Государственный комитет СССР по стандартам
|
|
СОГЛАСОВАНО: Зам.
генерального директора _________________ В.А. Щеглов 12.05.1988 г. |
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Государственная
система обеспечения
единства измерений
СКОБЫ
РЫЧАЖНЫЕ
МЕТОДИКА ПОВЕРКИ
МИ 1919-88
Ленинград
1988
|
РАЗРАБОТАНЫ |
Министерство станкостроительной и инструментальной промышленности |
|
ИСПОЛНИТЕЛИ |
Руководитель темы Крайчик Д.Ю. Ведущий конструктор Агальцев В.М. |
|
УТВЕРЖДЕН |
НПО «ВНИИМ им. Д.И. Менделеева» |
Настоящие методические указания распространяются на скобы рычажные (далее - скобы) по TУ 2-034-0221197-012-92 и устанавливают методику их поверки. Скобы подлежат ведомственной поверке. Рекомендуемый межповерочный интервал - не более 1 года.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в табл. 1.
|
Наименование операции |
Номер пункта МИ |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции при |
||
|
выпуске из производства |
выпуске из ремонта |
эксплуатации |
|||
|
Внешний осмотр |
- |
Да |
Да |
Да |
|
|
Опробование |
- |
Да |
Да |
Да |
|
|
Определение длины деления шкалы, ширины штрихов и стрелки отсчетного устройства |
Инструментальный микроскоп по ГОСТ 8074-82 |
Да* |
Да** |
Нет |
|
|
Определение измерительного усилия и колебания измерительного усилия |
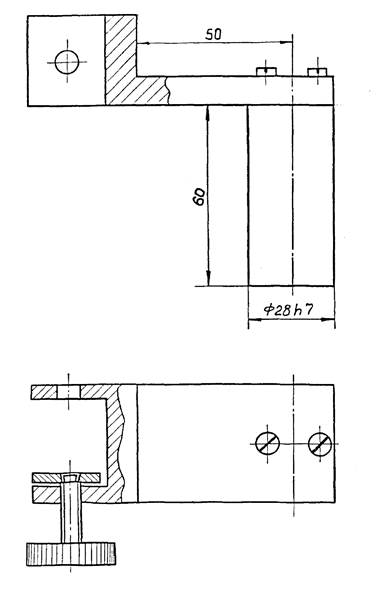
Весы для статического взвешивания с ценой деления 5 г и диапазоном взвешивания от 100 г до 10 кг по ГОСТ 23676-79. Стойка типа С-П-125×125 ГОСТ 10197-70. Шарик от 2 до 10 мм по ГОСТ 3722-81. Кронштейн (см. приложение 1) |
Да |
Да |
Да |
|
|
Определение шероховатости измерительных поверхностей и поверхностей упоров |
Образцы шероховатости 0,04-ШП и 3,2-ШП по ГОСТ 9378-75 |
Да |
Да |
Да |
|
|
Определение отклонений от плоскостности и параллельности измерительных поверхностей |
Пластины плоскопараллельные стеклянные по ТУ 3-3.2122-88. Меры длины концевые плоскопараллельные 3 разряда МИ 1604-87 |
Да |
Да |
Да |
|
|
Определение изменения показаний при нажиме на измерительные стержни в направлении перпендикулярном к линии измерения |
Граммометр ГО, 25 - 1,5 ТУ 25-02.021301-78 |
Да |
Да |
Нет |
|
|
Определение погрешности и размаха показаний отсчетного устройства |
Меры длины концевые плоскопараллельные 3 разряда МИ 1604-87. Приспособление с дополнительной пяткой (см. приложение 2). Стойка (см. приложение 3) |
Да |
Да |
Да |
|
Примечания:
1. Допускается применять другие средства поверки с аналогичными характеристиками. При этом средства поверки, указанные в табл. 1, являются арбитражными.
2. *Операция проводится выборочно в соответствии с ГОСТ 18242-72 и приемочным уровнем дефектности меньше 1 %.
3. **Операция проводится при замене шкалы или стрелки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки скобы и плоскопараллельных концевых мер длины.
2.2. В помещении, где производят промывку, должны быть предупредительные знаки и сигнальные цвета по ГОСТ 12.4.026-76. Запрещено пользоваться открытым огнем, применять электробытовые приборы.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. При проведении поверки должны быть соблюдены следующие условия:
температура окружающего воздуха в помещении (20 ± 3) °С,
скорость изменения температуры не должна превышать 0,5 °С/ч,
относительная влажность не более 80 % при температуре 25 °С,
атмосферное давление (101,3 ± 4) кПа.
3.2. Перед проведением поверки смазанные наружные части скоб и плоскопараллельные концевые меры длины должны быть промыты бензином по ГОСТ 1012-72, протерты хлопчатобумажной салфеткой и выдержаны на рабочем месте не менее 3 ч.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. При внешнем осмотре должно быть установлено соответствие скобы следующим требованиям:
измерительные поверхности должны быть оснащены твердым сплавом;
наружные поверхности, за исключением подвижной и переставной пяток, должны иметь противокоррозионные покрытия;
скобы должны быть оснащены теплоизоляционными накладками и указателями пределов допуска;
комплектность скобы должна быть проверена сличением с паспортом 01002.000ПС;
маркировка и упаковка должны соответствовать ГОСТ 13762-86.
4.2. Установить опробованием:
конец стрелки должен перекрывать короткие штрихи шкалы не менее чем на 0,3 и не более чем на 0,8 их длины;
указатели пределов допуска должны устанавливаться в любом месте шкалы и не смещаться с установленного положения.
При полном арретировании подвижной пятки стрелка должна находиться слева вне шкалы, а при свободном положении подвижной пятки - справа вне шкалы.
Высоту расположения стрелки над шкалой проверяют по параллаксу, определяемому на участке, выбранном визуально по наибольшей высоте стрелки над шкалой при ее повороте на весь диапазон показаний по шкале. Скобу располагают относительно наблюдателя так, чтобы линия визирования была перпендикулярна к поверхности шкалы, и производят отсчет. Затем поворачивают скобу вокруг стрелки как оси так, чтобы новая линия визирования составляла с первоначальной угол 45°, и снова производят отсчет. После этого скобу поворачивают в противоположную сторону на угол 45° относительно перпендикуляра к поверхности шкалы, и снова производят отсчет. Абсолютное значение разности между первоначальным и каждым из двух последующих отсчетов не должно превышать 0,5 деления шкалы.
4.3. Длину деления и ширину штрихов шкалы отсчетного устройства, ширину части стрелки, находящейся над штрихами шкалы, измеряют на инструментальном микроскопе. На шкале измеряют расстояние между осями соседних штрихов в наиболее узком месте на трех участках, равномерно расположенных по шкале. На шкале измеряют ширину не менее трех штрихов, равномерно расположенных по шкале.
Длина деления шкалы отсчетного устройства должна быть не менее 0,9 мм.
Ширина штрихов шкалы должна быть в пределах (0,15 - 0,25) мм. Разность между шириной отдельных штрихов шкалы не должна превышать 0,05 мм.
Ширина части стрелки, находящейся над штрихами шкалы, должна быть в пределах (0,15 - 0,20) мм.
4.4. Измерительное усилие скобы и его колебание определяют при помощи весов для статического взвешивания при контакте измерительной поверхности подвижной пятки с шариком, закрепленным (например, пластилином) на площадке весов. При этом скобу закрепляют в стойке при помощи кронштейна.
Опускают скобу до совмещения стрелки с крайним делением минусовой части шкалы и отсчитывают показание весов. Затем при совмещении стрелки с крайним делением плюсовой части шкалы отсчитывают второе показание весов. Большее из двух показаний весов определяет измерительное усилие.
Разность двух показаний весов равна значению колебания измерительного усилия.
Измерительное усилие и его колебание должны соответствовать значениям, указанным в табл. 2.
|
Верхний предел измерений, мм |
Измерительное усилие, Н |
Колебание измерительного усилия, Н, не более |
|
до 50 |
6 ± 1 |
1 |
|
св. 50 |
8 ± 2 |
2 |
4.5. Шероховатость измерительных поверхностей скобы и поверхностей упоров определяют сравнением с соответствующими образцами шероховатости.
Параметр шероховатости измерительных поверхностей скобы - Ra ≤ 0,04 мкм, упоров - Ra ≤ 3,2 мкм по ГОСТ 2789-73.
4.6. Отклонение от плоскостности измерительных поверхностей определяют интерференционным методом при помощи стеклянной плоскопараллельной пластины.
Стеклянную пластику накладывают на контролируемую поверхность и определяют отклонение от плоскостности по числу наблюдаемых интерференционных колец (полос).
Отклонение от параллельности измерительных поверхностей скоб с верхним пределом измерений до 100 мм определяют при застопоренной гайке при помощи плоскопараллельных стеклянных пластин близких по размеру к верхнему пределу измерений скобы. Пластину помещают между измерительными поверхностями пяток при показании скобы, равным нулю, и подсчитывают число интерференционных полос, наблюдаемых между поверхностями пластины и измерительными поверхностями пяток. Пластину устанавливают между пятками так, чтобы число полос было наименьшим.
Отклонение от параллельности измерительных поверхностей скоб с верхним пределом измерений свыше 100 мм определяют при застопоренной гайке при помощи концевых мер длины с размером, равным верхнему пределу измерений скобы. Меру или блок последовательно устанавливают между измерительными поверхностями в четырех положениях, указанных в приложении 4.
Для исключения влияния отклонения от параллельности измерительных поверхностей концевых мер их устанавливают между измерительными поверхностями скобы одним и тем же краем А. Отклонение от параллельности измерительных поверхностей скобы определяют как наибольшую разность показаний отсчетного устройства при четырех положениях меры.
Допуск плоскостности измерительных поверхностей скоб с верхним пределом измерений до 50 мм - 1 интерференционная полоса, свыше 50 мм - 2 интерференционные полосы. Допускаются завалы на расстоянии 0,2 мм от краев измерительных поверхностей для скоб с верхним пределом измерений до 50 мм и на расстоянии 0,5 мм - для скоб с верхним пределом измерений свыше 50 мм.
Допуск параллельности измерительных поверхностей скоб должен соответствовать значениям, указанным в табл. 3.
|
Диапазон измерений, мм |
0 - 25 |
25 - 50 |
50 - 75 |
75 - 100 |
100 - 125 |
125 - 150 |
|
Допуск параллельности измерительных поверхностей, мкм |
0,9 |
0,9 |
2,0 |
2,5 |
3,0 |
3,5 |
Примечание. Одна интерференционная полоса соответствует отклонению от параллельности 0,3 мкм.
4.7. Для определения изменения показаний при нажиме на измерительные стержни в направлении, перпендикулярном оси стержня с усилием IH, скобы устанавливают на показание, близкое к нулевому. При этом в скобы с верхним пределом измерений более 25 мм устанавливают плоскопараллельную концевую меру длины.
К измерительным стержням скоб около измерительных поверхностей щупом граммометра прикладывают усилие IH последовательно в двух взаимно перпендикулярных направлениях. При этом наблюдают каждый раз за изменением показаний отсчетного устройства.
Изменение показаний по шкале отсчетного устройства не должно превышать 0,5 деления.
4.8. Погрешность отсчетных устройств и размах показаний определяют в нескольких отметках шкалы при помощи концевых мер длины 3 разряда при вертикальном и горизонтальном положениях отсчетного устройства. При всех поверках положение линии измерения - горизонтальное.
4.8.1. Погрешность отсчетного устройства скобы с верхним пределом измерений 25 мм определяют в последовательности, изложенной ниже. Концевую меру размером 1,07 мм помещают между измерительными поверхностями. Скобу настраивают на нуль по отсчетному устройству. В этом положении необходимо гайкой закрепить переставную пятку. Не меняя положения скобы и удалив меру размером 1,07 мм, последовательно помещают на ее место меру размерами 1,10; 1,14 мм для поверки отсчетного устройства в точках плюсовой части шкалы и концевые меры размерами 1,04 и 1,00 мм для поверки отсчетного устройства в точках минусовой части шкалы. При этом отсчеты снимают по шкале отсчетного устройства. Разность между показаниями отсчетного устройства и разностью действительных размеров концевых мер длины равна погрешности отсчетного устройства на поверяемом участке шкалы.
Допускается применять концевые меры длины других номинальных размеров, но с разностью размеров, обеспечивающей поверку на тех же отметках шкалы: ±0,03; ±0,07 мм.
4.8.2. Погрешность отсчетного устройства скобы с верхним пределом измерений 50 мм определяют по методике, изложенной в п. 4.8.1. При этом на выступающую часть переставной пятки скобы необходимо надеть приспособление с дополнительной пяткой и между измерительной поверхностью подвижной пятки и насадки поместить концевые меры длины.
4.8.3. Погрешность отсчетного устройства скоб с верхним пределом измерений свыше 50 мм определяют по методике, изложенной в п. 4.8.2. При этом настройка на "0" производится по концевой мере длины размером 1,14 мм, для определения погрешностей в точках минусовой части шкалы используют меры 1,08 мм и 1,00 мм, а в точках плюсовой части шкалы - меры 1,20 мм и 1,28 мм.
4.8.4. Одновременно с определением погрешности отсчетного устройства скоб необходимо определить размах показаний арретированием подвижной пятки при трех положениях стрелки; в середине шкалы и двух крайних ее отметках (не менее 10 раз в каждом положении). После каждого арретирования следует произвести отсчет показаний. Разность между наибольшим и наименьшим показаниями принимают за размах показаний (для каждого положения стрелки).
4.8.5. Пределы допускаемых погрешностей скоб по отсчетному устройству в любом рабочем положении должны соответствовать значениям, указанным в табл. 4.
|
Верхний предел измерений, мм |
Предел допускаемой погрешности на участках шкалы, мкм |
|
|
±30 дел. |
более ±30 дел. |
|
|
до 50 |
±0,7 |
±1,4 |
|
св. 50 |
±1,0 |
±2,0 |
Размах показаний не должен превышать 0,3 деления.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты первичной поверки скоб предприятие-изготовитель оформляет отметкой в паспорте, заверенной поверителем.
5.2. На скобы, признанные годными при государственной периодической поверке, выдают свидетельство по форме, установленной Госстандартом CССP.
5.3. Положительные результаты периодической ведомственной поверки оформляют отметкой в документе, составленном ведомственной метрологической службой.
5.4. Скобы, не удовлетворяющие требованиям TУ 2-034-0221197-012-92, к применению не допускаются и на них выдают извещение о непригодности с указанием причины.
|
Главный конструктор |
________________ подпись |
Л.Я. Горохов |
|
Главный метролог |
________________ подпись |
Ю.З. Тененбаум |
|
Начальник КБ |
________________ подпись |
Д.Ю. Крайчик |
|
Ведущий конструктор |
________________ подпись |
В.М. Агальцев |
ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 2
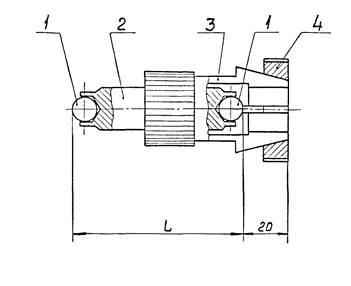
1 - шарик, 2 - ось, 3 - цанга, 4 - кольцо
мм
|
Диапазон измерений |
L |
|
25 - 50 |
26 |
|
50 - 75 |
51 |
|
75 - 100 |
76 |
|
100 - 125 |
101 |
|
125 - 150 |
126 |
ПРИЛОЖЕНИЕ 3
Стойка для определения погрешности
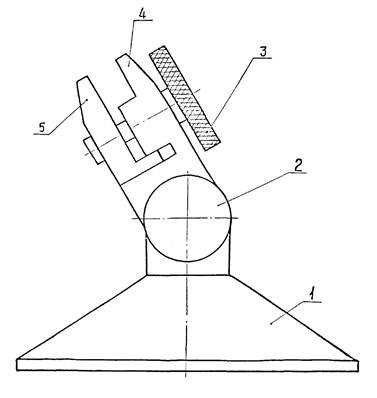
1 - основание, 2 - винт, 3 - гайка, 4 - неподвижная губка, 5 - подвижная губка
ПРИЛОЖЕНИЕ 4
Справочное
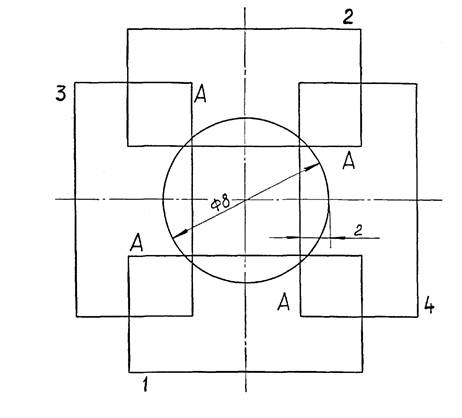
«1 - 4» - положения плоскопараллельной концевой меры длины
СОДЕРЖАНИЕ