|
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ |
|
ФЛАНЦЫ СОСУДОВ И АППАРАТОВ СТАЛЬНЫЕ АТК 26-18-14-98 |
Дочернее акционерное общество
«Центральное конструкторское бюро нефтеаппаратуры»
(ДАО «ЦКБН»)
Предисловие
РАЗРАБОТАН Дочерним акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» (ДАО «ЦКБН»)
2. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом 260 «Оборудование химическое и нефтеперерабатывающее»
3. ВВЕДЕН ВПЕРВЫЕ
4 В настоящем альбоме реализованы данные ОСТ 26-01-54-77 «Фланцы сосудов и аппаратов стальные плоские приварные на давление до Ру 1 кгс/см2 (0,1 МПа)»
СОДЕРЖАНИЕ
|
АТК 26-18-14-98 АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ |
|
ФЛАНЦЫ СОСУДОВ И АППАРАТОВ Конструкция, размеры |
Дата введения 1999-01-01
1 Область применения
Настоящий альбом типовых конструкций распространяется на фланцы стальные плоские приварные для сосудов и аппаратов диаметром от 400 до 4000 мм при температуре рабочей среды от минус 70 до 300 °С, предназначенных для работы в нефтяной, газовой, химической, нефтехимической, нефтеперерабатывающей и в других отраслях промышленности на условное давление до 0,1 МПа,
2 Нормативные ссылки
В настоящем альбоме использованы ссылки на следующие стандарты:
ГОСТ 481-80 Паронит и прокладки из него. Технические условия.
ГОСТ 2850-95 Картон асбестовый. Технические условия.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки и технические требования.
ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 9493-80 Сосуды и аппараты. Ряд условных (номинальных) давлений.
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров.
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры.
ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия.
ОСТ 26-2043-91 Болты, шпильки, гайки и шайбы для фланцевых соединений. Технические требования.
3 Конструкция и размеры
Альбом устанавливает конструкции фланцев двух исполнений:
1 - плоские приварные
2 - плоские приварные, облицованные листом из коррозионностойкой стали.
3.2 Конструкция и размеры фланцев должны соответствовать:
исполнение 1 - рисунку 1, таблице 1
исполнение 2 - рисунку 2, таблице 1.
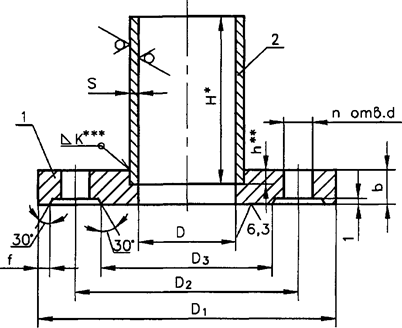
1 Фланец
2 Втулка
__________________
* Размер Н не менее 150 мм.
** Размер h равен 0,5 b.
*** размер К равен S.
Рисунок 1
|
|
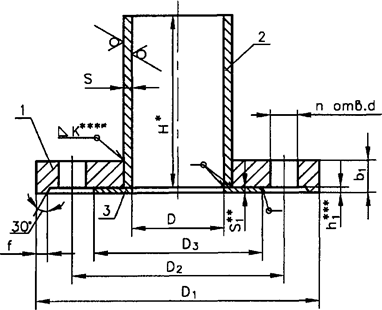
1 Фланец
2 Втулка
3 Накладка
_______________
* Размер Н не менее 150 мм.
** Размер Si равен S , но не более 6 мм.
*** Размер hi равен Si.
**** Размер К равен S.
Рисунок 2
Таблица 1
Размеры в миллиметрах
|
d |
d2 |
d3 |
b |
bi |
S |
f |
d |
n |
Номинальный диаметр болтов или шпилек |
|
|
400 |
510 |
470 |
446 |
18 |
22 |
|
|
|
20 |
|
|
500 |
610 |
570 |
546 |
|
|
4 |
|
18 |
24 |
|
|
600 |
710 |
670 |
646 |
|
|
|
|
|
28 |
м16 |
|
700 |
810 |
770 |
746 |
|
|
|
|
|
32 |
|
|
800 |
925 |
880 |
850 |
|
|
|
5 |
|
28 |
|
|
900 |
1030 |
980 |
950 |
20 |
25 |
|
|
|
|
|
|
1000 |
1135 |
1080 |
1050 |
|
|
5 |
|
|
32 |
|
|
1200 |
1335 |
1280 |
1250 |
|
|
|
|
|
40 |
|
|
1400 |
1535 |
1480 |
1450 |
|
|
|
|
23 |
48 |
м20 |
|
1600 |
1735 |
1680 |
1650 |
|
|
|
|
|
52 |
|
|
1800 |
1940 |
1880 |
1850 |
25 |
30 |
6 |
|
|
64 |
|
|
2000 |
2140 |
2080 |
2050 |
|
|
|
|
|
|
|
|
2200 |
2345 |
2285 |
2254 |
|
|
|
|
|
68 |
|
|
2400 |
2545 |
2485 |
2454 |
30 |
36 |
|
|
|
|
|
|
2500 |
2645 |
2585 |
2556 |
|
|
8 |
8 |
27 |
|
м24 |
|
2600 |
2750 |
2690 |
2656 |
35 |
40 |
|
|
|
|
|
|
2800 |
2950 |
2890 |
2856 |
|
|
|
|
|
72 |
|
|
3000 |
3150 |
3090 |
3056 |
40 |
45 |
|
|
|
|
|
|
3200 |
3365 |
3300 |
3260 |
45 |
50 |
|
|
|
76 |
|
|
3400 |
3565 |
3500 |
3460 |
50 |
55 |
|
|
30 |
80 |
|
|
3600 |
3765 |
3700 |
3664 |
55 |
60 |
10 |
10 |
|
84 |
м27 |
|
3800 |
3965 |
3900 |
3864 |
60 |
65 |
|
|
|
88 |
|
|
4000 |
4165 |
4100 |
4064 |
65 |
70 |
|
|
|
92 |
|
Пример условного обозначения фланца исполнения 1 с диаметром 500 мм при высоте втулки 150 мм из стали марки Ст20:
Фланец 1-500-150-Ст20 АТК 26-18-14-98.
При заказе фланца без втулки, высота втулки в обозначении не указывается.
4 Общие технические требования
4.1 Фланцы должны изготавливаться и соответствовать требованиям настоящего стандарта, ОСТ 26-291 и рабочим чертежам, утвержденным в установленном порядке.
4.2 Для сред взрывоопасных, пожароопасных и токсичных, фланцы применять для аппаратов, работающих под внутренним давлением до 0,07 МПа.
4.3 Давления условные по ГОСТ 9493.
Диаметры сосудов и аппаратов по ГОСТ 9617.
4.4 Материал фланцев, втулок выбирается из условий эксплуатации по ОСТ 26-291 с пределом текучести не менее 200 МПа и временным сопротивлением не менее 380 МПа.
Для фланцев из углеродистой стали должна применяться сталь спокойной и полуспокойной плавки.
4.5 Материал втулок и накладок - стали марок: 08Х18Г8Н2Т, 08Х22Н6Т, 08Х21Н6М2Т по ГОСТ 5632.
Для фланца и втулки исполнения 1, накладки фланца и втулки исполнения 2 должна применяться сталь одной марки.
Допускается применение материалов из других марок сталей, из условий эксплуатации по ОСТ 26-291.
4.6 Требования к материалам, виды их испытаний, назначение и условия применения, а также требования к сварочным материалам и контроль сварных швов должны соответствовать ОСТ 26-291.
4.7 Материал шпилек, болтов и гаек, пределы применения и механические свойства должны соответствовать ОСТ 26-2043.
Материал шпилек, болтов должен выбираться с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения фланца.
Разница в значениях коэффициентов линейного расширения не должна превышать 10 %.
Допускается применение сталей с различными коэффициентами линейного расширения (более 10 %) в случаях, обоснованных расчетом на прочность и герметичность фланцевого соединения, а также для фланцевых соединений при расчетной температуре не более 100 °С.
4.8 Поверхность фланцев не должна иметь раковин, трещин, заусенцев и других дефектов, снижающих прочность и надежность соединений.
4.9 Конструктивные элементы подготовленных кромок и швов сварных соединений фланцев должны соответствовать ГОСТ 5264, ГОСТ 16037, ГОСТ 8713 или другой нормативно- технической документации, утвержденной в установленном порядке.
4.10 Контроль плотности сварных соединений должен быть выполнен пневматическим испытанием при давлении 0,05 МПа.
Допускается выполнять отверстия для контроля плотности сварных швов фланцев исполнения 1 по рисунку 3, исполнения 2 по рисунку 4, после испытания заглушить отверстие пробкой М10.
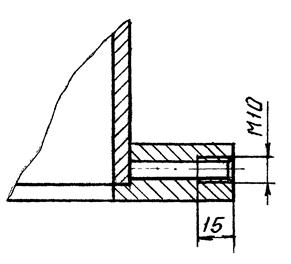
Рисунок 3
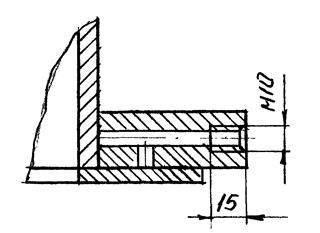
Рисунок 4
4.11 Внутренний диаметр расточки фланца должен быть больше наружного диаметра втулки не более 3 мм для диаметров фланцев до 1000 мм и не более 5 мм для диаметров фланцев свыше 1000 мм.
4.12 Предельные отклонения от номинальных размеров:
отверстий – H14, валов – h14, остальных ![]() .
.
4.13 Позиционный допуск осей отверстий d (допуск зависимый) в диаметральном выражении не должен быть более, мм:
2 - для отверстий диаметром до 26 мм
3 - для отверстий диаметром от 27 до 30 мм.
4.14 Допуск на плоскостность поверхностей между которыми располагается прокладка не должен превышать ± 0,8 мм.
4.15 Допуск соосности окружностей диаметров D1, D2 , D3 относительно окружности диаметром D для фланцев типа 1 и 2 не должен превышать, мм:
2 - для D <= 1000 мм
3 - для Б > 1000 мм.
4.16 Маркировать: условное обозначение без наименования изделия, товарный знак предприятия-изготовителя.
Допускается не маркировать товарный знак предприятия- изготовителя, если фланец не является товарной продукцией.
Маркировку производить способами, принятыми на предприятии-изготовителе.
4.17 Масса фланцев, втулок и накладок указана в таблице А.1 приложения А.
4.18 Конструкция, размеры, материальное исполнение и масса прокладок указаны в приложении Б.
Приложение A (справочное)
Таблица А.1 Масса фланцев, втулок и накладок
|
Внутренний диаметр фланца D,.мм |
Исполнение фланца |
Втулка при Н = 150 мм |
Накладка |
|
|
1 |
2 |
|||
|
Масса, кг * |
||||
|
400 |
9,4 |
9,9 |
6,0 |
1,0 |
|
500 |
11,5 |
12,1 |
7,5 |
1,2 |
|
600 |
15,1 |
15,8 |
8,9 |
1,4 |
|
700 |
17,5 |
18,2 |
10,4 |
1,6 |
|
800 |
22,4 |
23,3 |
14,9 |
2,5 |
|
900 |
26,5 |
27,5 |
16,7 |
2,8 |
|
1000 |
30,4 |
31,7 |
18,6 |
3,2 |
|
1200 |
35,4 |
37,4 |
22,3 |
3,8 |
|
1400 |
40,8 |
43,2 |
26,0 |
4,4 |
|
1600 |
58,1 |
60,5 |
35,6 |
6,0 |
|
1800 |
67,6 |
71,1 |
40,1 |
6,8 |
|
2000 |
75,1 |
78,9 |
44,5 |
7,5 |
|
2200 |
99,9 |
102,4 |
65,3 |
8,9 |
|
2400 |
109,5 |
112,2 |
71,3 |
9,7 |
|
2500 |
114,3 |
117,1 |
74,2 |
10,5 |
|
2600 |
144,5 |
147,1 |
77,2 |
10,9 |
|
2800 |
156,1 |
158,9 |
83,1 |
11,7 |
|
3000 |
189,1 |
191,5 |
89,0 |
12,5 |
|
3200 |
251,1 |
249,9 |
118,7 |
14,5 |
|
3400 |
296,7 |
295,3 |
126,1 |
15,2 |
|
3600 |
345,8 |
343,1 |
133,5 |
17,2 |
|
3800 |
398,2 |
394,1 |
140,9 |
18,1 |
|
4000 |
454,1 |
448,6 |
148,3 |
19,1 |
* Масса расчитана при плотности материала 7,85 г/см3.
Приложение Б (обязательное)
Б.1 Конструкция и размеры прокладок должны соответствовать рисунку Б.1 и таблице Б.1
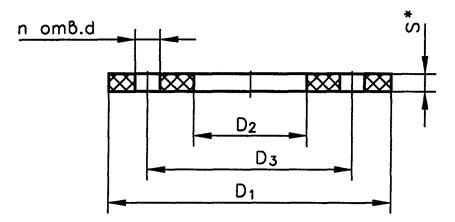
_________________
* Толщина прокладок S принимается:
для прокладок из резины - З мм
для прокладок из паронита и картона, мм:
2-для D< 1400 мм
3-для D ³1400 мм
Таблица Б.1
Размеры в миллиметрах
|
D1 |
D2 |
D3 |
d |
n |
Масса, кг |
|
|
400 |
510 |
422 |
470 |
20 |
20 |
0,35 |
|
500 |
610 |
522 |
570 |
24 |
0,42 |
|
|
600 |
710 |
622 |
670 |
28 |
0,50 |
|
|
700 |
810 |
722 |
770 |
32 |
0,57 |
|
|
800 |
925 |
824 |
880 |
25 |
28 |
0,75 |
|
900 |
1030 |
924 |
980 |
0,89 |
||
|
1000 |
1135 |
1024 |
1080 |
32 |
1,03 |
|
|
1200 |
1335 |
1224 |
1280 |
40 |
1,22 |
|
|
1400 |
1535 |
1424 |
1480 |
48 |
1,40 |
|
|
1600 |
1735 |
1622 |
1680 |
52 |
1,66 |
|
|
1800 |
1940 |
1822 |
1880 |
64 |
1,90 |
|
|
2000 |
2140 |
2022 |
2080 |
68 |
2,11 |
|
|
2200 |
2345 |
2226 |
2285 |
29 |
2,29 |
|
|
2400 |
2545 |
2426 |
2485 |
2,51 |
||
|
2500 |
2645 |
2520 |
2585 |
2,77 |
||
|
2600 |
2750 |
2620 |
2690 |
72 |
3,05 |
|
|
2800 |
2950 |
2820 |
2890 |
3,25 |
||
|
3000 |
3150 |
3020 |
3090 |
32 |
3,45 |
|
|
3200 |
3365 |
3224 |
3300 |
76 |
4,01 |
|
|
3400 |
3565 |
3424 |
3500 |
80 |
4,26 |
|
|
3600 |
3765 |
3624 |
3700 |
84 |
4,50 |
|
|
3800 |
3965 |
3824 |
3900 |
88 |
4,75 |
|
|
4000 |
4165 |
4024 |
4100 |
92 |
4,99 |
*Масса расчитана при плотности материала 2 г/см3.
Пример условного обозначения прокладки для фланца с внутренним диаметром 1000 мм из паронита марки ПОН:
Прокладка 1000-ПОН АТК 26-18-14-98
Б.2 Прокладки должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
Б.3 Материал прокладок: паронит ГОСТ 481
картон асбестовый ГОСТ 2850
пластины резиновые ГОСТ 7338.
Допускается изготовление прокладок из других материалов, исходя из условий эксплуатации, по нормативно-технической документации, утвержденной в установленном порядке.
Б.4 Поверхность прокладок должна быть без надрывов.
Б.5 Допускается изготовление прокладок из двух или нескольких частей.
Соединение отдельных секторов прокладки должно осуществляться «под углом внахлестку».
Склеивание производить в соответствии с требованиями действующей нормативно-технической документации предприятия- изготовителя.
Б.6 Предельные отклонения номинальных размеров: отверстий - по H15, валов - по h15.
Для прокладок изготовленных из отдельных частей предельные отклонения не регламентируются.
Б.7 При поставке прокладок как самостоятельные изделия (запасные части) маркировать на бирке, прикрепленной к связке прокладок: условное обозначение и товарный знак предприятия- изготовителя.