Госстрой СССР
Ордена Трудового Красного Знамени
научно-исследовательский институт
бетона и железобетона (НИИЖБ)
РЕКОМЕНДАЦИИ
ПО РАСЧЕТУ
И ИЗГОТОВЛЕНИЮ
ИЗДЕЛИЙ
ИЗ ПОРИЗОВАННОГО
АРБОЛИТА
Утверждены
директором НИИЖБ
27 декабря 1982 г.
Москва 1983
Рекомендованы к изданию секцией по технологии бетона НТС НИИЖБ Госстроя СССР от 19 февраля 1982 г.
Рекомендации по расчету и изготовлению изделий из поризованного арболита, М., НИИЖБ Госстроя СССР, 1983, 64 c/
Приведены нормативные и расчетные характеристики поризованного арболита и особенности расчета изделий из него. Изложены общие положения по технологии производства изделий из поризованного арболита. Приведены требования к составляющим поризованной арболитовой смеси, ее приготовлению, подбору составов поризованного арболита, формованию и назначению режимов тепловой обработки изделий, а также контролю производства работ и качества поризованного арболита.
Рекомендации предназначены для инженерно-технических работников заводов и строительных организаций, изготовляющих изделия и конструкции из арболита и сборного железобетона, а также проектных и научно-исследовательских организаций.
ПРЕДИСЛОВИЕ
В последние годы опыт исследования и применения арболита - легкого бетона на органических заполнителях из отходов лесного и деревообрабатывающей промышленности, а также сельскохозяйственного производства, обогатился новыми достижениями. Из арболита изготовляются стеновые панели и блоки, плиты покрытий и плиты перекрытий, перегородочные и теплоизоляционные плиты и другие изделия.
Результаты исследований арболита позволили найти закономерности формирования его основных свойств и пути их улучшения. Совершенствование технологии приготовления арболита и конструкций из него открывает возможности повышения его однородности, эксплуатационной надежности и технико-экономической эффективности.
Так, в частности, проведенные в НИИЖБ исследования по технологии формования изделий из легкоподвижных смесей позволили выявить пути повышения эффективности производства и улучшения свойств арболита за счет целенаправленного изменения свойств арболитовой смеси и структуры самого материала*/.
____________
*/ А.с. 730664 (СССР). Способ приготовления арболитовой смеси / Б.А. Крылов, Г.А. Бужевич, В.И. Савин, Н.И. Абраменков - Б.И. 1980, № 16.
Применение поризованной арболитовой смеси позволяет изготовлять конструкции и изделия из арболита на обычном формовочном оборудовании действующих предприятий сборного железобетона без нарушения основного технологического процесса, а также значительно улучшить качество арболита. По технологии, предложенной НИИЖБ, в заводских условиях выпущены опытно-промышленные партии крупноформатных панелей из арболита на Октябрьском домостроительном комбинате Минлесбумпрома СССР и в Шеманихинском леспромхозе Росколхозстройобъединения, а также на КПД Архангельского ДСК Главархангельскстроя Минпромстроя СССР.
Настоящие Рекомендации содержат основные требования по технологии поризованного арболита и расчету конструкций из него.
Рекомендации разработаны НИИ бетона и железобетона Госстроя СССР (д-р техн. наук И.Е. Путляев, кандидаты техн. наук В.И. Савин, А.А. Кудрявцев, Н.И. Абраменков, Г.Е. Колосов, В.Ф. Степанова, Л.В. Никитина, З.М. Ларионова, канд. техн. наук И.И. Курбатова, инженеры О.П. Манза, Л.Е. Будашкина, В.И. Попугаев, Т.А. Сигачева) при участии НИИСФ Госстроя СССР (кандидаты техн. наук И.Н. Бутовский, Н.А. Тачкова). Росколхозстройобъединения (канд. техн. наук В.С. Кузнецов, инж. В.С. Коваленко), ВНИИДрев Минлесбумпрома СССР (инж. Ю.С. Беленький), треста «Лесстройдеталь» Минлесбумпрома СССР (инж. В.Н. Рябченко), Главмособлстройматериалов (канд. техн. наук Э.М. Арончик, инж. Н.А. Шевцова), Горьковколхозстроя Росколхозстройобъединения (инженеры А.Р. Шаповал, Р.И. Григорьев, И.В. Журавская, В.В. Кезин), Октябрьского ДСК треста «Лесстройдеталь» Минлесбумпрома, СССР (инженеры А.Ф. Порошин, В.Н. Лапшин, З.Ф. Янукова), цеха арболита Шэманихинского ЛПХ Горьковколхозстроя (инж. П.Ф. Стрельченко), Московского лесотехнического института (инж. Б.А. Соколов), филиала Московского ордена Трудового Красного Знамени института стали и сплавов в г. Электросталь (инж. В.Г. Лисанцов), Главархангельскстроя Минпромстроя СССР (инженеры С.В. Богословский, А.Н. Румянцев, А.П. Сезонова).
Все пожелания и замечания по содержание настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
Дирекция НИИЖБ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации составлены в развитие. «Инструкции по проектированию, изготовлению и применению конструкций и изделий из арболита», СН 549-82, и предназначены для руководства при изготовлении в заводских условиях изделий и конструкций (именуемых в дальнейшем изделия) из арболита, поризованного в процессе приготовления арболитовой смеси пеной или воздухововлекающими добавками.
Изделия из поризованного арболита, изготовленные в соответствии с требованиями настоящих Рекомендаций, предназначаются для применения в зданиях различного назначения с относительной влажностью воздуха помещений не более 60 %.
Допускается применение изделий из поризованного арболита в зданиях с относительной влажностью воздуха помещений более 60 % при наличии в этих изделиях изолирующих слоев из бетона или раствора требуемой плотности, которые должны предусматриваться рабочими чертежами.
1.2. Поризованный арболит представляет собой искусственный конгломерат, получаемый в результате формования и твердения рационально подобранной поризованной арболитовой смеси, состоящей из: портландцемента; органических заполнителей в виде дробленки из хвойных или твердолиственных древесных пород; воды; порообразующей и химических добавок.
Примечание. Древесная дробленка должна максимально насыщать арболитовую смесь и расход ее должен быть не менее 1,3 м3/м3 арболита.
1.3. Арболитовую смесь поризуют с целью:
снижения расхода цемента;
улучшения удобоукладываемости, связности и однородности арболитовой смеси с тем, чтобы сократить продолжительность формования изделий, обеспечить уплотнение смеси вибрированием без применения пригруза по поточно-агрегатной или конвейерной технологии, а также чтобы уменьшить ее расслоение при транспортировании и укладке в формы;
получения арболита слитного строения с однородной равномерно распределенной воздушной пористостью в цементирующем компоненте, который полностью заполняет пустоты между частицами заполнителя и исключает возможность промочек стеновых ограждений под действием косых дождей;
снижения плотности (объемной массы) арболита на 50 - 100 кг/м3 при неизменном качестве заполнителя;
улучшения качества изделий за счет получения четких граней, включая оконные и дверные проемы, и гладких поверхностей;
увеличения трещиностойкости, водостойкости и морозостойкости.
1.4. Изделия из поризованного арболита следует изготовлять в соответствии с требованиями ГОСТ 19222-73 по рабочим чертежам, утвержденным в установленном порядке, на основе стандартов предприятий или технологических карт, разрабатываемых и утверждаемых до начала производства и содержащих требования и указания по технологии изготовления и контролю качества на всех стадиях производственного процесса.
1.5. Изделия из поризованного арболита применяются для строительства жилых, общественных, промышленных и сельскохозяйственных зданий в качестве: панелей и блоков наружных стен; плит перекрытий и покрытий зданий; панелей перегородок.
Примечание. Плиты перекрытий и покрытий зданий допускается применять только в виде комбинированных конструкций в сочетании с железобетоном.
1.6. Панели и блоки наружных стен выпускают с разнообразной архитектурно-выразительной фасадной отделкой, осуществляемой в процессе формования изделий и на специализированных отделочных постах и линиях в соответствии с «Инструкцией по изготовлению изделий из ячеистого бетона», СН 277-80 (М., 1981)., «Руководством по заводской технологии изготовления наружных стеновых панелей из легких бетонов на пористых заполнителях» (М., 1980) и другими инструктивно-нормативными документами.
1.7. Основные теплотехнические параметры при проектировании изделий из поризованного арболита принимают согласно главе СНиП II-3-79* «Строительная теплотехника. Нормы проектирования» как для арболита с соответствующей плотностью (объемной массой).
1.8. Конструкции из поризованного арболита рассчитывают в соответствии с требованиями Инструкции СН 549-82, главы СНиП по проектированию бетонных и железобетонных конструкций, а также настоящих Рекомендаций.
1.9. При изготовлении изделий из поризованного арболита необходимо соблюдать «Правила техники безопасности и производственной санитарии на заводах и заводских полигонах железобетонных изделий» (М., 1970), «Санитарные нормы проектирования промышленных предприятий», СН 245-71, а также правила противопожарной техники, предусмотренные главой СНиП II-2-81.
2. НОРМАТИВНЫЕ И РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ ПОРИЗОВАННОГО АРБОЛИТА
2.1. Поризованный арболит по основным свойствам разделяется:
а) по плотности (объемной массе) в высушенном до постоянной массы состоянии на 500, 600, 700, 800 кг/м3, определяемой по ГОСТ 12730.1-78;
б) по прочности на сжатие на проектные марки M15, М25, М35 и М50, определяемой по ГОСТ 10180-78;
в) по морозостойкости на марки - Мрз 25, Мрз 35, Мрз 50, определяемой по ГОСТ 7025-78.
Примечание. Для изделий, запроектированных с учетом требований стандарта СЭВ 1406-78, показатели прочности поризованного арболита на сжатие характеризуются классами В0,5; В0,75; B1; B1,5; В2; В2,5; В3 и В3,5.
2.2. Марку (класс) поризованного арболита по прочности на сжатие определяют прочностью базовых образцов поризованного арболита в установленном проектом возрасте в соответствии с требованиями ГОСТ 19222-73 и указывают в рабочих чертежах. Отпускная прочность поризованного арболита должна быть не менее 80 % проектной марки независимо от времени года, условий и сроков монтажа и климатических условий района строительства.
2.3. При расчете изделий нормативные и расчетные сопротивления поризованного арболита при средней естественной влажности по массе 15 - 20 % принимают соответственно по табл. 1 и 2.
Таблица 1
|
Обозначения |
Нормативные сопротивления поризованного арболита, МПа, при проектной марке |
||||
|
M15 |
М25 |
М35 |
М50 |
||
|
Сжатие осевое (призменная прочность) |
|
1,1 |
1,6 |
2,2 |
3,2 |
|
Растяжение осевое |
|
0,35 |
0,52 |
0,62 |
0,72 |
Таблица 2
|
Обозначения |
Расчетные сопротивления поризованного арболита, МПа, при проектной марке |
||||
|
M15 |
М25 |
М35 |
М50 |
||
|
Сжатие осевое (призменная прочность) |
|
0,5 |
0,6 |
1,1 |
1,6 |
|
Растяжение осевое |
|
0,17 |
0,24 |
0,28 |
0,3 |
2.4. Начальный модуль упругости поризованного арболита при сжатии и растяжении назначают по табл. 3.
Таблица 3
|
Начальные модули упругости поризованного арболита при сжатии и растяжении ЕВ · 10-3, МПа, при проектной марке по прочности на сжатие |
||||
|
M15 |
М25 |
М35 |
М50 |
|
|
500 |
600 |
- |
- |
- |
|
600 |
700 |
900 |
1000 |
- |
|
700 |
- |
1000 |
1200 |
1700 |
|
800 |
- |
1200 |
1400 |
2000 |
3. ОСОБЕННОСТИ РАСЧЕТА ИЗДЕЛИЙ И ТРЕБОВАНИЯ К ПОРИЗОВАННОМУ АРБОЛИТУ И ИЗДЕЛИЯМ ИЗ НЕГО
3.1. Проектирование изделий из поризованного арболита необходимо, осуществлять согласно Инструкции СН 549-82 с учетом требований настоящих Рекомендаций.
3.2. Элементы стен из панелей и блоков однорядной разрезки на вертикальные нагрузки с учетом продольного изгиба рассчитывают из условия, что эксцентрицитет продольной силы не должен превышать 0,4h. Расчет таких элементов стен производить по формуле
![]() (1)
(1)
где F - площадь сечения однослойного элемента;
j - коэффициент, учитывающий продольный изгиб и длительное воздействие нагрузки, принимаемый по табл. 4;
ео - эксцентрицитет продольной силы, определяемый по главе СНиП по проектированию бетонных и железобетонных конструкций.
Для промежуточных значений l/h величина j определяется по интерполяции.
Применение сжатых конструкций с l/h > 15 не допускается.
3.3, При определении коэффициента j расчетную длину (высоту) стен l принимают в соответствии с главой СНиП по проектированию бетонных и железобетонных конструкций.
Таблица 4
|
|
Значения j при λ |
||||||
|
4 |
6 |
8 |
10 |
12 |
14 |
15 |
|
|
0 |
1 |
1 |
0,87 |
0,83 |
0,8 |
0,70 |
0,64 |
|
0,5 |
0,95 |
0,83 |
0,78 |
0,69 |
0,6 |
0,52 |
0,47 |
|
1 |
0,78 |
0,7 |
0,61 |
0,52 |
0,4 |
0,34 |
0,3 |
Примечание: Nдл - длительно действующая нагрузка;
N - общая нагрузка на элемент.
3.4. Расчет на местное сжатие следует производить по формуле
Nсм £ µ · Rсм · Fсм, (2)
где Nсм - расчетная нагрузка, приложенная к части рассматриваемого сечения (местная или суша местной и основной нагрузок);
Fсм - площадь смятия под опорной поверхностью;
µ - коэффициент, зависящий от равномерности распределения нагрузки и площади опорной поверхности, µ = 1 при опирании на выравнивающий слой из раствора и µ = 0,8 - при опирании без выравнивающего слоя;
Rсм - расчетное сопротивление местному сжатию арболита, определяемое по формуле
Rсм = a · Rпр (3)
Значения коэффициента a зависят от места приложения нагрузки на элемент и определяются по табл. 5.
Таблица 5
|
Коэффициент a |
|
|
1 |
2 |
|
|
2,5 |
|
|
1,6 |
|
|
2 |
|
|
1,2 |
|
|
1,2 |
3.5. Элементы прямоугольного сечения рассчитывают по формуле
![]() (4)
(4)
где Rpa - расчетное сопротивление арболита при осевом растяжении, принимаемое по табл. 2 настоящих Рекомендаций;
b и h - ширина и высота поперечного сечения, см.
3.6. При наличии в однослойном изгибаемом элементе рабочей или конструктивной арматуры ее можно учитывать путем определения дополнительного момента по формулам:
![]() (5)
(5)
![]() (6)
(6)
где Ra - расчетное сопротивление арматуры, принимаемое для марки поризованного арболита M15 и М25 не выше 200 МПа и для марок М35 и М50 не выше 240 МПа, независимо от класса арматурной стали;
Fa - площадь сечения растянутой арматуры, см2.
3.7. Полную величину прогибов изгибаемого однослойного элемента из поризованного арболита необходимо определять по формуле
![]() (7)
(7)
где Cо - коэффициент, учитывающий нарастание прогиба элемента вследствие ползучести арболита, значение которого рекомендуется принимать равным Cо = 6;
![]() -
кратковременный прогиб от длительно действующей части нагрузки;
-
кратковременный прогиб от длительно действующей части нагрузки;
fк - прогиб от кратковременно действующей части нагрузки, определяемый по формуле
![]() (8)
(8)
где S - параметр, зависящий от схемы загружения элемента.
3.8. Полную величину прогибов изгибаемого элемента составного сечения определяют по формуле
![]() (9)
(9)
где Cк - коэффициент, учитывающий нарастание прогиба элемента составного сечения вследствие ползучести бетона и арболита; значение Cк рекомендуется принимать по табл. 6.
Таблица 6
|
Коэффициент Cк |
|
|
Трехслойные с верхним слоем из тяжелого или легкого бетона |
3,5 |
|
То же, с верхним слоем из мелкозернистого бетона или раствора |
4,2 |
3.9. Марку поризованного арболита по морозостойкости необходимо назначать в пределах, указанных в проекте, но не менее:
Мрз 25 - для арболита в изделиях, применяемых в зданиях с сухим и нормальным влажностным режимом при расчетной зимней температуре воздуха до минус 20 °C включительно;
Мрз 35 - для арболита в изделиях, применяемых в зданиях с сухим и нормальным влажностным режимом при расчетной зимней температуре воздуха ниже минус 20 °C до минус 40 °C включительно;
Мрз 50 - для арболита в изделиях, применяемых в зданиях с сухим и нормальным влажностным режимом при расчетной зимней температуре воздуха ниже минус 40 °C, а также для арболита в изделиях, применяемых в зданиях с влажным режимом.
Морозостойкость раствора или бетона для наружного отделочного слоя должна быть не ниже Мрз 50.
3.10. Марка по плотности (объемной массе) назначается проектной организацией на основе теплотехнического расчета ограждающих конструкций из поризованного арболита по СНиП II-3-79* вне зависимости от породы древесины.
3.11. Учитывая, что связь между коэффициентом теплопроводности и плотностью арболита, приведенная в главе СНиП II-3-79*, является достаточно усредненной, перед началом массового производства на предприятии, а затем не реже двух раз в год следует проводить проверку коэффициента теплопроводности поризованного арболита по ГОСТ 7076-78.
3.12. Максимальную плотность поризованного арболита, независимо от вида древесины, принимаемую при проектировании изделий и указываемую в рабочих чертежах, рекомендуется назначать не выше значений, указанных в табл. 7.
Таблица 7
|
Плотность поризованного арболита в сухом состоянии, кг/м3 |
|
|
М 50 |
800 |
|
М 35 |
700 |
|
М 25 М 15 |
650 600 |
3.13. Необходимо следить за тем, чтобы плотность поризованного арболита в изделиях (в высушенном до постоянной массы состоянии) не превышала более чем на 5 % проектное значение, указанное в рабочих чертежах или согласованное, с проектной организацией на основании теплотехнических испытаний и расчетов.
3.14. Поризованный арболит характеризуется слитной однородной структурой с полным заполнением поризованным цементным камнем всех межзерновых пустот между частицами древесного заполнителя без признаков расслоения.
3.15. Качество поризованного арболита в готовых изделиях и качество изделий из него должны отвечать требованиям действующих стандартов, технических условий и рабочих чертежей на данный вид изделий.
3.17. Армирование изделий из поризованного арболита следует принимать по рабочим чертежам. Сварные арматурные изделия и стальные закладные детали должны удовлетворять требованиям ГОСТ 10922-75, а сварные товарные сетки - ГОСТ 8478-81.
3.18. Рабочую арматуру в изделиях из поризованного арболита рекомендуется располагать в бетонных слоях, брусках и т.п. Толщину защитного слоя, как от наружной, так и внутренней поверхности бетона до поверхности рабочей арматуры следует назначать не менее 15 мм.
Для обеспечения сохранности изделий при транспортировании и монтаже допускается их усиливать монтажной арматурой.
Монтажную арматуру следует защищать антикоррозионным покрытием, отвечающим требованиям СН 277-80.
3.19. Металлические закладные детали изделий из поризованного арболита и соединительные элементы из углеродистой стали следует защищать антикоррозионными защитными покрытиями, удовлетворяющими требованиям главы СНиП по защите строительных конструкций от коррозии.
3.20. Номинальную отпускную массу для каждой марки изделий следует согласовывать с проектной организацией и подсчитывать по формуле
 (10)
(10)
где
![]() - номинальная
отпускная масса изделия, кг;
- номинальная
отпускная масса изделия, кг;
Vб - объем поризованного арболита в изделии, вычисленный как разность между объемом изделия и суммарным объемом фактурных слоев по фактически принятому на заводе и согласованному с проектной организацией решению (см. п. 3.22 настоящих Рекомендаций), м3;
gсух - требуемая по проекту плотность поризованного арболита в сухом состоянии (указанная в рабочих чертежах или согласованная с проектной организацией); кг/м3;
Wотп - наибольшая отпускная влажность поризованного арболита в соответствии с требованиями п. 3.16 настоящих Рекомендаций, %;
Vp - суммарный объем фактурных слоев, м3;
gр - плотность фактурного раствора в момент отпуска изделий, принимаемая 1800 кг/м3;
![]() -
объем слоя декоративного или изолирующего бетона, м3;
-
объем слоя декоративного или изолирующего бетона, м3;
![]() -
плотность декоративного или изолирующего бетона, принимаемая для тяжелого
бетона 2400 кг/м3, для конструкционного бетона на пористых заполнителях - в соответствии с данными рабочих чертежей;
-
плотность декоративного или изолирующего бетона, принимаемая для тяжелого
бетона 2400 кг/м3, для конструкционного бетона на пористых заполнителях - в соответствии с данными рабочих чертежей;
ΣGi - суммарная масса арматуры, закладных деталей и монтажных петель, плиточной облицовки, оконных и дверных блоков, подоконных плит и сливов.
3.23. Толщину фактурных слоев следует принимать не менее 20 мм для наружного слоя и 15 мм для внутреннего слоя с отклонениями от проектной величины не более +5 мм.
3.24. Марка по прочности на сжатие раствора (бетона) фактурных (изолирующих) слоев указывается в рабочих чертежах и назначается, как правило, не менее М 100 для раствора (бетона) наружного фактурного слоя;
не менее М 50 для раствора (бетона) внутреннего фактурного слоя.
Допускается при технико-экономическом обосновании применение для фактурных слоев раствора одной марки (М 100).
Для армированных изделий производственных и сельскохозяйственных зданий с агрессивной средой марку бетона изолирующего слоя следует назначать не менее М 200 с заданными требованиями по плотности.
3.25. Изготовление изделий без наружного фактурного слоя возможно в основном при формовании изделий из поризованного арболита лицом вниз в случае облицовки изделий керамической или стеклянной плиткой или последующей окраской в заводских условиях стойкими гидрофобными красителями, а также при кассетном способе формования. При этом следует обеспечить требуемую подвижность поризованной арболитовой смеси и прочность сцепления облицовки с поризованным арболитом (не менее 1 МПа).
3.26. В зависимости от способа последующей отделки качество поверхностей изделий принимается согласно требованиям ГОСТ 13015-75.
3.27. Качество облицованных, офактуренных и рельефных поверхностей изделий, а также гладких бетонных поверхностей следует проверять по эталону. Эталон изделия изготовляется предприятием-изготовителем и утверждается по согласованию со строительной организацией, использующей изделия, проектной организацией, осуществляющей привязку, проекта, и органами ГАСК.
3.28. Изделия (наружные стеновые панели) с проемами выпускают с установленными и загерметизированными по наружному контуру оконными и дверными блоками, подоконными плитами или досками и сливами.
3.29. Полностью окрашенные и остекленные оконные и дверные блоки по ГОСТ 475-78 рекомендуется устанавливать в изделия после тепловой обработки на линиях отделки и комплектации в соответствии с рекомендациями «Руководства по заводской технологии изготовления наружных стеновых панелей из легких бетонов на пористых заполнителях». При поставке блоков в раскомплектованном виде неокрашенные и неостекленные блоки рекомендуется устанавливать в изделия в процессе формования в соответствии с рекомендациями вышеназванного Руководства.
4. ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ПРИГОТОВЛЕНИЯ ПОРИЗОВАННОЙ АРБОЛИТОВОЙ СМЕСИ И РАСТВОРНОЙ (БЕТОННОЙ) СМЕСИ ДЛЯ ФАКТУРНЫХ СЛОЕВ
4.1. Для изготовления изделий из поризованного арболита применяют следующие материалы: вяжущее (портландцемент и его разновидности), заполнители (измельченные отходы лесозаготовок, лесопиления и деревообработки), порообразователи и химические добавки, воду арматурную сталь, материалы для антикоррозионной защиты арматуры и отделки поверхностей изделий из поризованного арболита.
4.2. В качестве вяжущего для приготовления поризованного арболита раствора (бетона) для фактурных слоев рекомендуется применять портландцемент и быстротвердеющий портландцемент по ГОСТ 10178-76, а также сульфатостойкий цемент, за исключением пуццоланового, по ГОСТ 22266-76 марки не ниже 400.
Для приготовления раствора (бетона) наружного фактурного слоя можно применять белый или цветной портландцементы, удовлетворяющие соответственно требованиям ГОСТ 965-78 и ГОСТ 15825-80.
4.3. Заполнители готовят из органического технологического сырья путем дробления и рассева.
4.4. В качестве технологического сырья для производства древесной дробленки применяют:
низкокачественную древесину (лесоматериалы, которые по своему качеству не соответствуют требованиям стандартов и технических условий на деловую древесину, дрова);
отходы лесопиления - горбыли, рейки, обрезки досок и другие кусковые отходы;
отходы лесозаготовок - ветви, сучья, откомлевки, дровяное долготье;
отходы фанерного производства - карандаши, шпон-рванина, обрезки фанеры;
кусковые отходы мебельного производства, спичечных фабрик, заводов стандартного домостроения, тарных цехов, шпалорезных цехов и т.п. и стружку - отходы от деревообрабатывающих строгальных станков;
технологическую щепу из отходов лесопиления и лесозаготовок хвойных и лиственных пород;
4.5. Для производства древесной дробленки применяют следующие породы древесины: ель, сосну, кедр, пихту. Использование древесины березы, ольхи, липы, тополя, осины и других пород древесины допускается после их испытания в арболите при соблюдении требований п. 4.12 настоящих Рекомендаций.
4.6. Древесное сырье поставляется на предприятие как отдельно по породам, так и в смешанном виде в различных соотношениях. Поперечное сечение сырья в круглом виде устанавливается от 5 до 15 см. Сырье толщиной от 20 до 30 см подлежит расколке на четыре части, толщиной более 30 см на столько частей, чтобы наибольшая линия раскола по торцу не превышала 15 см.
4.7. В технологической сырье допускаются пороки древесины (по ГОСТ 2140-71), в том числе и гниль внутренняя заболонная мягкая и наружная трухлявая, если она занимает не более 5 % площади торца дровяного сырья или 5 % объема партии. Свыше указанного количества гниль необходимо выколоть.
4.8. Отходы лесопиления и деревообработки, низкокачественная древесина, отходы мебельного производства, спичечных фабрик; заводов стандартного домостроения, тарных цехов, шпалорезных цехов, а также технологическую щепу допускается перерабатывать в дробленку без предварительной выдержки.
4.9. Кусковые отходы древесины лесозаготовительной промышленности толщиной до 15 см необходимо выдерживать при положительной температуре до их дробления не менее 2 мес. и толщиной до 30 см - не менее 3 мес.; древесину лиственных пород выдерживают не менее 6 мес.
Для уменьшения сроков выдержки кусковые отходы древесины измельчают в щепу и выдерживают в кучах под навесом не менее месяца при положительной температуре.
Применение свежесрубленной древесины всех пород для производства поризованного арболита не рекомендуется.
4.10. Технологическое сырье превращают в щепу на рубильных машинах, а затем измельчают в дробленку на молотковых мельницах, дробилках или стружечных станках согласно Инструкции СН 549-82.
4.11. Технологическая щепа по размерам частиц и показателям засоренности должна отвечать требованиям ГОСТ 15815-70, предъявляемым к щепе, используемой для производства древесноволокнистых плит.
4.12. К дробленке предъявляют следующие требования:
длину древесных частиц принимают не более 40 мм при наибольшей толщине 5 мм и ширине 10 мм;
содержание примеси коры, хвои и листьев рекомендуется допускать соответственно не более 10,5 и 5 % массы сухого заполнителя;
фракционный состав дробленки следует назначать в пределах, указанных в табл. 7, а коэффициент формы отдельных частиц заполнителя (отношение наибольшего размера к наименьшему) - не более 8;
примеси однородных материалов (металлические предметы, камни, уголь, песок и др.) в дробленке не рекомендуются.
Таблица 7
|
Размер отверстий контрольных сит, мм |
20 |
10 |
5 |
2 |
|
Полные остатки на контрольных ситах, % по объему |
0 - 5 |
25 - 45 |
60 - 80 |
90 - 100 |
4.13. Для поризации цементного камня в арболите необходимо применять порообразователи, обеспечивающие стабильность свойств поризованного арболита. В зависимости от вида порообразователя арболит может быть поризован технической пеной или воздухововлекающими добавками.
4.14. Для приготовления технической пены применяют преимущественно пенообразователи промышленного производства на основе первичных алкилсульфатов (ТУ 38-10755-75), вторичных алкилсульфатов (ТУ 38-10719-77) и др. Допускается применять жидкостекольный пенообразователь.
Способы приготовления пенообразователей и требования к материалам для их приготовления приведены в приложении 1.
4.15. В качестве воздухововлекающих добавок при приготовлении поризованного арболита рекомендуется применять: омыленный древесный пек (ЦНИПС-1) по ТУ 81-05-16-76; смолу нейтрализованную воздухововлекающую (СНВ) по ТУ 81-05-75-74; смолу древесную омыленную (СДО) по ТУ 81-05-02-78.
4.16. Для изготовления изделий из поризованного арболита могут быть использованы различные виды химических добавок в соответствии с классификацией ГОСТ 24211-80, в котором изложены также и методы их оценки в бетонах.
4.17. В качестве химических добавок при приготовлении поризованного арболита рекомендуется применять: кальций хлористый технический (ГОСТ 450-77); стекло натриевое жидкое (ГОСТ 13079-82) и ГОСТ 13078-82; сернокислый глинозем (ГОСТ 5155-74*); известь-пушонка (ГОСТ 9179-77).
жидкое стекло и хлористый кальций в соотношении 2:1 по массе б количестве 2 - 6 % массы цемента;
жидкое стекло и сернокислый глинозем в соотношении 1:1 до 1:2 по массе в количестве 5 - 7 % массы цемента;
сернокислое железо, гидрат окиси кальция и хлористый кальций в соотношении от 1:8:1 до 2:10:2 по массе в количестве 10 - 12 % массы цемента.
4.19. Для уменьшения расхода цемента, повышения прочности при сжатии и возможности увеличения температуры изотермического прогрева изделий из поризованного арболита до 60 - 70 °C с целью получения отпускной прочности через 12 - 16 ч рекомендуется древесную дробленку обрабатывать полимерной добавкой.
При изготовлении армированных изделий рекомендуется использовать комплексную химическую добавку, состоящую из жидкого стекла и фурилового спирта в соотношении от 1:0,01 до 1:0,03 по массе в количестве 3,7 - 3,9 % вяжущего.
Перечень авторских свидетельств по применению химических добавок, применяемых в арболите, приведен в приложении 2.
4.20. Вода для затворения поризованной арболитовой смеси и раствора (бетона) фактурных слоев, а также приготовления растворов химических добавок и технической пены должна отвечать требованиям ГОСТ 23732-79.
4.21. Арматурные изделия и закладные металлические детали должны удовлетворять требованиям ГОСТ 10922-75, а также дополнительным указаниям, приведенным в рабочих чертежах изделий. Применение арматурных изделий и закладных металлических деталей со следами ржавчины, грязи и масла не рекомендуется.
4.22. В качестве заполнителей для раствора (бетона) наружных и внутренних фактурных слоев изделий из поризованного арболита применяют плотные заполнители, удовлетворяющие требованиям:
а) плотный песок - ГОСТ 8736-77;
б) плотный щебень или гравий - ГОСТ 10268-82 и ГОСТ 8268-82.
Предельная крупность щебня или гравия принимается 20 мм при толщине бетонного слоя более 30 и 10 мм при толщине бетонного слоя 15 - 20 мм. После опытной проверки допускается применение других видов мелких и крупных плотных или пористых заполнителей, не указанных в перечисленных стандартах.
4.23. Приемку поступающих на предприятие материалов, предназначенных для изготовления изделий из поризованного арболита, производит заводская лаборатория, которая проверяет качество материалов и соответствие их требованиям ГОСТ или технических условий и устанавливает пригодность их для применения.
5. ПРОЕКТИРОВАНИЕ И ПОДБОР CОСTABОB ПОРИЗОВАННОГО АРБОЛИТА И РАСТВОРА (БЕТОНА) ДЛЯ ФАКТУРНЫХ СЛОЕВ
5.1. При подборе состава поризованного арболита необходимо обеспечить получение требуемой подвижности или жесткости поризованной арболитовой смеси в процессе бетонирования изделий и заданных свойств затвердевшего арболита при возможно меньшем расходе цемента и минимальной стоимости материалов на его приготовление.
5.2. Состав поризованного арболита следует проектировать и подбирать расчетно-экспериментальным путем, который включает следующие основные этапы: выбор и предварительную оценку пригодности имеющихся исходных материалов; расчет и назначение исходных составов поризованного арболита для опытных замесов; приготовление опытных замесов и обработку полученных результатов испытания образцов из этих замесов; назначение рабочего состава поризованной арболитовой смеси и его корректировку в производственных условиях.
Пример подбора состава поризованного арболита приведен в приложении 5 настоящих Рекомендаций.
5.3. Выбор и предварительную оценку пригодности имеющихся исходных материалов для приготовления поризованного арболита с заданной прочностью при сжатии производят по результатам испытания этих материалов в соответствии с действующими стандартами и техническими условиями с учетом требований раздела 4 настоящих Рекомендаций. Выбирать исходные материалы и предварительно оценивать их пригодность можно также по паспортам поставщиков этих материалов.
5.5. Расход цемента для исходного замеса ориентировочно рекомендуется назначать по табл. 8 в зависимости от требуемой марки арболита и породы древесины.
Таблица 8
|
Ориентировочный расход, цемента марки М400, кг/м3, для получения поризованного арболита марки |
||||
|
M15 |
М25 |
М35 |
М50 |
|
|
Ель |
300 |
320 |
350 |
380 |
|
Осина |
320 |
360 |
390 |
420 |
|
Смешанные породы |
310 |
350 |
380 |
420 |
Примечания: 1. При использовании цемента марки 500 норма его расхода уменьшается на 5 % для арболита марок М15 и М25, на 7 % для арболита марки М35 и на 10 % для арболита марки М50.
2. При обработке древесной дробленки полимерной добавкой расход цемента уменьшается на 15 - 20 %.
Для первоначальных подборов берут три расхода цемента: первый по табл. 8 и два других с отклонением от значений, приведенных в табл. 8 на ± 10 %.
Ориентировочные значения В/Ц для подсчета необходимого количества воды при приготовлении поризованной арболитовой смеси зависят от породы древесины и вида цемента, фракционного состава и других технологических факторов и для первоначальных расчетов могут приниматься равными В/Ц = 1,1 - 1,2 и уточняться опытным путем.
5.8. Количество воды для затворения поризованной арболитовой смеси корректируют после определения влажности древесного заполнителя по формуле
Вк = В - (Дест - Дсух), (9)
где Вк - количество воды, требуемое на 1 м3 поризованной арболитовой смеси с учетом влажности древесины, кг;
Дсух - масса дробленки в абсолютно сухом состоянии, кг;
Дест - масса дробленки, требуемой на 1 м3 арболитовой смеси в кг с учетом ее влажности, определяемой по формуле
Дест = Дсух(1 + 0,01W), (10)
где W - влажность по массе используемого древесного заполнителя, %.
5.9. Предварительный (исходный) расход воды для назначенного по п. 5.5 настоящих Рекомендаций расхода цемента можно устанавливать экспериментально путем добавления такого количества воды, которое обеспечивает комкование арболитовой смеси при сжатии рукой без отделения цементного молока до введения в нее технической пены.
5.10. Расход химических добавок для исходного замеса ориентировочно рекомендуется назначать в соответствии с п. 4.18 настоящих Рекомендаций или по табл. 9 в зависимости от требуемой марки арболита и уточнять опытом.
Таблица 9
|
Ориентировочный расход химической добавки, кг/м3, арболита в зависимости от его марки |
||||
|
M15 |
М25 |
М35 |
М50 |
|
|
жидкое стекло натриевое |
6 |
7 |
8 |
9 |
|
Комплексные добавки: |
||||
|
жидкое стекло + CaCl2 |
9 + 4,5 |
10 + 5,0 |
11 + 5,5 |
12 + 6 |
|
жидкое стекло + Al2(SO4)2 |
10 + 10 |
12 + 12 |
14 + 14 |
16 + 16 |
Ориентировочно, для предварительных расчетов, расход пенообразователя рабочей концентрации может приниматься в среднем для арболита марки М50 - 30 л/м3, марки М35 - 40 л/м3, марки М25 - 50 л/м3, марки M15 - 60 л/м3 при плотности пены в пределах от 150 до 250 кг/м3.
Расходы воздухововлекающих добавок для опытных замесов принимают ориентировочно по табл. 10.
Таблица 10
|
Расход добавки, %, массы цемента |
|
|
ЦНИПС-1 |
0,15 - 0,25 |
|
СНВ |
0,1 - 0,2 |
|
СДО |
0,2 - 0,3 |
|
Примечание. Расходы добавок ЦНИПС-1, СНВ и СДО приведены по товарному продукту, 10 %-ный раствор которых имеет плотность соответственно 1,024; 1,03 и 1.07. |
|
Расходы порообразующих добавок уточняются в процессе проведения опытных замесов в производственных условиях с учетом особенностей смесителя, условий транспортирования и укладки смеси.
5.12. Рабочие концентрации пенообразователей различных видов, которые могут быть изменены после предварительной проверки, рекомендуется принимать по табл. 11.
Таблица 11
|
Состав водного раствора (пенообразователь: вода) по массе |
|
|
Синтетический пенообразователь на основе алкилсульфатов первичных спиртов: |
|
|
сульфопаста |
1:40 |
|
скрубберная паста |
1:10 |
|
То же на основе вторичных спиртов |
1:40 |
|
Жидкостекольный |
1:30 |
gсв.ул = Ц + 1,5gдр + В + Вп.о + Дхим, (11)
где g - насыпная плотность древесной дробленки в сухом состоянии, кг/м3;;
Ц, Д, Б, Вп.о, Дхим - соответственно расход цемента, древесной дроблении (Д = 1,5gдр) в сухом состоянии, воды, пенообразователя рабочей концентрации, химических добавок (в пересчете на сухое вещество), кг/м3;
1,5 - оптимальный расход в насыпном состоянии древесной дробленки в м3 на 1 м3 арболита.
5.14. При принятых расходах материалов пену следует добавлять до достижения свежеуложенной поризованной арболитовой смесью плотности gсв.ул, определенной по формуле (11).
5.15. Приготовление опытных замесов из назначенных расчетом составов поризованного арболита следует производить в лабораторных или производственных условиях с определением плотности (объемной массы) поризованной арболитовой смеси в свежеуплотненном состоянии и фактического расхода материалов на 1 м3 арболита по ГОСТ 11051-70, плотности арболита по ГОСТ 12730.1-78 и прочности при сжатии по ГОСТ 10180-78. Из каждого замеса формуют не менее 12 образцов-кубов размером 15´15´15 см.
5.16. При введении в арболитовую смесь порообразователя следует визуально наблюдать за процессом поризации, сопровождающимся повышением пластичности и появлением избыточного количества поризованного цементного теста в арболитовой смеси во время ее перемешивания. Излишнее воздухововлечение в арболитовую смесь, характеризуемое уменьшением ее плотности по сравнению с заданной по формуле (11), приводит к снижению прочности арболита, поэтому важно, чтобы в результате опытного замеса фактический расход материалов в свежеотформованном поризованном арболите, выход и плотность смеси отвечали принятым значениям. При проведении опытных замесов объем вовлеченного воздуха определяют по ГОСТ 10181.3-81.
5.17. Отформованные девять образцов из поризованного арболите необходимо выдерживать в условиях, близких к производственному режиму твердения изделий из арболита. По три образца каждого состава испытывают через 3, 7 и 28 сут твердения в заводских условиях. Три опытных образца для определения марки арболита хранят в течение 28 сут. при температуре (20 ± 2) °C и относительной влажности воздуха (70 ± 10) %. По результатам испытания образцов выбирают оптимальный состав поризованного арболита с требуемыми свойствами, а также выявляют влияние принятого режима твердения на его марочную прочность.
5.19. Производственный состав поризованного арболита следует выдавать на один замес смесителя с указанием расхода цемента, воды, химических добавок и порообразователя по массе, а древесной дробленки по объему и массе.
5.20. Состав раствора (бетона) для фактурных слоев изделий рекомендуется устанавливать по общим правилам подбора состава обычного строительного раствора или тяжелого бетона с учетом требований «Руководства по подбору составов тяжелого бетона» (М., 1979).
6. ПРИГОТОВЛЕНИЕ И ТРАНСПОРТИРОВАНИЕ ПОРИЗОВАННОЙ АРБОЛИТОВОЙ СМЕСИ И РАСТВОРНОЙ (БЕТОННОЙ) СМЕСИ ДЛЯ ФАКТУРНЫХ СЛОЕВ
6.1. Процесс приготовления поризованной арболитовой смеси включает: приготовление рабочих растворов химических добавок и порообразователя, а также технический пены, дозировку составляющих, совместное перемешивание древесной дробленки, цемента, химических добавок, воды и порообразователя до получения однородной поризованной арболитовой смеси.
6.2. Дозирование материалов при приготовлении поризованной арболитовой смеси следует производить с точностью:
цемента ± 2 % по массе;
древесной дробленки ± 5 % по объему с контролем по массе;
воды ± 2 % по массе или объему;
растворов химических добавок и порообразователя ± 2 % по массе или объему.
6.3. Древесную дробленку для приготовления поризованной арболитовой смеси следует дозировать объемно-весовым способом с корректировкой состава смеси на основе контроля плотности дробленки в объемно-весовом дозаторе.
Примечание. Рекомендуемые схемы объемно-весовых дозаторов даны в «Руководстве по заводской технологии изготовления наружных стеновых панелей из легких бетонов на пористых заполнителях» (М., 1980).
Дробленку при подаче в расходный бункер дозаторного отделения следует применять только с положительной температурой.
6.4. Поризованную арболитовую смесь необходимо приготовлять в противоточных бетоносмесителях типа СБ-35 (С-773), СБ-62 (C-951) или лопастных смесителях типа С-209 и СМ-290.
С целью повышения стабильности вовлеченного воздуха в арболитовой смеси, увеличения прочности при сжатии, а также повышения однородности поризованного арболита по прочности при сжатии и плотности рекомендуется приготовлять поризованную арболитовую смесь в турбулентных смесителях типа C-108.
6.5. Смесительное отделение по производству поризованного арболита оснащают дополнительным оборудованием и емкостями для приготовления растворов химических и порообразующих добавок рабочей концентрации, для их дозирования и взбивания технической пены на замес. Дополнительное оборудование, как правило, расстанавливают в зависимости от наличия свободного места на бетонном узле.
6.6. Необходимое на замес количество пенообразователя рабочей концентрации можно дозировать при помощи дозатора воды АВДЖ 425/1200 с выпускным отверстием, приспособленным для постепенного истечения жидкости, или при помощи дозировочного бачка, снабженного регулятором скорости истечения жидкости.
6.7. Для приготовления пены могут быть использованы насосы (типа 3К-6, 4К-8, 6К-12, 4НФ и др.), механические пеновзбиватели или рециркуляционные пеногенераторы системы ЦНИИЭПсельстроя.
6.8. В качестве накопителя пены может быть использован расходный бункер дозатора цемента АВДЦ-425 с пневматическим затвором.
6.9. Технологическую схему приготовления и подачи пенообразователя и пены можно принимать согласно схемам, приведенным в приложении 3.
6.10. Поризованную арболитовую смесь можно приготовлять путем: а) введения пены в приготовленную арболитовую свесь; б) введения предварительно обработанной растворами химических добавок древесной дробленки в поризованное цементное тесто.
Раствор воздухововлекающей добавки подается в смеситель с водой затворения.
6.11. При введении пены в арболитовую смесь рекомендуется загрузку материалов производить в следующей последовательности:
в смеситель загружают древесную дробленку с естественной влажностью, подают водный раствор электролита (CaCl2, Al2(SO4)3, Са(OН)2) и смесь перемешивают в течение 0,5 мин;
затем в работающий смеситель вводят раствор жидкого стекла, подают цемент и остальное количество воды, потребное на замес, и перемешивают в течение 1,5 - 2 мин.;
в приготовленную арболитовую смесь подают (полученную из отдозированного количества пенообразователя) пену, которую перемешивают со смесью в течение 1 - 2 мин.
Раствор воpдухововлекающей добавки подают с водой затворения после раствора жидкого стекла.
6.12. После опытной проверки может применяться другая последовательность загрузки компонентов. Например, в смеситель после загрузки древесной дробленки подается гель, заранее приготовленный смешиванием в определенных соотношениях растворов электролита и жидкого стекла, а затем добавляют цемент и остальное количество воды, потребное на замес. Однако во всех случаях техническую пену в смесь вводят только за 1 - 2 мин до окончания перемешивания после подачи всех компонентов.
6.13. Для обеспечения требуемой удобоукладываемости поризованной арболитовой смеси рекомендуется к смесителю подвести трубопровод с регулируемой подачей воды. При приготовлении арболитовой смеси моторист ведет визуальный контроль за удобоукладываемостью смеси и при необходимости добавляет воду в смеситель помимо ранее отдозированной.
6.14. Растворную (бетонную) смесь для фактурных слоев рекомендуется приготовлять в мешалках принудительного действия, загружая при этом сначала крупный заполнитель, затем песок, цемент и воду. Продолжительность перемешивания назначается не менее 3 мин.
6.15. Растворную (бетонную) смесь для фактурных слоев и поризованную арболитовую смесь следует приготовлять в разных смесителях.
6.16. Приготовленную поризованную арболитовую смесь к месту укладки рекомендуется транспортировать с минимальным количеством перегрузок, методами, исключающими расслаивание смеси, потерю ею подвижности и вытекания цементного теста (например, смесь транспортируют кабелями, бетонораздатчиками и т.д.). Подача поризованной арболитовой смеси ленточными транспортерами не допускается.
6.17. Полезный объем бункеров арболитоукладчиков при периодическом их заполнении рекомендуется назначать не менее 1,1 - 1,2 максимального объема формуемых изделий, угол наклона стенок бункеров 65 - 70°.
6.18. Высота падения поризованной арболитовой смеси при перегрузках допускается не более 1 м до верхней кромки приемного бункера.
6.19. Приготовленная и поданная к месту укладки поризованная арболитовая смесь должна иметь
требуемую плотность в уплотненном состоянии с отклонениями не более ± 5 %;
требуемую подвижность с отклонениями не более ± 1 см;
температуру в пределах 20 - 30 °C.
7. ФОРМОВАНИЕ ИЗДЕЛИЙ ИЗ ПОРИЗОВАННОГО АРБОЛИТА
7.1. Изделия из поризованного арболита рекомендуется формовать в горизонтальном положении по поточно-агрегатной или конвейерной технологии в металлических формах.
7.2. Формы должны отвечать требованиям ГОСТ 18886-73 и государственных стандартов на стальные формы для изготовления конкретных видов изделий, и обеспечивать получение изделий с размерами в пределах допускаемых отклонений, отвечающих ГОСТ 19222-73, а также рабочим чертежам на изделия.
Перед формованием формы следует тщательно очистить, собрать и смазать.
7.3. Для смазки форм рекомендуются водостойкие смазочные материалы, обладающие достаточной адгезией к металлу, не смешивающееся с поризованной арболитовой смесью и не вызывающие разрушения поверхности форм и арболита.
7.4. Арматуру и закладные детали необходимо устанавливать в формы в соответствии с требованиями проекта. Для предупреждения смещений и обеспечения требуемой толщины защитного слоя следует предусмотреть фиксацию арматуры и закладных деталей специальными приспособлениями, а также установку под арматуру специальных прокладок из пластмассы, плотного цементно-песчаного раствора или другие надежные способы фиксирования проектного положения арматуры. Применять стальные прокладки или фиксаторы, выходящие на поверхность изделия, не допускается.
7.5. Поверхности дверных и оконных коробок, фрамуг и других деревянных закладных частей, соприкасающихся в форме с арболитом, предварительно, в соответствии с проектом изолируют гидрофобными антисептирующими обмазками, слоем водонепроницаемой бумаги или пленки.
7.6. Поризованную арболитовую смесь укладывают, как правило, послойно, без перерывов. Допускаются перерывы при укладке отдельных слоев поризованной арболитовой смеси до 20 мм и растворных (бетонных) смесей для фактурных слоев - до 30 мин.
При укладке поризованной арболитовой смеси в формы промежуток времени от момента ее выгрузки из смесителя до укладки и уплотнения устанавливается лабораторией и должен быть не более 20 мин при поризации пеной и 30 мин при поризации воздухововлекающими добавками.
7.8. Поризованную арболитовую смесь на поточно-агрегатных или конвейерных линиях, как правило, уплотняют на секционных блочных виброплощадках с вертикально направленными колебаниями, а также на ударно-вибрационных резонансных площадках, технические характеристики которых приведены в табл. 12.
Таблица 12
|
Марка |
Грузоподъемность т |
Амплитуда колебаний, мм |
Частота колебаний, мин |
Мощность приводов вибраторов, кВт |
Длина, м |
Ширина, м |
Масса, т |
|
|
С вертикально направленными колебаниями |
СМЖ-200А |
15 |
0,35 - 0,6 |
3000 ± 200 |
88 |
10,3 |
2,96 |
6,95 |
|
СМЖ-199А |
24 |
0,35 - 0,6 |
3000 ± 200 |
120 |
14,9 |
3 |
12,8 |
|
|
Ударно-вибрационная |
ВРА-10 |
10 |
6 - 10 |
550 - 650 |
30 |
3 |
3,5 |
4,9 |
|
ВРА-15 |
15 |
6 - 10 |
550 - 650 |
30 |
5,55 |
3,6 |
5,1 |
|
|
ВРТ-20 |
20 |
6 - 10 |
550 - 650 |
40 |
4,42 |
3,5 |
5,5 |
Уплотнение на виброплощадках с горизонтально направленными колебаниями не рекомендуется в связи с нестабильными режимами их работы и увеличенной продолжительностью уплотнения.
7.9. При формовании на конвейерных линиях изделий толщиной до 300 мм для укладки и уплотнения поризованной арболитовой смеси могут применяться вибронасадки (вибропротяжные устройства) с амплитудой колебаний 0,3 - 0,5 мм при частоте 3000 ± 200 кол/мин и скорости перемещения вибронасадка 2 - 3 м/мин.
7.10. Грузоподъемность и габариты виброплощадки выбирают в соответствии с массой и размерами формуемых изделий. Края формы могут выступать за раму или виброблоки площадки не более чем на 300 мм.
7.11. Поризованную арболитовую смесь в горизонтальных формах уплотняют на виброплощадках с учетом следующих требований:
форму необходимо жестко закрепить на виброплощадке;
распределение амплитуд колебаний по площади формы должно быть равномерным, при этом отклонение величины амплитуд в отдельных точках от среднего значения должно быть не более 20 %. Допускается применение виброплощадок с другими режимами при условии соблюдения требований п. 7.7 настоящих Рекомендаций;
толщину уплотняемого слоя поризованной арболитовой смеси принимают не более 300 мм;
продолжительность вибрации каждого слоя составляет 40 - 80 с;
формование изделий из поризованного арболита при условии соблюдения требований п. 5.6 настоящих Рекомендаций следует осуществлять без вибропригруза.
7.12. Изделия из поризованного арболита, имеющие наружный отделочный облицовочный слой, формуют в горизонтальных формах наружной фасадной стороной вниз («лицом вниз») или вверх («лицом вверх») в зависимости от конструктивных особенностей изделий, принятой технологии, способа и требуемого вида отделки.
Примечание. При формовании «лицом вниз» имеет место лучшее сцепление облицовочного слоя с поризованным арболитом и повышается долговечность данного слоя из раствора (бетона). При этом достигается большее разнообразие методов отделки и возможность установки столярных изделий в процессе формования. При формовании «лицом вверх» облегчается контроль качества фасадной поверхности в процессе формования, больше условий для отказа от нижнего (внутреннего) фактурного слоя. На изделия из поризованного арболита верхний фактурный слой наносится сразу после укладки поризованной арболитовой смеси.
7.13. Открытую горизонтально формуемую поверхность изделий выравнивают, заглаживают механическим путем (например, лыжным фанишетом, цилиндрическими затирочными валками, затирочными машинами и т.д.)
8. ТВЕРДЕНИЕ ИЗДЕЛИЙ ИЗ ПОРИЗОВАННОГО АРБОЛИТА
8.1. Твердение отформованных изделий из поризованного арболита осуществляют в условиях, обеспечивающих достижение арболитом распалубочной и отпускной прочности при сжатии в наиболее короткие сроки, при одновременном соблюдении требований по экономии цемента и качеству готовых изделий.
8.2. Твердение изделий из поризованного арболита может происходить:
в естественных условиях при температуре воздуха (20 ± 2) °C и относительной влажности (70 ± 10) %;
с помощью специальной тепловой обработки в камерах при температуре не более 40 °C и относительной влажности воздуха (55 ± 5) %.
Примечания. 1. При наличии фактурных слоев из раствора (бетона) на изделиях из поризованного арболита допускается прогрев изделий осуществлять при температуре (50 ± 10) °C и относительной влажности воздуха (55 ± 5) %.
2. При обработке древесной дробленки полимерной добавкой температура изотермического прогрева изделий может быть увеличена до 70 °C.
8.3. Для изделий из поризованного арболита режим твердения должен обеспечивать не только требуемую отпускную и проектную прочность, но и отпускную влажность арболита в изделиях, не превышающую заданную.
Тепловую обработку изделий для снижения их отпускной влажности следует производить в условиях, способствующих испарению влаги из арболита. Такой прогрев осуществляют в камерах, оборудованных термоэлектронагревателями (ТЭНами), калориферами, инфракрасными излучателями или газовыми горелками с устройством в них дополнительной вентиляции.
Тепловая обработка изделий из поризованного арболита в среде насыщенного пара или паровоздушной среде, а также на термоподдонах не рекомендуется.
8.4. При твердении изделий, изготовленных на портландцементе марки 400 и более, в естественных условиях в соответствии с п. 8.2 настоящих Рекомендаций поризованный арболит приобретает прочность при сжатии 50 % проектной примерно через 3 - 5 сут., а при использовании быстротвердеющего портландцемента - через 1 - 2 сут. При специальной тепловой обработке изделий при температуре 40 °C в соответствии с п. 8.2 настоящих Рекомендаций поризованный арболит приобретает прочность при сжатии 50 % проектной через 20 - 24 ч тепловой обработки и последующего выдерживания при температуре не ниже 15 °C в течение 1 - 2 сут.
8.5. При тепловой обработке изделий из поризованного арболита, офактуренных с двух, сторон раствором (бетоном) в камерах при температуре (50 ± 10) °C и относительной влажности воздуха, (55 ± 5) % длительность отдельных периодов следует назначать с учетом следующих требований:
продолжительность выдерживания отформованных изделий до начала тепловой обработки не менее 3 ч;
скорость подъема температуры среды в камере и скорость остывания изделий после изотермического прогрева не более 10 град/ч;
изотермический прогрев отформованных изделий следует осуществлять при температуре теплоносителя не более 60 °C, относительной влажности теплоносителя до 60 % и скорости его движения 2 - 3 м/ч в течение 10 - 12 ч.
Общий цикл тепловой обработки при этих условиях не должен превышать 24 ч. После окончания тепловой обработки изделия распалубливают и выдерживают в цехе в течение 3 - 4 сут при температуре не ниже 15 °C.
В зимних условиях изделия из поризованного арболита после распалубки хранят в цехе при температуре не ниже 15 °C до приобретения проектной прочности.
Допускается при обработке древесной дробленки полимерной добавкой изделия из поризованного арболита после тепловой обработки, иx доводки и комплектации отправлять на склад готовой продукции без выдержки их в цехе.
9. РАСПАЛУБКА И ДОВОДКА ИЗДЕЛИЙ ИЗ ПОРИЗОВАННОГО АРБОЛИТА
9.1. После тепловой обработки изделия из поризованного арболита выдерживают в формах до распалубки в течение 2 ч в помещении с температурой не ниже 15 °C.
9.2. Крупноразмерные изделия, не рассчитанные на работу при изгибе, следует поднимать и устанавливать в рабочее положение при помощи специальных траверс, кантователей и других устройств.
9.3. После распалубки изделие осматривают и маркируют. При осмотре изделия сортируют, выявляют брак и продукцию, требующую дополнительного ремонта. Годные изделия после внешнего осмотра техническим отделом предприятия маркируют штампом ОTK и отправляют на склад готовой продукции или отделку и комплектацию.
9.4. Доводку и комплектацию изделий из поризованного арболита следует выполнять на специализированных отделочных постах или конвейерных линиях с применением механизированного инструмента. При этом производят мелкий ремонт поверхности и откосов, очистку закладных деталей и кромок от наплывов, навеску оконных и дверных створок или полную установку столярных изделий с заделкой мест их примыкания к арболиту, установку подоконников, установку и крепление сливов, а также отделку фасадной поверхности такими методами как окраска специальными красками или эмалями, напыление декоративной крошкой и т.п.
9.5. При отделке фасадной поверхности плиткой после мойки смещенные, разбитые и заглубленные плитки следует заменить. Новые плитки устанавливают на цементно-песчаный раствор 1:2 с добавлением 5 % ПВА или на полимерцементный клеевой состав на основе водной дисперсии полимера (ВДП).
9.6. При подготовке фасадной поверхности под окраску красками и кремнийорганическими эмалями трещины заделывают полимерцементным клеем или цементно-песчаным раствором ПВА.
9.7. Раковины, поры, каверны и сколы на внутренней поверхности следует промывать водой и заделывать полимерцементным клеем или цементно-песчаным раствором с ПВА. При необходимости поверхность шпаклюют.
9.8. Околы и раковины на торцах изделий необходимо ремонтировать так же как и внутренние поверхности. После ремонта рекомендуется покрывать торцы изделий клеями КН-2, КН-3 или герметикой 14 ТЭП-8.
9.9. Столярные изделия (оконные и дверные блоки по ГОСТ 475-78) рекомендуется устанавливать в собранном виде. Столярные изделия желательно устанавливать на слой мастики «Бутепрол» толщиной не менее 5 мм.
Зазоры между блоками и телом панели следует проконопачивать термоизоляционными материалами. Подоконные доски и сливы устанавливают на цементно-песчаный раствор или на герметик 14 ТЭП-8, после чего внутренние откосы затирают под рейку. При установке столярных изделий в процессе формования проводятся работы в соответствии с п. 3.29 настоящих Рекомендаций.
9.10. В случае установки столярных изделий и подоконных досок в изделия, находящиеся в горизонтальном положении, рекомендуется производить заливку внутренних откосов. Для этого после установки столярных блоков на мастику «Бутепрол» вставляют металлический проемообразователь. Величина зазора между проемообразователем и телом арболита определяет толщину наливки откосов. Откосы заливают быстросхватывавшимся составом на основе ГЦПВ и керамзитовом песке. Проемообразователь вынимают через 10 - 15 мин.
9.11. Готовые изделия, принятые ОТК, следует хранить и транспортировать в рабочем положении в условиях, исключающих их увлажнение, в соответствии с требованиями ГОСТ 19222-73, а также ГОСТов и ТУ на конкретные виды изделий.
10. ОСОБЕННОСТИ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПОРИЗОВАННОГО АРБОЛИТА В ЗИМНЕЕ ВРЕМЯ
10.1. Для нормальной организации производства изделий из поризованного арболита в зимнее время следует выполнять следующие мероприятия:
а) заранее заготовлять древесные отходы в объеме, необходимом для работы в зимний период, с предварительной выдержкой этих отходов в летнее время;
б) подогревать применяемые материалы (дробленку, песок, гравий, воду) с тем, чтобы они имели положительную температуру;
в) для ускорения твердения производить тепловую обработку отформованных арболитовых изделий в специальных камерах с соблюдением установленных режимов в соответствии с пп. 8.2 - 8.6 настоящих Рекомендаций;
г) применять быстротвердеющие цементы высоких марок (БТЦ и ОБТЦ) для ускорения твердения изделий и сокращения сроков их выдержки;
д) прогревать окружающий воздух в отделениях твердения и выдерживать изделия из поризованного арболита при температуре не ниже 20 - 25 °C.
11. КОНТРОЛЬ КАЧЕСТВА ИСХОДНЫХ МАТЕРИАЛОВ, ПОРИЗОВАННОГО АРБОЛИТА И ГОТОВЫХ ИЗДЕЛИЙ
11.1. Контроль качества исходных материалов, арматуры и готовых изделий из поризованного арболита следует осуществлять путем систематического пооперационного контроля всех производственных процессов, а также путем приемочного контроля качества изделий при отпуске их потребителю.
11.2. Систематический пооперационный контроль качества включает:
испытание исходных материалов (цемента, заполнителей, добавок, арматуры, закладных деталей) с целью установления их пригодности для изготовления изделия с. требуемыми свойствами;
контроль выполнения установленной технологии изготовления изделий (правильность хранения материалов, их дозирование, приготовление и укладку поризованной арболитовой смеси, укладку и фиксацию арматуры и закладных деталей, соблюдение принятого режима твердения арболита), а также контроль за работой технологического оборудования и измерительных приборов;
контроль качества, поризованной арболитовой смеси;
текущий контроль основных свойств (прочности и плотности) арболита и раствора (бетона) фактурных слоев;
периодический контроль специальных свойств поризованного арболита (морозостойкости, водопоглощения, теплопроводности и т.д.);
осмотр, испытание и приемку готовой продукции по действующим стандартам или техническим условиям, утвержденным в установленном порядке, с учетом требований настоящих Рекомендаций.
11.3. Лаборатория производит контроль и анализ качества поступающих на предприятие материалов и полуфабрикатов, а также контроль и анализ точности технологических процессов в соответствии с действующими нормативными документами.
11.4. Поступающие на предприятие материалы и полуфабрикаты принимают партиями, при этом каждую партию проверяют по методикам, указанным в соответствующих ГОСТах, технических условиях и настоящих Рекомендациях.
11.5. Качество материалов, применяемых для приготовления изделий из поризованного арболита, следует определять:
цемента........................................................ по ГОСТ 310.1-76 - ГОСТ 310.3-76;
древесной дробленки................................. " ГОСТ 19222-73;
плотных крупных заполнителей............... " ГОСТ 8269-76;
плотных песков........................................... " ГОСТ 8735-75;
арматуры и закладных деталей................. " ГОСТ 10922-75;
порообразователей и химических по паспортам, стандартам и ТУ на добавок данный вид добавок, а также согласно настоящим Рекомендациям.
11.6. Пооперационный контроль производства возлагается на цеховой технический персонал, который работает под методическим руководством ОТК и должен отвечать за соблюдение технологической дисциплины и качество изделий. ОТК предприятия контролирует производство, принимает готовую продукцию и периодически совместно с лабораторией проверяет соответствие технологии производства технологическим правилам и режимам, а также проводит анализ причин брака.
11.7. Плотность поризованной арболитовой смеси в уплотненном состоянии необходимо определять по методике ГОСТ 10181.2-81 в формах размером 15´15´15 см не менее двух раз в смену для каждой марки приготовляемого арболита. Пробы объемом 10 л отбирают в момент укладки поризованной арболитовой смеси на постах формования изделий. Серию из трех (не менее) образцов рекомендуется одновременно использовать для контроля и оценки прочности и плотности поризованного арболита.
11.8. Подвижность (жесткость) поризованной арболитовой смеси рекомендуется проверять по ГОСТ 10181.1-81 не реже одного раза в смену, объем вовлеченного воздуха по ГОСТ 10181.3-81 при освоении производства и далее - не менее одного раза в неделю.
11.9. При приготовлении растворной смеси проверяют ее подвижность по ГОСТ 5802-78 не реже одного раза в сутки.
11.10. Помимо контроля за качеством смеси лаборатория ежесменно проверяет правильность дозирования компонентов при приготовлении поризованных арболитовых смесей и растворных (бетонных) смесей и продолжительность их перемешивания.
11.11. Данные, полученные при проверке качества материалов из расходных бункеров, плотности и других свойств поризованной арболитовой смеси, а также средняя (за смену) дозировка материалов на замес заносятся в журнал контроля приготовления поризованной арболитовой смеси.
11.12. Контроль за выполнением подготовительных работ перед формованием изделий включает:
ежесменную визуальную проверку поддонов и бортов форм, кессонов;
контроль размеров форм металлической измерительной линейкой 2-го класса по ГОСТ 7502-68, выборочно, один раз в смену;
визуальный контроль качества смазывания внутренних поверхностей каждой формы с целью устранения подтеков и непромазанных мест;
визуальную проверку правильности установки коробки оконных и дверных проемов на нижний кессон столярных изделий в процессе формования, наличия обмазки или защитной пленки и правильности установки верхнего кессона в соответствии с проектом и плотности прилегания его к оконному и дверному коробу;
проверку правильности укладки облицовочной плитки в каждой форме при формовании изделий «лицом вниз»;
соответствие вертикальных и горизонтальных швов требованиям СН 277-80, СН 389-68, ГОСТ 13996-77, ГОСТ 17057-80;
проверку соответствия установки арматуры и закладных деталей рабочим чертежам, наличия фиксаторов арматуры и обеспечения толщины защитного слоя при формовании каждого изделия.
11.13. В процессе формования следует контролировать:
толщину укладываемого нижнего слоя фактурного раствора (бетона) не менее трех раз в смену;
длительность выдерживания приготовленной поризованной арболитовой смеси, отсутствие недопустимых перерывов при ее укладке и уплотнении, длительность виброуплотнения и заполнение уплотняемой поризованной арболитовой смесью всего объема формуемого изделия;
соответствие толщины слоя уплотненной растворной (бетонной) смеси проектным требованиям не менее трех раз в смену путем замера расстояния от уровня смеси до верхнего обреза формы в различных местах по площади изделия (в центре, у бортов и т.д.).
11.14. После ремонтных работ, а также не реже одного раза в месяц следует измерять вибрографом амплитуду и частоту колебаний виброоборудования (виброплощадки, вибронасадка).
11.15. При тепловой обработке изделий следует вести контроль за показаниями приборов, регистрирующих температуру в камере и скорость движения теплоносителя и путем регулирования скорости и температуры подачи теплоносителя обеспечивать заданный режим и продолжительность тепловой обработки изделий.
При наличии программных регуляторов температуры и скорости движения теплоносителя и дистанционных регистрирующих приборов оператор не менее 2 раз в смену проверяет заданный влажностный и температурный режим, записывая влажность и температуру в журнал по каждой камере в отдельности. Во всех остальных случаях регулирование заданного температурно-влажностного режима и запись в журнале производится оператором не реже чем через каждый час.
При всех способах контроля оператор заносит в журнал время загрузки камеры, режим тепловой обработки, время включения и отключения камеры, а также время открытия камеры и выгрузки изделий из камеры.
В зимнее время оператор регистрирует не реже одного раза в смену и записывает в журнал температуру и влажность воздуха в помещении, где производится распалубка изделий.
11.16. Для проверки прочности поризованного арболита при сжатии и его плотности ежесменно для конкретной марки арболита в начале рабочей смены изготовляют не менее одной серии образцов, состоящих из шести образцов-кубов размером 15´15´15 см. Пробы поризованной арболитовой смеси для изготовления образцов отбирают при бетонировании изделий у места их формования. Образцы твердеют по режиму и в условиях, аналогичных режиму и условиям твердения изделий, и испытывают их через 7 и 28 сут для проверки отпускной и проектной марки по прочности при сжатии по ГОСТ 10180-78. и плотности по ГОСТ 12730. 1-78.
Сроки испытаний образцов из поризованного арболита допускается устанавливать в зависимости от требуемой прочности (распалубочной или отпускной, проектной и т.д.).
При необходимости определения других свойств поризованного арболита (морозостойкости, коэффициента теплопроводности и т.д.) изготовляют дополнительные образцы требуемой формы и размеров и подвергают их испытанию по методикам действующих стандартов раз в квартал.
11.17. Прочность при сжатии раствора (бетона) фактурных слоев проверяют на образцах размером 7´7´7 см или 10´10´10 см в соответствии с ГОСТ 10180-78. Образцы для проверки проектной (марочной) прочности фактурного раствора (бетона) изготовляют один раз в сутки.
11.18. Прочность и показатель однородности по прочности поризованного арболита оценивает лаборатория ежемесячно в соответствии с ГОСТ 18105.0-80 и ГОСТ 18105.1-80.
11.19. Морозостойкость поризованного арболита в изделиях определяют по ГОСТ 7025-78, а раствора (бетона) фактурных слоев п о ГОСТ 10060-75.
Морозостойкость определяют перед началом производства изделий, а затем каждый квартал или при изменении технологии их изготовления.
Поризованный арболит, раствор (бетон) фактурных слоев считаются выдержавшими испытания, если после установленного количества циклов попеременного замораживания и оттаивания образцы не разрушаются и на их поверхности не будет обнаружено видимых повреждений (шелушения, сквозных трещин, выкрашивания). Потеря прочности при сжатии испытанных образцов не должна превышать 15 % по сравнению с прочностью контрольных образцов.
11.20. Влажность поризованного арболита в контрольных образцах определяют по ГОСТ 12730.2-78 не реже 1 раза в неделю.
11.21. Влажность поризованного арболита в изделиях устанавливают в соответствии с требованиями ГОСТ 19222-73 не реже 1 раза в месяц.
11.22. Теплопроводность поризованного арболита определяют по ГОСТ 7076-78 и водопоглощение по ГОСТ 12730.3-78 до начала производства изделий, а затем в сроки, указанные в стандартах и технических условиях на отдельные виды изделий.
11.23. Массу изделий следует определять для каждой партии путем их взвешивания с помощью динамометра или весов с точностью ± 2 %. Отклонения массы готовых изделий должны соответствовать требованиям стандарта на данный вид изделий или п. 3.21 настоящих Рекомендаций.
11.24. Прочность, жесткость и трещиностойкость готовых изделий проверяют по ГОСТ 8829-77, а также по требованиям специальных стандартов и технических условий на данный вид изделий. Такому испытанию подвергают изделия до начала их массового производства, а также при изменении технологии изготовления изделий.
11.25. Контроль за качеством готовых изделий осуществляет ОТК предприятия-изготовителя в соответствии с требованиями ГОСТ 19222-73, а также ГОСТ или технических условий на отдельные конкретные виды изделий.
11.26. Изделия принимают партиями. Размер партии устанавливается в соответствующих нормативных документах. Партия считается принятой, если показатели качества изделий удовлетворяют требованиям соответствующих ГОСТов и настоящих Рекомендаций.
11.27. При приемке готовых изделий проверке ОТК подлежит:
плотность, прочность при сжатии поризованного арболита, раствора (бетона) фактурных слоев в изделиях (в каждой партии);
влажность изделий (в каждой партии);
морозостойкость поризованного арболита и раствора (бетона) фактурных слоев (при изменении состава поризованного арболита и раствора (бетона);
размеры изделия, толщина защитного слоя до арматуры, наличие выколов, трещин и других видимых дефектов (в каждой партии);
цвет и размещение отделочных материалов в соответствии с утвержденным эталоном-изделием, установленным в цехе отделки;
наличие отслоения отделочного слоя, керамической и стеклянной плитки, определяемого по глухому звуку при простукивании молотком всей поверхности слоя или плитки;
наличие разнотонности, просвечивания нижележащего слоя и вздутий.
11.28. Предприятие-изготовитель может отпускать потребителю изделия, лишь принятые ОТК. При этом потребителю выдается заводской паспорт установленной формы, подписанный начальником ОТК и руководителем предприятия-поставщика или заверенная копия паспорта той партии, к которой принадлежат поставляемые потребителю изделия.
11.29. Результаты контроля качества исходных материалов, арматуры, поризованного арболита и готовых изделий записываются в специальных журналах.
12. ПРИЕМКА, МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ИЗДЕЛИЙ
12.1. Готовые изделия из поризованного арболита следует защищать от увлажнения и хранить на крытом складе или под навесом в соответствии с требованиями ГОСТ 19222-73.
12.2. Ограждающие конструкции (стеновые панели и блоки) рекомендуется хранить в кассетах в вертикальном положении. Стойки кассет следует размещать от торца изделия на расстоянии не менее 0,2 м
При транспортировании изделия из поризованного арболита следует устанавливать в вертикальном положении в специальные контейнеры. Зазор между изделиями должен быть 30 - 50 см.
12.3. Панели покрытий и перекрытий следует хранить на деревянных прокладках в штабелях, имеющих не более шести рядов по высоте. Зазор между панелями должен быть не менее 30 мм.
12.4. Погрузку и выгрузку изделий следует производить специальными подъемными механизмами.
Приложение 1
ХАРАКТЕРИСТИКА И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПЕНОБРАЗОВАТЕЛЯМ
Для приготовления технической пены рекомендуется использовать следующие пенообразователи.
Синтетический пенообразователь на основе вторичных алкилсульфатов. Представляет собой водный раствор поверхностно-активного вещества, состоящего из смеси натриевых солей сульфатов вторичных спиртов, несульфированных соединений и воды, Выпускается в соответствии с ТУ 38-10719-77 «Вещество жидкое моющее «Прогресс». По физико-техническим свойствам вторичные алкилсульфаты должны удовлетворять требованиям, приведенным в табл. 13.
Таблица 13
|
Нормы для марок |
|||
|
марка 30, сорт высший |
марка 30, сорт 1 |
марка 20 |
|
|
Цветность 5 %-ного водного раствора по йодной шкале, не более |
4 |
4 |
4 |
|
Содержание поверхностно-активного вещества (смеси вторичных алкилсульфатов натрия) в процентах по массе, не менее |
32 |
30 |
24 |
|
Содержание сульфата натрия в процентах по массе, не более |
3,5 |
4 |
3,5 |
|
Содержание несульфатированных: углеводородов по отношению к активному веществу в процентах по массе, не более |
0,9 |
1 |
0,9 |
|
Содержание изопропилового спирта в процентах по массе, не более |
1,2 |
3,5 |
3,5 |
|
pH товарного продукта |
7,5 - 8,5 |
7,2 - 8,5 |
не более 9,0 |
|
Содержание железа в процентах по массе, не более |
0,01 |
0,01 |
0,01 |
Примечание. Вторичные алкилсульфаты выпускает Новочеркасский завод синтетических продуктов (Ростовская область).
Синтетический пенообразователь на основе пасты алкилсульфатов первичных спиртов (по данным ЦНИИЭПсельстроя). Представляет собой водный раствор поверхностно-активного вещества, состоящего из смеси алкисульфатов первичных спиртов (не менее 20 %), несульфированных соединений, сульфата натрия и воды.
Паста алкилсульфатов на основе первичных жирных спиртов выпускается в соответствии с требованиями ТУ 38-10755-75 «Паста алкилсульфатов синтетических жирных спиртов».
По физико-техническим свойствам паста алкилсульфатов должна удовлетворять требованиям, приведенным в табл. 14.
Таблица 14
|
Нормы |
Методы испытаний |
|
|
Внешний вид |
Вязкая подвижная жидкость |
По ТУ 38-10755-75, п. 3.2 |
|
Цвет |
От белого до темно-желтого |
То же, п. 3.2 |
|
Содержание алкилсульфатов не менее, % |
21 |
То же, п. 3.3 |
|
Содержание несульфированных соединений в пересчете на 20 % алкилсульфатов, не более, % |
4 |
То же, п. 3.4 |
|
Реакция среды, pH |
7 - 8,5 |
То же, п. 3.5 |
|
Содержание сульфата натрия, не более, % |
19 |
То же, п. 3.6 |
Примечание. Пасту алкилсульфатов изготовляет химический завод в г. Шебекино Белгородской области и химический завод им. 50-летия ВЛКСМ в г. Волгодонске Ростовской области.
Жидкостекольный пенообразователь приготовляют из канифоли, едких щелочей и жидкого стекла непосредственно на заводе по производству изделий из поризованного арболита. Вышеназванные материалы должны удовлетворять требованиям соответствующих стандартов: канифоль - ГОСТ 19113-73*;
едкий натрий - ГОСТ 2263-79*;
жидкое стекло - ГОСТ 13078-82
Приготовление жидкостекольного пенообразователя включает в себя следующие три операции: приготовление раствора щелочи; канифольного мыла и водного раствора пенообразователя.
Для варки канифольного мыла сначала приготовляют водный раствор едкого натра. Концентрацию водного раствора едкого натра берут по плотности раствора, равной 1,16. Водный раствор едкого натра доводят до кипения.
Для получения канифольного мыла канифоль, раздробленную и просеянную через сито с отверстиями 5 мм, постепенно всыпают при непрерывном перемешивании в кипящий раствор едкого натра. Соотношение канифоли (по массе) и раствора едкого натра (по объему) берут в пропорции 1:1. Канифоль должна быть прозрачной, не липкой, иметь температуру размягчения не ниже 65 °C, не содержать скипидарных масел (наличие их можно проверить горячей водой).
После смешения канифоли и едкого натра смесь кипятят до полного растворения канифоли (1,5 - 2 ч), характеризуемого однородным цветом массы и отсутствием комков и крупинок, затем добавляют горячую воду с температурой 70 °C, чтобы получить первоначальный объем смеси до кипячения, и дают канифольному мылу остыть до 50 - 60 °C.
Полученное канифольное мыло смешивают с жидким стеклом плотностью 1,45 - 1,50 г/см3. В нагретое до 50 - 60 °C жидкое стекло выливают при непрерывном перемешивании канифольное мыло с такой же температурой (60 °C). Смесь раствора жидкого стекла и канифольного мыла называется концентратом жидкостекольного пенообразователя. Концентрат жидкостекольного пенообразователя хранят в закрытых деревянных бочках, стеклянных или глиняных банках. Срок хранения пенообразователя - не более 10 дней.
Перед употреблением концентрат жидкостекольного пенообразователя нагревают до 60 °C и разводят горячей водой (60 °C). Рабочий раствор пенообразователя получают путем разведения концентрата поверхностно-активного вещества в теплой воде с температурой 50 - 60 °C. Концентрации рабочих растворов пенообразователей следует принимать по табл. 11. Приготовленная в пеногенераторе ЦНИИЭПсельстроя из рабочего раствора пенообразователя техническая пена должна удовлетворять требованиям, приведенным в табл. 15.
Таблица 15.
|
Пенообразователь |
|||
|
на основе пасты алкилсульфатов первичных спиртов |
на основе вторичных алкилсульфатов |
жидкостекольный |
|
|
Плотность технической пены, кг/м3 |
160 - 180 |
160 - 180 |
180 - 200 |
|
Кратность пены |
6 - 7 |
6 - 7 |
5 - 6 |
|
Коэффициент стойкости пены в цементном тесте |
0,75 - 0,9 |
0,70 - 0,8 |
0,75 - 0,85 |
|
Реакция среды, pH |
7 - 8,5 |
7,5 - 8,5 |
- |
Качество технической пены следует определять по методикам, изложенным в приложении 4 настоящих Рекомендаций.
Приложение 2
ПЕРЕЧЕНЬ АВТОРСКИХ СВИДЕТЕЛЬСТВ ПО ПРИМЕНЕНИЮ КОМПЛЕКСНЫХ ХИМИЧЕСКИХ ДОБАВОК В АРБОЛИТЕ
|
Номер авторского свидетельства на изобретение |
Номер и год издания Бюллетеня изобретений |
Вид и состав химической добавки |
|
581128 |
43, 1977 |
Смесь жидкого стекла и фурилового спирта в соотношении от 1:0,01 до 1:0,03 и о массе в количестве 3,7 - 3,9 % вяжущего |
|
606846 |
18, 1978 |
Смесь жидкого стекла и хлористого кальция в соотношении от 1:2 до 1:3 |
|
606847 |
18, 1978 |
Смесь хлористого кальция и сернокислого алюминия, взятых в соотношении от 1:1 до 1:1,6 |
|
626085 |
36, 1978 |
Смесь сернокислого алюминия и азотнокислого аммония в соотношении от 1:1 до 1:2 в количестве 2 - 5 % вяжущего |
|
617447 |
28, 1978 |
Смесь жидкого стекла с сернокислым алюминием или сернокислым железом в соотношении от 1:1 до 1:10 |
|
730664 |
16, 1980 |
Пенообразователь на основе алкилсульфатов первичных или вторичных спиртов |
Приложение 3
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ ТЕХНИЧЕСКОЙ ПЕНЫ
Техническую пену приготовляют с помощью рециркуляционных пеногенераторов конструкции ЦНИИЭПсельстроя, центробежных насосов консольного типа 3К-6, 4К-8, а также с помощью механических пеновзбивателей (например, применяемых при производстве пенобетона), состоящих из барабана, лопастного вала (240 об/мин) с передвижной диафрагмой для изменения рабочего объема.
Для производства поризованного арболита необходимо на арболитосмесительном узле дополнительно иметь оборудование по приготовлению пенообразователя и технической пены, а также комплексных химических добавок.
Дополнительное оборудование по приготовлению технической пены может быть смонтировано в соответствии с рабочими чертежами «Установка для приготовления технической пены автоматизированная» (шифр 96-00.00.00) и ТУ 69-47-77, разработанными ЦНИИЭПсельстроем Минсельстроя СССР.
Дополнительное оборудование по приготовлению комплексных химических добавок может быть смонтировано в соответствии с типовым проектом 409-28-24 «Автоматизированное отделение по приготовлению жидких химических добавок бетона и раствора для установки производительностью 50 м3/ч» или согласно альбому «Установки по приготовлению водных растворов химических добавок и устройства для их дозирования в бетоны и растворы», разработанного Проектно-технологическим институтом «Оргпромстрой» Минпромстроя СССР (г. Тула).
Установка по приготовлению технической пены с помощью пеногенератора конструкции ЦНИИЭПсельстроя состоит из следующих узлов (рис. 1): агрегата для подготовки концентрата пенообразователя; установки для заливки рабочего раствора в расходный бак; механизма для заливки рабочего раствора в пеногенератор, приготовления и слива пены; системы автоматики.
Узел подготовки рабочего раствора пенообразователя включает бак для хранения концентрата пенообразователя 1 и бак для приготовления раствора пенообразователя 2, оборудованного змеевиком.
Узел заливки рабочего раствора в расходный бак включает в себя: насос подачи рабочего раствора 10 из запасного в расходный бак; расходный бак 13 с датчиками уровня 11; переливную трубку 12.
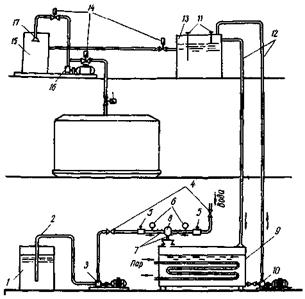
Рис. 1. Автоматизированная установка для приготовления технической пены
Узел заливки рабочего раствора в пеногенератор, приготовления и слива пены состоит из: электромагнитных клапанов 14; пеногенератора, включающего бак 15, насос 16, электромагнитный клапан 14 и распылитель 17; аппаратуры ручного (местного) управления насосами.
Приготовление технической пены включает следующие технологические операции: загрузку концентрата пенообразователя в бак для хранения; перекачку концентрата в бак для приготовления рабочего раствора; подачу рабочего раствора насосом в расходный бак, подачу рабочего раствора из расходного бака в пеногенератор; приготовление пены в пеногенераторе; слив готовой пены в бетоносмеситель.
Пеногенератор для приготовления технической пены конструкции ЦНИИЭПсельстроя представлен на рис. 2. Принцип действия его состоит в следующем.
Отдозированное количество рабочего раствора пенообразователя заливается в бак 1. Трехходовой кран 2 при этом открыт в положении «Циркуляция», и раствор пенообразователя (пеномассы) центробежным насосом 3 подается к разбрызгивающему устройству 4. При прохождении раствора (пеномассы) через всасывающий трубопровод 5 в трубах подсоса 6 создается разряжение, благодаря чему обеспечивается подача воздуха к рабочему колесу насоса. Этот воздух разбивается колесом насоса на мельчайшие пузырьки, которые равномерно распределяются в пеномассе, повышая ее воздухосодержание. По окончании приготовления пены (2 - 3 мин) трехходовой кран переводится в положение «Выгрузка» и готовая пена подается в смеситель, где происходит ее смешивание с остальными компонентами бетонной смеси, Пеногенератор рекомендуется применять для приготовления технической пены с кратностью 5 - 7.
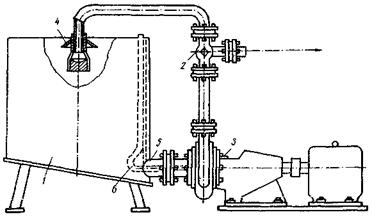
Рис. 2. Пеногенератор конструкция ЦНИИЭПсельстроя
Техническая характеристика пеногенератора
Производительность по выработке пены, л/смену....................... 6000
Емкость бака, л................................................................................. 400
Заливаемая порция рабочего раствора пенообразователя, л....... 30
Продолжительность приготовления порции технической
пены, мин.......................................................................................... 3
Продолжительность слива порции пены, мин............................. 0,5
Габаритные размеры, мм
длина............................................................................................. 2390
ширина.......................................................................................... 750
высота........................................................................................... 1465
Масса, кг............................................................................................ 400
Насос пеногенератора...................................................................... 3ЭФ-12
Примерная схема расстановки дополнительного оборудования по приготовлению технической пены с помощью центробежных насосов консольного типа 3К-6, 4К-8, 4 НФ, ЦНШ-80 приведена на рис. 3.
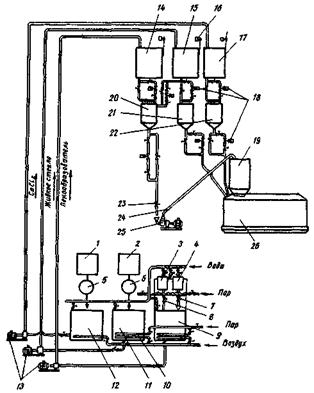
Рис. 3. Технологическая схема приготовления технической пены и растворов химических добавок
Центробежные насосы с числом оборотов вала не менее 1400 об/мин могут быть использованы для приготовления технической пены после соответствующей доукомплектации. Для этого необходимо установить со стороны всасывающего патрубка приемную воронку, а со стороны выгрузочного - патрубок диаметром 80 - 100 мм, по которому пена поступает в бетоносмеситель. Пропускная способность выпускного крана дозатора должна находиться в пределах 10 - 20 л/мин.
С целью снижения энергоемкости центробежных насосов вышеуказанных типов рекомендуется заменять входящие в их комплект электродвигатели на менее мощные (4,5 - 6 кВт).
Устанавливаемое дополнительное оборудование можно разделить на следующие основные узлы: узел приготовления пенообразователя; узел приготовления растворов химических добавок; узел подачи растворов химических добавок и пенообразователя; узел приготовления технической пены и подачи ее в смеситель.
Узел приготовления пенообразователя имеет оборудование, необходимое для приготовления жидкостекольного или синтетического пенообразователя.
Узел состоит из «тепловой бани» для приготовления раствора жидкого стекла и варки канифольного мыла и рабочей емкости пенообразователя 9, в которой смешиваются растворы жидкого стекла и канифольного мыла и разбавляются водой до рабочей концентрации.
Рабочая емкость пенообразователя представляет собой сварную конструкцию прямоугольного сечения, на которую жестко устанавливается «тепловая баня», состоящая из двух независимых баков (один для раствора жидкого стекла, другой для канифольного мыла), помещенных в емкость, заполняемую водой. «Тепловая баня» и бак для варки канифольного мыла 4 нагреваются паровыми регистрами.
Жидкостекольный пенообразователь готовят из канифоли, едких щелочей и жидкого стекла (см. приложение 1 настоящих Рекомендаций).
В баке 4 сначала приготовляют водный раствор едкого натра, доводят его до кипения и затем постепенно при перемешивании всыпают в него канифоль.
Смесь кипятят до полного растворения канифоли (1,5 - 2 ч), характеризуемого однородным цветом массы и отсутствием комков и крупинок, затем добавляют горячую воду с температурой 70 °C, чтобы получить первоначальный объем смеси до кипячения и дают канифольному мылу остыть до 50 - 60 °C.
Раствор жидкого стекла приготовляют в баке 3 путем разведения его водой до плотности 1,31 - 1,34 и нагревания до 50 - 60 °C на «тепловой бане». Тепло от парового регистра к баку для приготовления раствора жидкого стекла передается через воду, помещенную в пространство между баками.
Для получения жидкостекольного пенообразователя приготовленные раствор жидкого стекла и канифольное мыло сливают по трубопроводам, снабженным пробковыми кранами 7 и 8, в рабочую емкость пенообразователя. Температура раствора жидкого стекла и канифольного мыла должна быть одинаковой 60 °C. Раствор жидкого стекла и канифольного мыла смешивают в рабочей емкости в соотношении 1:0,7 (по массе). Одновременно в рабочую емкость пенообразователя подается горячая вода в соотношении 1:6 (смесь канифольного мыла с раствором жидкого стекла: вода).
Канифольное мыло, раствор жидкого стекла и воду перемешивают сжатым воздухом, подаваемым в перфорированную трубу.
Затем для получения пенообразователя рабочей концентрации в бак доливают до соответствующей отметки воду с температурой 20 ± 5 °C. Рабочая концентрация пенообразователя получается при соотношении пенообразователя и воды 1:20 - 1:35.
Примечание. Допускается работать на рабочем составе пенообразователя меньшей концентрации в случае получения пены хорошего качества.
В случае применения готовых синтетических пенообразователей приготовление их сводится к разбавлению получаемого с химкомбинатов концентрата пенообразователя водой в определенном соотношении.
Узел приготовления растворов химических добавок имеет следующее оборудование: устройства 5 и 6 для дозирования хлористого кальция (или другой соли металла) и жидкого стекла и емкости для приготовления растворов хлористого кальция 12 и жидкого стекла 11.
Растворы химических добавок приготовляют следующим образом. Отдозированное количество исходных веществ загружают в рабочую емкость, заливают требуемым количеством воды и перемешивают сжатым воздухом. Для лучшего растворения жидкого стекла необходимо применять воду с температурой 50 - 60 °C, или подогревать раствор непосредственно в рабочей емкости паровыми регистрами 10. Рекомендуемый рабочий раствор хлористого кальция должен иметь плотность 1,04, раствор жидкого стекла - 1,12.
Узел подачи рабочих растворов пенообразователя и химических добавок состоит из центробежных насосов типа 1,5К-6, системы трубопроводов и расходных емкостей 14, 15, 17, снабженных дозаторами поплавкового типа.
Узел дозирования растворов пенообразователя и химических добавок включает в себя дозаторы 20, 21, 22 (бачки, снабженные устройствами для отсчета количества жидкости) и систему трубопроводов снабженных вентилями ручного и дистанционного действия.
Подача пенообразователя и растворов химических добавок из расходных емкостей в дозаторы осуществляется самотеком после открывания электромагнитных клапанов.
После подачи требуемого на замес количества пенообразователя и растворов химических добавок электромагнитные клапаны закрываются вручную или с помощью автоматических датчиков.
В узле предусмотрена система трубопроводов и вентилей для подачи, в случае необходимости, раствора жидкого стекла в дозатор пенообразователя. В данном случае раствор жидкого стекла смешивается в дозаторе с раствором пенообразователя и служит стабилизатором технической пены. Раствор жидкого стекла вводится в раствор пенообразователя в том случае, если получаемая техническая пена не отвечает требованиям по стойкости.
Узел приготовления технической пены и подачи ее в смеситель.
Техническая пена приготовляется при помощи центробежного насоса типа 3К-6, 6К-8, 4 НФ.
Рабочий, обслуживающий бетоносмеситель, начав приготовление арболитовой смеси, нажимает на кнопку управления центробежного насоса и включает насос 25, с которым сблокирован электромагнитный клапан подачи раствора пенообразователя из дозатора в насос. Скорость истечения раствора пенообразователи регулируется при помощи вентиля 23.
Необходимое на замес количество пены накапливается в установленном над бетономешалкой накопителе пены 19, снабженном герметически закрываемым затвором.
Моторист бетоносмесителя, убедившись в получении в смесителе однородной арболитовой смеси, открывает выпускной клапан накопителя пены, которая поступает в смеситель, где перемешивается с арболитовой смесью.
В качестве накопителя пены может служить дозатор цемента, например, АВДЦ-1200.
С целью привязки оборудования для приготовления пенообразователя, пены и растворов химических добавок необходимо выполнять следующие условия.
1. «Тепловую баню» для приготовления пенообразователя и рабочие емкости пенообразователя и растворов химических добавок устанавливают в непосредственной близости от БСУ.
2. Узел приготовления пенообразователя и растворов химических добавок располагают на первом этаже с целью организации около него специального места для хранения исходных компонентов - пенообразователя и химических добавок.
3. Насосы 13, перекачивающие пенообразователь и растворы химдобавок, располагают вблизи от расходных емкостей 9, 11, 12, а кнопки управления насосами перекачки пенообразователя и растворов химдобавок - в бетоносмесительном отделении.
4. Накопитель пены 19 подвешивают над смесителем.
5. Дозировочный бачок пенообразователя 20 и насос 25 располагают около бетономешалки.
6. В качестве дозаторов пенообразователя и растворов химических добавок могут служить автоматические дозаторы АВДЖ-425/1200.
7. Дозаторы и расходные бачки 14, 15, 17 необходимо подвергать чистке 1 раз в месяц. Для этого следует предусмотреть сброс продуктов, получаемых в процессе чистки, в канализацию.
8. Процесс пенообразования регулируется при помощи крана на выпускном патрубке дозировочного бака пенообразователя по скорости истечения пенообразователя (10 - 15 л/мин).
9. Установку для приготовления пенообразователя и растворов химических добавок обслуживает один работай в 1 смену.
10. Рабочее давление пара в паровых регистрах не должно превышать 0,05 МПа.
11. Едкий натрий для приготовления жидкостекольного пенообразователя является ядовитым веществом. Рабочий, обслуживающий установку должен пройти специальный инструктаж по технике безопасности. Вход посторонним лицам в места хранения едкого натра и приготовления раствора едкого натра не разрешается.
12. Вместо накопителя пены возможно использование бункера дозатора цемента АВДЦ-1200.
13. Размеры баков для варки канифольного мыла, приготовления растворов жидкого стекла, емкостей рабочего раствора пенообразователя и растворов химических добавок, а также расходных баков указанных растворов выбираются в зависимости от суточной потребности цеха в пенообразователе и растворах химических добавок.
На технологической схеме даны объемы емкостей при суточной производительности цеха 50 - 60 м3 поризованного арболита.
Приложение 4
ОПРЕДЕЛЕНИЕ КАЧЕСТВА ТЕХНИЧЕСКОЙ ПЕНЫ
Качество пенообразователя характеризуется тремя показателями: кратностью, стойкостью и осадкой пены.
Кратность характеризует отношение исходного объема пенообразователя к объему пены, а коэффициент стойкости показывает, какая часть пены остается неразрушенной при перевешивании ее с цементным тестом.
Рис. 4. Размельчитель тканей
Для определения качества пены может быть применен прибор «Размельчитель» или прибор конструкции МИСИ. Прибор «Размельчитель» (рис. 4) состоит из двух основных частей: корпуса и стеклянного стакана. В корпус прибора вмонтирован электродвигатель, имеющий на валу муфту для крепления стакана. На корпусе прибора имеется переключатель для изменения числа оборотов электродвигателя. Перед началом испытаний на стеклянный стакан должна быть нанесена градуировка с ценой деления 50 мл. Для проверки качества пены, приготовленной в соответствии с приложением 1, стакан заполняется 100 мл свежеприготовленного раствора пенообразователя. Стакан, устанавливают в гнездо на корпусе и поворотом переключателя в положение соответствующее цифре 1 (4000 об/мин), приводят лопасти во вращательное движение. Одновременно с пуском электродвигателя включают секундомер. Раствор в стакане перемешивают в течение 30 с. Затем выключают электродвигатель и фиксируют объем полученной пены в стакане. Число, показывавшее отношение полученного объема пены к 100 мл раствора, взятого для определения, является показателем кратности. Не останавливая секундомера, продолжают наблюдение за выделением из пены жидкости (отсека) до 50 мл. Показатель устойчивости пены определяется временем выделения 50 % (50 мл) раствора пенообразователя, взятого для получения пены, за вычетом 30 с, т.е. времени пенообразования в стакане прибора. Определение кратности и устойчивости пены для каждой концентрации повторяют 3 раза, после чего берут среднее арифметическое из трех определений.
Пена, приготовленная с наименьшим расходом пенообразователя и удовлетворяющая нижеприведенным требованиям, считается оптимальной.
Рис. 5. Прибор МИСИ для определения качества пены
1 - стеклянный или пластмассовый сосуд; 2 - отводная трубка с краником; 3 - поплавок 4 - шкала для замера осадки пены; 5 - сетка 0,85
Прибор МИСИ (рис. 5) состоит из трех основных частей: сосуда, отводной трубки, поплавка. Сосуд стеклянный или пластмассовый с соотношением внутреннего диаметра к высоте 1:2 (объем сосуда не менее 5 л). Сосуд имеет в днище отверстие, перекрытое сеткой № 085, которая пропускает отделившуюся жидкость, но не пропускает пену. Отводная объемная трубка соединена с отверстием в днище сосуда и имеет выпускной кран. Поплавок представляет собой алюминиевую или пластмассовую пластинку диаметром на 5 мм меньше внутреннего диаметра сосуда, массой 20 - 25 г, которая изолирует пену от окружающей среды.
Работа на приборе состоит в следующем: вначале приготовленная пена в соответствии с приложением 3 настоящих Рекомендаций из раствора пенообразователя определенной концентрации загружается в сосуд. В случае образования больших воздушных скоплений внутри сосуда пена сверху постепенно продавливается, пока не будут удалены воздушные каверны. После этого срезается избыток пены и на выходное отверстие насаживается отводная трубка. Сверху вставляется пластинка-поплавок. Прибор устанавливается на технические весы, и производится наблюдение за разрушением пены в сосуде. Отделившуюся жидкость (отсек) выпускают из сосуда с помощью отводящего устройства через определенные промежутки времени. Одновременно замеряют осадку пены, количество отделившейся жидкости и определяют скорость разрушения пены. Приготовленная пена должна иметь следующие показатели:
а) на приборе МИСИ:
осадка пены через 1 ч - не более 10 мм;
отход жидкости через 1 ч при взбивании пены: в пеногенераторе (или механическом пеновзбивателе) - не более 100 см3, в центробежном насосе - не более 250 см3;
кратность пены при взбивании: в пеногенераторе (или механическом пеновзбивателе) - не менее 5;
б) на приборе «Размельчителъ»:
осадка пены через 1 ч - не более 5 мм;
отход жидкости через 30 мин - не более 50 мл;
кратность пены - не менее 7.
Пригодной для применения считается пена, приготовленная с наименьшим расходом пенообразователя и удовлетворяющая вышеуказанным требованиям.
Примечания: 1. При длительном хранении пенообразователя его пригодность следует проверять не реже одного раза в неделю.
2. Приготовление пены при подборе ее состава производится в лабораторных условиях. Окончательная дозировка пенообразователя и воды устанавливается опытным путем при взбивании пены в производственных условиях.
Определение качества технической пены по методу ЦНИИЭПсельстроя заключается в следующем.
Техническая пена, качество которой подлежит оценке, отбирается на выходе из центробежного насоса после 2 мин работы или при выпуске пены из пеногенератора.
Кратность пены определяется отношением плотности раствора пенообразователя к плотности приготовленной из нее пены по формуле
![]()
где К - кратность технической пены;
gрп - плотность рабочего раствора пенообразователя, кг/м3;
gп - плотность технической пены, кг/м3.
Плотность раствора пенообразователя и полученной из него пены определяют путем взвешивания их в мерном сосуде емкостью 1 л. Кратность пены вычисляют как среднее арифметическое по результатам трех определений. Кратность технической пены должна быть в пределах К = 5 - 7. Стойкость пены характеризуется коэффициентом стойкости технической пены в цементном тесте, который подсчитывается по формуле

где С - коэффициент стойкости пены в цементном тесте;
![]() - объем
поризованного цементного теста, мл;
- объем
поризованного цементного теста, мл;
Vцт - объем цементного теста, мл;
Vп - объем технической пены, мл.
Для определения коэффициента стойкости технической пены в течение 1 мин вручную смешивают в равных объемах цементное тесто (В/Ц = 0,4) с технической пеной и измеряют объем получившегося поризованного цементного теста. По результатам трех аналогичных испытаний вычисляется среднеарифметический коэффициент стойкости технической пены в цементном тесте. Коэффициент стойкости технической пены, приготовленной в пеногенераторе, должен быть не менее значений, приведенных в табл. 15 настоящих Рекомендаций.
Приложение 5
ПРИМЕР ПОДБОРА СОСТАВА ПОРИЗОВАННОГО АРБОЛИТА
Требуется подобрать состав поризованного арболита марки 35 с минимально возможной плотностью для изготовления наружных стеновых панелей в горизонтальных формах на имеющейся в наличии дробление из отходов деревообработки хвойных пород. Зерновой состав дробленки удовлетворяет требованиям табл. 7 настоящих Рекомендаций. Насыпная плотность дробленки в сухом состоянии gдр = 120 кг/м3, влажность по массе равна 50 %, водопоглощение дробленки по массе за 30 мин 110 %. Вяжущее - портландцемент марки 500, нормальная густота цементного теста - 30 %. Пенообразователь - паста алкилсульфатов первичных спиртов. Химические добавки - комплексная химическая добавка, состоящая из жидкого стекла (модуль жидкого стекла 2,4) и хлорида кальция в соотношении 2:1 по массе.
1. В соответствии с требованиями п. 5.4 настоящих Рекомендаций оптимальный расход древесной дробленки принимаем равным 1,5 м3 на 1 м3 поризованной арболитовой смеси или 180 кг/м3.
2. По табл. 8 п. 5.5 настоящих Рекомендаций определяем ориентировочный расход цемента, исходя из имеющегося в наличии заполнителя и требуемой марки арболита.
В нашем случае расход цемента, с учетом примечания к табл. 9, будет составлять 350 - 350:0,07 = 325 кг. Для первоначальных замесов берем три расхода вяжущего: принятый по табл. 9 и с отклонением от него на ± 10 %, т.е. 292, 325 и 358 кг на 1 м3 поризованной арболитовой смеси.
3. Согласно п. 5.6 настоящих Рекомендаций принимаем оптимальную подвижность поризованной арболитовой смеси, равную осадке конуса 1 - 3 см.
Ориентировочный расход воды для выбранных расходов цемента принимаем по п. 5.7 настоящих Рекомендаций равным 1,2 массы цемента, т.е. для первоначальных замесов ориентировочные расходы будут соответствовать 350, 390 и 430 л на 1 м3 поризованной арболитовой смеси.
4. Ориентировочный расход пенообразователя рабочей концентрации назначаем по п. 5.11 настоящих Рекомендаций равным 40 л на 1 м3 смеси.
5. Ориентировочные расходы химических добавок (в пересчете на сухое вещество) берем по табл. 9 (п. 5.10 настоящих Рекомендаций), т.е. принимаем расход жидкого стекла равным 11 кг, хлорида кальция - 5,5 кг
6. Ожидаемые расчетные плотности свежеуложенной арболитовой смеси для каждого из трех замесов подсчитанные по формуле (11) (см. п. 5.13 настоящих Рекомендаций), соответственно будут равны:
состав 1 - g св. ул = 292 + 1,5 · 120 + 350 + 1 · 40 + 11 + 5,5 = 878 кг/м3;
состав 2 - g св. ул = 325 + 1,5 · 120 + 390 + 1 · 40 + 11 + 5,5 = 952 кг/м3;
состав 3 - g св. ул = 358 + 1,5 · 120 + 430 + 1 · 40 + 11 + 5,5 = 1025 кг/м3.
Примечание. Плотность пенообразователя рабочей концентрации для ориентировочных расчетов принимаем равным 1,0.
Расходы материалов на 1 м3 поризованной арболитовой смеси для исходных замесов сведены в табл. 16.
Таблица 16
|
Единица измерения |
Состав |
|||
|
1 |
2 |
3 |
||
|
Древесная дробленка |
м3 |
1,5 |
1,5 |
1,5 |
|
Портландцемент марки М500 |
кг |
292 |
325 |
358 |
|
Вода |
л |
350 |
390 |
430 |
|
Пенообразователь рабочей концентрации |
л |
40 |
40 |
40 |
|
Жидкое стекло (сухое вещество) |
кг |
11 |
11 |
11 |
|
Хлорид кальция (сухое вещество) |
кг |
5,5 |
5,5 |
5,5 |
Учитывая влажность дробленки, а также то, что жидкое стекло и хлорид кальция для замесов в нашем случае будут вводиться в смесь в виде водных растворов 10 %-ной концентрации, при назначении расходов составляющих необходимо сделать соответствующие перерасчеты.
Например, для состава 1.
В древесной дробленке, требуемой на замес с учетом влажности древесины (50 %), содержание воды будет составлять:
1,5 · 120 · 0,5 · 0,03 = 2,7 л
По табл. 20 (приложение 6) находим, что содержание жидкого стекла (в пересчете на сухое вещество) в 1 л 10 %-ной концентрации плотностью 1,09 составляет 0,109 кг. Следовательно, для введения в арболит необходимого количества жидкого стекла в виде 10 %-ного раствора на 30 л смеси потребуется:
11:0,109 · 0,03 = 3,03 л раствора жидкого стекла.
В найденном количестве раствора жидкого стекла воды содержится
1,09 · 3,03 - 11 · 0,03 = 2,96 кг
По табл. 19 (приложение 6) находим, что содержание хлорида кальция в 1 л раствора 10 %-ной концентрации плотностью 1,084 составляет 0,108 кг. Следовательно, для введения в арболит необходимого количества соли 10 %-ного раствора на 30 л смеси потребуется:
5,5:0,108 · 0,03 = 1,53 л раствора хлорида кальция.
В найденном количестве раствора соли содержится воды:
1,084 · 1,53 - 5,5 · 0,03 = 1,49 кг.
С учетом воды, содержащейся в древесной дробленке, в растворах жидкого стекла и хлорида кальция, количество воды для приготовления 30 л поризованной арболитовой смеси составит:
350 · 0,03 - (2,7 + 2,96 + 1,49) = 10,5 - 7,15 = 3,35 кг.
С учетом вышеизложенной методики расчетов в табл. 17 приведены расчетные расходы составляющих поризованной арболитовой смеси для каждого опытного замеса.
Таблица 17
|
Единица измерения |
Состав |
||||||
|
1 |
2 |
3 |
|||||
|
расчет. |
фактич. |
расчет. |
фактич. |
расчет. |
фактич. |
||
|
Портландцемент марки М500 |
кг |
8,76 |
8,76 |
9,76 |
9,76 |
10,74 |
10,74 |
|
Древесная дробленка с влажностью W = 50 % |
л |
45 |
45 |
45 |
45 |
45 |
45 |
|
кг |
8,1 |
8,2 |
8,1 |
8,1 |
8,1 |
8,3 |
|
|
10 %-ный раствор жидкого стекла |
л |
3,03 |
3,03 |
3,03 |
3,03 |
3,03 |
3,03 |
|
кг |
3,30 |
3,30 |
3,30 |
3,30 |
3,30 |
3,30 |
|
|
10 %-ный раствор хлорида кальция |
л |
1,59 |
1,59 |
1,59 |
1,59 |
1,59 |
1,59 |
|
кг |
1,72 |
1,72 |
1,72 |
1,72 |
1,72 |
1,72 |
|
|
Пенообразователь |
л |
1,2 |
1,2 |
1,2 |
1,15 |
1,2 |
1,1 |
|
Вода затворения |
л |
3,35 |
3,5 |
4,55 |
4,6 |
5,75 |
5,7 |
|
Фактическая насыпная плотность древесной дробленки |
кг/м3 |
- |
120 |
- |
120 |
- |
120 |
|
Плотность свежеуложенной поризованной арболитовой смеси |
кг/м3 |
878 |
890 |
952 |
980 |
1024 |
1050 |
|
Сумма расхода составляющих поризованного арболита |
кг |
26,43 |
26,68 |
28,63 |
28,63 |
30,81 |
30,9 |
Фактический расход пенообразователя на замес уточняем в соответствии с п. 5.14 настоящих Рекомендаций, а именно в соответствии с ожидаемой расчетной плотностью, подсчитываемой по формуле (11) (см. п. 5.13 настоящих Рекомендаций).
Первоначальный расход пенообразователя принимаем на 20 % меньше указанного в п. 5.11 настоящих Рекомендаций, а затем постепенно увеличиваем до получения требуемой расчетной плотности свежеуложенной поризованной арболитовой смеси, которую определяем по ГОСТ 10181.2-81.
Фактические плотности свежеуложенной поризованной арболитовой смеси, а также фактические расходы материалов и пенообразователя на замес приведены в табл. 17.
8. После приготовления замесов рассчитываем фактический расход материалов на 1 м3 поризованной арболитовой смеси, подсчитанный в соответствии с фактической плотностью свежеуложенной арболитовой смеси, приведенной в табл. 17 настоящих Рекомендаций. В нашем случае фактические расходы материалов на 1 м3 поризованной арболитовой смеси приведены в табл. 18.
Таблица 18
|
Единица измерения |
Состав |
||||
|
1 |
2 |
3 |
4 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Цемент марки М500 |
кг |
293 |
334 |
364 |
350 |
|
Древесная дробленка (в сухом состоянии) |
м3 |
1,5 |
1,5 |
1,5 |
1,5 |
|
Стекло натриевое жидкое (в пересчете на сухое вещество) |
кг |
11 |
11 |
11 |
11 |
|
Хлорид кальция (в пересчете на сухое вещество) |
кг |
5,5 |
5,5 |
5,5 |
5,5 |
|
Пенообразователь рабочей концентрации |
л |
40 |
39 |
37 |
36 |
|
Вода |
л |
355 |
390 |
435 |
420 |
|
Плотность поризованного арболита в 28-суточном возрасте при производственном режиме твердения |
кг/м3 |
700 |
750 |
800 |
780 |
|
Прочность при сжатии в 28-суточном возрасте при производственном режиме твердения |
МПа |
18 |
32 |
40 |
36 |
|
Плотность поризованного арболита в 28-суточном возрасте при нормальном твердении |
кг/м3 |
700 |
770 |
820 |
810 |
|
Прочность при сжатии в 28-суточном возрасте при нормальном твердении |
МПа |
19 |
31 |
42 |
37 |
|
Плотность поризованного арболита в сухом состоянии |
кг/м3 |
580 |
600 |
650 |
630 |
9. Отформованные серии образцов (по 6 образцов в каждом замесе) разбиваем на две партии. Три образца каждого состава твердеют в течение 28 сут в условиях, близких к производственному режиму твердения изделий из арболита, три - хранятся в течение 28 сут при температуре (20 ± 2) °C и относительной влажности воздуха (70 ± 10) %. В случае необходимости формуются дополнительные образцы-кубы для установления распалубочной и отпускной прочности поризованного арболита.
Результаты испытания контрольных образцов согласно п. 5.15 настоящих Рекомендаций представлены в табл. 18.
10. Данные табл. 18 свидетельствуют, что принятый режим твердения поризованного арболита обеспечивает получение марочной прочности поризованного арболита без снижения прочности и может быть принят на производстве.
Состав 3 после стандартного твердения обеспечивает несколько большую прочность по сравнению с требуемой маркой арболита, поэтому проверяем состав поризованного арболита с расходом цемента на 15 кг меньшим, т.е. равным 350 кг/м3. Расходы древесной дробленки, воды, пенообразователя и химических добавок принимаем как для состава 2.
11. Ожидаемая расчетная плотность свежеуложенной поризованной арболитовой смеси (g4 св. ул) для состава 4, подсчитанная по формуле (11), будет равна:
g4 св. ул = 350 + 1,5 · 120 + 420 + 1 · 40 + 11 + 5,5 = 1006 кг/м3
На установленных расходах материалов готовим четвертый замес на 30 л для изготовления контрольных образцов по аналогии с изложенным в п. 7 данного примера.
В ходе проверки состава поризованного арболита фактические расходы воды и пенообразователя на замес, с учетом требуемой подвижности и плотности свежеуложенной поризованной арболитовой смеси, были соответственно равны 5,7 и 1,1 л.
Фактическая плотность свежеуложенной поризованной арболитовой смеси состава 4 была равна 1020 кг/м3.
12. Фактические расходы материалов на 1 м3 поризованного арболита состава 4 и его основные характеристики приведены в табл. 18.
13. Состав 4 обеспечивает получение поризованного арболита требуемой марки 35.
14. Выбранный состав в соответствии с требованиями п. 5.18 настоящих Рекомендаций проверяется в производственных условиях. Результаты испытания контрольных образцов в 28-суточном возрасте подтвердили правильность выбора состава 4, который и был выдан на производство.
Приложение 6
ОСНОВНЫЕ ПОКАЗАТЕЛИ ВОДНЫХ РАСТВОРОВ ДОБАВОК
Таблица 19. Содержание хлорида кальция в растворах и их плотность
|
Плотность раствора при 20 °C, г/см3 |
Содержание безводного СаСl2, кг |
||
|
В 1 л раствора |
в 1 кг раствора |
||
|
2 |
1,015 |
0,02 |
0,02 |
|
4 |
1,032 |
0,041 |
0,04 |
|
6 |
1,049 |
0,063 |
0,06 |
|
8 |
1,066 |
0,085 |
0,08 |
|
10 |
1,084 |
0,108 |
0,1 |
|
12 |
1,102 |
0,132 |
0,12 |
|
14 |
1,12 |
0,157 |
0,14 |
|
16 |
1,139 |
0,182 |
0,16 |
|
17 |
1,148 |
0,195 |
0,17 |
|
18 |
1,158 |
0,209 |
0,18 |
|
19 |
1,168 |
0,222 |
0,19 |
|
20 |
1,178 |
0,236 |
0,2 |
|
21 |
1,18 |
0,25 |
0,21 |
|
22 |
1,198 |
0,264 |
0,22 |
|
23 |
1,208 |
0,278 |
0,23 |
|
24 |
1,218 |
0,293 |
0,24 |
|
25 |
1,228 |
0,307 |
0,25 |
|
26 |
1,239 |
0,322 |
0,26 |
|
27 |
1,249 |
0,337 |
0,27 |
|
28 |
1,26 |
0,353 |
0,28 |
|
29 |
1,271 |
0,369 |
0,29 |
|
30 |
1,282 |
0,385 |
0,3 |
|
31 |
1,293 |
0,401 |
0,31 |
|
32 |
1,304 |
0,417 |
0,32 |
|
34 |
1,326 |
0,451 |
0,34 |
|
36 |
1,35 |
0,486 |
0,36 |
|
38 |
1,374 |
0,522 |
0,38 |
|
40 |
1,396 |
0,558 |
0,4 |
Таблица 20. Содержание жидкого стекла в растворах и их плотность
|
Плотность раствора при 20 °C, г/см3 |
Содержание безводного жидкого стекла, кг |
Концентрация раствора, % |
Плотность раствора при 20 °C, г/см3 |
Содержание безводного жидкого стекла, кг |
|||
|
в 1 л раствора |
в 1 кг раствора |
в 1 л раствора |
в 1 кг раствора |
||||
|
Nа2O · 1,69SiО2 |
Nа2O · 2,4SiО2 |
||||||
|
1 |
1,007 |
0,01 |
0,01 |
1 |
1,007 |
0,01 |
0,01 |
|
2 |
1,017 |
0,02 |
0,02 |
2 |
1,016 |
0,02 |
0,02 |
|
4 |
1,036 |
0,041 |
0,04 |
4 |
1,034 |
0,041 |
0,04 |
|
6 |
1,056 |
0,063 |
0,06 |
6 |
1,052 |
0,063 |
0,06 |
|
8 |
1,077 |
0,086 |
0,08 |
8 |
1,071 |
0,086 |
0,08 |
|
10 |
1,098 |
0,11 |
0,1 |
10 |
1,09 |
0,109 |
0,1 |
|
12 |
1,119 |
0,134 |
0,12 |
12 |
1,11 |
0,133 |
0,12 |
|
14 |
1,141 |
0,16 |
0,14 |
16 |
1,151 |
0,184 |
0,16 |
|
18 |
1,186 |
0,213 |
0,18 |
28 |
1,285 |
0,36 |
0,28 |
|
26 |
1,284 |
0,334 |
0,26 |
30 |
1,309 |
0,393 |
0,3 |
|
34 |
1,394 |
0,474 |
0,34 |
34 |
1,36 |
0,462 |
0,34 |
|
38 |
1,456 |
0,553 |
0,38 |
38 |
1,415 |
0,537 |
0,38 |
|
Nа2O · 2,06SiО2 |
Nа2O · 3,36SiО2 |
||||||
|
1 |
1,007 |
0,01 |
0,01 |
1 |
1,006 |
0,01 |
0,01 |
|
2 |
1,016 |
0,02 |
0,02 |
2 |
1,014 |
0,02 |
0,02 |
|
4 |
1,035 |
0,041 |
0,04 |
4 |
1,03 |
0,041 |
0,04 |
|
6 |
1,054 |
0,063 |
0,06 |
6 |
1,047 |
0,063 |
0,06 |
|
8 |
1,073 |
0,086 |
0,08 |
10 |
1,083 |
0,108 |
0,1 |
|
10 |
1,093 |
0,109 |
0,1 |
14 |
1,12 |
0,157 |
0,14 |
|
12 |
1,113 |
0,134 |
0,12 |
18 |
1,159 |
0,209 |
0,18 |
|
14 |
1,134 |
0,159 |
0,14 |
22 |
1,2 |
0,264 |
0,22 |
|
18 |
1,178 |
0,212 |
0,18 |
26 |
1,244 |
0,323 |
0,26 |
|
26 |
1,271 |
0,33 |
0,26 |
30 |
1,29 |
0,387 |
0,3 |
|
34 |
1,371 |
0,446 |
0,34 |
34 |
1,339 |
0,455 |
0,34 |
|
38 |
1,423 |
0,541 |
0,38 |
38 |
1,393 |
0,529 |
0,38 |
СОДЕРЖАНИЕ