ОТРАСЛЕВОЙ СТАНДАРТ
|
Детали и сборочные единицы трубопроводов АЭС Рраб < 2,2 МПа (22 кгс/см2) Т £ 350 °С ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ |
ОСТ Вводится впервые |
Приказом Министерства энергетики и электрификации СССР от 24.04.1984 г. № 163 срок введения установлен
с 20 сентября 1984 г.
до 1 июня 1989 г.
Настоящий стандарт устанавливает основные требования к изготовлению деталей и сборочных единиц трубопроводов атомных электростанций из углеродистой стали на Рр < 2,2 МПа (22 кг/см2) и Т £ 350 °С, на которые распространяются «Правила устройства и безопасной эксплуатации оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок» (далее по тексту «Правила АЭС», а также «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» (далее по тексту «Правила пара и горячей воды») и СНиП III-31-78 и контроль сварных швов которых производится по ПК 1514-72.
Стандарт может применяться при изготовлении деталей и сборочных единиц трубопроводов АЭС, на которые распространяются «Правила пара и горячей воды» и СНиП III-31-78 и контроль сварных швов которых производится в соответствии с требованиями РТМ-1С-81.
Стандарт соответствует требованиям следующей нормативно-технической документации:
1) «Правилам АЭС», утвержденным Госгортехнадзором СССР 20 апреля 1972 г. и Государственным комитетом по использованию атомной энергии СССР 17 апреля 1972 г;
2) «Основным положениям по сварке и наплавке узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок ОП 1513-72» (далее по тексту ОП 1513-72), утвержденным Госгортехнадзором СССР 26 марта 1974 г. и Государственным комитетом по использованию атомной энергии СССР 15 марта 1974 г;
3) «Правилам контроля сварных соединений и наплавки узлов и конструкций ядерных реакторов и установок, ПК 1514-72» (далее по тексту ПК 1514-72), утвержденным Госгортехнадзором СССР 26 марта 1974 г. и Государственным комитетом по использованию атомной энергии ССР 15 марта 1974 г.
Выбор основных размеров деталей и сборочных единиц произведен по внутреннему давлению согласно разделу 2 «Норм расчета на прочность элементов реакторов, парогенераторов, сосудов и трубопроводов атомных электростанций, опытных и исследовательских ядерных реакторов и установок», утвержденных Госгортехнадзором СССР 20 апреля 1972 г. и Госкомитетом атомной энергии 17 апреля 1972 г.
Стандарт удовлетворяет требованиям «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утвержденных Госгортехнадзором СССР 10 марта 1970 г.
1 ОБЩИЕ ТРЕБОВАНИЯ
1.1. Требования к полуфабрикатам и сборочным материалам
1.1.1. Детали и сборочные единицы трубопроводов должны изготавливаться из материалов, указанных в отраслевых стандартах на конструкцию и размеры (ОСТ 34-42-661-84 - ОСТ 34-42-678-84).
Сортамент полуфабрикатов, применяемый для изготовления деталей и сборочных единиц трубопроводов, должен соответствовать требованиям ОСТ 34-42-658-84.
1.1.2. Качество и характеристики полуфабрикатов должны соответствовать требованиям стандартов, технических условий, «Правил АЭС» и должны быть подтверждены сертификатами.
1.1.3. Применяемые сварочные материалы должны соответствовать требованиям соответствующих нормативных документов.
1.1.4. Сертификаты на применяемые полуфабрикаты и сварочные материалы должны храниться на предприятии-изготовителе в течение 5-и лет со дня отгрузки изделий.
Номера сертификатов или протоколов испытаний полуфабрикатов и сварочных материалов должны быть записаны в свидетельство об изготовлении деталей и сборочных единиц трубопроводов.
1.1.5. При отсутствии сертификатов или полных данных в них полуфабрикаты и сварочные материалы могут применяться при условии проведения на предприятии-изготовителе деталей и сборочных единиц трубопроводов всех или недостающих испытаний и исследований на соответствие требованиям стандартов или технических условий на их поставку.
В производство допускаются только те полуфабрикаты и сварочные материалы, на которые отдел технического контроля предприятия-изготовителя деталей и сборочных единиц трубопроводов дал положительное заключение о возможности их использования.
1.1.6. Внутризаводское складирование, хранение и транспортирование полуфабрикатов и сборочных материалов должно производиться по инструкции предприятия-изготовителя, разработанной с учетом требований ОП 1513-72.
В инструкции должны быть предусмотрены мероприятия по обеспечению сохранения качества поверхности и свойств полуфабрикатов и сборочных материалов, установленных стандартами и техническими условиями на них.
1.2. Требования к конструкции.
1.2.1. Детали и сборочные единицы трубопроводов должны соответствовать требованиям настоящего стандарта и отраслевых стандартов вида «Конструкция и размеры» ОСТ 34-42-661-84 - ОСТ 34-42-678-84.
1.2.2. Предельные допуски размеров деталей и сборочных единиц трубопроводов должны соответствовать величинам, установленным отраслевыми стандартами вида «Конструкция и размеры», настоящим стандартом и техническими условиями.
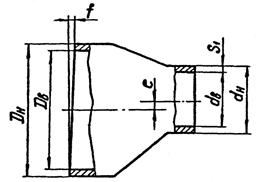
1.2.3. Допуски перпендикулярности «f» (черт. 1) присоединительных торцов всех деталей к образующей, круглости в любом поперечном сечении цилиндрических элементов деталей, изготовленных из трубных заготовок, не подвергавшихся формоизменению в процессе изготовления, и наружного диаметра цилиндрических элементов деталей, изготовленных из листовой стали, не должны превышать установленных в технических условиях.

Черт. 1
1.2.4. Допустимые величины смещения внутренних и наружных кромок в стыковых сварных соединениях не должны превышать значений, установленных «Правилами АЭС», ОП 1513-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода.
1.2.5. Расположение сварных швов в деталях и сборочных единицах трубопроводов должно соответствовать требованиям отраслевых стандартов на конструкцию и размеры (ОСТ 34-42-661-84 - ОСТ 34-42-678-84).
1.2.6. Значения механических свойств металла цилиндрических элементов деталей трубопроводов, изготовленных из листовой стали методом вальцовки, и деталей, изготовленных методом холодного и горячего формоизменения трубных заготовок, а также механических свойств сварных соединений должны быть в пределах значений механических свойств металла полуфабрикатов, из которых они изготовлены.
1.2.7. На поверхности деталей и сборочных единиц трубопроводов не допускаются трещины, плены, окалина, рванины и глубокие риски, превышающие величины, указанные в нормативно-технической документации на поставку полуфабрикатов.
Заусенцы должны быть удалены и острые кромки притуплены.
Допускаются отдельные незначительные забоины, вмятины, риски, следы зачистки дефектов, если они не выводят толщину стенки за пределы минимальных расчетных величин, не имеют острых кромок и не являются концентраторами напряжений.
1.2.8. Поверхностные и внутренние дефекты сварных швов не должны превышать норм, установленных «Правилами АЭС», ПК 1514-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода.
1.3. Требования по устойчивости к внешним воздействиям
1.3.1. Требования к противокоррозионной защите наружных поверхностей деталей и сборочных единиц трубопроводов в соответствии с техническими условиями.
13.2. Качество покрытия лакокрасочными материалами должно удовлетворять требованиям ГОСТ 9.032-74, класс покрытия VII.
1.3.3. При погрузке, разгрузке и кантовании изделия должны перемещаться плавно, удары не допускаются.
1.4. Требования к надежности
1.4.1. Детали и сборочные единицы трубопроводов, при выполнении всех требований настоящего стандарта, должны сохранять исправное и работоспособное состояние в течение и после транспортирования и хранения.
1.4.2. Детали и сборочные единицы трубопроводов должны выдерживать гидроиспытания на прочность и плотность без разрыва, потения или течи.
Пробное давление, минимальная температура стенки при испытании после их изготовления, температура воды, технология проведения и оценки результатов гидроиспытаний устанавливаются в соответствии с «Правилами АЭС» или РТМ-1С-81 в зависимости от подведомственности трубопровода.
1.4.2. Срок службы деталей и сборочных единиц с рабочими параметрами среды, не превышающими указанных в ОСТ 34-42-661-84 ¸ ОСТ 64-42-678-84, должен быть не менее установленного для соответствующего трубопровода.
1.5. Требования при изготовлении
1.5.1. Детали и сборочные единицы трубопроводов должны изготовляться по технологическому процессу предприятия-изготовителя, разработанному с учетом требований настоящего стандарта и соответствующей нормативно-технической документации («Правил АЭС», ОП 1513-72 и ПК 1514-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода).
Все положения принятой технологии изготовления должны быть отражены в технологической документации и производственных инструкциях, регламентирующих содержание и порядок выполнения всех технологических и контрольных операций.
15.2. Детали и сборочные единицы трубопроводов должны изготавливаться методами, предусмотренными техническими условиями и соответствующими технологическими процессами.
1.5.3. Подготовка деталей и сборочных единиц под сварку, способы сварки, технология сборочных работ, а также контроль сварки должны производиться по технологическому процессу и инструкциям предприятия-изготовителя, разработанными с учетом требований ОП 1513-72 и ПК 1514-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода и отраслевых стандартов ОСТ 34-42-659-84 - ОСТ 34-42-678-84.
1.5.4. Разделка кромок деталей и сборочных единиц трубопроводов под сварку должна производиться механическим способом.
1.5.5. Для обеспечения правильности сопряжения обработка концов стыкуемых элементов трубопроводов по внутреннему диаметру должна производиться в соответствии с требованиями рабочей документации.
Исправление овальности по торцам трубных элементов с целью обеспечения требований по расточке и подготовке кромок под сварку методами раздачи или обжима при калибровке в пределах 3 % от наружного диаметра на станке (в приспособлении) производится по технологическому процессу предприятия-изготовителя в соответствии с требованиями технических условий.
1.5.6. Перед сборкой свариваемые кромки и поверхности деталей и сборочных единиц трубопроводов на длине не менее 20 мм от конца должны быть зачищены до металлического блеска и обезжирены.
1.5.7. Для обеспечения правильности сборки перед сваркой допускается исправлять местные зазоры, выходящие за пределы установленных норм, согласно требованиям ОП 1513-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода.
1.5.8. Устранение дефектов на поверхности деталей и сборочных единиц трубопроводов должно производиться путем местной пологой зачистки холодным способом, сплошной шлифовкой или расточкой, при этом толщина стенки в местах устранения дефектов не должна выходить за пределы минимальной расчетной толщины.
1.5.9. Исправление дефектов сварных соединений должно производиться с соблюдением требований соответствующей нормативной документации (ОП 1513-72 или РТМ-1С-81 в зависимости от подведомственности трубопровода).
1.5.10. Технологический процесс сборки и сварки должен предусматривать сварку в поворотном (нижнем) положении максимально возможного количества сварных стыков.
1.6. Необходимость дополнительной (послеоперационной) термической обработки деталей и сборочных единиц трубопроводов определяется техническими условиями.
1.7. Основные методы и объем контроля сварных соединений
1.7.1. Методы и объем контроля сварных соединений назначаются в зависимости от подведомственности и категории сварного соединения.
1.7.2. Методы и объем контроля сварных соединений деталей и сборочных единиц трубопроводов, на которые распространяются «Правила АЭС», «Правила пара и горячей воды» и СНиП III-31-78 и контроль сварных швов которых производится по ПК 1514-72, выбираются согласно таблице контроля, приведенной в настоящем стандарте.
1.7.3. Методы и объем контроля сварных соединений деталей и сборочных единиц трубопроводов, на которые распространяются «Правила пара и горячей воды» и СНиП III-31-78 и контроль сварных швов которых производится по РТМ-1С-81, выбираются согласно РТМ-1С-81.
1.7.4. Методика проведения и необходимые средства контроля сварных соединений деталей и сборочных единиц изложены в ОСТ 108.004.108-80, ОСТ 108.004.110-80, ОСТ 34-42-544-81, ОСТ 34-42-545-81 и РДИ 34-42-021-83.
1.8. Контроль качества металла деформируемых участков деталей и сборочных единиц трубопроводов (кроме подкладных колец) в соответствии с требованиями технических условий.
1.9. Маркировка деталей и сборочных единиц трубопроводов должна соответствовать отраслевым стандартам на конструкцию и размеры.
Способ нанесения и требования к качеству маркировки в соответствии с техническими условиями.
Методы и объем контроля сборных соединений трубопроводов, контролируемых в соответствии с требованиями ПК 1514-72
|
Категория сборного соединения по ПК 1514-72 |
Внешний осмотр и измерение, % |
Цветная, люминесцентная или магнитно-порошковая дефектоскопия |
Радиографическая дефектоскопия, % |
УЗД, % |
Гидравлические испытания, % |
Испытание керосином, воздухом |
Определение механических свойств |
Металлографические исследования |
|||||
|
sв |
Угол загиба |
Ударный изгиб |
|||||||||||
|
IIБ |
100 |
50 |
25 |
Для S до 5,5 мм |
- |
100 |
- |
- |
+ |
Для S до 12 мм |
- |
+ |
|
|
Для S свыше 5,5 мм |
100 |
Для S 12 мм и выше |
+ |
||||||||||
|
IIIБ |
100 |
- |
Для S до 5,5 мм |
25 |
Для S до 5,5 мм |
- |
100 |
- |
+ |
+ |
- |
+ |
|
|
Для S свыше 5,5 мм |
- |
Для S свыше 5,5 мм |
20 |
||||||||||
|
IIIВ |
100 |
- |
Для S до 5,5 мм |
5 |
Для S до 5,5 мм |
- |
100 |
- |
+ |
+ |
- |
+ |
|
|
Для S свыше 5,5 мм |
- |
Для S свыше 5,5 мм |
10 |
||||||||||
Примечания:
1. Контроль цветной, люминесцентной или магнитно-порошковой дефектоскопией может быть заменен выборочным контролем, если при контроле первых 20 соединений однотипных узлов данного объема (но не менее 10 м длины швов) будет показано отсутствие поверхностных трещин.
Объем выборочного контроля должен быть не менее 2 % при отсутствии в сварочном материале ниобия или по таблице контроля настоящего стандарта при его наличии.
Если в процессе выборочного контроля будет обнаружено хотя бы одно сварное соединение с поверхностными трещинами, то все сварные соединения, выполненные данной партией сборочных материалов, подлежат контролю в объеме 100 %.
2. Для сварных соединений с наружным диаметром менее 200 мм при толщине стенки менее 15 мм объем контроля просвечиванием может быть уменьшен вдвое.
3. Допускается совмещать гидравлические испытания отдельных деталей и узлов с гидравлическими испытаниями укрупненных узлов, блоков или изделия в целом, если отдельные детали и узлы подвергались 100 % контролю УЗД или просвечиванием.
4. Испытание механических свойств производится на образцах стыковых сварных соединений.
На угловых и тавровых сварных соединениях испытание механических свойств не производится.
5. Испытания на ударный изгиб проводятся при толщинах свариваемых деталей 12 мм и более и не являются обязательными для сварных соединений IIIБ и IIIВ категорий.
6. Металлографические исследования проводятся как на стыковых, так и на угловых и тавровых сварных соединениях. При этом они не являются обязательными для сварных соединений III категории, подвергаемых радиографическому контролю или контролю УЗД в объеме 100 %.
1.10. Указания по эксплуатации деталей и сборочных единиц трубопроводов, требования к их упаковке, хранению и транспортированию в соответствии с техническими условиями.
2. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К КОНКРЕТНЫМ ВИДАМ ИЗДЕЛИЙ
2.1 Требования к гнутым отводам и трубам
2.1.1. Размеры радиусов гиба по контрольной оси готовых гнутых отводов и труб различных типоразмеров должны соответствовать величинам, установленным ОСТ 34-42-661-84, ОСТ 34-42-662-84.
2.1.2. Допуски радиуса гиба и круглости «θ» гнутых участков отводов и труб в любом поперечном сечении устанавливаются в технических условиях.
2.1.3. Исправление некруглости на гнутых участках деталей не допускается.
2.1.4. Утонение стенки трубы в месте гиба не должно превышать величины, установленной техническими условиями и ОСТ 34-42-661-84, ОСТ 34-42-662-84.
2.1.5. При гибке труб допускается волнистость, а также плавные неровности в местах переходов гнутых участков в прямые. Размеры волнистости не должны превышать величины, указанной в технических условиях.
2.1.6. Предельные отклонения габаритных и присоединительных размеров с учетом отклонения осей от номинального расположения должны быть не более указанных в технических условиях.
2.2. Требования к сварным отводам
2.2.1. Предельные отклонения угла поворота сварных секторных отводов не должны быть более ±1° независимо от величины угла поворота.
2.2.2. Смещение продольных сварных швов одного относительно другого у секторных отводов, изготовленных из электросварных прямошовных труб, а также из секторов, сваренных из листовой стали, не должно быть менее 100 мм.
2.3. Требования к переходам сварным и точеным
2.3.1. Эксцентриситет «е» (черт. 2) после механической обработки концов переходов концентрических под сварку не должен превышать величин, установленных в технических условиях.
2.3.2. Смещение оси сварных концентрических переходов не регламентируется, при этом конусность не должна выходить за пределы, установленные отраслевым стандартом вида «Конструкция и размеры».
2.4. Требования к сварным тройникам
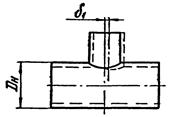
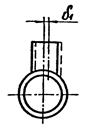
2.4.1. Отклонения «d» от перпендикулярности наружной поверхности штуцера к корпусу (черт. 3) и от симметричности «d1» штуцера относительно корпуса в продольной плоскости и поперечном сечении (черт. 4), а также кривизна «К» (черт. 5) не должны быть более величин, указанных в технических условиях.
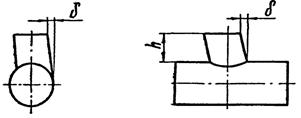
Черт. 3
Черт. 4
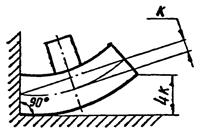
Черт. 5
2.5. Требования к фланцам плоским приварным с патрубками
2.5.1 Отверстия во фланцах под крепежные изделия должны быть расположены на равном расстоянии друг от друга по диаметру D1, но не должны располагаться в зоне сварного шва и фланцев, изготовленных методом гибки из полосового проката.
2.5.2. Отверстия под крепежные изделия должны быть образованы продавливанием или сверлением до размеров, установленных отраслевым стандартом на фланцы и настоящими техническими требованиями, или на меньший размер с последующей рассверловкой до проектного размера.
2.5.3. На внутренней поверхности патрубков не должно быть никаких уступов, а также заметных невооруженным глазом наростов и неровностей от сборных швов и т.п.
Лист регистрации изменений ОСТ 34-42-660-84
|
Изм. |
Номера листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
|
|
|
|
|
|
|
|
|