ЦЕНТРАЛЬНОЕ
БЮРО НОРМАТИВОВ ПО ТРУДУ
ГОСУДАРСТВЕННОГО КОМИТЕТА СССР
ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
|
Утверждены Государственным комитетом СССР по труду и социальным вопросам Постановление 105/6-211 от 28 марта 1989 г. |
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
на ручную дуговую сварку
МОСКВА ЭКОНОМИКА 1990
Постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦCПС от 28 марта 1989 г. № 105/6-211 установлен срок действия данных нормативов до 1996 г.
С введением в действие настоящих нормативов отменяются разделы на ручную дуговую сварку в сборнике Общемашиностроительные нормативы времени на дуговую сварку (М.: Колос, 1981).
Сборник содержит нормативные материалы для технического нормирования работ по сварке изделий из листового, профильного проката и стыков труб из углеродистых, низколегированных, высоколегированных (жаропрочных, жаростойких, коррозионно-стойких), теплоустойчивых сталей и сталей типа АК и ЮЗ, а также сплавов на железо-никелевой и никелевой основах.
Сборник нормативов предназначен для нормирования труда рабочих, занятых на ручной дуговой сварке, в сварочных цехах и участках машиностроительных предприятий.
Нормативы охватывают труд электросварщиков ручной сварки.
Нормативы времени разработаны Центральным научно-исследовательским институтом технологии судостроения совместно с Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам и при участии нормативно-исследовательских организаций (предприятий) различных отраслей машиностроения.
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих книгах публикуется в Аннотированных тематических планах выпуска литературы издательства «Экономика» и Книготорговых бюллетенях.
1. ОБЩАЯ ЧАСТЬ
1.1. Нормативы времени предназначены для расчета технически обоснованных норм времени на ручную дуговую сварку покрытыми электродами изделий из углеродистых, низколегированных, высоколегированных (жаропрочных, жаростойких, коррозионно-стойких), теплоустойчивых сталей и сталей типа АК и ЮЗ, а также сплавов на железо-никелевой и никелевой основах на предприятиях машиностроения в условиях единичного и серийного типов производства (ГОСТ 3.1121-84).
1.2. Нормативы времени могут быть использованы при расчете комплексных норм времени при внедрении коллективной формы организации труда. При коллективной форме организации труда комплексные нормы затрат труда могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной формы организации труда.
В этом случае комплексная норма (Hвр.к) определяется по формуле
![]() (1)
(1)
где Hврi - норма времени на изготовление i-й детали бригадокомплекта, чел.-ч;
i = 1, 2, 3, ..., n - количество деталей, входящих в бригадокомплект;
Hврi находится по формуле
![]() , (2)
, (2)
где Нврj - норма времени на выполнение j-й операции, чел.-ч;
j = 1, 2, 3,..., m - количество операций, необходимых для изготовления j-й детали;
Кэф - коэффициент эффекта бригадной работы (Кэф < 1).
Коэффициент эффекта бригадной работы (Кэф) отражает среднюю величину роста производительности труда, которая ожидается при переходе от индивидуальной к коллективной форме организации труда и которая должна быть учтена в комплексных нормах.
1.3. В результате перераспределения функций между членами бригады, осуществления взаимопомощи или взаимозаменяемости и т.п. сокращается время, необходимое на выполнение закрепленного за бригадой объема работ, следовательно, должна снижаться соответствующая норма времени. Это происходит за счет уменьшения величины отдельных составляющих нормы времени - вспомогательного времени, времени обслуживания рабочего места, регламентированных перерывов, подготовительно-заключительного времени, а также за счет перекрытия отдельных составляющих нормы времени машинным временем (в последнем случае величина каждой составляющей нормы времени может остаться и неизменной).
В сквозных бригадах трудоемкость изготовления бригадокомплекта может сокращаться за счет исключения отдельных элементов подготовительно-заключительного времени и времени обслуживания рабочего места при передаче смены «на ходу».
Коэффициенты эффекта бригадной работы (Кэф) устанавливаются на уровне предприятия и применяются в течение срока, на который они рассчитаны, если не меняются условия производства.
Более полные и подробные данные см. Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987).
1.4. При разработке нормативов времени использованы:
действующие Общемашиностроительные нормативы времени на дуговую сварку (М.: Колос, 1981) и отраслевые нормативы времени ряда министерств;
материалы хронометражных наблюдений и фотографии рабочего времени;
инструкции по эксплуатации электросварочного оборудования, технологические процессы, правила техники безопасности и производственной санитарии;
предложения предприятий и типовые проекты организации рабочих мест.
1.5. В нормативах времени наименование и обозначение швов, диапазон свариваемых толщин металла, марки электродов, сталей и сплавов приведены согласно действующим стандартам:
ГОСТ 5264-80; ГОСТ 16037-80; ГОСТ 1050-74; ГОСТ 5632-72; ГОСТ 20072-74; ГОСТ 9467-75; ГОСТ 977-75; ГОСТ 10052-75; ГОСТ 2176-77; ГОСТ 10051-75; ГОСТ 9466-75.
1.6. Исходные данные для расчета основного времени сварки приняты по данным Института электросварки им. Е.О. Патона АН УССР, Всесоюзного научно-исследовательского и проектного института технологии химического и нефтяного аппаратостроения и других организаций, а также на основе обобщенных материалов машиностроительных предприятий.
1.7. Площадь поперечного сечения шва (F), как основного, так и подварочного, рассчитана по формулам, соответствующим определенному типу шва, которые приведены в приложении 10, и средним значениям конструктивных элементов, приведенным в ГОСТ 5264-80; ГОСТ 16037-80.
1.8. Приведенные в картах пределы числовых показателей следует понимать «включительно».
1.9. На виды работ, связанных со сваркой деталей, не предусмотренных настоящим сборником, или при внедрении на предприятиях более прогрессивных технологических процессов сварки, организации труда, оборудования и т.п. следует разрабатывать местные нормативы времени и вводить в установленном порядке.
1.10. Неполное штучное время, приведенное в нормативных картах, рассчитано на сварку изделий в нижнем положении из углеродистых и низколегированных сталей электродом диаметром 4 мм, марок УОНИ-13/45, УОНИ-13/45А, АНО-14, ОЗС-21 и им аналогичных.
1.11. Расчет нормы времени на сварку изделий из листового и профильного проката
1.11.1. В нормативных картах 1 - 6, 14 и 15 приведено неполное штучное время (Тнш) на 1 м сварного шва, которое рассчитано по формуле
Тнш = (То + Твш)К мин, (3)
где Tо - основное время горения дуги, мин (формула 4);
Твш - вспомогательное время, зависящее от длины сварного шва, мин (формула 6);
К - коэффициент к оперативному времени, учитывающий время на обслуживание рабочего места, на отдых и личные потребности (формула 8).
1.11.2. Основное время горения дуги рассчитывается по формуле
где F - общая площадь поперечного сечения шва, мм2 (приложения 2 - 7);
γ - плотность наплавленного металла, г/см3 (принята 7,84 г/см3);
I - сила сварочного тока, А (приложение 1);
а - коэффициент наплавки электродов, г/А · ч (принят 8,5 г/А · ч);
К'1 - коэффициент, учитывающий диаметр, марку электрода и свариваемый металл (карта 33), рассчитан по формуле
![]() (5)
(5)
где а - коэффициент наплавки электродов, г/А · ч;
I - сила тока при сварке изделий электродами диаметром 4 мм, А (приложение 1);
I1 - сила тока при сварке изделий электродами диаметром менее или более 4 мм, А.
1.11.3. Вспомогательное время, зависящее от длины сварного шва, рассчитано по формуле
Твш = (tвш + tвш1 + tвш2)n + tвш3 мин, (6)
где tвш - зачистка сварного шва от шлака после каждого прохода, мин (карта 16);
tвш1 - перемещение (переходы) электросварщика в процессе сварки многопроходных швов, мин (карта 17);
tвш2 - смена электродов, мин (карта 18);
n - количество проходов, шт. (формула 7);
tвш3 - осмотр и промер сварного шва, мин (карта 19).
1.11.4. Количество проходов сварки рассчитывается по формуле
где F - общая площадь поперечного сечения шва, мм2 (приложения 2 - 7);
F1 - площадь поперечного сечения шва первого прохода, мм2 (приложение 8);
F2 - площадь поперечного сечения шва второго и последующих проходов, мм2 (приложение 8).
1.11.5. Коэффициент к оперативному времени, учитывающий время на обслуживание рабочего места, на отдых и личные потребности, рассчитывается по формуле
где аобс - время на обслуживание рабочего места, включает следующие операции: включение, регулирование и выключение источников питания, подтягивание проводов, устранение мелких неполадок и обеспечение исправного состояния оборудования, поддержание заданного режима в процессе работы, уборка рабочего места. Это время включено в нормативные карты в размере 4 % от оперативного;
аотд - время на отдых и личные потребности, включено в нормативные карты в размере 8 % от оперативного времени.
1.11.6. Норма штучного времени рассчитывается по формуле
Тшт = (TншК1К3К10 + Твш1К6) · LК2К5К8 + ТвиК5 + Тпр мин, (9)
где Тнш - неполное штучное время, мин;
К1 - коэффициент, учитывающий диаметр, марку электродов и свариваемый металл, значение приведено в числителе карты 33;
К3 - коэффициент, учитывающий вид сварки, шва и его длину (карта 37);
К10 - коэффициент, учитывающий сварку изделий из несимметричных, симметричных полособульб и после строжки (п. 1.15);
Tвш - вспомогательное время, зависящее от длины сварного шва, включает затраты на: зачистку кромок перед сваркой от налета ржавчины или окисной пленки; зачистку околошовной зоны от брызг наплавленного металла; обмазку околошовной зоны меловым раствором или аэрозолью (карты 20, 22 и 24) и учитывается в каждом отдельном случае при выполнении этих операций электросварщиком, мин;
К6 - коэффициент, учитывающий положение зачищаемой кромки в пространстве и способ зачистки (карта 38);
L - длина шва, м;
К2 - коэффициент, учитывающий положение шва в пространстве (карта 34);
К5 - коэффициент, учитывающий условие и место выполнения работ (карта 36);
К8 - коэффициент, учитывающий угол между свариваемыми деталями (карта 40);
Тви - вспомогательное время, зависящее от изделия и типа оборудования, которое включает затраты на: клеймение и маркирование шва; установку и снятие щитов для защиты от сварочной дуги; внутрисменные переходы; крепление изделия на столе, стенде, в приспособлении и его открепление; установку, снятие и поворот изделия вручную; перемещение изделий грузоподъемными механизмами; поворот деталей или изделий в механизированных приспособлениях (карты 25 - 32) и учитывается в каждом отдельном случае при выполнении этих работ электросварщиком;
Тпр - время на выполнение электроприхваток, рассчитывается по формуле
где К7 - коэффициент, учитывающий вид разделки кромки при определении времени на электроприхватку (карта 39). Время на электроприхватку учитывается в каждом отдельном случае при выполнении этой работы электросварщиком.
1.12. Расчет нормы времени на сварку труб и прутков
1.12.1. В нормативных картах 7, 9, 10, 11, 13, 14 и 15 приведено неполное штучное время на 1 мм диаметра трубы, прутка, а в картах 8 и 12 на 1 мм толщины стенки и диаметра трубы, которое рассчитано по формуле
Тнш = (То + Твш)К4 мин, (11)
где То - основное время горения дуги, мин (формула 4);
Твш - вспомогательное время, зависящее от длины сварного шва, мин (формула 13);
К4 - коэффициент, учитывающий диаметр трубы, время на обслуживание рабочего места, на отдых и личные потребности, рассчитывается по формуле
![]() (12)
(12)
где К - коэффициент, учитывающий время на обслуживание рабочего места, на отдых и личные потребности (формула 8);
К3 - коэффициент, учитывающий вид сварки, шва и его длину (карта 37);
p = 3,14 - постоянное число.
1.12.2. Вспомогательное время, зависящее от длины сварного шва, рассчитано по формуле
Твш = (tвш + tвш2) · n + tвш3 мин, (13)
где tвш - зачистка сварного шва от шлака после каждого прохода, мин (карта 16);
tвш2 - смена электродов, мин (карта 18);
n - количество проходов, шт. (формула 7);
tвш3 - осмотр и промер сварного шва, мин (карта 19).
1.12.3. Коэффициент, учитывающий время на обслуживание рабочего места, на отдых и личные потребности, рассчитан по формуле (8).
Время на обслуживание рабочего места включено в нормативные карты сборника в размере 4 % от оперативного времени, время на отдых и личные потребности - в размере 8 %.
1.12.4. Норма штучного времени рассчитывается по формуле
Тшт = (ТншК1К3К10 + Твш1К6) · DК12K5K8 + ТвиК5 + Тпр мин, (14)
где Тнш - неполное штучное время, мин (карты 7 - 15);
К1 - коэффициент, учитывающий диаметр, марку электродов и свариваемый металл (карта 33);
К3 - коэффициент, учитывающий вид сварки, шва и его длину (карта 37);
К10 - коэффициент, учитывающий сварку после строжки (п. 1.15);
Tвшl - вспомогательное время, зависящее от длины сварного шва, включает затраты на: зачистку кромок перед сваркой от налета ржавчины или окисной пленки; зачистку околошовной зоны от брызг наплавленного металла; обмазку околошовной зоны меловым раствором или аэрозолью (карты 21, 23 и 24) и учитывается в каждом отдельном случае при выполнении этих операций электросварщиком, мин;
К6 - коэффициент, учитывающий положение зачищаемой кромки в пространстве и способ зачистки (карта 38);
D - диаметр трубы или прутка, мм;
K12 - коэффициент, учитывающий положение шва в пространстве (карта 35);
К5 - коэффициент, учитывающий условие и место выполнения работ (карта 36);
К8 - коэффициент, учитывающий угол между свариваемыми деталями (карта 40);
Тви - вспомогательное время, зависящее от изделия и типа оборудования, которое включает затраты на: клеймение и маркирование шва; установку и снятие щитов для защиты от сварочной дуги; внутрисменные переходы при изменении места работы, при расстоянии свыше 3 м; крепление изделия на столе, стенде, в приспособлении и его открепление; установку, снятие и поворот изделия вручную; перемещение изделий грузоподъемными механизмами; поворот деталей или изделий в механизированных приспособлениях (карты 25 - 32), учитывается в каждом отдельном случае при выполнении этих операции электросварщиком;
Тпр - время на выполнение электроприхваток, рассчитывается по формуле
Тпр = ТншК1К2К5К7К8 · D мин, (15)
где К7 - коэффициент, учитывающий вид разделки кромки при определении времени на электроприхватку (карта 39). Время на электроприхватку учитывается в каждом отдельном случае при выполнении этой работы электросварщиком.
1.13. Норма времени на сварку изделия рассчитывается по формуле
Нвр = Тшт · (1 + апз/100) мин, (16)
где Тшт - норма штучного времени на сварку одного изделия (формулы 9 и 14);
апз - подготовительно-заключительное время, включает затраты времени на: получение задания, инструктажа от мастера, получение сварочного материала, ознакомление с работой, получение и сдачу инструмента и приспособлений, подготовку оборудования к работе, установление и опробование режимов сварки и сдачу работы. Подготовительно-заключительное время выражается в процентах от штучного времени (для простой работы - 4 %, для сложной - 5 %).
Простой работой считается сварка изделий, не требующая изучения технологической документации, подготовки приспособлений, инструмента.
Сложной работой считается сварка изделий, требующая изучения технологической документации, подготовки приспособлений, инструмента.
1.14. При сварке симметричных стыков изделий с двух сторон время, приведенное в картах сборника, следует удваивать; при сварке подварочного шва время следует определять по картам 2 и 4.
1.15. При сварке стыков изделий из несимметричных полособульб к времени, приведенному в картах, следует применять коэффициент 1,1; а симметричных или при сварке стыков после строжки корня шва или после строжки кромок под сварку - коэффициент 1,2(К10).
1.16. При сварке изделий из металла разной толщины норму времени следует определять по средней толщине.
1.17. При сварке различных сталей неполное штучное время определять по наибольшему процентному содержанию легированных элементов.
1.18. Нормативные карты на ручную дуговую сварку рассчитаны для условий единичного и мелкосерийного типов производства. Для среднесерийного типа производства следует применять поправочный коэффициент 0,85; для крупносерийного - 0,75.
1.19. Порядок определения неполного штучного времени на сварку из листового и профильного металла по нормативным картам.
Для определения времени, например по карте 1, индекс шва С8, толщина металла 16 мм, следует число десятков брать 1 (поз. 9) и число единиц 6 (индекс «е»), это будет соответствовать времени 60,0 мин (поз. 9, индекс «е»).
1.20. Примеры расчета норм времени
1.20.1. Пример 1. Определить норму времени на ручную дуговую сварку изделий из углеродистой стали.
Исходные данные:
тип шва - С2;
толщина металла - 3 мм;
марка электрода - УОНИ-13/45;
диаметр электрода - 3 мм;
длина шва - 0,4 м;
работа простая;
тип производства - мелкосерийное.
Таблица 1
|
№ позиции |
Наименование работы и тип производства |
№ карты и позиции |
Время, мин |
Значение коэффициента |
|
1 |
Установка и снятие изделий вручную, масса - 10 кг |
28, 10а |
0,41 |
- |
|
2 |
Зачистка кромок перед сваркой |
20, 19г |
0,79 |
- |
|
3 |
38, 1б |
- |
1,30 |
|
|
4 |
Сварка |
1, 2г |
3,3 |
- |
|
5 |
33, 3б |
- |
1,33 |
|
|
б |
Зачистка околошовной зоны от брызг |
22, 1а |
0,80 |
- |
|
7 |
Положение шва - горизонтальное, угол - 90° |
34, 2д |
- |
1,32 |
|
8 |
Рабочее место в цехе на площадке |
36, 2а |
- |
1,02 |
|
9 |
Шов прямолинейный |
37, 1в |
- |
1,10 |
|
10 |
Тип производства - мелкосерийное |
|
- |
1,0 |
|
Индекс |
а |
б |
в |
|
Штучное время рассчитывается по формуле (9):
Тшт = (ТншК1К3 + Твш1К6) · LК2К5 + TвиК5 = (3,3 · 1,33 · 1,10 + 0,79 · 2 · 1,30 + 0,80) · 0,4 · 1,32 · 1,02 + 0,41 · 1,02 = 4,55 мин.
Норма времени на изделие рассчитывается по формуле (16):
Нвр = Тшт · (1 + 4/100) = 4,55 · 1,04 = 4,73 мин.
1.20.2. Пример 2. Определить норму времени на сварку стыка трубы из высоколегированной жаропрочной стали.
Исходные данные:
тип шва - H1;
катет шва - 7 мм;
диаметр трубы - 85 мм;
диаметр электрода - 4 мм;
марка электрода - ОЗЛ-2;
количество стыков - 1 шт.;
количество поворотов - 4;
тип производства - крупносерийное;
работа сложная.
Таблица 2
|
№ позиции |
Наименование работы и тип производства |
№ карты и позиции |
Время, мин |
Значение коэффициента |
|
1 |
Установка и снятие изделия вручную, масса - 5 кг |
28, 8а |
0,32 |
- |
|
2 |
Поворот изделия вручную |
28, 8в |
0,15 |
- |
|
3 |
Сварка с подогревом до 200 °С |
9, 7в |
0,061 |
- |
|
4 |
33, 10в |
- |
0,868 |
|
|
5 |
37, 15в |
|
1,28 |
|
|
6 |
Зачистка околошовной зоны от брызг |
23, 3б |
0,0043 |
- |
|
7 |
Вид крепления изделия - поворотное, угол - 80° |
35, 2г |
- |
1,22 |
|
8 |
Клеймение шва |
25, 1е |
0,26 |
- |
|
9 |
Тип производства - крупносерийное |
- |
- |
0,75 |
|
Индекс |
а |
б |
в |
|
Штучное время рассчитывается по формуле (14):
Тшт = (ТншК1К3 + Твш1) · DК12 + Тви = (0,061 · 0,868 · 1,28 + 0,0043) · 85 · 1,22 + 0,32 + 0,15 · 4 + 0,26 = 8,65 мин.
Норма штучного времени с учетом типа производства равна
8,65 · 0,75 = 6,49 мин.
Норма времени на изделие рассчитывается по формуле (16):
Нвр = Тшт · (1 + 5/100) = 6,49 · 1,05 = 6,81 мин.
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени рассчитаны при условии применения следующего сварочного оборудования:
выпрямители ВД-301У3, ВД-502У3, ВДМ-1001У3, ВДМ-1601У3, ВДУ-305У3, ВДУ-504У3, ВКС-500-1, ВКГ-5000 и др.;
преобразователи ПД305У2 и др.;
трансформаторы ТД-102У2, ТД-300У2, ТД-500У2 и др.;
электрододержатели ЭД-125-1У1, ЭД-315-1У1, ЭД-500-1У1, ЭУ-300 «Луч», ЭД-2001У1, ЭД-3101У1;
реостат балластный РБ-301, РБ-300.
2.2. В нормативах учтены следующие элементы затрат рабочего времени:
получение производственного задания, сварочного материала, ознакомление с работой и инструктаж, подготовка сварочного оборудования к работе;
включение и выключение источника питания, зажигание сварочной дуги;
установка и опробование режимов сварки и начало сварки на технологической планке;
сварка изделий;
инструктаж мастера в процессе выполнения работы;
уборка рабочего места и уход за оборудованием;
подключение, отключение и подтягивание проводов и шлангов;
смена защитных стекол;
визуальный осмотр и исправление дефектов;
изучение технологии сварки.
2.3. По окончании работ электросварщик проверяет внешним осмотром качество шва и при обнаружении несоответствия шва требуемым геометрическим размерам - наплывы, подрезы, кратеры, прожоги, наружные трещины, непровары, свищи, поры и другие дефекты - исправляет обнаруженные дефекты.
2.4. При обнаружении неразрушающим контролем внутренних дефектов электросварщик вскрывает дефектные места и исправляет их.
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. В нормативах времени отражен современный уровень рациональной организации труда сварочных работ на ведущих машиностроительных предприятиях.
3.2. Распределение и закрепление работ за бригадами или членами бригад необходимо осуществлять в соответствии с квалификацией рабочих.
3.3. Рабочее место сварщика должно быть оснащено технологической и организационной оснасткой, таблицами режимов сварки, приспособлениями и инструментом в соответствии с типовыми проектами организации рабочих мест.
3.4. Сдачу работы представителю службы технического контроля, выполненной бригадой, звеном или индивидуально работающим, производит мастер совместно с бригадиром или рабочим.
3.5. Наладку и ремонт сварочного оборудования в соответствии с перечнем работ производит электромонтер или наладчик.
3.6. Обеспечение рабочих мест электросварщика электродами и инструментом производит сам электросварщик.
3.7. Примерная планировка рабочего места электросварщика приведена на рисунке.
3.8. Изделия, поступающие на участок сварки, должны быть обработаны в соответствии с требованиями технической и технологической документации.
3.9. Электросварка в замкнутых и труднодоступных помещениях должна производиться при непрерывной работе вентиляции и при наличии наблюдающего.
3.10. При организации и проведении сварочных работ администрация осуществляет контроль за соблюдением рабочими должностных инструкций, правил, положений и других документов по охране труда, за применением средств индивидуальной и коллективной защиты, обеспечивающих безопасное выполнение работ по всем операциям технологического процесса, в соответствии с:
3.10.1. Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей, утверждены Госэнергонадзором Министерства энергетики и электрификации СССР (1969 г.);
3.10.2. Правилами техники безопасности и производственной санитарии при электросварочных работах, утверждены Президиумом ЦК профсоюза рабочих машиностроения (1960 г.);
3.10.3. Санитарными правилами при сварке, наплавке и резке металла, утверждены Министерством здравоохранения, № 1009-73;
3.10.4. ГОСТ 123.003-86. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности.
3.10.5. ГОСТ 12.1.019-79. Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты и др.

Примерная планировка рабочего места электросварщика:
1 - сварочный стол; 2 - панель всасывания; 3, 4 - передвижные столики для тары с готовыми узлами; 5 - сварочный выпрямитель; 6 - диэлектрический мат; 7 - стул; 8 - тумбочка; 9 - стойка с цветной сигнальной лампочкой для вызова внутрицехового транспорта; 10 - поддон для готовых узлов; 11 - поддон для тары с деталями; 12 - манипулятор; 13 - стремянка; 14 - консольный кран
4. НОРМАТИВНАЯ ЧАСТЬ
4.1. Неполное штучное время на 1 м сварного шва из листового и профильного проката
Швы стыковых соединений - основной шов |
|||||||||
КАРТА 1 |
|||||||||
Тип шва: С1, С2, C3, С4, С5, С6, С7, С8, С9, C10, C11, С12, С13, С14, С15, С16, C17, С18, С19, С20, С21, С23, С24, С25, С26, С27, С28, С39, С40, С42, С43, С45 |
|||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Неполное штучное время на 1 м шва, мин |
|||||||||
|
1 |
С1
0 |
- |
3,1 |
4,7 |
5,0 |
7,0 |
- |
- |
|
|
2 |
С2
|
- |
2,9 |
3,0 |
3,3 |
4,5 |
5,2 |
6,2 |
|
|
3 |
C3
|
- |
3,5 |
5,1 |
6,4 |
8,7 |
- |
- |
|
|
4 |
С4
|
- |
3,2 |
4,2 |
4,9 |
6,8 |
8,4 |
9,9 |
|
|
5 |
С5
|
- |
2,9 |
3,0 |
3,3 |
4,5 |
5,2 |
- |
|
|
6 |
С6
|
- |
2,9 |
3,0 |
3,3 |
4,5 |
- |
- |
|
|
7 |
С7
|
0 |
- |
- |
2,6 |
2,9 |
3,2 |
3,5 |
- |
|
8 |
С8
|
- |
- |
- |
5,2 |
7,4 |
11,9 |
17,3 |
|
|
9 |
1 |
25,6 |
30,3 |
35,3 |
41,3 |
47,3 |
60,0 |
74,9 |
|
|
10 |
2 |
91,2 |
100,0 |
108,9 |
118,2 |
128,0 |
148,4 |
170,2 |
|
|
11 |
3 |
193,3 |
205,4 |
217,8 |
230,1 |
243,5 |
271,3 |
299,6 |
|
|
12 |
4 |
329,2 |
345,1 |
360,7 |
376,4 |
392,8 |
426,9 |
462,2 |
|
|
13 |
5 |
498,0 |
516,1 |
535,8 |
553,6 |
574,8 |
615,0 |
656,4 |
|
|
14 |
6 |
699,0 |
- |
- |
- |
- |
- |
- |
|
|
15 |
С9
|
0 |
- |
- |
- |
8,6 |
11,6 |
17,2 |
24,1 |
|
16 |
1 |
36,5 |
43,1 |
50,1 |
57,6 |
65,4 |
81,4 |
99,6 |
|
|
17 |
2 |
119,3 |
129,8 |
140,4 |
151,8 |
162,8 |
186,6 |
212,4 |
|
|
18 |
3 |
238,7 |
251,8 |
266,3 |
280,6 |
295,8 |
325,7 |
357,6 |
|
|
19 |
4 |
390,0 |
407,4 |
424,1 |
441,8 |
459,4 |
495,0 |
532,5 |
|
|
20 |
5 |
571,1 |
590,6 |
610,7 |
626,7 |
651,4 |
693,2 |
736,0 |
|
|
21 |
6 |
779,7 |
- |
- |
- |
- |
- |
- |
|
|
22 |
C10
|
0 |
- |
- |
- |
7,5 |
10,3 |
16,0 |
23,1 |
|
23 |
1 |
35,4 |
42,1 |
48,7 |
50,1 |
63,7 |
79,4 |
97,5 |
|
|
24 |
2 |
117,0 |
127,6 |
137,8 |
149,0 |
160,1 |
183,7 |
209,3 |
|
|
25 |
3 |
235,6 |
250,1 |
263,0 |
278,0 |
292,5 |
322,5 |
353,6 |
|
|
26 |
4 |
386,7 |
405,7 |
420,9 |
438,6 |
455,6 |
492,1 |
530,0 |
|
|
27 |
5 |
566,6 |
587,8 |
608,5 |
627,4 |
649,4 |
691,5 |
734,6 |
|
|
28 |
6 |
778,8 |
- |
- |
- |
- |
- |
- |
|
|
29 |
C11
|
0 |
- |
- |
- |
9,0 |
12,4 |
19,0 |
27,0 |
|
30 |
1 |
39,8 |
47,9 |
54,3 |
62,0 |
70,4 |
88,1 |
107,0 |
|
|
31 |
2 |
128,0 |
139,6 |
150,0 |
162,0 |
173,3 |
198,0 |
224,0 |
|
|
32 |
3 |
252,0 |
266,3 |
280,4 |
295,2 |
310,0 |
341,5 |
373,5 |
|
|
33 |
4 |
407,3 |
425,3 |
442,2 |
457,1 |
477,5 |
514,6 |
552,8 |
|
|
34 |
5 |
592,0 |
612,1 |
632,3 |
657,6 |
673,5 |
715,8 |
759,1 |
|
|
35 |
6 |
803,4 |
- |
- |
- |
- |
- |
- |
|
|
36 |
С12
|
0 |
- |
- |
- |
5,2 |
7,4 |
11,9 |
17,3 |
|
37 |
1 |
25,6 |
30,1 |
35,3 |
41,1 |
47,3 |
60,0 |
75,0 |
|
|
38 |
2 |
91,2 |
100,0 |
109,0 |
118,6 |
128,0 |
148,4 |
170,2 |
|
|
39 |
3 |
193,3 |
205,1 |
217,8 |
230,4 |
243,5 |
271,3 |
299,6 |
|
|
40 |
4 |
329,2 |
345,1 |
360,7 |
376,1 |
392,8 |
427,0 |
462,2 |
|
|
41 |
5 |
498,0 |
516,1 |
535,8 |
554,9 |
574,8 |
615,0 |
656,4 |
|
|
42 |
6 |
699,0 |
- |
- |
- |
- |
- |
- |
|
|
43 |
С13
|
1 |
- |
- |
- |
- |
- |
55,0 |
65,0 |
|
44 |
2 |
74,4 |
79,8 |
85,0 |
87,1 |
89,2 |
101,4 |
115,0 |
|
|
45 |
3 |
129,1 |
136,4 |
143,2 |
150,9 |
158,6 |
174,5 |
191,1 |
|
|
46 |
4 |
207,5 |
216,4 |
225,1 |
234,0 |
243,3 |
262,0 |
281,3 |
|
|
47 |
5 |
301,1 |
311,8 |
321,4 |
332,6 |
342,2 |
3634 |
385,3 |
|
|
48 |
6 |
407,5 |
417,8 |
428,6 |
440,3 |
453,5 |
477,6 |
502,1 |
|
|
49 |
7 |
518,4 |
536,8 |
552,0 |
570,8 |
587,6 |
603,4 |
630,1 |
|
|
50 |
8 |
657,4 |
671,3 |
685,8 |
699,0 |
713,2 |
740,6 |
770,0 |
|
|
51 |
9 |
790,1 |
810,6 |
829,2 |
849,1 |
870,8 |
890,1 |
921,8 |
|
|
52 |
10 |
952,6 |
- |
- |
- |
- |
- |
- |
|
|
53 |
С14
|
1 |
- |
- |
- |
- |
- |
46,4 |
56,0 |
|
54 |
2 |
67,0 |
73,1 |
78,0 |
84,1 |
90,3 |
1024 |
116,2 |
|
|
55 |
3 |
130,5 |
137,5 |
144,6 |
152,1 |
160,1 |
176,1 |
192,7 |
|
|
56 |
4 |
210,0 |
218,1 |
227,0 |
235,0 |
245,1 |
264,0 |
283,2 |
|
|
57 |
5 |
303,0 |
313,4 |
323,4 |
333,6 |
344,2 |
365,5 |
387,3 |
|
|
58 |
6 |
409,6 |
416,8 |
435,8 |
444,8 |
455,6 |
480,1 |
504,2 |
|
|
59 |
7 |
514,1 |
525,2 |
534,0 |
556,1 |
579,4 |
606,1 |
632,8 |
|
|
60 |
8 |
659,3 |
674,0 |
690,8 |
703,8 |
715,0 |
743,1 |
772,4 |
|
|
61 |
9 |
788,0 |
810,6 |
830,7 |
850,8 |
871,6 |
891,4 |
926,1 |
|
|
62 |
10 |
953,7 |
- |
- |
- |
- |
- |
- |
|
|
63 |
С15
|
0 |
- |
- |
- |
- |
- |
- |
7,8 |
|
64 |
1 |
10,0 |
11,3 |
12,6 |
14,0 |
15,3 |
18,3 |
23,3 |
|
|
65 |
2 |
27,8 |
30,0 |
32,8 |
35,1 |
38,1 |
44,5 |
50,6 |
|
|
66 |
3 |
57,0 |
61,8 |
64,5 |
68,1 |
71,6 |
79,1 |
87,6 |
|
|
67 |
4 |
95,7 |
100,1 |
104,9 |
109,1 |
113,7 |
122,8 |
133,0 |
|
|
68 |
5 |
142,7 |
147,9 |
1534 |
158,6 |
163,8 |
175,3 |
186,3 |
|
|
69 |
6 |
198,3 |
204,8 |
210,1 |
216,8 |
222,6 |
-235,4 |
248,0 |
|
|
70 |
7 |
258,1 |
266,3 |
275,4 |
284,6 |
294,3 |
303,2 |
318,1 |
|
|
71 |
8 |
332,2 |
339,6 |
346,7 |
355,1 |
363,1 |
378,5 |
394,4 |
|
|
72 |
9 |
405,6 |
416,5 |
427,6 |
4384 |
449,4 |
461,8 |
478,8 |
|
|
73 |
10 |
496,5 |
- |
- |
- |
- |
- |
- |
|
|
74 |
С16
|
3 |
50,6 |
52,9 |
55,7 |
58,1 |
61,0 |
67,1 |
72,7 |
|
75 |
4 |
78,5 |
82,1 |
85,2 |
88,0 |
91,2 |
97,4 |
103,8 |
|
|
76 |
5 |
111,1 |
114,0 |
117,7 |
121,1 |
124,5 |
132,2 |
139,3 |
|
|
77 |
6 |
147,2 |
151,2 |
155,8 |
158,8 |
162,0 |
170,1 |
178,1 |
|
|
78 |
7 |
183,4 |
188,9 |
194,7 |
200,0 |
205,3 |
211,7 |
219,9 |
|
|
79 |
8 |
228,5 |
232,6 |
237,8 |
241,9 |
246,4 |
255,8 |
265,0 |
|
|
80 |
9 |
270,3 |
276,9 |
283,7 |
290,3 |
296,9 |
303,0 |
312,6 |
|
|
81 |
10 |
322,8 |
330,0 |
337,3 |
3444 |
352,7 |
359,0 |
366,2 |
|
|
82 |
11 |
373,5 |
381,2 |
388,9 |
396,6 |
404,3 |
412,0 |
419,7 |
|
|
83 |
12 |
427,5 |
- |
- |
- |
- |
- |
- |
|
|
84 |
С17
|
0 |
- |
- |
- |
5,1 |
7,2 |
11,6 |
16,7 |
|
85 |
1 |
24,4 |
28,9 |
33,6 |
39,8 |
45,0 |
57,0 |
71,1 |
|
|
86 |
2 |
86,5 |
94,5 |
102,5 |
111,3 |
1204 |
139,8 |
160,3 |
|
|
87 |
3 |
182,1 |
194,0 |
205,1 |
217,8 |
230,0 |
255,4 |
282,0 |
|
|
88 |
4 |
309,8 |
325,1 |
339,5 |
354,1 |
369,6 |
401,6 |
434,0 |
|
|
89 |
5 |
468,3 |
480,6 |
503,8 |
521,6 |
539,6 |
577,3 |
616,1 |
|
|
90 |
6 |
656,0 |
- |
- |
- |
- |
- |
- |
|
|
91 |
C18
|
0 |
- |
- |
- |
8,5 |
11,5 |
17,2 |
24,2 |
|
92 |
1 |
36,0 |
42,8 |
49,1 |
56,0 |
63,7 |
79,1 |
96,5 |
|
|
93 |
2 |
115,3 |
125,6 |
135,4 |
145,3 |
156,7 |
179,2 |
203,0 |
|
|
94 |
3 |
227,7 |
240,1 |
254,4 |
257,5 |
261,5 |
309,7 |
339,6 |
|
|
95 |
4 |
370,0 |
386,7 |
402,0 |
418,0 |
434,2 |
468,2 |
503,2 |
|
|
96 |
5 |
538,5 |
556,8 |
575,4 |
593,6 |
613,3 |
652,1 |
692,0 |
|
|
97 |
6 |
732,5 |
- |
- |
- |
- |
- |
- |
|
|
98 |
С19
|
0 |
- |
- |
- |
- |
- |
26,3 |
34,6 |
|
99 |
1 |
42,5 |
47,2 |
52,0 |
57,8 |
63,4 |
74,6 |
87,0 |
|
|
100 |
2 |
99,0 |
95,3 |
112,0 |
133,8 |
153,4 |
172,4 |
192,1 |
|
|
101 |
3 |
212,4 |
222,6 |
233,4. |
244,5 |
255,0 |
277,0 |
299,6 |
|
|
102 |
4 |
322,8 |
334,1 |
346,5 |
358,6 |
370,7 |
396,2 |
421,4 |
|
|
103 |
5 |
447,1 |
460,3 |
473,2 |
486,8 |
5004 |
527,5 |
555,0 |
|
|
104 |
6 |
583,6 |
597,1 |
611,0 |
625,8 |
640,7 |
670,8 |
700,1 |
|
|
105 |
7 |
720,1 |
740,8 |
761,1 |
782,1 |
801,5 |
8234 |
955,6 |
|
|
106 |
8 |
887,5 |
903,5 |
919,6 |
936,1 |
953,0 |
987,1 |
1019,7 |
|
|
107 |
9 |
1042,6 |
1065,5 |
1088,6 |
1111,5 |
1134,4 |
1158,1 |
1194,1 |
|
|
108 |
10 |
1229,7 |
- |
- |
- |
- |
- |
- |
|
|
109 |
С20
|
0 |
- |
- |
- |
8,3 |
11,4 |
17,5 |
25,2 |
|
110 |
1 |
37,0 |
44,1 |
50,5 |
57,8 |
65,5 |
81,2 |
99,0 |
|
|
111 |
2 |
118,2 |
128,1 |
138,6 |
149,3 |
160,3 |
183,1 |
207,2 |
|
|
112 |
3 |
233,2 |
246,8 |
259,5 |
273,9 |
287,0 |
316,2 |
345,8 |
|
|
113 |
4 |
377,2 |
392,6 |
408,8 |
425,6 |
442,2 |
476,0 |
511,2 |
|
|
114 |
5 |
547,6 |
565,1 |
585,0 |
601,8 |
622,4 |
661,5 |
701,6 |
|
|
115 |
6 |
742,6 |
- |
- |
- |
- |
- |
- |
|
|
116 |
С21
|
0 |
- |
- |
- |
5,1 |
7,2 |
11,6 |
16,7 |
|
117 |
1 |
24,4 |
29,1 |
33,6 |
39,1 |
45,0 |
57,0 |
71,1 |
|
|
118 |
2 |
86,5 |
94,1 |
102,5 |
111,4 |
120,5 |
139,8 |
160,3 |
|
|
119 |
3 |
182,1 |
194,5 |
205,1 |
217,4 |
230,0 |
255,4 |
282,0 |
|
|
120 |
4 |
309,8 |
314,8 |
339,5 |
354,8 |
369,6 |
401,6 |
434,0 |
|
|
121 |
5 |
468,3 |
487,5 |
503,8 |
521,6 |
539,6 |
577,3 |
616,1 |
|
|
122 |
6 |
656,0 |
- |
- |
- |
- |
- |
- |
|
|
123 |
С23
|
1 |
- |
- |
- |
- |
- |
92,0 |
109,0 |
|
124 |
2 |
126,6 |
135,4 |
144,4 |
154,2 |
163,6 |
183,5 |
204,0 |
|
|
125 |
3 |
225,1 |
236,1 |
247,0 |
258,3 |
269,2 |
292,8 |
316,2 |
|
|
126 |
4 |
340,2 |
352,6 |
364,6 |
377,6 |
389,5 |
415,0 |
441,6 |
|
|
127 |
5 |
468,0 |
481,5 |
494,7 |
508,5 |
522,6 |
550,3 |
578,3 |
|
|
128 |
6 |
607,5 |
621,4 |
635,0 |
650,9 |
665,6 |
695,4 |
726,0 |
|
|
129 |
7 |
747,1 |
767,8 |
788,0 |
799,1 |
830,0 |
851,3 |
882,3 |
|
|
130 |
8 |
916,8 |
932,9 |
948,8 |
966,1 |
983,0 |
1017,8 |
1050,3 |
|
|
131 |
9 |
1073,4 |
1096,5 |
1119,1 |
1143,8 |
1166,9 |
1189,0 |
1225,0 |
|
|
132 |
10 |
1261,0 |
- |
- |
- |
- |
- |
- |
|
|
133 |
С24
|
1 |
- |
- |
- |
- |
- |
49,2 |
59,3 |
|
134 |
2 |
71,0 |
77,1 |
82,4 |
88,5 |
95,4 |
109,1 |
122,7 |
|
|
135 |
3 |
137,7 |
145,6 |
153,3 |
161,4 |
169,5 |
185,6 |
203,0 |
|
|
136 |
4 |
221,0 |
230,4 |
239,6 |
249,4 |
258,7 |
278,4 |
298,6 |
|
|
137 |
5 |
319,3 |
329,9 |
340,6 |
351,4 |
362,4 |
384,7 |
407,5 |
|
|
138 |
6 |
430,8 |
442,8 |
454,9 |
467,0 |
479,6 |
503,4 |
529,5 |
|
|
139 |
7 |
546,1 |
563,8 |
581,4 |
599,0 |
617,9 |
636,0 |
665,8 |
|
|
140 |
8 |
692,1 |
706,1 |
721,1 |
734,0 |
750,0 |
779,1 |
809,2 |
|
|
141 |
9 |
829,9 |
850,1 |
870,7 |
891,8 |
912,4 |
933,9 |
964,8 |
|
|
142 |
10 |
998,8 |
- |
- |
- |
- |
- |
- |
|
|
143 |
С25
|
0 |
- |
- |
- |
- |
- |
- |
7,9 |
|
144 |
1 |
9,5 |
10,9 |
12,4 |
13,8 |
15,0 |
19,5 |
24,0 |
|
|
145 |
2 |
27,8 |
29,2 |
30,1 |
32,8 |
35,0 |
40,3 |
46,7 |
|
|
146 |
3 |
52,8 |
55,8 |
59,1 |
62,8 |
66,6 |
73,6 |
81,0 |
|
|
147 |
4 |
89,4 |
93,5 |
97,4 |
102,2 |
106,5 |
115,2 |
124,2 |
|
|
148 |
5 |
134,2 |
139,0 |
143,8 |
148,9 |
154,5 |
164,7 |
176,0 |
|
|
149 |
6 |
187,0 |
193,4 |
199,1 |
205,6 |
211,0 |
225,8 |
235,6 |
|
|
150 |
7 |
243,4 |
252,0 |
261,4 |
270,2 |
279,4 |
288,3 |
302,4 |
|
|
151 |
8 |
317,2 |
325,1 |
332,5 |
339,5 |
346,5 |
362,1 |
377,7 |
|
|
152 |
9 |
387,2 |
398,9 |
409,3 |
419,4 |
431,1 |
442,8 |
459,4 |
|
|
153 |
10 |
476,4 |
489,8 |
503,0 |
515,9 |
528,9 |
542,0 |
555,1 |
|
|
154 |
11 |
568,1 |
582,0 |
596,0 |
610,0 |
624,0 |
637,7 |
652,6 |
|
|
155 |
12 |
665,6 |
- |
- |
- |
- |
- |
- |
|
|
156 |
С26
|
3 |
89,8 |
93,8 |
98,0 |
102,6 |
107,0 |
115,4 |
124,1 |
|
157 |
4 |
133,7 |
138,1 |
142,8 |
147,9 |
152,8 |
162,2 |
172,5 |
|
|
158 |
5 |
182,2 |
187,5 |
192,8 |
197,8 |
202,8 |
213,7 |
224,0 |
|
|
159 |
6 |
235,2 |
240,2 |
245,8 |
251,9 |
257,3 |
268,9 |
280,0 |
|
|
160 |
7 |
287,2 |
296,0 |
303,0 |
310,5 |
318,2 |
326,6 |
338,9 |
|
|
161 |
8 |
350,6 |
356,6 |
362,8 |
370,0 |
376,0 |
382,5 |
401,0 |
|
|
162 |
9 |
409,4 |
417,0 |
426,3 |
435,6 |
443,1 |
452,2 |
465,8 |
|
|
163 |
10 |
478,5 |
488,3 |
498,1 |
507,9 |
517,7 |
527,4 |
537,2 |
|
|
164 |
11 |
547,0 |
557,0 |
567,1 |
577,1 |
587,1 |
597,1 |
607,2 |
|
|
165 |
12 |
617,2 |
627,6 |
638,1 |
648,6 |
659,0 |
669,5 |
680,0 |
|
|
166 |
13 |
690,4 |
701,1 |
711,7 |
722,4 |
733,0 |
743,7 |
754,4 |
|
|
167 |
14 |
765,0 |
776,1 |
787,1 |
798,2 |
809,3 |
820,4 |
831,4 |
|
|
168 |
15 |
842,5 |
853,8 |
865,2 |
876,6 |
887,9 |
899,3 |
910,6 |
|
|
169 |
16 |
922,0 |
933,0 |
945,2 |
956,8 |
968,4 |
980,0 |
991,6 |
|
|
170 |
17 |
1003,2 |
1011,6 |
1020,0 |
1028,4 |
1036,8 |
1045,0 |
- |
|
|
171 |
С27
|
3 |
43,5 |
46,1 |
49,1 |
52,1 |
55,0 |
61,3 |
68,6 |
|
172 |
4 |
75,5 |
78,5 |
82,8 |
87,2 |
91,1 |
99,1 |
108,1 |
|
|
173 |
5 |
116,7 |
121,6 |
126,4 |
131,0 |
135,7 |
145,3 |
156,0 |
|
|
174 |
6 |
166,3 |
172,1 |
177,8 |
183,5 |
189,3 |
202,3 |
213,0 |
|
|
175 |
7 |
221,3 |
229,5 |
237,8 |
246,6 |
255,3 |
264,1 |
278,1 |
|
|
176 |
8 |
292,4 |
299,6 |
306,8 |
314,1 |
321,3 |
336,4 |
351,5 |
|
|
177 |
9 |
362,2 |
372,9 |
383,7 |
394,8 |
406,0 |
417,2 |
434,0 |
|
|
178 |
10 |
451,3 |
464,5 |
477,8 |
491,0 |
504,3 |
517,5 |
530,7 |
|
|
179 |
11 |
544,0 |
558,3 |
572,6 |
586,9 |
601,2 |
615,5 |
629,8 |
|
|
180 |
12 |
644,1 |
659,1 |
675,4 |
691,0 |
706,6 |
722,3 |
737,9 |
|
|
181 |
13 |
753,6 |
770,3 |
787,0 |
803,7 |
820,4 |
837,1 |
853,8 |
|
|
182 |
14 |
870,4 |
888,3 |
906,3 |
924,2 |
942,2 |
960,1 |
978,0 |
|
|
183 |
15 |
996,0 |
1015,0 |
1034,0 |
1054,0 |
1073,0 |
1092,0 |
1111,0 |
|
|
184 |
16 |
1130,2 |
1150,0 |
1171,0 |
1191,0 |
1211,0 |
1232,0 |
1252,0 |
|
|
185 |
17 |
1272,3 |
1288,0 |
1303,0 |
1319,0 |
1334,0 |
1350,0 |
- |
|
|
186 |
С28
|
0 |
- |
2,5 |
5,3 |
6,5 |
10,5 |
20,5 |
34,5 |
|
187 |
1 |
50,1 |
60,1 |
69,3 |
- |
- |
- |
- |
|
|
188 |
С39
|
1 |
- |
- |
20,4 |
23,3 |
26,3 |
31,8 |
37,7 |
|
189 |
2 |
44,4 |
48,1 |
524 |
57,0 |
61,2 |
71,3 |
81,3 |
|
|
190 |
3 |
92,6 |
98,2 |
103,8 |
109,9 |
116,4 |
129,5 |
142,5 |
|
|
191 |
4 |
156,8 |
164,2 |
171,6 |
179,0 |
186,3 |
202,4 |
219,0 |
|
|
192 |
5 |
236,1 |
245,0 |
253,8 |
263,0 |
272,1 |
290,1 |
309,5 |
|
|
193 |
6 |
329,4 |
340,0 |
350,0 |
360,1 |
370,8 |
393,0 |
414,4 |
|
|
194 |
7 |
430,1 |
445,4 |
460,8 |
477,0 |
493,0 |
508,5 |
533,4 |
|
|
195 |
8 |
558,4 |
571,6 |
584,7 |
597,8 |
611,1 |
638,0 |
665,0 |
|
|
196 |
9 |
683,9 |
703,0 |
721,8 |
741,4 |
761,0 |
780,5 |
810,9 |
|
|
197 |
10 |
841,3 |
867,0 |
892,7 |
918,4 |
944,1 |
969,8 |
995,5 |
|
|
198 |
11 |
1002,2 |
1028,0 |
1054,0 |
1079,0 |
1105,0 |
1131,0 |
1156,0 |
|
|
199 |
12 |
1175,4 |
- |
- |
- |
- |
- |
- |
|
|
200 |
С40
|
1 |
- |
- |
45,4 |
50,0 |
55,0 |
65,7 |
76,1 |
|
201 |
2 |
87,6 |
93,5 |
98,7 |
105,6 |
110,8 |
122,4 |
135,1 |
|
|
202 |
3 |
148,0 |
154,0 |
160,4 |
167,3 |
173,8 |
186,7 |
200,5 |
|
|
203 |
4 |
214,6 |
221,4 |
228,1 |
235,1 |
242,5 |
257,1 |
272,0 |
|
|
204 |
5 |
286,2 |
293,7 |
301,3 |
309,0 |
316,7 |
331,4 |
347,0 |
|
|
205 |
6 |
362,8 |
372,5 |
382,3 |
391,0 |
394,1 |
410,4 |
426,7 |
|
|
206 |
7 |
437,8 |
449,0 |
460,0 |
471,0 |
482,0 |
492,8 |
510,0 |
|
|
207 |
8 |
527,0 |
535,5 |
544,0 |
552,5 |
561,0 |
578,5 |
596,1 |
|
|
208 |
9 |
608,0 |
620,0 |
631,7 |
644,0 |
656,0 |
667,8 |
685,7 |
|
|
209 |
10 |
703,6 |
717,0 |
730,2 |
743,5 |
756,7 |
770,0 |
783,2 |
|
|
210 |
11 |
796,6 |
808,1 |
819,7 |
831,2 |
843,0 |
854,3 |
865,9 |
|
|
211 |
12 |
891,4 |
- |
- |
- |
- |
- |
- |
|
|
212 |
С42
|
0 |
- |
- |
- |
- |
- |
10,0 |
12,2 |
|
213 |
1 |
13,8 |
15,3 |
16,7 |
- |
- |
- |
- |
|
|
214 |
С43
|
1 |
- |
- |
17,0 |
20,0 |
23,0 |
29,1 |
36,0 |
|
215 |
2 |
44,0 |
48,1 |
52,1 |
56,5 |
61,0 |
71,0 |
81,0 |
|
|
216 |
3 |
92,4 |
98,0 |
103,6 |
109,9 |
116,2 |
129,4 |
142,5 |
|
|
217 |
4 |
157,0 |
164,5 |
172,0 |
179,4 |
186,8 |
203,0 |
219,8 |
|
|
218 |
5 |
237,1 |
246,1 |
255,1 |
264,1 |
273,6 |
292,6 |
311,5 |
|
|
219 |
6 |
331,7 |
342,2 |
352,7 |
363,3 |
373,8 |
396,0 |
418,8 |
|
|
220 |
7 |
434,3 |
450,0 |
465,3 |
481,5 |
497,8 |
514,0 |
539,7 |
|
|
221 |
8 |
565,5 |
578,7 |
592,0 |
605,2 |
618,4 |
644,0 |
674,2 |
|
|
222 |
9 |
693,5 |
713,0 |
732,2 |
752,2 |
772,2 |
792,2 |
823,0 |
|
|
223 |
10 |
854,3 |
- |
- |
- |
- |
- |
- |
|
|
224 |
С45
|
0 |
- |
- |
- |
- |
- |
- |
10,7 |
|
225 |
1 |
15,5 |
18,5 |
22,4 |
25,7 |
29,4 |
37,4 |
39,4 |
|
|
226 |
2 |
48,6 |
53,0 |
58,0 |
63,1 |
68,8 |
79,8 |
92,3 |
|
|
227 |
3 |
105,6 |
112,1 |
119,0 |
126,6 |
133,8 |
149,5 |
165,2 |
|
|
228 |
4 |
182,4 |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||














Швы стыковых соединений - шов с противоположной стороны |
Дуговая сварка 1 м шва |
|||||
Карта 2 |
||||||
Тип шва: С12, С13, С14, С21, С23, С24, С39, С40, С42, С43, С45 |
||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
||||
|
3 - 8 |
9 - 14 |
15 - 32 |
33 - 60 |
61 - 100 |
||
|
Неполное штучное время на 1 м шва, мин |
||||||
|
1 |
С12
|
3,0 |
3,4 |
4,1 |
4,8 |
- |
|
2 |
С13
|
3,0 |
3,4 |
7,4 |
||
|
3 |
С14
|
- |
- |
|||
|
4 |
С21
|
3,0 |
3,4 |
- |
||
|
5 |
С23
|
- |
- |
7,4 |
||
|
6 |
С24
|
- |
- |
|||




|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||
|
число десятков |
единицы |
||||||
|
0 |
2 |
4 |
6 |
8 |
|||
|
Неполное штучное время на 1 м шва, мин |
|||||||
|
7 |
С39
1 |
- |
6,8 |
7,8 |
12,6 |
12,9 |
|
|
8 |
2 |
13,0 |
14,7 |
17,0 |
19,5 |
23,0 |
|
|
9 |
3 |
25,7 |
28,6 |
31,7 |
35,0 |
38,2 |
|
|
10 |
4 |
42,5 |
46,1 |
49,8 |
53,7 |
57,8 |
|
|
11 |
5 |
62,0 |
67,0 |
71,4 |
76,0 |
80,6 |
|
|
12 |
6 |
86,1 |
91,0 |
96,0 |
101,4 |
107,2 |
|
|
13 |
7 |
102,8 |
118,1 |
124,1 |
130,3 |
136,2 |
|
|
14 |
8 |
142,1 |
149,0 |
155,2 |
161,0 |
168,7 |
|
|
15 |
9 |
175,6 |
182,0 |
189,0 |
196,3 |
206,1 |
|
|
16 |
10 |
211,2 |
218,7 |
226,4 |
234,0 |
241,5 |
|
|
17 |
11 |
249,1 |
256,7 |
264,3 |
271,8 |
279,4 |
|
|
18 |
С40
|
1 |
- |
6,3 |
8,3 |
10,6 |
13,2 |
|
19 |
2 |
16,2 |
19,4 |
23,7 |
27,6 |
31,7 |
|
|
20 |
3 |
36,2 |
41,0 |
46,8 |
52,1 |
57,8 |
|
|
21 |
4 |
64,5 |
70,8 |
77,4 |
85,1 |
92,2 |
|
|
22 |
5 |
99,7 |
108,3 |
116,4 |
125,5 |
134,3 |
|
|
23 |
6 |
143,3 |
153,0 |
163,0 |
172,8 |
183,8 |
|
|
24 |
7 |
196,0 |
206,0 |
218,0 |
230,0 |
242,0 |
|
|
25 |
8 |
254,4 |
267,3 |
280,1 |
293,2 |
307,0 |
|
|
26 |
9 |
322,0 |
336,0 |
350,1 |
365,2 |
380,1 |
|
|
27 |
10 |
396,4 |
412,8 |
429,2 |
445,5 |
461,9 |
|
|
28 |
11 |
478,3 |
495,3 |
512,4 |
529,3 |
546,2 |
|
|
29 |
С42
|
0 |
- |
- |
- |
17,1 |
17,1 |
|
30 |
1 |
26,4 |
32,5 |
- |
- |
- |
|
|
31 |
С43
|
1 |
- |
9,6 |
11,7 |
13,8 |
16,4 |
|
32 |
2 |
18,1 |
20,5 |
23,6 |
26,1 |
26,7 |
|
|
33 |
3 |
30,0 |
33,4 |
37,0 |
40,6 |
45,2 |
|
|
34 |
4 |
49,3 |
53,4 |
57,8 |
62,2 |
67,6 |
|
|
35 |
5 |
72,3 |
77,2 |
82,3 |
88,2 |
93,5 |
|
|
36 |
6 |
99,0 |
105,0 |
111,0 |
117,0 |
122,8 |
|
|
37 |
7 |
129,0 |
136,0 |
143,0 |
149,6 |
156,2 |
|
|
38 |
8 |
163,0 |
170,3 |
177,6 |
185,2 |
192,8 |
|
|
39 |
9 |
200,3 |
207,7 |
215,8 |
223,8 |
231,1 |
|
|
40 |
10 |
240,4 |
- |
- |
- |
- |
|
|
41 |
С45
|
0 |
- |
- |
- |
- |
30,3 |
|
42 |
1 |
29,7 |
30,0 |
30,1 |
30,3 |
31,1 |
|
|
43 |
2 |
51,1 |
51,1 |
51,1 |
51,1 |
51,1 |
|
|
44 |
3 |
75,4 |
75,4 |
75,4 |
75,4 |
75,4 |
|
|
Индекс |
а |
б |
в |
г |
д |
||




Швы стыковых соединений - основное измерение «Толщина металла» |
Дуговая сварка 1 м шва |
|||||||||
Карта 3 |
||||||||||
Тип шва: У1, У2, У4, У5, У6, У7, У8, У9, У10 |
||||||||||
|
№ позиции |
Тип шва |
число десятков |
Толщина металла, мм |
|||||||
|
единицы |
||||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
||||
|
Неполное штучное время на 1 м шва, мин |
||||||||||
|
1 |
У1
0 |
- |
3,3 |
4,8 |
5,7 |
6,9 |
- |
- |
|
|
|
2 |
У2
|
0 |
- |
3,1 |
4,2 |
7,5 |
9,1 |
11,7 |
26,6 |
|
|
1 |
39,5 |
43,2 |
46,9 |
- |
- |
- |
- |
|||
|
3 |
У4
|
0 |
- |
1,4 |
2,6 |
3,8 |
5,4 |
12,1 |
- |
|
|
4 |
У5
|
0 |
- |
- |
3,8 |
4,7 |
5,1 |
6,4 |
7,8 |
|
|
5 |
У6
|
0 |
- |
- |
- |
5,6 |
7,3 |
12,0 |
18,5 |
|
|
6 |
1 |
26,1 |
30,6 |
35,0 |
41,0 |
47,0 |
59,5 |
74,5 |
||
|
7 |
2 |
91,0 |
99,9 |
108,7 |
118,4 |
128,0 |
148,6 |
170,5 |
||
|
8 |
3 |
194,0 |
206,3 |
218,6 |
231,6 |
244,6 |
272,0 |
301,5 |
||
|
9 |
4 |
331,5 |
347,6 |
363,6 |
380,0 |
396,2 |
431,0 |
467,0 |
||
|
10 |
5 |
504,2 |
523,1 |
541,9 |
561,8 |
581,7 |
622,8 |
665,1 |
||
|
11 |
6 |
708,6 |
- |
- |
- |
- |
- |
- |
||
|
12 |
У7
|
0 |
- |
- |
- |
5,3 |
7,5 |
12,1 |
17,5 |
|
|
13 |
1 |
25,8 |
30,7 |
35,6 |
41,7 |
47,7 |
60,4 |
75,5 |
||
|
14 |
2 |
92,0 |
101,0 |
109,8 |
119,4 |
129,0 |
149,6 |
171,5 |
||
|
15 |
3 |
194,8 |
207,1 |
219,4 |
232,3 |
245,2 |
273,3 |
301,8 |
||
|
16 |
4 |
331,5 |
347,5 |
363,4 |
379,5 |
395,6 |
430,0 |
465,6 |
||
|
17 |
5 |
501,5 |
520,6 |
539,6 |
559,3 |
579,0 |
619,4 |
661,1 |
||
|
18 |
6 |
704,0 |
- |
- |
- |
- |
- |
- |
||
|
19 |
У8
|
0 |
- |
- |
- |
- |
- |
- |
8,1 |
|
|
20 |
1 |
9,9 |
10,8 |
11,7 |
13,4 |
15,1 |
19,0 |
24,1 |
||
|
21 |
2 |
28,7 |
31,2 |
33,7 |
36,4 |
39,0 |
45,6 |
51,7 |
||
|
22 |
3 |
58,1 |
62,0 |
65,8 |
69,4 |
72,9 |
80,3 |
89,0 |
||
|
23 |
4 |
97,0 |
101,7 |
106,3 |
110,7 |
115,0 |
124,1 |
134,3 |
||
|
24 |
5 |
144,0 |
149,4 |
154,8 |
160,0 |
165,0 |
176,5 |
187,3 |
||
|
25 |
6 |
199,4 |
207,4 |
215,4 |
219,4 |
223,4 |
236,1 |
248,7 |
||
|
26 |
7 |
262,4 |
269,2 |
276,0 |
289,7 |
296,6 |
303,4 |
317,7 |
||
|
27 |
8 |
332,0 |
342,2 |
352,4 |
357,5 |
362,6 |
378,0 |
393,4 |
||
|
28 |
9 |
409,8 |
418,0 |
426,1 |
442,6 |
450,8 |
459,0 |
476,5 |
||
|
29 |
10 |
494,0 |
- |
- |
- |
- |
- |
- |
||
|
30 |
У9
|
0 |
- |
- |
- |
5,6 |
7,2 |
11,7 |
17,9 |
|
|
31 |
1 |
25,1 |
29,1 |
33,1 |
38,8 |
44,4 |
56,3 |
70,4 |
||
|
32 |
2 |
86,0 |
94,0 |
101,8 |
111,0 |
120,0 |
139,4 |
160,1 |
||
|
33 |
3 |
182,0 |
193,7 |
205,3 |
217,6 |
229,8 |
256,4 |
283,3 |
||
|
34 |
4 |
311,5 |
326,6 |
341,7 |
357,0 |
372,3 |
405,0 |
438,0 |
||
|
35 |
5 |
473,0 |
491,2 |
509,3 |
528,0 |
546,7 |
584,3 |
624,1 |
||
|
36 |
6 |
665,0 |
- |
- |
- |
- |
- |
- |
||
|
37 |
У10
|
0 |
- |
- |
- |
5,3 |
7,4 |
11,8 |
16,9 |
|
|
38 |
1 |
24,7 |
29,4 |
34,0 |
39,7 |
45,4 |
57,5 |
71,7 |
||
|
39 |
2 |
87,3 |
95,3 |
103,2 |
112,3 |
121,4 |
140,8 |
161,5 |
||
|
40 |
3 |
183,4 |
195,0 |
206,5 |
219,2 |
231,8 |
257,3 |
284,1 |
||
|
41 |
4 |
312,0 |
327,0 |
342,0 |
357,1 |
372,2 |
404,5 |
437,1 |
||
|
42 |
5 |
471,7 |
490,0 |
507,4 |
525,4 |
543,4 |
581,4 |
620,5 |
||
|
43 |
6 |
660,6 |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|||








Шов угловой - шов с противоположной стороны |
Дуговая сварка 1 м шва |
|||||||||
Карта 4 |
||||||||||
Тип шва: У8 |
||||||||||
|
№ позиции |
Тип шва |
число десятков |
Толщина металла, мм |
|||||||
|
единицы |
||||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
||||
|
Неполное штучное время на 1 м шва, мин |
||||||||||
|
1 |
У8
|
0 |
- |
- |
- |
- |
- |
- |
12,0 |
|
|
2 |
1 |
15,4 |
18,7 |
22,0 |
25,0 |
27,9 |
34,4 |
41,4 |
||
|
3 |
2 |
49,8 |
53,7 |
57,6 |
63,0 |
68,3 |
79,0 |
91,1 |
||
|
4 |
3 |
103,2 |
110,1 |
117,0 |
124,2 |
131,3 |
145,6 |
161,5 |
||
|
5 |
4 |
178,1 |
186,8 |
195,4 |
204,5 |
213,5 |
232,2 |
250,8 |
||
|
6 |
5 |
270,9 |
281,4 |
291,8 |
302,6 |
313,3 |
336,4 |
359,3 |
||
|
7 |
6 |
383,0 |
399,4 |
415,8 |
424,0 |
432,2 |
458,6 |
485,0 |
||
|
8 |
7 |
512,4 |
526,1 |
539,7 |
568,8 |
583,4 |
597,9 |
628,4 |
||
|
9 |
8 |
658,8 |
680,0 |
701,2 |
711,8 |
722,8 |
755,5 |
788,5 |
||
|
10 |
9 |
823,0 |
840,2 |
857,3 |
893,5 |
911,6 |
929,6 |
966,6 |
||
|
11 |
10 |
1003,6 |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|||

Швы тавровых соединений - основное измерение «Толщина металла» |
Дуговая сварка 1 м шва |
||||||||
КАРТА 5 |
|||||||||
Тип шва: Т2, Т5, Т6, Т7, Т8, Т9 |
|||||||||
|
№ п/п |
Тип шва |
Толщина металла, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Неполное штучное время на 1 м шва, мин |
|||||||||
|
1 |
Т2
1 |
- |
- |
- |
- |
- |
84,8 |
99,6 |
|
|
2 |
2 |
116,0 |
124,4 |
132,8 |
141,6 |
150,4 |
168,5 |
186,5 |
|
|
3 |
3 |
205,8 |
215,7 |
225,6 |
235,8 |
245,9 |
266,8 |
288,1 |
|
|
4 |
4 |
309,8 |
321,0 |
332,0 |
343,4 |
354,7 |
378,6 |
402,1 |
|
|
5 |
5 |
426,0 |
438,1 |
450,2 |
462,6 |
475,0 |
500,0 |
526,2 |
|
|
6 |
6 |
552,0 |
600,6 |
649,2 |
673,5 |
697,7 |
733,6 |
769,4 |
|
|
7 |
7 |
807,0 |
825,8 |
844,5 |
883,3 |
902,7 |
922,1 |
961,7 |
|
|
8 |
8 |
1001,3 |
1028,8 |
1056,3 |
1070,1 |
1083,8 |
1126,3 |
1168,7 |
|
|
9 |
9 |
1212,8 |
1234,8 |
1256,8 |
1301,6 |
1324,0 |
1346,3 |
- |
|
|
10 |
Т5
|
3 |
83,2 |
88,0 |
92,8 |
97,4 |
102,0 |
112,1 |
122,0 |
|
11 |
4 |
132,8 |
138,0 |
143,2 |
149,0 |
154,7 |
165,7 |
177,8 |
|
|
12 |
5 |
190,3 |
196,2 |
202,1 |
208,6 |
215,1 |
227,5 |
241,1 |
|
|
13 |
6 |
255,0 |
264,2 |
273,4 |
278,0 |
282,5 |
296,8 |
311,1 |
|
|
14 |
7 |
326,4 |
334,0 |
341,6 |
357,0 |
364,6 |
372,2 |
388,4 |
|
|
15 |
8 |
404,6 |
415,5 |
426,4 |
431,8 |
437,2 |
454,4 |
471,5 |
|
|
16 |
9 |
489,2 |
498,0 |
506,8 |
524,5 |
533,3 |
542,1 |
560,7 |
|
|
17 |
10 |
579,2 |
595,3 |
611,4 |
627,5 |
643,5 |
660,0 |
667,8 |
|
|
18 |
11 |
675,6 |
692,6 |
709,5 |
726,5 |
743,4 |
760,4 |
769,0 |
|
|
19 |
12 |
777,3 |
- |
- |
- |
- |
- |
- |
|
|
20 |
Т6
|
0 |
- |
- |
- |
5,3 |
7,6 |
13,8 |
24,1 |
|
21 |
1 |
35,0 |
42,3 |
49,5 |
58,0 |
66,4 |
85,4 |
106,5 |
|
|
22 |
2 |
129,8 |
142,5 |
155,2 |
169,0 |
182,7 |
213,1 |
244,7 |
|
|
23 |
3 |
279,2 |
297,5 |
315,7 |
334,6 |
353,4 |
394,0 |
436,4 |
|
|
24 |
4 |
481,6 |
505,0 |
528,1 |
552,3 |
576,4 |
627,6 |
679,8 |
|
|
25 |
5 |
734,8 |
763,0 |
791,0 |
820,4 |
849,7 |
910,4 |
973,1 |
|
|
26 |
6 |
1037,6 |
- |
- |
- |
- |
- |
- |
|
|
27 |
Т7
|
0 |
- |
- |
- |
4,9 |
7,6 |
14,5, |
24,4 |
|
28 |
1 |
34,5 |
41,5 |
48,0 |
55,2 |
62,3 |
85,8 |
107,1 |
|
|
29 |
2 |
130,4 |
143,2 |
156,0 |
169,7 |
183,4 |
213,8 |
245,4 |
|
|
30 |
3 |
280,0 |
298,2 |
316,4 |
335,3 |
354,1 |
394,5 |
437,0 |
|
|
31 |
4 |
482,2 |
505,4 |
528,5 |
552,7 |
576,8 |
627,9 |
680,0 |
|
|
32 |
5 |
735,0 |
763,0 |
790,8 |
820,2 |
849,5 |
910,0 |
972,4 |
|
|
33 |
6 |
1036,7 |
- |
- |
- |
- |
- |
- |
|
|
34 |
Т8
|
0 |
- |
- |
- |
- |
- |
- |
12,0 |
|
35 |
1 |
15,4 |
18,7 |
22,0 |
25,0 |
27,8 |
34,3 |
41,3 |
|
|
36 |
2 |
49,7, |
53,6 |
57,4 |
62,8 |
68,1 |
78,7 |
90,8 |
|
|
37 |
3 |
103,0 |
110,0 |
116,6 |
123,8 |
130,9 |
145,2 |
161,0 |
|
|
38 |
4 |
177,6 |
186,2 |
194,8 |
203,8 |
212,8 |
231,5 |
250,0 |
|
|
39 |
5 |
270,1 |
280,6 |
291,0 |
301,7 |
312,4 |
335,3 |
358,2 |
|
|
40 |
6 |
381,7 |
398,1 |
414,5 |
422,7 |
430,8 |
457,2 |
483,5 |
|
|
41 |
7 |
510,8 |
524,4 |
538,0 |
567,1 |
581,6 |
596,1 |
626,4 |
|
|
42 |
8 |
656,7 |
677,8 |
699,0 |
709,6 |
720,1 |
753,1 |
786,1 |
|
|
43 |
9 |
820,4 |
837,5 |
854,6 |
890,7 |
908,7 |
926,7 |
963,6 |
|
|
44 |
10 |
1000,4 |
- |
- |
- |
- |
- |
- |
|
|
45 |
Т9
|
1 |
- |
- |
14,1 |
16,2 |
18,3 |
23,7 |
29,0 |
|
46 |
2 |
34,4 |
37,4 |
40,4 |
44,1 |
47,7 |
54,5 |
61,8 |
|
|
47 |
3 |
70,3 |
74,3 |
78,3 |
83,0 |
87,6 |
96,5 |
106,5 |
|
|
48 |
4 |
116,1 |
121,5 |
126,9 |
132,1 |
137,3 |
148,8 |
160,0 |
|
|
49 |
5 |
172,1 |
178,1 |
184,0 |
1904 |
197,0 |
210,2 |
223,0 |
|
|
50 |
6 |
237,0 |
246,4 |
255,8 |
260,5 |
265,2 |
280,4 |
295,5 |
|
|
51 |
7 |
311,0 |
318,7 |
326,3 |
342,8 |
351,0 |
359,2 |
376,0 |
|
|
52 |
8 |
392,6 |
410,4 |
419,3 |
423,7 |
428,1 |
446,5 |
464,8 |
|
|
53 |
9 |
483,8 |
493,3 |
502,7 |
522,0 |
531,6 |
541,1 |
561,3 |
|
|
54 |
10 |
581,5 |
- |
- |
- |
- |
- |
- |
|




Швы угловых, тавровых и нахлесточных соединений - основное измерение «Катет шва» |
Дуговая сварка 1 м шва |
||||||||
КАРТА 6 |
|||||||||
Тип шва: У4, У5, У7, У10, Т1, Т2, Т3, Т7, Н1, Н2 |
|||||||||
|
№ п/п |
Тип шва |
Катет шва, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Неполное штучное время на 1 м шва, мин |
|||||||||
|
1 |
У4
|
0 |
- |
1,3 |
2,5 |
3,7 |
5,4 |
12,3 |
20,1 |
|
2 |
У5
|
1 |
29,6 |
35,1 |
40,6 |
47,2 |
53,8 |
68,6 |
84,8 |
|
3 |
У7
|
2 |
101,8 |
116,9 |
132,1 |
147,3 |
162,4 |
177,6 |
192,7 |
|
4 |
У10
|
3 |
207,9 |
- |
- |
- |
- |
- |
- |
|
5 |
Т1
|
0 |
- |
1,3 |
2,5 |
3,7 |
5,4 |
12,3 |
20,1 |
|
6 |
Т2
Т3
|
1 |
29,6 |
35,1 |
40,6 |
47,2 |
53,8 |
68,6 |
84,8 |
|
7 |
Т7
|
2 |
101,8 |
116,9 |
132,1 |
147,3 |
162,4 |
177,6 |
192,7 |
|
8 |
H1
|
|
|
|
|
|
|
|
|
|
Н2
|
3 |
207,9 |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||










4.2. Неполное штучное время на сварку труб
Швы стыковых соединений - основной шов |
Сварка труб |
|||||||
КАРТА 7 |
||||||||
Тип шва: С2, С4, С5, С8, C10, С17, С18, С19, С46, С49, С50, С52, С53, С54, С55, С56 |
||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
Площадь поперечного сечения шва, мм2 |
Диаметр трубы, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
||||
|
Неполное штучное время на 1 мм диаметра, мин |
||||||||
|
1 |
С2
2 |
6,5 |
0,015 |
0,014 |
0,013 |
0,012 |
0,012 |
|
|
2 |
3 |
8,8 |
0,018 |
0,018 |
0,017 |
0,016 |
0,015 |
|
|
3 |
4 |
12,1 |
0,021 |
0,020 |
0,019 |
0,019 |
0,018 |
|
|
4 |
5 |
13,9 |
0,023 |
0,022 |
0,021 |
0,020 |
0,019 |
|
|
5 |
С4
|
2 |
10,6 |
0,021 |
0,020 |
0,019 |
0,019 |
0,018 |
|
6 |
3 |
13,1 |
0,025 |
0,024 |
0,023 |
0,022 |
0,021 |
|
|
7 |
С5
|
2 |
10,6 |
0,021 |
0,020 |
0,019 |
0,019 |
0,018 |
|
8 |
3 |
13,1 |
0,025 |
0,024 |
0,023 |
0,022 |
0,021 |
|
|
9 |
С8
|
3 |
18,9 |
0,035 |
0,034 |
0,032 |
0,031 |
0,029 |
|
10 |
4 |
26,3 |
0,042 |
0,041 |
0,039 |
0,037 |
0,035 |
|
|
11 |
5 |
33,8 |
0,053 |
0,051 |
0,049 |
0,047 |
0,044 |
|
|
12 |
6 |
42,5 |
0,070 |
0,068 |
0,065 |
0,062 |
0,059 |
|
|
13 |
8 |
70,4 |
0,109 |
0,105 |
0,100 |
0,096 |
0,091 |
|
|
14 |
10 |
109,0 |
0,161 |
0,158 |
0,152 |
0,146 |
0,138 |
|
|
15 |
12 |
146,0 |
0,217 |
0,211 |
0,199 |
0,191 |
0,182 |
|
|
16 |
14 |
186,5 |
0,278 |
0,266 |
0,254 |
0,243 |
0,231 |
|
|
17 |
16 |
233,0 |
- |
0,331 |
0,317 |
0,302 |
0,288 |
|
|
18 |
18 |
283,1 |
- |
0,371 |
0,359 |
0,339 |
0,323 |
|
|
19 |
20 |
340,1 |
- |
0,447 |
0,432 |
0,408 |
0,389 |
|
|
20 |
C10
|
2 |
21,7 |
- |
0,039 |
0,038 |
0,036 |
0,034 |
|
21 |
3 |
30,7 |
- |
0,046 |
0,044 |
0,042 |
0,040 |
|
|
22 |
4 |
38,3 |
- |
0,058 |
0,056 |
0,053 |
0,050 |
|
|
23 |
5 |
49,0 |
- |
0,076 |
0,073 |
0,069 |
0,066 I |
|
|
24 |
6 |
60,5 |
- |
0,082 |
0,079 |
0,075 |
0,071 |
|
|
25 |
8 |
107,5 |
- |
0,159 |
0,153 |
0,145 |
0,138 |
|
|
26 |
10 |
144,5 |
- |
0,207 |
0,200 |
0,189 |
0,180 |
|
|
27 |
12 |
203,9 |
- |
0,292 |
0,282 |
0,267 |
0,254 |
|
|
28 |
14 |
253,5 |
- |
0,362 |
0,350 |
0,331 |
0,315 |
|
|
29 |
16 |
309,2 |
- |
0,439 |
0,424 |
0,401 |
0,382 |
|
|
30 |
18 |
368,2 |
- |
0324 |
0,506 |
0,479 |
0,456 |
|
|
31 |
20 |
435,3 |
- |
0,618 |
0,596 |
0,564 |
0,537 |
|
|
32 |
С17
|
3 |
17,2 |
0,029 |
0,028 |
0,026 |
0,025 |
0,024 |
|
33 |
4 |
22,9 |
0,037 |
0,036 |
0,034 |
0,033 |
0,031 |
|
|
34 |
5 |
31,1 |
0,054 |
0,052 |
0,050 |
0,047 |
0,045 |
|
|
35 |
6 |
40,7 |
0,067 |
0,064 |
0,062 |
0,059 |
0,056 |
|
|
36 |
8 |
63,3 |
0,100 |
0,095 |
0,091 |
0,087 |
0,083 |
|
|
37 |
10 |
97,1 |
0,146 |
0,140 |
0,134 |
0,128 |
0,122 |
|
|
38 |
12 |
127,6 |
0,193 |
0,185 |
0,177 |
0,169 |
0,161 |
|
|
39 |
14 |
164,4 |
0,247 |
0,237 |
0,227 |
0,216 |
0,206 |
|
|
40 |
16 |
209,3 |
- |
0,300 |
0,287 |
0,274 |
0,261 |
|
|
41 |
18 |
255,6 |
- |
0,365 |
0,349 |
0,333 |
0,317 |
|
|
42 |
20 |
304,9 |
- |
0,434 |
0,415 |
0,396 |
0,377 |
|
|
43 |
C18
|
2 |
17,8 |
0,034 |
0,032 |
0,031 |
0,029 |
0,028 |
|
44 |
3 |
25,3 |
0,041 |
0,039. |
0,037 |
0,036 |
0,034 |
|
|
45 |
4 |
31,1 |
0,055 |
0,053 |
0,051 |
0,048 |
0,046 |
|
|
46 |
5 |
40,2 |
0,066 |
0,063 |
0,061 |
0,058 |
0,055 |
|
|
47 |
6 |
59,3 |
0,094 |
0,090 |
0,086 |
0,082 |
0,078 |
|
|
48 |
8 |
82,0 |
0,130 |
0,124 |
0,119 |
0,113 |
0,108 |
|
|
49 |
10 |
111,9 |
0,172 |
0,164 |
0,157 |
0,150 |
0,143 |
|
|
50 |
12 |
147,7 |
0,224 |
0,215 |
0,206 |
0,196 |
0,187 |
|
|
51 |
14 |
207,7 |
0,311 |
0,298 |
0,285 |
0,272 |
0,259 |
|
|
52 |
16 |
263,7 |
- |
0,376 |
0,360 |
0,343 |
0,327 |
|
|
53 |
18 |
302,1 |
- |
0,430 |
0,411 |
0,393 |
0,374 |
|
|
54 |
20 |
347,1 |
- |
0,493 |
0,472 |
0,450 |
0,429 |
|
|
55 |
22 |
389,2 |
- |
0,551 |
0,527 |
0,503 |
0,479 |
|
|
56 |
24 |
536,2 |
- |
0,758 |
0,725 |
0,692 |
0,659 |
|
|
57 |
26 |
608,1 |
- |
0,864 |
0,826 |
0,789 |
0,751 |
|
|
58 |
28 |
685,6 |
- |
0,973 |
0,931 |
0,888 |
0,8461 |
|
|
59 |
30 |
771,5 |
- |
1,095 |
1,047 |
1,000 |
0,952 |
|
|
60 |
32 |
849,4 |
- |
1,206 |
1,153 |
1,100 |
1,048 |
|
|
61 |
34 |
953,3 |
- |
1,358 |
1,299 |
1,240 |
1,181 |
|
|
62 |
36 |
1048,4 |
- |
1,486 |
1,422 |
1,358 |
1,293 |
|
|
63 |
38 |
1152,1 |
- |
- |
1,564 |
1,493 |
1,422 |
|
|
64 |
40 |
1261,2 |
- |
- |
1,708 |
1,631 |
1,553 |
|
|
65 |
С19
|
2 |
17,7 |
0,035 |
0,033 |
0,032 |
0,030 |
0,029 |
|
66 |
3 |
25,6 |
0,047 |
0,045 |
0,043 |
0,041 |
0,039 |
|
|
67 |
4 |
33,4 |
0,048 |
0,055 |
0,053 |
0,050 |
0,048 |
|
|
68 |
5 |
41,0 |
0,070 |
0,067 |
0,064 |
0,061 |
0,058 |
|
|
69 |
6 |
56,7 |
0,092 |
0,089 |
0,085 |
0,081 |
0,077 |
|
|
70 |
8 |
89,5 |
0,139 |
0,133 |
0,128 |
0,122 |
0,116 |
|
|
71 |
10 |
127,5 |
0,188 |
0,181 |
0,173 |
0,165 |
0,157 |
|
|
72 |
12 |
170,3 |
0,256 |
0,245 |
0,234 |
0,224 |
0,213 |
|
|
73 |
14 |
217,6 |
0,324 |
0,310 |
0,297 |
0,284 |
0,270 |
|
|
74 |
16 |
268,9 |
- |
0,386 |
0,370 |
0,353 |
0,336 |
|
|
75 |
18 |
324,2 |
- |
0,463 |
0,443 |
0,423 |
0,403 |
|
|
76 |
20 |
383,2 |
- |
0,541 |
0,517 |
0,493 |
0,470 |
|
|
77 |
С46
|
4 |
26,1 |
0,048 |
0,046 |
0,044 |
0,042 |
0,040 |
|
78 |
5 |
34,0 |
0,058 |
0,055 |
0,053 |
0,050 |
0,048 |
|
|
79 |
6 |
42,3 |
0,070 |
0,067 |
0,064 |
0,061 |
0,058 |
|
|
80 |
8 |
63,0 |
0,098 |
0,094 |
0,090 |
0,086 |
0,082 |
|
|
81 |
10 |
95,2 |
0,152 |
0,145 |
0,139 |
0,132 |
0,120 |
|
|
82 |
12 |
126,5 |
0,191 |
0,183 |
0,175 |
0,167 |
0,159 |
|
|
83 |
14 |
160,0 |
0,241 |
0,231 |
0,221 |
0,211 |
0,201 |
|
|
84 |
16 |
205,3 |
- |
0,294 |
0,282 |
0,269 |
0,256 |
|
|
85 |
18 |
250,6 |
- |
0,359 |
0,343 |
0,328 |
0,312 |
|
|
86 |
20 |
301,6 |
- |
0,429 |
0,410 |
0,392 |
0,373 |
|
|
87 |
С49
|
6 |
75,5 |
- |
0,113 |
0,108 |
0,103 |
0,098 |
|
88 |
8 |
99,2 |
- |
0,144 |
0,137 |
0,131 |
0,125 |
|
|
89 |
10 |
149,6 |
- |
0,214 |
0,205 |
0,195 |
0,186 |
|
|
90 |
12 |
184,4 |
- |
0,263 |
0,252 |
0,240 |
0,229 |
|
|
91 |
14 |
248,2 |
- |
0,355 |
0,340 |
0,324 |
0,309 |
|
|
92 |
16 |
294,8 |
- |
0,421 |
0,403 |
0,384 |
0,366 |
|
|
93 |
18 |
349,1 |
- |
0,500 |
0,479 |
0,456 |
0,435 |
|
|
94 |
20 |
407,9 |
- |
0477 |
0,552 |
0,527 |
0,502 |
|
|
95 |
С50
|
6 |
88,9 |
- |
0,130 |
0,124 |
0,119 |
0,113 |
|
96 |
8 |
112,0 |
- |
0,164 |
0,157 |
0,150 |
0,143 |
|
|
97 |
10 |
164,7 |
- |
0,238 |
0,228 |
0,217 |
0,207 |
|
|
98 |
12 |
203,5 |
- |
0,292 |
0,279 |
0,267 |
0,254 |
|
|
99 |
14 |
242,0 |
- |
0,347 |
0,332 |
0,317 |
0,302 |
|
|
100 |
16 |
286,7 |
- |
0,409 |
0,392 |
0,374 |
0,356 |
|
|
101 |
18 |
332,7 |
- |
0,474 |
0,453 |
0,433 |
0,412 |
|
|
102 |
20 |
390,0 |
- |
0,558 |
0,534 |
0,509 |
0,485 |
|
|
103 |
С52
|
7 |
120 |
- |
0,175 |
0,167 |
0,160 |
0,152 |
|
104 |
8 |
144 |
- |
0,206 |
0,197 |
0,188 |
0,179 |
|
|
105 |
10 |
162 |
- |
0,235 |
0,224 |
0,214 |
0,204 |
|
|
106 |
12 |
180 |
- |
0,258 |
0,246 |
0,235 |
0,224 |
|
|
107 |
14 |
201 |
- |
0,290 |
0,277 |
0,265 |
0,252 |
|
|
108 |
16 |
226 |
- |
0,322 |
0,308 |
0,294 |
0,280 |
|
|
109 |
18 |
258 |
- |
0,365 |
0,349 |
0,333 |
0,317 |
|
|
110 |
20 |
312 |
- |
0,443 |
0,424 |
0,404 |
0,385 |
|
|
111 |
22 |
403 |
- |
0,570 |
0,546 |
0,521 |
0,496 |
|
|
112 |
24 |
473 |
- |
0,670 |
0,641 |
0,612 |
0,583 |
|
|
113 |
26 |
528 |
- |
0,751 |
0,718 |
0,686 |
0,653 |
|
|
114 |
28 |
580 |
- |
0,827 |
0,791 |
0,755 |
0,719 |
|
|
115 |
30 |
608 |
- |
0,864 |
0,826 |
0,789 |
0,751 |
|
|
116 |
32 |
682 |
- |
0,969 |
0,927 |
0,885 |
0,843 |
|
|
117 |
34 |
746 |
- |
1,057 |
1,011 |
0,965 |
0,919 |
|
|
118 |
36 |
810 |
- |
1,149 |
1,099 |
1,049 |
0,999 |
|
|
119 |
38 |
875 |
- |
1,243 |
1,189 |
1,135 |
1,081 |
|
|
120 |
40 |
945 |
- |
1,339 |
1,280 |
1,222 |
1,164 |
|
|
121 |
42 |
1022 |
- |
1,448 |
1,385 |
1,322 |
1,259 |
|
|
122 |
44 |
1106 |
- |
1,563 |
1,495 |
1,427 |
1,359 |
|
|
123 |
46 |
1165 |
- |
1,643 |
1,572 |
1,500 |
1,429 |
|
|
124 |
48 |
1233 |
- |
1,741 |
1,665 |
1,590 |
1,514 |
|
|
125 |
50 |
1328 |
- |
1,878 |
1,796 |
1,715 |
1,633 |
|
|
126 |
52 |
1405 |
- |
1,992 |
1,905 |
1,819 |
1,732 |
|
|
127 |
54 |
1500 |
- |
2,124 |
2,032 |
1,939 |
1,847 |
|
|
128 |
56 |
1581 |
- |
2,234 |
2,137 |
2,040 |
1,943 |
|
|
129 |
58 |
1650 |
- |
2,337 |
2,235 |
2,134 |
2,032 |
|
|
130 |
60 |
1717 |
- |
2,433 |
2,328 |
2,222 |
2,116 |
|
|
131 |
С53
|
16 |
188 |
- |
0,268 |
0,256 |
0,245 |
0,233 |
|
132 |
18 |
232 |
- |
0,334 |
0,319 |
0,305 |
0,290 |
|
|
133 |
20 |
284 |
- |
0,406 |
0,388 |
0,371 |
0,353 |
|
|
134 |
22 |
366 |
- |
0,522 |
0,499 |
0,477 |
0,454 |
|
|
135 |
24 |
430 |
- |
0,616 |
0,587 |
0,563 |
0,532 |
|
|
136 |
26 |
480 |
- |
0,680 |
0,661 |
0,622 |
0,588 |
|
|
137 |
28 |
528 |
- |
0,753 |
0,719 |
0,688 |
0,652 |
|
|
138 |
30 |
553 |
- |
0,789 |
0,755 |
0,722 |
0,684 |
|
|
139 |
32 |
620 |
- |
- |
0,844 |
0,808 |
0,763 |
|
|
140 |
34 |
678 |
- |
- |
0,925 |
0,885 |
0,837 |
|
|
141 |
36 |
736 |
- |
- |
1,005 |
0,958 |
0,907 |
|
|
142 |
38 |
797 |
- |
- |
1,079 |
1,032 |
0,976 |
|
|
143 |
40 |
859 |
- |
- |
1,161 |
1,112 |
1,052 |
|
|
144 |
42 |
931 |
- |
- |
1,265 |
1,210 |
1,142 |
|
|
145 |
44 |
1008 |
- |
- |
1,371 |
1,311 |
1,241 |
|
|
146 |
46 |
1063 |
- |
- |
1,440 |
1,377 |
1,309 |
|
|
147 |
48 |
1120 |
- |
- |
1,522 |
1,443 |
1,377 |
|
|
148 |
50 |
1209 |
- |
- |
1,638 |
1,564 |
1,482 |
|
|
149 |
52 |
1279 |
- |
- |
1,772 |
1,696 |
1,605 |
|
|
150 |
54 |
1366 |
- |
- |
1,852 |
1,771 |
1,675 |
|
|
151 |
56 |
1438 |
- |
- |
1,919 |
1,832 |
1,734 |
|
|
152 |
58 |
1501 |
- |
- |
- |
1,945 |
1,841 |
|
|
153 |
60 |
1561 |
- |
- |
- |
2,082 |
1,951 |
|
|
154 |
С54
|
3 |
23,0 |
- |
- |
0,034 |
0,033 |
0,031 |
|
155 |
4 |
30,4 |
- |
- |
0,046 |
0,044 |
0,041 |
|
|
156 |
5 |
41,0 |
- |
- |
0,062 |
0,059 |
0,056 |
|
|
157 |
6 |
49,8 |
- |
- |
0,073 |
0,070 |
0,066 |
|
|
158 |
8 |
72,6 |
- |
- |
0,107 |
0,102 |
0,097 |
|
|
159 |
10 |
113,0 |
- |
- |
0,159 |
0,152 |
0,144 |
|
|
160 |
12 |
147,6 |
- |
- |
0,206 |
0,197 |
0,186 |
|
|
161 |
14 |
185,9 |
- |
- |
0,254 |
0,243 |
0,230 |
|
|
162 |
16 |
245,7 |
- |
- |
0,337 |
0,322 |
0,306 |
|
|
163 |
18 |
295,2 |
- |
- |
0,403 |
0,386 |
0,366 |
|
|
164 |
20 |
349,4 |
- |
- |
0,472 |
0,452 |
0,428 |
|
|
165 |
22 |
407,0 |
- |
- |
0,552 |
0,528 |
0,500 |
|
|
166 |
24 |
467,1 |
- |
- |
0,633 |
0,606 |
0,574 |
|
|
167 |
25 |
505,2 |
- |
- |
0,690 |
0,660 |
0,624 |
|
|
168 |
С55
|
3 |
25,7 |
- |
- |
0,038 |
0,036 |
0,034 |
|
169 |
4 |
34,1 |
- |
- |
0,053 |
0,051 |
0,048 |
|
|
170 |
5 |
45,5 |
- |
- |
0,068 |
0,065 |
0,062 |
|
|
171 |
6 |
58,2 |
- |
- |
0,084 |
0,080 |
0,076 |
|
|
172 |
8 |
84,3 |
- |
- |
0,121 |
0,116 |
0,110 |
|
|
173 |
10 |
121,4 |
- |
- |
0,169 |
0,162 |
0,154 |
|
|
174 |
12 |
184,5 |
- |
- |
0,253 |
0,242 |
0,229 |
|
|
175 |
14 |
230,5 |
- |
- |
0,318 |
0,304 |
0,288 |
|
|
176 |
16 |
277,6 |
- |
- |
0,379 |
0,365 |
0,345 |
|
|
177 |
18 |
330,8 |
- |
- |
0,452 |
0,434 |
0,410 |
|
|
178 |
20 |
390,3 |
- |
- |
0,531 |
0,507 |
0,480 |
|
|
179 |
22 |
451,5 |
- |
- |
0,616 |
0,588 |
0,557 |
|
|
180 |
24 |
520,1 |
- |
- |
0,708 |
0,677 |
0,642 |
|
|
181 |
25 |
549,0 |
- |
- |
0,750 |
0,718 |
0,678 |
|
|
182 |
С56
|
3 |
14,5 |
- |
0,023 |
0,022 |
0,021 |
0,020 |
|
183 |
4 |
20,8 |
- |
0,035 |
0,033 |
0,031 |
0,030 |
|
|
184 |
5 |
27,4 |
- |
0,047 |
0,044 |
0,043 |
0,040 |
|
|
185 |
6 |
34,4 |
- |
0,056 |
0,053 |
0,051 |
0,048 |
|
|
186 |
8 |
65,0 |
- |
0,098 |
0,093 |
0,089 |
0,084 |
|
|
187 |
10 |
94,2 |
- |
0,137 |
0,131 |
0,126 |
0,119 |
|
|
188 |
12 |
127,6 |
- |
0,186 |
0,178 |
0,170 |
0,161 |
|
|
189 |
14 |
164,8 |
- |
0,238 |
0,228 |
0,218 |
0,206 |
|
|
190 |
16 |
205,7 |
- |
0,298 |
0,284 |
0,272 |
0,257 |
|
|
191 |
18 |
250,2 |
- |
0,359 |
0,343 |
0,328 |
0,310 |
|
|
192 |
20 |
298,0 |
- |
0,427 |
0,408 |
0,390 |
0,369 |
|
|
193 |
22 |
348,0 |
- |
0,497 |
0,474 |
0,453 |
0,429 |
|
|
194 |
24 |
400,3 |
- |
0,569 |
0,544 |
0,520 |
0,493 |
|
|
195 |
26 |
441,5 |
- |
0,633 |
0,604 |
0,578 |
0,546 |
|
|
196 |
28 |
496,2 |
- |
0,707 |
0,676 |
0,646 |
0,612 |
|
|
197 |
30 |
644,2 |
- |
0,924 |
0,884 |
0,844 |
0,798 |
|
|
198 |
.32 |
698,1 |
- |
0,992 |
0,948 |
0,907 |
0,858 |
|
|
199 |
34 |
859,3 |
- |
1,218 |
1,167 |
1,115 |
1,055 |
|
|
200 |
36 |
911,0 |
- |
- |
1,241 |
1,187 |
1,122 |
|
|
201 |
38 |
999,6 |
- |
- |
1,357 |
1,298 |
1,228 |
|
|
202 |
40 |
1088,1 |
- |
- |
1,475 |
1,410 |
1,334 |
|
|
Индекс |
а |
б |
в |
г |
д |
|||



Швы стыковых соединений с двух сторон |
Сварка труб |
||||
КАРТА 8 |
|||||
Тип шва: С7, С12, С15, С21, С25, С39, С43, С54, С56 |
|||||
|
№ позиции |
Тип шва |
Толщина металла S, мм |
Диаметр трубы D, мм |
||
|
140 |
250 |
251 и более |
|||
|
Неполное штучное время на 1 мм толщины стенки и диаметра трубы (tнш), мин |
|||||
|
1 |
С7
|
5 |
0,015 |
0,014 |
0,013 |
|
2 |
10 |
0,024 |
0,022 |
0,021 |
|
|
3 |
20 и более |
0,036 |
0,034 |
0,031 |
|
|
4 |
С12
|
5 |
0,018 |
0,017 |
0,016 |
|
5 |
10 |
0,029 |
0,026 |
0,025 |
|
|
6 |
20 и более |
0,043 |
0,041 |
0,037 |
|
|
7 |
С15
|
5 |
0,021 |
0,019 |
0,018 |
|
8 |
10 |
0,034 |
0,031 |
0,029 |
|
|
9 |
20 и более |
0,050 |
0,048 |
0,043 |
|
|
10 |
С21
|
5 |
0,018 |
0,017 |
0,016 |
|
11 |
10 |
0,029 |
0,026 |
0,025 |
|
|
12 |
20 и более |
0,043 |
0,041 |
0,037 |
|
|
13 |
С25
|
5 |
0,025 |
0,024 |
0,022 |
|
14 |
10 |
0,041 |
0,038 |
0,036 |
|
|
15 |
20 и более |
0,061 |
0,058 |
0,053 |
|
|
16 |
С39
|
5 |
0,022 |
0,021 |
0,019 |
|
17 |
10 |
0,036 |
0,033 |
0,031 |
|
|
18 |
20 и более |
0,054 |
0,051 |
0,046 |
|
|
19 |
С43
|
5 |
0,019 |
0,018 |
0,017 |
|
20 |
10 |
0,031 |
0,029 |
0,027 |
|
|
21 |
20 и более |
0,047 |
0,044 |
0,040 |
|
|
22 |
С54
|
5 |
0,016 |
0,015 |
0,014 |
|
23 |
10 |
0,026 |
0,024 |
0,023 |
|
|
24 |
20 и более |
0,039 |
0,037 |
0,034 |
|
|
25 |
С56
|
5 |
0,021 |
0,019 |
0,018 |
|
26 |
10 |
0,029 |
0,026 |
0,025 |
|
|
27 |
20 и более |
0,050 |
0,048 |
0,043 |
|
|
Индекс |
а |
б |
в |
||
Примечание. Неполное штучное время на сварку стыка трубы фактического диаметра и толщины стенки рассчитывается по формуле
где Тншф - рассчитываемое неполное штучное время, мин;
tнш - неполное штучное время, приведенное в карте, мин;
Sф - толщина стенки трубы фактическая, мм;
Dф - диаметр трубы фактический, мм.
Швы нахлесточных соединений - основное измерение «Катет шва» |
Сварка труб |
|||||||
КАРТА 9 |
||||||||
Тип шва: H1, Н3, Н4 |
||||||||
|
№ позиции |
Тип шва |
Катет шва, мм |
Площадь поперечного сечения шва, мм |
Диаметр трубы, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
||||
|
Неполное штучное время на 1 мм диаметра, мин |
||||||||
|
1 |
H1
Н3
Н4
|
1 |
1,4 |
0,008 |
0,007 |
0,006 |
- |
- |
|
2 |
2 |
4,2 |
0,013 |
0,012 |
0,011 |
- |
- |
|
|
3 |
3 |
7,8 |
0,017 |
0,016 |
0,015 |
0,014 |
- |
|
|
4 |
4 |
12,1 |
0,024 |
0,023 |
0,022 |
0,021 |
0,020 |
|
|
5 |
5 |
17,1 |
0,027 |
0,026 |
0,025 |
0,024 |
0,023 |
|
|
6 |
6 |
30,9 |
0,053 |
0,051 |
0,049 |
0,046 |
0,044 |
|
|
7 |
7 |
40,7 |
0,066 |
0,064 |
0,061 |
0,058 |
0,055 |
|
|
8 |
8 |
51,8 |
0,081 |
0,078 |
0,075 |
0,071 |
0,067 |
|
|
9 |
9 |
64,0 |
0,098 |
0,094 |
0,090 |
0,086 |
0,081 |
|
|
10 |
10 |
77,4 |
0,122 |
0,116 |
0,111 |
0,106 |
0,100 |
|
|
11 |
11 |
92,4 |
0,141 |
0,135 |
0,130 |
0,124 |
0,117 |
|
|
12 |
12 |
107,4 |
- |
0,159 |
0,154 |
0,146 |
0,138 |
|
|
13 |
13 |
124,6 |
- |
0,182 |
0,174 |
0,161 |
0,157 |
|
|
14 |
14 |
141,8 |
- |
0,205 |
0,196 |
0,187 |
0,177 |
|
|
15 |
15 |
160,4 |
- |
0,233 |
0,225 |
0,214 |
0,202 |
|
|
16 |
16 |
180,2 |
- |
0,259 |
0,248 |
0,236 |
0,224 |
|
|
17 |
17 |
201,5 |
- |
0,292 |
0,278 |
0,266 |
0,252 |
|
|
18 |
18 |
222,8 |
- |
0,320 |
0,305 |
0,292 |
0,276 |
|
|
19 |
19 |
246,0 |
- |
0,354 |
0,338 |
0,323 |
0,306 |
|
|
20 |
20 |
269,0 |
- |
0,384 |
0,367 |
0,351 |
0,332 |
|
|
21 |
21 |
293,6 |
- |
- |
0,400 |
0,382 |
0,362 |
|
|
22 |
22 |
318,3 |
- |
- |
0,429 |
0,412 |
0,389 |
|
|
23 |
23 |
341,2 |
- |
- |
0,466 |
0,446 |
0,412 |
|
|
24 |
24 |
364,0 |
- |
- |
0,502 |
0,480 |
0,454 |
|
|
25 |
25 |
392,7 |
- |
- |
0,535 |
0,512 |
0,485 |
|
|
26 |
26 |
420,2 |
- |
- |
- |
0,530 |
0,503 |
|
|
27 |
27 |
450,3 |
- |
- |
- |
0,582 |
0,550 |
|
|
28 |
28 |
480,1 |
- |
- |
- |
0,624 |
0,590 |
|
|
29 |
29 |
512,4 |
- |
- |
- |
0,668 |
0,632 |
|
|
30 |
30 |
545,4 |
- |
- |
- |
0,708 |
0,670 |
|
|
Индекс |
а |
б |
в |
г |
д |
|||



Швы угловых соединений - основное измерение «Катет шва» |
Сварка труб |
|||||||
КАРТА 10 |
||||||||
Тип шва: У5, У7, У15, У16, У17 |
||||||||
|
№ позиции |
Тип шва |
Катет шва, мм |
Площадь поперечного сечения шва, мм |
Диаметр трубы, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
||||
|
Неполное штучное время на 1 мм диаметра, мин |
||||||||
|
1 |
У5
|
1 |
1,7 |
0,010 |
0,009 |
0,008 |
- |
- |
|
2 |
2 |
5,1 |
0,015 |
0,014 |
0,013 |
- |
- |
|
|
3 |
3 |
9,4 |
0,021 |
0,020 |
0,019 |
0,018 |
- |
|
|
4 |
У7
|
4 |
14,5 |
0,027 |
0,026 |
0,025 |
0,024 |
0,022 |
|
5 |
У15
|
5 |
20,5 |
0,036 |
0,035 |
0,033 |
0,032 |
0,030 |
|
6 |
6 |
37,0 |
0,069 |
0,066 |
0,064 |
0,061 |
0,058 |
|
|
7 |
У16
|
7 |
48,7 |
0,086 |
0,083 |
0,079 |
0,075 |
0,072 |
|
8 |
8 |
62,3 |
0,106 |
0,102 |
0,098 |
0,094 |
0,089 |
|
|
9 |
9 |
76,7 |
- |
0,129 |
0,123 |
0,118 |
0,112 |
|
|
10 |
У17
|
10 |
92,8 |
- |
0,152 |
0,145 |
0,139 |
0,132 |
|
11 |
12 |
129,4 |
- |
0,209 |
0,200 |
0,191 |
0,182 |
|
|
12 |
14 |
169,8 |
- |
0,295 |
0,283 |
0,270 |
0,256 |
|
|
13 |
16 |
216,3 |
- |
0,347 |
0,333 |
0,317 |
0,309 |
|
|
14 |
18 |
273,5 |
- |
- |
0,422 |
0,403 |
0,382 |
|
|
15 |
20 |
323,6 |
- |
- |
0,498 |
0,486 |
0,453 |
|
|
16 |
22 |
382,1 |
- |
- |
0,582 |
0,554 |
0,526 |
|
|
17 |
24 |
437,9 |
- |
- |
0,669 |
0,637 |
0,606 |
|
|
18 |
26 |
504,7 |
- |
- |
0,767 |
0,732 |
0,695 |
|
|
19 |
28 |
576,5 |
- |
- |
0,861 |
0,822 |
0,780 |
|
|
20 |
30 |
654,1 |
- |
- |
0,998 |
0,948 |
0,900 |
|
|
Индекс |
а |
б |
в |
г |
д |
|||




Швы угловых соединений - основное измерение «Толщина металла» |
Сварка труб |
|||||||
КАРТА 11 |
||||||||
Тип шва: У18, У19, У20, У21 |
||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
Площадь поперечного сечения шва, мм |
Диаметр трубы, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
||||
|
Неполное штучное время на 1 мм диаметра, мин |
||||||||
|
1 |
У18
|
2 |
14,6 |
0,027 |
0,026 |
0,025 |
- |
- |
|
2 |
3 |
21,3 |
0,037 |
0,035 |
0,034 |
0,032 |
- |
|
|
3 |
4 |
29,2 |
0,059 |
0,057 |
0,054 |
0,052 |
- |
|
|
4 |
6 |
59,4 |
0,104 |
0,098 |
0,094 |
0,090 |
0,085 |
|
|
5 |
8 |
101,1 |
0,172 |
0,164 |
0,158 |
0,151 |
0,143 |
|
|
6 |
10 |
183,2 |
0,304 |
0,295 |
0,282 |
0,270 |
0,256 |
|
|
7 |
12 |
231,3 |
0,388 |
0,372 |
0,356 |
0,340 |
0,322 |
|
|
8 |
14 |
309,6 |
- |
0,504 |
0,484 |
0,462 |
0,438 |
|
|
9 |
16 |
398,6 |
- |
0,634 |
0,606 |
0,578 |
0,550 |
|
|
10 |
18 |
498,2 |
- |
0,805 |
0,782 |
0,736 |
0,697 |
|
|
11 |
20 |
608,1 |
- |
0,970 |
0,928 |
0,886 |
0,842 |
|
|
12 |
У19
|
4 |
44,3 |
0,084 |
0,080 |
0,077 |
0,073 |
0,070 |
|
13 |
5 |
58,3 |
0,104 |
0,098 |
0,094 |
0,090 |
0,085 |
|
|
14 |
6 |
91,4 |
0,161 |
0,154 |
0,147 |
0,141 |
0,134 |
|
|
15 |
8 |
179,6 |
0,306 |
0,293 |
0,280 |
0,268 |
0,254 |
|
|
16 |
10 |
254,5 |
0,394 |
0,376 |
0,360 |
0,344 |
0,326 |
|
|
17 |
12 |
338,4 |
0,560 |
0,538 |
0,515 |
0,493 |
0,466 |
|
|
18 |
14 |
430,6 |
- |
0,694 |
0,664 |
0,634 |
0,602 |
|
|
19 |
16 |
530,5 |
- |
0,841 |
0,806 |
0,768 |
0,730 |
|
|
20 |
18 |
637,8 |
- |
1,021 |
0,968 |
0,924 |
0,876 |
|
|
21 |
20 |
751,9 |
- |
1,192 |
1,142 |
1,089 |
1,035 |
|
|
22 |
22 |
872,6 |
- |
1,385 |
1,322 |
1,260 |
1,200 |
|
|
23 |
24 |
996,3 |
- |
1,582 |
1,515 |
1,447 |
1,375 |
|
|
24 |
25 |
1053,8 |
- |
1,672 |
1,602 |
1,532 |
1,451 |
|
|
25 |
У20
|
4 |
67,2 |
0,115 |
0,110 |
0,106 |
0,101 |
0,096 |
|
26 |
5 |
77,4 |
0,139 |
0,134 |
0,128 |
0,122 |
0,116 |
|
|
27 |
6 |
119,3 |
0,208 |
0,200 |
0,192 |
0,183 |
0,174 |
|
|
28 |
8 |
203,9 |
0,344 |
0,330 |
0,316 |
0,302 |
0,287 |
|
|
29 |
10 |
321,5 |
0,528 |
0,507 |
0,486 |
0,464 |
0,440 |
|
|
30 |
12 |
401,9 |
0,664 |
0,636 |
0,608 |
0,582 |
0,552 |
|
|
31 |
14 |
482,6 |
- |
0,756 |
0,725 |
0,690 |
0,656 |
|
|
32 |
16 |
569,3 |
- |
0,905 |
0,866 |
0,827 |
0,785 |
|
|
33 |
18 |
671,8 |
- |
1,020 |
0,980 |
0,935 |
0,888 |
|
|
34 |
20 |
798,6 |
- |
1,230 |
1,162 |
1,110 |
1,053 |
|
|
35 |
22 |
912,6 |
- |
1,446 |
1,382 |
1,320 |
1,252 |
|
|
36 |
У21
|
4 |
68,6 |
0,130 |
0,125 |
0,119 |
0,114 |
0,108 |
|
37 |
5 |
78,8 |
0,142 |
0,137 |
0,131 |
0,125 |
0,118 |
|
|
38 |
6 |
119,3 |
0,211 |
0,203 |
0,194 |
0,185 |
0,176 |
|
|
39 |
8 |
203,9 |
0,343 |
0,329 |
0,315 |
0,301 |
0,285 |
|
|
40 |
10 |
324,7 |
0,537 |
0,516 |
0,494 |
0,472 |
0,448 |
|
|
41 |
12 |
431,6 |
0,719 |
0,690 |
0,660 |
0,630 |
0,598 |
|
|
42 |
14 |
549,1 |
- |
0,874 |
0,835 |
0,795 |
0,756 |
|
|
43 |
16 |
676,3 |
- |
1,072 |
1,028 |
0,983 |
0,932 |
|
|
44 |
18 |
812,8 |
- |
1,287 |
1,230 |
1,175 |
1,118 |
|
|
45 |
20 |
958,1 |
- |
1,568 |
1,468 |
1,400 |
1,330 |
|
|
Индекс |
а |
б |
в |
г |
д |
|||




Швы тавровых соединений (приварка труб к плоской поверхности) |
Сварка труб |
|||||
КАРТА 12 |
||||||
|
№ позиции |
Тип шва |
Диаметр трубы D, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
||
|
Неполное штучное время на 1 мм толщины стенки и диаметра трубы (tнш), мин |
||||||
|
1 |
|
0,018 |
0,017 |
0,016 |
0,015 |
0,014 |
|
2 |
|
0,045 |
0,043 |
0,042 |
0,040 |
0,038 |
|
3 |
|
0,027 |
0,026 |
0,025 |
0,024 |
0,023 |
|
4 |
|
0,036 |
0,035 |
0,033 |
0,032 |
0,031 |
|
5 |
|
0,055 |
0,052 |
0,050 |
0,048 |
0,046 |
|
6 |
|
0,055 |
0,052 |
0,050 |
0,048 |
0,046 |
|
7 |
|
0,071 |
0,068 |
0,066 |
0,063 |
0,060 |
|
Индекс |
а |
б |
в |
г |
д |
|


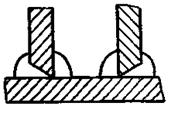


Примечание. Неполное штучное время следует рассчитывать по формуле (17) карты 8.
Сварка стыковых и тавровых соединений изделий из круглого сечения |
КАРТА 13 |
||||
|
№ позиции |
Тип шва |
Диаметр профиля, мм |
|||
|
30 |
75 |
140 |
141 и более |
||
|
Неполное штучное время на 1 мм диаметра профиля, мин |
|||||
|
1 |
|
0,10 |
0,09 |
0,08 |
0,07 |
|
2 |
|
0,52 |
0,48 |
0,44 |
0,40 |
|
3 |
|
0,78 |
0,72 |
0,66 |
0,60 |
|
4 |
|
1,56 |
1,44 |
1,32 |
1,20 |
|
5 |
|
0,58 |
0,54 |
0,50 |
0,45 |
|
6 |
|
0,11 |
0,10 |
0,09 |
0,08 |
|
7 |
|
0,39 |
0,36 |
0,33 |
0,30 |
|
8 |
|
1,17 |
1,08 |
0,99 |
0,90 |
|
Индекс |
а |
б |
в |
г |
|




Примечание. Неполное штучное время на сварку изделия круглого сечения фактического диаметра рассчитывается по формуле
Тншф = tнш · Dф мин, (18)
где Тншф - рассчитываемое неполное штучное время, мин;
tнш - неполное штучное время, приведенное в карте, мин;
Dф - диаметр прутка фактический, мм.
4.3. Неполное штучное время на подварку корня шва
Подварка корня шва под автоматическую или полуавтоматическую сварку |
КАРТА 14 |
|||||
|
№ позиции |
Наименование изделия |
Тип шва |
Вид кромки |
Площадь поперечного сечения шва, мм2 |
Неполное штучное время, мин |
|
|
на 1 м шва |
на 1 мм диаметра трубы |
|||||
|
1 |
Изделия из листового или профильного проката |
Стыковой |
Без разделки |
15 |
6,1 |
- |
|
2 |
С разделкой |
20 |
7,9 |
- |
||
|
3 |
Тавровый, угловой |
Без разделки |
25 |
9,8 |
- |
|
|
4 |
С разделкой |
30 |
11,8 |
- |
||
|
5 |
Изделия из труб |
Стыковой |
Без разделки |
18 |
- |
0,024 |
|
6 |
С разделкой |
24 |
- |
0,031 |
||
|
7 |
Угловой |
Без разделки |
30 |
- |
0,039 |
|
|
8 |
С разделкой |
36 |
- |
0,045 |
||
|
Индекс |
а |
б |
||||
Подварка корня шва после воздушно-дуговой строжки |
КАРТА 15 |
||||
|
№ позиции |
Наименование изделия |
Тип шва |
Площадь поперечного сечения, мм2 |
Неполное штучное время, мин |
|
|
на 1 м шва |
на 1 мм диаметра трубы |
||||
|
1 |
Изделия из листового или профильного проката |
Стыковой, нахлесточный |
25 |
9,8 |
- |
|
2 |
Тавровый, угловой |
36 |
13,8 |
- |
|
|
3 |
Изделия из труб |
Стыковой, нахлесточный |
30 |
- |
0,0344 |
|
4 |
Угловой |
43 |
- |
0,0533 |
|
|
Индекс |
а |
б |
|||
4.4. Вспомогательное время, зависящее от длины сварного шва, вошедшее в карты неполного штучного времени сварки (Твш)
Зачистка сварного шва от шлака после каждого прохода (tвш) |
КАРТА 16 |
|||||
|
№ позиции |
Наименование изделий |
Тип шва |
Вид разделки кромки |
|||
|
без скоса |
со скосом |
|||||
|
Количество проходов, шт. |
||||||
|
1 |
2 и более |
1 |
2 и более |
|||
|
Время на 1 м шва за один проход, мин |
||||||
|
1 |
Изделия из листового или профильного проката |
Стыковой |
0,20 |
0,36 |
0,22 |
0,40 |
|
2 |
Тавровый |
0,22 |
0,41 |
0,24 |
0,44 |
|
|
3 |
Угловой |
0,24 |
0,44 |
0,26 |
0,48 |
|
|
4 |
Нахлесточный |
0,21 |
0,39 |
0,29 |
0,42 |
|
|
5 |
Изделия из труб |
Стыковой |
0,30 |
0,54 |
0,33 |
0,60 |
|
6 |
Угловой |
0,36 |
0,66 |
0,39 |
0,72 |
|
|
7 |
Нахлесточный |
0,31 |
0,58 |
0,44 |
0,63 |
|
|
Индекс |
а |
б |
в |
г |
||
Примечание. Время, приведенное в карте, учитывает совмещенную (ручную и механизированную) зачистку шва.
Перемещение (переходы) электросварщика в процессе сварки многопроходных швов (tвш1) |
КАРТА 17 |
|
|
№ позиции |
Наименование изделий |
Время на 1 м шва за один проход, мин |
|
1 |
Изделия из листового или профильного проката |
0,132 |
|
Индекс |
а |
|
Смена электродов (tвш2) |
КАРТА 18 |
|||||
|
№ позиции |
Наименование изделий |
Тип шва |
Вид разделки кромки |
|||
|
без скоса |
со скосом |
|||||
|
Количество проходов, шт. |
||||||
|
1 |
2 и более |
1 |
2 и более |
|||
|
Время на 1 м шва за один проход, мин |
||||||
|
1 |
Изделия из листового или профильного проката |
Стыковой |
0,16 |
0,24 |
0,18 |
0,26 |
|
2 |
Тавровый |
0,18 |
0,27 |
0,19 |
0,29 |
|
|
3 |
Угловой |
0,19 |
0,28 |
0,22 |
0,31 |
|
|
4 |
Нахлесточный |
0,17 |
0,25 |
0,13 |
0,28 |
|
|
5 |
Изделия из труб |
Стыковой |
0,24 |
0,36 |
0,27 |
0,39 |
|
6 |
Угловой |
0,29 |
0,42 |
0,33 |
0,46 |
|
|
7 |
Нахлесточный |
0,26 |
0,37 |
0,20 |
0,42 |
|
|
Индекс |
а |
б |
в |
г |
||
Осмотр и промер сварного шва (tвш3) |
КАРТА 19 |
||||
|
№ позиции |
Наименование изделий |
Тип шва |
|||
|
стыковой |
тавровый |
угловой |
нахлесточный |
||
|
Время на 1 м шва, мин |
|||||
|
1 |
Изделия из листового или профильного проката |
0,20 |
0,30 |
0,25 |
0,22 |
|
2 |
Изделия из труб |
0,30 |
- |
0,37 |
0,33 |
|
Индекс |
а |
б |
в |
г |
|
4.5. Вспомогательное время, зависящее от длины свариваемого шва, не вошедшее в карты неполного штучного времени (Твш1)
Зачистка кромок изделий из листового юга профильного проката перед сваркой от налета ржавчины и окисной пленки |
КАРТА 20 |
||||||||
|
№ позиции |
Вид обрабатываемой поверхности кромок |
Толщина зачищаемой кромки, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Время на 1 м кромки, мин |
|||||||||
|
1 |
После тепловой машинной резки |
0 |
- |
0,54 |
0,60 |
0,66 |
0,72 |
0,78 |
0,84 |
|
2 |
1 |
0,96 |
1,02 |
1,08 |
1,14 |
1,20 |
1,26 |
1,32 |
|
|
3 |
2 |
1,38 |
1,44 |
1,50 |
1,56 |
1,62 |
1,68 |
1,80 |
|
|
4 |
3 |
1,86 |
1,92 |
1,98 |
2,04 |
2,10 |
2,16 |
2,22 |
|
|
5 |
4 |
2,28 |
2,34 |
2,40 |
2,46 |
2,52 |
2,58 |
2,70 |
|
|
6 |
5 |
2,76 |
2,82 |
2,88 |
2,94 |
3,00 |
3,06 |
3,12 |
|
|
7 |
6 |
3,24 |
3,30 |
3,36 |
3,42 |
3,48 |
3,54 |
3,60 |
|
|
8 |
7 |
3,66 |
3,72 |
3,78 |
3,84 |
3,90 |
3,96 |
4,02 |
|
|
9 |
8 |
4,14 |
4,20 |
4,26 |
4,32 |
4,38 |
4,44 |
4,50 |
|
|
10 |
9 |
4,56 |
4,62 |
4,68 |
4,74 |
4,80 |
4,92 |
4,98 |
|
|
11 |
10 |
5,04 |
5,10 |
5,16 |
5,22 |
5,28 |
5,34 |
5,40 |
|
|
12 |
11 |
5,52 |
5,58 |
5,64 |
5,70 |
5,76 |
5,82 |
5,88 |
|
|
13 |
12 |
5,94 |
6,00 |
6,06 |
6,12 |
6,18 |
6,24 |
6,30 |
|
|
14 |
13 |
6,42 |
6,48 |
6,54 |
6,60 |
6,66 |
6,72 |
6,78 |
|
|
15 |
14 |
6,84 |
6,90 |
6,96 |
7,02 |
7,08 |
7,14 |
7,20 |
|
|
16 |
15 |
7,32 |
7,38 |
7,44 |
7,50 |
7,56 |
7,62 |
7,68 |
|
|
17 |
16 |
7,74 |
7,80 |
7,86 |
7,92 |
7,98 |
8,04 |
8,10 |
|
|
18 |
17 |
8,22 |
8,28 |
8,34 |
8,40 |
8,46 |
8,52 |
- |
|
|
19 |
После тепловой ручной резки |
0 |
- |
0,65 |
0,72 |
0,79 |
0,86 |
0,94 |
1,01 |
|
20 |
1 |
1,15 |
1,22 |
1,29 |
1,37 |
1,44 |
1,51 |
1,58 |
|
|
21 |
2 |
1,65 |
1,73 |
1,80 |
1,87 |
1,94 |
2,01 |
2,16 |
|
|
22 |
3 |
2,23 |
2,30 |
2,37 |
2,45 |
2,52 |
2,59 |
2,66 |
|
|
23 |
4 |
2,74 |
2,81 |
2,88 |
2,95 |
3,02 |
3,09 |
3,24 |
|
|
24 |
5 |
3,31 |
3,38 |
3,45 |
3,53 |
3,60 |
3,67 |
3,74 |
|
|
25 |
6 |
3,89 |
3,96 |
4,03 |
4,10 |
4,17 |
4,25 |
4,32 |
|
|
26 |
7 |
4,39 |
4,46 |
4,53 |
4,61 |
4,68 |
4,75 |
4,82 |
|
|
27 |
8 |
4,96 |
5,04 |
5,11 |
5,18 |
5,25 |
5,33 |
5,40 |
|
|
28 |
9 |
5,47 |
5,54 |
5,61 |
5,69 |
5,76 |
5,90 |
5,97 |
|
|
29 |
10 |
6,05 |
6,12 |
6,19 |
6,26 |
6,33 |
6,41 |
6,48 |
|
|
30 |
11 |
6,62 |
6,70 |
6,77 |
6,84 |
6,91 |
6,98 |
7,05 |
|
|
31 |
12 |
7,13 |
7,20 |
7,27 |
7,34 |
7,42 |
7,49 |
7,56 |
|
|
32 |
13 |
7,70 |
7,77 |
7,85 |
7,92 |
7,99 |
8,06 |
8,14 |
|
|
33 |
14 |
8,21 |
8,28 |
8,35 |
8,42 |
8,49 |
8,57 |
8,64 |
|
|
34 |
15 |
8,78 |
8,85 |
8,93 |
9,00 |
9,07 |
9,14 |
9,22 |
|
|
35 |
16 |
9,29 |
9,36 |
9,43 |
9,50 |
9,57 |
9,65 |
9,72 |
|
|
36 |
17 |
9,86 |
9,94 |
10,01 |
10,10 |
10,15 |
10,22 |
- |
|
|
37 |
После механической обработки |
0 |
- |
0,35 |
0,39 |
0,43 |
0,47 |
0,50 |
0,54 |
|
38 |
1 |
0,62 |
0,66 |
0,70 |
0,74 |
0,78 |
0,82 |
0,86 |
|
|
39 |
2 |
0,89 |
0,93 |
0,97 |
1,01 |
1,05 |
1,09 |
1,16 |
|
|
40 |
3 |
1,20 |
1,24 |
1,28 |
1,32 |
1,36 |
1,40 |
1,44 |
|
|
41 |
4 |
1,48 |
1,51 |
1,56 |
1,59 |
1,63 |
1,67 |
1,75 |
|
|
42 |
Прокат |
0 |
- |
0,22 |
0,24 |
0,27 |
0,29 |
0,32 |
0,34 |
|
43 |
1 |
0,39 |
0,41 |
0,44 |
0,46 |
0,49 |
0,51 |
0,54 |
|
|
44 |
2 |
0,56 |
0,58 |
0,61 |
0,64 |
0,66 |
0,68 |
0,73 |
|
|
45 |
3 |
0,76 |
0,78 |
0,81 |
0,83 |
0,86 |
0,88 |
0,90 |
|
|
46 |
4 |
0,93 |
0,95 |
0,98 |
1,00 |
1,03 |
1,05 |
1,10 |
|
|
47 |
5 |
1,12 |
1,14 |
1,17 |
1,19 |
1,22 |
1,24 |
1,27 |
|
|
48 |
6 |
1,31 |
1,34 |
1,36 |
1,39 |
1,41 |
1,44 |
1,46 |
|
|
49 |
7 |
1,48 |
1,51 |
1,53 |
1,56 |
1,58 |
1,61 |
1,63 |
|
|
50 |
8 |
1,68 |
1,71 |
1,73 |
1,75 |
1,78 |
1,80 |
1,83 |
|
|
51 |
9 |
1,85 |
1,87 |
1,90 |
1,92 |
1,95 |
1,99 |
2,02 |
|
|
52 |
10 |
2,04 |
2,07 |
2,09 |
2,12 |
2,14 |
2,17 |
2,19 |
|
|
53 |
11 |
2,24 |
2,26 |
2,29 |
2,31 |
2,34 |
2,36 |
2,39 |
|
|
54 |
12 |
2,41 |
2,44 |
2,46 |
2,48 |
2,51 |
2,53 |
2,55 |
|
|
55 |
13 |
2,61 |
2,63 |
2,66 |
2,68 |
2,70 |
2,73 |
2,75 |
|
|
56 |
14 |
2,78 |
2,80 |
2,83 |
2,85 |
2,87 |
2,90 |
2,92 |
|
|
57 |
15 |
2,97 |
2,99 |
3,02 |
3,04 |
3,07 |
3,09 |
3,12 |
|
|
58 |
16 |
3,14 |
3,17 |
3,19 |
3,22 |
3,24 |
3,26 |
3,29 |
|
|
59 |
17 |
3,34 |
3,36 |
3,39 |
3,41 |
3,44 |
3,46 |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
Примечание. Время в карте рассчитано на зачистку кромки пневматической машиной с наждачным кругом в нижнем положении, на измененные условия к времени по карте следует применять коэффициенты, приведенные в карте 38.
Зачистка кромок изделий из труб перед сваркой от налета ржавчины и окисной пленки |
КАРТА 21 |
||||||
|
№ позиции |
Вид обрабатываемой поверхности кромок |
Толщина зачищаемой кромки, мм |
Диаметр трубы, мм |
||||
|
30 |
75 |
140 |
250 |
251 и более |
|||
|
Время на 1 мм диаметра трубы, мин |
|||||||
|
1 |
После тепловой машинной резки |
2 |
0,0025 |
0,0024 |
0,0023 |
0,0022 |
0,0021 |
|
2 |
4 |
0,0030 |
0,0029 |
0,0028 |
0,0026 |
0,0025 |
|
|
3 |
6 |
0,0033 |
0,0031 |
0,0030 |
0,0028 |
0,0027 |
|
|
4 |
8 |
0,0035 |
0,0034 |
0,0032 |
0,0031 |
0,0029 |
|
|
5 |
10 |
0,0040 |
0,0039 |
0,0037 |
0,0035 |
0,0034 |
|
|
6 |
14 |
0,0051 |
0,0048 |
0,0046 |
0,0044 |
0,0042 |
|
|
7 |
18 |
0,0054 |
0,0052 |
0,0050 |
0,0048 |
0,0046 |
|
|
8 |
22 |
0,0063 |
0,0061 |
0,0058 |
0,0055 |
0,0053 |
|
|
9 |
26 |
0,0071 |
0,0068 |
0,0065 |
0,0061 |
0,0059 |
|
|
10 |
30 |
0,0078 |
0,0075 |
0,0072 |
0,0068 |
0,0065 |
|
|
11 |
34 |
0,0088. |
0,0084 |
0,0081 |
0,0077 |
0,0074 |
|
|
12 |
36 |
0,0091 |
0,0087 |
0,0083 |
0,0079 |
0,0076 |
|
|
13 |
38 |
0,0093 |
0,0089 |
0,0086 |
0,0082 |
0,0078 |
|
|
14 |
40 |
0,0096 |
0,0092 |
0,0088 |
0,0084 |
0,0080 |
|
|
15 |
44 |
0,0106 |
0,0102 |
0,0097 |
0,0093 |
0,0088 |
|
|
16 |
50 |
0,0116 |
0,0111 |
0,0106 |
0,0102 |
0,0097 |
|
|
17 |
54 |
0,0126 |
0,0121 |
0,0116 |
0,0110 |
0,0105 |
|
|
18 |
60 |
0,0136 |
0,0131 |
0,0125 |
0,0119 |
0,0113 |
|
|
19 |
После тепловой ручной резки |
2 |
0,0030 |
0,0028 |
0,0027 |
0,0026 |
0,0025 |
|
20 |
4 |
0,0036 |
0,0035 |
0,0033 |
0,0031 |
0,0030 |
|
|
21 |
6 |
0,0039 |
0,0037 |
0,0036 |
0,0033 |
0,0032 |
|
|
22 |
8 |
0,0042 |
0,0041 |
0,0038 |
0,0037 |
0,0035 |
|
|
23 |
10 |
0,0048 |
0,0046 |
0,0044 |
0,0042 |
0,0041 |
|
|
24 |
14 |
0,0061 |
0,0057 |
0,0055 |
0,0053 |
0,0050 |
|
|
25 |
18 |
0,0065 |
0,0062 |
0,0060 |
0,0057 |
0,0055 |
|
|
26 |
22 |
0,0076 |
0,0073 |
0,0069 |
0,0066 |
0,0064 |
|
|
27 |
26 |
0,0085 |
0,0081 |
0,0078 |
0,0074 |
0,0071 |
|
|
28 |
30 |
0,0093 |
0,0090 |
0,0086 |
0,0081 |
0,0078 |
|
|
29 |
34 |
0,0106 |
0,0101 |
0,0097 |
0,0092 |
0,0088 |
|
|
30 |
36 |
0,0109 |
0,0104 |
0,0099 |
0,0095 |
0,0091 |
|
|
31 |
38 |
0,0112 |
0,0107 |
0,0103 |
0,0098 |
0,0094 |
|
|
32 |
40 |
0,0115 |
0,0110 |
0,106 |
0,0101 |
0,0096 |
|
|
33 |
44 |
0,0127 |
0,0122 |
0,0116 |
0,0112 |
0,0105 |
|
|
34 |
50 |
0,0139 |
0,0133 |
0,0127 |
0,0122 |
0,0116 |
|
|
35 |
54 |
0,0151 |
0,0145 |
0,0139 |
0,0132 |
0,0126 |
|
|
36 |
60 |
0,0163 |
0,0157 |
0,0150 |
0,0143 |
0,0135 |
|
|
37 |
Прокат |
2 |
0,0011 |
0,0010 |
0,0009 |
0,0008 |
0,0007 |
|
38 |
4 |
0,0013 |
0,0012 |
0,0011 |
0,0010 |
0,0009 |
|
|
39 |
6 |
0,0014 |
0,0013 |
0,0012 |
0,0011 |
0,0010 |
|
|
40 |
8 |
0,0015 |
0,0014 |
0,0013 |
0,0012 |
0,0011 |
|
|
41 |
10 |
0,0017 |
0,0016 |
0,0015 |
0,0014 |
0,0013 |
|
|
42 |
14 |
0,0020 |
0,0019 |
0,0018 |
0,0017 |
0,0016 |
|
|
43 |
18 |
0,0022 |
0,0021 |
0,0020 |
0,0019 |
0,0018 |
|
|
44 |
22 |
0,0025 |
0,0024 |
0,0023 |
0,0022 |
0,0021 |
|
|
45 |
26 |
0,0028 |
0,0027 |
0,0026 |
0,0024 |
0,0023 |
|
|
46 |
30 |
0,0031 |
0,0030 |
0,0028 |
0,0027 |
0,0025 |
|
|
47 |
34 |
0,0035 |
0,0033 |
0,0032 |
0,0030 |
0,0029 |
|
|
48 |
36 |
0,0037 |
0,0035 |
0,0033 |
0,0031 |
0,0030 |
|
|
49 |
38 |
0,0038 |
0,0036 |
0,0034 |
0,0032 |
0,0031 |
|
|
50 |
40 |
0,0039 |
0,0037 |
0,0035 |
0,0033 |
0,0032 |
|
|
51 |
44 |
0,0042 |
0,0041 |
0,0038 |
0,0037 |
0,0035 |
|
|
52 |
50 |
0,0046 |
0,0044 |
0,0042 |
0,0041 |
0,0038 |
|
|
53 |
54 |
0,0050 |
0,0048 |
0,0046 |
0,0044 |
0,0042 |
|
|
54 |
60 |
0,0054 |
0,0052 |
0,0050 |
0,0047 |
0,0045 |
|
|
55 |
После механической обработки |
2 |
0,0017 |
0,0016 |
0,0015 |
0,0014 |
0,0013 |
|
56 |
4 |
0,0020 |
0,0019 |
0,0018 |
0,0016 |
0,0014 |
|
|
57 |
6 |
0,0021 |
0,0020 |
0,0019 |
0,0018 |
0,0017 |
|
|
58 |
8 |
0,0023 |
0,0022 |
0,0021 |
0,0020 |
0,0018 |
|
|
59 |
10 |
0,0026 |
0,0025 |
0,0024 |
0,0023 |
0,0022 |
|
|
60 |
14 |
0,0033 |
0,0031 |
0,0030 |
0,0028 |
0,0027 |
|
|
61 |
18 |
0,0035 |
0,0033 |
0,0032 |
0,0031 |
0,0029 |
|
|
62 |
22 |
0,0040 |
0,0039 |
0,0037 |
0,0036 |
0,0034 |
|
|
63 |
26 |
0,0046 |
0,0044 |
0,0042 |
0,0040 |
0,0038 |
|
|
64 |
30 |
0,0050 |
0,0048 |
0,0046 |
0,0044 |
0,0042 |
|
|
65 |
34 |
0,0057 |
0,0054 |
0,0052 |
0,0049 |
0,0048 |
|
|
66 |
44 |
0,0061 |
0,0056 |
0,0053 |
0,0051 |
0,0049 |
|
|
67 |
50 |
0,0063 |
0,0058 |
0,0055 |
0,0053 |
0,0050 |
|
|
Индекс |
а |
б |
в |
г |
д |
||
Примечание. См. примечание к карте 20.
Зачистка околошовной зоны от брызг наплавленного металла изделий из листового или профильного проката |
КАРТА 22 |
|||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
||||
|
5 |
20 |
40 |
175 |
|||
|
Время на 1 м шва, мин |
||||||
|
1 |
Стыковой или нахлесточный |
0,80 |
0,96 |
1,12 |
1,28 |
|
|
2 |
Тавровый или угловой |
0,96 |
1,15 |
1,34 |
1,54 |
|
|
Индекс |
а |
б |
в |
г |
||
Примечания: 1. Время в карте рассчитано на совмещенную (ручную и механизированную) зачистку околошовной зоны от брызг наплавленного металла без предварительной обмазки околошовной зоны.
2. При зачистке околошовной зоны от брызг наплавленного металла после обмазки к времени по карте следует применять коэффициент 0,3.
Зачистка околошовной зоны от брызг наплавленного металла изделий из труб |
КАРТА 23 |
|||||
|
№ позиции |
Тип шва |
Диаметр трубы, мм |
Толщина металла, мм |
|||
|
5 |
10 |
20 |
60 |
|||
|
Время на 1 мм диаметра трубы, мин |
||||||
|
1 |
Стыковой или нахлесточный |
30 |
0,0040 |
0,0048 |
- |
- |
|
2 |
31 - 75 |
0,0038 |
0,0045 |
0,0053 |
- |
|
|
3 |
76 - 140 |
0,0036 |
0,0043 |
0,0050 |
0,0057 |
|
|
4 |
141 - 250 |
0,0035 |
0,0042 |
0,0049 |
0,0056 |
|
|
5 |
251 и более |
0,0033 |
0,0039 |
0,0046 |
0,0053 |
|
|
6 |
Угловой |
30 |
0,0048 |
0,0057 |
- |
- |
|
7 |
31 - 75 |
0,0045 |
0,0054 |
0,0063 |
- |
|
|
8 |
76 - 140 |
0,0043 |
0,0051 |
0,0060 |
0,0069 |
|
|
9 |
141 - 250 |
0,0042 |
0,0050 |
0,0059 |
0,0067 |
|
|
10 |
251 и более |
0,0039 |
0,0047 |
0,0055 |
0,0062 |
|
|
Индекс |
а |
б |
в |
г |
||
Примечания: 1. Время в карте рассчитано на совмещенную (ручную и механизированную) зачистку околошовной зоны от брызг наплавленного металла без предварительной обмазки околошовной зоны.
2. При зачистке околошовной зоны от брызг наплавленного металла после обмазки к времени по карте следует применять коэффициент 0,3.
Обмазка раствором или аэрозолью поверхности металла околошовной зоны и его удаление после сварки |
КАРТА 24 |
|||
|
№ позиции |
Тип шва |
Наименование профиля |
||
|
листовой или профильный |
трубы |
|||
|
Время на 1 м шва, мин |
Время на 1 мм диаметра трубы, мин |
|||
|
1 |
Стыковой или нахлесточный |
0,35 |
0,0027 |
|
|
2 |
Тавровый или угловой |
0,43 |
0,0030 |
|
|
Индекс |
а |
б |
||
4.6. Вспомогательное время, зависящее от изделия и типа оборудования (Тви)
Клеймение и маркирование шва |
КАРТА 25 |
||||||
|
№ позиции |
Наименование операции |
Положение шва в пространстве |
Трубы |
||||
|
нижнее |
вертикальное или горизонтальное |
потолочное |
наклонное |
||||
|
нижнее |
потолочное |
||||||
|
Время на одно клеймение или на один знак, мин |
|||||||
|
1 |
Клеймение |
6,21 |
0,23 |
0,32 |
0,22 |
0,29 |
0,26 |
|
2 |
Маркирование |
0,10 |
0,11 |
0,15 |
0,11 |
0,14 |
0,13 |
|
Индекс |
а |
б |
в |
г |
д |
е |
|
Установка и снятие щитов для защиты от сварочной дуги |
КАРТА 26 |
|||||
|
№ позиции |
Количество щитов, шт. |
|||||
|
1 |
2 |
3 |
4 |
5 |
||
|
Время на один комплект щитов, мин |
||||||
|
1 |
0,85 |
1,19 |
1,52 |
1,86 |
2,21 |
|
|
Индекс |
а |
б |
в |
г |
д |
|
Внутрисменные переходы электросварщика при изменении места работы |
КАРТА 27 |
|||||||
|
№ позиции |
Расстояние перемещения, м |
Характер перемещения |
|
|||||
|
без препятствий |
с препятствием |
|
||||||
|
через одну горловину |
через две горловины |
через другие препятствия |
с помощью |
|
||||
|
лестниц |
других устройств |
|
||||||
|
Время на одно перемещение, мин |
Время на 1 м перемещения, мин |
|
||||||
|
1 |
- |
- |
0,30 |
0,64 |
0,09 |
0,13 |
0,11 |
|
|
2 |
5 |
0,15 |
0,45 |
0,79 |
0,24 |
- |
- |
|
|
3 |
10 |
0,29 |
0,59 |
0,93 |
0,38 |
- |
- |
|
|
4 |
15 |
0,44 |
0,74 |
1,08 |
0,53 |
- |
- |
|
|
5 |
20 |
0,58 |
0,88 |
1,22 |
0,67 |
- |
- |
|
|
6 |
25 |
0,72 |
1,02 |
1,36 |
0,81 |
- |
- |
|
|
7 |
30 |
0,86 |
1,16 |
1,50 |
0,95 |
- |
- |
|
|
8 |
35 |
0,98 |
1,28 |
1,62 |
1,07 |
- |
- |
|
|
9 |
40 |
1,12 |
1,42 |
1,76 |
1,11 |
- |
- |
|
|
10 |
45 |
1,24 |
1,54 |
1,88 |
1,33 |
- |
- |
|
|
11 |
50 |
1,36 |
1,66 |
2,00 |
1,45 |
- |
- |
|
|
12 |
55 |
1,48 |
1,78 |
2,12 |
1,57 |
- |
- |
|
|
13 |
60 |
1,60 |
1,90 |
2,24 |
1,69 |
- |
- |
|
|
14 |
65 |
1,72 |
2,02 |
2,36 |
1,81 |
- |
- |
|
|
15 |
70 |
1,83 |
2,13 |
2,47 |
1,92 |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
|
|
Установка, снятие и поворот изделий вручную |
КАРТА 28 |
||||
|
№ позиции |
Масса изделия, кг |
Наименование операции |
|||
|
установка и снятие |
поворот |
||||
|
на стол или стенд |
в приспособление |
||||
|
Время на изделие, мин |
|||||
|
1 |
0,3 |
0,12 |
0,17 |
0,06 |
|
|
2 |
0,5 |
0,15 |
0,20 |
0,07 |
|
|
3 |
0,8 |
0,17 |
0,24 |
0,08 |
|
|
4 |
1,0 |
0,18 |
0,26 |
0,09 |
|
|
5 |
1,5 |
0,22 |
0,31 |
0,11 |
|
|
6 |
2,0 |
0,23 |
0,34 |
0,12 |
|
|
7 |
3,0 |
0,28 |
0,40 |
0,13 |
|
|
8 |
5,0 |
0,32 |
0,47 |
0,15 |
|
|
9 |
8,0 |
0,38 |
0,56 |
0,18 |
|
|
10 |
10,0 |
0,41 |
0,60 |
0,20 |
|
|
11 |
15,0 |
0,49 |
0,71 |
0,24 |
|
|
12 |
20,0 |
0,53 |
0,78 |
0,26 |
|
|
13 |
30,0 |
0,58 |
0,86 |
0,28 |
|
|
Индекс |
а |
б |
в |
||
Крепление изделия на столе, стенде, в приспособлении и его открепление |
КАРТА 29 |
|||||
|
№ позиции |
Способ крепления |
Длина завертывания, мм |
||||
|
20 |
30 |
40 |
50 |
60 |
||
|
Время на одно крепление и открепление, мин |
||||||
|
1 |
Стационарным винтовым прижимом |
0,30 |
0,40 |
0,50 |
0,60 |
0,70 |
|
2 |
Пневмоприжимом |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
|
3 |
Струбциной съемной |
0,40 |
0,50 |
0,60 |
0,70 |
0,80 |
|
4 |
Струбциной откидной (односторонняя) |
0,36 |
0,48 |
0,58 |
0,68 |
0,78 |
|
5 |
Струбциной откидной (двусторонняя) |
0,41 |
0,55 |
0,67 |
0,78 |
0,90 |
|
6 |
Барашек |
0,15 |
0,18 |
0,23 |
- |
- |
|
7 |
Ручными тисками |
0,27 |
0,36 |
0,45 |
0,54 |
0,63 |
|
Индекс |
а |
б |
в |
г |
д |
|
Перемещение изделия грузоподъемными механизмами |
КАРТА 30 |
|||||
|
№ позиции |
Вид установки |
Способ застроповки |
Количество точек крепления |
|||
|
1 |
2 |
3 |
4 |
|||
|
Время на изделие, мин |
||||||
|
1 |
Горизонтально на стенд |
Струбцинами |
3,23 |
5,43 |
7,56 |
9,72 |
|
2 |
Крюками |
2,23 |
3,43 |
4,56 |
5,69 |
|
|
3 |
Лапами |
2,43 |
3,83 |
5,16 |
6,49 |
|
|
4 |
Тросами |
2,63 |
4,23 |
5,76 |
7,29 |
|
|
5 |
Вертикально на стенд |
Струбцинами |
5,49 |
9,23 |
- |
- |
|
6 |
Крюками |
3,79 |
5,83 |
- |
- |
|
|
7 |
Лапами |
4,13 |
6,51 |
- |
- |
|
|
8 |
Тросами |
4,47 |
7,19 |
- |
- |
|
|
9 |
Наклонно на стенд |
Струбцинами |
6,14 |
10,32 |
- |
- |
|
10 |
Крюками |
4,24 |
6,52 |
- |
- |
|
|
11 |
Лапами |
4,62 |
7,28 |
- |
- |
|
|
12 |
Тросами |
5,00 |
8,04 |
- |
- |
|
|
13 |
Горизонтально на подставки |
Струбцинами |
4,20 |
7,06 |
9,83 |
12,64 |
|
14 |
Крюками |
2,90 |
4,46 |
5,93 |
7,40 |
|
|
15 |
Лапами |
3,16 |
4,98 |
6,71 |
8,44 |
|
|
16 |
Тросами |
3,42 |
5,50 |
7,49 |
9,48 |
|
|
Индекс |
а |
б |
в |
г |
||
Примечания: 1. Время в карте рассчитано на перемещение изделий мостовыми кранами на расстояние до 30 м со строповкой, укладкой и расстроповкой с учетом вызова крана.
2. При перемещении изделий на расстояние свыше 30 м на каждые последующие 5 м добавлять по 0,2 мин.
3. При установке изделия на медные или флюсовые подушки к времени по карте добавлять по 2 мин.
4. К времени по карте следует применять коэффициенты:
при перемещении изделий электротельферами - 0,6;
при перемещении изделий железнодорожными или автомобильными кранами - 1,3;
при кантовании изделий - 0,3.
Поворот деталей или изделий в механизированных приспособлениях |
КАРТА 31 |
|||||||||
|
№ позиции |
Угол поворота, град. |
Скорость вращения, м/ч |
Диаметр изделия, м |
|||||||
|
0,5 |
0,75 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
4,0 |
|||
|
Время одного поворота, мин |
||||||||||
|
1 |
90 |
15 |
1,75 |
2,61 |
3,50 |
5,25 |
6,10 |
8,74 |
10,49 |
14,00 |
|
2 |
20 |
1,30 |
1,96 |
2,62 |
3,94 |
5,24 |
6,56 |
7,87 |
10,49 |
|
|
3 |
30 |
0,87 |
1,31 |
1,74 |
2,62 |
3,49 |
4,37 |
5,24 |
6,10 |
|
|
4 |
45 |
0,58 |
0,87 |
1,17 |
1,75 |
2,33 |
2,91 |
3,50 |
4,66 |
|
|
5 |
180 |
15 |
3,52 |
5,26 |
7,05 |
10,58 |
14,11 |
17,64 |
21,17 |
28,22 |
|
6 |
20 |
2,64 |
3,96 |
5,29 |
7,94 |
10,58 |
13,22 |
15,87 |
21,16 |
|
|
7 |
30 |
1,76 |
2,64 |
3,53 |
5,29 |
7,05 |
8,81 |
10,57 |
14,10 |
|
|
8 |
45 |
1,17 |
1,76 |
2,35 |
3,53 |
4,70 |
5,88 |
7,06 |
9,41 |
|
|
9 |
270 |
15 |
5,27 |
7,87 |
10,55 |
15,83 |
21,10 |
26,38 |
31,66 |
42,21 |
|
10 |
20 |
3,95 |
5,92 |
7,91 |
11,87 |
15,82 |
19,78 |
23,74 |
31,65 |
|
|
11 |
30 |
2,64 |
3,95 |
5,27 |
7,91 |
10,54 |
13,18 |
15,82 |
21,09 |
|
|
12 |
45 |
1,75 |
2,63 |
3,51 |
5,27 |
7,03 |
8,79 |
10,55 |
14,07 |
|
|
13 |
360 |
15 |
7,03 |
10,52 |
14,07 |
21,10 |
28,13 |
35,17 |
42,20 |
56,27 |
|
14 |
20 |
5,27 |
7,90 |
10,55 |
15,82 |
21,10 |
26,37 |
31,65 |
42,20 |
|
|
15 |
30 |
3,52 |
5,27 |
7,03 |
10,55 |
14,07 |
17,58 |
21,10 |
28,13 |
|
|
16 |
45 |
2,34 |
3,51 |
4,69 |
7,03 |
9,37 |
11,72 |
14,06 |
18,75 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
||
Разметка прерывистых швов |
КАРТА 32 |
||||
|
№ позиции |
Измерительный инструмент |
Положение размечаемых участков |
|||
|
нижнее |
вертикальное |
горизонтальное |
потолочное |
||
|
Время на разметку одного участка, мин |
|||||
|
1 |
Метр, рулетка, линейка |
0,20 |
0,30 |
0,26 |
0,40 |
|
2 |
Шаблон |
0,10 |
0,15 |
0,13 |
0,20 |
|
Индекс |
а |
б |
в |
г |
|
4.7. Поправочные коэффициенты
Коэффициент,
учитывающий диаметр, марку электрода и свариваемый металл
|
КАРТА 33 |
||||||
I. Углеродистые и низколегированные стали марок: ВСт3сп; 09Г2; 10ХСНД; Ст3; Ст5; 20Л; 25Л; 15; Ст4; 08ГДН и аналогичные |
|||||||
|
№ позиции |
Марка электродов |
Коэффициент наплавки электродов, г/А · ч |
Диаметр электрода, мм |
||||
|
2 |
3 |
4 |
5 |
6 |
|||
|
Значение коэффициентов |
|||||||
|
1 |
МР-3 |
7,5 |
2,517 2,366 |
1,557 1,507 |
1,133 1,133 |
0,740 0,752 |
0,664 0,679 |
|
2 |
ОМА-2 |
8,0 |
2,359 2,217 |
1,460 1,412 |
1,062 1,062 |
0,693 0,705 |
0,622 0,636 |
|
3 |
ОЗШ-1 АНО-4С ОЭС-12 УОНИ-13/45А УОНИ-13/45 АНО-14 ОЗС-21 ОЗС-23 ИР-3 ИТС-4 АНО-4 |
8,5 |
2,222 2,088 |
1,375 1,330 |
1,000 1,000 |
0,653 0,664 |
0,586 0,599 |
|
4 |
ОЗС-4 УОНИ-13/55 ВФС-75У Э-138/50Н |
9,0 |
2,089 1,971 |
1,298 1,256 |
0,944 0,944 |
0,616 0,627 |
0,553 0,565 |
|
5 |
НИАТ-3М ВЦС-4 ВЦС-4А ЦУ-5 АНО-11 УОНИ-13/55К УОНИ-13/65 ОЗС-17Н ОЗС-18 ТМУ-21У ОЗС-224 ОЗС-24 ОЗС-25 СК2-50 ВФС-65У АНО-9 |
9,5 |
1,986 1,867 |
1,229 1,189 |
0,894 0,894 |
0,584 0,594 |
0,524 0,536 |
|
6 |
АНО-6 ОЗС-6 СМ-11 УОНИ-13/55У УОНИ-13/85 АНО-18 ОЗС-22Р ДСК-50 ВСЦ-60 |
10,0 |
1,889 1,775 |
1,169 1,131 |
0,850 0,850 |
0,555 0,564 |
0,498 0,509 |
|
7 |
АНО-5 ВН-48 |
11,0 |
1,718 1,614 |
1,063 1,028 |
0,773 0,773 |
0,505 0,513 |
0,453 0,463 |
II. Высоколегированные жаропрочные стали и сплавы марок: 15Х11МФ; 15Х12ВНМФ; 14Х12В2МФ; ЭИ395; 30ХГСНА; ХН77ТЮ; 12Х18Н9Т; 12Х18Н10Т; 0818Н12Т; 20Х25Н20С2 и аналогичные |
|||||||
|
8 |
ОЗЛ-25Б |
11,0 |
2,018 1,955 |
1,278 1,241 |
0,946 0,946 |
0,615 0,624 |
0,548 0,559 |
|
9 |
КТИ-10 КТИ-9 ЦЛ-25 ЦЛ-32 УОНИИ/10Х13 УОНИИ/10Х17Т ОЗЛ-6 ЛМЗ-1 ЗИФ-1 УЛ-28 УЛ-22 |
11,5 |
1,990 1,870 |
1,230 1,191 |
0,880 0,880 |
0,580 0,594 |
0,524 0,536 |
|
10 |
ОЗЛ-4 ОЗЛ-2 ВИИМ-1 |
12,0 |
1,928 1,812 |
1,192 1,153 |
0,868 0,868 |
0,567 0,577 |
0,511 0,522 |
|
11 |
ИМЕТ-10 |
15,0 |
1,525 1,435 |
0,943 0,923 |
0,686 0,686 |
0,448 0,456 |
0,402 0,411 |
III. Высоколегированные жаростойкие стали и сплавы марок: 10Х23Н13; 10Х23Н18; Х25Т; Х28; Х28АИ; 08Х18Н10; 12Х18Н9Т; 08Х18Н12Б; 20Х25Н20С2 и аналогичные |
|||||||
|
12 |
ГС-1 |
10,5 |
2,280 2,140 |
1,400 1,362 |
1,021 1,021 |
0,668 0,682 |
0,602 0,615 |
|
13 |
ОЗЛ-25 |
11,0 |
2,178 2,041 |
1,348 1,300 |
0,978 0,978 |
0,640 0,650 |
0,574 0,588 |
|
14 |
ЭА-400/10У ЭА-606/11 ЭА-400/13 ОЗЛ-6 |
11,5 |
2,080 1,955 |
1,288 1,245 |
0,936 0,936 |
0,612 0,620 |
0,548 0,560 |
|
15 |
ЦЛ-9 ЦЛ-11 ЦЛ-33 ОЗЛ-3 ОЗЛ-4 ОЗЛ-8 ОЗЛ-11 ОЗЛ-14 |
12,0 |
1,990 1,873 |
1,230 1,193 |
0,896 0,896 |
0,585 0,600 |
0,525 0,538 |
|
16 |
КТИ-5-62 КТИ-4-62 ЭНТУ-3М ЦТ-1 ЦТ-7 ЦТ-15 ЦТ-15-1 ЦТ-16-1 ЗИО-3 ЗИО-7 НЖ-13 УОНИ 13/НЖ ВИИМ-1 ОЗЛ-2 |
12,0 |
1,990 1,873 |
1,230 1,193 |
0,896 0,896 |
0,585 0,600 |
0,525 0,538 |
|
17 |
ОЗЛ-5 ОЗЛ-19 |
12,5 |
1,930 1,800 |
1,182 1,147 |
0,862 0,862 |
0,564 0,572 |
0,505 0,515 |
|
18 |
ОЗЛ-35 |
13,0 |
1,835 1,750 |
1,138 1,100 |
0,827 0,827 |
0,539 0,548 |
0,480 0,494 |
|
19 |
ОЗЛ-9А |
13,5 |
1,770 1,665 |
1,086 1,053 |
0,795 0,795 |
0,521 0,530 |
0,466 0,477 |
|
20 |
ИМЕТ-10 |
15,0 |
1,494 1,398 |
0,988 0,953 |
0,717 0,717 |
0,468 0,475 |
0,420 0,431 |
|
21 |
ОЗЛ-29 |
15,5 |
1,542 1,460 |
0,955 0,923 |
0,694 0,694 |
0,452 0,460 |
0,407 0,416 |
IV. Высоколегированные коррозионно-стойкие стали и сплавы марок: 10Х17Н13М2Т; 06Х23Н28; М3Д3Т; 20X13; 14Х17Н2; 08X17Н6Т; 09Х17Н7Ю; 08Х15Н4Г3; 0818Н10; 06Х28МДТ; Н70МФ и аналогичные |
|||||||
|
22 |
ЭА-898/21Б |
10,5 |
2,375 2,258 |
1,470 1,422 |
1,061 1,061 |
0,698 0,710 |
0,625 0,640 |
|
23 |
УОНИИ-13/НЖ ОЗЛ-14А ЦЛ-11 ЦЛ-9 АНВ-20 ЭА-395/9 ЭА-902/14 ЭА-48М/22 |
11,0 |
2,267 2,168 |
1,402 1,360 |
1,017 1,017 |
0,665 0,678 |
0,597 0,615 |
|
24 |
ЭА-400/10 ЭА-400/10У ЭА-400/10Т ЭА400/13 |
11,5 |
2,162 2,040 |
1,342 1,298 |
0,976 0,976 |
0,635 0,648 |
0,570 0,596 |
|
25 |
ОЗЛ-7 ОЗЛ-3 |
12,0 |
2,062 1,950 |
1,282 1,242 |
0,934 0,934 |
0,611 0,562 |
0,548 0,560 |
|
26 |
ЭА-606/10 |
12,5 |
1,992 1,875 |
1,232 1,104 |
0,896 0,896 |
0,585 0,600 |
0,525 0,538 |
|
27 |
ОЗЛ-22 ОЗЛ-8 НЖ-13 |
13,0 |
1,934 1,804 |
1,185 1,040 |
0,863 0,860 |
0,564 0,570 |
0,505 0,516 |
|
28 |
ОЗЛ-36 ОЗЛ-20 |
13,5 |
1,830 1,744 |
1,140 1,104 |
0,830 0,830 |
0,537 0,550 |
0,485 0,494 |
|
29 |
ОЗЛ-37-1 |
13,5 |
1,830 1,744 |
1,140 1,104 |
0,830 0,830 |
0,537 0,550 |
0,485 0,494 |
|
30 |
ОЗЛ-17У ОЗЛ-25Б |
14,0 |
1,680 1,573 |
1,101 1,068 |
0,801 0,801 |
0,522 0,531 |
0,469 0,478 |
|
31 |
ОЗЛ-21 |
16,0 |
1,556 1,463 |
0,963 0,932 |
0,701 0,701 |
0,458 0,465 |
0,410 0,420 |
|
32 |
ОЗЛ-23 |
17,0 |
1,464 1,376 |
0,906 0,877 |
0,659 0,659 |
0,430 0,438 |
0,386 0,395 |
V. Легированные теплоустойчивые стали марок: 15ХМ; 12Х1МФ; 15ХМФКР; 16ГНМ; 20ХМФ; 12Х1М1Ф; 15Х2М2ФБС; 34ХМ; 12МХ; ЭИ10; Х5 и аналогичные |
|||||||
|
33 |
ОЗЛ-11 |
8,5 |
2,562 2,420 |
1,590 1,535 |
1,155 1,155 |
0,752 0,767 |
0,677 0,602 |
|
34 |
ТМЛ-1У |
9,0 |
2,422 2,270 |
1,493 1,448 |
1,081 1,081 |
0,700 0,710 |
0,630 0,645 |
|
35 |
ТМЛ-4В ЦЛ-39 ТМЛ-3У |
9,5 |
2,298 1,158 |
1,420 1,375 |
1,029 1,029 |
0,675 0,686 |
0,605 0,620 |
|
36 |
ЦЛ-26М-63 ЦЛ-14 ЦЛ-17-63 ЦЛ-20-63 ЛМЗ-3 ЛМЗ-4 |
10,5 |
2,063 1,950 |
1,285 1,240 |
0,934 0,934 |
0,611 0,562 |
0,548 0,560 |
VI. Стали марок типа АК, ЮЗ |
|||||||
|
37 |
48Н-1 |
9,0 |
2,937 2,759 |
1,817 1,758 |
1,322 1,322 |
0,862 0,877 |
0,774 0,791 |
|
38 |
48Н-11 48Н-13 48Н-15 |
9,5 |
2,780 2,614 |
1,721 1,665 |
1,252 1,252 |
0,818 0,832 |
0,734 0,750 |
|
39 |
ЭА-395/9 |
10,0 |
2,645 2,485 |
1,637 1,583 |
1,190 1,190 |
0,777 0,790 |
0,697 0,713 |
|
40 |
ЭА48М/22 ЭА-981/15 |
11,0 |
2,405 2,260 |
1,488 1,439 |
1,082 1,082 |
0,707 0,718 |
0,634 0,648 |
|
41 |
ЭА-606/11 |
11,5 |
2,3 2,161 |
1,423 1,376 |
1,035 1,035 |
0,675 0,686 |
0,565 0,578 |
|
Индекс |
а |
б |
в |
г |
д |
||
Примечание. Приведенные в числителе значения коэффициента К'1 следует применять для расчета основного времени (То), а в знаменателе значения коэффициента К1 - для расчета неполного штучного времени.
Коэффициент, учитывающий положение шва в пространстве при сварке изделий из листового и профильного проката (К2) |
КАРТА 34 |
||||||
|
№ позиции |
Положение шва в пространстве |
Условное обозначение шва на изделии |
Угол между изделием и горизонтальной плоскостью, град. |
||||
|
180 |
30 |
50 |
80 |
90 |
|||
|
Значение коэффициента К2 |
|||||||
|
1 |
Нижнее вертикальное |
|
1,00 |
1,04 |
1,08 |
1,15 |
1,18 |
|
2 |
Нижнее горизонтальное |
|
1,00 |
1,10 |
1,15 |
1,25 |
1,32 |
|
3 |
Потолочное вертикальное |
|
1,50 |
1,40 |
1,35 |
1,25 |
1,18 |
|
4 |
Потолочное горизонтальное |
|
1,50 |
1,45 |
1,40 |
1,36 |
1,32 |
|
Индекс |
а |
б |
в |
г |
д |
||




Коэффициент, учитывающий положение шва в пространстве при сварке изделий из труб и профиля круглого сечения (К12) |
КАРТА 35 |
||||||
|
№ позиции |
Условное обозначение шва на изделии |
Вид крепления изделия |
Угол между изделием и горизонтальной плоскостью, град. |
||||
|
180 |
30 |
50 |
80 |
90 |
|||
|
Значение коэффициента К12 |
|||||||
|
1 |
|
Неповоротный |
1,50 |
1,44 |
1,39 |
1,35 |
1,32 |
|
2 |
Поворотный |
1,00 |
1,06 |
из |
1,22 |
1,32 |
|
|
3 |
|
Неповоротный |
1,50 |
1,44 |
1,39 |
1,35 |
1,32 |
|
4 |
Поворотный |
1,65 |
1,52 |
1,42 |
1,35 |
1,32 |
|
|
5 |
|
Неповоротный |
1,40 |
1,25 |
1,18 |
1,10 |
1,00 |
|
6 |
Поворотный |
1,22 |
1,15 |
1,09 |
1,04 |
1,00 |
|
|
7 |
|
Неповоротный |
1,40 |
1,42 |
1,45 |
1,49 |
1,55 |
|
8 |
Поворотный |
1,22 |
1,25 |
1,32 |
1,42 |
1,55 |
|
|
9 |
|
Неповоротный |
1,45 |
1,30 |
1,23 |
1,14 |
1,00 |
|
10 |
Поворотный |
1,27 |
1,19 |
1,13 |
1,08 |
1,00 |
|
|
11 |
|
Неповоротный |
1,45 |
1,48 |
1,51 |
1,55 |
1,60 |
|
12 |
Поворотный |
1,27 |
1,30 |
1,37 |
1,48 |
1,60 |
|
|
Индекс |
а |
б |
в |
г |
д |
||





Коэффициент, учитывающий условие и место выполнения работ (К5) |
КАРТА 36 |
|||||
|
№ позиции |
Условие и место выполнения работы |
Температура воздуха, °С |
||||
|
до +25 |
выше +25 |
0 ... -10 |
ниже -10 |
|||
|
Значение коэффициента К5 |
||||||
|
1 |
Стационарное рабочее место в цехе |
1,00 |
1,10 |
1,15 |
1,20 |
|
|
2 |
В цехе на рабочих площадках |
1,02 |
1,12 |
- |
- |
|
|
3 |
На открытой площадке вне цеха |
1,05 |
1,16 |
1,21 |
1,26 |
|
|
4 |
Лежа |
на спине |
1,10 |
1,21 |
1,26 |
1,32 |
|
5 |
на боку |
1,08 |
1,19 |
1,24 |
1,30 |
|
|
6 |
на груди |
1,06 |
1,17 |
1,22 |
1,27 |
|
|
7 |
Движение ограничено дополнительными конструктивными элементами |
1,03 |
1,13 |
1,18 |
1,24 |
|
|
8 |
В закрытых помещениях объемом |
1 м3 |
1,10 |
1,21 |
1,26 |
1,32 |
|
9 |
2 м3 |
1,06 |
1,17 |
1,22 |
1,27 |
|
|
10 |
более 2 м3 |
1,03 |
1,13 |
1,18 |
1,24 |
|
|
11 |
На высоте |
3 м |
1,07 |
1,18 |
1,23 |
1,28 |
|
12 |
6 м и более |
1,10 |
1,21 |
1,26 |
1,32 |
|
|
13 |
В аппаратах диаметром |
0,8 м |
1,15 |
1,26 |
1,32 |
1,38 |
|
14 |
1,0 м |
1,10 |
1,21 |
1,26 |
1,32 |
|
|
15 |
1,2 м |
1,05 |
1,16 |
1,21 |
1,26 |
|
|
16 |
1,4 м |
1,03 |
1,13 |
1,18 |
1,24 |
|
|
17 |
С помощью |
зеркала |
1,15 |
1,26 |
1,32 |
1,38 |
|
18 |
лестниц |
1,10 |
1,21 |
1,26 |
1,32 |
|
|
19 |
подмостей |
1,05 |
1,16 |
1,21 |
1,26 |
|
|
20 |
лесов |
1,06 |
1,17 |
1,22 |
1,27 |
|
|
21 |
подвесных устройств |
1,08 |
1,19 |
1,24 |
1,30 |
|
|
Индекс |
а |
б |
в |
г |
||
Коэффициент, учитывающий вид сварки, шва и его длину (К3) |
КАРТА 37 |
|||||||
|
№ позиции |
Вид сварки |
Вид шва |
Длина шва, мм |
|||||
|
94 |
236 |
440 |
785 |
Свыше 785 |
||||
|
Значение коэффициента К3 |
||||||||
|
1 |
Без подогрева или охлаждения |
Прямолинейный |
1,20 |
1,15 |
1,10 |
1,05 |
1,00 |
|
|
2 |
Криволинейный, кроме труб |
1,26 |
1,21 |
1,15 |
1,10 |
1,05 |
||
|
3 |
Стыки труб или прутков |
1,00 |
1,00 |
1,00 |
1,00 |
1,00 |
||
|
4 |
Прерывистый |
вразброс |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
|
|
5 |
обратноступенчатый |
1,05 |
1,05 |
1,05 |
1,05 |
1,05 |
||
|
6 |
последовательный |
0,90 |
0,90 |
0,90 |
0,90 |
0,90 |
||
|
7 |
С охлаждением |
Прямолинейный |
1,32 |
1,27 |
1,21 |
1,15 |
1,10 |
|
|
8 |
Криволинейный, кроме труб |
1,39 |
1,33 |
1,26 |
1,21 |
1,15 |
||
|
9 |
Стыки труб или прутков |
1,10 |
1,10 |
1,10 |
1,10 |
1,10 |
||
|
10 |
Прерывистый |
вразброс |
1,21 |
1,21 |
1,21 |
1,21 |
1,21 |
|
|
11 |
обратноступенчатый |
1,16 |
1,16 |
1,16 |
1,16 |
1,16 |
||
|
12 |
последовательный |
0,99 |
0,99 |
0,99 |
0,99 |
0,99 |
||
|
13 |
С подогревом до 200 °С |
Прямолинейный |
1,44 |
1,38 |
1,32 |
1,26 |
1,20 |
|
|
14 |
Криволинейный, кроме труб |
1,51 |
1,45 |
1,38 |
1,32 |
1,26 |
||
|
15 |
Стыки труб или прутков |
1,28 |
1,28 |
1,28 |
1,28 |
1,28 |
||
|
16 |
Прерывистый |
вразброс |
1,38 |
1,38 |
1,38 |
1,38 |
1,38 |
|
|
17 |
обратноступенчатый |
1,31 |
1,31 |
1,31 |
1,31 |
1,31 |
||
|
18 |
последовательный |
1,13 |
1,13 |
1,13 |
1,13 |
1,13 |
||
|
19 |
С подогревом свыше 200 °С |
Прямолинейный |
1,56 |
1,49 |
1,43 |
1,36 |
1,30 |
|
|
20 |
Криволинейный, кроме труб |
1,64 |
1,57 |
1,49 |
1,43 |
1,36 |
||
|
21 |
Стыки труб или прутков |
1,38 |
1,38 |
1,38 |
1,38 |
1,38 |
||
|
22 |
Прерывистый |
вразброс |
1,49 |
1,49 |
1,49 |
1,49 |
1,49 |
|
|
23 |
обратноступенчатый |
1,42 |
1,42 |
1,42 |
1,42 |
1,42 |
||
|
24 |
последовательный |
1,22 |
1,22 |
1,22 |
1,22 |
1,22 |
||
|
Индекс |
а |
б |
в |
г |
д |
|||
Коэффициент, учитывающий положение зачищаемой кромки в пространстве и способ зачистки (К6) |
КАРТА 38 |
|||||||
|
№ позиции |
Способ зачистки |
|
|
|
|
|
|
|
|
Значение коэффициента К6 |
||||||||
|
1 |
Пневматической машиной с наждачным кругом |
1,00 |
1,30 |
1,35 |
1,40 |
1,45 |
1,50 |
1,55 |
|
2 |
Пневматической машиной с дисковым кругом |
- |
1,10 |
1,15 |
1,20 |
1,25 |
1,30 |
1,35 |
|
3 |
Пневматической машиной с проволочной щеткой |
0,70 |
0,90 |
0,95 |
1,00 |
1,05 |
1,10 |
1,15 |
|
4 |
Машиной с ленточным кругом |
0,50 |
- |
- |
- |
- |
- |
- |
|
5 |
Стационарная машина |
- |
0,50 |
0,55 |
0,60 |
0,65 |
0,70 |
0,75 |
|
6 |
Ручным инструментом - щеткой |
0,70 |
0,75 |
0,80 |
0,85 |
0,90 |
0,95 |
1,00 |
|
7 |
Ручным инструментом - напильником |
1,30 |
1,50 |
1,55 |
1,60 |
1,70 |
1,80 |
1,85 |
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|







Примечание. Значение коэффициента следует применять к неполному штучному времени, которое приведено в картах 20 и 21.
Коэффициент, учитывающий время электроприхватку (К7) |
КАРТА 39 |
|||||||||
|
№ позиции |
Толщина металла, мм |
Вид разделки кромок |
|
|||||||
|
без скоса |
со скосом |
|
||||||||
|
Шаг электроприхваток, мм |
|
|||||||||
|
30 |
100 |
200 |
300 |
30 |
100 |
200 |
300 |
|
||
|
Значение коэффициента К7 |
|
|||||||||
|
1 |
1 |
0,230 |
0,135 |
0,090 |
- |
- |
- |
- |
- |
|
|
2 |
2 |
0,217 |
0,110 |
0,075 |
- |
- |
- |
- |
- |
|
|
3 |
4 |
0,080 |
0,075 |
0,050 |
0,040 |
0,101 |
0,090 |
0,060 |
0,048 |
|
|
4 |
8 |
0,090 |
0,050 |
0,040 |
0,030 |
0,075 |
0,060 |
0,048 |
0,036 |
|
|
5 |
12 |
0,075 |
0,040 |
0,030 |
0,020 |
0,062 |
0,048 |
0,036 |
0,024 |
|
|
6 |
16 |
0,061 |
0,030 |
0,020 |
0,015 |
0,051 |
0,036 |
0,024 |
0,018 |
|
|
7 |
20 |
- |
- |
- |
- |
0,034 |
0,024 |
0,012 |
0,006 |
|
|
8 |
40 |
- |
- |
- |
- |
- |
0,012 |
0,005 |
0,004 |
|
|
9 |
60 |
- - |
- |
- |
- |
- |
0,005 |
0,004 |
0,003 |
|
|
10 |
80 |
- |
- |
- |
- |
- |
0,004 |
0,003 |
0,002 |
|
|
11 |
100 и более |
- |
- |
- |
- |
- |
0,003 |
0,002 |
0,001 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|
|
Примечание. Время на электроприхватки следует рассчитывать по формулам (10) и (15).
Коэффициент, учитывающий угол между свариваемыми деталями (К8) |
КАРТА 40 |
|||||||
|
№ позиции |
Тип шва |
Угол между деталями, град. |
||||||
|
свыше 180 |
180 |
менее 180 |
свыше 90 |
90 |
менее 90 |
|||
|
|
|
|
|
|
|
|||
|
Значение коэффициента K8 |
||||||||
|
1 |
Стыковой |
1,3 |
1,0 |
0,9 |
- |
- |
- |
|
|
2 |
Тавровый, угловой |
- |
- |
- |
1,3 |
1,0 |
0,9 |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
||




4.8. Приложения
Расчетное значение силы тока в зависимости от толщины металла и диаметра электродов при сварке изделий |
ПРИЛОЖЕНИЕ 1 |
|||||
|
№ позиции |
Толщина металла, мм |
Диаметр электрода, мм |
||||
|
2 |
3 |
4 |
5 |
6 |
||
|
Значение силы тока, А |
||||||
|
1 |
1 |
58 |
- |
130 |
- |
- |
|
2 |
2 |
63 |
102 |
140 |
- |
- |
|
3 |
4 |
72 |
116 |
160 |
- |
- |
|
4 |
6 |
- |
120 |
165 |
252 |
- |
|
5 |
8 |
- |
||||
|
6 |
10 |
170 |
260 |
290 |
||
|
7 |
11 и более |
|||||
|
Индекс |
а |
б |
в |
г |
д |
|
Примечания: 1. Значение силы тока в приложении приведено для расчета основного времени (То) при сварке в нижнем положении изделий из углеродистых и низколегированных сталей.
На измененные условия работы применять следующие коэффициенты:
2. Значение коэффициента К9 учтено при расчете коэффициента К1 (карта 33).
3. Значение силы тока при расчете основного времени для подварки корня шва под автоматическую или полуавтоматическую сварку принято равным 170 А.
Коэффициент для расчета силы тока а зависимости от типа стали (К9) |
||||||
|
|
Стали |
|||||
|
углеродистые и низколегированные |
высоколегированные |
легированные теплоустойчивые стали |
типа АК, ЮЗ |
|||
|
жаропрочные стали и сплавы |
жаростойкие стали и сплавы |
коррозионно-стойкие стали и сплавы |
||||
|
Значение коэффициента К9 |
||||||
|
|
1,00 |
0,817 |
0,782 |
0,751 |
0,857 |
0,714 |
Площадь поперечного сечения основного шва стыковых соединений |
ПРИЛОЖЕНИЕ 2 |
||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Площадь поперечного сечения шва, мм2 |
|||||||||
|
1 |
С1 |
0 |
- |
5,2 |
9,3 |
11,3 |
16,7 |
- |
- |
|
2 |
С2 |
- |
4,8 |
5,2 |
6,7 |
10,1 |
11,8 |
16,3 |
|
|
3 |
C3 |
- |
6,0 |
10,0 |
15,0 |
21,0 |
- |
- |
|
|
4 |
С4 |
- |
5,4 |
8,0 |
11,0 |
16,2 |
20,1 |
24,0 |
|
|
5 |
С5 |
- |
4,8 |
5,2 |
6,7 |
10,1 |
11,8 |
- |
|
|
6 |
С6 |
- |
4,8 |
5,2 |
6,7 |
10,0 |
- |
- |
|
|
7 |
С7 |
- |
4,0 |
5,0 |
5,8 |
6,5 |
7,4 |
- |
|
|
8 |
С8 |
0 |
- |
- |
- |
11,7 |
17,3 |
30,0 |
44,3 |
|
9 |
1 |
66,2 |
79,6 |
93,0 |
108,3 |
123,7 |
158,6 |
197,3 |
|
|
10 |
2 |
240,0 |
263,3 |
286,5 |
311,6 |
336,7 |
390,7 |
448,3 |
|
|
11 |
3 |
509,6 |
542,1 |
574,5 |
608,8 |
643,0 |
715,0 |
790,5 |
|
|
12 |
4 |
869,5 |
910,7 |
952,0 |
995,0 |
1037,8 |
1127,2 |
1220,0 |
|
|
13 |
5 |
1316,0 |
1365,7 |
1415,4 |
1466,8 |
1518,1 |
1624,2 |
1733,5 |
|
|
14 |
6 |
1846,2 |
- |
- |
- |
- |
- |
- |
|
|
15 |
С9 |
0 |
- |
- |
- |
20,5 |
28,2 |
44,1 |
60,5 |
|
16 |
1 |
96,3 |
114,0 |
131,5 |
151,4 |
171,2 |
215,1 |
263,0 |
|
|
17 |
2 |
315,0 |
343,0 |
370,7 |
400,4 |
430,1 |
493,2 |
559,8 |
|
|
18 |
3 |
629,8 |
666,6 |
703,3 |
741,7 |
780,1 |
860,1 |
943,4 |
|
|
19 |
4 |
1029,8 |
1074,6 |
1119,3 |
1165,7 |
1212,0 |
1307,6 |
1406,3 |
|
|
20 |
5 |
1508,0 |
1560,2 |
1612,5 |
1666,2 |
1720,0 |
1830,2 |
1943,3 |
|
|
21 |
6 |
2059,2 |
- |
- |
- |
- |
- |
- |
|
|
22 |
C10 |
0 |
- |
- |
- |
17,6 |
25,0 |
40,8 |
57,8 |
|
23 |
1 |
93,1 |
110,4 |
127,6 |
147,1 |
166,5 |
209,8 |
257,1 |
|
|
24 |
2 |
308,4 |
336,0 |
363,6 |
393,1 |
422,5 |
485,2 |
551,4 |
|
|
25 |
3 |
621,2 |
658,0 |
694,5 |
732,8 |
771,1 |
851,1 |
934,5 |
|
|
26 |
4 |
1021,0 |
1066,0 |
1110,8 |
1157,3 |
1203,7 |
1299,8 |
1399,0 |
|
|
27 |
5 |
1501,1 |
1553,7 |
1606,3 |
1660,4 |
1714,5 |
1825,6 |
1939,6 |
|
|
28 |
6 |
2056,6 |
- |
- |
- |
- |
- |
- |
|
|
29 |
C11 |
0 |
- |
- |
- |
21,7 |
30,3 |
48,7 |
68,2 |
|
30 |
1 |
105,3 |
124,2 |
143,0 |
164,1 |
185,1 |
231,5 |
282,0 |
|
|
31 |
2 |
336,5 |
365,7 |
394,8 |
425,8 |
456,8 |
522,4 |
591,5 |
|
|
32 |
3 |
664,0 |
702,0 |
740,0 |
779,5 |
819,0 |
901,3 |
986,8 |
|
|
33 |
4 |
1075,4 |
1121,2 |
1167,1 |
1214,4 |
1261,7 |
1359,3 |
1459,8 |
|
|
34 |
5 |
1563,2 |
1616,3 |
1669,4 |
1724,0 |
1778,4 |
1890,2 |
2004,7 |
|
|
35 |
6 |
2121,9 |
- |
- |
- |
- |
- |
- |
|
|
36 |
C12 |
0 |
- |
- |
- |
11,7 |
17,3 |
30,0 |
44,3 |
|
37 |
1 |
66,2 |
79,6 |
93,0 |
108,3 |
128,7 |
158,6 |
193,3 |
|
|
38 |
2 |
240,0 |
263,3 |
286,5 |
311,6 |
336,7 |
390,7 |
448,3 |
|
|
39 |
3 |
509,6 |
542,1 |
574,5 |
608,8 |
643,0 |
715,0 |
790,5 |
|
|
40 |
4 |
869,5 |
910,7 |
952,0 |
995,0 |
1037,8 |
1127,2 |
1220,0 |
|
|
41 |
5 |
1316,0 |
1365,7 |
1415,4 |
1466,8 |
1518,1 |
1624,2 |
1733,5 |
|
|
42 |
6 |
1846,2 |
- |
- |
- |
- |
- |
- |
|
|
43 |
С13 |
1 |
- |
- |
- |
- |
- |
144,8 |
170,0 |
|
44 |
2 |
196,0 |
219,0 |
223,0 |
229,0 |
234,4 |
267,8 |
303,0 |
|
|
45 |
3 |
339,8 |
359,0 |
378,3 |
399,0 |
418,4 |
460,2 |
503,5 |
|
|
46 |
4 |
548,3 |
571,0 |
594,6 |
605,0 |
642,5 |
691,8 |
742,5 |
|
|
47 |
5 |
794,7 |
811,0 |
848,2 |
875,0 |
903,2 |
959,5 |
1017,0 |
|
|
48 |
6 |
1076,1 |
1106,2 |
1136,3 |
1170,1 |
1198,1 |
1261,5 |
1325,0 |
|
|
49 |
7 |
1388,0 |
1420,0 |
1452,0 |
1499,0 |
1546,0 |
1594,4 |
1641,0 |
|
|
50 |
8 |
1736,4 |
1772,0 |
1808,0 |
1844,0 |
1883,1 |
1958,0 |
2034,6 |
|
|
51 |
9 |
2112,0 |
2151,0 |
2190,7 |
2243,0 |
2283,0 |
2351,4 |
2406,0 |
|
|
52 |
10 |
2516,0 |
- |
- |
- |
- |
- |
- |
|
|
53 |
С14 |
1 |
- |
- |
- |
- |
- |
121,3 |
147,5 |
|
54 |
2 |
175,6 |
190,6 |
205,6 |
221,6 |
237,4 |
271,0 |
306,4 |
|
|
55 |
3 |
343,0 |
363,0 |
382,0 |
402,0 |
422,6 |
464,6 |
507,9 |
|
|
56 |
4 |
553,0 |
576,3 |
599,6 |
623,6 |
647,4 |
697,0 |
747,7 |
|
|
57 |
5 |
800,0 |
820,8 |
853,6 |
881,2 |
908,7 |
965,0 |
1023,0 |
|
|
58 |
6 |
1082,0 |
1125,0 |
1154,0 |
1182,0 |
1231,0 |
1267,0 |
1331,0 |
|
|
59 |
7 |
1404,0 |
1434,0 |
1462,0 |
1531,0 |
1562,0 |
1599,0 |
1670,0 |
|
|
60 |
8 |
1741,0 |
1790,0 |
1822,0 |
1855,0 |
1887,0 |
1963,0 |
2038,0 |
|
|
61 |
9 |
2125,0 |
2159,0 |
2194,0 |
2274,0 |
2314,0 |
2354,0 |
2436,0 |
|
|
62 |
10 |
2519,0 |
- |
- |
- |
- |
- |
- |
|
|
63 |
С15 |
0 |
- |
- |
- |
- |
- |
- |
19,1 |
|
64 |
1 |
25,7 |
29,2 |
32,8 |
36,5 |
40,2 |
48,5 |
60,0 |
|
|
65 |
2 |
72,5 |
79,3 |
86,0 |
93,3 |
100,6 |
116,2 |
132,8 |
|
|
66 |
3 |
150,3 |
159,5 |
168,8 |
178,5 |
188,3 |
208,7 |
230,0 |
|
|
67 |
4 |
252,3 |
263,8 |
275,4 |
287,5 |
299,5 |
324,4 |
350,2 |
|
|
68 |
5 |
377,0 |
390,7 |
404,5 |
418,7 |
433,0 |
462,1 |
492,3 |
|
|
69 |
6 |
523,2 |
544,6 |
559,0 |
573,3 |
587,6 |
621,5 |
655,4 |
|
|
70 |
7 |
702,2 |
714,5 |
726,3 |
763,4 |
782,0 |
800,5 |
839,2 |
|
|
71 |
8 |
878,0 |
904,7 |
922,6 |
940,6 |
958,5 |
1001,0 |
1042,0 |
|
|
72 |
9 |
1091,0 |
1109,0 |
1129,0 |
1174,0 |
1196,0 |
1219,0 |
1265,0 |
|
|
73 |
10 |
1311,0 |
- |
- |
- |
- |
- |
- |
|
|
74 |
C16 |
3 |
133,0 |
139,0 |
147,0 |
154,0 |
161,0 |
176,0 |
191,0 |
|
75 |
4 |
207,2 |
215,3 |
223,4 |
231,7 |
240,0 |
257,0 |
274,5 |
|
|
76 |
5 |
292,4 |
301,5 |
310,6 |
320,0 |
329,2 |
348,2 |
362,6 |
|
|
77 |
6 |
387,4 |
401,0 |
414,4 |
421,1 |
428,0 |
449,0 |
470,0 |
|
|
78 |
7 |
498,8 |
506,0 |
513,2 |
535,0 |
546,7 |
558,0 |
580,8 |
|
|
79 |
8 |
603,8 |
619,5 |
635,3 |
643,0 |
651,0 |
675,0 |
699,0 |
|
|
80 |
9 |
732,0 |
741,0 |
749,0 |
774,0 |
787,0 |
800,0 |
826,0 |
|
|
81 |
10 |
852,0 |
872,0 |
890,0 |
910,0 |
929,0 |
938,5 |
967,7 |
|
|
82 |
11 |
987,0 |
1007,0 |
1028,0 |
1048,0 |
1068,0 |
1088,0 |
1109,0 |
|
|
83 |
12 |
1129,0 |
- |
- |
- |
- |
- |
- |
|
|
84 |
С17 |
0 |
- |
- |
- |
11,6 |
17,0 |
29,2 |
42,7 |
|
85 |
1 |
63,0 |
75,7 |
92,3 |
102,9 |
117,5 |
150,4 |
187,0 |
|
|
86 |
2 |
227,2 |
249,1 |
271,0 |
294,7 |
318,3 |
369,0 |
423,3 |
|
|
87 |
3 |
481,0 |
511,3 |
542,0 |
573,0 |
606,0 |
674,0 |
745,0 |
|
|
88 |
4 |
819,0 |
857,0 |
896,0 |
936,0 |
976,0 |
1060,0 |
1147,0 |
|
|
89 |
5 |
1237,0 |
1283,0 |
1330,0 |
1377,0 |
1425,0 |
1524,0 |
1626,0 |
|
|
90 |
6 |
1732,4 |
- |
- |
- |
- |
- |
- |
|
|
91 |
С18 |
0 |
- |
- |
- |
20,3 |
28,0 |
44,0 |
60,7 |
|
92 |
1 |
94,6 |
111,6 |
128,6 |
147,7 |
166,7 |
208,8 |
254,6 |
|
|
93 |
2 |
304,0 |
330,5 |
357,0 |
385,2 |
413,3 |
473,0 |
535,8 |
|
|
94 |
3 |
601,8 |
636,4 |
670,9 |
707,0 |
743,1 |
818,1 |
896,1 |
|
|
95 |
4 |
977,0 |
1018,8 |
1060,6 |
1104,0 |
1147,1 |
1236,2 |
1328,1 |
|
|
96 |
5 |
1422,6 |
1471,2 |
1519,7 |
1570,0 |
1619,5 |
1721,8 |
1826,6 |
|
|
97 |
6 |
1934,0 |
- |
- |
- |
- |
- |
- |
|
|
98 |
С19 |
0 |
- |
- |
- |
- |
- |
66,4 |
88,4 |
|
99 |
1 |
110,5 |
123,4 |
136,2 |
151,0 |
165,8 |
196,5 |
228,3 |
|
|
100 |
2 |
261,1 |
278,0 |
294,8 |
350,0 |
404,2 |
454,3 |
506,2 |
|
|
101 |
3 |
560,0 |
587,6 |
615,2 |
643,7 |
672,1 |
730,6 |
790,6 |
|
|
102 |
4 |
852,1 |
883,6 |
915,0 |
947,2 |
979,3 |
1045,0 |
1112,0 |
|
|
103 |
5 |
1180,3 |
1215,1 |
1250,0 |
1285,3 |
1320,7 |
1392,7 |
1466,0 |
|
|
104 |
6 |
1540,3 |
1591,0 |
1641,8 |
1667,2 |
1692,5 |
1770,8 |
1849,1 |
|
|
105 |
7 |
1956,4 |
1983,2 |
2010,0 |
2092,6 |
2134,0 |
2175,1 |
2259,7 |
|
|
106 |
8 |
2344,3 |
2402,0 |
2460,0 |
2488,7 |
2517,4 |
2606,0 |
2694,3 |
|
|
107 |
9 |
2814,8 |
2845,0 |
2875,0 |
2967,2 |
3013,3 |
3059,3 |
3153,3 |
|
|
108 |
10 |
3247,2 |
- |
- |
- |
- |
- |
- |
|
|
109 |
С20 |
0 |
- |
- |
- |
19,7 |
27,7 |
45,0 |
63,3 |
|
110 |
1 |
97,7 |
115,1 |
132,5 |
152,1 |
171,6 |
194,6 |
261,3 |
|
|
111 |
2 |
311,8 |
338,8 |
365,7 |
394,4 |
423,1 |
483,7 |
547,6 |
|
|
112 |
3 |
614,7 |
650,0 |
684,8 |
721,4 |
758,0 |
834,1 |
913,1 |
|
|
113 |
4 |
995,0 |
1037,3 |
1079,6 |
1123,4 |
1167,1 |
1257,2 |
1350,1 |
|
|
114 |
5 |
1445,5 |
1494,6 |
1543,6 |
1595,5 |
1644,3 |
1747,5 |
1853,3 |
|
|
115 |
6 |
1961,5 |
- |
- |
- |
- |
- |
- |
|
|
116 |
С21 |
0 |
- |
- |
- |
11,6 |
17,0 |
29,2 |
42,7 |
|
117 |
1 |
63,0 |
75,7 |
92,3 |
103,0 |
117,5 |
150,4 |
187,0 |
|
|
118 |
2 |
227,2 |
249,1 |
271,0 |
294,7 |
318,3 |
369,0 |
423,3 |
|
|
119 |
3 |
481,0 |
511,3 |
542,0 |
573,0 |
606,0 |
674,0 |
745,0 |
|
|
120 |
4 |
819,0 |
857,0 |
896,0 |
936,0 |
976,0 |
1060,0 |
1147,0 |
|
|
121 |
5 |
1237,0 |
1283,0 |
1330,0 |
1377,0 |
1425,0 |
1524,0 |
1626,0 |
|
|
122 |
6 |
1732,4 |
- |
- |
- |
- |
- |
- |
|
|
123 |
С23 |
1 |
- |
- |
- |
- |
- |
242,0 |
286,0 |
|
124 |
2 |
333,0 |
357,0 |
381,0 |
407,0 |
432,0 |
485,0 |
539,0 |
|
|
125 |
3 |
595,0 |
624,0 |
652,0 |
681,0 |
711,0 |
772,0 |
834,0 |
|
|
126 |
4 |
898,0 |
930,0 |
963,0 |
996,0 |
1029,0 |
1096,0 |
1165,0 |
|
|
127 |
5 |
1235,0 |
1271,0 |
1307,0 |
1342,0 |
1343,0 |
1453,0 |
1527,0 |
|
|
128 |
6 |
1603,0 |
1650,0 |
1704,0 |
1731,0 |
1758,0 |
1838,0 |
1917,0 |
|
|
129 |
7 |
2026,0 |
2054,0 |
2081,0 |
2165,0 |
2207,0 |
2248,0 |
2334,0 |
|
|
130 |
8 |
2420,0 |
2478,0 |
2536,0 |
2566,0 |
2595,0 |
2684,0 |
2773,0 |
|
|
131 |
9 |
2895,0 |
2925,0 |
2956,0 |
3048,0 |
3095,0 |
3141,0 |
3236,0 |
|
|
132 |
10 |
3331,0 |
- |
- |
- |
- |
- |
- |
|
|
133 |
С24 |
1 |
- |
- |
- |
- |
- |
129,0 |
157,0 |
|
134 |
2 |
186,0 |
202,0 |
217,0 |
234,0 |
251,0 |
286,0 |
323,0 |
|
|
135 |
3 |
362,0 |
383,0 |
403,0 |
423,0 |
446,0 |
490,0 |
535,0 |
|
|
136 |
4 |
583,0 |
607,0 |
632,0 |
657,0 |
682,0 |
734,0 |
787,0 |
|
|
137 |
5 |
842,0 |
870,0 |
898,0 |
927,0 |
956,0 |
1015,0 |
1075,0 |
|
|
138 |
6 |
1137,0 |
1175,0 |
1220,0 |
1242,0 |
1265,0 |
1331,0 |
1398,0 |
|
|
139 |
7 |
1490,0 |
1513,0 |
1536,0 |
1607,0 |
1643,0 |
1679,0 |
1753,0 |
|
|
140 |
8 |
1827,0 |
1878,0 |
1929,0 |
1954,0 |
1980,0 |
2058,0 |
2137,0 |
|
|
141 |
9 |
2246,0 |
2273,0 |
2300,0 |
2383,0 |
2425,0 |
2467,0 |
2553,0 |
|
|
142 |
10 |
2638,0 |
- |
- |
- |
- |
- |
- |
|
|
143 |
С25 |
0 |
- |
- |
- |
- |
- |
- |
19,2 |
|
144 |
1 |
24,4 |
28,2 |
32,1 |
35,7 |
39,2 |
51,6 |
61,7 |
|
|
145 |
2 |
72,4 |
75,5 |
78,6 |
85,4 |
92,2 |
106,7 |
122,2 |
|
|
146 |
3 |
138,7 |
147,4 |
156,1 |
165,3 |
174,5 |
193,7 |
214,0 |
|
|
147 |
4 |
235,0 |
246,0 |
257,0 |
268,0 |
280,0 |
303,6 |
323,0 |
|
|
148 |
5 |
354,0 |
367,0 |
380,0 |
393,0 |
407,0 |
436,0 |
464,0 |
|
|
149 |
6 |
494,0 |
514,0 |
536,0 |
546,0 |
556,0 |
589,0 |
621,0 |
|
|
150 |
7 |
662,0 |
673,0 |
690,0 |
726,0 |
744,0 |
761,0 |
799,0 |
|
|
151 |
8 |
837,0 |
863,0 |
889,0 |
902,0 |
915,0 |
956,0 |
991,0 |
|
|
152 |
9 |
1052,0 |
1066,0 |
1080,0 |
1125,0 |
1146,0 |
1168,0 |
1214,0 |
|
|
153 |
10 |
1259,4 |
1299,4 |
1339,4 |
1379,5 |
1419,5 |
1459,6 |
1479,6 |
|
|
154 |
11 |
1499,6 |
1542,8 |
1586,0 |
1629,2 |
1672,4 |
1715,6 |
1737,2 |
|
|
155 |
12 |
1758,8 |
- |
- |
- |
- |
- |
- |
|
|
156 |
С26 |
3 |
236,0 |
247,0 |
258,0 |
269,0 |
281,0 |
304,0 |
328,0 |
|
157 |
4 |
352,0 |
365,0 |
377,0 |
389,0 |
402,0 |
423,0 |
454,0 |
|
|
158 |
5 |
481,0 |
495,0 |
508,0 |
521,0 |
536,0 |
563,0 |
592,0 |
|
|
159 |
6 |
620,0 |
639,0 |
659,0 |
669,0 |
677,0 |
709,0 |
738,0 |
|
|
160 |
7 |
779,0 |
789,0 |
799,0 |
831,0 |
847,0 |
863,0 |
894,0 |
|
|
161 |
8 |
926,0 |
948,0 |
970,0 |
981,0 |
991,0 |
1025,0 |
1028,0 |
|
|
162 |
9 |
1103,0 |
1114,0 |
1126,0 |
1160,0 |
1177,0 |
1194,0 |
1229,0 |
|
|
163 |
10 |
1264,0 |
1290,0 |
1316,0 |
1341,0 |
1367,0 |
1392,0 |
1418,0 |
|
|
164 |
11 |
1444,0 |
1471,0 |
1497,0 |
1524,0 |
1550,0 |
1577,0 |
1603,0 |
|
|
165 |
12 |
1630,0 |
1657,0 |
1685,0 |
1712,0 |
1740,0 |
1767,0 |
1795,0 |
|
|
166 |
13 |
1822,0 |
1851,0 |
1879,0 |
1907,0 |
1936,0 |
1964,0 |
1992,0 |
|
|
167 |
14 |
2021,0 |
2050,0 |
2079,0 |
2108,0 |
2137,0 |
2166,0 |
2196,0 |
|
|
168 |
15 |
2225,0 |
2250,0 |
2284,0 |
2314,0 |
2345,0 |
2374,0 |
2404,0 |
|
|
169 |
16 |
2434,0 |
2465,0 |
2496,0 |
2526,0 |
2557,0 |
2588,0 |
2619,0 |
|
|
170 |
17 |
2649,0 |
2677,0 |
2703,0 |
2731,0 |
2745,0 |
2758,0 |
- |
|
|
171 |
С27 |
3 |
113,0 |
121,0 |
128,0 |
136,0 |
145,0 |
163,0 |
180,0 |
|
172 |
4 |
199,0 |
209,0 |
219,0 |
229,0 |
239,0 |
261,0 |
284,0 |
|
|
173 |
5 |
308,0 |
320,0 |
332,0 |
345,0 |
358,0 |
384,0 |
411,0 |
|
|
174 |
6 |
439,0 |
459,0 |
479,0 |
492,0 |
498,0 |
529,0 |
561,0 |
|
|
175 |
7 |
605,0 |
616,6 |
628,0 |
662,0 |
680,0 |
697,0 |
734,0 |
|
|
176 |
8 |
771,0 |
796,0 |
822,0 |
835,0 |
848,0 |
888,0 |
928,0 |
|
|
177 |
9 |
984,0 |
998,0 |
1013,0 |
1056,0 |
1078,0 |
1100,0 |
1146,0 |
|
|
178 |
10 |
1191,0 |
1227,0 |
1261,0 |
1291,0 |
1332,0 |
1366,0 |
1401,0 |
|
|
179 |
11 |
1436,0 |
1474,0 |
1511,0 |
1549,0 |
1588,0 |
1626,0 |
1663,0 |
|
|
180 |
12 |
1701,0 |
1743,0 |
1788,0 |
1825,0 |
1866,0 |
1907,0 |
1948,0 |
|
|
181 |
13 |
1989,0 |
2034,0 |
2073,0 |
2122,0 |
2167,0 |
2211,0 |
2256,0 |
|
|
182 |
14 |
2299,0 |
2347,0 |
2399,0 |
2441,0 |
2489,0 |
2511,0 |
2584,0 |
|
|
183 |
15 |
2631,0 |
2681,0 |
2732,0 |
2782,0 |
2833,0 |
2883,0 |
2934,0 |
|
|
184 |
16 |
2984,0 |
3038,0 |
3092,0 |
3146,0 |
3194,0 |
3299,0 |
3305,0 |
|
|
185 |
17 |
3359,0 |
3408,0 |
3457,0 |
3506,0 |
3531,0 |
3555,0 |
- |
|
|
186 |
С28 |
0 |
- |
4,0 |
10,5 |
15,2 |
25,5 |
52,8 |
88,4 |
|
187 |
1 |
131,8 |
157,3 |
182,8 |
- |
- |
- |
- |
|
|
188 |
С39 |
1 |
- |
- |
54,2 |
58,0 |
68,3 |
83,4 |
99,5 |
|
189 |
2 |
116,0 |
126,1 |
138,0 |
149,8 |
162,0 |
187,5 |
215,0 |
|
|
190 |
3 |
244,0 |
260,1 |
274,5 |
290,1 |
306,8 |
340,8 |
376,3 |
|
|
191 |
4 |
413,5 |
433,6 |
452,6 |
472,0 |
492,5 |
534,3 |
577,7 |
|
|
192 |
5 |
622,5 |
645,8 |
669,0 |
693,0 |
717,1 |
766,6 |
817,6 |
|
|
193 |
6 |
870,6 |
897,6 |
924,5 |
951,4 |
979,5 |
1006,0 |
1094,0 |
|
|
194 |
7 |
1154,0 |
1185,0 |
1215,0 |
1257,0 |
1299,0 |
1342,0 |
1385,0 |
|
|
195 |
8 |
1475,0 |
1509,0 |
1543,0 |
1577,0 |
1613,0 |
1685,0 |
1757,0 |
|
|
196 |
9 |
1827,0 |
1864,0 |
1906,0 |
1957,0 |
2014,0 |
2061,0 |
2113,0 |
|
|
197 |
10 |
2221,0 |
2274,0 |
2320,0 |
2376,0 |
2433,0 |
2486,0 |
2539,0 |
|
|
198 |
11 |
2646,0 |
2703,0 |
2760,0 |
2817,0 |
2874,0 |
2931,0 |
2989,0 |
|
|
199 |
12 |
3104,0 |
- |
- |
- |
- |
- |
- |
|
|
200 |
С40 |
1 |
- |
- |
122,4 |
132,4 |
144,8 |
172,2 |
200,7 |
|
201 |
2 |
230,1 |
240,4 |
260,4 |
275,3 |
291,5 |
323,4 |
356,0 |
|
|
202 |
3 |
389,0 |
400,0 |
423,0 |
440,0 |
458,0 |
493,0 |
529,0 |
|
|
203 |
4 |
565,0 |
582,0 |
602,0 |
621,0 |
640,0 |
670,0 |
717,0 |
|
|
204 |
5 |
756,0 |
775,0 |
795,0 |
815,0 |
835,0 |
876,0 |
916,0 |
|
|
205 |
6 |
958,0 |
979,0 |
999,0 |
1020,0 |
1041,0 |
1080,0 |
1126,0 |
|
|
206 |
7 |
1170,0 |
1191,0 |
1213,0 |
1242,0 |
1271,0 |
1301,0 |
1331,0 |
|
|
207 |
8 |
1391,0 |
1414,0 |
1436,0 |
1459,0 |
1482,0 |
1528,0 |
1574,0 |
|
|
208 |
9 |
1621,0 |
1644,0 |
1668,0 |
1699,0 |
1731,0 |
1762,0 |
1794,0 |
|
|
209 |
10 |
1859,0 |
1889,0 |
1920,0 |
1950,0 |
1981,0 |
2011,0 |
2042,0 |
|
|
210 |
11 |
2103,0 |
2134,0 |
2169,0 |
2197,0 |
2228,0 |
2260,0 |
2291,0 |
|
|
211 |
12 |
2354,0 |
- |
- |
- |
- |
- |
- |
|
|
212 |
С42 |
0 |
- |
- |
- |
- |
- |
24,8 |
30,7 |
|
213 |
1 |
36,1 |
38,3 |
41,3 |
- |
- |
- |
- |
|
|
214 |
С43 |
1 |
- |
- |
51,0 |
55,0 |
59,0 |
76,0 |
95,0 |
|
215 |
2 |
115,0 |
126,0 |
137,0 |
149,0 |
161,0 |
187,0 |
214,0 |
|
|
216 |
3 |
243,0 |
260,0 |
274,0 |
292,0 |
306,0 |
341,0 |
377,0 |
|
|
217 |
4 |
414,0 |
430,0 |
453,0 |
470,0 |
493,0 |
536,0 |
580,0 |
|
|
218 |
5 |
626,0 |
649,0 |
672,0 |
693,0 |
721,0 |
772,0 |
823,0 |
|
|
219 |
6 |
877,0 |
905,0 |
932,0 |
960,0 |
988,0 |
1046,0 |
1105,0 |
|
|
220 |
7 |
1166,0 |
1197,0 |
1228,0 |
1271,0 |
1314,0 |
1357,0 |
1402,0 |
|
|
221 |
8 |
1492,0 |
1527,0 |
1562,0 |
1597,0 |
1633,0 |
1706,0 |
1780,0 |
|
|
222 |
9 |
1856,0 |
1894,0 |
1932,0 |
1985,0 |
2038,0 |
2091,0 |
2145,0 |
|
|
223 |
10 |
2255,0 |
- |
- |
- |
- |
- |
- |
|
|
224 |
С45 |
0 |
- |
- |
- |
- |
- |
- |
27,0 |
|
225 |
1 |
41,0 |
49,0 |
58,0 |
67,0 |
77,0 |
99,0 |
104,0 |
|
|
226 |
2 |
128,0 |
140,0 |
153,0 |
167,0 |
181,0 |
211,0 |
243,0 |
|
|
227 |
3 |
277,0 |
295,0 |
314,0 |
334,0 |
353,0 |
394,0 |
437,0 |
|
|
228 |
4 |
482,0 |
- |
- |
|
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
Площадь поперечного сечения подварочного шва стыковых соединений |
ПРИЛОЖЕНИЕ 3 |
|||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
||||
|
3 - 8 |
9 - 14 |
15 - 32 |
33 - 60 |
61 - 100 |
||
|
Площадь поперечного сечения шва, мм2 |
||||||
|
1 |
С12 |
6,0 |
7,5 |
9,4 |
11,4 |
- |
|
2 |
С13 |
18,6 |
||||
|
3 |
С14 |
- |
- |
|||
|
4 |
С21 |
6,0 |
7,5 |
- |
||
|
5 |
С23 |
- |
- |
18,6 |
||
|
6 |
С24 |
- |
- |
|||
|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||
|
число десятков |
единицы |
||||||
|
0 |
2 |
4 |
6 |
8 |
|||
|
Площадь поперечного сечения шва, мм2 |
|||||||
|
7 |
С39 |
1 |
- |
16,9 |
19,7 |
25,8 |
31,8 |
|
8 |
2 |
35,5 |
38,5 |
44,8 |
51,7 |
58,9 |
|
|
9 |
3 |
66,5 |
74,5 |
82,9 |
91,7 |
100,9 |
|
|
10 |
4 |
110,5 |
120,4 |
130,7 |
141,4 |
152,4 |
|
|
11 |
5 |
163,8 |
175,6 |
187,6 |
200,1 |
212,9 |
|
|
12 |
6 |
226,0 |
243,2 |
252,0 |
270,0 |
282,0 |
|
|
13 |
7 |
297,0 |
312,0 |
327,0 |
343,0 |
350,2 |
|
|
14 |
8 |
375,4 |
387,0 |
409,1 |
427,0 |
444,1 |
|
|
15 |
9 |
462,1 |
480,4 |
493,0 |
517,8 |
535,8 |
|
|
16 |
10 |
556,5 |
576,3 |
596,8 |
616,0 |
636,8 |
|
|
17 |
11 |
658,0 |
673,2 |
698,7 |
724,0 |
760,0 |
|
|
18 |
С40 |
I |
|
17,5 |
20,9 |
27,3 |
34,5 |
|
19 |
2 |
42,5 |
51,4 |
61,1 |
71,7 |
83,1 |
|
|
20 |
3 |
95,3 |
108,4 |
122,3 |
137,0 |
152,6 |
|
|
21 |
4 |
169,0 |
186,2 |
204,2 |
223,1 |
242,8 |
|
|
22 |
5 |
263,4 |
284,7 |
306,9 |
330,0 |
353,8 |
|
|
23 |
6 |
378,5 |
403,3 |
430,4 |
451,8 |
485,5 |
|
|
24 |
7 |
515,8 |
544,0 |
574,8 |
605,8 |
642,8 |
|
|
25 |
8 |
670,8 |
704,8 |
739,2 |
774,2 |
810,9 |
|
|
26 |
9 |
845,8 |
885,8 |
925,6 |
964,1 |
1005,6 |
|
|
27 |
10 |
1045,6 |
1089,4 |
1133,6 |
1177,8 |
1221,6 |
|
|
28 |
11 |
1263,9 |
1321,3 |
1379,4 |
1437,5 |
1295,1 |
|
|
29 |
С42 |
0 |
- |
- |
- |
43,8 |
43,8 |
|
30 |
1 |
68,4 |
85,2 |
- |
- |
- |
|
|
31 |
С43 |
1 |
- |
24,6 |
30,2 |
36,0 |
43,1 |
|
32 |
2 |
47,8 |
54,4 |
61,0 |
67,6 |
69,5 |
|
|
33 |
3 |
78,3 |
87,6 |
97,4 |
107,5 |
118,1 |
|
|
34 |
4 |
129,1 |
140,5 |
152,4 |
164,6 |
177,2 |
|
|
35 |
5 |
190,3 |
203,7 |
217,3 |
231,7 |
246,2 |
|
|
36 |
6 |
261,2 |
272,4 |
292,2 |
307,3 |
324,6 |
|
|
37 |
7 |
341,7 |
358,5 |
376,8 |
393,8 |
411,6 |
|
|
38 |
8 |
430,5 |
449,6 |
468,6 |
486,6 |
508,1 |
|
|
39 |
9 |
528,2 |
548,8 |
569,8 |
591,7 |
611,4 |
|
|
40 |
10 |
634,4 |
- |
- |
- |
- |
|
|
41 |
С45 |
0 |
- |
- |
- |
- |
76,8 |
|
42 |
1 |
77,6 |
78,2 |
80,3 |
83,6 |
105,4 |
|
|
43 |
2 |
134,0 |
134,0 |
134,0 |
134,0 |
134,0 |
|
|
44 |
3 |
198,6 |
198,6 |
198,6 |
198,6 |
198,6 |
|
|
Индекс |
а |
б |
в |
г |
д |
||
Площадь поперечного сечения шва угловых соединений |
ПРИЛОЖЕНИЕ 4 |
||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Площадь поперечного сечения шва, мм2 |
|||||||||
|
1 |
У1 |
0 |
- |
5,3 |
9,2 |
12,7 |
16,0 |
- |
- |
|
2 |
У2 |
0 |
- |
4,9 |
7,9 |
17,5 |
21,6 |
29,3 |
66,5 |
|
3 |
1 |
104,0 |
113,0 |
122,1 |
- |
- |
- |
- |
|
|
4 |
У4 |
0 |
- |
3,0 |
4,2 |
7,8 |
12,1 |
30,3 |
50,9 |
|
5 |
1 |
76,0 |
90,8 |
105,5 |
122,4 |
139,3 |
177,1 |
218,9 |
|
|
6 |
2 |
264,6 |
289,4 |
314,1 |
341,0 |
367,8 |
424,3 |
485,2 |
|
|
7 |
3 |
549,4 |
- |
- |
- |
- |
- |
- |
|
|
8 |
У5 |
0 |
- |
3,0 |
4,2 |
7,8 |
12,1 |
30,3 |
50,9 |
|
9 |
1 |
76,0 |
90,8 |
105,5 |
122,4 |
139,3 |
177,1 |
218,9 |
|
|
10 |
2 |
264,6 |
289,4 |
314,1 |
341,0 |
367,8 |
424,3 |
485,2 |
|
|
11 |
3 |
549,4 |
- |
- |
- |
- |
- |
- |
|
|
12 |
У6 |
0 |
- |
- |
- |
12,4 |
16,9 |
29,9 |
47,0 |
|
13 |
1 |
66,9 |
79,0 |
91,0 |
106,3 |
121,5 |
156,1 |
194,7 |
|
|
14 |
2 |
237,2 |
260,4 |
283,6 |
308,7 |
333,8 |
387,8 |
445,6 |
|
|
15 |
3 |
507,1 |
539,7 |
572,3 |
606,8 |
641,2 |
713,7 |
789,8 |
|
|
16 |
4 |
869,5 |
911,1 |
952,7 |
996,1 |
1039,5 |
1129,8 |
1223,6 |
|
|
17 |
5 |
1321,0 |
1371,3 |
1421,6 |
1473,7 |
1525,8 |
1633,5 |
1744,5 |
|
|
18 |
6 |
1859,0 |
- |
- |
- |
- |
- |
- |
|
|
19 |
У7 |
0 |
- |
- |
- |
12,4 |
16,9 |
29,9 |
47,0 |
|
20 |
1 |
66,9 |
79,0 |
91,0 |
106,3 |
121,5 |
156,1 |
194,7 |
|
|
21 |
2 |
237,2 |
260,4 |
283,6 |
308,7 |
333,8 |
387,8 |
445,6 |
|
|
22 |
3 |
507,1 |
539,7 |
572,3 |
606,8 |
641,2 |
713,7 |
789,8 |
|
|
23 |
4 |
869,5 |
911,1 |
952,7 |
996,1 |
1039,5 |
1129,8 |
1223,6 |
|
|
24 |
5 |
1321,0 |
1371,3 |
1421,6 |
1473,7 |
1525,8 |
1633,5 |
1744,5 |
|
|
25 |
б |
1859,0 |
- |
- |
- |
- |
- |
- |
|
|
26 |
У8 |
0 |
- |
- |
- |
- |
- |
- |
19,6 |
|
27 |
1 |
25,0 |
27,4 |
29,8 |
34,5 |
39,2 |
49,8 |
61,4 |
|
|
28 |
2 |
74,0 |
81,0 |
88,0 |
95,2 |
102,4 |
118,0 |
134,6 |
|
|
29 |
3 |
152,2 |
161,5 |
170,7 |
180,5 |
190,2 |
210,5 |
231,8 |
|
|
30 |
4 |
254,0 |
265,5 |
277,0 |
289,0 |
300,8 |
325,6 |
351,2 |
|
|
31 |
5 |
377,6 |
391,3 |
405,0 |
419,0 |
433,0 |
462,0 |
491,6 |
|
|
32 |
6 |
522,2 |
543,4 |
564,6 |
575,2 |
585,7 |
619,0 |
652,3 |
|
|
33 |
7 |
687,2 |
704,7 |
722,1 |
758,6 |
776,8 |
795,0 |
833,0 |
|
|
34 |
8 |
871,0 |
897,3 |
923,6 |
936,7 |
949,8 |
990,8 |
1031,7 |
|
|
35 |
9 |
1074,2 |
1095,4 |
1116,6 |
1160,5 |
1182,5 |
1204,4 |
1249,8 |
|
|
36 |
10 |
1295,1 |
- |
- |
- |
- |
- |
- |
|
|
37 |
У9 |
0 |
- |
- |
- |
12,3 |
16,6 |
29,0 |
45,4 |
|
38 |
1 |
64,1 |
75,1 |
86,0 |
100,4 |
114,7 |
147,2 |
183,5 |
|
|
39 |
2 |
223,5 |
245,3 |
267,1 |
290,7 |
314,3 |
365,1 |
419,4 |
|
|
40 |
3 |
477,1 |
507,1 |
538,3 |
570,7 |
603,0 |
671,0 |
742,4 |
|
|
41 |
4 |
817,1 |
856,2 |
895,2 |
936,0 |
976,5 |
1061,2 |
1149,1 |
|
|
42 |
5 |
1240,3 |
1287,5 |
1334,6 |
1383,4 |
1432,2 |
1533,0 |
1637,0 |
|
|
43 |
6 |
1744,2 |
- |
- |
- |
- |
- |
- |
|
|
44 |
У10 |
0 |
- |
- |
- |
12,3 |
16,6 |
29,0 |
45,4 |
|
45 |
1 |
64,1 |
75,1 |
86,0 |
100,4 |
114,7 |
147,2 |
183,5 |
|
|
46 |
2 |
223,5 |
245,3 |
267,1 |
290,7 |
314,3 |
365,1 |
419,4 |
|
|
47 |
3 |
477,1 |
507,1 |
538,3 |
570,7 |
603,0 |
671,0 |
742,4 |
|
|
48 |
4 |
817,1 |
856,2 |
895,2 |
936,0 |
976,5 |
1061,2 |
1149,1 |
|
|
49 |
5 |
1240,3 |
1287,5 |
1334,6 |
1383,4 |
1432,2 |
1533,0 |
1637,0 |
|
|
50 |
6 |
1744,2 |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
Площадь поперечного сечения подварочного шва угловых соединений |
ПРИЛОЖЕНИЕ 5 |
|||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
||||||||
|
число десятков |
единицы |
|||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
||||
|
Площадь поперечного сечения шва, мм2 |
||||||||||
|
1 |
У8 |
0 |
- |
- |
- |
- |
- |
- |
29,8 |
|
|
2 |
1 |
40,0 |
47,9 |
55,7 |
63,8 |
71,8 |
89,5 |
108,8 |
||
|
3 |
2 |
129,5 |
140,1 |
150,7 |
164,2 |
177,7 |
206,7 |
237,7 |
||
|
4 |
3 |
270,8 |
288,4 |
306,0 |
324,6 |
343,1 |
382,2 |
423,3 |
||
|
5 |
4 |
466,4 |
489,0 |
511,4 |
535,0 |
558,4 |
607,3 |
658,1 |
||
|
6 |
5 |
711,0 |
738,3 |
765,5 |
793,8 |
822,1 |
880,6 |
941,0 |
||
|
7 |
6 |
1003,2 |
1046,5 |
1090,0 |
1111,6 |
1133,2 |
1202,0 |
1270,7 |
||
|
8 |
7 |
1343,2 |
1379,4 |
1415,6 |
1491,8 |
1530,0 |
1568,0 |
1647,7 |
||
|
9 |
8 |
1727,4 |
1783,0 |
1838,6 |
1866,4 |
1894,2 |
1981,2 |
2068,2 |
||
|
10 |
9 |
2158,8 |
2204,1 |
2249,3 |
2343,5 |
2390,6 |
2437,6 |
2535,3 |
||
|
11 |
10 |
2633,0 |
- |
- |
- |
- |
- |
- |
||
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
|||
Площадь поперечного сечения шва тавровых соединений |
ПРИЛОЖЕНИЕ 6 |
||||||||
|
№ позиции |
Тип шва |
Толщина металла, мм |
|||||||
|
число десятков |
единицы |
||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
|||
|
Площадь поперечного сечения шва, мм2 |
|||||||||
|
1 |
Т2 |
1 |
- |
- |
- |
- |
- |
238,2 |
271,9 |
|
2 |
2 |
306,0 |
325,0 |
343,9 |
364,3 |
384,7 |
426,5 |
469,2 |
|
|
3 |
3 |
512,8 |
525,5 |
538,1 |
567,7 |
597,3 |
659,0 |
723,2 |
|
|
4 |
4 |
789,9 |
824,5 |
859,1 |
895,0 |
930,7 |
1004,6 |
1080,9 |
|
|
5 |
5 |
1159,5 |
1200,0 |
1240,5 |
1282,1 |
1323,7 |
1409,1 |
1496,8 |
|
|
6 |
6 |
1586,7 |
1648,8 |
1711,0 |
1742,0 |
1772,9 |
1870,4 |
1967,8 |
|
|
7 |
7 |
2103,4 |
2137,3 |
2171,1 |
2277,0 |
2330,0 |
2382,7 |
2492,6 |
|
|
8 |
8 |
2602,5 |
2678,4 |
2754,4 |
2792,4 |
2830,3 |
2948,2 |
3066,1 |
|
|
9 |
9 |
3228,5 |
3269,1 |
3309,7 |
3435,4 |
3498,2 |
3561,0 |
3690,5 |
|
|
10 |
Т5 |
3 |
438,0 |
462,0 |
486,0 |
511,0 |
536,0 |
587,6 |
641,2 |
|
11 |
4 |
696,4 |
725,0 |
753,4 |
782,7 |
812,0 |
872,2 |
934,3 |
|
|
12 |
5 |
997,6 |
1030,2 |
1062,8 |
1096,1 |
1129,4 |
1197,4 |
1267,2 |
|
|
13 |
6 |
1338,2 |
1387,1 |
1436,1 |
1460,6 |
1485,0 |
1561,1 |
1637,2 |
|
|
14 |
7 |
1742,6 |
1769,0 |
1795,2 |
1877,0 |
1917,8 |
1958,6 |
2043,0 |
|
|
15 |
8 |
2127,4 |
2185,3 |
2243,3 |
2272,3 |
2301,2 |
2390,8 |
2480,4 |
|
|
16 |
9 |
2603,2 |
2634,0 |
2664,6 |
2759,1 |
2806,4 |
2853,6 |
2950,6 |
|
|
17 |
10 |
3047,6 |
3120,0 |
3192,2 |
3264,4 |
3334,7 |
3407,6 |
3480,8 |
|
|
18 |
11 |
3553,4 |
3629,8 |
3706,2 |
3782,6 |
3859,0 |
3935,4 |
4011,8 |
|
|
19 |
12 |
4088,2 |
- |
- |
- |
- |
- |
- |
|
|
20 |
Т6 |
0 |
- |
- |
- |
11,6 |
17,6 |
34,6 |
59,8 |
|
21 |
1 |
91,3 |
110,2 |
129,1 |
151,0 |
172,9 |
222,7 |
278,5 |
|
|
22 |
2 |
340,0 |
373,7 |
407,4 |
444,0 |
480,5 |
559,2 |
643,6 |
|
|
23 |
3 |
733,5 |
781,3 |
829,0 |
879,5 |
930,0 |
1036,5 |
1148,4 |
|
|
24 |
4 |
1265,7 |
1327,0 |
1388,3 |
1452,4 |
1516,4 |
1649,7 |
1788,4 |
|
|
25 |
5 |
1932,3 |
2007,0 |
2081,4 |
2158,6 |
2235,8 |
2395,5 |
2560,3 |
|
|
26 |
6 |
2730,2 |
- |
- |
- |
- |
- |
- |
|
|
27 |
Т7 |
0 |
- |
- |
- |
19,4 |
29,7 |
65,5 |
111,6 |
|
28 |
1 |
168,7 |
202,6 |
236,5 |
275,6 |
314,7 |
402,9 |
501,3 |
|
|
29 |
2 |
609,2 |
643,0 |
676,6 |
713,2 |
749,7 |
828,4 |
912,8 |
|
|
30 |
3 |
1002,7 |
1050,5 |
1098,2 |
1148,7 |
1199,2 |
1305,7 |
1417,6 |
|
|
31 |
4 |
1535,0 |
1596,3 |
1657,5 |
1721,6 |
1785,6 |
1919,0 |
2057,6 |
|
|
32 |
5 |
2201,5 |
2276,1 |
2350,6 |
2427,8 |
2505,0 |
2664,7 |
2829,5 |
|
|
33 |
6 |
2999,4 |
- |
- |
- |
- |
- |
- |
|
|
34 |
Т8 |
0 |
- |
- |
- |
- |
- |
- |
59,6 |
|
35 |
1 |
80,0 |
95,7 |
111,4 |
127,5 |
143,6 |
179,0 |
217,6 |
|
|
36 |
2 |
259,0 |
280,2 |
301,4 |
328,4 |
355,4 |
413,4 |
475,4 |
|
|
37 |
3 |
541,6 |
576,7 |
611,8 |
649,0 |
686,2 |
764,4 |
846,6 |
|
|
38 |
4 |
932,8 |
977,8 |
1022,8 |
1069,8 |
1116,8 |
1214,6 |
1316,2 |
|
|
39 |
5 |
1421,8 |
1476,4 |
1531,0 |
1587,6 |
1644,2 |
1761,2 |
1881,8 |
|
|
40 |
6 |
2006,4 |
2093,1 |
2179,8 |
2223,1 |
2266,4 |
2404,0 |
2541,4 |
|
|
41 |
7 |
2734,6 |
2783,0 |
2831,2 |
2983,5 |
3059,7 |
3135,8 |
3295,3 |
|
|
42 |
8 |
3454,8 |
3566,0 |
3677,2 |
3732,8 |
3788,4 |
3962,4 |
4136,4 |
|
|
43 |
9 |
4378,0 |
4438,3 |
4498,6 |
4687,0 |
4781,1 |
4875,2 |
5070,6 |
|
|
44 |
10 |
5266,0 |
- |
- |
- |
- |
- |
- |
|
|
45 |
Т9 |
1 |
- |
- |
73,0 |
84,4 |
95,8 |
121,4 |
149,4 |
|
46 |
2 |
179,8 |
196,2 |
212,6 |
230,2 |
247,8 |
285,4 |
325,2 |
|
|
47 |
3 |
367,2 |
389,3 |
411,4 |
434,6 |
457,8 |
506,2 |
556,8 |
|
|
48 |
4 |
609,4 |
636,8 |
664,2 |
692,5 |
720,8 |
779,6 |
840,2 |
|
|
49 |
5 |
902,8 |
935,1 |
967,4 |
1000,7 |
1034,0 |
1102,4 |
1172,6 |
|
|
50 |
6 |
1244,8 |
1294,7 |
1344,7 |
1369,7 |
1394,6 |
1473,2 |
1551,8 |
|
|
51 |
7 |
1661,3 |
1688,7 |
1716,0 |
1801,7 |
1844,6 |
1887,4 |
1976,7 |
|
|
52 |
8 |
2066,0 |
2187,7 |
2189,5 |
2220,4 |
2251,2 |
2347,3 |
2443,4 |
|
|
53 |
9 |
2576,1 |
2609,3 |
2642,4 |
2745,2 |
2796,6 |
2848,0 |
2954,2 |
|
|
54 |
10 |
3060,4 |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
||
Площадь поперечного сечения угловых, тавровых и нахлесточных соединений в зависимости от «Катета шва» |
ПРИЛОЖЕНИЕ 7 |
||||||||||
|
№ позиции |
Тип шва |
Катет шва, мм |
|||||||||
|
число десятков |
единицы |
||||||||||
|
0 |
1 |
2 |
3 |
4 |
6 |
8 |
9 |
||||
|
Площадь поперечного сечения шва, мм2 |
|||||||||||
|
1 |
У4 У5 |
0 |
- |
1,4 |
4,2 |
7,8 |
12,1 |
30,9 |
51,8 |
64,0 |
|
|
2 |
У7 У10 |
1 |
77,4 |
92,4 |
107,4 |
124,6 |
141,8 |
180,2 |
222,8 |
246,0 |
|
|
3 |
Т1 Т2 Т3 Т7 |
2 |
269,2 |
289,0 |
311,0 |
330,0 |
364,0 |
418,0 |
475,5 |
510,0 |
|
|
4 |
H1 Н2 |
3 |
544,4 |
- |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
|||
Площадь поперечного сечения шва первого и последующих проходов |
ПРИЛОЖЕНИЕ 8 |
||
|
№ позиции |
Наименование изделий |
Площадь поперечного сечения шва, мм2 |
|
|
первого прохода F1 |
последующих проходов F2 |
||
|
1 |
Изделия из листового или профильного проката |
30 |
55 |
|
2 |
Изделия из труб |
25 |
40 |
|
Индекс |
а |
б |
|
Значение длины кольцевого стыка |
ПРИЛОЖЕНИЕ 9 |
||||||||||
|
№ позиции |
Диаметр кольцевого стыка, мм |
Диаметр кольцевого стыка, мм |
|||||||||
|
- |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
|||
|
Значение длины кольцевого стыка, м, до |
|||||||||||
|
1 |
- |
- |
0,031 |
0,063 |
0,094 |
0,120 |
0,160 |
0,190 |
0,220 |
0,250 |
|
|
2 |
90 |
0,280 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
3 |
100 |
0,314 |
0,340 |
0,370 |
0,410 |
0,440 |
0,470 |
0,503 |
0,530 |
0,560 |
|
|
4 |
200 |
0,63 |
0,66 |
0,69 |
0,73 |
0,75 |
0,79 |
0,81 |
0,85 |
0,88 |
|
|
5 |
300 |
0,94 |
0,97 |
1,00 |
1,03 |
1,07 |
1,10 |
1,13 |
1,16 |
1,19 |
|
|
6 |
400 |
1,26 |
1,29 |
1,32 |
1,35 |
1,38 |
1,42 |
1,44 |
1,48 |
1,50 |
|
|
7 |
500 |
1,57 |
1,60 |
1,63 |
1,66 |
1,69 |
1,73 |
1,76 |
1,79 |
1,82 |
|
|
8 |
600 |
1,88 |
1,91 |
1,95 |
1,97 |
2,00 |
2,04 |
2,10 |
2,12 |
2,14 |
|
|
9 |
700 |
2,20 |
2,23 |
2,26 |
2,29 |
2,32 |
2,35 |
2,39 |
2,42 |
2,45 |
|
|
10 |
800 |
2,51 |
2,54 |
2,57 |
2,60 |
2,63 |
2,67 |
2,70 |
2,73 |
2,76 |
|
|
11 |
900 |
2,83 |
2,86 |
2,89 |
2,92 |
2,95 |
2,98 |
3,02 |
3,05 |
3,08 |
|
|
12 |
1000 |
3,14 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Индекс |
а |
б |
в |
г |
д |
е |
ж |
з |
и |
||
Наименование, тип, вид шва и формулы расчета площади поперечного сечения швов |
ПРИЛОЖЕНИЕ 10 |
||
|
Тип шва |
Наименование шва |
Эскиз |
Формула расчета площади поперечного сечения шва |
|
С1 |
Стыковые соединения с отбортовкой кромок односторонние |
F = biспр + 0,75lq |
|
|
С2 |
Стыковые соединения без скоса кромок односторонние |
|
F = Sb + 0,75lq |
|
C3 |
Стыковые соединения с отбортовкой кромки односторонние |
|
F = Sb + 0,75(q + i) |
|
С4 |
Стыковые соединения без скоса односторонние на съемной подкладке |
|
F = Sb + 0,75lq |
|
С5 |
Стыковые соединения без скоса кромок односторонние на остающейся подкладке |
|
F = Sb + 0,75lq + 0,75l1q1 |
|
С6 |
Стыковые соединения без скоса кромок односторонние замковые |
|
F = Sb + 0,75lq |
|
С7 |
Стыковые соединения без скоса кромок двусторонние |
|
F = Sb/2 + 0,75lq |
|
С8 |
Стыковые соединения со скосом одной кромки односторонние |
|
|
|
С9 |
Стыковые соединения со скосом одной кромки односторонние на съемной подкладке |
|
|
|
C10 |
Стыковые соединения со скосом одной кромки односторонние на остающейся подкладке |
|
|
|
C11 |
Стыковые соединения со скосом одной кромки односторонние замковые |
|
|
|
С12 |
Стыковые соединения со скосом одной кромки двусторонние |
|
Fп = 0,75l1q1 |
|
С13 |
Стыковые соединения с криволинейным скосом одной кромки двусторонние |
|
Fп = 0,75l1q1 |
|
С14 |
Стыковые соединения с ломаным скосом одной кромки двусторонние |
|
Fп = 0,75l1q1 |
|
С15 |
Стыковые соединения с двумя симметричными скосами одной кромки |
|
Fo = Fп |
|
С16 |
Стыковые соединения с двумя симметричными криволинейными скосами одной кромки |
|
Fo = Fп |
|
С17 |
Стыковые соединения со скосом двух кромок односторонние |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
С18 |
Стыковые соединения со скосом двух кромок односторонние на съемной подкладке |
|
F = Sb + (S - C)2tgα + 0,75lq + 0,75l1q1 |
|
С19 |
Стыковые соединения со скосом двух кромок односторонние на остающейся подкладке |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
С20 |
Стыковые соединения со скосом двух кромок односторонние замковые |
|
F = Sb + S2tgα + 0,75lq |
|
С21 |
Стыковые соединения со скосом двух кромок двусторонние |
|
F = Sb + (S - C)2tgα + 0,75lq Fп = 0,75l1q1 |
|
С23 |
Стыковые соединения с криволинейным скосом двух кромок двусторонние |
|
Fп = 0,75l1q1 |
|
С24 |
Стыковые соединения с ломаным скосом двух кромок двусторонние |
|
Fп = 0,75l1q1 |
|
С25 |
Стыковые соединения с двумя симметричными скосами двух кромок двусторонние |
|
Fп = Fо |
|
С26 |
Стыковые соединения с двумя симметричными криволинейными скосами двух кромок двусторонние |
|
Fп = Fо |
|
С27 |
Стыковые соединения с двумя симметричными ломаными скосами двух кромок |
|
Fп = Fо |
|
С28 |
Стыковые соединения с отбортовкой кромок односторонние |
|
|
|
С39 |
Стыковые соединения с двумя симметричными скосами кромок двусторонние |
|
Fo = b(h + C) + h2tgα + 0,75lq Fп = [S - (h + C)]b + [S - (h - С]2tgα + 0,75l1q1 |
|
С40 |
Стыковые соединения с двумя несимметричными скосами кромок двусторонние |
|
|
|
С42 |
Стыковые соединения без скоса кромок с последующей строжкой двусторонние |
|
Fo = Sb + 0,75lq
|
|
С43 |
Стыковые соединения с двумя несимметричными скосами одной кромки двусторонние |
|
|
|
С45 |
Стыковые соединения со скосом кромок с последующей строжкой двусторонние |
|
Fo = Sb + (S - C)2tgα + 0,75lq
|
|
С46 |
Стыковые соединения труб со скосом кромок односторонние с расплавляемой вставкой |
|
F = Sb + S2tgα + 0,75lq |
|
С49 |
Стыковые соединения труб со скосом кромок с расточкой односторонние на остающейся цилиндрической подкладке |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
С50 |
Стыковые соединения труб со скосом кромок с расточкой односторонние на остающейся конической подкладке |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
С52 |
Стыковые соединения труб с криволинейным скосом кромок с расточкой односторонние на остающейся цилиндрической подкладке |
|
|
|
С53 |
Стыковые соединения труб с криволинейным скосом кромок с расточкой односторонние на остающейся подкладке |
|
F = q2 + C2tgα1 + 2aC + 2(S - 4)tgα + 0,75lq |
|
С54 |
Стыковые соединения секторов колен со скосом кромок двусторонние |
|
Fo = Sb + (S - C)2tgα + 0,75lq Fп = 0,75l1q1 |
|
С55 |
Стыковые соединения секторов колен со скосом кромок односторонние на съемной подкладке |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
С56 |
Стыковые соединения труб с несимметричными скосами двух кромок двусторонние |
|
Fo = Sb + (S - C)2tgα + 0,75lq Fп = 0,75l1q1 |
|
У1 |
Угловые соединения с отбортовкой одной кромки односторонние |
|
F = biспр + 0,75lq |
|
У2 |
Угловые соединения с отбортовкой одной кромки односторонние |
|
|
|
У4 |
Угловые соединения без скоса кромок односторонние |
|
|
|
|
F = Sb + 0,75lq |
||
|
У5 |
Угловые соединения без скоса кромок двусторонние |
|
Fo = Sb + 0,75lq
|
|
|
|
||
|
У6 |
Угловые соединения со скосом одной кромки односторонние |
|
|
|
У7 |
Угловые соединения со скосом одной кромки двусторонние |
|
|
|
У8 |
Угловые соединения с двумя симметричными скосами одной кромки двусторонние |
|
Fo = Fп |
|
У9 |
Угловые соединения со скосом двух кромок односторонние |
|
F = Sb + (S - C)2tgα + 0,75lq |
|
У10 |
Угловые соединения со скосом двух кромок двусторонние |
|
Fo = Sb + (S - C)2tgα + 0,75lq
|
|
У15 |
Угловые соединения фланцев с трубой со скосом одной кромки односторонние с раздачей и развальцовкой |
|
|
|
У16 |
Угловые соединения отростков с трубой равных размеров |
|
|
|
У17 У18 |
Угловые соединения отростка, ответвительного штуцера или приварыша с трубой без скоса кромок односторонние |
|
|
|
У19 |
Угловые соединения отростка, ответвительного штуцера или приварыша с трубой со скосом одной кромки односторонние |
|
|
|
У20 |
Угловые соединения ответвительного штуцера или приварыша с трубой со скосом одной кромки односторонние на цилиндрическом усе |
|
|
|
У21 |
Угловые соединения ответвительного штуцера или приварыша с трубой со скосом одной кромки односторонние на съемной подкладке |
|
|
|
Т1 Н1 Н3 |
Тавровые и нахлесточные соединения без скоса кромок односторонние |
|
|
|
Т3 Н2 Н4 |
Тавровые и нахлесточные соединения без скоса кромок двусторонние |
|
|
|
Т2 |
Тавровые соединения с криволинейным скосом одной кромки двусторонние |
|
|
|
Т5 |
Тавровые соединения с симметричными криволинейными скосами одной кромки двусторонние |
|
Fo = Fп |
|
Т6 |
Тавровые соединения со скосом одной кромки односторонние |
|
|
|
Т7 |
Тавровые соединения со скосом одной кромки двусторонние |
|
|
|
Т8 |
Тавровые соединения с двумя симметричными скосами одной кромки двусторонние |
|
Fo = Fп |
|
Т9 |
Тавровые соединения с двумя симметричными скосами одной кромки двусторонние |
|
Fo = Fп |



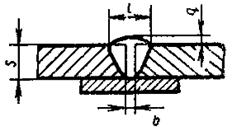


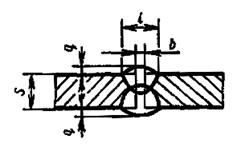

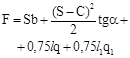
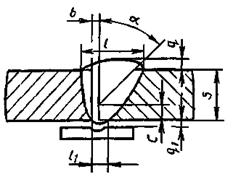
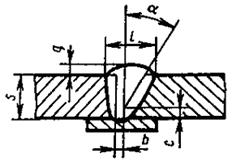
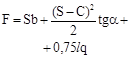


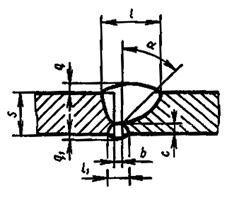
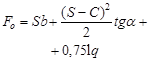
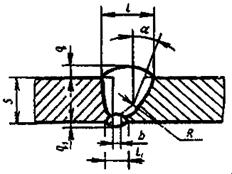
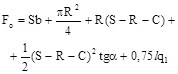
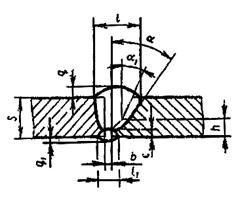


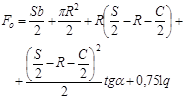



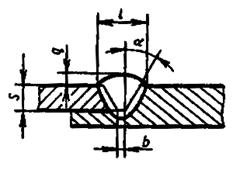
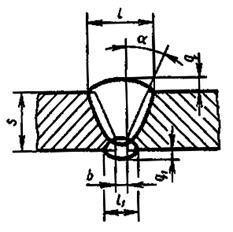




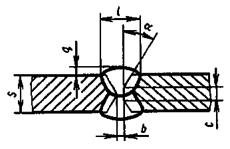

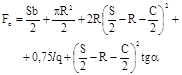
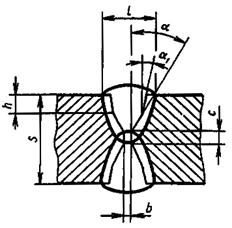
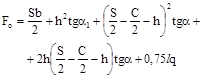

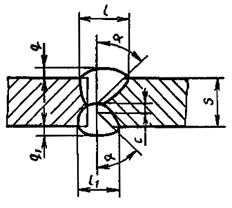
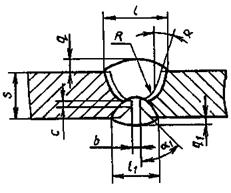


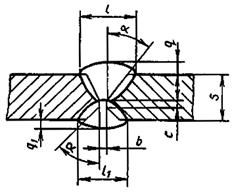




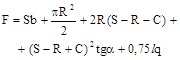

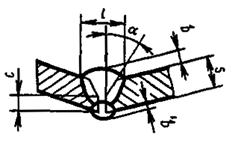

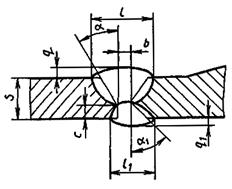
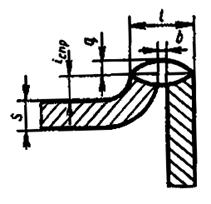



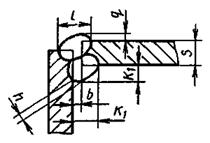








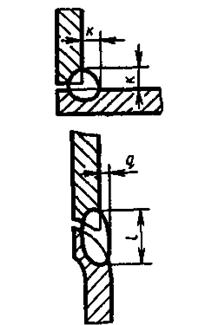
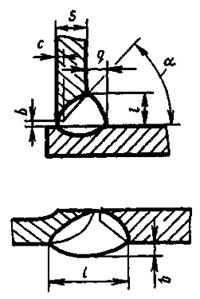







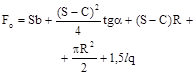
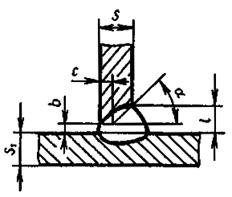


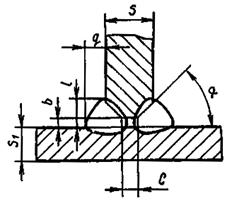
СОДЕРЖАНИЕ