СССР
ОТРАСЛЕВОЙ СТАНДАРТ
Детали трубопроводов.
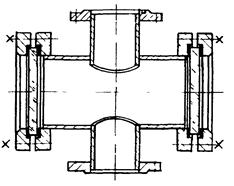
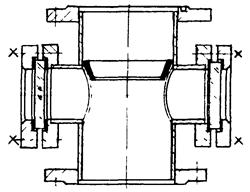
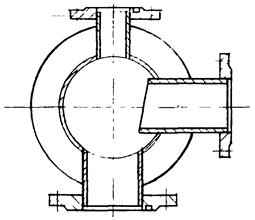
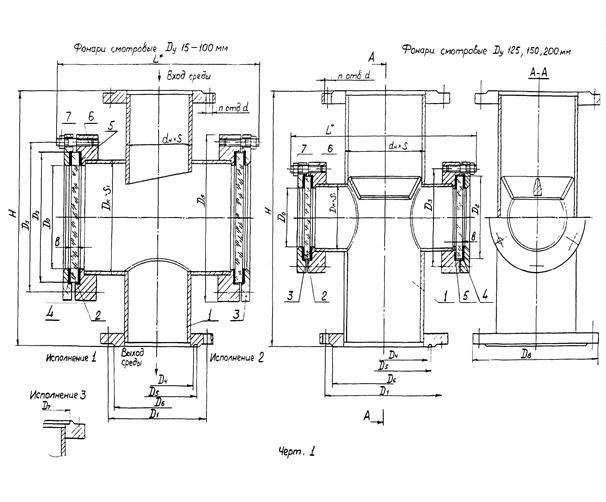
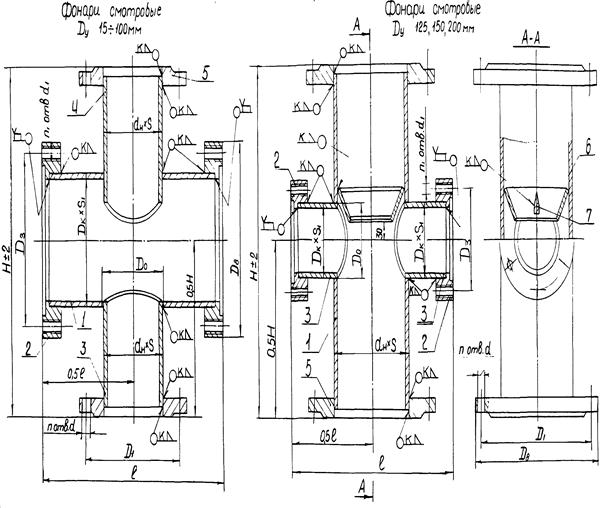
Фонари смотровые с плоскими стеклами. Конструкция и размеры.
ОСТ 2601-342-71
Министерство химического и нефтяного машиностроения
ГЛАВХИММАШ
г. Москва
|
Министерство химической промышленности Зам. начальника Управления по ремонту предприятий и оборудования ____________ А. Белан |
УТВЕРЖДАЮ: Начальник главного управления ___________ Бодров Д.М. |
ОТРАСЛЕВОЙ СТАНДАРТ
|
Детали трубопроводов. Фонари смотровые с плоскими стеклами, проходные. Конструкция и размеры. |
ОСТ 2601-342-71 Взамен вновь |
Приказом
от 29.09.1971 г.
срок введения установлен
с 1 апреля 1972 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на смотровые фонари с плоскими стеклами проходные из углеродистых и коррозионностойких сталей с проходами условными от 15 мм до 200 мм на условное давление 16 кгс/см2 (1,6 Мн/м2) и температуру от минус 40 °C до плюс 250 °С для нейтральных и кислых сред и до плюс 110 °С для щелочных сред.
Стандарт не распространяется на смотровые фонари для трубопроводов с металлическими и неметаллическими покрытиями.
По конструкции фланцев, присоединяющихся к технологическому трубопроводу, смотровые фонари делятся на 3 исполнения:
исполнение 1 - с соединительным выступом;
исполнение 2 - с уплотнительной поверхностью паз;
исполнение 3 - с впадиной.
Стандарт соответствует рекомендации по стандартизации СЭВ РС 1263-68.
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
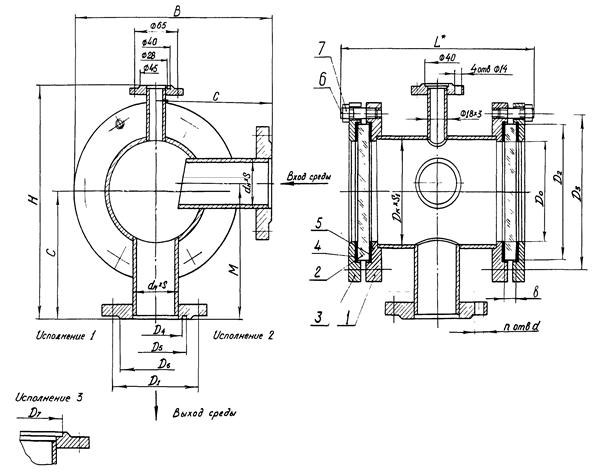
1.1. Конструкция и размеры смотровых фонарей должны соответствовать указанным на черт. 1 - 9 и табл. 1 - 9.
Размеры в мм
Ру 16 кгс/см2 (1,6 Мн/м2)
|
Диаметр стекла Dt |
в |
dн´S |
Dk´S1 |
D0 |
D1 |
D3 |
D4 |
D5 |
D6 |
D7 |
d |
n |
L* |
Dв |
H |
Сборочная единица 1. Корпус |
Деталь 2 Стекло Ту 25-11-546-70 |
Деталь 3 Фланец прижимной |
Деталь 4 Прокладка |
Деталь 5 Прокладка |
Деталь 6 Шпилька ГОСТ 11765-66 |
Деталь 7 Гайка ГОСТ 5915-70 |
Масса, кг |
|
||||||
|
из углеродистых сталей |
из коррозионностойких сталей |
|||||||||||||||||||||||||||||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
|||||||||||||||||||||||||||
|
Количество |
|
|||||||||||||||||||||||||||||
|
1 |
2 |
2 |
2 |
2 |
|
|||||||||||||||||||||||||
|
Обозначение |
Обозначение |
Кол. |
|
Кол. |
||||||||||||||||||||||||||
|
15 |
80 |
10 |
18´3 |
57´3,5 |
56´3,5 |
50 |
65 |
105 |
28 |
40 |
45 |
40 |
14 |
4 |
215 |
130 |
240 |
15-16-И |
80´10 |
80 |
I-1 |
II-1 |
АМ 12´35(12/26) |
12 |
М12 |
12 |
9,7 |
9,7 |
|
|
|
20 |
25´3 |
75 |
35 |
51 |
58 |
51 |
20-16-И |
10,3 |
10,3 |
|
||||||||||||||||||||
|
25 |
32´3,5 |
85 |
42 |
58 |
68 |
58 |
25-16-И |
11,1 |
11,1 |
|
||||||||||||||||||||
|
32 |
100 |
15 |
38´3,5 |
100 |
50 |
66 |
78 |
66 |
18 |
32-16-И |
12,1 |
12,2 |
|
|||||||||||||||||
|
40 |
45´4 |
76´4,5 |
76´5 |
70 |
110 |
125 |
60 |
76 |
88 |
76 |
265 |
150 |
300 |
40-16-И |
100´15 |
100 |
I-2 |
II-2 |
16,7 |
16,9 |
|
|||||||||
|
50 |
57´3,5 |
56´3,5 |
125 |
72 |
88 |
102 |
88 |
50-16-И |
18,3 |
18,4 |
|
|||||||||||||||||||
|
65 |
150 |
18 |
76´4,5 |
76´5 |
133´6 |
120 |
145 |
175 |
94 |
110 |
122 |
110 |
305 |
200 |
340 |
65-16-И |
150´18 |
150 |
I-3 |
II-3 |
АМ 12´40(12/30) |
20 |
20 |
28,4 |
28,6 |
|
||||
|
80 |
89´4 |
89´4,5 |
160 |
105 |
121 |
138 |
121 |
80-16-И |
29,3 |
29,6 |
|
|||||||||||||||||||
|
100 |
108´4 |
108´6 |
180 |
128 |
150 |
158 |
150 |
8 |
100-16-И |
31,9 |
32,0 |
|
||||||||||||||||||
|
125 |
100 |
15 |
133´6 |
76´4,5 |
76´5 |
70 |
210 |
125 |
154 |
176 |
188 |
176 |
335 |
245 |
280 |
125-16-И |
100´15 |
100 |
I-2 |
II-2 |
АМ 12´35(12/26) |
12 |
12 |
29,5 |
29,8 |
|
||||
|
150 |
159´4,5 |
159´6 |
240 |
182 |
204 |
212 |
204 |
23 |
365 |
280 |
150-16-И |
32,5 |
32,7 |
|
||||||||||||||||
|
200 |
219´6 |
Æ 219 S6 |
295 |
238 |
260 |
268 |
260 |
12 |
415 |
335 |
200-16-И |
41,3 |
41,5 |
|
||||||||||||||||
|
L* - размер для справок Пример условного обозначения корпуса смотрового фонаря с плоскими стеклами проходного Dy 50 мм Ру 16 кгс/см2 (1,6 Мн/м2) из стали 12 МХ: с соединительным выступом (исполнение 1) - Фонарь смотровой 50-16-1 - Сталь 12МХ ОСТ 26.01 с уплотнительной поверхностью при (исполнение 2) - Фонарь смотровой 50-16-2 - Сталь 12МХ ОСТ 26.01 с впадиной (исполнение 3) - Фонарь смотровой 50-16-3 - Сталь 12МХ ОСТ 26.01 |
|
|||||||||||||||||||||||||||||
|
dн´S |
Dk´S1 |
D0 |
D1 |
d |
n |
D3 |
d1 |
n1 |
l |
Dв |
H |
Деталь 1 Патрубок |
Деталь 2 Фланец |
Деталь 3 Патрубок |
Деталь 4 Патрубок |
Деталь 5 Фланец |
Деталь 6 Конус |
Деталь 7 Ребро |
Масса, кг |
|
||||||
|
Для фонарей из углеродистых сталей ОН 26-01-129-69, ОН 26-01-130-69, ОН 26-01-131-69 |
Для фонарей из коррозионностойких сталей ОН 26-01-137-69, ОН 26-01-138-69, ОН 26-01-139-69 |
из углеродистых сталей |
из коррозионностойких сталей |
|||||||||||||||||||||||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
Для смотровых фонарей Dy 15 ÷ 100 мм |
Для смотровых фонарей Dy 125, 150, 200 мм |
|||||||||||||||||||||
|
Количество |
|
|||||||||||||||||||||||||
|
1 |
|
1 |
2 |
1 |
2 |
2 |
1 |
1 |
|
|||||||||||||||||
|
Обозначение |
|
|||||||||||||||||||||||||
|
15 |
18´3 |
57´3,5 |
56´3,5 |
20 |
65 |
14 |
4 |
105 |
М12 |
6 |
152 |
130 |
240 |
57-15 |
80 |
18-3 |
|
18-4 |
15-16 |
|
|
6,4 |
6,4 |
|
||
|
20 |
25´3 |
27 |
75 |
57-20 |
25-3 |
25-4 |
20-16 |
|
7,0 |
7,0 |
|
|||||||||||||||
|
25 |
32´3,5 |
34 |
85 |
57-25 |
32-3 |
32-4 |
25-16 |
|
7,8 |
7,8 |
|
|||||||||||||||
|
32 |
38´3,5 |
40 |
100 |
18 |
57-32 |
38-3 |
38-4 |
32-16 |
|
8,7 |
8,8 |
|
||||||||||||||
|
40 |
45´4 |
76´4,5 |
76´5 |
47 |
110 |
125 |
202 |
150 |
300 |
76-40 |
100 |
45-3 |
45-4 |
40-16 |
|
12,2 |
12,4 |
|
||||||||
|
50 |
57´3,5 |
56´3,5 |
59 |
125 |
76-50 |
57-3 |
57-4 |
50-16 |
|
13,8 |
13,9 |
|
||||||||||||||
|
65 |
76´4,5 |
76´5 |
133´6 |
78 |
145 |
175 |
10 |
230 |
200 |
340 |
133-65 |
150 |
76-3 |
76-4 |
65-16 |
|
19,8 |
20,0 |
|
|||||||
|
80 |
89´4 |
89´4,5 |
91 |
160 |
133-80 |
89-3 |
89-4 |
80-16 |
|
20,7 |
21,0 |
|
||||||||||||||
|
100 |
108´4 |
108´6 |
110 |
180 |
8 |
133-100 |
108-3 |
108-4 |
100-16 |
|
23,4 |
23,5 |
|
|||||||||||||
|
125 |
133´6 |
76´4,5 |
76´5 |
78 |
210 |
125 |
6 |
270 |
245 |
280 |
76-125 |
100 |
|
76-3 |
|
125-16 |
125-6 |
125-7 |
25,0 |
25,3 |
|
|||||
|
150 |
159´4,5 |
159´6 |
240 |
23 |
300 |
280 |
76-150 |
150-16 |
150-6 |
150-7 |
28,0 |
29,8 |
|
|||||||||||||
|
200 |
219´6 |
Æ 219 S6 |
295 |
12 |
350 |
335 |
76-200 |
200-16 |
200-6 |
200-7 |
36,8 |
37,0 |
|
|||||||||||||
|
Пример условного обозначения корпуса смотрового фонаря Dy 50 мм Ру 16 кгс/см2 (1,6 Мн/м2) из стали 12 МХ: с соединительным выступом (исполнение 1) - Корпус 50-16-1 - Сталь 12МХ ОСТ 26.01 с уплотнительной поверхностью паз (исполнение 2) - Корпус 50-16-2 - Сталь 12МХ ОСТ 26.01 с впадиной (исполнение 3) - Корпус 50-16-3 - Сталь 12МХ ОСТ 26.01 |
|
|||||||||||||||||||||||||
Деталь 4. Патрубок
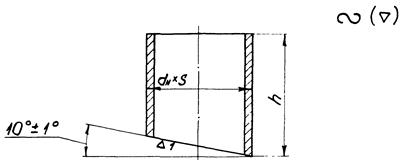
Размеры в мм
|
dH ´ S |
h |
Масса, кг |
|||
|
Для фонарей из углеродистой стали |
Для фонарей из коррозионностокой стали |
Для фонарей из углеродистой стали |
Для фонарей из коррозионно-стойкой стали |
||
|
15 |
18´3 |
18´3 |
105 |
0,11 |
0,11 |
|
20 |
25´3 |
25´3 |
0,16 |
0,16 |
|
|
25 |
32´3,5 |
32´3,5 |
110 |
0,26 |
0,26 |
|
32 |
38´3,5 |
38´3,5 |
115 |
0,32 |
0,32 |
|
40 |
45´4 |
45´4 |
140 |
0,55 |
0,55 |
|
50 |
57´3,5 |
56´3,5 |
0,62 |
0,62 |
|
|
65 |
76´4,5 |
76´5 |
145 |
0,95 |
1,05 |
|
80 |
89´4 |
89´4,5 |
160 |
1,1 |
1,24 |
|
100 |
108´4 |
108´6 |
1,54 |
1,72 |
|
Пример условного обозначения патрубка с наружным диаметром 108 мм из:
стали 12МХ - Патрубок 108-4 - Сталь 12 МХ ОСТ 26.01
стали Х18Н10Т - Патрубок 108-4 - Х18Н10Т ОСТ 26.01
Деталь 2. Фланец
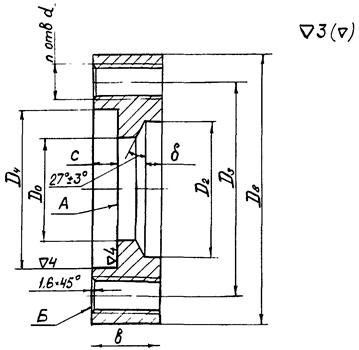
Размеры в мм
|
D0 |
D2* |
D3 |
D4 |
D8 |
b |
c |
b |
n |
d |
Масса**, кг |
|
|
80 |
50 |
59 |
105 |
82 |
130 |
25 |
8 |
8 |
6 |
М12 |
2,18 |
|
100 |
70 |
78 |
125 |
102 |
150 |
30 |
12 |
3,30 |
|||
|
150 |
120 |
135 |
175 |
152 |
200 |
10 |
5,16 |
||||
|
1. * Размер выполнить по фактическому наружному диаметру патрубка поз. 1 2. ** Масса подсчитана при плотности материала 7,85 г/см3. |
|||||||||||
Пример условного обозначения фланца для стекла с наружным диаметром 150 мм:
из стали BСт3пс5 - Фланец 150 - BCт3пc5 ОСТ 26.01
из стали Х18Н10Т - Фланец 150 - Х18Н10Т ОСТ 26.01
Деталь 3. Фланец прижимной
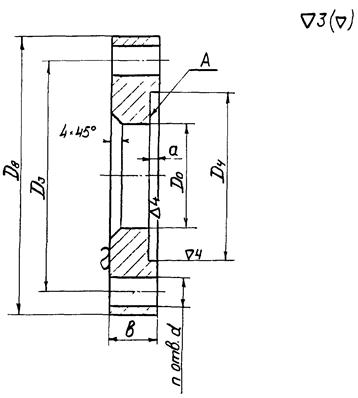
Размеры в мм
|
D0 |
D3 |
D4 |
D8 |
b |
a |
n |
d |
Масса*, кг |
|
|
80 |
50 |
105 |
82 |
130 |
14 |
2 |
6 |
14 |
1,09 |
|
100 |
70 |
125 |
102 |
150 |
1,45 |
||||
|
150 |
120 |
175 |
152 |
200 |
20 |
5 |
10 |
2,61 |
|
|
* Масса подсчитана при плотности материала 7,85 г/см3. |
|||||||||
Пример условного обозначения фланца для стекла с наружным диаметром 150 мм:
из стали BCт3пc5 - Фланец 150 - BCт3пc5 ОСТ 26.01
из стали Х18Н10Т - Фланец 150 - Х18Н10Т ОСТ 26.01
Деталь 4. Прокладка.
Тип I.
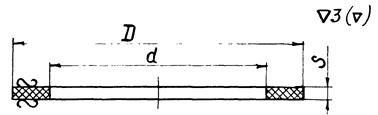
Размеры в мм
|
D |
d |
S |
Масса, кг |
|
|
1 |
80 |
50 |
2 |
0,010 |
|
2 |
100 |
70 |
0,015 |
|
|
3 |
150 |
120 |
3 |
0,037 |
Пример условного обозначения прокладки типа I с внутренним диаметром d = 120 мм, наружным диаметром D = 150 мм:
Прокладка I-3 ОСТ 26.01
Деталь 5. Прокладка
Тип II
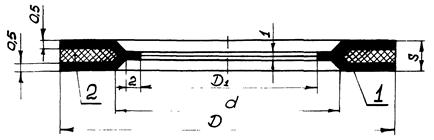
Размеры в мм
|
D |
d |
D1 |
S |
Деталь 1. Защитная оболочка. Масса, кг |
Деталь 2. Вкладыш. Масса, кг |
Масса общая, кг |
|
|
1 |
80 |
50 |
40 |
3 |
0,010 |
0,014 |
0,024 |
|
2 |
100 |
70 |
60 |
0,011 |
0,015 |
0,026 |
|
|
3 |
150 |
120 |
110 |
4 |
0,018 |
0,037 |
0,055 |
Пример условного обозначения прокладки типа II с внутренним диаметром d = 120 мм, наружным диаметром D = 150 мм:
Прокладка II-3 ОСТ 26.01
Деталь 6. Конус
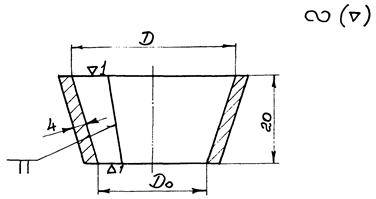
Размеры в мм
|
D |
D0 |
Масса*, кг |
||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
|||
|
125 |
110 |
110 |
100 |
0,23 |
|
150 |
138 |
134 |
128 |
0,28 |
|
200 |
195 |
195 |
185 |
0,40 |
|
* Масса подсчитана при плотности материала 7,85 г/см3. |
||||
Пример условного обозначения конуса для смотрового фонаря Dy 125 мм из:
из стали BCт3пc5 - Конус 125-6 - BCт3пc5 ОСТ 26.01
из стали Х18Н10Т - Конус 125-6 - Х18Н10Т ОСТ 26.01
Деталь 7. Ребро
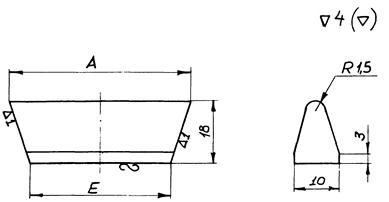
Размеры в мм
|
A |
E |
Масса*, кг |
||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
|||
|
125 |
108 |
108 |
98 |
0,23 |
|
150 |
136 |
132 |
126 |
0,28 |
|
200 |
192 |
192 |
182 |
0,40 |
|
* Масса подсчитана при плотности материала 7,85 г/см3. |
||||
Пример условного обозначения ребра для смотрового фонаря Dy 125 мм из:
из стали BCт3пc5 - Ребро 125-7 - BCт3пc5 ОСТ 26.01
из стали Х18Н10Т - Ребро 125-7 - Х18Н10Т ОСТ 26.01.
2. Технические требования
2.1. Общие требования
2.1.1. Смотровые фонари должны изготовляться в соответствии с требованиями и чертежами настоящего стандарта.
2.1.2. Проходы условные - по ГОСТ 355-67
2.1.3. Давления условные, пробные и рабочие - по ГОСТ 356-68.
2.1.4. Присоединительные размеры фланцев - по Г0СТ1234-67
2.1.5. Размеры уплотнительных поверхностей для соединения с технологическим трубопроводом приняты:
исполнение 1 - по ОН 26-01-129-69 для углеродистых сталей и ОН 26-01-137-69 для коррозионностойких сталей;
исполнение 2 - по ОН 26-01-131-69 для углеродистых сталей и ОН 26-01-139-69 для коррозионностойких сталей;
исполнение 3 - по ОН 26-01-130-69 для углеродистых сталей и ОН 26-01-138-69 для коррозионностойких сталей.
Примечание: допускается изготовление смотровых фонарей вварными (без фланцев для присоединения к технологическому трубопроводу).
2.1.6. По требованию заказчика смотровые фонари комплектовать ответными фланцами, прокладками и крепежом.
2.1.7. Резьбу выполнить по 3 кл. точности ГОСТ 9150-59.
2.2. Требования к материалам
2.2.1. Материал деталей смотровых фонарей и пределы применения по температурам приведены в табл. 10
|
Марки сталей при температурах среды в °С |
|||
|
для аппаратов из углеродистых сталей |
для аппаратов из коррозионностойких сталей |
||
|
от минус 40 °С до минус 20 °С |
от минус 20 °С до плюс 250 °С |
от минус 40 °С до плюс 250 °С |
|
|
Фланцы прижимные, фланцы, конусы, рёбра |
Ст. 09Г2С ГОСТ 5520-69 Ст. 10Г2С1 ГОСТ 5520-69 |
ВСт3сп5 ГОСТ 380-71 ВСт3пс5 ГОСТ 380-71 (толщина листа не более 20 мм) Ст. 20К ГОСТ 5520-69 |
Ст. Х18Н10Т ГОСТ 7350-66, гр. А; Ст. Х17Н13М2Т ГОСТ 7350-66, гр. А; Ст. 0Х23Н28М3Д3Т ГОСТ 7350-66, гр.А. |
|
Патрубки |
Ст. 12МХ ГОСТ 550-58 |
Сталь 20 ГОСТ 8731-66, гр. А ГОСТ 8733-66, гр. А |
Ст. Х18Н10Т ГОСТ 9940-62 и ГОСТ 9941-62; Ст. Х18Н10Т ГОСТ 7350-66, гр. А; Ст. Х17Н13М2Т ГОСТ 9940-62 и ГОСТ 9941-62; Ст. 0Х23Н28М3Д3Т ЧМТУ 3-5-66 |
|
Шпильки |
Ст. 40Х ГОСТ 4543-61* |
Сталь 35 ГОСТ 1050-60* |
Ст. Х18Н10Т ГОСТ 5949-61 |
|
Гайки |
Сталь 25 ГОСТ 1050-60* |
Ст. Х17Н13М2Т ГОСТ 5949-61 |
|
ПРИМЕЧАНИЕ: 1. Гайки и шпильки из стали одной марки должны иметь различные механические свойства (твердость).
2. В технически обоснованных случаях для смотровых фонарей из коррозионностойкой стали допускается изготовление фланца прижимного из углеродистых сталей.
2.2.2. Требования к материалам согласно «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденным Госгортехнадзором 19 мая 1970 г., изд. «Металлургия», Москва, 1970 г.
2.2.3. Прокладки типа I изготавливать из паронита ГОСТ 481-58.
2.2.4. Прокладки типа II изготавливать:
защитная оболочка (деталь 1, черт. 7) - фторопласт-4 ГОСТ 10007-62;
вкладыш - паронит ГОСТ 481-58.
2.2.5. Размеры, конструкция и материал стекол - по ТУ 25-11-546-70.
2.3. Требования к изготовлению.
2.3.1. Технические требования к изготовлению смотровых фонарей - по МН 72-62, раздел III.
2.3.2. Во фланцах, предназначенных для крепления стекол, смещение осей отверстий d от номинального расположения не более 0,3 мм.
2.3.3. Торцовое биение поверхности А - по X степени точности ГОСТ 10356-63, табл. 3.
2.3.4. Технические требования к изготовлению фланцев, предназначенных для подсоединения смотровых фонарей к технологическому трубопроводу, - по ОН 26-01-128-69 ÷ ОН 26-01-144-69.
2.3.5. Предельные отклонения от номинальных размеров прокладок типа I и II:
наружного диаметра - по В7;
внутреннего диаметра - по А7 ОСТ 1010.
2.3.6. В прокладках типа II защитные оболочки должны иметь цвет от белого до серого.
Не допускаются трещины, отверстия и надрывы. Поверхность вкладышей должна быть ровной, без трещин и пузырей.
2.3.7. Изготовление защитной оболочки прокладки - по ВТУ 51-48-65 предприятия п/я А-1619 г. Кирово-Чепецк.
2.3.8. Поверхности деталей должны быть чистыми, без заусенцев, острых углов, плен, волосовин и трещин.
2.3.9. Резьба деталей должна быть чистой, без заусенцев, рваных или смятых ниток. Неполная или забитая резьба не допускается.
2.3.10. Патрубок диаметром 219 мм из нержавеющих сталей изготавливать из листа.
2.3.11. Сварку производить по ОН 26-01-71-66. Величину катета шва К принимать равной наименьшей толщине свариваемых деталей.
2.3.12. Поверхности А и Б фланцев для крепления стекол и отверстия под шпильки обработать после сварки.
2.3.13. Готовые смотровые фонари должны быть приняты техническим контролем завода-изготовителя. Изготовитель должен гарантировать соответствие выпускаемых фонарей требованиям настоящего стандарта.
2.3.14. Смотровые фонари из углеродистых сталей должны быть загрунтованы и окрашены после монтажа под цвет трубопровода.
2.4. Методы испытаний.
2.4.1. Каждый смотровой фонарь должен подвергаться заводом-изготовителем гидравлическим испытаниям:
а) на прочность и плотность;
б) на герметичность фланцевых соединений.
2.4.2. Испытания должны проводиться водой пробным давлением (Рпр.) по ГОСТ 356-68 в течение времени, необходимого для осмотра, но не менее 5 мин. на каждое испытание.
2.5. Маркировка, упаковка, транспортирование и хранение
2.5.1. Готовое изделие маркировать масляной краской: обозначение по ОСТ (без наименования) и товарный знак предприятия-изготовителя.
2.5.2. Готовое изделие подвергнуть консервации по ГОСТ 13168-69.
2.5.3. При отправке потребителю смотровые фонари должны быть упакованы. Род упаковки должен обеспечить сохранность изделий при транспортировке и длительном хранении.
Стекла смотровых фонарей должны быть защищены от повреждений металлическими или деревянными крышками.
2.5.4. Каждый смотровой фонарь или партия при отправке потребителю должен сопровождаться документацией, удостоверяющей соответствие смотровых фонарей требованиям настоящего стандарта и содержащей:
а) товарный знак предприятия-поставщика;
б) наименование, обозначение фонаря смотрового и его параметры, номер стандарта;
в) материал основных деталей;
г) год выпуска;
д) вес изделия;
е) результаты проведенных испытаний.
2.5.5. В комплект поставки должно входить запасное стекло.
2.5.6. Смотровые фонари должны храниться в условиях, гарантирующих их чистоту и сохранность.
Директор НИИХИММАШа Румянцев И.И.
Нач. отраслевого отдела стандартизации Татаренко В.А.
Директор С/ф НИИХИММАШ Каминский И.В.
Заведующий отделом № 5 Пономаренко И.Н.
Заведующий КБ отдела № 2 Маслов В.И.
Руководитель темы Белиба Л.Д.
|
Министерство химической промышленности |
УТВЕЖДАЮ: Начальник главного управления _____________ Бодров Д.М. |
ОТРАСЛЕВОЙ СТАНДАРТ
|
Детали трубопроводов. Фонари смотровые с плоскими стеклами угловые. Конструкция и размеры. |
ОСТ 26.01-71 Взамен вновь |
Приказом от 29.09.1971 г.
срок введения установлен
с 1 апреля 1972 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на смотровые фонари с плоскими стеклами угловые из углеродистых и коррозионностойких сталей с проходами условными от 15 мм до 80 мм на условное давление 16 кгс/см2 (1,6 Мн/м2) и температуру от минус 40 °C до плюс 250 °С для нейтральных и кислых сред и до плюс 110 °С для щелочных сред.
Стандарт не распространяется на смотровые фонари для трубопроводов с металлическими и неметаллическими покрытиями.
По конструкции фланцев, присоединяющихся к технологическому трубопроводу, смотровые фонари делятся на 3 исполнения:
исполнение 1 - с соединительным выступом;
исполнение 2 - с уплотнительной поверхностью паз;
исполнение 3 - с впадиной.
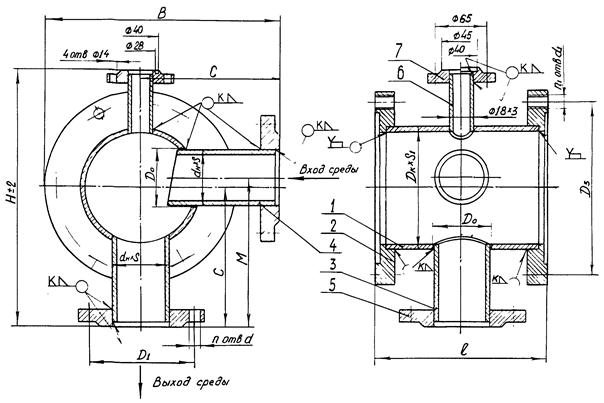
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конструкция и размеры смотровых фонарей должны соответствовать указанным на черт. 1 - 2 и табл. 1 - 2.
Размеры в мм
Ру 16 кгс/см2 (1,6 Мн/м2)
|
Диаметр стекла D2 |
в |
dн ´ S |
Dk ´ S1 |
D0 |
D1 |
D3 |
D4 |
D5 |
D6 |
D7 |
d |
n |
С |
М |
В |
L* |
H |
Сборочная единица 1. Корпус |
Деталь 2. Стекло Ту 25-11-546-70 |
Деталь 3. Фланец прижимной ОСТ 26.01 |
Деталь 4. Прокладка ОСТ 26.01 |
Деталь 5. Прокладка ОСТ 26.01 |
Деталь 6. Шпилька ГОСТ 11765-66 |
Деталь 7. Гайка ГОСТ 5915-70 |
Масса, кг |
|
||||||
|
из углеродистых сталей |
из коррозионностойких сталей |
|||||||||||||||||||||||||||||||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
|||||||||||||||||||||||||||||
|
Количество |
|
|||||||||||||||||||||||||||||||
|
1 |
2 |
2 |
2 |
2 |
|
|||||||||||||||||||||||||||
|
Обозначение |
Обозначение |
Кол. |
|
Кол. |
||||||||||||||||||||||||||||
|
15 |
80 |
10 |
18´3 |
57´3,5 |
56´3,5 |
50 |
65 |
105 |
28 |
40 |
45 |
40 |
14 |
4 |
120 |
120 |
185 |
215 |
250 |
15-16-И |
80´10 |
80 |
I-1 |
II-1 |
АМ 12´35(12/26) |
12 |
М12 |
12 |
10,3 |
10,3 |
|
|
|
20 |
25´3 |
75 |
35 |
51 |
58 |
51 |
20-16-И |
10,8 |
10,9 |
|
||||||||||||||||||||||
|
25 |
100 |
32´3,5 |
76´4,5 |
76´5 |
70 |
85 |
125 |
42 |
58 |
68 |
58 |
135 |
135 |
210 |
265 |
275 |
25-16-И |
100´15 |
100 |
I-2 |
II-2 |
15,6 |
15,7 |
|
||||||||
|
32 |
15 |
38´3,5 |
100 |
50 |
66 |
78 |
66 |
18 |
32-16-И |
16,5 |
16,6 |
|||||||||||||||||||||
|
40 |
150 |
18 |
45´4 |
133´6 |
120 |
110 |
175 |
60 |
76 |
88 |
76 |
185 |
185 |
285 |
305 |
350 |
40-16-И |
150´18 |
150 |
I-3 |
II-3 |
АМ 12´40(12/30) |
24,6 |
24,7 |
|
|||||||
|
50 |
57´3,5 |
56´3,5 |
125 |
72 |
88 |
102 |
88 |
50-16-И |
25,9 |
30,1 |
|
|||||||||||||||||||||
|
65 |
76´4,5 |
76´5 |
145 |
94 |
110 |
122 |
110 |
170 |
180 |
270 |
335 |
65-16-И |
20 |
20 |
28,8 |
29,0 |
|
|||||||||||||||
|
80 |
89´4 |
89´4,5 |
160 |
105 |
121 |
138 |
121 |
80-16-И |
29,6 |
30,1 |
|
|||||||||||||||||||||
|
L* - размер для справок Пример условного обозначения смотрового фонаря с плоскими стеклами проходного Dy 50 мм Ру 16 кгс/см2 (1,6 Мн/м2) из стали 12 МХ: с соединительным выступом (исполнение 1) - Фонарь смотровой 50-16-1 - Сталь 12МХ ОСТ 26.01 с уплотнительной поверхностью (исполнение 2) - Фонарь смотровой 50-16-2 - Сталь 12МХ ОСТ 26.01 с впадиной (исполнение 3) - Фонарь смотровой 50-16-3 - Сталь 12МХ ОСТ 26.01 |
|
|||||||||||||||||||||||||||||||
|
dн ´ S |
Dk ´ S1 |
D0 |
D1 |
D3 |
d |
n |
d1 |
n1 |
C |
M |
l |
B |
H |
Деталь 1. Патрубок |
Деталь 2. Стакан ОСТ 26.01 |
Деталь 3. Патрубок |
Деталь 4. Патрубок ОСТ 26.01 |
Деталь 5. Фланец |
Деталь 6. Патрубок |
Деталь 7 Фланец |
Масса, кг |
|
||||||
|
Для фонарей из углеродистых сталей ОН 26-01-129-69, ОН 26-01-130-69, ОН 26-01-131-69 |
Для фонарей из коррозионностойких сталей ОН 26-01-137-69, ОН 26-01-138-69, ОН 26-01-139-69 |
Для фонарей из углеродистых сталей ОН 26-01-129-69, ОН 26-01-130-69, ОН 26-01-131-69 |
Для фонарей из коррозионностойких сталей ОН 26-01-137-69, ОН 26-01-138-69, ОН 26-01-139-69 |
из углеродистых сталей |
из коррозионностойких сталей |
|||||||||||||||||||||||
|
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
Для фонарей из углеродистых сталей |
Для фонарей из коррозионностойких сталей |
|||||||||||||||||||||||||
|
Количество |
|
|||||||||||||||||||||||||||
|
1 |
2 |
1 |
1 |
2 |
1 |
1 |
|
|||||||||||||||||||||
|
Обозначение |
||||||||||||||||||||||||||||
|
15 |
18´3 |
57´3,5 |
56´3,5 |
20 |
65 |
105 |
14 |
4 |
М12 |
6 |
120 |
120 |
152 |
185 |
250 |
57-15 |
80 |
18-3 |
18-4 |
15-16 |
18-6 |
15-16 |
7,2 |
7,2 |
||||
|
20 |
25´3 |
27 |
75 |
57-20 |
25-3 |
25-4 |
20-16 |
7,7 |
7,7 |
|
||||||||||||||||||
|
25 |
32´3,5 |
34 |
85 |
125 |
135 |
135 |
202 |
210 |
275 |
76-25 |
100 |
32-3 |
32-4 |
25-16 |
11,3 |
11,4 |
|
|||||||||||
|
32 |
38´3,5 |
40 |
100 |
18 |
76-32 |
38-3 |
38-4 |
32-16 |
12,2 |
12,3 |
|
|||||||||||||||||
|
40 |
45´4 |
76´4,5 |
76´5 |
47 |
110 |
175 |
10 |
185 |
185 |
230 |
285 |
350 |
133-40 |
150 |
45-3 |
45-4 |
40-16 |
16,9 |
16,9 |
|
||||||||
|
50 |
57´3,5 |
56´3,5 |
59 |
125 |
133-50 |
57-3 |
57-4 |
50-16 |
18,2 |
18,2 |
|
|||||||||||||||||
|
65 |
76´4,5 |
76´5 |
133´6 |
78 |
145 |
170 |
180 |
270 |
335 |
133-65 |
76-3 |
76-4 |
65-16 |
20,6 |
20,8 |
|
||||||||||||
|
80 |
89´4 |
89´4,5 |
91 |
160 |
133-80 |
89-3 |
89-4 |
80-16 |
21,4 |
21,9 |
|
|||||||||||||||||
|
Пример условного обозначения корпуса смотрового фонаря углового с плоскими стеклами Dy 50 мм Ру 16 кгс/см2 (1,6 Мн/м2) из стали 12 МХ: с соединительным выступом (исполнение 1) - Корпус 50-16-1 - Сталь 12МХ ОСТ 26.01 с уплотнительной поверхностью (исполнение 2) - Корпус 50-16-2 - Сталь 12МХ ОСТ 26.01 с впадиной (исполнение 3) - Корпус 50-16-2 - Сталь 12МХ ОСТ 26.01 |
|
|||||||||||||||||||||||||||
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Общие требования
2.1.1. Смотровые фонари должны изготовляться в соответствии с требованиями и чертежами настоящего стандарта.
2.1.2. Проходы условные - по ГОСТ 355-67.
2.1.3. Давления условные, пробные и рабочие - по ГОСТ 356-63.
2.1.4. Присоединительные размеры фланцев - по ГОСТ 1234-67.
2.1.5. Размеры уплотнительных поверхностей фланцев для соединения с технологическим трубопроводом приняты:
исполнение 1 - по ОН 26-01-129-69 для углеродистых сталей и ОН 26-01-137-69 - для коррозионностойких сталей;
исполнение 2 - по ОН 26-01-131-69 для углеродистых сталей и ОН 26-01-139-69 для коррозионностойких сталей;
исполнение 3 - по ОН 26-01-130-69 для углеродистых сталей и ОН 26-01-138-69 для коррозионностойких сталей.
ПРИМЕЧАНИЕ: допускается изготовление смотровых фонарей вварными (без фланцев для присоединения к технологическому трубопроводу).
2.1.6. По требованию заказчика смотровые фонари комплектовать ответными фланцами, прокладками и крепежом.
2.1.7. Резьбу выполнить по 3 кл. точности ГОСТ 9150-69.
2.2. Требования к материалам
2.2.1. Материал деталей смотровых фонарей и пределы применения по температурам приведены в табл. 3.
|
Марки сталей при температурах среды в °С |
|||
|
для аппаратов из углеродистых сталей |
для аппаратов из коррозионностойких сталей от минус 40 °С до плюс 250 °С |
||
|
от минус 40 °С до минус 20 °С |
от минус 20 °С до плюс 250 °С |
||
|
Фланцы прижимные, фланцы |
Ст. 09Г2С ГОСТ 5520-69 Ст. 10Г2С1 ГОСТ 5520-69 |
ВСт3сп5 ГОСТ 380-71 ВСт3пс5 ГОСТ 380-71 (толщина листа не более 20 мм) Ст. 20К ГОСТ 5520-69 |
Ст. Х18Н10Т ГОСТ 7350-66, гр. А Ст. Х17Н13М2Т ГОСТ 7350-66, гр. А Ст. 0Х23Н28М3Д3Т ГОСТ 7350-66, гр. А |
|
Патрубки |
Ст. 12МХ ГОСТ 550-58 |
Сталь 20 ГОСТ 8731-66, гр. А; ГОСТ 8733-66, гр. А |
Ст. Х18Н10Т ГОСТ 9940-62 и ГОСТ 9941-62 Ст. Х17Н13М2Т ГОСТ 9940-62 и ГОСТ 9941-62 Ст. 0Х23Н28М3Д3Т ЧМТУ 3-5-66 |
|
Шпильки |
Ст. 40Х ГОСТ 3543-61 |
Сталь 35 ГОСТ 1050-60* |
Сталь Х18Н10Т ГОСТ 5949-61 |
|
Гайки |
Сталь 25 ГОСТ 1050-60* |
Ст. Х17Н13М2Т ГОСТ 5949-61 |
|
ПРИМЕЧАНИЕ: 1. В технически обоснованных случаях для смотровых фонарей из коррозионностойких сталей допускается изготовление фланцев прижимных из углеродистых сталей.
2. Гайки и шпильки из стали одной марки должны иметь различные механические свойства (твердость).
2.2.2. Требования к материалам согласно «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденным Госгортехнадзором 19 мая 1970 г., изд. «Металлургия», Москва, 1970 г.
2.2.3. Прокладки типа I изготавливать из паронита ГОСТ 481-58.
2.2.4. Прокладки типа II изготавливать:
защитная оболочка (черт. 7 ОСТ 2601)
фторопласт - 4 ГОСТ 10007-62;
вкладыш - паронит ГОСТ 481-58.
2.2.5. Размеры, конструкция и материал стекол - по ТУ 25-11-546-70.
2.3. Требования к изготовлению
2.3.1. Технические требования к изготовлению смотровых фонарей - по МН 72-62, раздел III.
2.3.2. Во фланцах, предназначенных для крепления стекол, смещение осей отверстий d от номинального расположения не более 0,3 мм.
2.3.3. Торцовое биение поверхности А - по X степени точности ГОСТ 10356-63, табл. 3.
2.3.4. Технические требования к изготовлению фланцев, предназначенных для подсоединения смотровых фонарей к технологическому трубопроводу, - по ОН 26-01-128-69 ÷ ОН 26-01-144-69.
2.3.5. Предельные отклонения от номинальных размеров прокладок типа I и II:
наружного диаметра - по В7;
внутреннего диаметра - по А7 ОСТ 1010.
2.3.6. В прокладках типа II защитные оболочки должны иметь цвет от белого до серого.
Не допускаются трещины, отверстия и надрывы. Поверхность вкладышей должна быть ровной, без трещин и пузырей.
2.3.7. Изготовление защитной оболочки прокладки - по ВТУ 51-48-65 предприятия п/я А-1619 г. Кирово-Чепецк.
2.3.8. Поверхности деталей должны быть чистыми, без заусенцев, острых углов, плен, волосовин и трещин.
2.3.9. Резьба деталей должна быть чистой, без заусенцев, рваных или смятых ниток. Неполная или забитая резьба не допускается.
2.3.10. Сварку производить по ОН 26-01-71-66. Величину катета шва К принимать равной наименьшей толщине свариваемых деталей.
2.3.11. Поверхности А и Б фланцев для крепления стекол и отверстия под шпильки обработать после сварки.
2.3.12. Готовые смотровые фонари должны быть приняты техническим контролем завода-изготовителя. Изготовитель должен гарантировать соответствие выпускаемых фонарей требованиям настоящего стандарта.
2.3.13. Смотровые фонари из углеродистых сталей должны быть загрунтованы и окрашены после монтажа под цвет трубопровода.
2.4. Методы испытаний.
2.4.1. Каждый смотровой фонарь должен подвергаться заводом-изготовителем гидравлическим испытаниям:
а) на прочность и плотность;
б) на герметичность фланцевых соединений.
2.4.2. Испытания должны проводиться водой пробным давлением (Р пр) по ГОСТ 356-68 в течение времени, необходимого для осмотра, но не менее 5 мин. на каждое испытание.
2.5. Маркировка, упаковка, транспортирование и хранение
2.5.1. Готовое изделие маркировать масляной краской: обозначение по ОСТ (без наименования) и товарный знак предприятия-изготовителя.
2.5.2. Готовое изделие подвергнуть консервации по ГОСТ 13168-69.
2.5.3. При отправке потребителю смотровые фонари должны быть упакованы. Род упаковки должен обеспечить сохранность изделий при транспортировке и длительном хранении. Стекла должны быть защищены от повреждений металлическими или деревянными крышками.
2.5.4. Каждый смотровой фонарь или партия при отправке потребителю должны сопровождаться документацией, удостоверяющей соответствие смотровых фонарей требованиям настоящего стандарта и содержащей:
а) товарный знак предприятия-поставщика;
б) наименование, параметры, обозначение, номер стандарта;
в) материал основных деталей;
г) год выпуска;
д) вес изделия;
е) результаты проведенных испытаний.
2.5.5. В комплект поставки должно входить запасное стекло.
2.5.6. Смотровые фонари должны храниться в условиях, гарантирующих их чистоту и сохранность.
Приложение к ОСТ 26.01
Рекомендуемое.
Технические условия на монтаж и эксплуатацию смотровых фонарей
1. Поступающие на сборку детали смотровых фонарей (фланцы, патрубки, прокладки, шпильки, гайки, стекла) должны соответствовать требованиям настоящего ОСТа.
2. Затяжку шпилек производить ключами по ГОСТ 2839-62. Пользоваться при затяжке шпильке различными удлинителями ключей не разрешается.
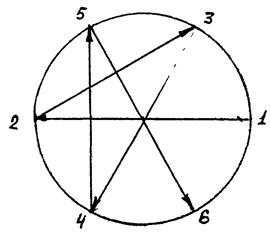
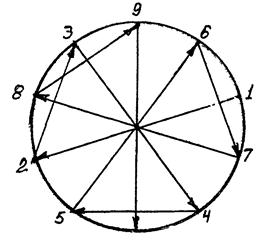
3. Затяжка шпилек производится в последовательности, схематично представленной на чертеже. Затяжка производится равномерно в 3 - 4 приема.
4. Через 2 часа после затяжки шпилек произвести их дополнительную подтяжку.
5. Подтяжка шпилек при работе смотрового фонаря не допускается.
6. Усилия затяжки, необходимые для обеспечения плотности прокладочного соединения, приведены в таблице.
|
Усилие затяжки, кг |
||
|
для смотровых фонарей их углеродистых сталей |
для смотровых фонарей их коррозионностойких сталей |
|
|
80 |
2966 |
3142 |
|
100 |
4035 |
4318 |
|
150 |
6204 |
6637 |
Директор НИИХИММАШа Румянцев И.И.
Нач. отраслевого отдела стандартизации Татаренко В.А.
Директор С/ф НИИХИММАШ Каминский И.В.
Заведующий отделом № 5 Пономаренко И.Н.
Заведующий КБ отдела № 2 Маслов В.И.
Руководитель темы Белиба Л.Д.
Содержание
|
Наименование |
Эскиз |
Стр. |
|
|
ОСТ 26.01 |
фонари смотровые с плоскими стеклами проходные |
Dy 15 ÷ 100 мм
|
1 |
|
Dy 125, 150, 200 мм
|
|
||
|
ОСТ 26.01 |
Фонари смотровые с плоскими стеклами угловые |
|
15 |