ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
(ИСО 6259-1:1997) |

МЕТОД ОПРЕДЕЛЕНИЯ СВОЙСТВ ПРИ РАСТЯЖЕНИИ
ISO 6259-1:1997
Thermoplastics pipes - Determination of tensile properties -
Part 1: General test method
(MOD)
|
|
Москва |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 241 «Пленки, трубы, фитинги, листы и другие изделия из пластмасс» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 241 «Пленки, трубы, фитинги, листы и другие изделия из пластмасс»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1014-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 6259-1:1997 «Трубы из термопластов. Определение свойств при растяжении. Часть 1. Общий метод испытания» (ISO 6259-1:1997 «Thermoplastics pipes - Determination of tensile properties - Part 1:General test method») путем изменения отдельных фраз (слов, ссылок), которые выделены в тексте курсивом, а также путем исключения ссылки на ИСО 5893:1993, т.к. он не введен в качестве национального стандарта Российской Федерации, в разделе 4 приведены требования к испытательной машине; кроме того в ИСО 6259-1:1997 ссылка дана на старое издание ИСО 5893:1993.
Дополнительные слова, фразы, ссылки включены для учета особенностей Российской национальной стандартизации и выделены полужирным курсивом.
В настоящий стандарт не включены фраза в подразделе 4.4 и подраздел 6.2 примененного международного стандарта, которые нецелесообразно применять в Российской Федерации в связи с неконкретностью фразы, отсутствием методики приведения данных испытаний при температуре, отличной от 23 °С, и несопоставимости результатов. Указанные фраза и подраздел, не включенные в основную часть национального стандарта, приведены в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт устанавливает общие требования к методу определения свойств при растяжении труб из термопластов.
Испытание на растяжение следует рассматривать, прежде всего, как испытание материала в форме трубы. Результаты могут применяться для контроля процесса переработки материала, но не для количественной оценки длительной эксплуатационной прочности труб.
Этот метод может предоставить данные для дальнейших испытаний в целях научных исследований и разработок, но он не пригоден для таких областей применения, в которых условия приложения нагрузки значительно отличаются от данного метода и для которых требуются соответствующие дополнительные испытания, например на удар, ползучесть и усталость.
Настоящий стандарт входит в серию стандартов под общим наименованием «Трубы из термопластов. Метод определения свойств при растяжении»:
- Часть 1. Общие требования;
- Часть 2. Трубы из непластифицированного поливинилхлорида, хлорированного поливинилхлорида и ударопрочного поливинилхлорида;
- Часть 3. Трубы из полиолефинов.
В первой части изложены общие требования к методу определения свойств при растяжении труб из термопластов. В двух других частях изложены методы испытания труб, изготовленных из различных термопластов, и рекомендуемые основные технические требования, приведенные в справочных приложениях.
(ИСО 6259-1:1997)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Трубы из термопластов
МЕТОД ОПРЕДЕЛЕНИЯ СВОЙСТВ ПРИ РАСТЯЖЕНИИ
Часть 1
ОБЩИЕ ТРЕБОВАНИЯ
Thermoplastics pipes. Method for determination of tensile properties. Part 1. General requirement
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает общие требования к методу определения свойств при растяжении труб из термопластов, включая следующие:
- предел текучести при растяжении;
- относительное удлинение при разрыве.
Настоящий стандарт распространяется на все типы труб из термопластов, независимо от их назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 50779.22-2005 (ИСО 2602:1980) Статистические методы. Статистическое представление данных. Точечная оценка и доверительный интервал для среднего (ИСО 2602:1980 «Статистическое представление результатов испытаний. Оценка среднего. Доверительный интервал», IDT)
ГОСТ Р 53652.2-2009 (ИСО 6259-2:1997) Трубы из термопластов. Метод определения свойств при растяжении. Часть 2. Трубы из непластифицированного поливинилхпорида, хлорированного поливинилхпорида и ударопрочного поливинилхпорида [ИСО 6259-2:1997 «Трубы из термопластов. Определение свойств при растяжении. Часть 2. Трубы из непластифицированного поливинилхпорида (PVC-U), хлорированного поливинилхпорида (PVC-C) и ударопрочного поливинилхпорида (PVC-HI»), MOD]
ГОСТ Р 53652.3-2009 (ИСО 6259-3:1997) Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов (ИСО 6259-3:1997 «Трубы из термопластов. Определение свойств при растяжении. Часть 3. Трубы из полиолефинов», MOD)
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении (ИСО 1167:1996 «Трубы из термопластов для транспортирования жидких и газообразных сред. Стойкость к внутреннему давлению», NEQ)
ГОСТ 26277-84 Пластмассы. Общие требования к изготовлению образцов способом механической обработки (ИСО 2818:1994, NEQ)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Сущность метода
Свойства при растяжении определяют на испытательной машине в установленных условиях испытания на образцах заданной формы и размеров, изготовленных из трубы из термопласта вырубкой штампом-просечкой или путем механической обработки.
4 Аппаратура
4.1 Испытательная машина, обеспечивающая постоянную скорость раздвижения зажимов в пределах, требуемых ГОСТ Р 53652.2 и ГОСТ Р 53652.3, и удовлетворяющая требованиям, приведенным в 4.2 - 4.4.
4.2 Зажимы для закрепления образца, присоединенные к машине так, чтобы продольная ось образца совпадала с направлением растяжения, проходящего через центральную ось соединения, например путем использования центрирующего стержня в зажимах. Испытуемый образец должен удерживаться таким образом, чтобы предотвратить скольжение относительно зажимов, это достигается выбором типа зажимов, которые поддерживают или увеличивают давление на образец, когда прикладываемая нагрузка возрастает.
Система крепления не должна вызывать преждевременное разрушение в зажимах.
4.3 Индикатор нагрузки, имеющий механизм, способный показывать суммарную растягивающую нагрузку на образец, находящийся в зажимах, свободный от инерционного запаздывания при заданной скорости испытания, обеспечивающий измерение нагрузки при растяжении образца с погрешностью не более 1 % от текущего значения.
4.4 Экстензометр для определения расчетной длины испытуемого образца в любой момент испытания, обеспечивающий измерение деформации с погрешностью до 1 %, исключающий инерционное запаздывание при указанной скорости испытания. При использовании механического экстензометра его закрепляют непосредственно на испытуемом образце таким образом, чтобы исключить возможные повреждения и деформацию образца, а также скольжение между экстензометром и образцом.
Примечание - Предпочтительно применять прибор, автоматически регистрирующий указанную длину или ее изменение.
4.5 Микрометр по ГОСТ 6507 или эквивалентное средство измерений с ценой деления не более 0,01 мм для измерения толщины и ширины испытуемого образца.
4.6 Штамп-просечка, соответствующая профилю, приведенному в ГОСТ Р 53652.2 или ГОСТ Р 53652.3.
4.7 Фрезерный или другой станок по ГОСТ 26277 и фреза для изготовления испытуемого образца, указанного в ГОСТ Р 53652.2 или ГОСТ Р 53652.3.
5 Испытуемые образцы
Испытуемые образцы (далее - образцы) должны соответствовать типу, указанному в ГОСТ Р 53652.2 или ГОСТ Р 53652.3.
5.2.1 Изготовление образцов из трубы
Из трубы в состоянии поставки (т.е. не подвергнутой нагреву или сплющиванию) отрезают образцы, из которых вырезают полосы таким образом, чтобы их оси были параллельны оси трубы, а расположение их соответствовало перечислениям а) или б), изложенным ниже:
а) Трубы номинальным наружным диаметром 63 мм и менее
Используют отрезки трубы длиной приблизительно 150 мм. Вырезают полосы из этих отрезков, размещая их по окружности, начиная от основной линии, принятой за линию отсчета.
Вырезают не менее трех полос из этих отрезков так, чтобы получить три образца (таблица 1), если не установлено иное в стандарте или техническом документе на изделие;
Таблица 1 - Количество образцов
|
Номинальный наружный диаметр dn, мм |
16 ≤ dn < 75 |
75 ≤ dn < 280 |
280 ≤ dn < 450 |
dn ≥ 450 |
|
Количество секторов или полос для изготовления образцов |
3 |
5 |
5 |
8 |
б) Трубы номинальным наружным диаметром более 63 мм
Используют отрезок трубы длиной приблизительно 150 мм.
Вырезают полосы из отрезка таким образом, чтобы они располагались приблизительно равномерно по окружности трубы, как показано на рисунке 1.
Разделяют окружность отрезка трубы на число секторов, в зависимости от диаметра трубы, как указано в таблице 1, если не установлено иное в стандарте или техническом документе на изделие. Из каждой полосы изготовляют один образец.
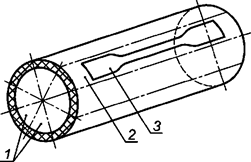
1 - сектор; 2 - полоса; 3 - испытуемый образец
Рисунок 1 - Изготовление образцов
5.2.2 Способы изготовления образцов
5.2.2.1 Способы
Образцы изготовляют из центра полосы, вырезанной из отрезка трубы, вырубкой штампом-просечкой или механической обработкой способом, изложенным в стандарте или техническом документе на изделие.
5.2.2.2 Вырубка штампом-просечкой
Образец вырубают из полосы штампом-просечкой (4.6) с ровными режущими поверхностями без зазубрин соответствующего профиля по ГОСТ Р 53652.2 или ГОСТ Р 53652.3.
5.2.2.3 Механическая обработка
Образец изготовляют фрезерованием, используя, при необходимости, шаблон.
Форму фрезы и режим механической обработки (скорость вращения и подачи) выбирают таким образом, чтобы избежать нагревания образца и повреждения его поверхности в виде трещин, царапин, сколов и других видимых дефектов.
Механическую обработку проводят с учетом ГОСТ 26277.
5.2.2.4 Контрольные метки
Контрольные метки, ограничивающие расчетную длину l0, должны быть расположены на равном расстоянии от центра образца, а расстояние между ними измеряют с погрешностью не более 1 %.
Контрольные метки не допускается наносить на образец царапанием, перфорированием, тиснением или другим способом, повреждающим испытуемый материал. Применяемая маркировочная жидкость также не должна оказывать разрушающего воздействия на испытуемый материал, а параллельные линии должны быть настолько тонкими, насколько это возможно.
5.2.2.5 Испытание проводят на образцах в количестве, указанном в таблице 1, в зависимости от номинального наружного диаметра, если не установлено иное в стандарте или техническом документе на изделие.
6 Кондиционирование
6.1 Перед испытанием образцы кондиционируют в воздушной камере (помещении) или в ванне с водой при температуре (23 ± 2) °С в течение времени, указанного в таблице 2 ГОСТ 24157, в зависимости от толщины стенки образца.
Образцы испытывают не ранее чем через 15 ч после изготовления труб, если не установлено иное в стандарте или техническом документе на изделие.
|
Номинальная толщина стенки е, мм |
Время кондиционирования |
|||
|
е < 3 |
1 ч ± 5 мин |
|||
|
3 ≤ е < 8 |
3 ч ± 15 мин |
|||
|
8 ≤ е < 16 |
6 ч ± 30 мин |
|||
|
16 ≤ е < 32 |
(10 ± 1) ч |
|||
|
е ≥ 32 |
(16 ± 1) ч |
|||
|
[ГОСТ 24157-80, пункт 3.3, таблица 2] |
||||
7 Скорость испытания
Скорость испытания зависит от материала и толщины стенки трубы и должна соответствовать установленной ГОСТ Р 53652.2 или ГОСТ Р 53652.3, если не указано иное в стандарте или техническом документе на изделие.
8 Проведение испытания
8.1 Испытание проводят при температуре (23 ± 2) °С следующим образом.
8.2 Измеряют ширину и минимальную толщину стенки на центральной части образца между контрольными метками с точностью до 0,01 мм. Рассчитывают минимальную площадь поперечного сечения.
8.3 Устанавливают образец в испытательную машину (4.1) таким образом, чтобы ось образца совпадала с направлением приложения растягивающей нагрузки. Зажимы равномерно затягивают так, чтобы исключить скольжение образца в процессе испытания.
8.4 В случае необходимости, устанавливают и настраивают экстензометр (4.4) на расчетную длину образца (ограниченную контрольными метками).
8.5 Устанавливают скорость проведения испытания на заданное значение и приводят машину в движение.
8.6 Записывают кривую напряжение/удлинение вплоть до разрыва образца и отмечают на этой кривой нагрузку при пределе текучести и расчетную длину при разрыве или непосредственно записывают значения нагрузки в момент достижения предела текучести и расчетной длины образца в момент разрыва.
Допускается измерять расчетную длину в момент разрыва l измерительной металлической линейкой с ценой деления не более 1 мм.
Образцы, которые выскользнули из зажимов во время испытания, разрушились в одной из головок или деформировались таким образом, что это привело к изменению ее ширины, заменяют другими в том же количестве и испытывают вновь.
9 Обработка результатов
9.1 Предел текучести при растяжении
Предел текучести при растяжении каждого образца σ, МПа, вычисляют, исходя из начальной площади его поперечного сечения, по формуле
|
|
(1) |
где F- нагрузка при достижении предела текучести, Н;
А - начальная площадь поперечного сечения образца, мм2.
Результат округляют до трех значащих цифр.
Примечание - Предел текучести фактически должен рассчитываться с использованием площади поперечного сечения образца при пределе текучести, но для удобства применяют начальную площадь поперечного сечения.
9.2 Относительное удлинение при разрыве
Относительное удлинение при разрыве каждого образца ε, %, вычисляют по формуле
|
|
(2) |
где l- расчетная длина в момент разрыва, мм;
l0 - начальная расчетная длина образца, мм.
Результат округляют до трех значащих цифр.
Рассчитывают, при необходимости, стандартные отклонения и доверительные интервалы для среднего с вероятностью 95 % по ГОСТ Р 50779.22.
Если на одном или более образцах получены неудовлетворительные результаты, то проводят повторные испытания на удвоенном количестве образцов. Например, если из пяти испытанных образцов на двух получены неудовлетворительные результаты, то повторные испытания проводят еще на четырех образцах.
10 Протокол испытания
Протокол испытания должен содержать:
а) ссылку на настоящий стандарт;
б) характеристику испытуемых труб, включая материал, из которого они изготовлены, тип, изготовителя, номинальные размеры и т.д.;
в) тип применяемых образцов и способ их изготовления;
г) температуру в помещении при испытании и условия кондиционирования образцов;
д) количество испытанных образцов;
е) скорость испытания;
ж) предел текучести (единичные значения, среднеарифметическое значение и стандартное отклонение);
и) относительное удлинение при разрыве (единичные значения, среднеарифметическое значение и стандартное отклонение);
к) другие факторы, не предусмотренные настоящим стандартом, которые могли повлиять на результаты, такие как непредвиденные ситуации и любые особенности (например посторонние включения), обнаруженные на образцах или в поперечном сечении в месте разрыва;
л) дату проведения испытания.
Приложение ДА
(справочное)
Перечень структурных элементов стандарта ИСО 6259-1, не включенных в настоящий стандарт
Таблица ДА.1
|
Структурный элемент |
Текст применяемого международного стандарта, не включенный в настоящий стандарт |
|
Измерение удлинения в пределах базовой длины испытуемого образца во время движения зажимов снижает точность определения, и этого следует, по возможности, избегать |
|
|
6.2 Кондиционирование и испытание можно также проводить при температуре (27 ± 2) °С (в соответствии с ИСО 291), но в этом случае полученные данные должны быть приведены к 23 °С (стандартная температура) |
Ключевые слова: трубы, трубы из термопластов, испытание на растяжение, свойства при растяжении, предел текучести при растяжении, относительное удлинение при разрыве, общие требования
СОДЕРЖАНИЕ
|
Приложение ДА (справочное) Перечень структурных элементов стандарта ИСО 6259-1, не включенных в настоящий стандарт. 7 |