ОТРАСЛЕВОЙ СТАНДАРТ
|
ТАНДЕРЫ
|
ОСТ 1 00666-73 На 7 страницах Взамен 205СТУ50 |
|
Проверено в 1984 г. Срок действия установлен до 01.01.95Срок действия продлен до 01.01.2011 |
Распоряжением Министерства от 18 декабря 1973 г. № 087-16 срок введения установлен с 1 января 1975 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на тандеры, предназначенные для регулировки натяжения стальных канатов проводки управления.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Тандеры должны изготовляться в соответствии с требованиями настоящего стандарта по ОСТ 1 11348-73 - ОСТ 1 11357-73.
1.2. Поверхности деталей тандеров не должны иметь рисок, царапин, трещин, раковин и заусенцев.
1.3. Не допускается исправление ушков и вилок, изогнутых при фрезеровании.
1.4. Резьба деталей должна быть чистой, не иметь заусенцев, сорванных ниток и вмятин.
1.5. В муфтах допускается относительное смещение:
- оси резьбы к оси муфты в пределах допуска на внутренний диаметр резьбы;
- оси поперечного отверстия к оси муфты на значение, указанное на черт. 1 и в табл. 1.
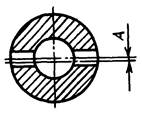
Черт. 1
Таблица 1
|
Допустимое смещение А, мм |
|
|
1 - 4 |
0,2 |
|
5 - 8 |
0,3 |
|
9 - 14 |
0,4 |
1.6. В ушках и вилках допускается относительное смещение:
- оси резьбы к оси ушка (вилки) в пределах допуска на наружный диаметр резьбы;
- оси отверстия в ушке (вилке) к оси ушка и вилки на значение, указанное в табл. 2:
Таблица 2
|
Обозначение стандарта |
Допустимое смещение, мм |
|
|
1 - 8 |
0,16 |
|
|
9 - 20 |
0,20 |
|
|
21 - 28 |
0,24 |
|
|
1 - 12 |
ОСТ 1 11356-73, |
0,16 |
|
13 - 20 |
0,20 |
|
|
21 - 24 |
0,24 |
- осей ушков (вилок) к осям, ушков и вилок не значение А1 (см. черт. 2 и 3) в пределах допуска на диаметр d1
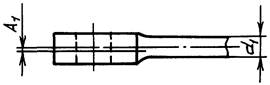
Черт. 2

Черт. 3
1.7. Допускается в пределах ±1,5º:
- отклонение от перпендикулярности оси отверстия ушка (вилки) к поверхности щеки ушка или вилки;
- непараллельность между осью резьбы и осью муфты и осями ушков (вилок) и осями ушков и вилок.
1.8. Разрушающие усилия тандеров должны соответствовать указанным в табл. 3.
Таблица 3
|
Разрушающее усилие тандеров, Н (кгс), не менее, для типоразмеров |
||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
3660 (373) |
6080 (620) |
10590 (1080) |
15985 (1630) |
28930 (2950) |
45110 (4600) |
66685 (6680) |
||||||||
|
6080 (620) |
10590 (1080) |
15985 (1630) |
28930 (2950) |
45110 (4600) |
66685 (6680) |
- |
||||||||
1.9. При сборке тандера ушки (вилки) должны ввертываться в муфту от руки до минимального расстояния между осями отверстий ушков и вилок.
Резьба ушков и вилок должна быть смазана смазкой ЦИАТИМ-201 по ГОСТ 6267-74.
1.10. Примеры контровки тандеров указаны в рекомендуемом приложении к нестоящему стандарту.
2. ПРАВИЛА ПРИЕМКИ
2.1. Тандеры предъявляются к сдаче партиями не более 1000 шт. В партию включаются тандеры или их детали одного типоразмере.
2.2. Внешнему осмотру, измерению и контролю качества покрытия подвергаются 10 % тандеров от партии.
2.3. Если из числа отобранных для внешнего осмотра и измерения тандеров окажется хотя бы один, не удовлетворяющий требованиям настоящего стандарта, вся партия тандеров возвращается на повторную проверку, для которой берется удвоенное количество образцов. При отрицательных результатах повторной проверки производится сплошной контроль тандеров. Наличие заметной для руки качки ушков или вилок в муфте не может служить причиной к забракованию тандеров.
2.4. Тандеры должны быть подвергнуты испытанию на разрыв в количестве 1 % от партии, но не менее 3 шт.
2.5. В случае разрешения одного из испытываемых тандеров при нагрузке, меньшей разрушающих усилий, предусмотренных настоящим стандартом, испытанию подвергается удвоенное количество образцов. При отрицательных результатах повторных испытаний на разрыв вся партия тандеров бракуется.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний осмотр тандеров или деталей производится визуально.
3.2. Контроль размеров тандеров и их деталей производится универсальным измерительным инструментом, шаблонами и предельными калибрами. Предельные отклонения на средний диаметр, шаг и угол наклона резьбы проверяются предельными резьбовыми калибрами.
3.3. Испытание тандеров на разрыв производится на разрывной машине по схеме, указанной на черт. 4.

1 - муфта; 2 - вилка; 3 - ушко
Черт. 4
При Lнаиб резьбовая часть ушков и вилок не должна выходить из муфты.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировка тандеров или отдельных деталей производится в соответствии с требованиями ОСТ 1 11348-73 - ОСТ 1 11357-73.
4.2. Тандеры упаковываются в собранном виде (со смазанной резьбой) в парафинированную бумагу по ГОСТ 9569-79 в количестве не более 10 шт., а затем в плотные дощатые ящики, изготовленные по ГОСТ 2991-76. При выполнении заказа на отдельные детали тандеров резьба деталей при отправке россыпью должна быть смазана смазкой ЦИАТИМ-201 по ГОСТ 6267-74.
4.3. Масса ящика (брутто) не должна превышать 45 кг.
4.4. При сдаче тандеров или отдельных деталей заказчику оформляется приемо-сдаточный акт.
4.5. В один ящик упаковываются тандеры одного типоразмера.
4.6. Каждая партия деталей тандеров должна быть снабжена сертификатом, в котором указывается:
- товарный знак завода-изготовителя;
- количество и обозначение деталей;
- результаты проведенных испытаний;
- масса партии деталей (нетто);
- дата изготовления.
Маркировка тары - по ОСТ 1 00582-84.
4.7. Транспортирование тандеров или отдельных деталей должно производиться в чистых и сухих транспортных средствах с предохранением от воздействия атмосферных осадков, механических повреждений и загрязнений.
4.8. Хранение тандеров или деталей должно производиться в упаковке, предусмотренной настоящим стандартом, в сухих, отапливаемых помещениях, соответствующих требованиям действующей отраслевой документации.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель должен гарантировать соответствие тандеров или отдельных деталей требованиям настоящего стандарта.
5.2. Гарантийный срок тандеров и их деталей устанавливается 5 лет со дня отгрузки изготовителем, в число которых входит 3 года эксплуатации.
ПРИЛОЖЕНИЕ к
ОСТ 1 00666-73
Рекомендуемое

1 - муфта; 2 - ушко под коуш; 3 - вилка; 4 - проволока КС 0,5-1,0 ГОСТ 792-67* с покрытием Кд6-9хр**
Черт. 1

1 - муфта; 2 - ушко под валик; 3 - проволока КС 0,5-1,0 ГОСТ 792-67* с покрытием Кд6-9хр**
Черт. 2
_____________
* Допускается применение проволоки марки КО.
** По действующей в отрасли документации.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
№ изм. |
Номера страниц |
Номер «Изв. об изм.» |
Подпись |
Дата |
Срок введения изменения |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
|||||
|
1 |
2, 3, 4, 5, 6 |
- |
- |
- |
5970 |
17/IV-75 |
1/VII-75 |
|
|
2 |
4 |
- |
- |
- |
6964 |
18/X-77 |
1/VII-78 г. |
|
|
3. |
1, 7 |
- |
- |
7614 |
6/II-79 г. |
1/VII-79 г. |
||
|
б |
1 |
- |
- |
- |
12721 |
8.11.2000 |
||
|
4. |
1 - 6 |
- |
- |
- |
9422 |
|||
|
в |
1 |
- |
- |
- |
13057 |
27.12.2004 |
||
|
e |
1 |
- |
- |
- |
13194 |
|||
СОДЕРЖАНИЕ