ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И
МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ
ДЛЯ ВИНТОВ И ШУРУПОВ
С КРЕСТООБРАЗНЫМ ШЛИЦЕМ
Общие технические
требования,
методы контроля и испытаний
ISO 8764-2:2004
Assembly tools for screws and nuts - Screwdrivers for cross-recessed
head screws - Part 2: General requirements, lengths of blades and marking
of hand-operated screwdrivers
(MOD)
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. № 417-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8764-2:2004 «Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 2. Общие требования, длина лезвий и маркировка ручных отверток» (ISO 8764-2:2004 «Assembly tools for screws and nuts - Screwdrivers for cross-recessed head screws - Part 2: General requirements, lengths of blades and marking of hand-operated screwdrivers»).
При этом дополнительные положения, учитывающие потребности национальной стандартизации, приведены в разделах 2, 4, 5, 6, 7 и в пунктах 3.1.1 - 3.1.3; 3.2.1 - 3.2.6, 3.2.9 - 3.2.12 и выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004* (пункт 3.5)
* Заменен на ГОСТ Р 1.7-2008 в части разд. 8 и приложений Ж, И, К.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2012 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ГОСТ Р
53935-2010
(ИСО 8764-2:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ
ДЛЯ ВИНТОВ И ШУРУПОВ С
КРЕСТООБРАЗНЫМ
ШЛИЦЕМ
Общие технические требования, методы контроля и испытаний
Screwdrivers for fitting and
assembling for recessed screws and wood screws. General technical requirements,
methods
of control and tests
Дата введения - 2012-01-01
1 Область применения
Настоящий стандарт распространяется на слесарно-монтажные отвертки для винтов и шурупов с крестообразным шлицем.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52785-2007 (ИСО 8764-1-2004) Отвертки слесарно-монтажные для винтов и шурупов с крестообразным шлицем. Рабочая часть. Размеры
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9359-80 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 20282-86 Полистирол общего назначения. Технические условия
ГОСТ 26810-86 Инструмент слесарно-монтажный. Правила приемки
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Отвертки следует изготовлять с рабочей частью двух типов:
- РН - для шлицев типа Н по ГОСТ 10753;
- PZ - для шлицев типа Z no ГОСТ 10753.
3.1.2 Отвертки следует изготовлять двух исполнений:
- 1 - со стержнем круглого сечения;
- 2 - со стержнем круглого сечения с шестигранным поводком под ключ.
3.1.3 Размеры рабочей части отверток - по ГОСТ Р 52785.
3.1.4 Отвертки следует изготовлять двух серий длин - А и В.
3.1.5 Длины стержней отверток и размеры поводка под ключ должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.

Рисунок 1 - Исполнение 1
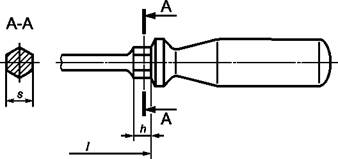
Рисунок 2 - Исполнение 2
Таблица 1
Размеры в миллиметрах
|
Длина стержня l + 5 |
s |
h, не менее |
||
|
серии А |
серии В |
|||
|
0 |
25 (35) |
60 |
- |
- |
|
1 |
25 (35) |
75 (80) |
- |
- |
|
2 |
25 (35) |
100 |
12 |
6 |
|
3 |
- |
150 |
|
|
|
4 |
- |
200 |
14 |
7 |
|
Примечание - Размеры, заключенные в скобках, применять не рекомендуется. |
||||
Пример условного обозначения отвертки слесарно-монтажной для винтов и шурупов с крестообразным шлицем типа РН, исполнения 1, с номером рабочей части 2, длиной стержня серии А, группы применения 2, с хромовым покрытием толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Отвертка РН-1-2-А-2-Н12.Х ГОСТ Р 53935-2010
(Поправка).
3.2 Характеристики
3.2.1 Стержни отверток следует изготовлять из сталей марок У7 по ГОСТ 1435, 50ХФА по ГОСТ 14959.
Допускается изготовлять стержни отверток из других марок сталей, обеспечивающих прочность отверток в соответствии с требованиями настоящего стандарта.
3.2.2 Рукоятки отверток следует изготовлять из материалов, указанных в таблице 2.
Таблица 2
|
Материал рукояток |
|
|
1 - контакт с нефтепродуктами и парами бензина |
Поликрилаты или фенопласты марки 03-010-02 по технической документации, утвержденной в установленном порядке; аминопласты марок КФА1, КФА2, КФАЗ, МФВ2 по ГОСТ 9359 |
|
2 - отсутствие контакта с нефтепродуктами и парами бензина |
Полистирол одной из марок по ГОСТ 20282 и его полимеры |
|
Примечание - Допускается применение пластмасс других марок, обеспечивающих выполнение требований прочности, установленных настоящим стандартом. |
|
3.2.3 Твердость рабочей части отверток на длине не менее тройного диаметра стержня по ГОСТ Р 52785 должна быть 47...52 HRC.
3.2.4 Параметры шероховатости по ГОСТ 2789 поверхностей, образующих крестообразный шлиц, и наружной поверхности стержня должны быть не более Ra 6,3 мкм.
3.2.5 Металлические поверхности отверток должны иметь одно из защитно-декоративных покрытий, указанных в таблице 3.
Таблица 3
|
Вид покрытия |
Обозначение покрытия по |
||
|
1 |
Окисное с промасливанием |
Хим. Окс. прм |
|
|
Фосфатное с промасливанием |
Хим. Фос. прм |
|
|
|
Хромовое толщиной 9 мкм |
Х9 |
|
|
|
Лакокрасочное |
|
Лак ВЛ-725 Бесцв. III 9 |
|
|
2-4 |
Хромовое толщиной 1 мкм с подслоем никеля толщиной 12 мкм, нанесенного электролитическим способом |
Н12.Х |
- |
|
Цинковое толщиной 15 мкм хроматированное |
Ц15. хр |
||
|
5-8 |
Кадмиевое толщиной 21 мкм хроматированное |
Кд21. хр |
- |
|
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом, толщиной 7 мкм |
Н14. Н7. X |
||
|
Примечания 1 Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в таблице 3. 2 Установленная толщина покрытия должна быть выдержана на рабочем конце отвертки на расстоянии не менее тройного диаметра стержня по ГОСТ Р 52785. На остальной части стержня отверток допускается уменьшение толщины покрытий. 3 Допускается по согласованию с потребителем изготовление отверток с рабочей частью без покрытия на длине крестообразной части отверток с последующей консервацией этих поверхностей смазкой типа НГ-203 по технической документации, утвержденной в установленном порядке. |
|||
3.2.6 Технические требования к качеству покрытия - по ГОСТ 9.301 и ГОСТ 9.032.
3.2.7 Отвертки должны иметь прочность, определяемую испытательным крутящим моментом, указанным в таблице 4.
Таблица 4
|
Испытательный крутящий момент для испытания рабочих частей отверток, Н × м, не менее |
Испытательный крутящий момент для испытания соединения стержня и рукояток отверток, Н × м, не менее |
|
|
0 |
0,7 |
0,7 |
|
1 |
2,6 |
2,6 |
|
2 |
11,5 |
11,5 |
|
3 |
25,6 |
25,6 |
|
4 |
48,0 |
30,0 |
3.2.8 Маркировка
На каждой отвертке должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- маркировка типа рабочей части - РН или PZ;
- номер рабочей части.
3.2.9 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
3.2.10 Внутренняя упаковка по ГОСТ 9.014 - ВУ-1, ВУ-2, ВУ-3 и ВУ-7.
3.2.11 Остальные требования к упаковке - по ГОСТ 18088.
3.2.12 При эксплуатации отвертки не допускается использовать как рычаги.
4 Правила приемки
Приемка отверток - по ГОСТ 26810.
5 Методы контроля и испытаний
5.1 Размеры рабочих концов отверток следует проверять специальными и универсальными средствами измерений.
5.2 Крестообразную рабочую часть отверток следует проверять комплексными калибрами по ГОСТ Р 52785.
5.3 Контроль внешнего вида защитно-декоративных покрытий - по ГОСТ 9.302 и ГОСТ 9.032. Толщину покрытия следует проверять по ГОСТ 9.301.
5.4 Контроль твердости - по ГОСТ 9013.
5.5 Шероховатость поверхностей отверток следует проверять сравнением с образцами шероховатости по ГОСТ 9378 или с контрольными образцами, имеющими параметры шероховатости поверхностей не более указанных в 3.2.4, или с помощью профилометра по ГОСТ 19300.
5.6 Прочность отверток следует проверять установкой их в захвате со вставкой для соответствующих рабочих частей с последующим нагружением крутящим моментом, указанным в таблице 4.
Прикладываемая нагрузка должна исключать изгибающий момент на отвертке. Нагрузку следует увеличивать постепенно до крутящего момента, указанного в таблице 4.
Твердость вставок должна быть не менее 65 HRC.
После испытаний отвертка не должна иметь остаточной деформации, трещин и других повреждений. Рукоятка и стержень не должны иметь взаимного проворачивания.
Примечание -Допускается повреждение защитно-декоративного покрытия на рабочей части в местах контакта с захватом.
5.7 Пластмассовые рукоятки отверток должны выдерживать трехкратный удар при падении с высоты 1,5 м на горизонтальную каменную или бетонную плиту без появления на рукоятке трещин, сколов и ослабления соединения рукоятки со стержнем.
Отвертки с рукоятками из фенопластов допускается не испытывать на удар.
6 Транспортирование и хранение
6.1 Транспортирование и хранение - по ГОСТ 18088.
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие отверток требованиям настоящего стандарта при соблюдении условий применения и хранения, установленных настоящим стандартом.
Приложение ДА (обязательное)
Сведения
о соответствии ссылочных национальных и межгосударственных
стандартов
ссылочным международным стандартам, использованным в
качестве ссылочных
в примененном международном стандарте
Таблица ДА.1
|
Обозначение ссылочного национального стандарта, межгосударственного стандарта |
Степень соответствия |
Обозначение и наименование ссылочного международного стандарта |
|
MOD |
ИСО 8764-1-2004 «Инструмент крепежный для винтов и гаек. Отвертки под крестообразные шлицы. Часть 1. Рабочие концы отверток» |
|
|
ИСО 1463-82 «Покрытия металлические и окисные. Измерение толщины покрытия. Микроскопический метод» |
||
|
ИСО 2064-80 «Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины» |
||
|
ИСО 2106-82 «Анодирование алюминия и алюминиевых сплавов. Определение массы анодированных окисных покрытий на единицу площади (поверхностной плотности). Гравиметрический метод» |
||
|
ИСО 2128-76 «Анодирование алюминия и алюминиевых сплавов. Определение толщины окисной пленки. Неразрушающий контроль с использованием оптического микроскопа» |
||
|
ИСО 2177-85 «Покрытия металлические. Измерение толщины покрытия. Кулонометрический метод с применением анодного растворения» |
||
|
ИСО 2178-82 «Покрытия немагнитные на магнитных основных металлах. Измерение толщины покрытия. Магнитный метод» |
||
|
ИСО 2360-82 «Покрытия неэлектропроводные на немагнитных основных металлах. Измерение толщины покрытия. Метод вихревых токов» |
||
|
ИСО 2361-82 «Электролитические никелевые покрытия на магнитных и немагнитных основах. Измерение толщины покрытия. Магнитный метод» |
||
|
ИСО 2819-80 «Покрытия металлические на металлических подложках. Электроосажденные и химически осажденные покрытия. Обзор методов испытаний на прочность сцепления» |
||
|
ИСО 3497-76 «Покрытия металлические. Измерение толщины покрытия. Спектрометрические рентгеновские методы» |
||
|
MOD |
ИСО 3543-81 «Покрытия металлические и неметаллические. Измерение толщины покрытия. Метод отраженных бета-лучей» ИСО 3613-80 «Покрытия хроматные конверсионные по цинку и кадмию. Методы испытаний» ИСО 3882-86 «Покрытия металлические и другие неорганические покрытия. Обзор методов измерения толщины» ИСО 3892-80 «Покрытия конверсионные по металлическим материалам. Определение массы покрытия на единицу площади. Гравиметрический метод» ИСО 4516-80 «Покрытия металлические и аналогичные покрытия. Определение микротвердости по Виккерсу и Кнупу» ИСО 4518-80 «Покрытия металлические. Измерение толщины покрытия. Профилометрический метод» ИСО 4522-1-85 «Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 1. Определение толщины покрытия» ИСО 4522-2-85 «Покрытия металлические. Методы испытаний электроосажденных покрытий серебром и сплавами серебра. Часть 2. Испытания на прочность сцепления» ИСО 4524-1-85 «Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 1. Определение толщины покрытия» ИСО 4524-3-85 «Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 3. |
|
|
MOD |
Электрографические испытания на пористость» ИСО 4524-5-85 «Покрытия металлические. Методы испытаний электролитических покрытий золотом и сплавами золота. Часть 5. Испытания на адгезию» ИСО 8401-86 «Покрытия металлические. Методы измерения пластичности» |
|
|
MOD |
ИСО 6508-86 «Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)» |
|
|
MOD |
ИСО 2632-1-1985 «Образцы шероховатости поверхности рабочие. Часть 1. Образцы обточенные, шлифованные, расточенные, фрезерованные, фасонные и строганные» ИСО 2632-2-1985 «Образцы шероховатости поверхности рабочие. Часть 2. Образцы, полученные с помощью электроэрозии, обдувки металлической дробью и стальной крошкой и полирования» |
|
|
Примечание - В настоящей таблице использовано следующее обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. |
||
Ключевые слова: отвертки слесарно-монтажные, крестообразные шлицы