |
Да |
|
|
Проверка размагниченности контрольной линейки |
Частицы из стали с содержанием углерода не более 0,15 % и массой не более 0,1 г. |
Да |
Да |
Да |
|
|
Определение (контроль) метрологических характеристик |
|||||
|
Проверка шероховатости поверхностей контрольной линейки |
Образцы шероховатости поверхности по ГОСТ 9378-75 с параметрами шероховатости Ra = 0,16 мкм, Ra = 0,63 мкм по ГОСТ 2789-73 Профилометр по ГОСТ 19300-86 Лупа 2,5-4× по ГОСТ 25706-83 |
Да |
Да |
Нет |
|
|
Определение ширины стрелки, штрихов и расстояния между штрихами шкалы |
Инструментальный микроскоп по ГОСТ 8074-82 универсальный измерительный микроскоп по ГОСТ 14968-69 |
Да |
Нет |
Нет |
|
|
Проверка расстояния между концом стрелки и циферблатом |
- |
Да |
Да |
Нет |
|
|
Определение усилия торможения на кнопке |
Весы для статического взвешивания с ценой деления 5 г по ГОСТ 23676-79 |
Да |
Да |
Нет |
|
|
Определение отклонения измерительной поверхности контрольной линейки от прямолинейности |
Пластина плоская - стеклянная для интерференционных измерений нижняя кл. точности 2 по ГОСТ 2923-75 Меры длины концевые плоскопараллельные кл. точности 2 по ГОСТ 9038-90 Линейка ЛЧ-1-200 по ГОСТ 8026-75 |
Да |
Да |
Да |
|
|
Проверка установки стрелки на нулевую отметку шкалы |
Плита 1-2-160×160 по ГОСТ 10905-86 Уровень брусковый 200-0,10 по ГОСТ 9392-89 |
Да |
Да |
Да |
|
|
Определение основной погрешности и размаха показаний |
Плита 1-2-160×160 по ГОСТ 10905-86 Меры плоского угла кл. точности 2 с номинальными значениями рабочих углов 450 и 90° по ГОСТ 2875-88 Уровень брусковый 200-0,10 по ГОСТ 9392-89 |
Да |
Да |
Да |
|
Примечания:
1. Допускается применение средств, не приведенных в перечне, но обеспечивающих определение (контроль) метрологических характеристик поверяемых средств измерений с требуемой точностью.
2. При получении отрицательного результата при проведении любой из операций по таблице поверку угломера допускается прекратить.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При проведении поверки должны быть соблюдены следующие требования безопасности: требования ГОСТ 12.3.002-75; оборудование, применяемое при поверке, должно соответствовать требованиям ГОСТ 12.2.003-74; воздух рабочей зоны должен соответствовать требованиям ГОСТ 12.1.005-76 при температуре помещения, соответствующей условиям для легких физических работ.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКИ К НЕЙ
3.1. При проведении поверки соблюдают следующие условия:
1) температура рабочего пространства (20 ± 5) °С;
2) относительная влажность не более 80 % при температуре +25 °С.
3.2. Перед поверкой измерительные поверхности угломера, образцовые средства измерений и вспомогательные средства поверки должны быть промыты бензином, протерты чистой тканью и выдержаны в помещении, где производят поверку, не менее 2 часов.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр
При внешнем осмотре должно быть установлено соответствие угломера следующим требованиям
4.1.1. Шкала должна быть разделена на две одинаковые части, каждая из которых имеет последовательно расположенные нарастающие деления от 0° до 90° и убывающие от 90° до 0°.
Каждое пятое деление должно быть отмечено удлиненным штрихом. Каждое десятое деление шкалы должно быть отмечено более длинным штрихом, чем каждое пятое и оцифровано двумя цифрами. Цифры внутреннего ряда должны дополнять до 90° цифры наружного ряда. Цифры внутреннего ряда должны быть красного цвета, а цифры наружного - черного.
4.1.2. Стрелка и элементы шкалы (штрихи, цифры) должны быть отчетливо видны на фоне циферблата.
4.1.3. Циферблат должен быть закрыт прозрачным материалом, не имеющим дефектов, препятствующих отсчету показаний или ухудшающих внешний вид прибора.
4.1.4. Наружные поверхности, за исключением измерительной поверхности контрольной линейки, должны иметь надежное противокоррозионное покрытие.
4.1.5. На наружных поверхностях угломера не должно быть дефектов, ухудшающих его внешний вид или влияющих на эксплуатационные качества.
4.1.6. Комплектность, маркировка, упаковка угломера должны соответствовать требованиям ТУ 2-034-666-82.
4.2. Опробование
4.2.1. При опробовании проверяют взаимодействие частей угломера:
тормозное устройство должно работать плавно, без скачков и заеданий, торможение стрелки не должно изменять показаний по шкале;
конец стрелки должен перекрывать короткие штрихи шкалы не менее чем на 0,3 и не более чем на 0,8 их длины.
4.2.2. Проверку размагниченности контрольной линейки производят с помощью частиц из низкоуглеродистой стали с содержанием углерода не более 0,15 % и массой не более 0,1 г.
4.3. Определение метрологических характеристик.
4.3.1. Шероховатость поверхности контрольной линейки проверяют методом визуального сравнения с соответствующими образцами шероховатости поверхности по ГОСТ 9378-75.
Параметр шероховатости Ra по ГОСТ 2789 не должен быть более:
0,16 мкм - для измерительной поверхности контрольной линейки;
0,63 мкм - для прилегающих поверхностей.
4.3.2. Ширину стрелки, ширину штрихов и расстояние между штрихами определяют измерением на инструментальном или универсальном микроскопе в процессе изготовления.
Ширину стрелки измеряют в той ее части, которая находится над шкалой. Ширина стрелки должна быть не более 0,1 - 0,15 мм.
Длину деления шкалы (расстояние между осями штрихов) измеряют на радиусе, равном длине стрелки. Расстояние между штрихами должно быть не менее 0,5 мм.
Ширину штрихов шкалы измеряют не менее, чем у пяти любых штрихов. Ширина штрихов должна быть в пределах 0,1 - 0,15 мм. Разница в ширине отдельных штрихов в пределах одной шкалы не должна превышать 0,05 мм.
4.3.3. Расстояние между концом стрелки и циферблатом проверяют по изменению показаний (параллаксу) при повороте угломера.
Стрелку совмещают с отметкой шкалы 0, затем угломер поворачивают вокруг стрелки приблизительно на угол 45° и одновременно, не меняя положения головы, наблюдают изменение показания. Изменение показаний угломера проверяют на отметках шкалы 0°, 90°. Изменения показаний не должны превышать одного деления шкалы. В этом случае расстояние между концом стрелки и циферблатом не превышает 0,5 мм.
4.3.4. Усилие торможения на тормозной кнопке угломера определяют с помощью циферблатных весов при контакте кнопки с площадкой весов. При этом положение стрелки угломера должно быть зафиксировано тормозной кнопкой на делениях шкалы в диапазоне 30 - 45°.
Нажимая кнопкой на площадку весов, наблюдают за моментом освобождения стрелки угломера и записывают показания стрелки весов. Усилие торможения на кнопке должно быть 0,2 - 0,4 кгс, что составляет 2 - 4 Н.
4.3.5. Отклонение измерительной поверхности контрольной линейки от прямолинейности проверяют путем наложения измерительного ребра контрольной линейки угломера на измерительную поверхность линейки типа ЛЧ.
Наклоняя угломер примерно на 20° в каждую сторону от среднего положения, величину просвета оценивают визуально, сравнивая с «образцом просвета».
Отклонение измерительной поверхности контрольной линейки от прямолинейности не должно превышать 0,005 мм на всей длине.
4.3.6. Установку стрелки на нулевую отметку шкалы определяют путем наложения измерительного ребра контрольной линейки угломера на измерительную поверхность поверочной плиты, установленной по уровню в горизонтальной плоскости. Отклонение стрелки от нулевой отметки шкалы не должно превышать половины деления шкалы.
4.3.7. Основную погрешность определяют с помощью мер плоского угла на поверочной плите, установленной по уровню в горизонтальной плоскости. Отсчет показаний производят с правой и левой стороны от нулевой отметки шкалы.
Измерительную поверхность контрольной линейки совмещают без просвета с измерительной поверхностью каждой меры плоского угла не менее пяти раз.
Наибольшее отклонение стрелки от ее нулевой установки принимают за основную погрешность угломера. Основная погрешность на всем диапазоне измерений не должна превышать ± 1°.
Размах показаний угломера определяют одновременно с определением основной погрешности. Наибольшая разность между показаниями угломера на проверяемом делении шкалы определяет размах показаний. Размах показаний не должен превышать половины деления шкалы.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты поверки угломеров при выпуске из производства предприятие-изготовитель оформляет отметкой в паспорте.
5.2. Положительные результаты государственной периодической поверки угломеров оформляют выдачей свидетельства по форме, установленной Госстандартом.
5.3. Результаты периодической ведомственной поверки угломеров оформляют соответствующим документом, составленным ведомственной метрологической службой.
5.4. Угломеры, не удовлетворяющие требованиям настоящих методических указаний к выпуску и применению не допускают, при этом в паспорте производят запись о непригодности угломеров. Кроме того, выдают извещение о непригодности и изъятии из обращения и применения угломеров, не подлежащих ремонту, или о проведении повторной поверки после ремонта.
|
РАЗРАБОТАНЫ |
Кировским инструментальным заводом «Красный инструментальщик» имени 60-летия Союза ССР Министерства станкостроительной и инструментальной промышленности СССР |
|
ИСПОЛНИТЕЛИ Е.С. Суслова (руководитель темы); Н.А. Торопова |
|
|
УТВЕРЖДЕНЫ НПО «ВНИИМ им. Д.И. Менделеева» 17.06.86. |
|
СОДЕРЖАНИЕ