ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ Р (ЕН 847-1:2005) |

ПИЛЫ
ДИСКОВЫЕ ДЛЯ БРЕВНОПИЛЬНЫХ
СТАНКОВ И АВТОМАТИЧЕСКИХ ЛИНИЙ
Общие технические условия
EN 847-1:2005
Tools for woodworking. Safety requirements.
Part 1. Milling tools and circular saw blades.
(MOD)
|
|
Москва Стандартинформ 2012 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ») на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 ноября 2011 г. № 532-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому региональному стандарту ЕН 847-1:2005 «Инструмент для деревообработки. Требования безопасности. Часть 1. Фрезерный инструмент и дисковые пилы» (EN 847-1:2005 «Tools for woodworking. Safety requirements. Part 1. Milling tools and circular saw blades»).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, приведены в разделах 1, 2, 4, 6, 7, подразделах 3.1, 3.2, пункте 3.3.2, подразделе 3.4, пунктах 5.1 - 5.7, 5.9 - 5.11 и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного европейского регионального стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуются в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 54489-2011
(ЕН 847-1:2005)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПИЛЫ ДИСКОВЫЕ ДЛЯ БРЕВНОПИЛЬНЫХ СТАНКОВ
И АВТОМАТИЧЕСКИХ ЛИНИЙ
Общие технические условия
Circular saws for cutting logs machines and automatic lines. General technical requirements
Дата введения - 2013-01-01
1 Область применения
Настоящий стандарт распространяется на дисковые пилы, оснащенные напайными пластинами твердого сплава и наплавленным износостойким литым сплавом (стеллитом), предназначенные для первичной продольной распиловки лесоматериалов хвойных и лиственных пород на круглопильных бревнопильных станках и автоматических линиях.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 980-80 Пилы круглые плоские для распиловки древесины. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75)
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 7016-82 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 9013-59 Металлы. Методы измерения твердости по Роквеллу (ИСО 6508-86 «Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)», MOD)
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия (ИСО 2632-1-85 «Образцы шероховатости поверхности рабочие. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, фасонные и строганные», MOD; ИСО 2632-2-85 «Образцы шероховатости поверхности рабочие. Часть 2. Образцы, полученные с помощью электроэрозии, обдувки металлической дробью и стальной крошкой и полирования», MOD)
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ГОСТ 23677-79 Твердомеры для металла. Общие технические требования
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Пилы следует изготовлять двух типов:
1 - оснащенные напайными твердосплавными пластинами;
2 - оснащенные наплавленным износостойким литым сплавом (стеллитом).
Пилы типа 1 следует изготовлять двух исполнений:
1 - без очистителей пропила;
2 - с очистителями пропила.
Пилы типа 2 следует изготовлять трех исполнений:
1 - без очистителей пропила;
2 - с очистителями пропила;
3 - с групповым расположением зубьев.
3.1.2 Основные размеры пил типов 1 и 2, исполнений 1 и 2 должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
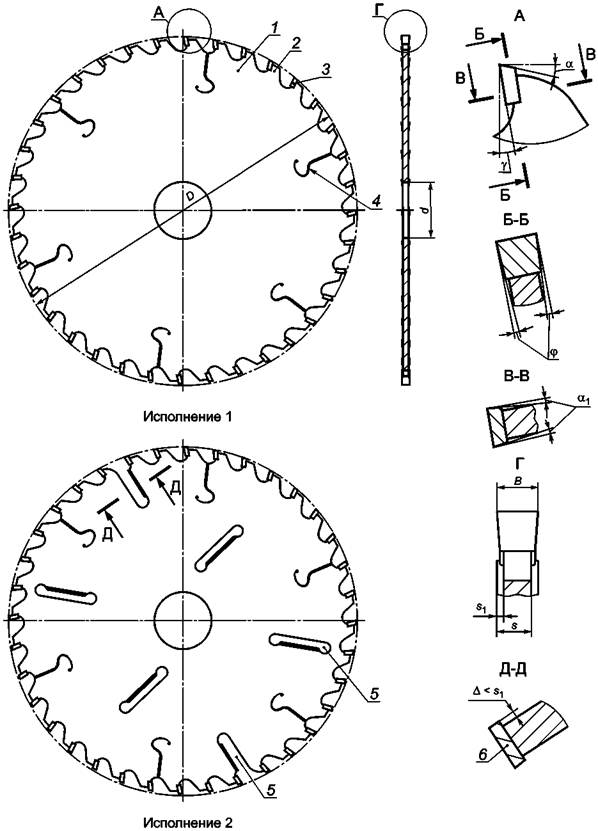
1 - корпус; 2 - зуб; 3 - пластина
твердосплавная; 4 - компенсаторы;
5 - окна очистителей пропила; 6 - пластины
очистителей пропила
Рисунок 1 - Тип 1

1 - корпус; 2 - зуб; 3 - твердый сплав
- стеллит; 4 - компенсаторы;
5 - окна очистителей пропила; 6 - пластины
очистителей пропила
Рисунок 2 - Тип 2
Таблица 1 Размеры в миллиметрах
|
В |
s |
s1 |
d |
Число зубьев пилы z |
g |
Число пластин очистителей пропила пил исполнения 2 |
||
|
Тип 1 |
Тип 2 |
|||||||
|
250 |
4,2 |
2,6 |
0,8 |
От 30 до 80 включ. |
16; 24 |
От 10° до 25° включ. |
От 20° до 40° включ. |
2; 3 |
|
4,0 |
0,7 |
|||||||
|
315 |
4,4 |
2,8 |
0,8 |
От 50 до 80 включ. |
18; 24; 28 |
|||
|
4,2 |
0,7 |
|||||||
|
355 |
4,6 |
0,9 |
От 50 до 100 включ. |
4; 5; 6 |
||||
|
4,4 |
0,8 |
|||||||
|
400 |
4,6 |
0,9 |
18; 24; 28; 32 |
|||||
|
4,4 |
0,8 |
|||||||
|
450 |
5,6 |
1,4 |
||||||
|
4,8 |
1,0 |
|||||||
|
5,8 |
3,0 |
1,4 |
||||||
|
5,0 |
1,0 |
|||||||
|
5,0 |
3,2 |
0,9 |
||||||
|
4,8 |
0,8 |
|||||||
|
500, 560 |
5,8 |
3,0 |
1,4 |
|||||
|
5,0 |
1,0 |
|||||||
|
6,0 |
3,2 |
1,4 |
||||||
|
5,2 |
1,0 |
|||||||
|
5,4 |
3,4 |
1,0 |
||||||
|
5,0 |
0,8 |
|||||||
|
600; 630; 650 |
6,4 |
3,4 |
1,5 |
От 50 до 125 включ. |
18; 24; 28; 32; 36 |
|||
|
5,8 |
1,2 |
|||||||
|
6,6 |
3,6 |
1,5 |
||||||
|
6,0 |
1,2 |
|||||||
|
6,2 |
3,8 |
1,2 |
||||||
|
5,8 |
1,0 |
|||||||
|
710 |
7,0 |
3,8 |
1,6 |
24; 36; 48; 60 |
3; 6; 9 |
|||
|
6,4 |
1,3 |
|||||||
|
6,8 |
4,0 |
1,4 |
||||||
|
6,4 |
1,2 |
|||||||
|
800 |
7,0 |
3,8 |
1,6 |
|||||
|
6,4 |
1,3 |
|||||||
|
7,2 |
4,0 |
1,6 |
||||||
|
6,6 |
1,3 |
|||||||
|
7,3 |
4,5 |
1,4 |
||||||
|
6,9 |
1,2 |
|||||||
|
900 |
7,2 |
4,0 |
1,6 |
|||||
|
6,6 |
1,3 |
|||||||
|
7,3 |
4,5 |
1,4 |
||||||
|
6,9 |
1,2 |
|||||||
|
1000 |
8,1 |
4,5 |
1,8 |
|||||
|
7,5 |
1,5 |
|||||||
|
8,2 |
5,0 |
1,6 |
||||||
|
7,8 |
1,4 |
|||||||
|
1100 |
8,3 |
4,5 |
1,9 |
От 50 до 125 включ. |
36; 48; 60; 72 |
От 10° до 25° включ. |
От 20° до 40° включ. |
6; 9; 12 |
|
7,7 |
1,6 |
|||||||
|
8,6 |
5,0 |
1,6 |
||||||
|
8,0 |
1,4 |
|||||||
|
1250 |
9,0 |
5,0 |
2,0 |
|||||
|
8,4 |
1,7 |
|||||||
|
9,3 |
5,5 |
1,9 |
||||||
|
8,7 |
1,6 |
|||||||
|
Примечания 1 Большие числа зубьев - для пил исполнения 1. 2 Большие значения В и s1 для каждой толщины корпуса пилы s приняты для распиловки древесины хвойных пород абсолютной влажности выше 30 %, а меньшие значения В и s1 - для распиловки древесины твердых лиственных пород. По согласованию с заказчиком допускаются другие значения В, s, s1 и z в пределах ±20 %. |
||||||||
Примеры условного обозначения пилы типа 1, исполнения 1, с наружным диаметром 450 мм, диаметром посадочного отверстия 50 мм, шириной пропила 5,8 мм, числом зубьев 28:
Пила 1-1-450-50-5,8-28 ГОСТ Р 54489-2011
То же, исполнения 2, с наружным диаметром 500 мм, диаметром посадочного отверстия 50 мм, шириной пропила 5,2 мм, числом зубьев 32 и числом пластин очистителей пропила 4:
Пила 1-2-500-50-5,2-32-4 ГОСТ Р 54489-2011
3.1.3 Основные размеры пил типа 2 исполнения 3 должны соответствовать указанными на рисунке 3 и в таблице 2.
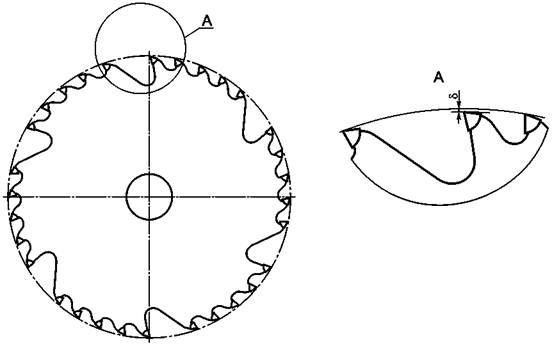
Рисунок 3
Таблица 2
Размеры в миллиметрах
|
В |
s |
s1 |
d |
g |
Число зубьев пилы z при числе групп п |
|||||
|
6 |
8 |
|||||||||
|
Число зубьев в группе z1 |
||||||||||
|
6 |
7 |
5 |
6 |
8 |
||||||
|
600 630 650 |
6,4 |
3,4 |
1,5 |
От 50 до 125 включ. |
От 15° до 45° включ. |
36 |
42 |
- |
- |
- |
|
5,8 |
1,2 |
|||||||||
|
6,6 |
3,6 |
1,5 |
||||||||
|
6,0 |
1,2 |
|||||||||
|
6,8 |
3,8 |
1,5 |
||||||||
|
6,2 |
1,2 |
|||||||||
|
710 |
7,0 |
1,6 |
||||||||
|
6,4 |
1,3 |
|||||||||
|
7,2 |
4,0 |
1,6 |
||||||||
|
6,6 |
1,3 |
|||||||||
|
800 |
7,0 |
3,8 |
1,6 |
- |
- |
40 |
48 |
- |
||
|
6,4 |
1,3 |
|||||||||
|
7,2 |
4,0 |
1,6 |
||||||||
|
6,6 |
1,3 |
|||||||||
|
7,7 |
4,5 |
1,6 |
||||||||
|
7,1 |
1,3 |
|||||||||
|
900 |
7,2 |
4,0 |
1,6 |
|||||||
|
6,6 |
1,3 |
|||||||||
|
7,7 |
4,5 |
1,6 |
||||||||
|
7,1 |
1,3 |
|||||||||
|
1000 |
8,1 |
1,8 |
- |
- |
40 |
48 |
- |
|||
|
7,5 |
1,5 |
|||||||||
|
8,6 |
5,0 |
1,8 |
||||||||
|
8,0 |
1,5 |
|||||||||
|
1100 |
8,6 |
1,8 |
||||||||
|
8,0 |
1,5 |
|||||||||
|
1250 |
9,0 |
5,0 |
2,0 |
- |
- |
- |
- |
64 |
||
|
8,6 |
1,8 |
|||||||||
|
9,3 |
5,5 |
1,9 |
||||||||
|
8,9 |
1,7 |
|||||||||
|
Примечание - Большие значения B u s1 для каждой толщины корпуса пилы s приняты для распиловки древесины хвойных пород абсолютной влажности выше 30 %, а меньшие значения B u s1 - для распиловки древесины твердых лиственных пород. По согласованию с заказчиком допускаются другие значения В, s, s1 и z в пределах ±20 %. |
||||||||||
Пример условного обозначения пилы типа 2, исполнения 3, с наружным диаметром 900 мм, диаметром посадочного отверстия 80 мм, шириной пропила 6,6 мм, числом зубьев 48:
Пила 2-3-900-80-6,6-48 ГОСТ Р 54489-2011
3.1.4 Задние углы: a = 15° ± 1°30¢; a1 = 3° ± 30¢. Угол j в плане 1° ± 30¢.
3.1.5 Размер D для пластин очистителей пропила должен быть: D = s1 - (0,1 ... 0,3) мм.
3.2 Характеристики
3.2.1 Корпуса пил следует изготовлять из стали марки 9ХФ по ГОСТ 5950. Допускается изготовлять корпуса пил из сталей других марок, не уступающих по физико-механическим свойствам стали марки 9ХФ.
3.2.2 Режущие пластины зубьев пил типа 1 должны быть из твердого сплава марок ВК8, ВК15 по ГОСТ 3882 или из других марок, не уступающих им по физико-химическим свойствам.
3.2.3 Режущая часть зубьев пил типа 2 должна быть из литого твердого сплава (стеллита) марки Пр-ВЗК-Р по ГОСТ 21449 или из других марок, не уступающих ему по физико-механическим свойствам.
3.2.4 Пластины из твердого сплава пил типа 1 должны быть припаяны припоем, обеспечивающим эксплуатационную прочность и надежность. Видимый разрыв слоя припоя по контуру пайки должен быть не более 10 % его общей длины.
3.2.5 Твердость корпусов пил - 40 ... 45 HRC.
В зоне термического влияния от нагрева при пайке и наплавке допускается снижение твердости до 30 ... 35 HRC.
Зона термического влияния от нагрева при пайке и наплавке расположена между вершиной зуба и его основанием.
Зоны термического влияния соседних зубьев пилы не должны перекрывать друг друга.
3.2.6 На поверхностях корпусов пил не должно быть трещин, волосовин, расслоений, забоин и следов коррозии; на режущих кромках зубьев не должно быть сколов и трещин.
3.2.7 На поверхностях корпусов пил в зоне впадин зубьев не должно быть следов побежалости от пайки и наплавки износостойкого слоя.
3.2.8 Допуск прямолинейности торцовых поверхностей корпусов пил должен быть, мм, не более:
|
0,1 - для пил диаметром до 450 мм включительно; |
|
0,2 » » » свыше 450 » 800 мм »; |
|
0,3 » » » » 800 » 1250 мм ». |
3.2.9 Пилы должны быть выправлены. На торцовых поверхностях корпусов пил допускаются следы правки глубиной, мм, не более:
|
0,08 - для пил диаметром до 800 мм включительно; |
|
0,10 » » » свыше 800 мм. |
3.2.10 Неравномерность толщины корпуса в пределах одной пилы без учета следов правки должна быть, мм, не более:
|
0,05 - для пил диаметром до 450 мм включительно; |
|
0,08 » » » свыше 450 » 800 мм »; |
|
0,10 » » » » 800 » 1000 мм »; |
|
0,12 » » » » 1000 » 1250 мм ». |
3.2.11 Пилы типов 1 и 2 исполнения 1 должны иметь нормированное напряженное состояние, характеризуемое величиной вогнутости, указанной в ГОСТ 980 (пункт 2.10 и таблица 3).
3.2.12 Параметры шероховатости поверхностей пил по ГОСТ 2789 должны быть, мкм, не более:
|
Rz3,2 - передних, задних и боковых поверхностей зубьев пил типа 1 |
|
Rz6,3 » » » » » » типа 2 |
Ra 1,25 - торцовых поверхностей корпусов пил и посадочного отверстия;
Rz 25 - остальных поверхностей.
3.2.13 Предельные отклонения углов зубьев пил должны быть не более:
±1°30¢ - передних и задних углов;
±30 - углов, номинальное значение которых не превышает 5°.
3.2.14 Предельные отклонения размеров пил должны быть не более:
js16 - для наружного диаметра пил;
Н8 - для диаметра посадочного отверстия;
h12 - для толщин корпусов.
3.2.15 Разность двух любых шагов зубьев пил типов 1 и 2 исполнений 1 и 2 должна быть, мм, не более:
|
0,4 - при шаге до 20 мм включительно; |
|
0,7 » » свыше 20 » 40 мм »; |
|
1,0 » » » 40 » 60 мм »; |
|
1,5 » » » 60 мм. |
3.2.16 Предельные отклонения выступа зубьев, оснащенных литым твердым сплавом, и пластин очистителей пропила относительно корпуса пилы должны быть не более ±0,05 мм.
3.2.17 Допуск торцового биения вершин зубьев должен быть, мм, не более:
|
0,3 - для пил диаметром до 450 мм включительно; |
|
0,5 » » » свыше 450 » 800 мм »; |
|
0,6 » » » » 800 » 1000 мм »; |
|
0,8 » » » » 1000 » 1250 мм ». |
3.2.18 Допуск радиального биения вершин зубьев должен быть, мм, не более:
|
0,15 - для пил диаметром до 355 мм включительно; |
|
0,3 » » » свыше 355 » 560 мм »; |
|
0,4 » » » » 560 » 800 мм »; |
|
0,5 » » » » 800 » 1250 мм ». |
3.2.19 Пилы должны быть статически уравновешены. Дисбаланс пил должен быть, г×мм, не более:
|
400 - для пил диаметром до 450 мм включительно; |
|
600 » » » свыше 450 » 800 мм »; |
|
800 » » » » 800 » 1250 мм ». |
50 г×мм на каждый 1 кг массы пилы - для пил массой свыше 20 кг.
3.2.20 Средний ![]() и установленный
Ту периоды стойкости пил типов 1
и 2 при условиях испытаний по 5.9 должны быть, м,
не менее:
и установленный
Ту периоды стойкости пил типов 1
и 2 при условиях испытаний по 5.9 должны быть, м,
не менее:
![]() = 1600; Ту
= 800.
= 1600; Ту
= 800.
3.3 Маркировка
3.3.1 На торце корпуса каждой пилы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- диаметр пилы;
- предельная рабочая частота вращения;
- ширина пилы;
- число зубьев;
- материал режущей части.
Примечание - Допускается маркировка другой информации по требованию заказчика.
3.3.2 Маркировка потребительской тары и транспортная маркировка - по ГОСТ 18088.
3.4 Упаковка
Упаковка пил - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка пил - по ГОСТ 23726.
4.2 Периодические испытания на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год. Испытания проводят не менее чем на трех пилах любого типоразмера.
Допускается испытания проводить у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид пил контролируют визуально с помощью лупы ЛП-1-5х по ГОСТ 25706. Допускается внешний вид пил контролировать визуально сравнением с образцами, утвержденными в установленном порядке.
5.2 Контроль твердости корпусов пил - по ГОСТ 9013 с помощью твердомера по ГОСТ 23677.
5.3 Отклонение от прямолинейности торцовых поверхностей пил проверяют поверочной линейкой и щупами в направлениях диаметров, радиусов и хорд с обеих сторон корпуса пилы или на специальном приспособлении. Допускается отклонение пилы от вертикальной плоскости в пределах ±5 мм. При проверке по диаметру длина поверочной линейки должна быть меньше диаметра окружности впадин, но не более чем на 10 мм.
5.4 Шероховатость поверхностей пил проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости не более указанных в 3.2.11. Шероховатость обработанных поверхностей древесины определяется по параметру Rmmax no ГОСТ 7016 с помощью индикатора часового типа ИЧ05 по ГОСТ 577 с ценой деления 0,01 мм. Сравнение осуществляют визуально с применением лупы ЛП-1-5х по ГОСТ 25706.
5.5 При контроле размерных параметров пил применяют методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051, - при измерении линейных размеров;
- 35 % допуска на проверяемый угол - при измерении угловых размеров;
- 25 % допуска на проверяемый параметр - при измерении отклонения формы и расположения поверхностей.
5.6 Контроль торцового и радиального биений зубьев пил осуществляют с помощью индикатора часового типа ИЧ05 по ГОСТ 577 с ценой деления 0,01 мм при вертикальной установке пилы на оправке, имеющей опорный торец и закрепленной шайбами и гайками.
Диаметр шайб должен быть, мм, не менее:
|
100 - для пил диаметром до 315 мм включительно; |
|
125 » » » свыше 315 » 560 мм »; |
|
160 » » » » 560 » 1000 мм »; |
|
200 » » » » 1000 » 1250 мм ». |
Допуск торцового биения шайб должен быть, мм, не более:
|
0,02 - для шайб диаметром до 125 мм включительно; |
|
0,03 » » » свыше 125 мм. |
5.7 Статический дисбаланс пил контролируют на установках для статической балансировки, отвечающих установленным для них нормам точности.
Перед испытаниями пил на прочность проводят проверку на уравновешенность по 3.2.19 и на соблюдение требований безопасности по разделу 6.
5.9 Испытания пил на работоспособность,
средний ![]() и установленный Ту периоды
стойкости проводят на круглопильных станках,
соответствующих установленным для них нормам
точности, на режимах, указанных в таблице
3. Перед испытаниями
на работоспособность и стойкость проводят испытания
пил по 5.8.
и установленный Ту периоды
стойкости проводят на круглопильных станках,
соответствующих установленным для них нормам
точности, на режимах, указанных в таблице
3. Перед испытаниями
на работоспособность и стойкость проводят испытания
пил по 5.8.
Таблица 3
|
Тип пилы |
Обрабатываемый материал |
Режимы резания |
||
|
Скорость резания, м/с |
Подача на зуб, мм/зуб |
Высота пропила, мм |
||
|
1 |
Твердолиственная древесина, талая влажность 40 % - 60 % |
40 - 60 |
0,2 - 0,4 |
200 |
|
2 |
Хвойная древесина, талая влажность 40 % - 60 % |
50 - 70 |
||
При испытаниях пил на работоспособность каждой пилой должно быть обработано не менее 50 м выбранного в соответствии с таблицей 3 материала, после чего на режущих кромках не должно быть прижогов, трещин и сколов, а также прижогов на обрабатываемом материале.
5.10 Критерием затупления пил является ухудшение качества распиловки:
- отклонение прямолинейности реза от плоскости пропила должно быть не более 1,0 мм;
- ухудшение шероховатости Rmmax обработанных поверхностей, превышающее 800 мкм.
5.11 Приемочные значения среднего и установленного периодов стойкости пил типов 1 и 2 должны быть, м, не менее:
![]() = 1840; Ту = 920.
= 1840; Ту = 920.
6 Требования безопасности
6.1 Каждая пила должна быть испытана предприятием-изготовителем на прочность вращением при условиях, указанных в 5.9.
6.2 Диаметры зажимных фланцев для обеспечения устойчивости работы дисковых пил с равномерно расположенными зубьями приведены в таблице А.1 (приложение А).
6.3 Длина компенсационно-охлаждающих прорезей в зависимости от диаметра пилы приведена в таблице А.2 (приложение А).
6.4 Частота вращения пил в работе зависит от диаметра и толщины корпуса и не должна превышать указанную в приложении В.
6.5 Рекомендуемая скорость резания должна находиться в диапазоне свыше 40 до 60 м/с включительно.
6.6 Зубья пил типа 1 исполнений 1 и 2 должны иметь передний угол g от 20° до 25° включительно при распиловке лесоматериалов хвойных пород; от 15° до 20° включительно - при распиловке лесоматериалов твердых лиственных пород; от 10° до 15° включительно - при распиловке мерзлой древесины.
6.7 Зубья пил типа 2 исполнений 1 - 3 должны иметь передний угол g от 35° до 40° включительно при распиловке лесоматериалов хвойных пород; от 20° до 30° включительно - при распиловке лесоматериалов твердых лиственных пород и мерзлой древесины.
6.8 Величина занижения d первого зуба после выреза зубьев в пилах типа 2 исполнения 3 должна быть в пределах 0,15 - 1,5 мм в зависимости от количества удаленных зубьев и подачи на зуб.
6.9 Работа с затупленными режущими кромками не допускается.
7 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
Приложение А
(рекомендуемое)
Таблица А.1 - Диаметр зажимных фланцев пил типов 1 и 2, исполнение 1
В миллиметрах
|
Диаметр фланца |
Наименьший диаметр фланца* |
|
|
От 250 до 315 включ. |
100 |
90 |
|
Св. 315 до 560 включ. |
125 |
115 |
|
Св. 560 до 800 включ. |
150 |
140 |
|
Св. 800 до 1000 включ. |
175 |
160 |
|
1100 |
200 |
180 |
|
1250 |
250 |
200 |
|
* Наименьший диаметр зажимных фланцев рекомендуется для корпусов пил большей толщины. |
||
Таблица А.2 - Длина компенсационно-охлаждающих прорезей в корпусах пил типов 1 и 2, исполнение 1
В миллиметрах
|
Длина прорези |
Диаметр пилы D |
Длина прорези |
|
|
250 |
От 15 до 30 включ. |
От 600 до 710 включ. |
От 35 до 65 включ. |
|
315 |
От 20 до 35 включ. |
800; 900 |
От 40 до 70 включ. |
|
355 |
От 22 до 35 включ. |
900; 1000 |
От 45 до 80 включ. |
|
400; 450 |
От 25 до 45 включ. |
1100; 1250 |
От 50 до 90 включ. |
|
500; 560 |
От 30 до 55 включ. |
- |
- |
|
Примечание - Наименьшая длина компенсационно-охлаждающих прорезей рекомендуется для корпусов пил большей толщины. |
|||
Приложение
В
(рекомендуемое)
Таблица В.1
|
D, мм |
Частота вращения пил, мин-1, при толщине корпуса пилы s, мм |
||||||||||
|
2,6 |
2,8 |
3,0 |
3,2 |
3,4 |
3,6 |
3,8 |
4,0 |
4,5 |
5,0 |
5,5 |
|
|
250 |
6500 |
7000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
315 |
5500 |
6000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
355 |
4500 |
5000 |
5600 |
- |
- |
- |
- |
- |
- |
- |
- |
|
400 |
4000 |
4500 |
4800 |
- |
- |
- |
- |
- |
- |
- |
- |
|
450 |
- |
3500 |
3800 |
4200 |
- |
- |
- |
- |
- |
- |
- |
|
500 |
- |
3100 |
3400 |
3750 |
4000 |
- |
- |
- |
- |
- |
- |
|
560 |
- |
- |
2600 |
2800 |
2950 |
3050 |
- |
- |
- |
- |
- |
|
630 |
- |
- |
- |
2000 |
2200 |
2350 |
2500 |
- |
- |
- |
- |
|
710 |
- |
- |
- |
- |
2000 |
2200 |
2350 |
2450 |
- |
- |
- |
|
800 |
- |
- |
- |
- |
- |
1700 |
2000 |
2050 |
- |
- |
- |
|
900 |
- |
- |
- |
- |
- |
- |
1100 |
1250 |
1300 |
- |
- |
|
1000 |
- |
- |
- |
- |
- |
- |
- |
1000 |
1100 |
1150 |
- |
|
1100 |
- |
- |
- |
- |
- |
- |
- |
- |
850 |
900 |
1000 |
|
1250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
800 |
900 |
|
Примечание - Для пил с групповым расположением зубьев максимально допустимые частоты вращения могут быть увеличены до 20 %. |
|||||||||||
Ключевые слова: пилы дисковые для бревнопильных станков, технические условия, требования безопасности