ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Харьковский
ордена «Знак почета» Государственный
научно-исследовательский институт метрологии
(ХГНИИМ НПО «Метрология»)
|
|
УТВЕРЖДАЮ Зам. директора ХГНИИМ НПО «Метрология» ____________ В.П. Бондаренко «30» марта 1989 г. |
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ГОСУДАРСТВЕННАЯ СИСТЕМА
ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИЙ
Модель 23900
Методика поверки
|
Ленинградским заводом «Измерон» Министерства станкостроительной и инструментальной промышленности |
|
|
ИСПОЛНИТЕЛИ: |
М.И. Обрант (руководитель темы), Л.С. Крымская |
|
УТВЕРЖДЕНЫ: |
ХГНИИМ НПО «Метрология» |
|
|
«30» марта 1989 г. |
Настоящие методические указания распространяются на зубомер модели 23900, выпускаемый по ТУ 2-034-201-83, и устанавливают методику его первичной и периодической поверок. Зубомер подлежит ведомственной поверке, рекомендуемый межповерочный интервал не более 1 года.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в табл. 1.
Таблица 1
|
Номер пункта методики поверки |
Наименование средства измерений и его нормативно-технические характеристики |
Обязательность проведения операции при |
|
|||
|
выпуске из производства |
выпуске после ремонта |
эксплуатации и хранении |
||||
|
Проверка внешнего вида, оснащения измерительных губок твердым сплавом, цены деления, маркировки, комплектности и упаковки |
|
Да |
Да |
Да |
|
|
|
Проверка диапазона показаний отсчетного устройства |
|
Да |
Да |
Да |
|
|
|
Определение отклонения от параллельности измерительных кромок А |
Клин, линейка - 300 ГОСТ 427-75 |
Да |
Да |
Да |
|
|
|
Определение отклонения поверхностей Б от общей прилегающей плоскости |
Пластина плоская стеклянная ПИ60 нижняя 2-го класса точности по ГОСТ 2923-75; меры длины концевые плоскопараллельные 4 разряда по МИ 1604-87 микатор типа 1ИПМ ГОСТ 14712-79 |
Да |
Да |
Да |
|
|
|
Определение параметров шероховатости измерительных поверхностей губок и наконечника |
Образец шероховатости 0,08 плоский ГОСТ 9378-75 или аттестованная образцовая деталь Ra = 0,08 мкм; аттестованная образцовая детальRz = 0,4 мкм; лупа ЛП-1-4х ГОСТ 25706-83 |
Да |
Да |
Нет |
|
|
|
Определение погрешности и размаха показаний зубомера |
Проволочка П-Б-1,443 кл. 1 по ГОСТ 2475-62; ролики Ø14,445; Ø24,074 мм (см. приложение 2); меры длины концевые плоскопараллельные 4 разряда по МИ 1604-87. Пластина плоская стеклянная ПИ60 нижняя 2-го класса точности по ГОСТ 2923-75 |
Да |
Да |
Да |
|
|
Примечание. Допускается применять другие средства поверки, удовлетворяющие по точности требованиям настоящих методических указаний и согласованные с органами Госстандарта.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При подготовке к проведению поверки следует соблюдать правила пожарной безопасности, установленные для работ с легковоспламеняющимися жидкостями, к которым относится бензин, используемый для промывки.
2.2. Бензин хранят в металлической посуде, плотно закрытой металлической крышкой, в количестве не более одной нормы, требуемой для промывки.
2.3. Промывку производят в резиновых технических перчатках типа II по ГОСТ 20010-74.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. Температура помещения, где проводят поверку, должна быть (20 ± 5) °С.
3.2. Относительная влажность воздуха в помещении, где проводят поверку, не должна превышать (58 ± 20) %.
3.3. Атмосферное давление (101325 ± 4000) Па.
3.4. Воздух, подаваемый в помещение, должен быть очищен от пыли, паров масел.
3.5. Перед поверкой необходимо смазанные части зубомера промыть бензином авиационным по ГОСТ 1012-72 и протереть чистой тканью, средства поверки подготовить к работе в соответствии с их эксплуатационной документацией.
3.6. Перед проведением поверки зубомер и средства поверки должны быть выдержаны не менее двух часов в помещении, где будет производиться поверка.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Проверка внешнего вида, оснащения измерительных губок твердым сплавом, цены деления отсчетного устройства, маркировки, комплектности и упаковки производится внешним осмотром.
При выполнении осмотра зубомер должен соответствовать следующим требованиям.
На наружных поверхностях зубомера не должно быть дефектов, ухудшающих внешний вид или влияющих на эксплуатационные качества.
Цена деления отсчетного устройства должна быть 0,01 мм.
Измерительные губки зубомеров должны быть оснащены твердым сплавом.
На зубомере должны быть нанесены:
товарный знак предприятия-изготовителя;
диапазон модулей измеряемых колес;
порядковый номер зубомера;
год выпуска или его условное обозначение.
На футляре должны быть нанесены:
товарный знак предприятия-изготовителя;
наименование и условное обозначение зубомера.
Упаковка зубомера должна соответствовать требованиям ГОСТ 13762-86.
Комплектность зубомера должна соответствовать паспорту 23900.000 ПС.
4.2. Проверку диапазона показаний отсчетного устройства производят путем перемещения измерительного наконечника.
Диапазон показаний отсчетного устройства должен быть не менее 10 мм.
4.3. Проверку отклонения от параллельности измерительных кромок А производят с помощью клина (Приложение 1) следующим образом.
Снимают отсчетное устройство, зубомер устанавливают на стол губками вверх. Между губками вставляют клин меньшей толщиной вниз (маркировка сверху) на глубину (10 - 12) мм симметрично относительно губок. Губки сводят до соприкосновения с клином и стопорят. Клин поднимают на (2 - 3) мм и отпускают плавно, чтобы под действием собственного веса он опускался до заклинивания.
При наличии отклонения от параллельности измерительных кромок клин наклонится (Рис. 1).
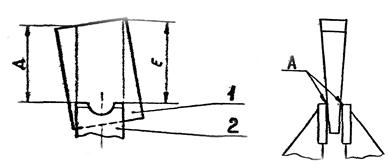
1 - клин; 2 - зубомер
Рис. 1
С помощью металлической линейки измеряют расстояние Д и Е и находят разность между ними. Операцию повторяют 3 раза и находят среднеарифметическое значение разностей размеров Д и Е, которое не должно превышать 2 мм, что соответствует отклонению от параллельности измерительных кромок 0,003 мм.
4.4. Определение отклонения поверхностей Б от общей прилегающей плоскости, которое не должно превышать 0,01 мм, производят с помощью микатора типа 1ИПМ в два приема в направлениях X (п. 4.4.1) и У (п. 4.4.2) следующим образом.
4.4.1. На плоскую стеклянную пластину укладывают концевую меру длины любого размера. Губки зубомера раздвигают на (15 - 17) мм и стопорят. На концевую меру устанавливают зубомер поверхностями Б (Рис. 2) в положение В. При этом отсчетное устройство устанавливают на нуль. Затем концевую меру устанавливают в положение Г и снимают отсчет. Разность показаний отсчетного устройства не должна превышать 0,01 мм.
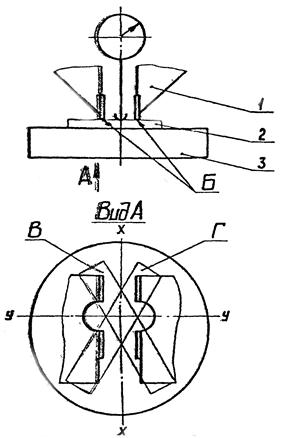
1 - зубомер, 2 - мера длины концевая плоскопараллельная, 3 - пластина плоская стеклянная
Рис. 2
4.4.2. Левую губку перемещают до совмещения поверхности А (рис. 3) с осью измерительного наконечника и закрепляют, правую губку устанавливают на расстоянии 12 мм от левой и также закрепляют.
Зубомер поверхностями Б устанавливают на плоскую стеклянную пластину. Отсчетное устройство устанавливают на нуль (измерительный наконечник контактирует с плоской стеклянной пластиной). Затем правую губку совмещают с осью измерительного наконечника, а левую устанавливают на расстоянии 12 мм от правой. Снимают отсчет. Разведя обе губки в крайние положения (расстояние между губками 24 мм), снимают отсчет.
Разность показаний отсчетного устройства не должна превышать 0,01 мм.
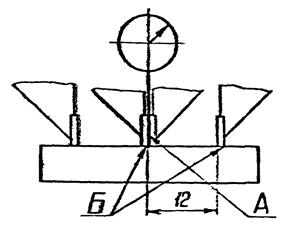
Рис. 3
4.5. Определение параметров шероховатости измерительных поверхностей губок и измерительного наконечника производят методом сравнения с образцами шероховатости или аттестованными образцовыми деталями. При определении шероховатости следует применять лупу.
Параметры шероховатости измерительных поверхностей губок Ra £ 0,08 мкм, наконечника Rz £ 0,4 мкм по ГОСТ 2789-73.
4.6. Определение погрешности и размаха показаний зубомера производят с помощью проволочки П-Б-1,443, роликов Ø 14,445, Ø 24,074 мм и мер длины концевых плоскопараллельных 4 разряда следующим образом.
Набирают блок концевых мер длины, равный расчетной величине h ± D,
где D - проверяемый участок диапазона измерений
![]()
где dрол - диаметр ролика
c - размер блока концевых мер, равный расстоянию между губками.
h - размер блока концевых мер от плоскостей Б измерительных губок до измерительного наконечника.
Рекомендуемые размеры dрол и c приведены в табл. 2.
мм Таблица 2
|
dрол |
|
|
1,35 |
1,443 |
|
14 |
14,445 |
|
22 |
24,074 |
Зубомер плоскостями Б устанавливают на плоскую стеклянную пластину. Под измерительный наконечник подводят блок концевых мер длины, равный расчетной величине h ± Δ ,устанавливают отсчетное устройство на нуль с натягом в 2 оборота и закрепляют его.
Передвигают правую измерительную губку до
совмещения риски со штрихом «10» и стопорят. Между губками вставляют
блок концевых мер длины
равный ![]() Левую
губку стопорят. Освободив правую губку, между губками вставляют блок концевых
мер длины равный C, правую губку закрепляют, обеспечив нормальное
скольжение блока между губками.
Левую
губку стопорят. Освободив правую губку, между губками вставляют блок концевых
мер длины равный C, правую губку закрепляют, обеспечив нормальное
скольжение блока между губками.
Зубомер переносят на соответствующий ролик и снимают отсчет.
За погрешность принимают разность между снятым отсчетом и проверяемым участком диапазона измерения D с учетом поправки блока концевых мер длины h ± D.
Размах показаний определяют одновременно с проверкой погрешности путем десятикратной установки зубомера на один и тот же ролик.
За размах показаний принимают разность наибольшего и наименьшего отсчетов.
Примерные размеры блоков концевых мер указаны в табл. 3.
Таблица 3
|
Проверяемый участок диапазона измерений, мкм, ± D |
Размер блока концевых мер, мм |
||
|
С |
h ± D |
||
|
1,443 |
100 |
1,35 |
0,468 ± 0,100 |
|
14,445 |
100 |
14 |
5,444 ± 0,100 |
|
|
500 |
|
15,444 ± 0,500 |
|
|
1000 |
|
5,444 ± 1,00 |
|
|
2000 |
|
5,444 ± 2,00 |
|
24,074 |
100 |
22 |
7,147 ± 0,100 |
|
|
500 |
|
7,147 ± 0,500 |
|
|
1000 |
|
7,147 ± 1,00 |
|
|
2000 |
|
7,147 ± 2,00 |
Погрешность и размах показаний зубомеров не должны превышать значений, указанных в табл. 4.
мкм Таблица 4.
|
Предел допускаемой погрешности |
Размах показаний |
|
|
До 100 |
± 8 |
|
|
Св. 100 до 630 |
± 15 |
4 |
|
Св. 630 до 1000 |
± 25 |
|
|
Св. 1000 до 2000 |
± 30 |
|
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. На зубомеры, прошедшие поверку с положительными результатами, выдается документ о ведомственной или Государственной поверке установленной формы или в паспорте на прибор делается соответствующая отметка.
5.2. При положительных результатах первичной поверки в паспорте делается соответствующая отметка.
5.3. Зубомеры, не удовлетворяющие требованиям ТУ 2-034-201-83 и МИ, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
![]()
Клин
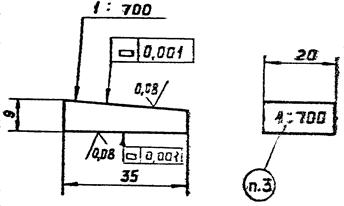
1. 61...63 HRCэ.
2. h14
3. Маркировать: «1:700» шрифт 3-Пр3 ГОСТ 26.008-85.
4. Материал сталь У12А ГОСТ 1435-74
ПРИЛОЖЕНИЕ 2
Рекомендуемое
![]()
Ролик
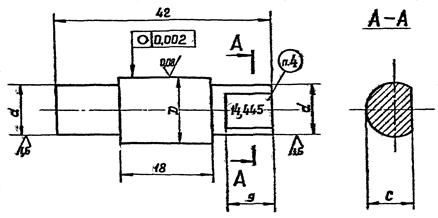
Размеры в мм
|
d |
C |
Масса, кг |
||
|
Номин. |
Пред. откл. |
|||
|
14,445 |
± 0,002 |
10 |
9,5 |
0,040 |
|
24,074 |
12 |
11,5 |
0,092 |
|
1. 61...63 HRCэ.
2. h14
3. Допускаются завалы на краях рабочих поверхностей ролика на длине 1 мм.
4. Маркировать размер диметра D. Шрифт 1,5-Пр3 ГОСТ 26.008-85.
5. Материал сталь Х ГОСТ 5950-73.
|
1. Операции и средства поверки. 1 3. Условия поверки и подготовка к ней. 2 |