ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
(Госстандарт СССР)
Всесоюзный научно-исследовательский институт
по нормализации в машиностроении
(ВНИИНМАШ)
Утверждены
Приказом ВНИИНМАШ
№ 306 от 01.10.1987 г.
Расчеты и испытания на прочность
Методы механических испытаний металлов
Метод испытания на коррозионное растрескивание
с постоянной скоростью деформирования
Рекомендации
Р 50-54-37-88
Москва 1988
РЕКОМЕНДАЦИИ
Рекомендации (Р) устанавливают метод коррозионных испытаний с постоянной скоростью деформирования. При испытаниях определяют абсолютные и приведенные величины относительного сужения, относительного удлинения и работы коррозионного разрушения материалов и сварных соединений.
Р устанавливают требования к типам испытуемых образцов, применяемому оборудованию, условиям испытаний и методам обработки результатов испытаний.
Применение Р позволит получить коррозионно-механические характеристики материалов и сварных соединений и оценить эффективность противокоррозионных мероприятий.
Р предназначены для работников НИИ, преподавателей вузов и ИТР предприятий, занимающихся исследованиями, расчетами и испытаниями на коррозионное растрескивание материалов и сварных конструкций.
1. НАЗНАЧЕНИЕ И СУЩНОСТЬ МЕТОДА
1.1. Метод предназначен для экспресс-оценки стойкости новых материалов, материалов конструкций, бывших в эксплуатации, и сварных соединений против сероводородного растрескивания и для определения эффективности способов их защиты от коррозии в сероводородсодержащих средах. Допускается применение данного метода для экспресс-оценки стойкости материалов и сварных соединений против коррозионного растрескивания и для определения эффективности способов их защиты от коррозии в средах, рекомендованных ГОСТ 28294-84.
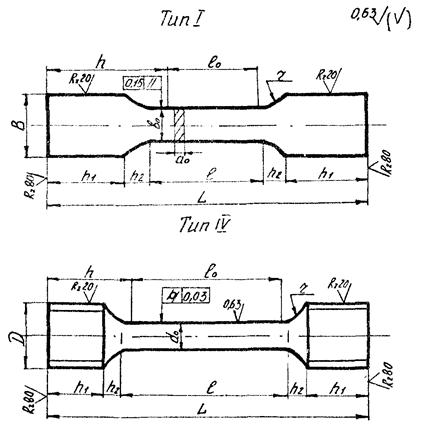
1.2. Сущность метода заключается в испытании в коррозионной среде образцов при растяжении с постоянной скоростью относительной деформации 2 · 10-6 с-1, которая обеспечивается скоростью движения подвижного захвата разрывной машины, равной 1,36 · 10-7 м/с при испытании плоских образцов типа I, и равной 7,2 · 10-8 м/с при испытании цилиндрических образцов типа IV, ГОСТ 1497-84 (рис. 1), цилиндрических образцов с надрезом (рис. 2). Отклонение от заданных скоростей движения подвижного захвата не должно превышать при испытании ± 3 %.
1.3. Основными характеристиками коррозионно-механических свойств материалов и сварных соединений являются полученные после коррозионных испытаний пяти идентичных образцов среднеарифметические значения:
а) относительного сужения: ψc - при испытании цилиндрических образцов типа IV, ГОСТ 1497-84;
б) относительного удлинения: δс - при испытании плоских образцов типа I, ГОСТ 1497-84;
в) предела прочности σвс или работы коррозионного разрушения: Ас - при испытании образцов типа I и типа IV, ГОСТ 1497-84, образцов с надрезом и кольцевой выточкой, а также при испытании образцов из материалов и сварных соединений с твердостью большей 22HRC.
1.4. Для оценки изменения механических свойств материалов и сварных соединений при растяжении в коррозионной среде применяют дополнительные коррозионно-механические характеристики, которыми является приведенные величины: а) относительного сужения Kψ = ψс/ψ; б) относительного удлинения Kδ = δc/δ; предела прочности Kσ = σвc/σв, в) KА = Аc/А, где ψ, δ, σв, А - среднеарифметические значения соответственно относительного сужения, относительного удлинения, предела прочности и работы разрушения после испытаний трех идентичных образцов по ГОСТ 1497-84.
При испытании материалов конструкций, бывших в эксплуатации, в случае отсутствия аналогичного металла за величины ψ и δ принимают средние значения данных характеристик из сертификата на исследуемый металл конструкции.
1.5. Критерием оценки коррозионно-механической стойкости сварного соединения служит вид разрушения образца: 1) разрушение по металлу шва или зоне термического влияния; 2) разрушение по основному металлу.
1.6. Минимально допустимые величины характеристик коррозионно-механических свойств для вновь созданных материалов сварных конструкций определяются значениями соответствующих характеристик, полученных для апробированных в эксплуатационных условиях материалов, имеющих идентичные механические свойства и область применения.
2. ОБРАЗЦЫ ДЛЯ ИСПЫТАНИЙ
2.1. Образцы для испытаний вырезают из заготовок основного металла или сварных соединений, изготовленных в соответствии с исследуемой технологией получения основного металла или сварных соединений, либо технологией нанесения защитных смазок, ингибиторов или покрытий.
2.2. Заготовки для испытаний отбирают по ГОСТ 7564-73, заготовки из труб вырезают вдоль оси трубы согласно ГОСТ 10006-80.
2.3. Размер термообрабатываемых заготовок включает припуск на окончательную механическую обработку и возможное коробление.
2.4. Размер заготовок сварных соединений определяют по ГОСТ 6996-66.
2.5. Зоны сварного соединения на стальных заготовках находят визуально или с помощью травления макрошлифов 4 %-ным раствором азотной кислоты по ГОСТ 4461-77 в этиловом спирте по ГОСТ 18300-72 в течение 20 минут.
2.6. Образцы из листового проката вырезают в направлении, перпендикулярном направлению проката, а из сварных соединений - перпендикулярно сварному шву так, чтобы одна из зон оплавления проходила на расстоянии 4 ± 2 мм от середины рабочей части образца; при этом рабочая часть образца должна включать металл шва, зону термического влияния и основной металл.
2.7. форма и размеры образцов должны соответствовать ГОСТ 1497-84, при этом размеры рабочей части цилиндрических образцов (рис. 1) должны быть d0 = 6 мм, l0 = 30 мм, а плоских - 4´20´50 мм.
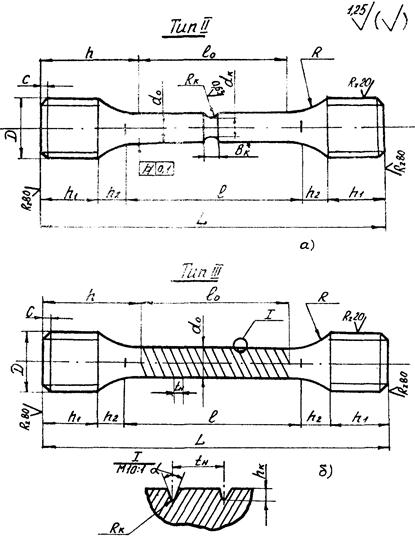
2.8. Для оценки коррозионной стойкости электродного металла сварной шов располагают посредине образца в месте кольцевой выточки (рис. 2, а). Влияние концентраторов напряжений на стойкость материалов и сварных соединений против сероводородного растрескивания определяют на образцах со спиральным надрезом (рис. 2, б).
|
a0 |
b0 |
d0 |
l0 |
l |
B |
D |
h |
h1 |
h2 |
r |
L |
|
|
I |
4 ± 0,1 |
20 ± 0,2 |
- |
50h14 |
68h14 |
40h14 |
- |
80 |
50h14 |
21 |
30 |
210h14 |
|
IV |
- |
- |
6 ± 0,05 |
30h14 |
36h14 |
- |
M12-8g |
20 |
12h14 |
5 |
³ 6 |
70h14 |
Рис. 1
2.9. Шероховатость рабочей поверхности образцов 0,63 £ Ra £ 0,8 мкм по ГОСТ 2789-73.
Механическую обработку образцов необходимо проводить на режимах, исключающих перегрев и наклеп в рабочей части. За последние два прохода снимают не более 0,05 мм. Рабочая часть образцов шлифуется в продольном направлении, для окончательной обработки используется наждачная бумага № 1000.
2.10. В сварных образцах устанавливают наличие дефектов сварных соединений по ГОСТ 3242-79.
2.11. Образцы маркируют вне рабочей части по ГОСТ 9.019-74.
2.12. Измерение начальных (до испытаний) и конечных (после испытаний) размеров образцов проводят согласно ГОСТ 1497-84. Измерение расчетных длин образцов производят с точностью до 0,1 мм, а поперечных сечений с точностью 0,01 мм. Данные измерений вносят в протокол испытаний рекомендуемого приложения.
2.13. Образцы обезжиривают органическими растворителями, например, тетрахлорэтиленом, и промывают этиловым спиртом по ГОСТ 18300-73, после чего разрешается брать их только за нерабочую часть.
2.14. Для уменьшения поверхности металла, контактирующего с сероводородсодержащей средой, на нерабочую поверхность образца наносят изолирующее покрытие, например, клей БФ2 ГОСТ 12172-74.
2.15. Подготовленные к испытаниям образцы хранят в эксикаторе ГОСТ 6371-73 не более 24-х часов.
2.16. Количество идентичных образцов для коррозионных испытаний должно быть не менее 5.
|
D |
d0 |
dk |
Rk |
Bk |
tн |
a |
R |
C |
hk |
h |
h1 |
h2 |
l0 |
l |
L |
|
|
II |
M12-8g |
6 ± 0,05 |
4 ± 0,05 |
1 ± 0,05 |
2 |
- |
- |
6 |
1,6´45° |
- |
20 |
12h14 |
5 |
30h14 |
36h14 |
70h14 |
|
III |
M12-8g |
6 ± 0,05 |
- |
0,1 |
- |
2 |
40 ± 1° |
6 |
1,6´45° |
0,5 |
20 |
12h14 |
5 |
30h14 |
36h14 |
70h14 |
рис. 2
3. АППАРАТУРА И РЕАКТИВЫ
3.1. Машины и устройства, применяемые для проведения коррозионно-механических испытаний образцов при растяжении с постоянной скоростью относительной деформации 2 · 10-6 с-1 (рис. 3, 4), должны соответствовать требованиям ГОСТ 7855-80 и ГОСТ 1497-84.
3.2. Коррозионные камеры должны обеспечивать возможность подвода инертного газа и коррозионной среды, отбора проб, а также герметичность в процессе испытаний (рис. 3). Захваты необходимо вывести за пределы коррозионной ячейки или изолировать от воздействия коррозионной среды.
Изготавливать камеры следует из электроизоляционных и химически нейтральных по отношению к коррозионной среде материалов, например, фторопласта. Объем коррозионной камеры должен обеспечивать удельный объем коррозионной среды не менее 30 мл на 1 см2 неизолированной рабочей поверхности образца.
3.3. Коррозионную сероводородсодержащую среду готовят согласно ГОСТ 26294-84 и стандарта ТМ-01-77 NACE: 50 г хлористого натрия по ГОСТ 4233-77 и 5 г (4,8 мл) ледяной уксусной кислоты по ГОСТ 61-75 растворяют в 945 г дистиллированной воды по ГОСТ 6709-72. Приготовленный раствор обескислороживают продувкой со скоростью 500 см3/мин инертным газом, например, азотом, в течение 60 мин и затем насыщают сероводородом до концентрации не ниже 2,8 г/л, рН = 3,0 ... 4.
3.4. Контроль концентрации сероводорода в коррозионной среде производят не реже 1 раза в сутки методом йодометрического титрования.
3.5. Другие коррозионные среды, применяемые при испытании с постоянной скоростью деформирования, должны соответствовать ГОСТ 26294-84.
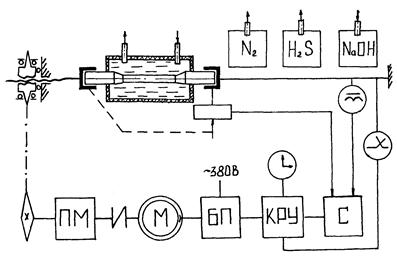
Рис. 3. Функциональная схема лабораторной установки

Рис. 4. Установка для коррозионных испытаний материалов в натурных условиях
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Проводят механические испытания на воздухе по ГОСТ 1497-84 трех идентичных образцов.
4.2. Образцы для коррозионных испытаний устанавливают в коррозионные камеры, которые затем продувают инертным газом, например, азотом, объемом, равным десятикратному объему камеры, и заполняют без доступа воздуха коррозионной средой.
4.3. Образцы помещают в захваты испытательной машины. Время между заполнением камеры с образцом коррозионной средой и приложением нагрузки к образцу не должно превышать 5 мин.
4.4. испытания проводят при температуре 290 - 296 К (17 - 23 °С). Допускается проводить испытания при температурах, соответствующих условиям эксплуатации изделий.
4.5. Испытания проводят до разрушения образца, при этом регистрацию величины деформации и нагрузки выполняют с помощью самописца в координатах деформация-сила. Масштаб диаграммы по оси деформаций не менее чем 50:1 и по оси нагрузок не более 5 МПа в 1 мм. При испытании гладких образцов такая диаграмма не обязательна.
4.6. В процессе испытаний контролируют температуру 2 раза в сутки. После разрушения образца фиксируют рН и концентрацию сероводорода в коррозионной среде, величины которых должны соответствовать п. 3.3.
4.7. Образцы после испытаний промывают дистиллированной водой, сушат и обмеряют. Результаты измерений заносят в протокол.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Прочностные и пластические характеристики образцов определяют согласно ГОСТ 1497-84.
5.2. В соответствии с ГОСТ 1497-84 испытание считается недействительным:
а) при разрыве образца по кернам (рискам);
б) при разрыве образца в захватах испытательной машины или за пределами рабочей длины;
в) при разрыве образца по дефектам металлургического или сварочного производства;
г) при обнаружении ошибок в проведении испытаний.
5.3. Относительное сужение после испытаний образца по ГОСТ 1497-84 ψ и по данной методике ψc вычисляют по формуле:
![]()
где S0 - начальная площадь поперечного сечения рабочей части образца до разрыва, мм2;
Sk - минимальная площадь поперечного сечения образца после его разрыва, мм2.
5.4. Относительное удлинение после испытаний образца по ГОСТ 1497-84 δ и по данной методике δс находят из соотношения:
![]()
где l0 - начальная расчетная длина образца, мм;
lk - конечная расчетная длина образца после разрыва, мм.
5.5. Предел прочности определяют отношением величины максимальной нагрузки (Fmax) к начальной площади поперечного сечения рабочей части образца (S0).
5.6. Величину работы разрушения образца определяют измерением площади под диаграммой разрушения с учетом масштаба диаграммы.
5.7. По среднеарифметическим значениям находят приведенные величины относительного сужения, относительного удлинения, предела прочности и работы разрушения материала:
![]()
5.8. Результаты испытаний и расчетов сводят в таблицу рекомендуемого приложения.
5.9. После испытаний сварных соединений вид разрушения образцов определяют согласно п. 1.5 и п. 2.5. Сварное соединение считается более стойким, чем основной металл, если разрушение всех пяти образцов в коррозионной среде произошло по основному металлу вне зоны шва и зоны термического влияния. Стойкость сварного соединения принимают равной стойкости основного металла, если разрушение не менее четырех из пяти образцов происходит по основному металлу. В остальных случаях стойкость сварного соединения считается ниже стойкости основного металла.
5.10. По величине основных или дополнительных коррозионно-механических характеристик определяют склонность материалов или сварных соединений к коррозионному растрескиванию и эффективность противокоррозионных мероприятий, - более стойкому материалу или сварному соединению, а также лучшему варианту защиты от коррозии, соответствует большее значение полученной характеристики.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Метеорологические условия, уровень звукового давления и содержания вредных примесей в рабочей зоне помещений для испытаний не должны превышать норм, установленных СН-2.45-71, утвержденных Госстроем СССР.
6.2. Требования безопасности труда - по ГОСТ 12.1.007-76 и ГОСТ 12.2.007.0-75.
6.3. Требования пожарной безопасности по ГОСТ 12.1.004-76.
6.4. Работы с сероводородом проводят с соблюдением «Инструкции по безопасности работ при разработке нефтяных, газовых и газоконденсатных месторождений, содержащих сероводород».
6.5. В помещении для испытаний должны находиться средства пожаротушения, содержащие огнетушители 0У-2, средства индивидуальной защиты на каждого работающего, включающие противогазы ПШ-1 и КД 2, защитные очки, средства оказания первой медицинской помощи при несчастных случаях, включающие 3 %-ый раствор борной кислоты, нашатырный спирт, кислородную подушку, газоанализаторы со световой или звуковой сигнализацией, запас нейтрализующего сероводород раствора.
6.6. Приготовление коррозионной среды, заполнение ею камеры с образцом и слив раствора из камеры проводится в вытяжном шкафу или в специальном боксе. Сероводород после выхода из генератора или из коррозионной камеры пропускают через нейтрализующую жидкость, например, через 6 %-ый раствор марганцовокислого калия. Расход раствора 30 мл на 1 л сероводорода. Коррозионная среда после испытаний нейтрализуется тем же раствором.
ПРИЛОЖЕНИЕ
Таблица исходных данных
|
Дата, время начала и конца испытаний |
Вид испытаний коррозионные, механические |
Маркировка образца |
Марка металла |
Размеры рабочей части образца, мм |
Нагрузка, Н |
Примечания |
|||||||||||
|
До испытаний |
После испытаний |
||||||||||||||||
|
d0 |
a0 |
b0 |
l0 |
S0 |
dk |
ak |
bk |
lk |
Sk |
F0,2 |
Fmax |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
Таблица обработки результатов
|
Дата, время начала и конца испытаний |
Вид испытаний коррозионные, механические |
Маркировка образца |
Марка металла |
Механические характеристики |
Коррозионно-механические характеристики |
Примечания |
||||||||||||
|
ψ, % |
δ, % |
σ0,2, МПа |
σв, МПа |
A, Дж. |
ψс, |
δс, % |
σвс МПа |
Ас, Дж. |
Кψ |
Кδ |
Кσ |
КА |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
ЛИТЕРАТУРА
1. ГОСТ 26294-84. Соединения сварные. Методы испытаний на коррозионное растрескивание.
2. Паркис Р.Н., Мацца Ф., Ройела Ж.Ж. Методы испытания на коррозию под напряжением. - Защита металлов. Том IX. № 5. 1973. С. 515 - 540.
3. Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на растяжение с заданными скоростями деформирования в широком диапазоне температур. - МР 140-84. - М.: ВНИИНМАШ, 1984.
4. NACE Standards TM-01-77. Test Method. Testing of Metals for Resistance to Sulfide Stress Cracking at Ambient Temperature Approved. - NACE Standards, Houston, 1977, р. 1 - 8.
5. ГОСТ 1497-84 (СТ СЭВ 471-77). Металлы. Методы испытаний металлов на растяжение.
6. Рекомендации. Расчеты и испытания на прочность в машиностроении. Классификация видов поверхностей разрушения (изломов) металлов. - М.: ВНИИНМАШ, 1979.
7. ГОСТ 7564-73 (СТ СЭВ 2859-81). Сталь. Общие правила отбора проб, заготовок и образцов механических и технологических испытаний.
8. ГОСТ 10006-80 (СТ СЭВ 476-77). Трубы металлические. Метод испытания на растяжение.
9. ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств.
10. ГОСТ 4461-77. Кислота азотная. Технические условия.
11. ГОСТ 18300-72. Спирт этиловый ректификованный технический. Технические условия.
12. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
13. ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
14. ГОСТ 9.019-74. Методы испытаний. ЕСЗКС. Сплавы алюминиевые и магнитные. Методы ускоренных испытаний на коррозионное растрескивание.
15. ГОСТ 12172-74. Клеи феноловинилацетатные. Технические условия.
16. ГОСТ 6371-73. Эксикаторы.
17. ГОСТ 7855-80. Машины разрывные универсальные для статических испытаний металлов.
18. ГОСТ 4233-77. Натрий хлористый. Технические условия.
19. ГОСТ 61-75. Кислота уксусная. Технические условия.
20. ГОСТ 6709-72. Вода дистиллированная.
21. Расчеты и испытания на прочность. Методы испытаний на склонность к коррозионному растрескиванию сталей и сплавов в жидких средах. Методические рекомендации МР 185-86. - М.: ВНИИНМАШ, 1986 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАНЫ И ВНЕСЕНЫ ВНИИНМАШем Госстандарта СССР.
Исполнители:
к.т.н. В.М. Кушнаренко, д-р т.н. О.И. Стеклов, д-р т.н. Э.М. Гутман, к.т.н. В.Г. Антонов, к.т.н. А.П. Фот, В.С. Уханов, Р.Н. Узяков.
2. УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Приказом ВНИИНМАШ № 306 от 1.10.87 г.
СОДЕРЖАНИЕ