МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР ГЛАВЭНЕРГОСТРОЙМЕХАНИЗАЦИЯ
ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО
ПО МЕХАНИЗАЦИИ ЭНЕРГЕТИЧЕСКОГО СТРОИТЕЛЬСТВА
ОТРАСЛЕВОЙ СТАНДАРТ
БОЛТЫ САМОНАРЕЗАЮЩИЕ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ОСТ 34 13.016-88
МОСКВА
ОТРАСЛЕВОЙ СТАНДАРТ
|
БОЛТЫ САМОНАРЕЗАЮЩИЕ Конструкция и размеры Технические требования |
ОСТ
|
Срок действия с 01.02.89
(Измененная редакция, Изм. № 2).
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на болты самонарезающие, применяемые в промышленном строительстве для крепления профилированного настила и панелей к несущим конструкциям зданий и сооружений, а также для других видов соединений.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры самонарезающих болтов должны соответствовать указанным на черт. 1 и в табл. 1 и 2.
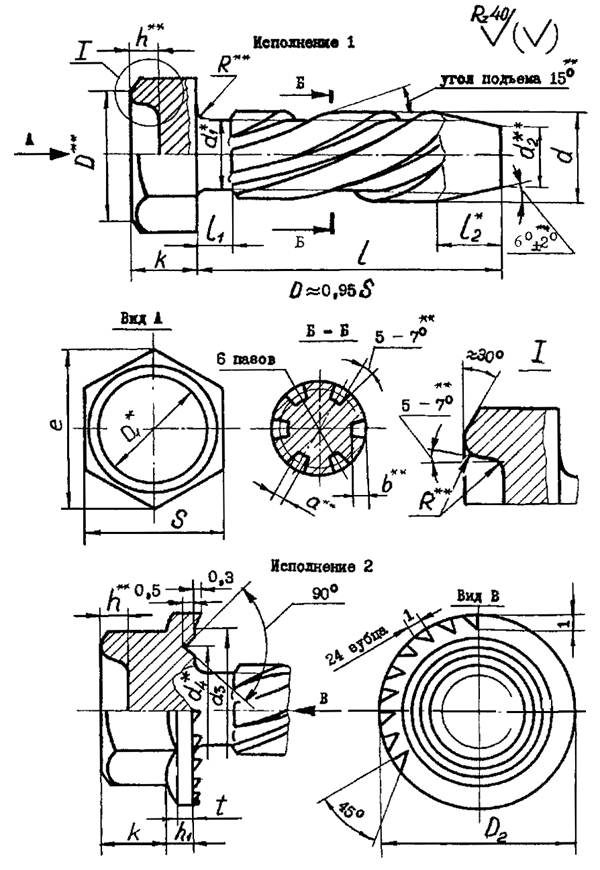
* Размеры для справок
** Размеры обеспечиваются инструментом
Чертеж. (Измененная редакция, Изм. № 1).
мм
|
6 |
||
|
Шаг резьбы Р (крупный) |
1 |
|
|
Диаметр стержня d1 |
Номин. |
5 |
|
Пред. откл. |
±0,16 |
|
|
Размер «под ключ» S |
Номин. |
10 |
|
Пред. откл. |
-0,2 |
|
|
Высота головки k |
Номин. |
4 |
|
Пред. откл. |
±0,3 |
|
|
Диаметр описанной окружности e, не менее |
10,9 |
|
|
Диаметр буртика D2 (пред. откл. |
14 |
|
|
Допуск соосности головки относительно оси стержня в диаметральном выражении |
0,80 |
|
|
Ширина паза a (пред. откл. |
1 |
|
|
Глубина паза b (пред. откл. |
0,7 |
|
|
Размер углубления в головке болта h, не более |
2 |
|
|
Радиус в углублении и под головкой R (пред. откл. Н13) |
0,5 |
|
|
Длина ненарезной части стержня l1, не более |
2 |
|
|
Длина самонарезающего усеченного конуса l2* |
Номин. |
4,8 |
|
Толщина буртика h1 (пред. откл. |
2 |
|
|
Диаметр самонарезающего усеченного конуса d2** |
4 |
|
|
Диаметр углубления в головке D1*, не более |
7 |
|
|
Диаметр канавки в буртике d4* |
10 |
|
|
Диаметр между зубцами на буртике d3 |
12 |
|
|
Шаг нарезки паза* |
60 |
|
|
Толщина фаски буртика t (пред. откл. |
1 |
|
* Размеры для справок
** Размеры обеспечиваются инструментом.
(Измененная редакция, Изм. № 1).
Размеры в мм
|
Длина l |
Теоретическая масса 1000 шт. стальных болтов, кг |
||
|
Номин. |
Пред. откл. |
||
|
1 |
20 |
±2 |
6,0 |
|
25 |
7,0 |
||
|
2 |
20 |
±2 |
6,2 |
|
25 |
7,2 |
||
Пример условного обозначения самонарезающего болта исполнение 1, диаметром резьбы d = 6 мм, длиной l = 20 мм:
БC6×20 ОСТ 34 13.016-88
То же, исполнение 2:
2БC6×20 ОСТ 34 13.016-88
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Болты самонарезающие должны изготавливаться в соответствии с требованиями настоящего стандарта.
2.2. Материал для болтов
![]()
Допускается применение других марок стали, не ухудшающих эксплуатационных характеристик болтов в соответствии с настоящим стандартом.
2.3. Резьба - по ГОСТ 9150-81, поле допуска 8g - по ГОСТ 16093-81. Средний диаметр резьбы не контролировать.
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.4. Болты должны быть подвергнуты поверхностному упрочнению на глубину 0,08 - 0,12 мм до твердости не менее 47 HRCэ.
2.5. Дефекты поверхности болтов и методы их контроля - по ГОСТ 1759.2-87.
2.4, 2.5. (Новая редакция, Изм. № 1).
2.7. Неуказанные
предельные отклонения размеров болта должны выполняться с полями допусков:
отверстий - по Н14, валов - по h14, остальных ![]() по ГОСТ 25347-82.
по ГОСТ 25347-82.
2.8. Болт должен иметь цинковое хроматированное покрытие толщиной 9 - 18 мкм по ГОСТ 9.303-84.
(Новая редакция, Изм. № 1).
2.9. Болты должны поставляться комплектно с шайбами. Комплектная поставка болтов вместе с шайбами производится по следующим монтажным комплектам:
БСС×20 МН
(БС6×25 МН) - монтажный комплект болта исполнения 1 длиной l = 20 мм (l = 25 мм) с несоединенными металлической и неметаллической шайбами;
БС6×20К
(БС6×25К) - монтажный комплект болта исполнения 1 длиной l = 20 мм (l = 25 мм) с комбинированной шайбой (металлическая и неметаллическая шайбы соединены между собой);
2БС6×20Н
(2БС6×25Н) - монтажный комплект болта исполнения 2 длиной l = 20 мм (l = 25 мм) с неметаллической шайбой.
Допускается по согласованию с заказчиком некомплектная поставка болтов и шайб.
(Измененная редакция, Изм. № 1).
2.10. Остальные технические требования - по ГОСТ 1759.0-87.
3. ПРАВИЛА ПРИЕМКИ, МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Изготовленные самонарезающие болты должны быть приняты отделом технического контроля предприятия - изготовителя.
3.2. Болты должны быть проверены на:
1) соответствие используемого материала сертификату поставщика;
2) соответствие размеров болта чертежам и требованиям настоящего стандарта;
3) прочность резьбы;
4) отрыв головки от стержня.
Примечание. Перед высадкой болтов из каждой поступившей партии материала берется проба на определение механических свойств, химического состава и способности к высадке.
3.3. Для контроля геометрических размеров от каждой предъявленной к сдаче партии болтов отбирается 0,1 %, но не менее 50 штук.
При обнаружении в отобранной для проверки партии более 5 % болтов с отклонениями от требований настоящего стандарта из предъявленной к сдаче партии отбирается удвоенное количество болтов и подвергают проверке. При получении неудовлетворительных результатов партия бракуется.
(Новая редакция, Изм. № 1).
3.4. Проверка болтов на прочность резьбы и отрыв головки болта производится от каждой предъявленной к сдаче партии в количестве не менее 10 штук болтов.
3.4.1. Проверка прочности резьбы производится нарезанием резьбы самонарезающим болтом в отверстии Æ 5,3+0,1 мм пластины толщиной 8 - 10 мм из стали марки Ст3 и завертыванием болта до упора. При этом после вывертывания болта на его резьбе не должно быть выкрашивания, сорванных витков, трещин, смятии резьбы и головки болта.
Момент нарезки резьбы и затяжки для самонарезающих болтов должен находиться в пределах 8 - 10 Н · м (0,8 - 1,0 кгс · м).
3.4.2. Проверка самонарезающих болтов на отрыв головки производится после завинчивания болта до упора динамометрическим ключом с торцовой насадкой.
Момент отрыва головки болта должен быть не менее 12 Н · м (1,2 кгс · м).
3.4.3. Контроль болтов на твердость не производить. Твердость определяется косвенно по комплексному показателю проверки болтов на прочность резьбы и на отрыв головки.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упаковку изделий и маркировку тары производить по чертежам завода-изготовителя, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
4.2. Болты перед упаковкой должны быть законсервированы в соответствии с требованиями ГОСТ 9.014-78. Варианты защиты ВЗ-1 или ВЗ-2, внутренняя упаковка БУ-0.
Допускается по согласованию с заказчиком поставка болтов без консервации.
4.3. Масса брутто каждой упаковки не должна превышать 30 кг.
(Измененная редакция, Изм. № 1).
4.4. Тара транспортная и потребительская с изделиями должна иметь маркировку. Транспортная маркировка - по ГОСТ 14192-77.
В случае применения потребительской тары на ней должна быть нанесена маркировка, содержащая:
1) наименование или товарный знак предприятия - изготовителя;
2) условное обозначение изделия;
3) массу нетто.
Маркировка должна находиться на наружной стороне тары. При упаковывании в пакеты из полимерной пленки допускается помещать ярлык с маркировкой внутри тары, при этом ярлык должен быть виден снаружи.
(Новая редакция, Изм. № 1).
4.5. В каждом упаковочном ящике помещается сертификат, в котором должно быть указано:
1) наименование предприятия - изготовителя;
2) условное обозначение изделия;
3) перечень и результаты испытаний, проведенных по данному стандарту;
4) масса нетто;
5) марка консервирующего материала.
4.6. Транспортирование упакованных болтов допускается любым видом транспорта и должно соответствовать условиям 6 по ГОСТ 15150-69.
4.7. Хранение болтов - по условиям 5 ГОСТ 15150-69.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Предприятие-изготовитель должно гарантировать соответствие выпускаемых самонарезающих болтов требованиям настоящего стандарта.
(Измененная редакция, Изм. № 1).
Срок гарантии устанавливается 18 месяцев со дня изготовления при соблюдении потребителем условий эксплуатации, транспортирования и хранения болтов, установленных настоящим стандартом.
ПРИЛОЖЕНИЕ
Обязательное
КРЕПЛЕНИЕ НАСТИЛА ПАНЕЛЕЙ К НЕСУЩИМ КОНСТРУКЦИЯМ САМОНАРЕЗАЮЩИМИ БОЛТАМИ
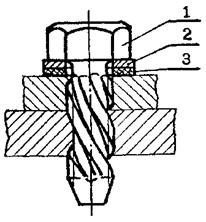
1. Примеры крепления настила и панелей к несущим конструкциям самонарезающими болтами приведены на черт. 2. Спецификация комплектов самонарезающих болтов указана в табл. 3.
Исполнение 1
Исполнение 2
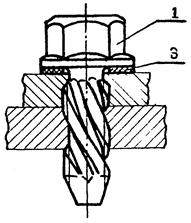
1 - болт; 2 - шайба металлическая; 3 - шайба неметаллическая
|
Содержание комплекта |
Кол., шт. |
Теоретическая масса, кг |
||
|
1 шт. |
комплекта |
|||
|
БС6×20МН (БС6×25МН) |
Болт М6×20 (М6×25) |
1 |
0,006 (0,007) |
|
|
Шайба металлическая |
1 |
0,0008 |
0,007 |
|
|
Шайба неметаллическая |
1 |
0,0002 |
(0,008) |
|
|
БС6×20К (БС6×25К) |
Болт М6×20 (М6×25) |
1 |
0,006 (0,007) |
0,007 |
|
Шайба комбинированная |
1 |
0,001 |
(0,008) |
|
|
2БС6×20Н |
Болт 2М6×20(2М6×25) |
1 |
0,0062 (0,0072) |
0,0064 |
|
(2БС6×25Н) |
Шайба неметаллическая |
1 |
0,0002 |
(0,0074) |
(Измененная редакция, Изм. № 1).
Примечание. В скобках указаны данные для болтов исполнения 1 и 2 с длиной l = 25 мм.
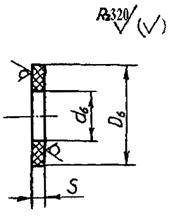
2. Размеры комбинированной шайбы для болта исполнения I должны соответствовать указанным на черт. 3 и в табл. 4.
Размеры неметаллической шайбы для болта исполнения 2 должны соответствовать указанным на черт. 4 и в табл. 4.
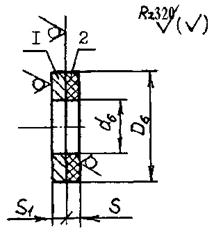
1 - шайба металлическая; 2 - шайба неметаллическая.
Черт. 3, 4. (Измененная редакция, Изм. № 1).
мм
|
Вид сборки шайбы с болтом |
d6 |
D6 |
S |
S1 |
Допуск плоскостности |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
1 |
Ручная Автоматическая |
6,4 5,9 |
±0,2 +0,1 |
12,5 |
±0,24 |
1 |
0,8; 1,0 |
0,5 |
|
2 |
Ручная Автоматическая |
6,4 5,9 |
±0,2 +0,1 |
14,0 |
- |
|||
(Измененная редакция, Изм. № 1).
Примеры условного обозначения:
1) шайбы комбинированной для болта диаметром резьбы 6 мм, исполнения 1, автоматической сборки
Шайба 6 КА ОСТ 34 13.016-88
2) То же, для ручной сборки
Шайба 6 КР ОСТ 34 13.016-88
3) шайбы неметаллической для болта диаметром резьбы 6 мм, исполнения 2, автоматической сборки
Шайба 6/2 НА ОСТ 34 13.016-88
4) То же, для ручной сборки
Шайба 6/2 НР ОСТ 34 13.016-88
5) шайбы металлической для болта диаметром резьбы 6 мм, исполнения 1, для ручной сборки
Шайба 6 МР ОСТ 34 13.016-88
6) шайбы неметаллической для болта диаметром резьбы 6 мм, исполнения 2, для ручной сборки
Шайба 6 НР ОСТ 34 13.016-88.
(Измененная редакция, Изм. № 1).
3. материал металлической шайбы - сталь марки Ст3 по ГОСТ 380-71.
Материал неметаллической шайбы - паронит по ГОСТ 481-80.
Примечание. По согласованию с заказчиком могут быть применены другие материалы для изготовления неметаллических шайб (пластмасса, резина, фибра и др.).
4. Поверхность шайб должна быть без трещин, расслоений материала.
Допускается ворсистость по кромкам паронитовой шайбы.
5. Металлические шайбы оцинковываются с толщиной покрытия 3 - 12 мкм. Допускается изготовление металлических шайб из стального оцинкованного листа или стального оцинкованного и окрашенного с одной или двух сторон листа необходимой толщины без повторного цинкования.
6. Метод соединения комбинированных шайб выбирается заводом - изготовителем.
Допускается поставка комбинированных шайб без соединения их при согласовании с заказчиком.
7. Остальные технические требования - по ГОСТ 18123-82.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ Министерства энергетики и электрификации СССР от 13.07.88 № 237а
2. ИСПОЛНИТЕЛИ: И.Е. Петрунин, А.В. Захарова, М.И. Милюков, Е.В. Чистая
3. ЗАРЕГИСТРИРОВАН Всесоюзным информационным фондом стандартов за № ___ от _______
4. ВЗАМЕН ОСТ 34-13-016-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта, перечисления, приложения |
|
|
4.2. |
|
|
2.8. |
|
|
ГОСТ 380-71 |
|
|
ГОСТ 1759.2-87 |
2.5. |
|
2.2. |
|
|
ГОСТ 8828-75 |
4.2. |
|
2.3. |
|
|
2.2. |
|
|
4.4. |
|
|
2.3. |
|
(Измененная редакция, Изм. № 1).
Главный инженер
ПКБ Главэнергомаша И.Е. Петрунин
Зав. конструкторско-технологическим
отделом стандартизации А.В. Захарова
Зав. технологическим
отделом производства
строительных машин М.И. Милюков
Ведущий конструктор Е.В. Чистая
СОГЛАСОВАНО
Главный инженер
Главтехстроя
__________________ А.К. Одинцов
«06» ____07____ 1988 г.
СОГЛАСОВАНО
Главный инженер
Главэнергомаша
__________________ А.М. Хацкелевич
«15» ____06______ 1988 г.
Начальник технического
отдела
__________________ А.П. Романенко
«15» июня 1988 г.
СОДЕРЖАНИЕ
|
3. Правила приемки, методы контроля и испытаний. 4 4. Маркировка, упаковка, транспортирование и хранение. 5 Приложение Крепление настила панелей к несущим конструкциям самонарезающими болтами. 6 |