ОТРАСЛЕВОЙ СТАНДАРТ
|
ТРУБКИ ФТОРОПЛАСТОВЫЕ Технические условия |
ОСТ 1 00777-75 На 8 страницах Введен впервые Проверено в 1981 г. Проверено в 1986 г. |
Распоряжением Министерства от 28 октября 1975 г. № 087-16
Срок действия установлен с 1 июля 1976 г.
до 1 января 1996 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на фторопластовые трубки (в дальнейшем изложении - трубки), используемые в качестве внутренней камеры защитных и экранирующих рукавов.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Трубки должны изготовляться в соответствии с требованиями настоящего стандарта методом намотки на дорн пленки Ф-4ЭН высший сорт ГОСТ 24222-80 с последующим спеканием. Допускается изготовление трубок диаметром 6, 8 и 10 мм методом экструзии из фторопласта Ф-4Д III ГОСТ 14906-77.
1.2. Размеры и масса трубок должны соответствовать указанным на черт. 1 и в табл. 1.

* Размер обеспеч. инстр.
Черт. 1
Таблица 1
Размеры, мм
|
d |
S |
Масса 1 м, кг, не более |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
1 |
6 |
+0,7 |
0,3 |
+0,10 |
0,019 |
|
2 |
8 |
0,028 |
|||
|
3 |
10 |
0,027 |
|||
|
4 |
12 |
0,031 |
|||
|
5 |
14 |
0,085 |
|||
|
6 |
16 |
+0,6 |
0,4 |
0,046 |
|
|
7 |
20 |
0,057 |
|||
|
8 |
25 |
0,070 |
|||
|
9 |
35 |
+0,7 |
0,100 |
||
1.3. Допускается местное занижение толщины стенок трубок, изготовленных методом намотки на дорн, на глубину не более 0,05 мм.
1.4. Длина трубок L (кратная 50) - в пределах от 350 до 1800 мм.
1.5. Предельное отклонение на длину трубки L - плюс 20 мм.
1.6. Цвет трубки - белый.
1.7. На поверхности трубки не допускаются расслоения, трещины, пустоты, а также вмятины и другие дефекты, выводящие толщину стенок трубок из заданных размеров.
1.8. Трубки должны быть устойчивыми, прочными и стойкими к внешним воздействующим факторам, указанным в табл. 2.
Таблица 2
|
Характеристика внешнего воздействующего фактора |
Максимальное значение внешнего воздействующего фактора, степень жесткости |
|
|
Повышенная температура среды |
Рабочая, °С |
+200 |
|
Предельная, °С |
+250 |
|
|
Пониженная температура среды |
Рабочая, °С |
-60 |
|
Предельная, °С |
||
|
Повышенная влажность |
Относительная влажность при температуре +35 °С, % |
100 - II |
1.9. Физико-механические показатели трубок и их значения должны соответствовать указанным в табл. 3.
Таблица 3
|
Предел прочности при растяжении, МПа (кгс/см2), не менее |
Относительное удлинение при разрыве, %, не менее |
Плотность, г/см3, не более |
|||
|
в продольном направлении |
в поперечном направлении |
в продольном направлении |
в поперечном направлении |
||
|
1 |
16 (160) |
- |
120 |
- |
2,15 |
|
2 |
- |
- |
|||
|
3 |
16 (160) |
120 |
|||
|
4 |
|||||
|
5 |
|||||
|
6 |
|||||
|
7 |
|||||
|
8 |
|||||
|
9 |
|||||
Пример записи в технической документации фторопластовой трубки типоразмера 1, длиной L = 350 мм:
Трубка 1-350 - ОСТ 1 00777-75
2. ПРАВИЛА ПРИЕМКИ
2.1. Трубки предъявляются к приемке отделу технического контроля (ОТК) партиями одного типоразмера. Размер партии не должен превышать 300 м.
В партии допускается не более 20 % трубок длиной от 350 до 500 мм и не более 40 % длиной от 500 до 1300 мм.
2.2. Для проверки трубок на соответствие их требованиям настоящего стандарта проводятся приемо-сдаточные и периодические испытания.
2.3. Приемо-сдаточные испытания
2.3.1. Приемо-сдаточным испытаниям подвергаются все предъявленные к приемке трубки. При этом проверяются:
- размеры: толщина - выборочно 1 % от партии, длина;
- состояние внешнего вида на соответствие контрольному образцу;
- масса трубок - выборочно 1 % от партии.
2.3.2. Если при контроле в предъявленной партии будут обнаружены дефекты трубок или несоответствие их требованиям настоящего стандарта, то эти трубки возвращаются для исправления и повторного предъявления.
2.3.3. Если при повторном контроле будет обнаружено несоответствие трубок в партии требованиям настоящего стандарта, то приемка их прекращается.
Вопрос о возобновлении приемки и возможности дальнейшего производства данного типоразмера трубок решается руководством предприятия-изготовителя.
2.4. Периодические испытания
2.4.1. Периодические испытания проводятся два раза в год на двух образцах каждого типоразмера, произвольно выбранных из числа прошедших приемо-сдаточные испытания.
2.4.2. При периодических испытаниях проверяются значения физико-механических показателей трубок. Испытания по определению плотности не проводятся, так как плотность трубок гарантируется изготовителем.
Испытания трубок на влагоустойчивость не проводятся, работоспособность их гарантируется материалом.
Испытания на тепло- и холодоустойчивость проводятся в составе рукава, для которого они предназначены, при периодических испытаниях этих рукавов.
2.4.3. Если при периодических испытаниях будет обнаружено несоответствие значений физико-механических показателей хотя бы одного образца трубки требованиям настоящего стандарта, то приемка очередных партий прекращается до момента получения результатов повторных испытаний на удвоенном количестве образцов.
2.4.4. При положительных результатах повторных периодических испытаний приемка возобновляется.
2.4.5. Если при повторных периодических испытаниях будет обнаружено несоответствие значений физико-механических показателей трубок требованиям настоящего стандарта, то возможность дальнейшего производства и приемки трубок должна быть решена руководством предприятия-изготовителя.
2.4.6. Результаты периодических испытаний оформляются актом в установленном порядке.
2.4.7. Трубки считаются выдержавшими испытания, если в процессе испытаний не обнаружено отклонений от требований настоящего стандарта.
3. МЕТОДЫ ИСПЫТАНИЙ
8.1. Контрольная проверка материалов на соответствие требованиям ГОСТ 24222-80 и ГОСТ 14906-77 производится перед запуском их в производство.
3.2. Проверка размеров производится средствами измерений с погрешностью измерения в пределах, установленных ГОСТ 8.051-81. Толщину стенки трубки, изготовленной методом экструзии, определять с двух концов как среднее арифметическое значение максимальной и минимальной толщин в одном сечении, которое должно быть в пределах от 0,32 до 0,38 мм. При этом разность толщин стенки в сечении должна быть не более 0,10 мм.
3.3. Оценка качества трубок по внешнему виду производится визуально, путем сравнения с утвержденным контрольным образцом.
3.4. Проверка массы трубок производится взвешиванием с относительной погрешностью ± 3 % от измеряемого значения на весах, поверенных в соответствии с требованиями ГОСТ 8.513-84. Выбор средств измерения - по ОСТ 1 00380-80.
3.5. Испытания трубок по определению физико-механических свойств проводятся в нормальных климатических условиях.
Характеристика нормальных климатических условий - по ГОСТ 15150-69.
3.6. Испытания по определению физико-механических свойств трубок
3.6.1. Испытания трубок по определению их физико-механических свойств проводятся с целью проверки способности трубок выполнять свои функции в качестве внутренней камеры защитных и экранирующих рукавов.
3.6.2. Определение предела прочности при растяжении и относительного удлинения трубки проводится:
- для трубок типоразмеров 1 и 2 на образцах в виде лопаток, вырубленных в продольном направлении;
- для трубок типоразмеров от 3 до 9, вырубленных в продольном и поперечном направлениях.
3.6.3. Размеры образцов при вырубке должны соответствовать указанным на черт. 2 и в табл. 4.
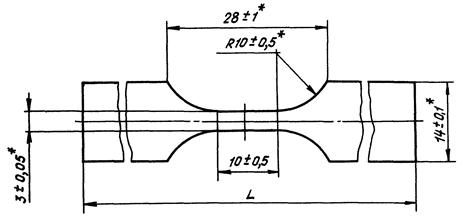
* Размер обеспеч. инстр.
Черт. 2
Таблица 4
мм
|
L Пред. откл. ± 1 |
||
|
в продольном направлении |
в поперечном направлении |
|
|
1 |
80 |
- |
|
2 |
- |
|
|
3 |
31 |
|
|
4 |
37 |
|
|
5 |
44 |
|
|
6 |
50 |
|
|
7 |
62 |
|
|
8 |
78 |
|
|
8 |
80 |
|
3.6.4. Испытания образцов проводятся на разрывной машине типа РМИ-60, скорость движения зажимов разрывной машины 100 мм/мин.
3.6.5. Расчет предела прочности производится по минимальному сечению лопатки в рабочей зоне, подсчет результатов испытания - по ГОСТ 11262-80.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировка трубок производится на бирке, прикрепляемой к пачке. Материал бирки: картон ГОСТ 2824-86 и ГОСТ 9347-74. На бирке указывается:
- обозначение трубки;
- номер партии;
- длина, м;
- дата изготовления;
- клеймо и подпись ОТК.
4.2. При упаковке трубки одной партии длиной не более 50 м связываются в пачки пленкой Ф-4ЭН высший сорт (сорт 1) ГОСТ 24222-80.
4.3. Трубки, предназначенные для транспортирования, должны быть упакованы в деревянные ящики, изготовленные в соответствии с требованиями ГОСТ 21644-76, тип по ГССТ 5959-80.
Трубки перед укладкой в тару обертываются двумя слоями бумаги БП-3-35 ГОСТ 9569-79 и плотно перевязываются шпагатом не менее чем в трех местах.
4.4. Хранение трубок производится в упаковке в закрытых отапливаемых и неотапливаемых складских помещениях при любой относительной влажности.
Внутри цеха допускается хранение и транспортирование трубок, обернутых пленкой В ГССТ 16272-79 или перевязанных пленкой Ф-4ЭН высший сорт (сорт 1) ГОСТ 24222-80.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие качества трубок требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных стандартом.
5.2. Гарантийный срок хранения - 20 лет со дня приемки трубок ОТК.
СОДЕРЖАНИЕ