Российская экспертная компания по объектам повышенной опасности
-РосЭК-
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ
КОНСТРУКЦИИ МЕТАЛЛИЧЕСКИЕ
КОНТРОЛЬ УЛЬТРАЗВУКОВОЙ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
РД РОСЭК-001-96
Москва
«Машиностроение»
РАЗРАБОТАН Российской экспертной компанией по объектам повышенной опасности (РосЭК), с участием Всероссийского научно-исследовательского института подъемно-транспортного машиностроения (ВНИИПТмаш), Специального конструкторско-технологического бюро башенного краностроения (СКТБ БК) и Всероссийского научно-исследовательского института строительного и дорожного машиностроения (ВНИИстройдормаш).
ИСПОЛНИТЕЛИ: канд. техн. наук Н.Н. Коновалов (руководитель работы); канд. техн. наук Н.Н. Вадковский; канд. техн. наук В.П. Шевченко, С.Б. Соколов (РосЭК); канд. техн. наук А.С. Липатов; Д.И. Дувидович; А.А. Беспалый (ВНИИПТмаш); канд. техн. наук Л.А. Невзоров; А.И. Инденбаум (СКТБ БК); Б.Н. Слепов; д-р техн. наук А.А. Зарецкий (ВНИИстройдормаш).
Утвержден РосЭК 28 февраля 1996 г. Президент РосЭК М.Н. Чумак-Жунь
Согласован Управлением по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России письмом № 12-7/316 от 3 апреля 1996 г. Начальник Управления В.С. Котельников.
СПИСОК СОКРАЩЕНИЙ
АСД - автоматический сигнализатор дефектов
БЦО - блок цифрового отсчета
ВРЧ - временная регулировка чувствительности
ГПМ - грузоподъемная машина
СО - стандартный образец
НД - нормативная документация
ПЭП - пьезоэлектрический преобразователь
РД - руководящий документ
РС - раздельно-совмещенный
СОП - стандартный образец предприятия
УЗ - ультразвуковой
УЗК - ультразвуковой контроль
ЭЛТ - электронно-лучевая трубка
СОДЕРЖАНИЕ
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
Конструкции металлические Контроль ультразвуковой Основные положения |
РД РОСЭК-001-96 |
Срок введения 01.09.1996 г.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ распространяется на ГПМ, поднадзорные Госгортехнадзору России.
РД устанавливает организационные требования, нормы оценки качества и технологию ультразвукового контроля металлических конструкций при изготовлении, ремонте, реконструкции и экспертном обследовании ГПМ.
Руководящий документ разработан в развитие ст. 3.55 и 3.58 Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ 10-14) и соответствует требованиям ГОСТ 20415, ГОСТ 14782, ГОСТ 26266 и ГОСТ 22727.
Настоящий РД предназначен для специалистов, связанных с изготовлением, реконструкцией, ремонтом, экспертным обследованием, а также с проведением ультразвукового контроля ГПМ.
С выходом настоящего документа теряют силу все ранее разработанные руководящие документы и инструкции по ультразвуковому контролю ГПМ.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующую нормативную документацию:
ПБ 10-14-92. Правила устройства и безопасной эксплуатации грузоподъемных кранов;
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики;
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые;
ГОСТ 20415-82. Контроль неразрушающий. Методы акустические. Общие положения;
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля;
ГОСТ 23829-85. Контроль неразрушающий акустический. Термины и определения;
ГОСТ 26266-90. Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования;
ГОСТ 12.1.001-89. Система стандартов безопасности труда. Общие требования безопасности;
ГОСТ 12.1.003-83. Система стандартов безопасности труда. Шум. Общие требования безопасности;
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности;
ГОСТ 12.3.002-75. Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности;
ISO 2400:1972. Wields of steel - Reference block for the calibration of equipment for ultrasonic examination;
ISO 7963:1985. Wields of steel - Calibration block № 2 for ultrasonic examination of wields;
ОСТ 24.090.63-87. Оборудование подъемно-транспортное. Требования к изготовлению сварных металлоконструкций;
РД 22-207-88. Машины грузоподъемные. Общие требования и нормы на изготовление;
РД 10-146-97. Требования к проектированию и изготовлению грузоподъемных кранов-манипуляторов;
РД РОСЭК-005-96. Требования к лабораториям неразрушающего контроля и диагностики.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящий РД базируется на терминах и определениях, приведенных в ПБ 10-14, ГОСТ 2601, ГОСТ 14782, ГОСТ 22727, ГОСТ 23829, а также использует следующие определения:
КОНСТРУКТИВНЫЙ НЕПРОВАР - непровар, наличие которого предполагается конструкцией сварного соединения;
НОМИНАЛЬНАЯ ТОЛЩИНА - толщина основного металла, указанная в чертеже без учета допусков;
ПРИВАРИВАЕМЫЙ ЭЛЕМЕНТ - элемент в тавровом или угловом соединении, торец которого примыкает под углом и приварен к боковой поверхности другого элемента;
ОСНОВНОЙ ЭЛЕМЕНТ - элемент в тавровом или угловом соединении, к боковой поверхности которого примыкает под углом и приварен торцовой поверхностью другой элемент.
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1. УЗК проводят с целью выявления:
трещин, непроваров, пор и шлаковых включений в сварных швах;
трещин и расслоений в околошовных зонах и основном металле.
4.2. Настоящий РД распространяется на УЗК листовых и трубчатых элементов металлических конструкций толщиной 4 ... 60 мм.
4.3. Объектами УЗК являются:
сварные соединения при изготовлении, ремонте и реконструкции ГПМ;
основной металл и сварные, клепаные и болтовые соединения при экспертном обследовании ГПМ.
4.4. Согласно настоящему РД могут быть проконтролированы:
4.4.1. Сварные соединения, включая:
стыковые соединения, выполненные с остающейся подкладкой (кольцом) или без нее;
угловые и тавровые соединения, выполненные с полным проплавлением свариваемых кромок;
тавровые соединения без разделки кромок и с К-образной разделкой кромок, выполненные с конструктивным непроваром;
нахлесточные сварные соединения.
4.4.2. Клепаные соединения (исключая тела заклепок)
4.4.3. Болтовые соединения (исключая тела болтов).
4.4.4. Элементы, выполненные из листового проката.
Примечание: допускается проведение УЗК указанных выше соединений, один из соединяемых элементов которых получен прокаткой, а другой является литой, штампованной или кованой деталью. В этом случае УЗК соединения проводят со стороны элемента, полученного прокаткой.
4.5. РД не распространяется:
на соединения, в которых оба соединяемых элемента литые, штампованные или кованые;
на угловые наклонные (отклонения от перпендикулярности превышает 10°) сварные соединения трубчатых элементов друг с другом или с другими элементами (прокатом, литыми, штампованными или коваными деталями).
4.6. Контроль по настоящему РД обеспечивает обнаружение дефектов с эквивалентной площадью не менее нормативных величин, определяемых настройкой чувствительности аппаратуры. Действительные размеры и характер внутренних дефектов не определяются, кроме случаев, предусмотренных в приложении 1.
4.7. РД предусматривает проведение УЗК эхо-методом наклонными и прямыми совмещенными и прямыми раздельно-совмещенными ПЭП. Контроль проводят контактным способом, перемещая ПЭП по поверхности металлической конструкции вручную.
4.8. Объемы УЗК при изготовлении, ремонте и реконструкции ГПМ определяются ПБ 10-14, РД 22-207, ОСТ 24.090.63, а также другой нормативной документацией на изготовление, ремонт и реконструкцию ГПМ.
4.9. Необходимость и объемы УЗК при экспертном обследовании ГПМ определяются выполняющими обследование специалистами с учетом требований соответствующей НД по проведению экспертного обследования ГПМ.
4.10. УЗК необходимо выполнять в соответствии с технологическими инструкциями, разработанными на основе настоящего РД и полностью учитывающих его требования.
4.11. Технологические инструкции на УЗК при изготовлении ГПМ разрабатываются применительно к конструкциям конкретных ГПМ (наименование, тип, индекс), а при ремонте, реконструкции и экспертном обследовании ГПМ - применительно к ряду однотипных объектов. В технологической инструкции должен быть приведен порядок выполнения операций настройки аппаратуры, проведения контроля и оценки качества с указанием особенностей эксплуатации применяемой аппаратуры, конкретных параметров контроля, а также информационных признаков выявляемых дефектов и возможных помех.
4.12. Технологическая инструкция на УЗК содержащая отступления от требований настоящего РД, новые методические решения, возможность применения оборудования (дефектоскопы, преобразователи, стандартные образцы), не предусмотренного настоящим РД, а также содержащая методики УЗК элементов: не указанных в пп. 4.1.2 - 4.1.4 должна быть согласована с головной организацией по краностроению и РосЭК
5. ОРГАНИЗАЦИЯ КОНТРОЛЯ
5.1. УЗК должны проводить предприятия (организации), имеющие лицензии органов госгортехнадзора:
на изготовление, ремонт или реконструкцию ГПМ;
на контроль неразрушающими (ультразвуковыми) методами металла и сварных соединений;
на экспертное обследование ГПМ.
5.2. Для проведения неразрушающего контроля на предприятии (в организации) должна быть создана лаборатория, соответствующая требованиям РД РОСЭК-005.
5.3. Места контроля должны быть оснащены средствами защиты от ярких источников света (постов электросварки, резки и т.п.). При контроле на открытом месте в дневное время или при сильном искусственном освещении необходимо принять меры к затемнению экрана дефектоскопа.
В необходимых случаях для обеспечения безопасного и удобного взаимного расположения дефектоскописта, аппаратуры и контролируемого участка металлоконструкции следует устанавливать леса, подмостки, лестницы или использовать подъемники.
5.4. Колебания напряжения в электрической сети, к которой подключают дефектоскопы, не должны превышать значений, указанных в техническом описании дефектоскопа.
5.5. Для работы в труднодоступных местах и на высоте в помощь дефектоскописту должен быть выделен вспомогательный персонал.
6. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
6.1. К руководству работами по УЗК допускаются инженерно-технические работники и работники лабораторий, прошедшие проверку знаний ПБ 10-14 в соответствии с Положением о порядке проверки знаний правил, норм и инструкций Госгортехнадзора России.
Руководители лабораторий должны иметь квалификацию не ниже II (второго) уровня по акустическому (ультразвуковому) виду контроля ГПМ.
6.2. К выполнению контроля допускаются дефектоскописты, прошедшие аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля, утвержденными Госгортехнадзором России.
7. СРЕДСТВА КОНТРОЛЯ
7.1. При контроле следует применять импульсные УЗ дефектоскопы отечественного или зарубежного производства, в которых в качестве индикатора применены ЭЛТ. Дефектоскопы должны обеспечивать проведение УЗК в соответствии с требованиями настоящего РД.
7.2. Для каждого дефектоскопа в лаборатории должны быть:
паспорт или документ, его заменяющий;
техническое описание и/или руководство по эксплуатации;
свидетельство о государственной поверке.
На дефектоскопы одного типа допускается иметь одно техническое описание и/или одно руководство по эксплуатации.
7.3. Дефектоскопы должны быть укомплектованы ПЭП, удовлетворяющими требованиям ГОСТ 26266 и обеспечивающими проведение контроля в соответствии с требованиями настоящего РД.
7.4. Для каждого ПЭП в лаборатории должны быть:
техническое описание (перечень и значения основных параметров);
свидетельство о государственной поверке, включая протокол измерений метрологических параметров.
Для комплекта ПЭП допускается иметь одно техническое описание и одно свидетельство о государственной поверке, в которых обязательно должны быть указаны перечень и значения основных параметров для каждого конкретного (тип, номер, дата выпуска) ПЭП.
7.5. Лаборатория должна быть укомплектована СО-2, СО-3 по ГОСТ 14782 и СОП. Технические требования к стандартным образцам изложены в приложении 2.
7.6. Дефектоскопы, ПЭП и СО, применяемые для УЗК ГПМ, должны быть метрологически поверены на предприятиях, имеющих лицензию Госстандарта России на право проведения поверки средств УЗК. Поверку (аттестацию) СОП допускается проводить силами метрологических служб и служб неразрушающего контроля предприятий (организаций).
7.7. Для дефектоскопов и ПЭП допускается иметь одно свидетельство о поверке на дефектоскоп и комплект ПЭП, относящихся к этому дефектоскопу. Дефектоскопы и ПЭП следует поверять не реже одного раза в год, а также после каждого ремонта. В свидетельства о поверке комплекта ПЭП (или в приложении к свидетельству) для каждого конкретного ПЭП (тип, номер, дата выпуска) обязательно должны быть указаны перечень и значения поверяемых метрологических параметров.
7.8. Для каждого стандартного образца (или комплекта стандартных образцов) в лаборатории должны быть паспорт и свидетельство о поверке (аттестации) с протоколом измерений основных метрологических параметров.
7.9. Первичная поверка (аттестация) стандартных образцов осуществляется при их изготовлении. Последующие поверки (аттестации) следует проводить не реже, чем через 5 лет.
7.10. На предприятии (в организации) следует иметь два комплекта СОП: один - контрольный, предназначенный для оценки результатов первичной и периодической поверок (аттестаций) рабочих СОП, и второй - рабочий комплект, служащий для проверки и настройки основных параметров контроля.
7.11. Для обеспечения проведения УЗК с учетом разных производственных условий (пространственное положение, кривизна поверхности, технические, санитарные и другие требования) лаборатория должна иметь набор контактных смазок для создания акустического контакта (глицерин, минеральные или синтетические масла, консистентные смазки и другие жидкости).
8. ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ
8.1. Подготовка к проведению контроля состоит из следующих этапов:
изучение конструкции контролируемого элемента и требований чертежей и другой НД;
анализ результатов предыдущих видов контроля и принятие решения о необходимости и возможности УЗК;
выбор основных параметров и средств контроля;
организация рабочих мест дефектоскопистов;
подготовка поверхностей, по которым будут перемещаться ПЭП;
разметка контролируемых соединений;
нанесение контактной смазки;
проверка работоспособности средств контроля.
8.2. При изучении конструкции сварного соединения следует определить его тип (стыковое, тавровое, нахлесточное, угловое), характер выполнения соединения (с полным проплавлением, с конструктивным непроваром, с подкладной пластиной или кольцом, без подкладных пластин или колец), форму элементов, образующих сварное соединение, материал (марку стали), из которого изготовлено сварное соединение, доступ к сварному соединению (выбрать поверхности, по которым будет осуществляться сканирование).
8.3. Анализ результатов предыдущих видов контроля и принятие решения о необходимости и возможности УЗК следует осуществлять в соответствии с требованиями разд. 8 и 12 настоящего РД.
8.4. Выбирать основные параметры и средства контроля следует в соответствии с требованиями разд. 12 настоящего РД.
8.5. Температура поверхности контролируемого материала и окружающей среды должна соответствовать техническим данным применяемых дефектоскопов. В зимних условиях, для обеспечения указанного требования, следует предусматривать устройство тепляков и подогрев контролируемого участка конструкции.
8.6. Зоны перемещения ПЭП должны быть очищены (зачищены) от брызг металла, крупных неровностей, отслаивающейся окалины и краски, грязи по всей длине контролируемого участка.
8.7. При контроле сварных соединений ширина подготовленной зоны со стороны, с которой осуществляется контроль, должна быть не менее Stgα + А - n при контроле прямым лучом и не менее 2Stgα + А - n при контроле однократно отраженным лучом, где: S - номинальная толщина сварного соединения; α - угол ввода; А - длина контактной поверхности ПЭП; n - стрела ПЭП.
8.8. При подготовке зоны перемещения ПЭП с помощью механической обработки шероховатость поверхности не должна быть грубее Rz 40 мкм по ГОСТ 2789.
8.9. Ширина усиления шва не должна превышать значений, указанных в соответствующем стандарте на типы и размеры конструктивных элементов сварных соединений.
8.10. Контролируемый элемент должен быть размечен для последующей регистрации в журнале (заключении) обнаруженных дефектов. Кольцевые швы труб размечают по окружности на 12 равных участков по аналогии с часовым циферблатом. Начало и направление отсчета участков определяет подписывающий журнал (заключение) дефектоскопист. Участки нумеруются двумя цифрами 1 ... 2, 2 ... 3 и т.д.
8.11. При контроле сварных соединений трубчатых элементов с наружным диаметром менее 200 мм рабочая поверхность ПЭП должна иметь цилиндрическую форму с радиусом, на 1 ... 2 мм превышающим радиус трубчатого элемента.
8.12. Ежедневно, перед началом работы, дефектоскопист должен проверять у наклонных совмещенных ПЭП точку выхода, угол ввода и мертвую зону, а у прямых совмещенных и раздельно-совмещенных ПЭП - мертвую зону.
8.12.1. Положение точки выхода ПЭП проверяют по СО-3 (ГОСТ 14782). Смещение точки выхода ПЭП не должно превышать ±1 мм.
8.12.2. Угол ввода измеряют по СО-2 (ГОСТ 14782). Углы ввода, значения которых меньше или равны 65°, следует измерять по боковому отверстию диаметром 6 мм на глубине 44 мм; углы ввода, большие или равные 70°, следует измерять по тому же отверстию диаметром 6 мм, но с плоскости, отстоящей от центра отверстия на расстоянии 15 мм. Углы ввода, равные или большие 60°, для ПЭП на частоту 4 МГц и более допускается измерять по отверстию диаметром 6 мм на глубине 15 мм. Отклонение углов ввода не должно превышать ±1,5° для ПЭП с углами ввода 45° и 50° и ±2° для ПЭП с углами ввода, превышающими 50°.
8.12.3. Для ПЭП с углами ввода, равными или более 65°, измерение угла ввода рекомендуется проводить при температуре, равной той, при которой проводится контроль. При различии этих температур следует учитывать изменение угла ввода. Температурные поправки угла ввода для ПЭП с призмой из оргстекла определяют по рис. 1. Для ПЭП типа ПРИЗ-Д5 учет температурных поправок не требуется.
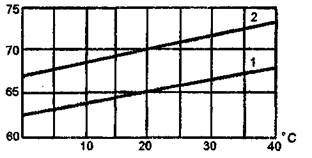
Рис. 1. Зависимость угла ввода (α) от температуры для преобразователей с номинальным углом ввода 65° (1) и 70° (2)
8.12.4. Проверку мертвой зоны осуществляют по боковым отверстиям диаметром 2 мм на расстояниях 3 и 8 мм от поверхностей в СО-2 по ГОСТ 14782. При этом мертвой зоной считают минимальное расстояние от поверхности ввода до бокового отверстия, если эхо-сигнал от него разделяется с зондирующим импульсом на уровне не менее 6 дБ. Мертвая зона при работе наклонными совмещенными и прямыми РС-преобразователями не должна превышать 3 мм, а при работе прямыми совмещенными преобразователями - 8 мм. При контроле наклонными ПЭП элементов толщиной более 50 мм мертвую зону не определяют.
8.13. При контроле ПЭП, имеющими криволинейные рабочие поверхности, для обеспечения акустического контакта с плоской поверхностью ввода СО по ГОСТ 14782 используется ванна с контактной жидкостью, уровень которой превышает максимальный зазор между поверхностями ПЭП и СО.
8.14. При измерении угла ввода и определении положения точки выхода наклонных ПЭП допускается применять стандартные образцы Международного института сварки (МИС) типа V1 (ISO 2400) и V2 (ISO 7963).
8.15. Работоспособность ультразвуковых импульсных дефектоскопов следует проверять согласно указаниям руководства по эксплуатации дефектоскопа или иного заменяющего документа.
8.16. Подготовка средств контроля заключается в проверке работоспособности дефектоскопов (п. 8.15) и преобразователей (п. 8.12) в условиях лаборатории и в настройке дефектоскопов непосредственно на месте контроля конструкций.
9. НАСТРОЙКА АППАРАТУРЫ
9.1. Порядок настройки.
Настройка дефектоскопов производится в следующем порядке:
настройка глубиномера;
настройка ВРЧ;
настройка длительности развертки;
настройка браковочной чувствительности;
настройка АСД.
9.2. Настройка глубиномера.
9.2.1. Настройку глубиномера производят в соответствии с руководством по эксплуатации дефектоскопа. Рекомендуется выполнять настройку по донным эхо-сигналам, эхо-сигналам от двугранных углов или цилиндрических отражателей стандартных образцов.
При контроле прямым лучом глубину залегания дефекта измеряют как расстояние от поверхности, с которой осуществляют контроль, а при контроле однократно отраженным лучом - как сумму толщины элемента и расстояния от противоположной поверхности до дефекта.
9.2.2. При контроле элементов толщиной менее 20 мм допускается настройку глубиномера не производить, а глубину залегания дефектов определять по месту расположения эхо-сигнала на развертке ЭЛТ дефектоскопа с учетом масштаба изображения.
9.3. Настройка ВРЧ.
Контроль совмещенными наклонными ПЭП
9.3.1. При работе с дефектоскопом, имеющим блок ВРЧ, для удобства работы рекомендуется осуществить настройку этого блока. Для этого следует использовать ступенчатый СОП, представленный на рис. 2.
9.3.2. Настройку ВРЧ осуществляют в соответствии с указаниями руководства по эксплуатации дефектоскопа по эхо-сигналам, отраженным от трех вертикальных отверстий, расположенных на ступеньках образца, толщина которых и схемы озвучивания выбираются в соответствии с табл. 1 в зависимости от толщины контролируемого элемента.
Контроль прямыми совмещенными и раздельно-совмещенными ПЭП
9.3.3. Контроль околошовных зон и основного металла при номинальной толщине 20 мм и более на наличие расслоений необходимо выполнять с использованием дефектоскопа, имеющего блок ВРЧ. Для настройки блока ВРЧ следует использовать СОП, представленный на рис. 3, б.
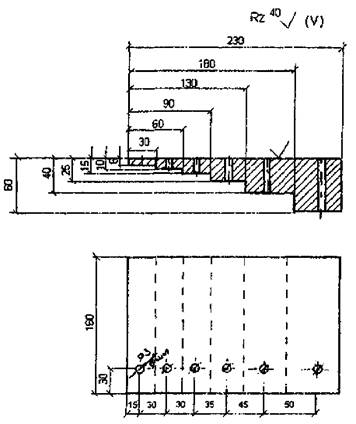
Рис. 2. СОП для настройки блока ВРЧ дефектоскопа при контроле наклонными совмещенными ПЭП
Параметры настройки ВРЧ дефектоскопа
|
Толщина площадки, мм |
Схема озвучивания отверстия |
|
|
6 ... 10 |
6, 15, 25 |
Прямым лучом |
|
10 ... 20 |
6, 10, 25,40 |
То же |
|
20 ... 40 |
10, 25, 45, 60 |
« |
|
|
40 |
Однократно отраженным лучом |
|
40 ... 60 |
15, 40, 60 |
Прямым лучом |
|
|
40, 60 |
Однократно отраженным лучом |
|
Примечание: ближним отражателем выбирают ближайший из рекомендуемых; глубина залегания дальнего отражателя должна быть минимальной из рекомендуемых, при условии, что она не менее удвоенной номинальной толщины элемента, со стороны которого проводится контроль; средним отражателем выбирают любой из рекомендуемых, глубина залегания которого больше глубины залегания ближнего отражателя, но меньше глубины залегания дальнего. |
||
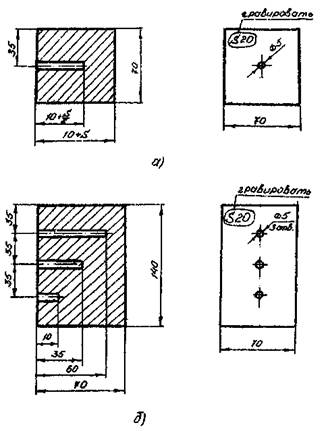
Рис. 3. СОП для настройки дефектоскопа при контроле прямыми совмещенными и раздельно-совмещенными ПЭП при контроле околошовных зон и основного металла при толщинах до 20 мм (а) и при толщинах 20 мм и более (б):
S - толщина контролируемого элемента
9.3.4. Настройку ВРЧ осуществляют в соответствии с указаниями руководства по эксплуатации дефектоскопа по эхо-сигналам, отраженным от трех плоскодонных отверстий.
9.4. Настройка длительности развертки.
9.4.1 Длительность развертки экрана дефектоскопа следует настраивать так, чтобы эхо-сигналы от дефектов, расположенных на любой глубине, находились в пределах экрана ЭЛТ дефектоскопа.
Контроль совмещенными наклонными ПЭП
9.4.2. Длительность развертки при контроле элементов толщиной менее 20 мм следует настраивать по СОП (рис. 4), имеющим плоские угловые отражатели (зарубки), размеры которых приведены в табл. 3. Настройку осуществляют согласно схемам, приведенным на рис. 5.
9.4.3. Передний фронт строб-импульса дефектоскопа совмещают с передним фронтом эхо-сигнала от «нижнего» отражателя, задний фронт строб-импульса - с задним фронтом эхо-сигнала от «верхнего» отражателя. При этом, расстояние между задними фронтами строб-импульса и зондирующего сигнала не должно превышать 2/3 от длины линии развертки экрана ЭЛТ дефектоскопа.
9.4.4. Настройку длительности развертки при контроле элементов толщиной 20 мм и более производят по отражениям от двугранных углов СО-2 по ГОСТ 14782 или при помощи БЦО дефектоскопа в соответствии с руководством по его эксплуатации. Границы рабочей зоны экрана (зоны контроля) устанавливают по значениям минимально и максимально возможной глубины залегания дефектов.
9.4.5. Допускается производить настройку длительности развертки дефектоскопа при контроле элементов толщиной 20 мм и более по двугранным углам контролируемых элементов.
Контроль прямыми совмещенными и раздельно-совмещенными ПЭП
9.4.6. Настройку длительности развертки при контроле сварных швов производят по СОП, приведенному на рис. 6, а при контроле околошовных зон и основного металла на наличие расслоений - по СОП, приведенным на рис. 3.
9.4.7. Настройку длительности развертки при контроле сварных швов производят согласно схемам на рис. 7, а. При этом передний фронт строб-импульса совмещают с передним фронтом эхо-сигнала (I) от ближнего отражателя, а задний фронт - с задним фронтом эхо-сигнала (II) от дальнего отражателя.
9.4.8. При настройке длительности развертки в случае контроля околошовных зон и основного металла передний фронт строб-импульса устанавливают после зондирующего импульса, а задний фронт - на значение, соответствующе толщине контролируемого элемента.
9.4.9. Допускается производить настройку длительности развертки дефектоскопа по донным эхо-сигналам СО-2 по ГОСТ 14782 или контролируемых элементов; допускается настройка с помощью БЦО дефектоскопа в соответствии с руководством по его эксплуатации.
9.4.10. При контроле зарубежными дефектоскопами допускается настройку длительности развертки производить в соответствии с руководством по эксплуатации дефектоскопа.
9.5. Настройка чувствительности.
Настройка чувствительности дефектоскопа при контроле сварных соединений металлических конструкций ГПМ номенклатуры ВНИИстройдормаш и СКТБ БК производится с учетом категории соединения (приложение 3). При контроле сварных соединений металлических конструкций ГПМ, для которых не предусмотрено разделение требований к качеству по категориям, настройка чувствительности дефектоскопа должна соответствовать настройке при контроле соединений категории 1.
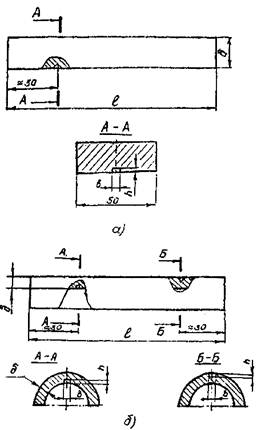
Рис. 4. СОП для настройки дефектоскопа при контроле листовых (а) и трубчатых (б) элементов наклонными совмещенными ПЭП
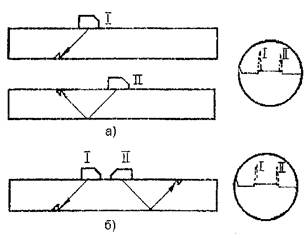
Рис. 5. Схемы настройки длительности развертки и чувствительности дефектоскопа при контроле наклонными совмещенными ПЭП листовых (а) и трубчатых (б) элементов
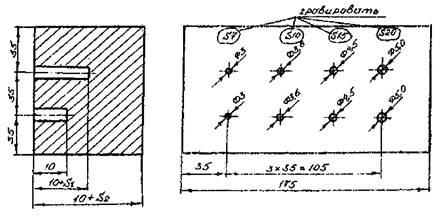
Рис. 6. СОП для настройки дефектоскопа при контроле сварных швов прямыми РС ПЭП:
S1 - толщина элемента, со стороны которого проводится прозвучивание сварного шва; S2 - сумма толщины элемента и ширины контролируемого шва
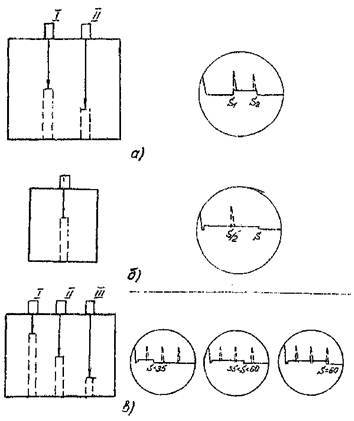
Рис. 7. Схема настройки длительности развертки и чувствительности дефектоскопа при контроле прямыми совмещенными и раздельно-совмещенными ПЭП сварных швов (а) и околошовных зон и основного металла при толщинах до 20 мм (б) и толщинах 20 мм и более (в):
S - положение эхо-сигнала, соответствующего толщине контролируемого элемента, при контроле околошовных зон и основного металла; S1 - положение эхо-сигнала, соответствующего толщине основного элемента; S2 - положение эхо-сигнала, соответствующего сумме толщины основного элемента и ширины контролируемого шва
Контроль совмещенными наклонными ПЭП
9.5.1. Настройка чувствительности при контроле стыковых, угловых и тавровых сварных соединений, выполненных без конструктивных непроваров (способ 1).
9.5.1.1. Настройка чувствительности заключается в установлении:
браковочного уровня чувствительности, на котором производят оценку допустимости обнаруженных дефектов по амплитудам эхо-сигналов;
контрольного уровня чувствительности, на котором производят измерение условных размеров (протяженности) обнаруженных дефектов;
поискового уровня чувствительности, на котором производят поиск дефектов.
Браковочный уровень на 6 дБ ниже контрольного и на 12 дБ ниже поискового уровней чувствительности.
9.5.1.2. Настройку чувствительности при контроле сварных соединений категории 1 листовых конструкций толщиной менее 20 мм и труб диаметром менее 200 мм с толщиной стенки менее 20 мм производят по плоским угловым отражателям в СОП (см. рис. 4) согласно схемам на рис. 5. СОП должны соответствовать требованиям приложения 2, а размеры отражателей табл. 2. Максимумы эхо-сигналов от отражателей устанавливают равными стандартному уровню.
Размеры отражателей, применяемых при настройке браковочной чувствительности для сварных соединений категории 1
|
Размеры плоского углового отражателя, мм |
Площадь плоскодонного отверстия, мм2 |
|
|
от 4,0 до 9,9 |
2,0´1,0 |
- |
|
от 9,9 до 14,9 |
2,5´2,0 |
- |
|
от 14,9 до 19,9 |
3,5´2,0 |
- |
|
от 19,9 до 39,9 |
- |
7 |
|
от 39,9 до 60,0 |
- |
10 |
9.5.1.3. В качестве стандартного уровня максимума эхо-сигнала по экрану дефектоскопа рекомендуется принимать уровень, равный половине высоты экрана дефектоскопа.
9.5.1.4. Установленные значения уровня максимума эхо-сигнала на экране дефектоскопа и соответствующие показания аттенюатора определяют браковочный уровень чувствительности для сварных соединений категории 1. Браковочные уровни чувствительности для сварных соединений 2 и 3 категории устанавливают уменьшением чувствительности соответственно на 3 и 6 дБ.
9.5.1.5. Контрольные и поисковые уровни чувствительности устанавливают относительно браковочных в соответствии с требованиями п. 9.5.1.1.
9.5.1.6. Если блок ВРЧ не был настроен, то показания аттенюатора, соответствующие браковочной чувствительности при контроле прямым и однократно отраженным лучами, будут иметь разные значения. При оценке допустимости обнаруженного дефекта по амплитуде эхо-сигнала и при измерении его условной протяженности необходимо учитывать то, каким лучом был обнаружен дефект - прямым или однократно отраженным
9.5.1.7. Для сварных соединений категории 1 толщиной 20 мм и более чувствительность необходимо настраивать в следующей последовательности:
а) измерить амплитуду максимального эхо-сигнала в дБ от отверстия диаметром 6 мм в ГСО-2 по ГОСТ 14782 с учетом требований п. 9.5.1.3;
б) по рис. 8, зная предельно допустимую эквивалентную площадь дефекта, найденную по табл. 2, тип ПЭП, максимально возможную глубину залегания дефекта с учетом того, каким лучом (прямым или однократно отраженным) может быть найден этот дефект, определить величину поправки в дБ;
в) изменить показания аттенюатора, определенные по п. а, на величину поправки по п. б. Тем самым, будет получено показание аттенюатора, соответствующее браковочной чувствительности (максимально допустимой эквивалентной площади дефекта, найденной по табл. 2). Браковочные уровни чувствительности для сварных соединений 2 и 3 категории устанавливают, изменяя показания аттенюатора, соответственно на 3 и 6 дБ с учетом п. 9.5.1.1.
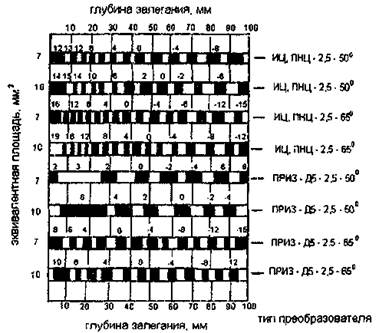
Рис. 8. Значения поправок (дБ) к показаниям аттенюатора при настройке браковочной чувствительности
9.5.1.8. Настройку чувствительности при контроле сварных соединений толщиной 20 мм и более рекомендуется производить при настроенном ВРЧ по боковому цилиндрическому отверстию диаметром 6 мм, находящемуся на глубине 44 мм в ГСО-2 по ГОСТ 14782. Максимум эхо-сигнала от отверстия устанавливают равным стандартному уровню.
9.5.1.9. Контрольные и поисковые уровни чувствительности воспроизводят, повышая чувствительность дефектоскопа, соответственно, на 6 и 12 дБ относительно значений, установленных при выполнении п. 9.5.1.7.
9.5.2. Настройка чувствительности при контроле тавровых сварных соединений, выполненных без разделки кромок, и нахлесточных сварных соединений (способ 2).
9.5.2.1. Настройка чувствительности заключается в установлении:
браковочного уровня чувствительности, на котором производят оценку допустимости обнаруженных дефектов;
поискового уровня чувствительности, на котором производят поиск дефектов.
Браковочный уровень на 6 дБ ниже поискового уровня чувствительности.
9.5.2.2. Настройку браковочной чувствительности независимо от толщины и категории соединения производят по плоским угловым отражателям в СОП (см. рис. 4) согласно схемам на рис. 5.
9.5.2.3. СОП должен соответствовать требованиям приложения 2 и иметь отражатель с размерами 2,5´2,0 мм. Максимумы эхо-сигналов от отражателей устанавливают равными стандартному уровню.
9.5.2.4. Поисковые уровни чувствительности устанавливают путем увеличения чувствительности дефектоскопа на 6 дБ относительно браковочных уровней, полученных при выполнении пп. 9.5.2.2 и 9.5.2.3.
9.5.2.5. Если настройка блока ВРЧ не производилась, то браковочные уровни чувствительности, настроенные при озвучивании отражателей прямым и однократно отраженным лучом, имеют разные значения.
При этом, в зависимости от озвучивания дефекта в процессе контроля прямым или однократно отраженным лучом, используется соответствующее значение браковочного уровня.
9.5.2.6. Настройку чувствительности при контроле сварных соединений толщиной 20 мм и более допускается производить по ГСО или СОП с другими типами отражателей. При этом, должна быть обеспечена требуемая эквивалентная площадь выявляемых дефектов.
9.5.3. Настройка чувствительности при контроле клепаных и болтовых соединений, основного металла, а также при выявлении трещин в околошовных зонах (способ 3).
9.5.3.1. Настройка чувствительности заключается в установлении:
браковочного уровня чувствительности, на котором производят оценку допустимости обнаруженных дефектов;
поискового уровня, на котором производят поиск дефектов;
браковочный уровень на 6 дБ ниже поискового уровня чувствительности.
9.5.3.2. Настройку чувствительности независимо от толщины контролируемых элементов и категории соединения при контроле околошовных зон производят по плоским угловым отражателям в СОП (см. рис. 4) согласно схемам на рис. 5.
9.5.3.3. СОП должен соответствовать требованиям приложения 2 и иметь отражатель с размерами 2,5´2,0 (мм). Максимумы эхо-сигналов от отражателей устанавливают равными стандартному уровню.
9.5.3.4. Браковочные уровни чувствительности устанавливают путем увеличения чувствительности дефектоскопа на 6 дБ относительно уровня, полученного при выполнении пп. 9.5.3.2 и 9.5.3.3.
9.5.3.5. Поисковые уровни чувствительности устанавливают путем увеличения чувствительности дефектоскопа на 6 дБ относительно браковочных уровней, полученных при выполнении п. 9.5.3.4.
9.5.3.6. Если настройка блока ВРЧ не производилась, то браковочные уровни чувствительности, настроенные при озвучивании отражателей прямым и однократно отраженным лучом, имеют разные значения.
При этом, в зависимости от озвучивания дефекта в процессе контроля прямым или однократно отраженным лучом, используется соответствующее значение браковочного уровня.
9.5.3.7. Настройку чувствительности при контроле элементов толщиной 20 мм и более допускается производить по СО или СОП с другими типами отражателей. При этом должна быть обеспечена требуемая эквивалентная площадь выявляемых дефектов.
Контроль прямыми совмещенными и раздельно-совмещенными ПЭП
9.5.4. Настройка чувствительности при контроле сварных швов (способ 4).
9.5.4.1. Настройка чувствительности заключается в установлении:
браковочного уровня чувствительности, на котором производят оценку допустимости обнаруженных дефектов по амплитуде эхо-сигналов;
контрольного уровня чувствительности, на котором производят измерение условных размеров (протяженности) обнаруженных дефектов;
поискового уровня чувствительности, на котором производят поиск дефектов.
Браковочный уровень на 6 дБ ниже контрольного и на 12 дБ ниже поискового уровней чувствительности.
9.5.4.2. Настройку браковочной чувствительности производят по плоскодонным отверстиям в СОП (см. рис. 6) согласно схемам на рис. 7, а. СОП должен соответствовать требованиям приложения 2. Максимумы эхо-сигналов от отражателей устанавливают равными стандартному уровню.
9.5.4.3. Рекомендуется с помощью блока ВРЧ дефектоскопа выровнять амплитуды эхо-сигналов от ближнего и дальнего отражателей.
9.5.4.4. Если настройка блока ВРЧ не производилась, то в диапазоне от ближнего до дальнего отражателя используется значение браковочного уровня чувствительности, соответствующего настройке по ближнему отражателю.
9.5.4.5. Контрольные и поисковые уровни чувствительности воспроизводят путем увеличения чувствительности дефектоскопа, соответственно на 6 дБ и 12 дБ, относительно значений, установленных при выполнении п. 9.5.4.2.
9.5.5. Настройка чувствительности при контроле околошовных зон и основного металла на наличие расслоений (способ 5).
9.5.5.1. Настройка чувствительности заключается в установлении:
контрольного уровня чувствительности, на котором производят оценку условных площадей обнаруженных дефектов;
поискового уровня чувствительности, на котором производят поиск дефектов.
Контрольный уровень на 6 дБ ниже поискового уровня чувствительности.
9.5.5.2. Настройку контрольной чувствительности при контроле элементов толщиной менее 20 мм производят по плоскодонному отверстию в СОП (см. рис. 3, б), согласно схемы на рис. 7, б. Максимум эхо-сигнала от отражателя устанавливают равным стандартному уровню.
9.5.5.3. Настройку контрольной чувствительности при контроле элементов толщиной 20 мм и более производят по плоскодонным отверстиям в СОП (см. рис. 3, б), согласно схемам на рис. 7, в. Максимум эхо-сигналов от отражателей устанавливают равным стандартному уровню (при этом необходимо выполнить настройку блока ВРЧ).
Примечание: допускается производить настройку чувствительности дефектоскопа другими способами, например, с помощью СО-1 по ГОСТ 14782, АРД или SКН-диаграмм при условии обеспечения требуемой настоящим РД чувствительности при контроле прямыми и наклонными совмещенными или прямыми РС преобразователями.
9.6. Настройка АСД.
9.6.1. Настройку АСД производят в соответствии с требованиями руководств по эксплуатации дефектоскопов, добиваясь срабатывания звукового и/или светового индикатора при амплитуде эхо-сигнала, превышающей стандартный уровень.
10. ПРОВЕДЕНИЕ КОНТРОЛЯ
10.1. Порядок контроля стыковых, угловых и тавровых сварных соединений, выполненных без конструктивных непроваров.
10.1.1. Настраивают глубиномер, ВРЧ и длительность развертки дефектоскопа.
10.1.2. Настраивают браковочную чувствительность дефектоскопа.
10.1.3. Устанавливают поисковую чувствительность дефектоскопа.
10.1.4. Производят сканирование.
10.1.5. При появлении эхо-сигнала от дефекта устанавливают контрольный уровень чувствительности. При этом, если высота эхо-сигнала на экране дефектоскопа не превышает стандартный уровень, восстанавливают поисковый уровень чувствительности и продолжают сканирование.
10.1.6. Измеряют условную протяженность дефекта, если амплитуда эхо-сигнала превышает стандартный уровень на контрольной чувствительности и определяют допустимость дефекта по условной протяженности (см. табл. 3).
10.1.7. Устанавливают браковочный уровень чувствительности и определяют допустимость дефекта по амплитуде эхо-сигнала.
10.1.8. Подсчитывают количество дефектов допустимых по условной протяженности и сравнивают его с предельно допустимым (см. табл. 3).
10.1.9. Если настройка блока ВРЧ не производилась, то браковочный и контрольный уровни чувствительности определяют для каждого отдельного дефекта в зависимости от глубины его залегания.
10.2. Порядок контроля тавровых сварных соединений, выполненных с конструктивными непроварами, нахлесточных сварных соединений, а также околошовных зон, клепаных и болтовых соединений и основного металла на наличие трещин.
10.2.1. Настраивают глубиномер, ВРЧ и длительность развертки дефектоскопа.
10.2.2. Настраивают браковочную чувствительность дефектоскопа.
10.2.3. Устанавливают поисковую чувствительность дефектоскопа.
10.2.4. Производят сканирование.
Предельно допустимые значения измеряемых характеристик и числа дефектов в стыковых, угловых соединениях и тавровых соединениях, выполненных без конструктивных непроваров
|
Категория сварного соединения |
Номинальная толщина элемента, мм |
Эквивалентная площадь дефекта |
Условная протяженность дефекта, мм |
Число дефектов, шт., с характеристиками не более предельных значений на любом 1 м шва |
|
||||
|
Плоский угл. отраж., мм ´ мм |
Плоскодонное отверстие, мм2 |
||||||||
|
Компактного |
Протяженного |
Суммарная на 1 м шва |
Компактных |
Протяженных |
|
||||
|
1 |
от 4 до 9,9 |
2,0´1,0 |
- |
10 |
20 |
110 |
5 |
3 |
|
|
св. 9,9 до 14,9 |
2,5´2,0 |
7,0 |
10 |
20 |
110 |
5 |
3 |
|
|
|
св. 14,9 до 19,9 |
3,5´2,0 |
7,0 |
10 |
20 |
110 |
5 |
3 |
|
|
|
св. 19,9 до 39,9 |
- |
7,0 |
20 |
40 |
220 |
5 |
3 |
|
|
|
св. 39,9 до 60 |
- |
10,0 |
20 |
40 |
220 |
5 |
3 |
|
|
|
2 |
от 4 до 9,9 |
2,0´1,0 |
- |
10 |
25 |
125 |
5 |
3 |
|
|
св. 9,9 до 14,9 |
2,5´2,0 |
10,0 |
10 |
25 |
125 |
5 |
3 |
|
|
|
св. 14,9 до 19,9 |
3,5´2,0 |
10,0 |
10 |
25 |
125 |
5 |
3 |
|
|
|
св. 19,9 до 39,9 |
- |
10,0 |
20 |
50 |
250 |
5 |
3 |
|
|
|
св. 39,9 до 60 |
- |
15,0 |
20 |
50 |
250 |
5 |
3 |
|
|
|
3 |
от 4 до 9,9 |
2,0´1,0 |
- |
10 |
30 |
140 |
5 |
3 |
|
|
св. 9,9 до 14,9 |
2,5´2,0 |
15,0 |
10 |
30 |
140 |
5 |
3 |
|
|
|
св. 14,9 до 19,9 |
3,5´2,0 |
15,0 |
10 |
30 |
140 |
5 |
3 |
|
|
|
св. 19,9 до 39,9 |
- |
15,0 |
20 |
60 |
280 |
5 |
3 |
|
|
|
св. 39,9 до 60 |
- |
20,0 |
20 |
60 |
260 |
5 |
3 |
|
|
|
Примечания. 1. Компактный дефект - отбельный дефект, протяженность которого не превышает указанную в таблице. 2. Протяженный дефект - отдельный дефект, условная протяженность которого превышает значение, указанное для компактного дефекта для определенных толщины и категории сварного соединения. 3. Дефекты на поисковом уровне чувствительности в начале и конце шва на длине 20 мм не допускаются. 4. Предельно допустимые значения измеряемых характеристик и числа дефектов для сварных соединений ГПМ, для которых не предусмотрено разделение требований к качеству по категориям, равны соответствующим значениям для сварных соединений 1 категории. 5. Дефект оценивают, как недопустимый, если значение условной протяженности протяженного дефекта превышает значение, указанное в таблице. |
|
||||||||
10.2.5. При появлении эхо-сигнала от дефекта устанавливают браковочную чувствительность. При этом, если высота эхо-сигнала на экране дефектоскопа не превышает стандартный уровень, восстанавливают поисковую чувствительность и продолжают сканирование.
10.2.6. Измеряют условную протяженность и координаты дефекта, если амплитуда эхо-сигнала превышает стандартный уровень на браковочной чувствительности.
10.3. Порядок контроля околошовных зон и основного металла на наличие расслоений.
10.3.1. Настраивают глубиномер, ВРЧ и длительность развертки дефектоскопа.
10.3.2. Настраивают контрольную чувствительность дефектоскопа.
10.3.3. Устанавливают поисковую чувствительность дефектоскопа.
10.3.4. Производят сканирование.
10.3.5. При появлении эхо-сигнала от дефекта устанавливают контрольную чувствительность. При этом, если высота эхо-сигнала на экране дефектоскопа не превышает стандартный уровень, восстанавливают поисковую чувствительность и продолжают сканирование.
10.3.6. Измеряют условные размеры (условные площади, в том числе относительные, и условные протяженности) и координаты дефекта, если амплитуда эхо-сигнала превышает стандартный уровень на контрольной чувствительности и сравнивают их с предельно допустимыми (табл. 4).
10.4. Сканирование.
10.4.1. Сканирование при контроле сварных швов.
10.4.1.1. Сканирование выполняют по всей длине шва путем последовательного перемещения ПЭП по поверхности сваренных элементов. ПЭП перемещают параллельно оси шва с одновременным возвратно-поступательным перемещением перпендикулярно оси (рис. 9). Величина продольного шага сканирования не должна превышать 3 мм. Перемещение (X) ПЭП в поперечном направлении определяют по СОП или геометрическим расчетом.
При сканировании на плоских поверхностях ПЭП необходимо придавать непрерывное вращательное движение на угол ±15°.
10.4.1.2. Для выявления в шве поперечных трещин проводят сканирование совмещенным наклонным ПЭП в секторе от 10° до 40° относительно продольной оси шва (см. рис. 10).
10.4.2. Сканирование при контроле околошовных зон и основного металла.
10.4.2.1. Для выявления трещин в сварных соединениях в местах перехода от наплавленного металла к основному наклонный совмещенный ПЭП перемещают параллельно шву на дистанции У, обеспечивающей прозвучивание места перехода однократно отраженным лучом (см. рис. 11, а). Одновременно ПЭП придают возвратно-поступательное движение перпендикулярно оси шва. ПЭП перемещают перпендикулярно оси шва на расстоянии 5 мм в обе стороны относительно положения, определяемого дистанцией У. Величина продольного шага сканирования не должна превышать 3 мм. Дистанцию У определяют по СОП или геометрическим расчетом.
Предельно допустимые значения измеряемых характеристик несплошностей в элементах из листового проката
|
Наименование характеристик несплошностей, размерность |
Значения характеристик несплошностей |
|
Минимальная учитываемая условная площадь несплошности F2, см2 |
10 |
|
Максимальная допустимая условная площадь несплошности F2, см2 |
50 |
|
Условная площадь максимально допустимой зоны несплошностей F3, м2 |
2,0 |
|
Относительная условная площадь, определяемая долей площади, занимаемой несплошностями F, %: |
|
|
- на 1 м2, не более |
2,0 |
|
- на площадь отдельного элемента из листового проката, не более |
0,5 |
|
Максимально допустимая условная протяженность несплошности, мм |
50 |
Примечания. 1. Относительная условная площадь определяется долей площади, занимаемой несплошностями всех видов (F1; F2; F3) на любом квадратном участке поверхности листового проката площадью 1 м2; или долей площади, занимаемой несплошностями всех видов на площади отдельного элемента из листового проката. Если ширина контролируемого элемента меньше 1 м, то вместо квадратного участка, при определении относительной условной площади берут прямоугольный участок площадью 1 м2, с меньшей стороной, равной ширине элемента.
2. Несплошности, расположенные в одной или нескольких плоскостях по толщине контролируемого элемента, объединяют в одну несплошность, если расстояние между условными границами менее 30 мм.
3. Скопления несплошностей, каждая из которых имеет условную площадь меньше учитываемой F1 при расстоянии между ними 30 мм и менее, объединяются в зону несплошностей. Условная площадь зоны несплошностей F3 равна площади части отдельного элемента, изготовленного из проката, находящейся в пределах контура, охватывающего все входящие в нее несплошности.
4. Несплошности, расположенные на расстоянии менее 20 мм от границы сварного шва, амплитуды эхо-сигналов от которых превышают контрольный уровень, не допускаются.
10.4.2.2. Для выявления в околошовных зонах поперечных трещин проводят сканирование наклонным совмещенным ПЭП в секторе от 0° до 25° относительно продольной оси шва (см. рис. 11, б).
10.4.2.3. При поиске трещин в основном металле необходимо производить сканирование наклонными совмещенными ПЭП под различными углами в местах наиболее вероятного появления трещин (см. рис 12).
10.4.2.4. При сканировании на плоских поверхностях ПЭП необходимо непрерывно поворачивать на угол ±15°.
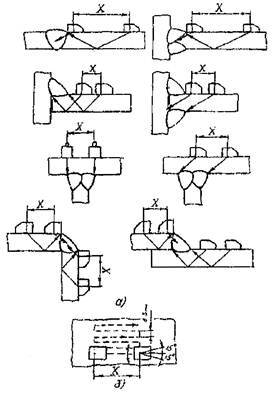
Рис. 9. Сканирование при контроле сварных швов:
а - поперечное перемещение ПЭП; б - схема сканирования
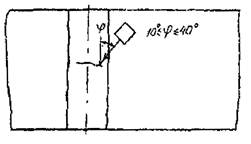
Рис. 10. Выявление в сварных швах поперечных трещин
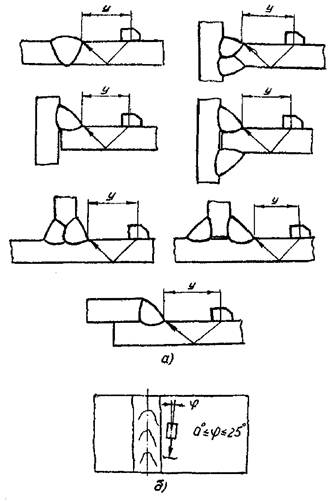
Рис. 11. Сканирование при контроле околошовных зон:
а - прозвучивание мест перехода от наплавленного металла к основному; б - выявление поперечных трещин
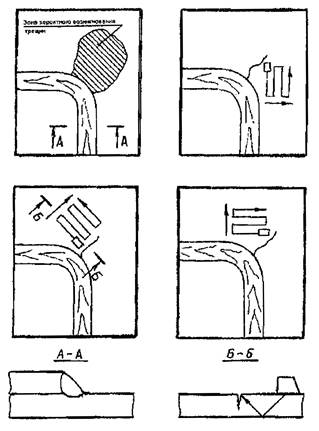
Рис. 12. Сканирование при контроле основного металла
10.4.2.5. Поиск в околошовных зонах и основном металле расслоений проводится построчным сканированием прямым раздельно-совмещенным ПЭП (или, при толщинах контролируемого элемента 20 мм и более - прямым совмещенным ПЭП) с шагом не более 3 мм в направлении сканирования.
10.4.3. Сканирование при контроле клепаных и болтовых соединений.
10.4.3.1. Для выявления трещин вокруг отверстий в клепаных или болтовых соединениях наклонный совмещенный ПЭП перемещают вокруг головок заклепок или болтов на дистанциях Z1 и Z2, обеспечивающих озвучивание металла вокруг отверстий прямым и однократно отраженным лучами (рис. 13). Дистанции Z1 и Z2 определяют по СОП или геометрическим расчетом.
10.4.3.2. Для выявления трещин по «мостикам» между отверстиями наклонный совмещенный ПЭП перемещают в местах наиболее вероятного появления трещин: между заклепками или болтами в средних рядах при контроле накладок (см. рис. 14, а) и между заклепками или болтами в крайних рядах при контроле соединяемых элементов (рис. 14, б).
10.4.3.3. При сканировании на плоских поверхностях ПЭП необходимо непрерывно поворачивать на угол ±15°.
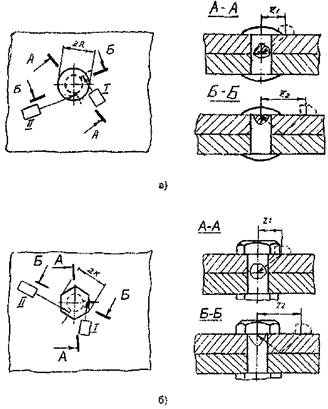
Рис. 13. Сканирование при выявлении трещин вокруг отверстий в соединениях:
а - заклепочных; б - болтовых
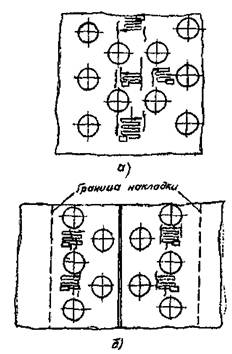
Рис. 14. Сканирование при выявлении трещин по «мостикам» между отверстиями в заклепочных и/или болтовых соединениях (заклепки и болты условно не показаны):
а - в накладках; б - в соединяемых элементах
11. ХАРАКТЕРИСТИКИ ДЕФЕКТОВ
11.1. Координаты.
11.1.1. Положение дефекта относительно ПЭП определяется координатами h (h1; h2) при контроле прямыми ПЭП или координатами Н (Н1; Н2) и L (L1; L2) при контроле наклонными ПЭП (рис. 15).
11.1.2. Для определения координат максимальную амплитуду эхо-сигнала устанавливают равной стандартному уровню (п. 9.5.1.3).
11.1.3. Положение ПЭП на контролируемом элементе при измерении координат дефектов определяют при помощи мерительного инструмента (линейка, рулетка).
Примечание: при контроле элементов толщиной менее 20 мм координаты h, Н и L допускается не определять.
11.1.4. Два дефекта считают отдельными, если огибающие эхо-сигналов от этих дефектов при сканировании не пересекают друг друга на контрольной (если используется контрольный уровень) или браковочной (если не используется контрольный уровень) чувствительностях. В противном случае считают, что обнаружен один дефект.
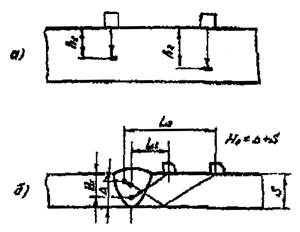
Рис. 15. Координаты дефектов, выявленных прямым (а) и наклонным (б) ПЭП
11.2. Амплитуда эхо-сигнала.
11.2.1. Амплитуду эхо-сигнала от дефекта оценивают сравнением с амплитудой эхо-сигнала на браковочном уровне чувствительности, как разность показаний аттенюатора соответствующих браковочному уровню и уровню при котором амплитуда эхо-сигнала от дефекта равна стандартному уровню.
11.3. Условная протяженность.
11.3.1. Условную протяженность дефекта измеряют по продольному перемещению ПЭП по поверхности конструкции (при контроле сварного соединения - по перемещению ПЭП вдоль шва) и определяют по длине зоны между крайними положениями ПЭП. Крайними положениями ПЭП считают такие положения, в которых высота эхо-сигнала от дефекта равна стандартному уровню на контрольной, (если используется контрольный уровень) или браковочной (если не используется контрольный уровень) чувствительностях.
11.3.2. При контроле соединений трубчатых элементов условную протяженность ΔL определяют по измеренному значению Lизм условной протяженности из формулы:
ΔL = Lизм(1 - 2Н/D),
где: Н - глубина залегания дефектов; D - наружный диаметр трубчатых элементов;
11.3.3. Условное расстояние между дефектами измеряют расстоянием между крайними положениями ПЭП, при которых была определена условная протяженность двух рядом расположенных дефектов.
12. ТЕХНОЛОГИЯ КОНТРОЛЯ
12.1. Контроль стыковых сварных соединений без подкладных пластин.
12.1.1. Контроль осуществляется эхо-методом наклонными совмещенными ПЭП.
12.1.2. Выбор ПЭП производят по табл. 5.
Характеристики ПЭП для контроля стыковых сварных соединений
|
Частота, МГц |
Угол ввода при контроле, ° |
||
|
прямым лучом |
однократно отраженным лучом |
||
|
От 4 до 10 включительно |
4 ... 6 |
70 ... 75 |
70 ... 75 |
|
Свыше 10 до 16 включительно |
4 ... 6 |
60 ... 65 |
60 ... 65 |
|
Свыше 16 до 20 включительно |
1,8 ... 2,5 |
60 ... 65 |
60 ... 65 |
|
Свыше 20 до 60 включительно |
1,8 ... 2,5 |
60 ... 65 |
45 ... 50 |
|
Примечание: параметры ПЭП (угол ввода, стрела) следует выбирать из условий обеспечения прозвучивания всего наплавленного металла центральным лучом УЗ пучка. |
|||
12.1.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройка чувствительности выполняется способом 1.
12.1.4. В зависимости от доступности сварные швы контролируют:
прямым и однократно отраженным лучом с четырех сторон (см. рис. 16, а);
прямым и однократно отраженным лучом с двух сторон при недоступности для контроля одной поверхности сварного соединения (см. рис. 16, б);
прямым и однократно отраженным лучом с одной стороны, если остальные стороны недоступны для контроля (см. рис. 16, в).
Примечания. 1. Контроль швов с разной толщиной свариваемых элементов проводят со стороны листа меньшей толщины.
2. При контроле соединений элементов, имеющих скосы от кромок, озвучивание со стороны скоса не производят (см. рис. 17).
12.2. Контроль стыковых сварных соединений с подкладными пластинами.
12.2.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.2.2. Выбор ПЭП производят по данным табл. 5.
12.2.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно рекомендациям, изложенным в разд. 9. Настройку чувствительности выполняют способом 1.
12.2.4. Прозвучивание осуществляют по схеме, представленной на рис. 18.
12.3. Контроль угловых и тавровых сварных соединений, выполненных без конструктивных непроваров.
12.3.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП и прямыми РС-ПЭП.
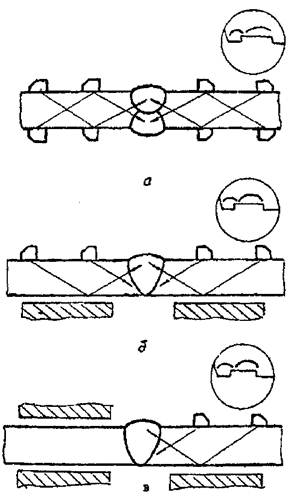
Рис. 16. Схемы контроля стыковых сварных соединений без подкладных пластин:
∩ - зоны эхо-сигналов от дефектов
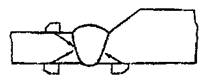
Рис. 17. Пример контроля сварных соединений элементов, имеющих скосы от кромок
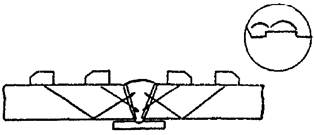
Рис. 18. Схема контроля стыковых сварных соединений с подкладными пластинами:
∩ - зоны эхо-сигналов от дефектов
12.3.2. Выбор ПЭП производят по данным табл. 6.
Характеристики ПЭП для контроля угловых и тавровых сварных соединений, выполненных без конструктивных непроваров
|
Частота при контроле наклонным совмещенным и прямым РС ПЭП, МГц |
Угол ввода при контроле, ° |
|||
|
со стороны привариваемого элемента |
со стороны основного элемента |
|||
|
прямым лучом |
однократно отраженным лучом |
|||
|
От 4 до 10 включительно |
4 ... 6 |
65 ... 70 |
65 |
60 ... 65 |
|
Свыше 10 до 16 включительно |
4 ... 6 |
60 ... 65 |
60 ... 65 |
60 ... 65 |
|
Свыше 16 до 20 включительно |
1,8 ... 2,5 |
60 ... 65 |
60 ... 65 |
60 ... 65 |
|
Свыше 20 до 60 включительно |
1,8 ... 2,5 |
60 ... 65 |
45 ... 50 |
45 ... 50 |
|
Примечание: параметры ПЭП (угол ввода и стрела) следует выбирать из условия обеспечения прозвучивания всего наплавленного металла центральным лучом УЗ пучка. |
||||
12.3.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разделе 9. Настройку чувствительности при контроле наклонными совмещенными ПЭП выполняют способом 1, а при контроле прямыми РС ПЭП - способом 4
12.3.4. В зависимости от доступности соединение контролируют по одной из следующих схем:
прямым и однократно отраженным лучом наклонным совмещенным ПЭП со стороны привариваемого элемента, а так же прямым РС-ПЭП со стороны основного элемента при двусторонней сварке и толщине основного элемента 10 мм и более (см. рис. 19, а);
прямым и однократно отраженным лучом наклонным совмещенным ПЭП с обеих сторон привариваемого элемента при отсутствии доступа со стороны основного элемента или при толщине основного элемента менее 10 мм (см. рис. 19, б);
прямым и однократно отраженным лучом наклонным совмещенным ПЭП с одной стороны привариваемого элемента при отсутствии доступа со стороны основного элемента и другой стороны привариваемого элемента (см. рис. 19, в);
прямым лучом наклонным совмещенным ПЭП и прямым РС-ПЭП со стороны основного элемента при отсутствии доступа со стороны привариваемого элемента и при двусторонней сварке и толщине основного элемента не менее 10 мм (см. рис. 19, г).
Примечание: угловые соединения, у которых оба соединенных элемента сварены торцовыми поверхностями, контролируют по схеме, представленной на рис. 19, д.
12.4. Контроль тавровых сварных соединений без разделки кромок, выполненных с конструктивным непроваром.
12.4.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.4.2. Односторонние соединения контролируют ПЭП с углом ввода 45 ... 50°. При толщине привариваемого элемента до 16 мм включительно применяют ПЭП на частоту 4 ... 6 МГц, а при толщине привариваемого элемента свыше 16 мм - ПЭП на частоту 1,8 ... 2,5 МГц. Двусторонние соединения контролируют ПЭП, выбранными по данным табл. 7.
12.4.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности выполняют способом 2.
12.4.4. Односторонние соединения контролируют однократно отраженным лучом, а двусторонние - прямым лучом (см. рис. 20).
12.5. Контроль тавровых сварных соединений с К-образной разделкой кромок, выполненных с конструктивным непроваром.
12.5.1. Соединения контролируют с целью определения соответствия фактической ширины непровара предельно допустимому конструкторской документацией значению. Контроль производят со стороны основного элемента двумя наклонными совмещенными ПЭП с углами ввода 45 ... 50°, включенными по раздельной схеме. Настройку чувствительности производят по эхо-сигналу, отраженному от свободной поверхности основного элемента по максимуму эхо-сигнала с фиксацией положения ПЭП с помощью планки, скобы и т.п. (см. рис. 21).
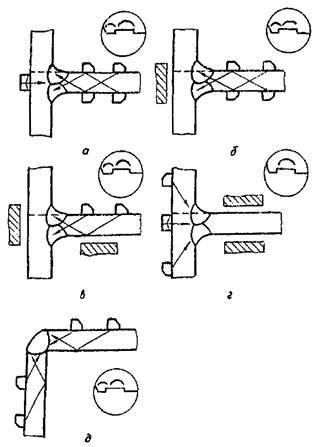
Рис. 19. Схемы контроля угловых и тавровых сварных соединений, выполненных без конструктивных непроваров:
∩ - зоны эхо-сигналов от дефектов
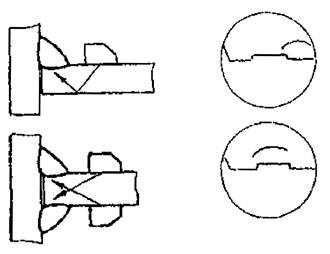
Рис. 20. Схемы контроля тавровых сварных соединений, выполненных без разделки кромок:
∩ - зоны эхо-сигналов от дефектов
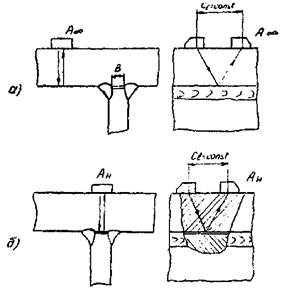
Рис. 21. Схема контроля тавровых сварных соединений с К-образной разделкой, выполненных с конструктивным непроваром:
а - настройка чувствительности, б - проведение контроля; В - ширина непровара; А∞ - максимальное значение амплитуды эхо-сигнала, отраженного от свободной поверхности основного элемента; Ан - амплитуда эхо-сигнала от непровара
Браковочную чувствительность контроля определяют, как разницу показания аттенюатора, полученного при максимуме эхо-сигнала от свободной поверхности и поправки, определяемой из графика на рис. 22 для нормативной ширины непровара. Сканирование соединения осуществляют по поверхности основного элемента таким образом, чтобы совмещенная плоскость излучения-приема преобразователей была параллельной оси сварного шва.
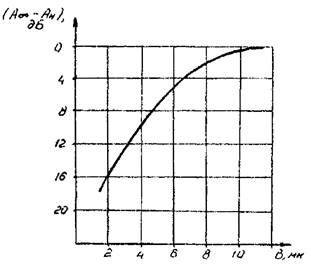
Рис. 22. Определение ширины В непровара в тавровых сварных соединениях с К-образной разделкой, выполненных с конструктивным непроваром
12.6. Контроль нахлесточных сварных соединений.
12.6.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.6.2. Выбор ПЭП производят по данным табл. 7.
Характеристики ПЭП для контроля нахлесточных сварных соединений
|
Частота, МГц |
Угол ввода, ° |
|
|
От 4 до 16 включительно |
4 ... 6 |
45 ... 50 (65 ... 70) |
|
Свыше 16 до 60 включительно |
1,8 ... 2,5 |
45 ... 50 |
|
Примечание: ПЭП с углами ввода, указанными в скобках, применяют, если величина катета шва не позволяет провести контроль корня шва. |
||
12.6.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности выполняют способом 2.
12.6.4. Соединение контролируют по схемам, приведенным на рис. 23.
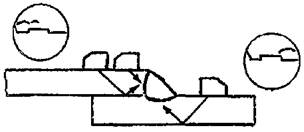
Рис. 23. Схемы контроля нахлесточных соединений:
∩ - зоны эхо-сигналов от дефектов
12.7. Контроль сварных соединений трубчатых элементов.
12.7.1. Контроль осуществляется эхо-методом наклонными совмещенными пэп.
12.7.2. Выбор ПЭП производят по данным табл. 8.
Характеристики ПЭП для контроля угловых, стыковых, нахлесточных и тавровых сварных соединений трубчатых элементов
|
Частота, МГц |
Угол ввода, при контроле соединений, ° |
|||
|
С, У, Т |
Н, ТК |
|||
|
ПЛ |
ОЛ |
|||
|
от 4 до 10 включительно |
4 - 6 |
70 ... 75 |
70 ... 75 |
45 ... 50 (60 ... 65) |
|
Свыше 10 до 16 включительно |
4 - 6 |
60 ... 65 (70) |
60 ... 65 (70) |
45 ... 50 |
|
Свыше 16 до 20 включительно |
1,8 - 2,5 |
60 ... 65 |
60 ... 65 |
45 ... 50 |
|
Свыше 20 до 60 включительно |
1,8 - 2,5 |
60 ... 65 |
45 ... 50 |
45 ... 50 |
|
Примечания. 1. Символы С, У, Т, Н, Тк обозначают соответственно стыковое, угловое, тавровое без конструктивного непровара, нахлесточное, тавровое с конструктивным непроваром сварное соединение. 2. ПЛ и ОЛ - прямой и однократно отраженный луч, соответственно. 3. Значения углов ввода, указанные в скобках, применяют, если при меньших значениях не обеспечивается прозвучивание корня шва. 4. Параметры преобразователей (угол ввода, стрела) следует выбирать из условия обеспечения прозвучивания всего наплавленного металла центральным лучом УЗ пучка. |
||||
12.7.3. Настройку ВРЧ, глубиномера, длительности развертки и чувствительности производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности при контроле стыковых, угловых и тавровых соединений, выполненных без конструктивных непроваров, производят способом 1, а настройку чувствительности при контроле нахлесточных соединений и тавровых соединений, выполненных с конструктивными непроварами - способом 2.
12.7.4. Стыковые и нахлесточные соединения контролируют с обеих сторон шва. В случае, когда конструкция соединения или основной металл одного из свариваемых элементов не позволяют провести контроль с обеих сторон шва (например, соединения труб с литыми, штампованными и коваными деталями), допускается проведение контроля с одной стороны. Угловые и тавровые соединения контролируют только со стороны привариваемого элемента (см. рис. 24).
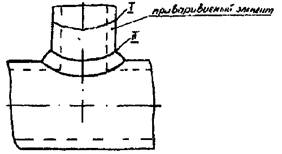
Рис. 24. Угловое соединение труб:
I - граница зачищенной зоны (параллельно границе усиления); II - граница шва
12.7.5. Если внутренняя поверхность трубы растачивается для обеспечения возможности осуществления контроля однократно отраженным лучом, длина цилиндрической части расточки должна быть не менее:
Stgα + В/2 + 10 (мм),
где S - номинальная толщина сварного соединения; В - ширина усиления шва; α - угол ввода ПЭП, используемого при контроле однократно отраженным лучом.
Чистота обработки расточки должна быть не грубее Rz 40 мкм.
В случае невозможности выполнения расточки указанной длины, допускается контроль только прямым лучом, при условии озвучивания корня шва, о чем должна быть сделана соответствующая запись в журнале (заключении).
12.7.6. Контроль стыковых соединений труб без подкладных колец аналогичен контролю стыковых листовых соединений без подкладных пластин (п. 12.1), а контроль стыковых соединений трубных элементов с подкладными кольцами аналогичен контролю стыковых листовых соединений с подкладными пластинами (п. 12.2).
12.7.7. Контроль угловых, тавровых и нахлесточных сварных соединений трубных элементов аналогичен контролю угловых, тавровых и нахлесточных соединений листов (пп. 12.3, 12.4, 12.6).
12.8. Контроль околошовных зон и основного металла.
12.8.1. Контроль околошовных зон и основного металла на наличие трещин.
12.8.1.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.8.1.2. Выбор ПЭП производят по данным табл. 9.
Характеристики ПЭП для контроля околошовных зон и основного металла на наличие трещин
|
Частота, МГц |
Угол ввода, ° |
|
|
От 4 до 16 включительно |
4 ... 6 |
45 ... 50 |
|
Свыше 16 до 60 включительно |
1,8 ... 2,5 |
45 ... 50 |
12.8.1.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности выполняют способом 3.
12.8.1.4. Поиск трещин производят в соответствии с пп. 10.3.2.1 - 10.3.2.4.
12.8.2. Контроль околошовных зон и основного металла на наличие расслоений.
12.8.2.1. Контроль осуществляют эхо-методом прямыми РС и совмещенными ПЭП.
12.8.2.2. Выбор ПЭП производят по данным табл. 10.
Характеристики ПЭП для контроля околошовных зон и основного металла на наличие расслоений
|
Частота, МГц |
Тип ПЭП |
|
|
От 4 до 16 включительно |
4 ... 6 |
Прямой РС |
|
Свыше 16 до 20 включительно |
1,8 ... 2,5 |
То же |
|
Свыше 20 до 60 включительно |
1,8 ... 2,5 |
Прямой совмещенный или прямой РС |
12.8.2.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разделе 9. Настройку чувствительности выполняют способом 5.
12.8.2.4. Поиск расслоений производят в соответствии с п. 10.3.2.5.
12.9. Контроль клепаных и болтовых соединений.
12.9.1. Контроль осуществляют эхо-методом наклонными совмещенными ПЭП.
12.9.2. Выбор ПЭП производят по данным табл. 11. При этом угол ввода выбирают исходя из толщины S контролируемого элемента, радиуса R головки заклепки (при контроле клепаных соединений), параметра К головки болта или гайки (при контроле болтовых соединений) и стрелы n преобразователя (см. рис. 13).
Характеристики ПЭП для контроля клепаных и болтовых соединений
|
Частота, МГц |
Угол ввода (°) при (R + n)/S или (К + n)/S |
|||||
|
До 1,00 |
Свыше 1,00 до 1,25 |
Свыше 1,25 до 1,70 |
Свыше 1,70 до 2,00 |
Свыше 2,00 |
||
|
От 4 до 16 включительно |
4 ... 6 |
45 ... 50 |
50 ... 60 |
60 ... 65 |
65 ... 70 |
70 ... 75 |
|
Свыше 16 до 60 включительно |
1,8 ... 2,5 |
|||||
12.9.3. Настройку глубиномера, ВРЧ, длительности развертки и чувствительности дефектоскопа производят согласно требованиям, изложенным в разд. 9. Настройку чувствительности выполняют способом 3.
12.9.4. Поиск трещин производят в соответствии с п. 10.3.3.
13. ОЦЕНКА КАЧЕСТВА
13.1. Оценка качества при изготовлении, ремонте и реконструкции ГПМ.
13.1.1. Качество проконтролированных элементов оценивают по двухбалльной системе:
балл 1 - неудовлетворительное качество;
балл 2 - удовлетворительное качество.
13.1.2. Баллом 1 оценивают элементы с дефектами:
амплитуды эхо-сигналов от которых превышают браковочный уровень чувствительности;
характеристики или число которых превышают нормы, указанные в табл. 3;
имеющими признаки трещин (приложение 1).
13.1.3. Баллом 2 оценивают элементы, в которых не обнаружены дефекты, амплитуда эхо-сигналов от которых превышает браковочный уровень чувствительности; или обнаружены дефекты, характеристики или число которых не превышают значений, указанных в табл. 3.
13.1.4. Оценку качества сварных соединений при контроле прямыми РС ПЭП производят по амплитуде эхо-сигнала и числу дефектов (см. табл. 3).
13.2. Оценка качества при экспертном обследовании ГПМ.
13.2.1. Качество проконтролированных элементов оценивают по трехбалльной системе:
балл 1 - неудовлетворительное качество;
балл 2 - условно удовлетворительное качество;
балл 3 - удовлетворительное качество.
13.2.2. Баллом 1 оценивают элементы с дефектами, имеющими признаки трещин (приложение 1).
13.2.3 Баллом 2 оценивают элементы с дефектами, амплитуды эхо-сигналов от которых превышают браковочный уровень чувствительности, но не имеющими признаки трещин, а также элементы с дефектами, характеристики или число которых превышают нормы, указанные в табл. 3. Элементы, оцененные баллом 2, подлежат периодическому контролю. Срок следующего контроля назначается специалистами, выполняющими экспертное обследование и не должен превышать срок следующего экспертного обследования ГПМ. В случае, если амплитуда эхо-сигнала от дефекта при последующем контроле увеличилась на 4 дБ и более или условная протяженность дефекта увеличилась на 10 мм и более, участок конструкции, содержащий дефект, оценивается баллом 1.
13.2.4. Баллом 3 оценивают элементы, в которых не обнаружены дефекты, амплитуда эхо-сигналов от которых превышает браковочный уровень.
14. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
14.1. Результаты контроля каждого элемента должны быть зафиксированы в журналах и заключениях (протоколах).
14.2. В журнале и заключении должны быть указаны:
наименование и индекс изделия, тип сварного соединения, объем контроля, длина (площадь) проконтролированного участка;
техническая документация, по которой выполнялся контроль;
тип и заводской номер дефектоскопа;
тип и заводской номер ПЭП;
непроконтролированные участки, подлежащие дефектоскопии;
результаты контроля (для элементов с неудовлетворительным качеством даются сведения об обнаруженных дефектах - количество, условные протяженности, координаты расположения; для элементов с условно удовлетворительным качеством дополнительно указываются амплитуды эхо-сигналов от дефектов);
дата контроля;
фамилия, инициалы и подпись дефектоскописта, проводившего контроль;
уровень, номер удостоверения, дата выдачи, наименование организации, выдавшей удостоверение дефектоскописта;
фамилия, инициалы и подпись лица, ответственного за оформление документации.
14.3. Классификацию соединений по результатам ультразвукового контроля и сокращенное описание результатов контроля допускается не производить.
14.4. Журналы или копии заключений должны храниться не менее нормативного срока службы ГПМ при УЗК в процессе изготовления ГПМ и не менее 5 лет в других случаях.
15. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
15.1. При проведении работ по ультразвуковому контролю дефектоскопист должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, СНиП III-4-80, Правилами эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей.
15.2. При выполнении контроля должны соблюдаться требования Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих № 2282-80.
15.3. При использовании в процессе контроля подъемных механизмов необходимо выполнять требования ПБ 10-14.
15.4. Уровни шума, создаваемого на рабочем месте дефектоскописта не должны превышать допустимых по ГОСТ 12.1.003.
15.5. К работам по УЗК допускаются лица в возрасте не моложе 18 лет, прошедшие инструктаж по технике безопасности с регистрацией в журнале по установленной форме. Инструктаж должен производиться периодически в сроки установленные приказом по предприятию.
15.6. В случае выполнения контроля на высоте и в стесненных условиях дефектоскописты должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии.
15.7. Запрещается работа на неустойчивых конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
15.8. Подключение дефектоскопов к сети переменного тока осуществляют через розетки на специально оборудованных постах. При отсутствии на рабочем месте розеток подключение дефектоскопа к электрической сети должны производить дежурные электрики.
15.9. Дефектоскоп должен быть заземлен голым медным проводом сечением не менее 2,5 мм2.
Приложение 1
Обязательное
КАЧЕСТВЕННЫЕ ПРИЗНАКИ ВЫЯВЛЯЕМЫХ ТРЕЩИН
1. При проведении контроля необходимо учитывать ряд качественных признаков, позволяющих идентифицировать трещины.
2. Внутренние трещины в сварных швах, как правило, располагаются в средней зоне валика наплавленного металла, что позволяет идентифицировать характер обнаруженного дефекта путем измерения его координат. Кроме того, необходимо для оценки типа обнаруженного дефекта, как трещиноподобного, проводить измерение угла поворота ПЭП между крайними положениями, при которых максимальная амплитуда эхо-сигнала от края выявленного дефекта уменьшается в 2 раза (на 6 дБ) по отношению к максимальной амплитуде Аm эхо-сигнала (рис. 25). Если J < 45°, то обнаруженный дефект относят к трещинообразным. Данные признаки могут быть использованы при контроле стыковых соединений.
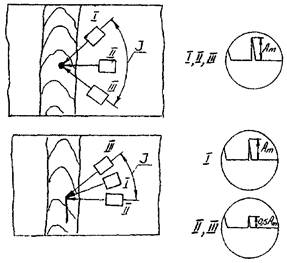
Рис. 25. Определение типа обнаруженного дефекта
3. Трещины в корне шва стыковых соединений, выполненных с остающимися подкладными пластинами (кольцами), как правило, начинаются от зазора, образованного кромкой стыкуемого элемента и подкладной пластины (кольца) (см. рис. 26). Трещины частично или полностью экранируют сигнал от подкладной пластины (кольца) при контроле со стороны того стыкуемого элемента, у кромки которого она берет свое начало. При контроле с противоположной стороны трещина не экранирует подкладную пластину (кольцо) и на экране дефектоскопа появляются два сигнала - от трещины и от подкладной пластины (кольца). Трещины с этой стороны выявляются значительно хуже, а при незначительной высоте могут совсем не выявляться.
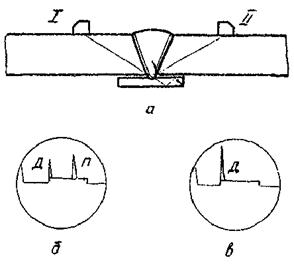
Рис. 26. Схема обнаружения трещины в корне шва:
а - положение преобразователя; б - осциллограмма при положении I преобразователя; в - осциллограмма при II положении преобразователя; Д - сигнал от дефекта; П - сигнал от подкладной пластины (кольца)
4. Внутренние трещины в нахлесточных соединениях, как правило, начинаются от зазора между свариваемыми элементами и могут выявляться как прямым лучом со стороны верхнего элемента, так и однократно отраженным лучом со стороны нижнего элемента. Максимум эхо-сигнала от трещины, выявленной прямым лучом, располагается строго на переднем фронте строб-импульса или несколько (до 2 ... 4 мм) смещается влево по экрану. Максимум эхо-сигнала от трещины, выявленной однократно отраженным лучом, располагается строго на заднем фронте строб-импульса или несколько (до 2 ... 4 мм) смещается вправо по экрану.
5. Признаком обнаружения поверхностной трещины в наплавленном металле сварного соединения является значительное (от 2 дБ) реагирование эхо-сигнала на экране дефектоскопа на прощупывание в месте отражения ультразвукового луча (см. рис. 27). При этом, амплитуда эхо-сигнала должна превышать браковочный уровень, контролируемый участок шва должен вызывать сомнения и по результатам контроля внешним осмотром.
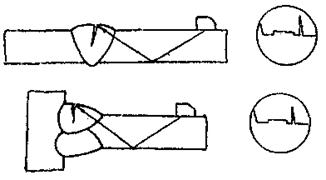
Рис. 27. Выявление поверхностных трещин в наплавленном металле
6. Признаком обнаружения поверхностных трещин в местах перехода от наплавленного металла к основному является превышение эхо-сигнала на заднем фронте строб-импульса браковочного уровня чувствительности (рис. 28, а). При этом, в озвучиваемом месте не должно быть подрезов. Для сквозной трещины характерно появление эхо-сигналов при перемещении ПЭП перпендикулярно шву на переднем и заднем фронтах строб-импульса (рис. 28, б).
7. Признаком обнаружения трещин в основном металле (рис. 29, а), клепаных (рис. 29, б), болтовых соединениях (рис. 29, в) и поперечных трещин в околошовных зонах (рис. 29, г) является превышение эхо-сигнала на заднем фронте строб-импульса браковочного уровня чувствительности (рис. 29, д). Для сквозной трещины характерно появление эхо-сигналов на переднем и заднем фронтах строб-импульса (рис. 29, е).
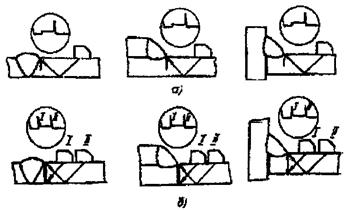
Рис. 28. Выявление трещин в местах перехода от наплавленного металла к основному
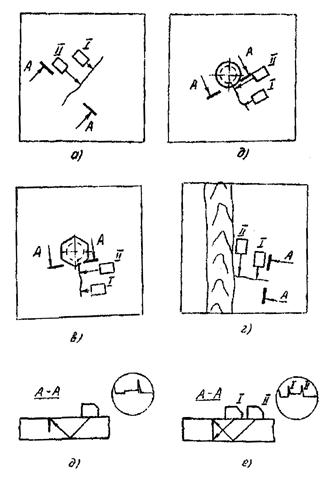
Рис. 29. Выявление трещин в основном металле, возле отверстия в клепаном или болтовом соединении и околошовной зоне
Приложение 2
Обязательное
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СТАНДАРТНЫМ ОБРАЗЦАМ
1 Стандартные образцы предназначены для проверки и настройки основных параметров контроля.
2. СО-2 и СО-3 должны удовлетворять требованиям ГОСТ 14782.
3. Стандартные образцы предприятия (СОП) изготавливаются предприятиями, проводящими УЗК ГПМ. СОП должны удовлетворять требованиям ГОСТ 14782 и настоящего РД. Эскизы СОП приведены на рис. 2, 3, 4, 6 настоящего РД.
4. СОП-1 (см. рис. 4) с плоскими угловыми отражателями предназначены для настройки браковочной чувствительности, длительности развертки и глубиномера, а также могут быть использованы для настройки (проверки правильности настройки) блоков ВРЧ ультразвуковых дефектоскопов при контроле наклонными совмещенными ПЭП.
5. СОП-2 (см. рис. 2) ступенчатый, с вертикальными цилиндрическими отверстиями предназначен для настройки блоков ВРЧ дефектоскопов при контроле наклонными совмещенными ПЭП; может использоваться для настройки длительности развертки и глубиномера при проведении контроля наклонными совмещенными ПЭП.
6. СОП-3 (см. рис. 3, а) с плоскодонным отверстием предназначен для настройки контрольной чувствительности, длительности развертки и глубиномера дефектоскопа при контроле околошовных зон и основного металла толщиной менее 20 мм на наличие расслоений.
7. СОП-4 (см. рис. 3, б) с плоскодонными отверстиями предназначен для настройки контрольной чувствительности, длительности развертки, глубиномера и блоков ВРЧ дефектоскопов при контроле околошовных зон и основного металла толщиной 20 мм и более на наличие расслоений.
8. СОП-5 (рис. 6) с плоскодонными отверстиями предназначены для настройки браковочной чувствительности и длительности развертки при контроле тавровых сварных соединений, выполненных с полным проплавлением со стороны основного элемента прямыми РС ПЭП, может быть использован для настройки глубиномера и блоков ВРЧ дефектоскопов.
9. Все СОП должны быть изготовлены из малоуглеродистой или низколегированной стали в соответствии с требованиями ГОСТ 14782 и настоящего РД. В металле образцов не должно быть внутренних дефектов, которые могут быть выявлены ультразвуковыми методами контроля.
10. На рабочих поверхностях СОП, т.е. на поверхностях, по которым будут перемещаться ПЭП, не должно быть отслаивающейся окалины, рыхлой коррозии, забоин, вмятин, трещин и других поверхностных дефектов. Шероховатость рабочих поверхностей СОП должна быть такой же, что и шероховатость поверхности, по которой перемещаются преобразователи при проведении контроля. СОП-1 рекомендуется изготавливать из плоского листа (трубы), полученных прокаткой без дополнительной механической обработки рабочих поверхностей.
11. При механической обработке рабочих поверхностей СОП-1, СОП-3, СОП-4 и СОП-5 параметр шероховатости не должен быть хуже Rа 2,5 мкм по ГОСТ 2789.
12. Толщина СОП-1 должна быть равна номинальной толщине контролируемого соединения.
Глубина расположения плоскодонных отверстий в СОП-5 должна соответствовать верхней и нижней границам зоны контроля.
Допуски на толщину СОП-1 (см. рис. 4) и глубину залегания плоскодонных отверстий в СОП-3, СОП-4 и СОП-5 приведены в таблице П2.1.
Размеры плоских угловых отражателей в СОП-1 должны соответствовать требованиям настоящего РД.
Допуски на изготовление СОП
|
Номинальная толщина, глубина залегания S1, S2, мм |
От 4 до 5 включительно |
Свыше 5 до 8 включительно |
Свыше 8 до 10 включительно |
Свыше 10 |
|
Допустимое отклонение, мм |
±0,2 |
±0,3 |
±0,5 |
±1,0 |
13. При контроле кольцевых сварных соединений труб диаметром 200 мм и менее следует использовать СОП-1 с цилиндрическими поверхностями, изготовленные из труб соответствующего диаметра. Радиус кривизны СОП-1, в этом случае, должен удовлетворять условию:
0,9Rтр < Rобр < 1,2Rтр,
где Rтр и Rобр - радиусы соответственно кривизны кольцевого сварного соединения, подвергаемого контролю, и СОП-1.
Допускается применение СОП-1 с плоскими поверхностями для кольцевых сварных соединений труб с меньшими радиусами кривизны, если экспериментально подтверждено, что кривизна вызывает изменение амплитуды измеряемых сигналов на более ±1 дБ.
14. На линейные размеры и параметры ориентации отражателей в образцах устанавливаются следующие допуски:
а) ±0°30' для угла между плоским дном отверстия и акустической осью преобразователя;
б) ±IТ 14 по ГОСТ 25347 для диаметра отверстия и ±0,05 мм для ширины и высоты плоского углового отражателя;
в) ±2,00° для угла между отражающей плоскостью углового отражателя и поверхностью образца;
г) ±0,05 мм для перпендикулярности оси вертикального отверстия в СОП-2;
д) ±0,05 мм для параллельности плоскостей ступенек рабочей поверхности СОП-2.
15. Допускаются следующие отличия по свойствам материала образцов:
по скорости звука - ±5 %;
по коэффициенту затухания - ±20 %;
по донным сигналам при одинаковой толщине - ±4 дБ.
При выполнении последнего требования затухание не проверяется.
16. Длина СОП-1 должны обеспечивать возможность выполнения необходимых схем настройки дефектоскопа.
17. На каждом СОП должны быть обозначены: номер комплекта, номер образца и глубина расположения отражателей.
18. На каждый в отдельности СОП (или на комплект СОП) в лаборатории должен быть паспорт.
18.1. Для СОП-1 в паспорте должны быть указаны следующие сведения:
регистрационный номер образца (комплекта);
назначение образцов;
номинальные толщины, диаметры, материал;
эскиз образца;
схема хода лучей при настройке чувствительности;
номинальные и фактические линейные размеры образцов;
номинальные и фактические линейные размеры и ориентация отражателей;
амплитуда эхо-сигнала от отражателя;
средняя квадратическая погрешность измерения амплитуды эхо-сигнала от отражателя;
дата проведения первичной поверки образца (образцов);
дата последующей поверки (поверок);
Ф.И.О., должность, квалификация специалиста (специалистов), проводившего первичную поверку;
Ф.И.О., должность ответственного за поверку, учет, хранение и использование образцов.
18.2. Для СОП-2, СОП-3, СОП-4 и СОП-5 в паспорте должны быть указаны следующие сведения:
регистрационный номер образца;
назначение образца;
материал;
эскиз образца;
схема хода лучей при настройке блоков ВРЧ и чувствительности;
номинальные и фактические линейные размеры образцов (образца);
номинальные и фактические линейные размеры и ориентация отражателей;
амплитуда эхо-сигнала от отражателя;
средняя квадратическая погрешность измерения амплитуд;
дата проведения первичной поверки;
дата проведения последующей поверки (поверок);
Ф.И.О., должность, квалификация специалиста (специалистов), проводившего первичную поверку;
Ф.И.О., должность ответственного за поверку, учет, хранение и использование образцов.
19. На СО-2 и СО-3 в лаборатории должны быть паспорта. Сведения, которые следует указывать в паспорте, должны соответствовать требованиям ГОСТ 14782.
Приложение 3
Обязательной
КАТЕГОРИИ СВАРНЫХ СОЕДИНЕНИЙ (РД 22-207-87)
|
Тип швов |
Эскиз |
|
|
1 |
1.1. Стыковые поперечные швы, продольные швы растянутых балок и ферм |
|
|
1 |
1.2. Стыковые поперечные швы, работающие на изгиб и срез |
|
|
1 |
1.3. Стыковые швы в местах пересечения или сопряжения |
|
|
1 |
1.4. Угловые швы, прикрепляющие основные элементы и работающие на отрыв при растяжении или изгибе |
|
|
1 |
1.5. Концевые участки (длиной 100 мм) стыковых и угловых швов, прикрепляющих к растянутым поясам балок и ферм фасонки, и в местах обрыва одной из частей сечения |
|
|
1 |
1.6 Концевые участки (длиной 100 мм) угловых швов, пакетов листов растянутых поясов и поперечных стыковых швов стенок балок |
|
|
2 |
2.1. Стыковые и угловые швы, за исключением 1.5 |
|
|
2 |
2.2. Продольные стыковые швы стенок балок, расположенные в растянутой зоне в пределах 60 % ее высоты |
|
|
2 |
2.3. Угловые швы растянутых поясов балок и ферм (за исключением 1.5) |
|
|
2 |
2.4. Угловые швы пакетов листов растянутых поясов и поперечные стыковые швы стенок балок в растянутой зоне (за исключением 1.6) |
|
|
2 |
2.5. Концевые участки угловых швов, прикрепляющие фасонки к стенкам балок в растянутой зоне в пределах 40 % высоты |
|
|
2 |
2.6. Угловые швы накладок и втулок под оси |
|
|
3 |
3.1. Поперечные и продольные стыковые швы сжатых поясов балок и ферм |
|
|
3 |
3.2. Поперечные стыковые швы стенок балок (за исключением 1.6 и 2.4) |
|
|
3 |
3.3. Продольные стыковые швы стенок балок (за исключением 2.2) |
|
|
3 |
3.4. Стыковые и угловые швы, прикрепляющие к сжатым поясам балок и ферм фасонки (за исключением 1.5) |
|
|
3 |
3.5. Угловые швы сжатых поясов балок и ферм и их пакетов |
|
|
3 |
3.6. Угловые швы, прикрепляющие фасонки к стенкам балок (за исключением 2.5) |
|
|
3 |
3.7. Угловые швы, прикрепляющие ребра жесткости и диафрагмы |
|
|
3 |
3.8. Угловые швы, прикрепляющие раскосы и стойки к поясам и фасонкам |
|
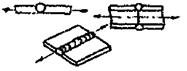
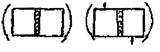
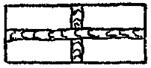
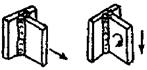
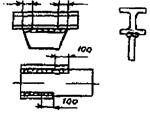
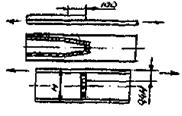
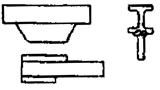
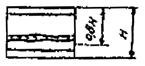
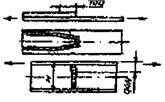


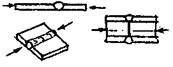
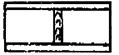
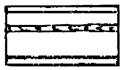
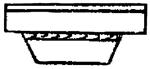
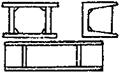

Приложение 4
Рекомендуемое
|
Штамп предприятия (организации), проводившего контроль ЗАКЛЮЧЕНИЕ № ______по ультразвуковому контролюНаименование и индекс изделия _______________________________________ Тип и заводской номер дефектоскопа ___________________________________ Типы и заводские номера преобразователей ______________________________ Контроль проводился по ______________________________________________ наименование технической документации |
|||
|
Объект контроля, номер и тип сварного соединения или узла по чертежу или эскизу |
Описание обнаруженных дефектов |
Оценка качества |
Примечание |
|
Ф. И. О. и подпись дефектоскописта, проводившего контроль (дополнительно указываются сведения в соответствии с п. 14.2) ___________ _____________________ Ф. И. О. и подпись лица, ответственного за оформление документации ___________ _____________________ |
|||
Приложение 5
Рекомендуемое
|
(Титульный лист журнала) Штамп предприятия (организации) ЖУРНАЛ
|
||||
|
Ф. И. О. дефектоскописта |
Уровень квалификации |
Дата допуска к контролю |
Образец подписи |
|
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
(Основной лист журнала)
|
Дата контроля |
Характеристика объекта контроля |
Параметры контроля |
Размеры отражателя b´h, мм´мм |
Результаты контроля |
Номер и дата заключения |
Подпись дефектоскописта |
Подпись лица, ответственного за оформление документа |
||||||
|
Наименование изделия узла |
Номер по чертежу (эскизу) узла |
Тип соединения |
Длина участка контроля |
Дефектоскоп, тип, заводской номер |
Преобразователь, тип, заводской номер |
Описание дефекта |
Оценка качества |
|
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|